Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process





Abstract
1. Introduction
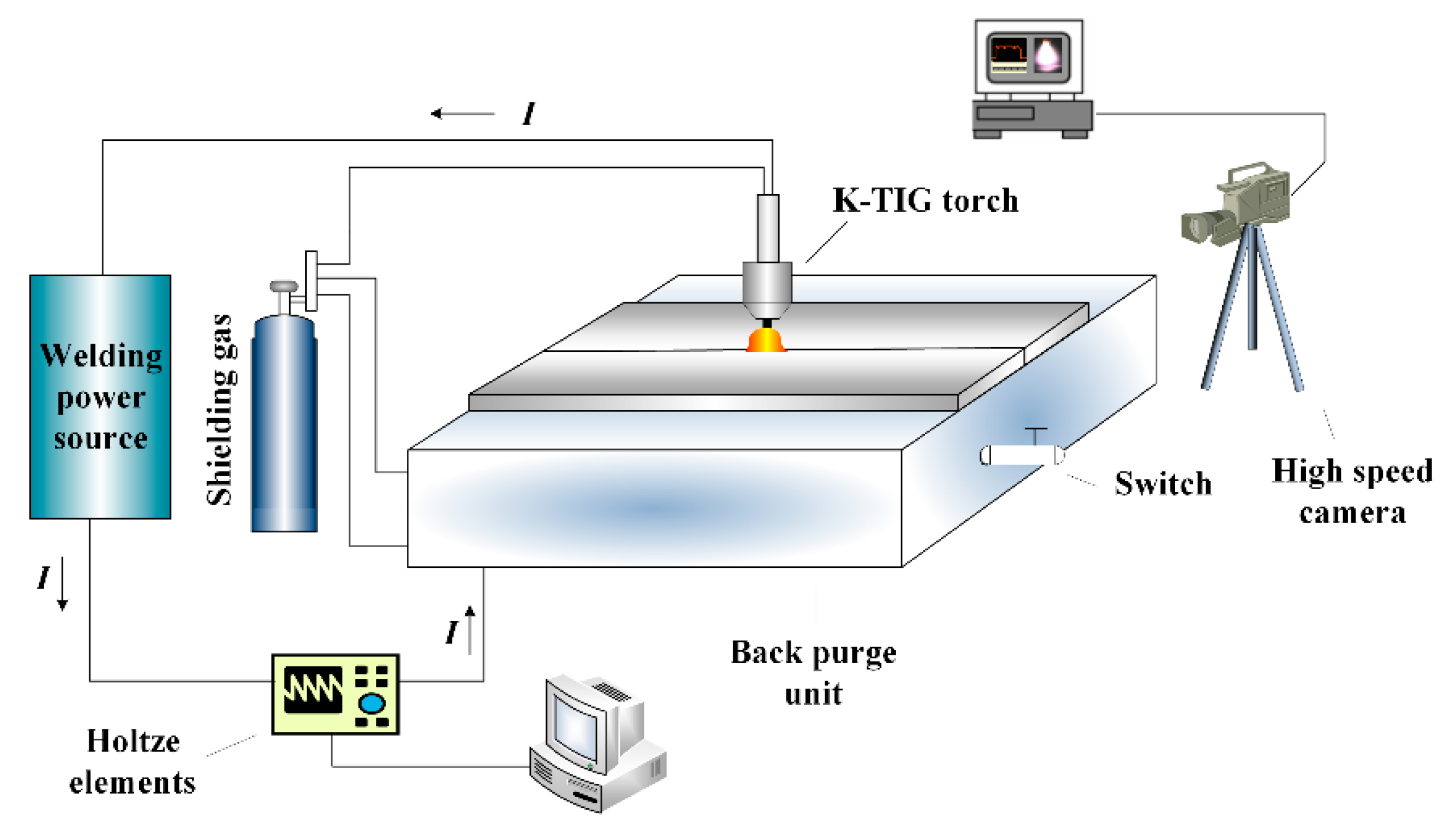
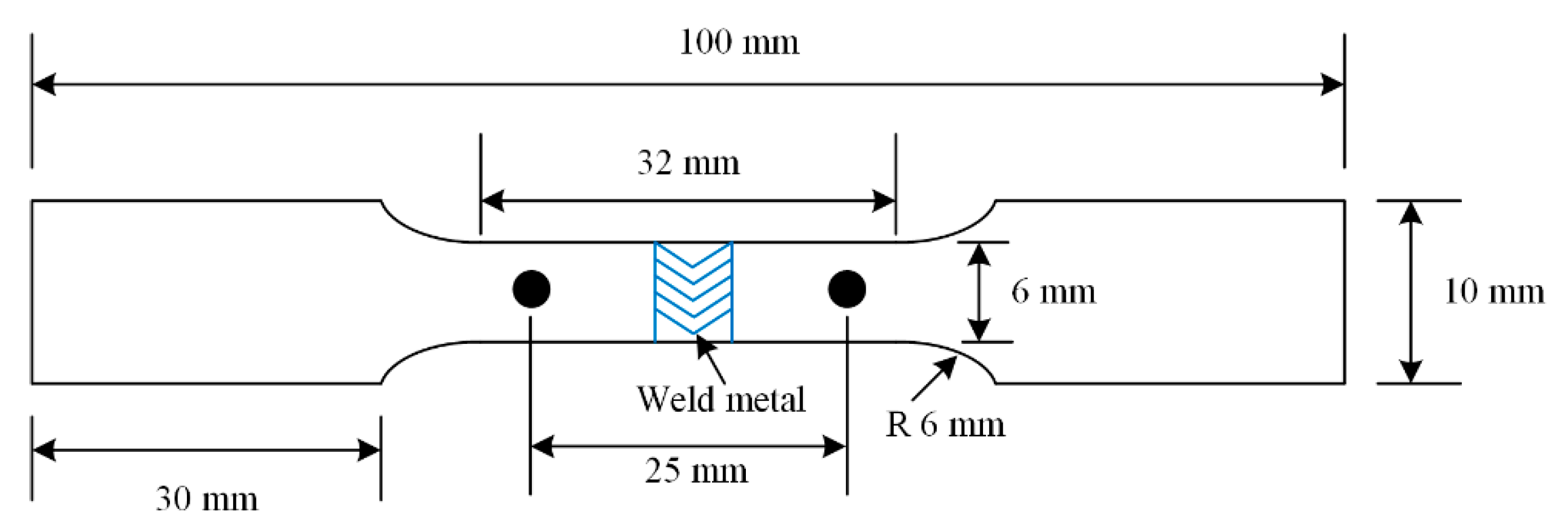
2. Materials and Methods
3. Results and Discussion
3.1. Surface Formation
3.2. Weld Longitudinal Cross-Section
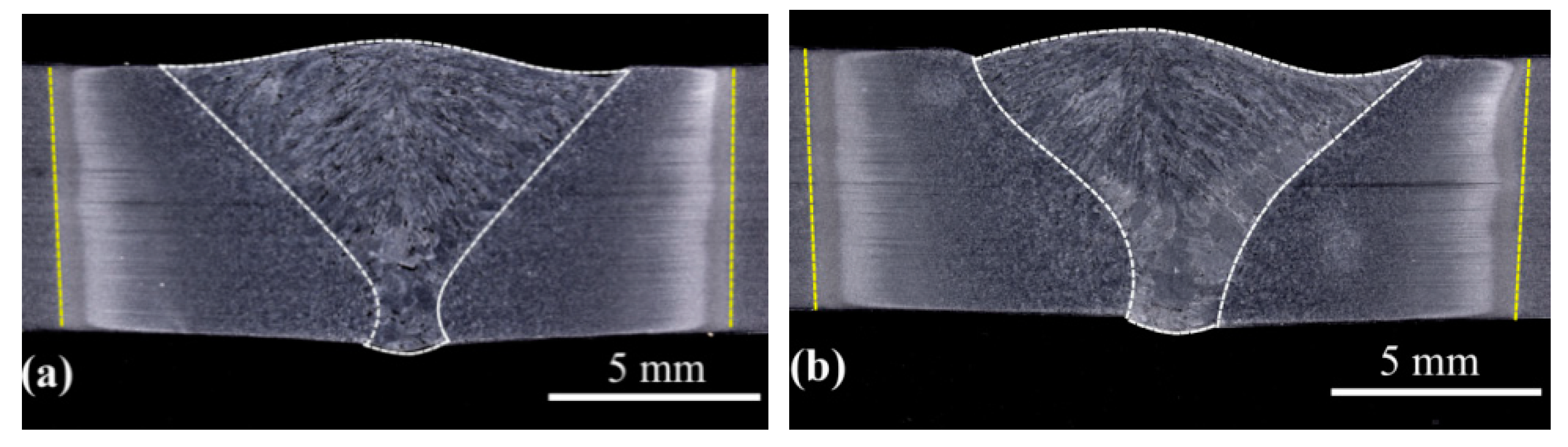
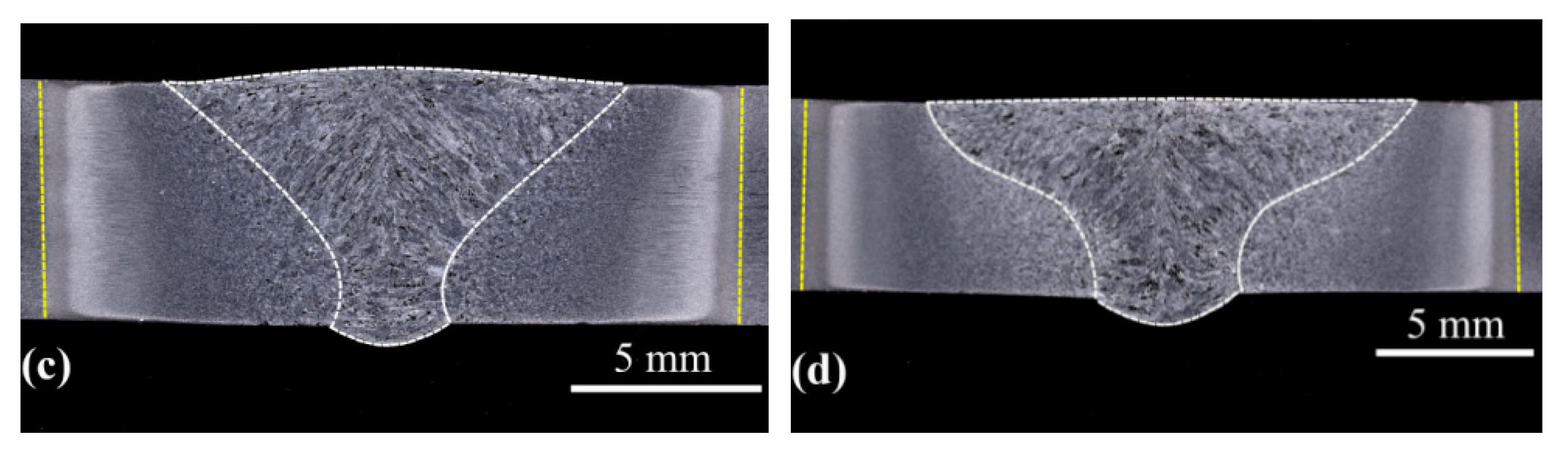
3.3. Weld Transverse Cross-Section
3.4. Weld Microstructure
3.5. Hardness
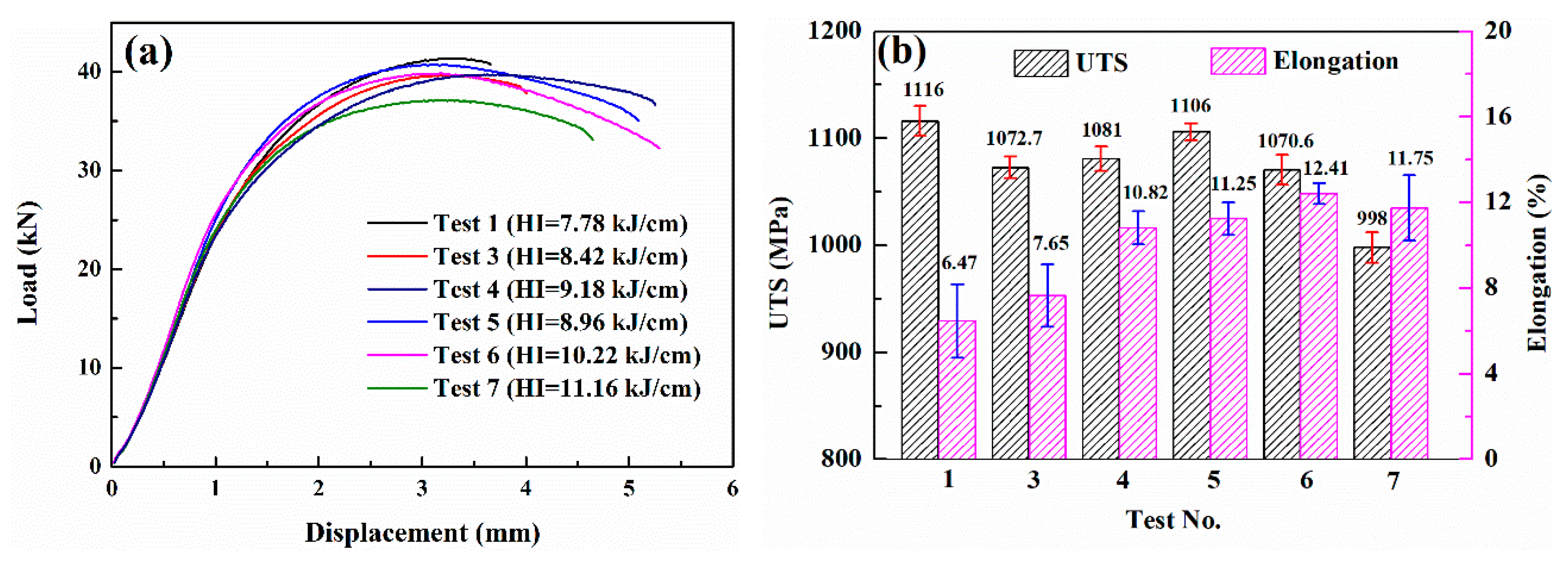
3.6. Tensile Properties
4. Conclusions
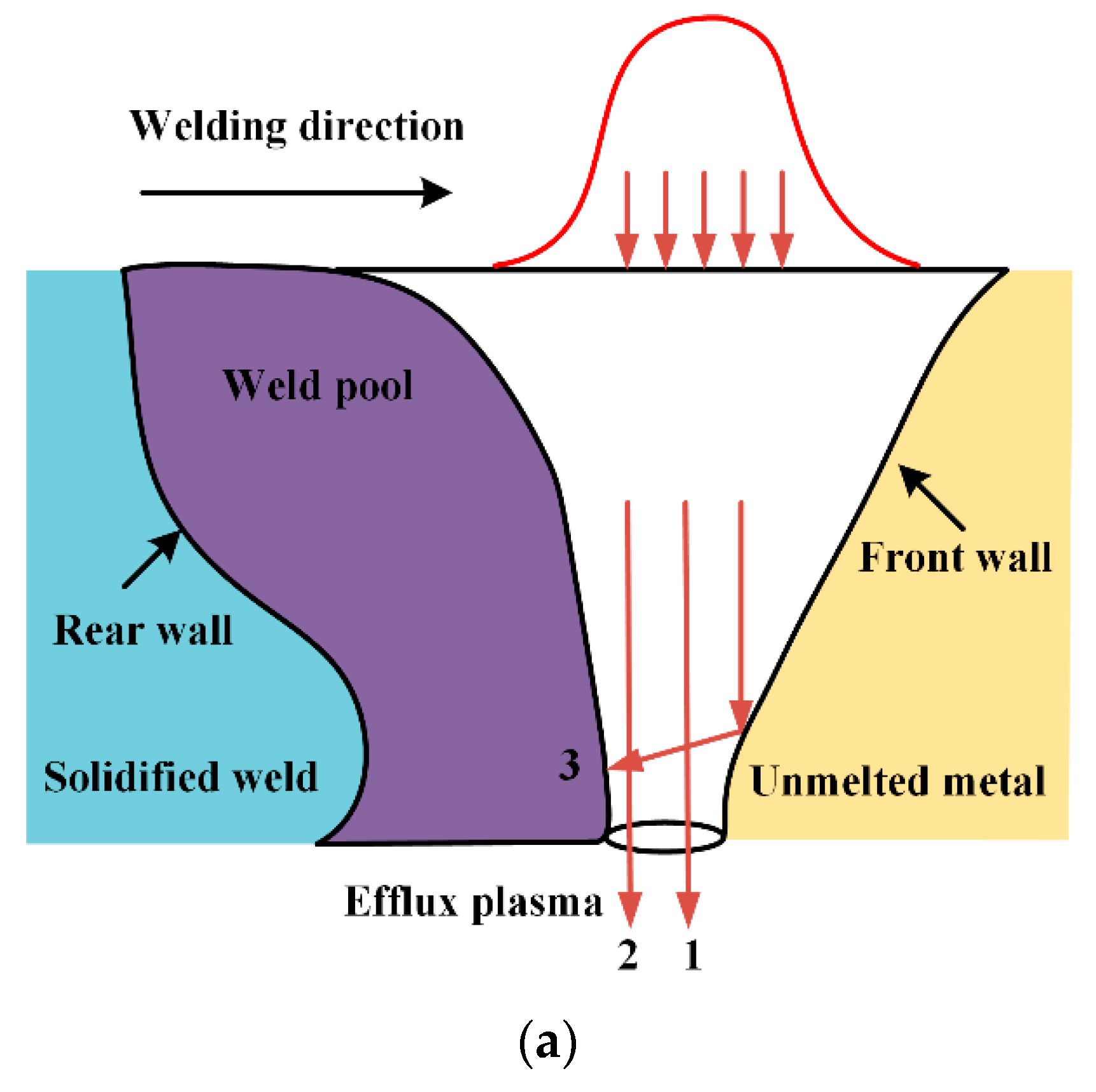
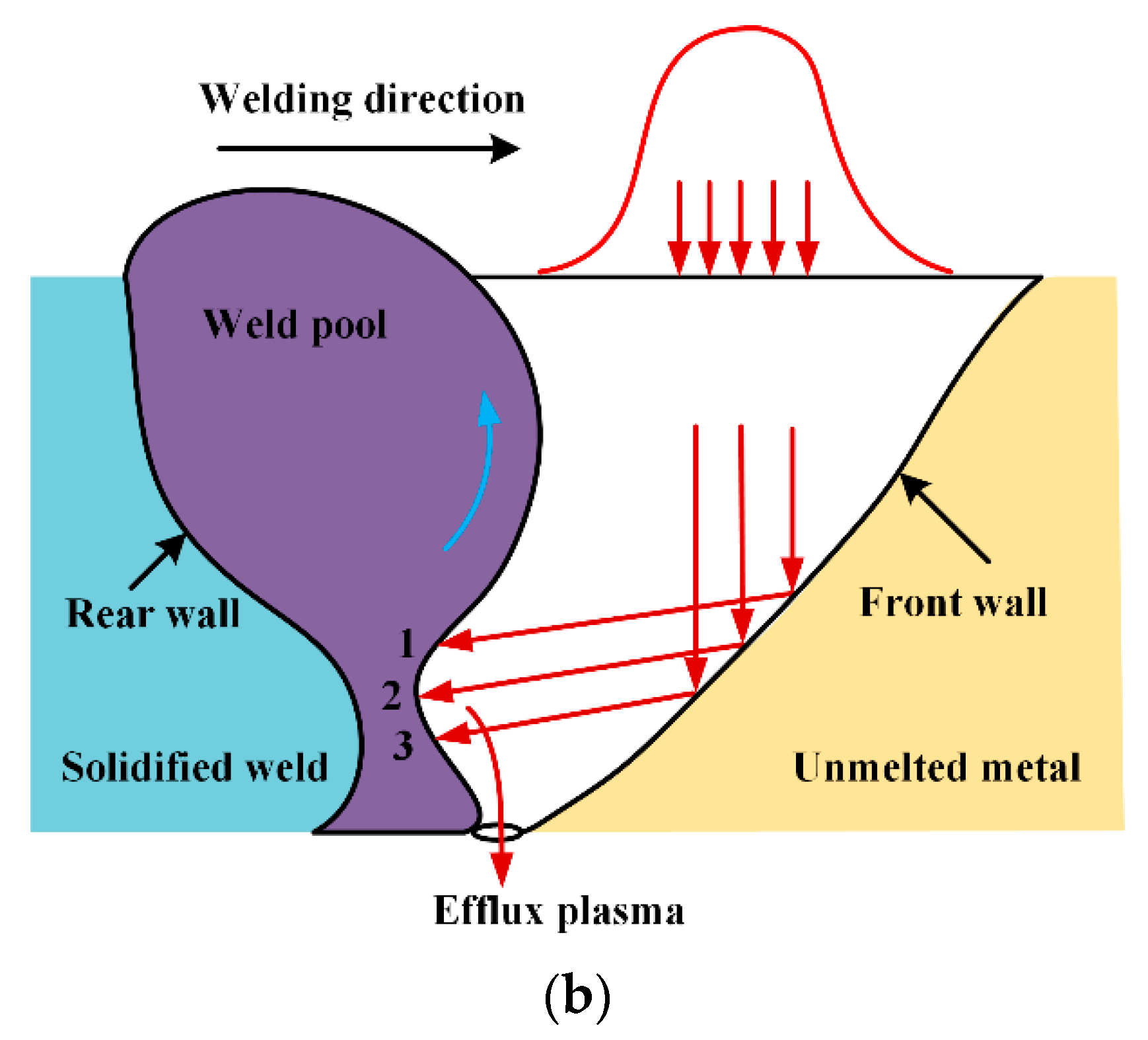
- Undercuts were easily produced when the travel speed was fixed at 34.2 cm/min, while wavy ripples were experienced when the heat input was too high. The formation of hump in the weld centre is a result of low heat input, which changes the profile of weld longitudinal cross section and plasma trajectory inside the keyhole channel and leads to the exacerbation of undercut formation. This indicates that both travel speed and heat input are the contributing factors for undercut formation.
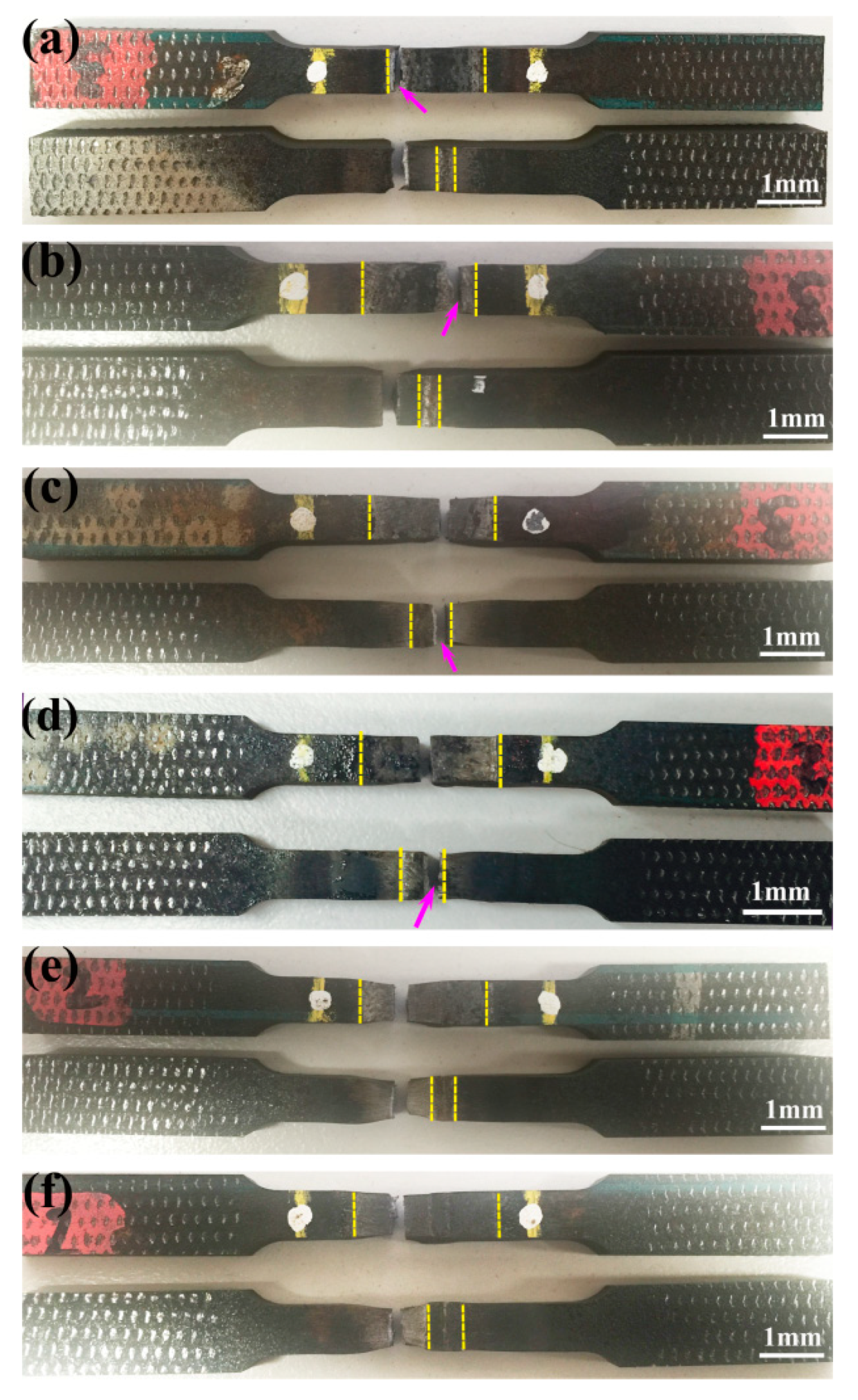
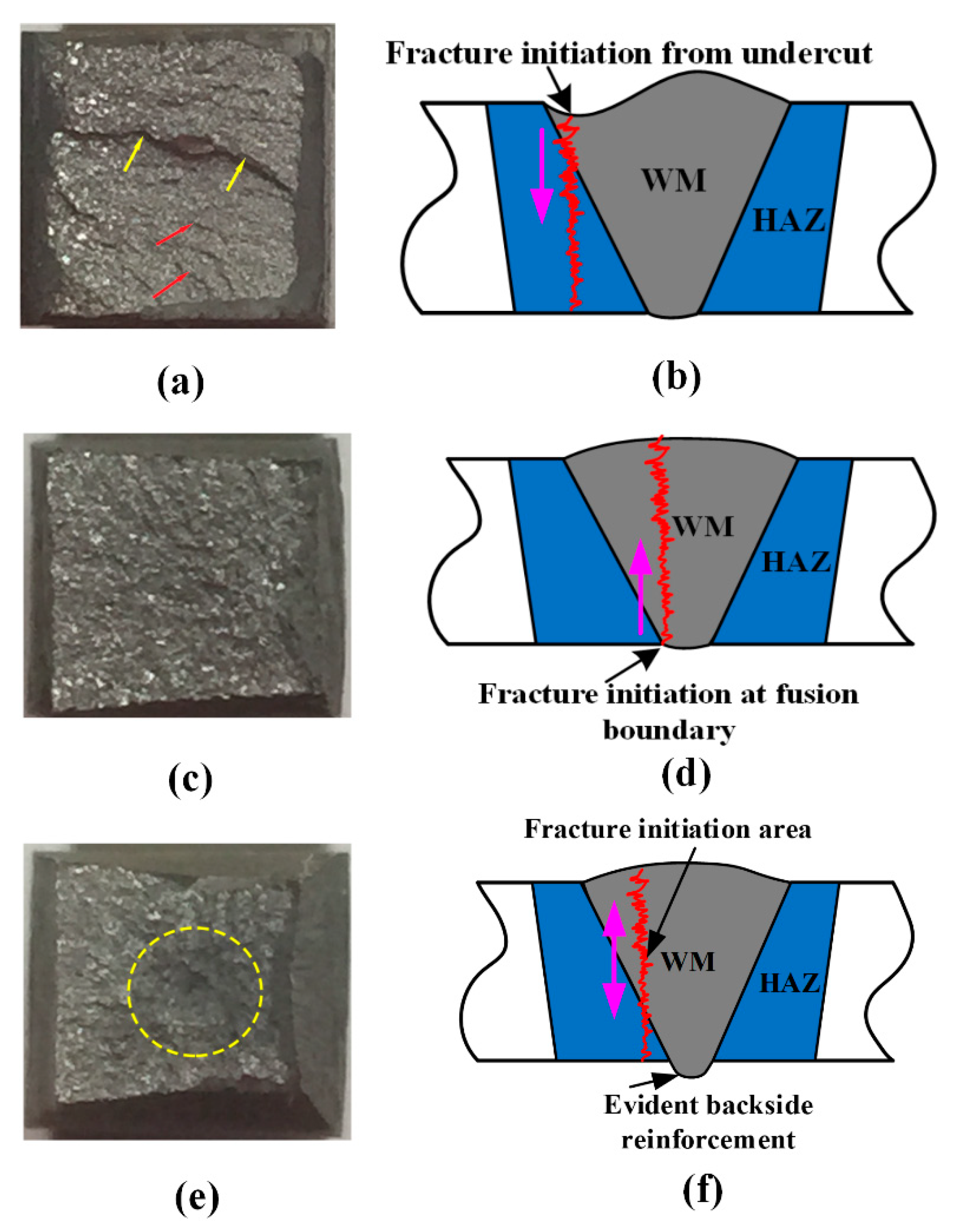
- The tensile properties of the K-TIG welded joint were closely correlated to the weld formation. The undercut defect decreased the elongation considerably by imposing stress concentration and inducing delamination fracture mode. In addition, although the tensile properties were not appreciably affected by the height of root side reinforcement, stress concentration tended to occur near the root side fusion boundary in the absence of appreciable reinforcement, which would also affect the regular fracture route. The wavy ripples produced with high heat input had no evident effect on the tensile properties. It is required that a combination of appropriate heat input level and travel speed be selected, leading to the absence of undercut defect, either appreciable root side reinforcement or a combination of post-weld surface treatment with the absence of appreciable root side reinforcement. It has been demonstrated that the welding parameters should be carefully controlled to avoid defect formation and maintain tensile properties in the K-TIG-welded joint.
Author Contributions
Funding
Conflicts of Interest
References
- Jarvis, B.L. Keyhole Gas Tungsten Arc Welding: A New Process Variant. Ph.D. Thesis, University of Wollongong, Wollongong, Australia, 2001. [Google Scholar]
- Jarvis, B.L.; Ahmed, N.U. Development of keyhole mode gas tungsten arc welding process. Sci. Technol. Weld. Join. 2000, 5, 1–7. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Cui, S.L.; Yi, S.; Qiu, J.Y.; Jiang, Q.; Liu, W.D.; Luo, Z. Sustaining the open keyhole in slow-falling current edge during K-TIG process: Principle and parameters. Int. J. Heat. Mass. Trans. 2017, 112, 255–266. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Cui, S.L.; Luo, Z.; Liu, W.D.; Liu, Z.Y.; Jiang, Q.; Yi, S. Stable keyhole welding process with K-TIG. J. Mater. Process. Technol. 2016, 238, 65–72. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Cui, S.L.; Yi, S.; Qiu, J.Y.; Jiang, Q.; Liu, W.D.; Luo, Z. Keyhole thermal behavior in GTAW welding process. Int. J. Therm. Sci. 2017, 114, 352–362. [Google Scholar] [CrossRef]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Comparison of keyhole and conventional gas tungsten arc welds in commercially pure titanium. Mater. Sci. Eng. A 2001, 299, 81–93. [Google Scholar] [CrossRef]
- Lathabai, S.; Jarvis, B.L.; Barton, K.J. Keyhole gas tungsten arc welding of commercially pure zirconium. Sci. Technol. Weld. Join. 2008, 13, 573–581. [Google Scholar] [CrossRef]
- Cui, S.W.; Shi, Y.H.; Sun, K.; Gu, S.Y. Microstructure evolution and mechanical properties of keyhole deep penetration TIG welds of S32101 duplex stainless steel. Mater. Sci. Eng. A 2018, 709, 214–222. [Google Scholar] [CrossRef]
- Fei, Z.Y.; Pan, Z.X.; Cuiuri, D.; Li, H.J.; Wu, B.T.; Ding, D.H.; Su, L.H.; Gazder, A.A. Investigation into the viability of K-TIG for joining armour grade quenched and tempered steel. J. Manuf. Process. 2018, 32, 482–493. [Google Scholar] [CrossRef]
- Fei, Z.Y.; Pan, Z.X.; Cuiuri, D.; Li, H.J.; Van Duin, S.; Yu, Z.P. Microstructural characterization and mechanical properties of K-TIG welded SAF2205/AISI316L dissimilar joint. J. Manuf. Process. 2019, 45, 340–355. [Google Scholar] [CrossRef]
- Cui, S.W.; Xian, Z.Y.; Shi, Y.H.; Liao, B.Y.; Zhu, T. Microstructure and Impact Toughness of Local-Dry Keyhole Tungsten Inert Gas Welded Joints. Materials 2019, 12, 1638. [Google Scholar] [CrossRef]
- Fei, Z.Y.; Pan, Z.X.; Cuiuri, D.; Li, H.J.; Wu, B.T.; Su, L.H. Improving the weld microstructure and material properties of K-TIG welded armour steel joint using filler material. Int. J. Adv. Manuf. Technol. 2019, 100, 1931–1944. [Google Scholar] [CrossRef]
- Fei, Z.Y.; Pan, Z.X.; Cuiuri, D.; Li, H.J.; Gazder, A.A. A Combination of Keyhole GTAW with a Trapezoidal Interlayer: A New Insight into Armour Steel Welding. Materials 2019, 12, 3571. [Google Scholar] [CrossRef]
- Xie, Y.; Cai, Y.C.; Zhang, X.; Luo, Z. Characterization of keyhole gas tungsten arc welded AISI 430 steel and joint performance optimization. Int. J. Adv. Manuf. Technol. 2018, 99, 347–361. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Qiu, J.Y.; Feng, M.N.; Luo, Z.; Yuan, J.R. Stabilization of weld pool through jet flow argon gas backing in C-Mn steel keyhole TIG welding. J. Mater. Process. Technol. 2017, 250, 132–143. [Google Scholar] [CrossRef]
- Cui, S.L.; Liu, Z.M.; Fang, Y.Q.; Luo, Z.; Manladan, S.M.; Yi, S. Keyhole process in K-TIG welding on 4 mm thick 304 stainless steel. J. Mater. Process. Technol. 2017, 243, 217–228. [Google Scholar] [CrossRef]
- Fang, Y.X.; Liu, Z.M.; Cui, S.L.; Zhang, Y.; Qiu, J.Y.; Luo, Z. Improving Q345 weld microstructure and mechanical properties with high frequency current arc in keyhole mode TIG welding. J. Mater. Process. Technol. 2017, 250, 280–288. [Google Scholar] [CrossRef]
- Cui, Y.X.; Shi, Y.H.; Hong, X.B. Analysis of the frequency features of arc voltage and its application to the recognition of welding penetration in K-TIG welding. J. Manuf. Process. 2019, 46, 225–233. [Google Scholar] [CrossRef]
- Zhu, T.; Shi, Y.H.; Cui, S.W.; Cui, Y.X. Recognition of Weld Penetration During K-TIG Welding Based on Acoustic and Visual Sensing. Sens. Imaging 2019, 20, 3. [Google Scholar] [CrossRef]
- Feng, Y.Q.; Luo, Z.; Liu, Z.M.; Li, Y.; Luo, Y.C.; Huang, Y.X. Keyhole gas tungsten arc welding of AISI 316L stainless steel. Mater. Des. 2015, 85, 24–33. [Google Scholar] [CrossRef]
- Eriksson, I.; Powell, J.; Kaplan, A.F.H. Measurements of fluid flow on keyhole front during laser welding. Sci. Technol. Weld. Join. 2011, 16, 636–641. [Google Scholar] [CrossRef]
- Tomsic, M.J.; Jackson, C.E. Energy distribution in keyhole mode plasma arc welds. Weld. J. 1973, 110s–115s. [Google Scholar]
- Reddy, G.M.; Mohandas, T.; Papukutty, K.K. Effect of welding process on the ballistic performance of high-strength low-alloy steel weldments. J. Mater. Process. Technol. 1998, 74, 27–35. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Ni | Cr | Mo | B | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.27 | 0.3 | 0.3 | 0.014 | 0.0025 | 0.19 | 1.05 | 0.25 | 0.0012 | Bal. |
| Materials | Ultimate Tensile Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|
| HHA | 1775 | 14 | 495 |
| Test No. | Welding Current (A) | Arc Voltage (V) | Travel Speed (cm/min) | Heat Input (kJ/cm) |
|---|---|---|---|---|
| 1 | 450 | 16.41 | 34.2 | 7.78 |
| 2 | 465 | 16.52 | 34.2 | 8.1 |
| 3 | 480 | 16.69 | 34.2 | 8.42 |
| 4 | 510 | 17.11 | 34.2 | 9.18 |
| 5 | 450 | 16.59 | 30 | 8.96 |
| 6 | 450 | 16.44 | 26 | 10.22 |
| 7 | 450 | 16.57 | 24 | 11.16 |
| Process Parameters | Details |
|---|---|
| Electrode material Electrode diameter | Lanthanated tungsten 6.4 mm |
| Electrode tip angle | 45 degree |
| Shielding gas | 99.95% Ar |
| Shielding gas flow rate | 20 l/min |
| Back purging gas | 99.95% Ar |
| Back purging gas flow rate | 10 l/min |
| Post flow shielding time Arc length | 10 s 3 mm |
| Test No. | Defect Type | Fixed parameters: Speed = 34.2 cm/min, Arc length = 3 mm | Variable | |
| Face side | Root side | Current | ||
| 1 | Undercut |  |  | 450 A |
| 2 | Undercut |  |  | 465 A |
| 3 | Undercut |  |  | 480 A |
| 4 | Undercut |  |  | 510 A |
| Test No. | Defect Type | Fixed parameters: Arc length = 3 mm, Welding current = 450 A | Variable | |
| Face side | Root side | Speed | ||
| 5 | N/A |  |  | 30cm/min |
| 6 | Ripple |  |  | 26 cm/min |
| 7 | Ripple |  |  | 24 mm/min |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fei, Z.; Pan, Z.; Cuiuri, D.; Li, H.; Wu, B.; Ding, D.; Su, L. Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process. Metals 2019, 9, 1327. https://doi.org/10.3390/met9121327
Fei Z, Pan Z, Cuiuri D, Li H, Wu B, Ding D, Su L. Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process. Metals. 2019; 9(12):1327. https://doi.org/10.3390/met9121327
Chicago/Turabian StyleFei, Zhenyu, Zengxi Pan, Dominic Cuiuri, Huijun Li, Bintao Wu, Donghong Ding, and Lihong Su. 2019. "Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process" Metals 9, no. 12: 1327. https://doi.org/10.3390/met9121327
APA StyleFei, Z., Pan, Z., Cuiuri, D., Li, H., Wu, B., Ding, D., & Su, L. (2019). Effect of Heat Input on Weld Formation and Tensile Properties in Keyhole Mode TIG Welding Process. Metals, 9(12), 1327. https://doi.org/10.3390/met9121327