Welding Window: Comparison of Deribas’ and Wittman’s Approaches and SPH Simulation Results

 ,
,
Abstract
1. Introduction
2. Description of Numerical Simulation
2.1. Simulation of Impact
2.2. Description of Cooling Model
3. Results and Discussion
3.1. The Lower Limit of the Weldability Window
3.2. Supersonic Limit
3.3. Wave Formation Limit
3.4. Upper Limit
4. Conclusions
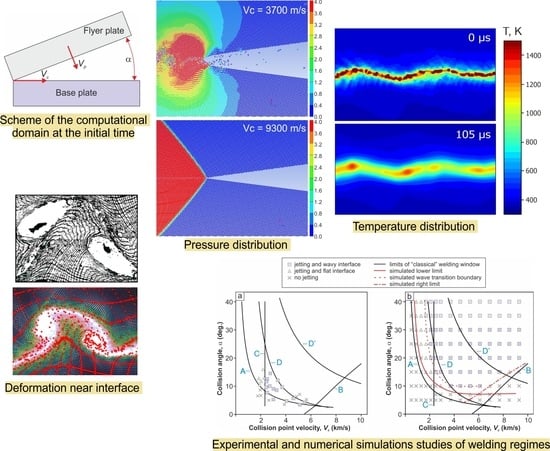
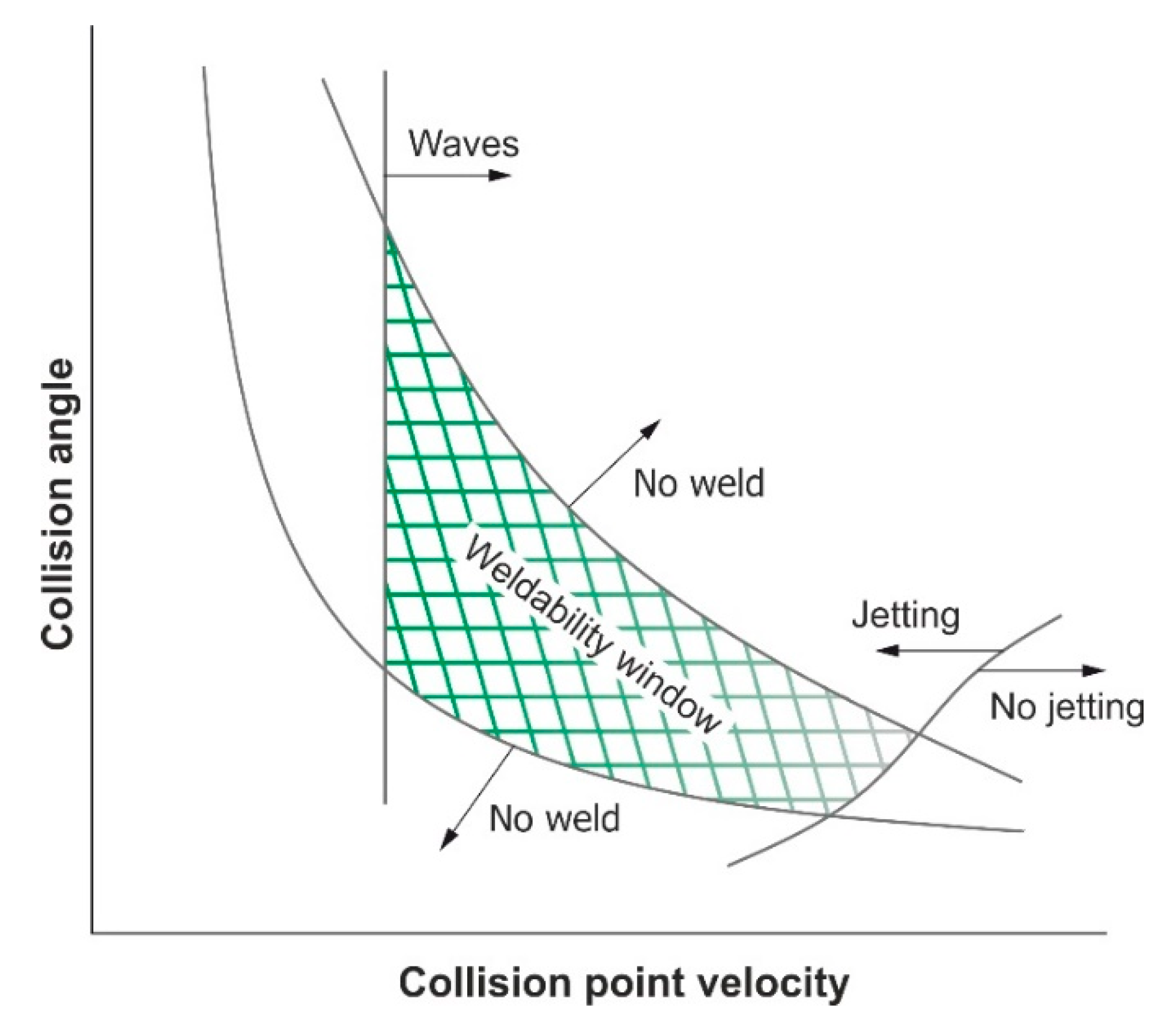
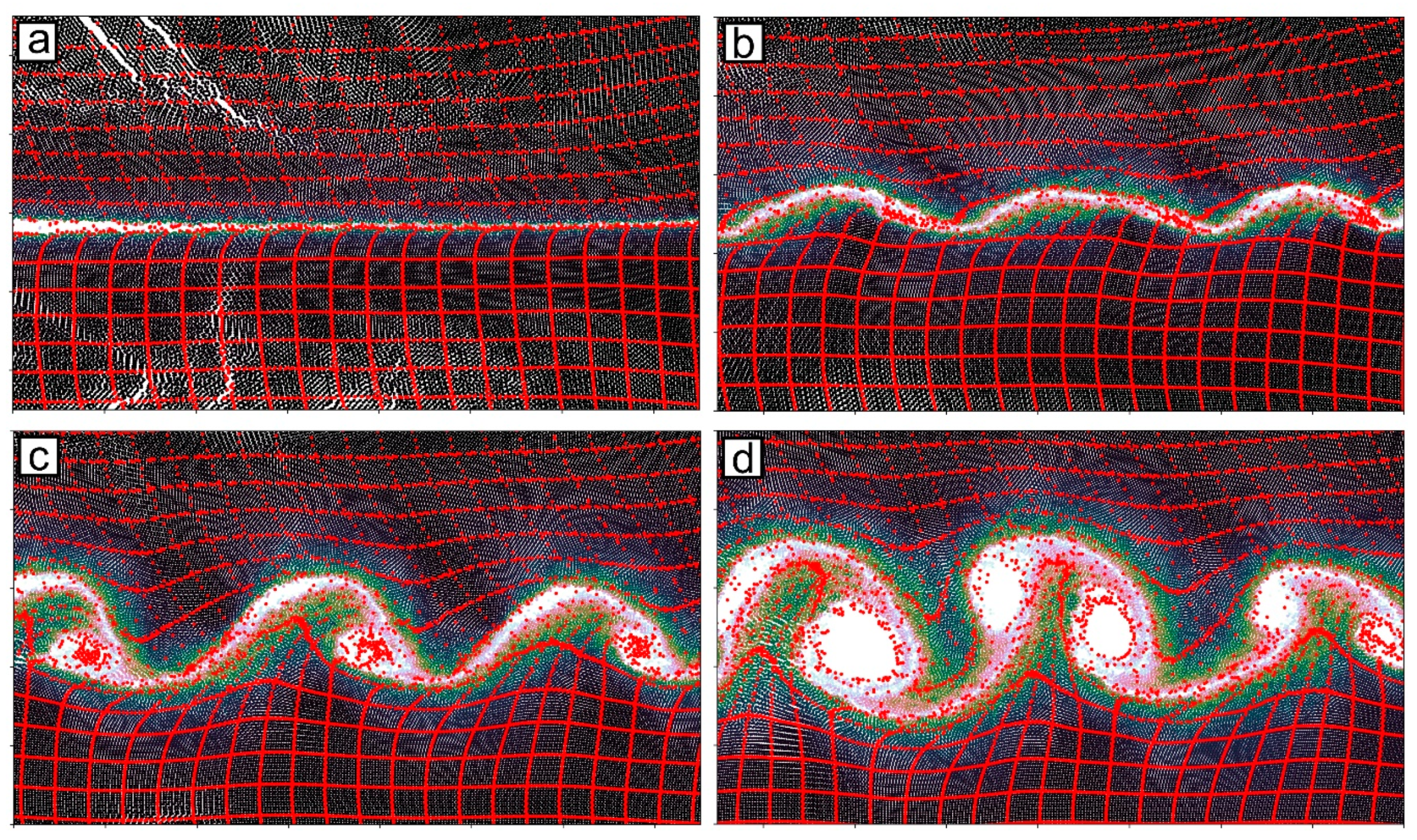
- SPH simulation reproduces all the basic phenomena typical for the high-velocity impact welding process: the jet (or cloud) formation in front of the collision point, the wave formation, as well as the material deformation mechanism near the interface. Flow patterns near the interface are in good agreement with the results of experimental studies obtained by other authors. The proposed approach allows one to build the weldability windows.
- The simulated lower welding limit slightly differs from the results of Wittman′s theoretical and experimental studies. While Wittman observed bonding (which implies the existence of a jet) even at very low collision angles (around 5 degrees), the simulation predicts jetting when the collision angle exceeds 7.5 or even 10 degrees. This may be due to inaccuracies in the material models used in the current simulation, as well as due to the insufficient resolution for observing weak jets.
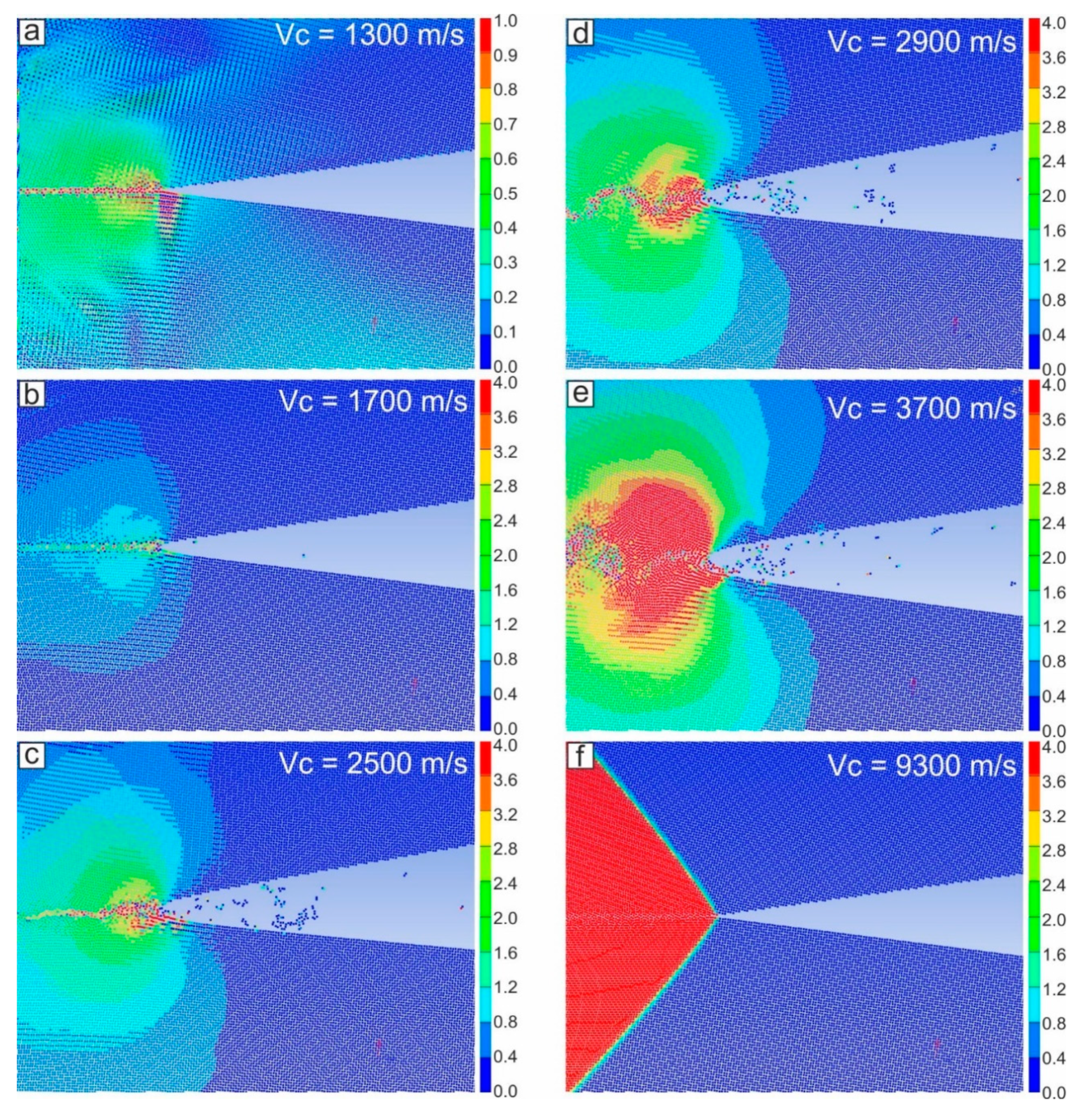
- The wave formation starts when the collision point velocity exceeds 1700 m/s. However, in comparison with most of the previous studies, the wave transition velocity turned out to be dependent on the collision angle. At low collision angles (e.g., 10 degrees), the transition to the wavy interface occurred around 4000 m/s.
- The numerical simulation predicts the existence of the right limit of wave formation, which is consistent with several experimental studies. The transition to straight interface coincides with the supersonic limit of welding.
- The position of the upper limit of the weldability window is difficult to determine using the model considered in the current study. The lifetime of compressive stresses is shorter than the time required for complete solidification of the molten areas. Thus, the joint formation near the upper limit is most likely occurs due to the presence of areas where direct contact in the solid phase is formed. Further refinement of the position of the upper limit requires the simultaneous solution of heat and deformation problems and is of interest for further studies. However, from a practical point of view, the welding regimes used in the industry should be closer to the lower limit of the weldability window. Thus, this approach can be used in practice.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Vc | collision point velocity (m/s) |
| α | collision angle (°) |
| Vp | flyer plate velocity (m/s) |
| p | pressure (GPa) |
| pH | Hugoniot pressure |
| Γ | Grüneisen gamma |
| e | internal energy |
| eH | Hugoniot internal energy |
| US | shock velocity |
| UP | particle velocity |
| σ | current yield strain |
| ε | effective plastic strain |
| C1, S1 | empirically determined coefficients depending on the material |
| * | dimensionless plastic strain rate |
| T | current temperature (K) |
| Tm | melting temperature (K) |
| Tr | reference temperature (K) |
| A | yield stress (GPa) |
| B | hardening constant (GPa) |
| C | strain rate constant |
| n | hardening exponent associated with quasi-static test |
| m | thermal softening exponent |
| U | function describing the temperature at a point |
| x, y | coordinates (mm) |
| t | moment of time (µs) |
| ɑ | thermal diffusivity (mm2/s) |
| tensile strength (Pa) | |
| material density (kg/m3) | |
| β | angle between the shock front and the vector of material flow into the collision point (°) |
| CB | bulk sound velocity (m/s) |
| c | specific heat (erg/(g×°C)) |
| hf | flyer plate thickness (m) |
| hb | base plate thickness (m) |
| N | empirically determined material-dependent coefficient |
| χ | thermal conductivity (W/(m×K)) |
| distance from the collision point to the point behind it where the tensile stresses appear (m) |
References
- Wittman, R.H. The influence of collision parameters of the strength and microstructure of an explosion welded aluminium alloy. In Proceedings of the Proc. 2nd Int. Sym. on Use of an Explosive Energy in Manufacturing Metallic Materials, Marianske Lazne, Czech Republic, 9–12 October 1973; pp. 153–168. [Google Scholar]
- Deribas, A.A. Физика упрочнения и сварки взрывом; Nauka: Novosibirsk, Russia, 1980. [Google Scholar]
- Zhang, Z.L.; Ma, T.; Liu, M.B.; Feng, D. Numerical Study on High Velocity Impact Welding Using a Modified SPH Method. Int. J. Comput. Methods 2019, 16, 1–24. [Google Scholar] [CrossRef]
- Bataev, I.A.; Tanaka, S.; Zhou, Q.; Lazurenko, D.V.; Junior, A.M.J.; Bataev, A.A.; Hokamoto, K.; Mori, A.; Chen, P. Towards better understanding of explosive welding by combination of numerical simulation and experimental study. Mater. Des. 2019, 169, 107649. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Liu, M.B. Numerical studies on explosive welding with ANFO by using a density adaptive SPH method. J. Manuf. Process. 2019, 41, 208–220. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Feng, D.L.; Liu, M.B. Investigation of explosive welding through whole process modeling using a density adaptive SPH method. J. Manuf. Process. 2018, 35, 169–189. [Google Scholar] [CrossRef]
- Bataev, I. Structure of Explosively Welded Materials: Experimental Study and Numerical Simulation. Met. Work. Mater. Sci. 2017, 4, 55–67. [Google Scholar] [CrossRef]
- Feng, J.; Chen, P.; Zhou, Q.; Dai, K.; An, E.; Yuan, Y. Numerical simulation of explosive welding using Smoothed Particle Hydrodynamics method. Int. J. Multiphys. 2017, 11, 315–325. [Google Scholar]
- Nassiri, A.; Chini, G.; Vivek, A.; Daehn, G.; Kinsey, B. Arbitrary Lagrangian-Eulerian finite element simulation and experimental investigation of wavy interfacial morphology during high velocity impact welding. Mater. Des. 2015, 88, 345–358. [Google Scholar] [CrossRef]
- Vivek, A.; Liu, B.C.; Hansen, S.R.; Daehn, G.S. Accessing collision welding process window for titanium/copper welds with vaporizing foil actuators and grooved targets. J. Mater. Process. Technol. 2014, 214, 1583–1589. [Google Scholar] [CrossRef]
- Liu, C.B.; Palazotto, A.N.; Nassiri, A.; Vivek, A.; Daehn, G.S. Experimental and numerical investigation of interfacial microstructure in fully age-hardened 15-5 PH stainless steel during impact welding. J. Mater. Sci. 2019, 54, 9824–9842. [Google Scholar] [CrossRef]
- Lee, T.; Zhang, S.; Vivek, A.; Daehn, G.; Kinsey, B. Wave formation in impact welding: Study of the Cu–Ti system. CIRP Ann. 2019, 68, 261–264. [Google Scholar] [CrossRef]
- Nassiri, A.; Vivek, A.; Abke, T.; Liu, B.; Lee, T.; Daehn, G. Depiction of interfacial morphology in impact welded Ti/Cu bimetallic systems using smoothed particle hydrodynamics. Appl. Phys. Lett. 2017, 110, 231601. [Google Scholar] [CrossRef]
- Nassiri, A.; Zhang, S.; Lee, T.; Abke, T.; Vivek, A.; Kinsey, B.; Daehn, G. Numerical investigation of CP-Ti and Cu110 impact welding using smoothed particle hydrodynamics and arbitrary Lagrangian-Eulerian methods. J. Manuf. Process. 2017, 28, 558–564. [Google Scholar] [CrossRef]
- Chugunov, E.A.; Kuzmin, S.V.; Lysak, V.I.; Peev, A.P. Основные закономерности деформирования металла околошовной зоны при сварке взрывом алюминия. Phys. Chem. Mater. Treat. 2001, 3, 39–44. [Google Scholar]
- Mahmood, Y.; Dai, K.; Chen, P.; Zhou, Q.; Bhatti, A.A.; Arab, A. Experimental and Numerical Study on Microstructure and Mechanical Properties of Ti-6Al-4V/Al-1060 Explosive Welding. Metals 2019, 9, 1189. [Google Scholar] [CrossRef]
- Li, Y.; Liu, C.; Yu, H.; Zhao, F.; Wu, Z. Numerical simulation of Ti/Al bimetal composite fabricated by explosive welding. Metals 2017, 7, 407. [Google Scholar] [CrossRef]
- Wang, X.; Zheng, Y.; Liu, H.; Shen, Z.; Hu, Y.; Li, W.; Gao, Y.; Guo, C. Numerical study of the mechanism of explosive/impact welding using Smoothed Particle Hydrodynamics method. Mater. Des. 2012, 35, 210–219. [Google Scholar] [CrossRef]
- Nassiri, A.; Kinsey, B. Numerical studies on high-velocity impact welding: Smoothed particle hydrodynamics (SPH) and arbitrary Lagrangian–Eulerian (ALE). J. Manuf. Process. 2016, 24, 376–381. [Google Scholar] [CrossRef]
- Liu, M.B.; Zhang, Z.L.; Feng, D.L. A density-adaptive SPH method with kernel gradient correction for modeling explosive welding. Comput. Mech. 2017, 60, 513–529. [Google Scholar] [CrossRef]
- Tanaka, K. Numerical studies on the explosive welding by smoothed particle hydrodynamics (SPH). AIP Conf. Proc. 2007, 955, 1301–1304. [Google Scholar]
- Zhou, Q.; Feng, J.; Chen, P. Numerical and experimental studies on the explosive welding of tungsten foil to copper. Materials 2017, 10, 984. [Google Scholar] [CrossRef]
- Nishiwaki, J.; Sawa, Y.; Harada, Y.; Kumai, S. SPH analysis on formation manner of wavy joint interface in impact welded Al/Cu dissimilar metal plates. Mater. Sci. Forum 2014, 794–796, 383–388. [Google Scholar] [CrossRef]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C. Experimental and numerical investigation of microstructure and mechanical behavior of titanium/steel interfaces prepared by explosive welding. Mater. Sci. Eng. A 2017, 689, 323–331. [Google Scholar] [CrossRef]
- Meyers, M.A. Dynamic Behavior of Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1994; ISBN 9780470172278. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, the Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Corbett, B.M. Numerical simulations of target hole diameters for hypervelocity impacts into elevated and room temperature bumpers. Int. J. Impact Eng. 2006, 33, 431–440. [Google Scholar] [CrossRef]
- Lesuer, D.R.; Kay, G.J.; LeBlanc, M.M. Modeling Large-Strain, High-Rate Deformation in Metals. In Proceedings of the Third Biennial Tri-Laboratory Engineering Conference Modeling and Simulation, Pleasanton, CA, USA, 3–5 November 1999. [Google Scholar]
- Deribas, A.A. Classification of flows appearing on oblique collisions on metallic plates. In Proceedings of the Proc. 2nd Int. Sym. on Use of an Explosive Energy in Manufacturing Metallic Materials, Marianske Lazne, Czech Republic, 9–12 October 1973; pp. 31–44. [Google Scholar]
- Efremov, V.V.; Zakharenko, I.D. Determination of the upper limit to explosive welding. Combust. Explos. Shock Waves 1977, 12, 226–230. [Google Scholar] [CrossRef]
- Mali, V.I.; Simonov, V.A. Some effects appearing on interactions of shock waves with cavities in metals. In Proceedings of the Proc. 2nd Int. Sym. on Use of an Explosive Energy in Manufacturing Metallic Materials, Marianske Lazne, Czech Republic, 1974; pp. 83–96. [Google Scholar]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Explosive welding of aluminium to stainless steel. J. Mater. Process. Technol. 2018, 262, 340–349. [Google Scholar] [CrossRef]
- Wu, Y.; Lu, J.; Tan, S.; Jiang, F.; Sun, J. Modified implementation strategy in explosive welding for joining between precipitate-hardened alloys. J. Manuf. Process. 2018, 36, 417–425. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K. Influence of Interlayer in Explosive Cladding of Dissimilar Metals. Mater. Manuf. Process. 2013, 28, 589–594. [Google Scholar] [CrossRef]
- de Rosset, W.S. Analysis of Explosive Bonding Parameters. Mater. Manuf. Process. 2006, 21, 634–638. [Google Scholar] [CrossRef]
- Walsh, J.M.; Shreffler, R.G.; Willig, F.J. Limiting Conditions for Jet Formation in High Velocity Collisions. J. Appl. Phys. 1953, 24, 349–359. [Google Scholar] [CrossRef]
- Cowan, G.R.; Holtzman, A.H. Flow Configurations in Colliding Plates: Explosive Bonding. J. Appl. Phys. 1963, 34, 928–939. [Google Scholar] [CrossRef]
- Narsh, S.P. LASL Shock Hugoniot Data; University of California Press: Berkeley, CA, USA, 1980. [Google Scholar]
- Lysak, V.I.; Kuzmin, S.V. Lower boundary in metal explosive welding. Evolution of ideas. J. Mater. Process. Technol. 2012, 212, 150–156. [Google Scholar] [CrossRef]
- Chuvichilov, V.A.; Kuz’min, S.V.; Lysak, V.I.; Dolgiy, U.G.; Kokorin, A.V. Research of structure and properties of the composite materials received on battery scheme of explosion welding. News Volgogr. State Tech. Univ. 2010, 5, 34–43. [Google Scholar]
- Lysak, V.I.; Kuzmin, S.V.; Dolgiy, U.G. Formation a welded joint by explosive spot welding. News Volgogr. State Tech. Univ. 2013, 18, 4–13. [Google Scholar]
- Zlobin, B.S. Development of the Scientific Basis for the Manufacturing Process of Bimetallic Bearing Blanks Using Explosion Welding; Institute of Computational Technologies SB RAS: Novosibirsk Oblast, Russia, 2000. [Google Scholar]
- Cowan, G.R.; Bergmann, O.R.; Holtzman, A.H. Mechanism of bond zone wave formation in explosion-clad metals. Metall. Mater. Trans. B 1971, 2, 3145–3155. [Google Scholar] [CrossRef]
- Szecket, A. An Experimental Study of the Explosive Welding Window; Queen’s University of Belfast: Belfast, Northern Ireland, 1979. [Google Scholar]
- Lysak, V.I.; Kuzmin, S.V. Сварка взрывом; Mashinostroyeniye: Volgograd, Russia, 2005. [Google Scholar]
- Deribas, A.A.; Kudinov, V.M. Влияние начальных параметров на процесс волнообразования на при сварке металлов взрывом. Физика горения и взрыва. Combust. Explos. Shock Waves 1967, 3, 561–568. [Google Scholar]
- Kuzmin, G.E.; Yakovlev, I.V. Исследование соударения металлических пластин со сверхзвуковой скоростью точки контакта. Combust. Explos. Shock Waves 1973, 9, 746–753. [Google Scholar]
- Zakharenko, I.D. Сварка металлов взрывом; Навука i тэхнiка: Minsk, Russia, 1990; ISBN 5-343-00551-9. [Google Scholar]
- Zakharenko, I.D. Критические режимы при сварке взрывом. Combust. Explos. Shock Waves 1972, 422–427. [Google Scholar]
- Efremov, V.V.; Zakharenko, I.D. К определению верхней границы области сварки взрывом. Combust. Explos. Shock Waves 1976, 255–260. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Units |
|---|---|---|
| Reference density | 2.7 | g/cm3 |
| Grüneisen parameter | 1.97 | - |
| Parameter | 5.35 | m/ms |
| Parameter | 1.34 | - |
| Reference Temperature | 293 | K |
| Specific Heat | 8.85·10−4 | kJ/(g·K) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Émurlaeva, Y.Y.; Bataev, I.A.; Zhou, Q.; Lazurenko, D.V.; Ivanov, I.V.; Riabinkina, P.A.; Tanaka, S.; Chen, P. Welding Window: Comparison of Deribas’ and Wittman’s Approaches and SPH Simulation Results. Metals 2019, 9, 1323. https://doi.org/10.3390/met9121323
Émurlaeva YY, Bataev IA, Zhou Q, Lazurenko DV, Ivanov IV, Riabinkina PA, Tanaka S, Chen P. Welding Window: Comparison of Deribas’ and Wittman’s Approaches and SPH Simulation Results. Metals. 2019; 9(12):1323. https://doi.org/10.3390/met9121323
Chicago/Turabian StyleÉmurlaeva, Yulia Yu., Ivan A. Bataev, Qiang Zhou, Daria V. Lazurenko, Ivan V. Ivanov, Polina A. Riabinkina, Shigeru Tanaka, and Pengwan Chen. 2019. "Welding Window: Comparison of Deribas’ and Wittman’s Approaches and SPH Simulation Results" Metals 9, no. 12: 1323. https://doi.org/10.3390/met9121323
APA StyleÉmurlaeva, Y. Y., Bataev, I. A., Zhou, Q., Lazurenko, D. V., Ivanov, I. V., Riabinkina, P. A., Tanaka, S., & Chen, P. (2019). Welding Window: Comparison of Deribas’ and Wittman’s Approaches and SPH Simulation Results. Metals, 9(12), 1323. https://doi.org/10.3390/met9121323