Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints


 ,
,
Abstract
:1. Introduction
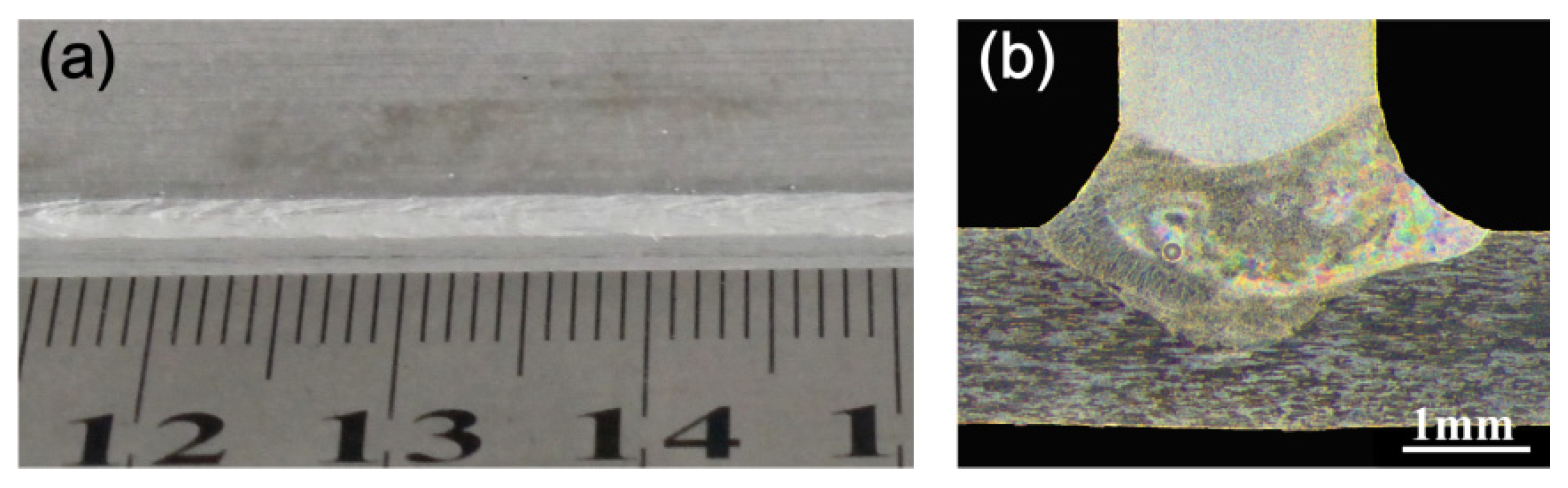
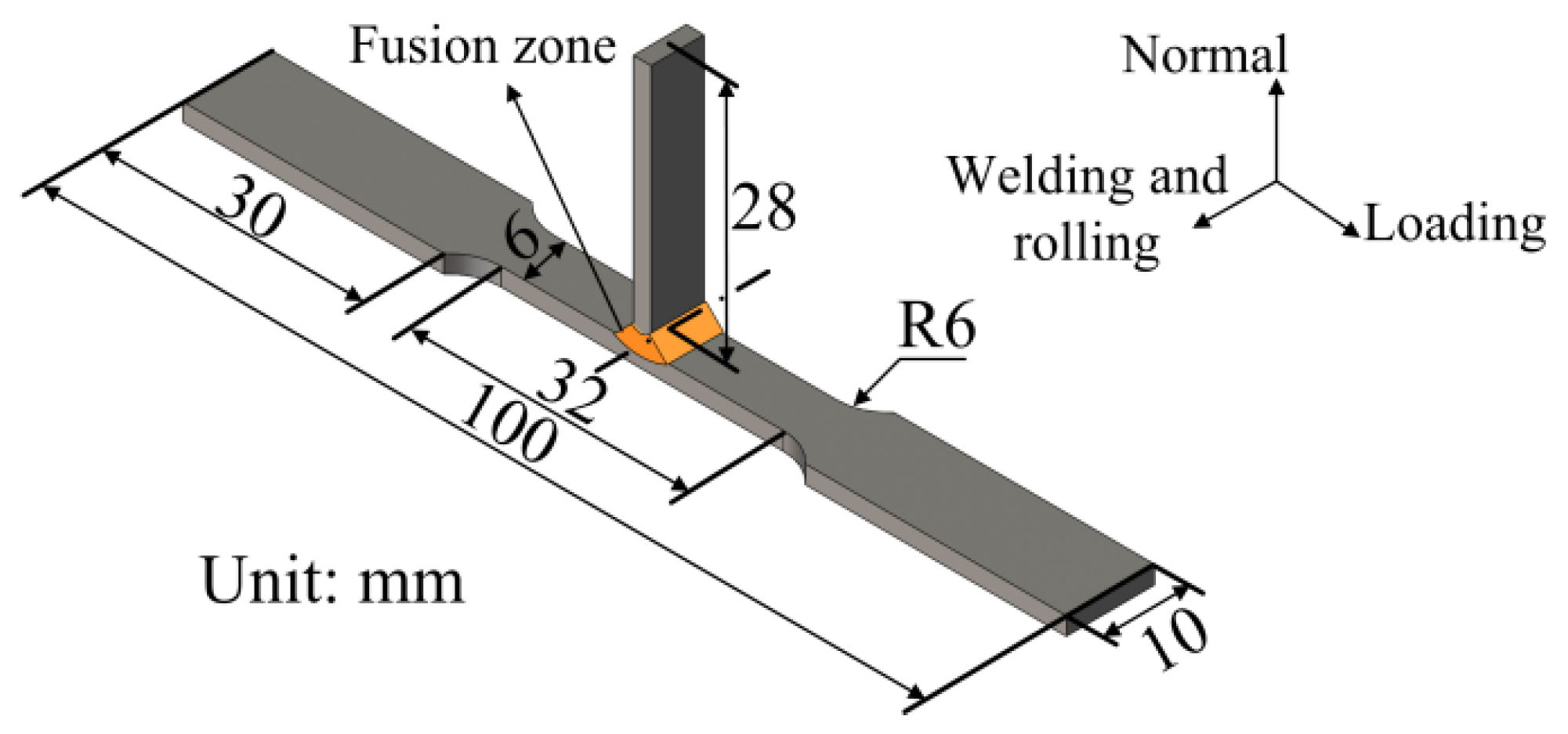
2. Materials and Methods
3. Results and Discussion
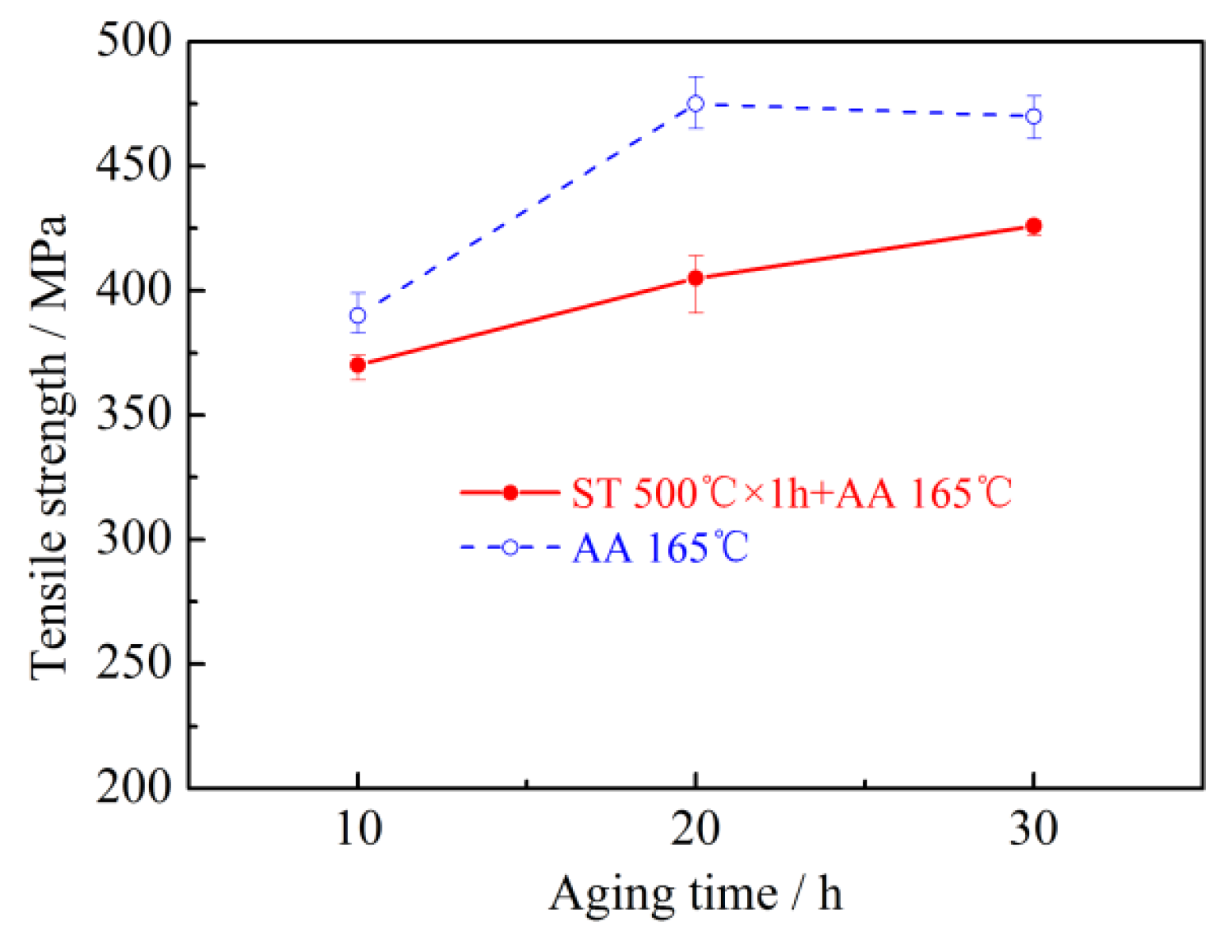
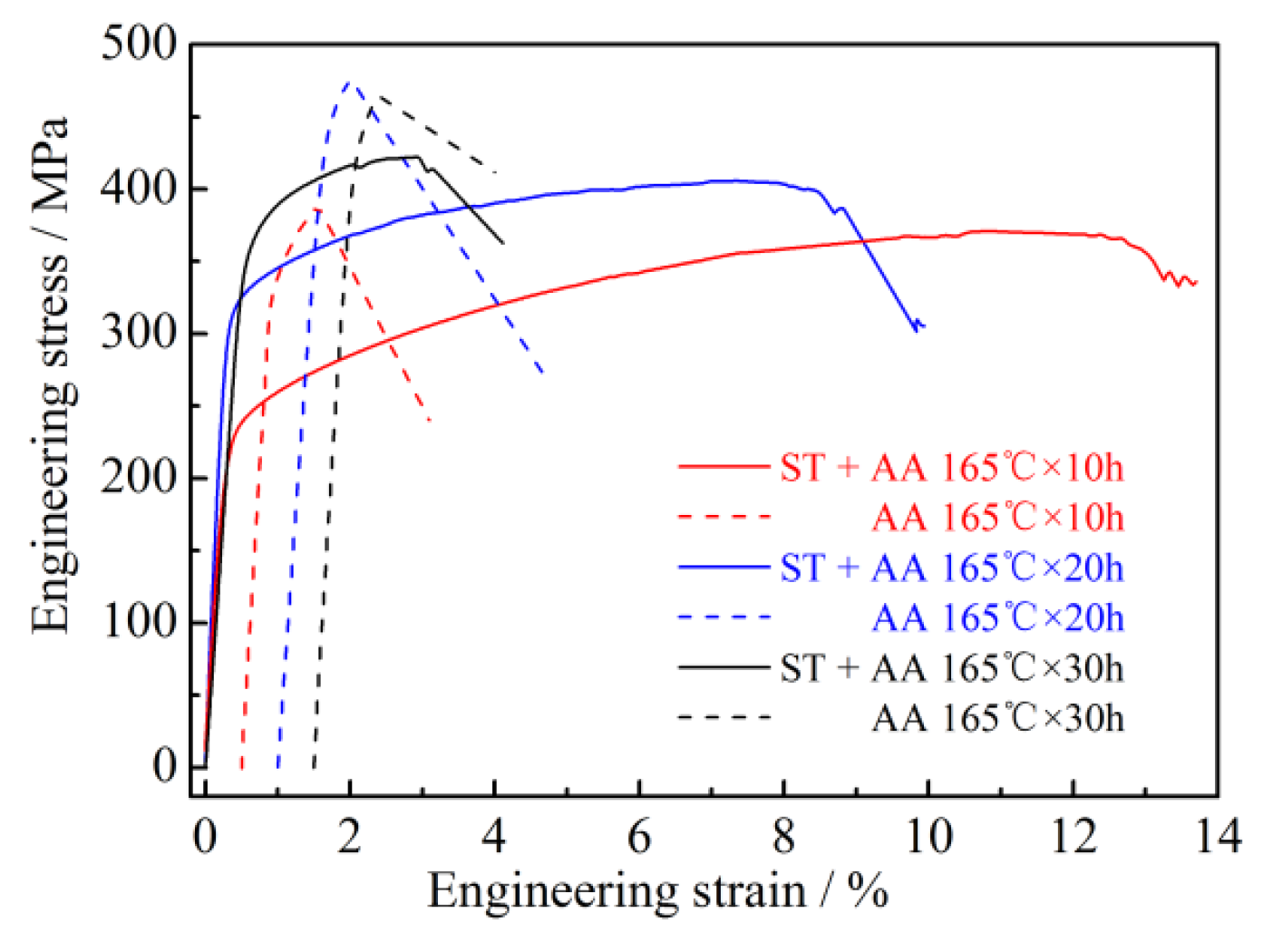
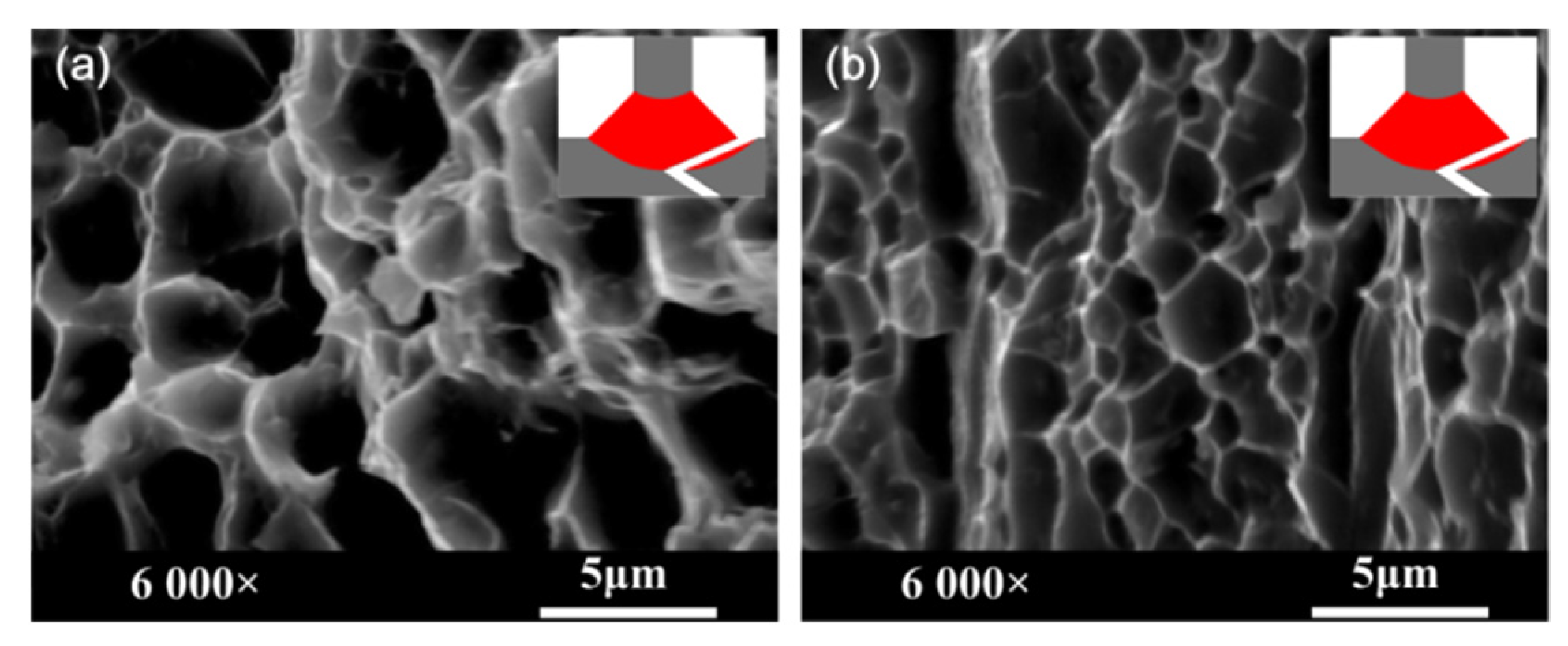
3.1. Effects of Post-Weld Heat Treatment on Tensile Properties
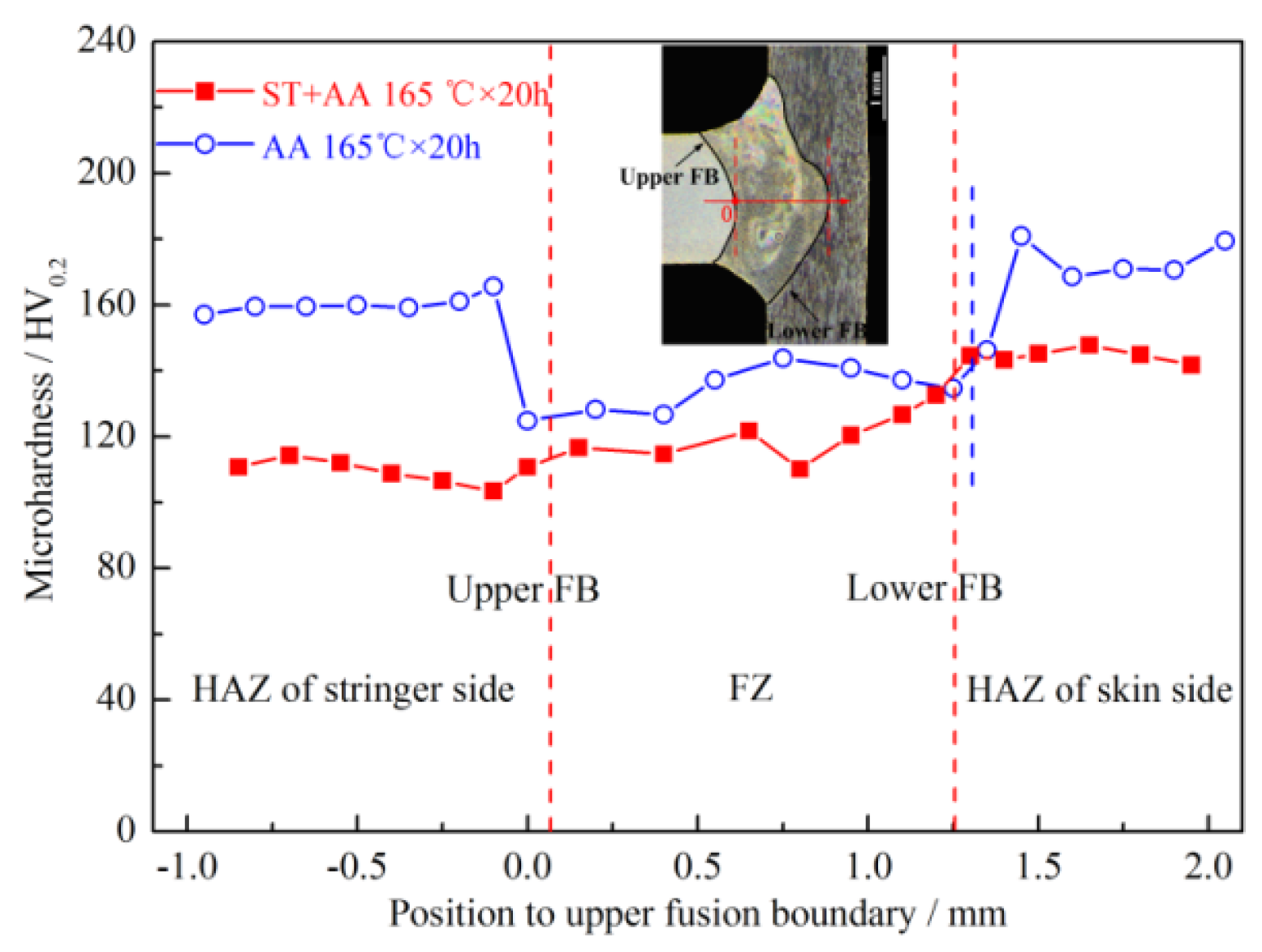
3.2. Effects of Post-Weld Heat Treatment on Micro-Hardness
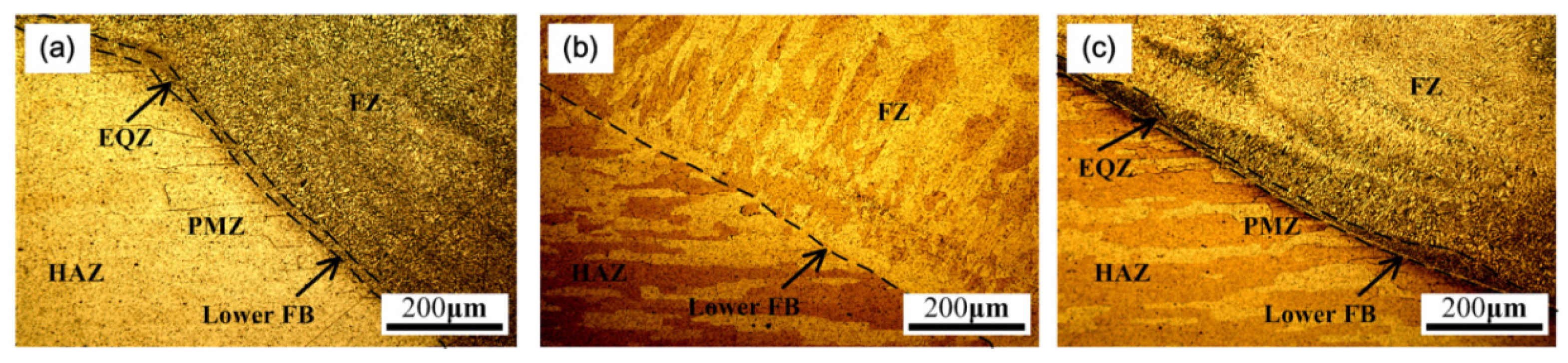
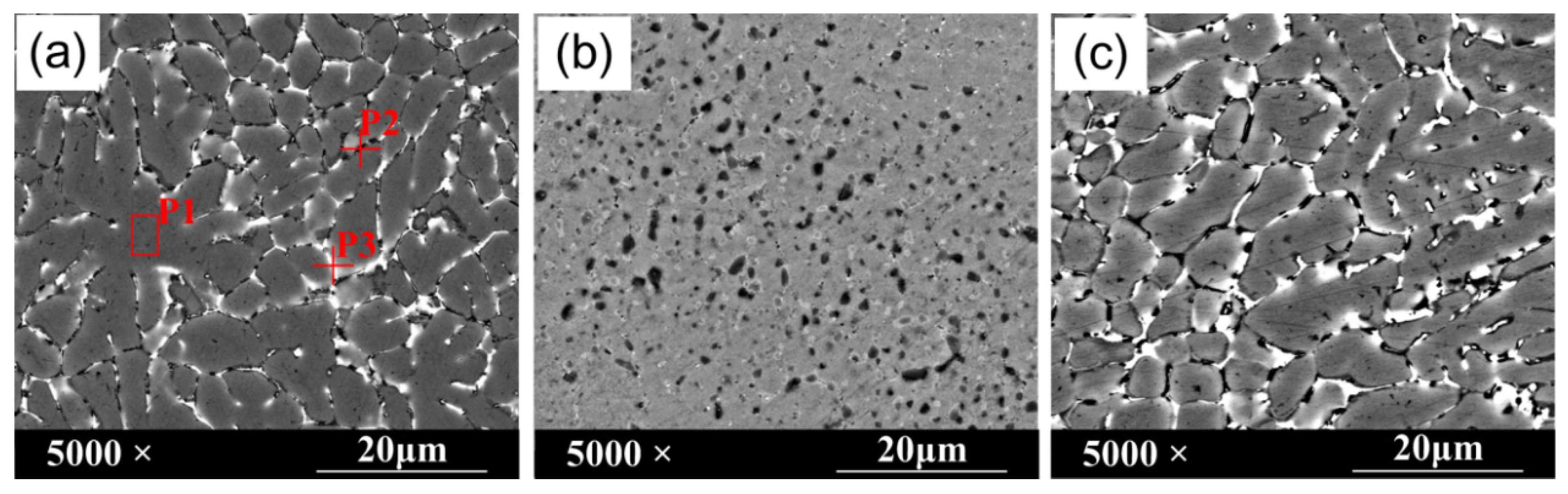
3.3. Effects of Post-Weld Heat Treatment on Joint Microstructures
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Polmear, I.J. Aluminum alloys—A century of age hardening. Mater. Forum 2004, 28, 1–14. [Google Scholar]
- Roberto, J.R. Fabrication methods to manufacture isotropic Al-Li alloys and products for space and aerospace applications. Mater. Sci. Eng. A 1998, 257, 100–107. [Google Scholar]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminum alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Gupta, R.K.; Nayanb, N.; Nagasireesha, G.; Sharma, S.C. Development and characterization of Al-Li alloys. Mater. Sci. Eng. A 2006, 420, 228–234. [Google Scholar] [CrossRef]
- Wang, W.; Xu, G.Y.; Duan, A.Q.; Wang, X.Y.; Ba, R.Z. Porosity formation mechanism in laser welding 1420 Al-Li alloy. Trans. China Weld. Inst. 2005, 26, 59–62. [Google Scholar]
- Xiao, R.S.; Yang, W.X.; Chen, K. Nd: YAG laser welding of 1420 aluminum-lithium alloy. Chin. J. Lasers 2007, 34, 239–241. [Google Scholar]
- Canaby, J.L.; Blazy, F.; Fries, J.F.; Traverse, J.P. Effects of high temperature surface reactions of aluminum-lithium alloy on the porosity of welded areas. Mater. Sci. Eng. A 1991, 136, 131–139. [Google Scholar] [CrossRef]
- Huang, M.; Li, G.A.; Zhang, K.; Feng, Z.H. Laser welding characteristics of 2A97 Al-Li alloy. Trans. China Weld. Inst. 2014, 35, 100–104. [Google Scholar]
- Ramulu, M.; Rubbert, M.P. Gas tungsten arc welding of Al-Li-Cu alloy 2090. Weld. Res. Suppl. 1990, 109s–114s. [Google Scholar]
- Zhang, X.Y.; Yang, W.X.; Xiao, R.S. Microstructure and mechanical properties of laser beam welded Al-Li alloy 2060 with Al-Mg filler wire. Mater. Des. 2015, 88, 446–450. [Google Scholar] [CrossRef]
- Lin, K.L.; Yang, W.X.; Lv, J.X.; Xiao, R.S. Laser beam welding study of 2198-T851 aluminum-lithium alloy. Chin. J. Lasers 2014, 41. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Huang, T.; Yang, W.X.; Xiao, R.S.; Liu, Z.; Li, L. Microstructure and mechanical properties of laser beam-weldedAA2060 Al-Li alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Cao, X.; Wallace, W.; Immarigeon, J.P.; Poon, C. Research and progress in laser welding of wrought aluminum alloys. II. metallurgical microstructures, defects, and mechanical properties. Mater. Manuf. Processes 2003, 18, 23–49. [Google Scholar] [CrossRef]
- Ben, H.F. Electron Beam Welding Technology of Al-Cu-Li Alloy and Microstructure and Properties of Welded Joint. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2015. [Google Scholar]
- Zhuang, L. Research on the Micro Structures and Properties of Laser Welding Joint for 1420 Aluminum-Lithium Alloy. Master’s Thesis, Dalian Jiaotong University, Dalian, China, 2005. [Google Scholar]
- An, N.; Zhang, X.Y.; Wang, Q.M.; Yang, W.X.; Xiao, R.S. Fiber laser welding of 2060 aluminum-lithium alloy with filler wire. Chin. J. Lasers 2014, 41. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Tao, W.; Chen, Y.B. Process, microstructures and mechanical properties of double-sided fiber laser beam welded T-joints of aluminum-lithium alloys 2060 and 2099. In Proceedings of the ICALEO 2015—The 34th International Congress on Applications of Laser & Electro-optics, Atlanta, GA, USA, 18–22 October 2015; pp. 437–445. [Google Scholar]
- Ning, J.; Zhang, L.J.; Bai, Q.L.; Yin, X.Q.; Niu, J.; Zhang, J.X. Comparison of the microstructure and mechanical performance of 2A97 Al-Li alloy joints between autogenous and non-autogenous laser welding. Mater. Des. 2017, 120, 144–156. [Google Scholar] [CrossRef]
- Han, B.; Chen, Y.B.; Tao, W.; Li, H.; Li, L.Q. Microstructural evolution and interfacial crack corrosion behavior of double-sided laser beam welded 2060/2099 Al-Li alloys T-joints. Mater. Des. 2017, 135, 353–365. [Google Scholar] [CrossRef]
- Chen, D.L.; Chaturvedi, M.C. Effects of welding and weld heat-affected zone simulation on the microstructure and mechanical behavior of a 2195 aluminum-lithium alloy. Metall. Mater. Trans. A 2001, 32, 2729–2741. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cu | Li | Si | Mg | Zn | Mn | Zr | Ag | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 2060-T3 | 3.90 | 0.80 | 0.02 | 0.70 | 0.32 | 0.29 | 0.10 | 0.34 | 0.02 | Bal. |
| 2099-T3 | 2.52 | 1.87 | - | 0.50 | 1.19 | 0.31 | 0.08 | - | - | Bal. |
| ER4047 | <0.001 | - | 11.52 | 0.01 | 0.001 | 0.01 | - | - | 0.20 | Bal. |
| Welding Parameters | Values |
|---|---|
| Laser power (P) | 2800 W |
| Welding speed (v) | 10 m/min |
| Wire feeding rate (v’) | 3.6 m/min |
| Incident beam angle (α) | 22° |
| Wire feeding angle (β) | 20° |
| Protecting gas angle (θ) | 20° |
| Focal position | Specimen surface |
| Protecting gas | Ar |
| Protecting gas flow rate | 15 L/min |
| No. | PWHT | Number of Samples | |
|---|---|---|---|
| Metallographic Inspection, SEM Observation, and Micro-Hardness Test | Tensile Test | ||
| 1-1 | ST at 500 °C for 1 h and AA at 165 °C for 10 h | 2 | 3 |
| 1-2 | ST at 500 °C for 1 h and AA at 165 °C for 20 h | 2 | 3 |
| 1-3 | ST at 500 °C for 1 h and AA at 165 °C for 30 h | 2 | 3 |
| 2-1 | AA at 165 °C for 10 h | 2 | 3 |
| 2-2 | AA at 165 °C for 20 h | 2 | 3 |
| 2-3 | AA at 165 °C for 30 h | 2 | 3 |
| PWHT | Tensile Strength | Strength Coefficient * | Elongation |
|---|---|---|---|
| ST at 500 °C for 1 h and AA at 165 °C for 10 h | 370 MPa | 74% | 11–13% |
| ST at 500 °C for 1 h and AA at 165 °C for 20 h | 405 MPa | 81% | 5–8% |
| ST at 500 °C for 1 h and AA at 165 °C for 30 h | 421 MPa | 85% | 2–5% |
| AA at 165 °C for 10 h | 390 MPa | 78% | <1% |
| AA at 165 °C for 20 h | 475 MPa | 95% | <1% |
| AA at 165 °C for 30 h | 470 MPa | 94% | <1% |
| Element | Cu | Si | Mg | Al | ||||
|---|---|---|---|---|---|---|---|---|
| wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | |
| P1 | 2.60 | 1.10 | 1.54 | 1.51 | 1.02 | 1.16 | 94.84 | 96.23 |
| P2 | 2.03 | 0.88 | 13.66 | 13.38 | 0.81 | 0.93 | 83.50 | 84.82 |
| P3 | 11.64 | 5.29 | 0.68 | 0.70 | 1.72 | 2.07 | 85.96 | 91.94 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Chen, Y.; Tao, W.; Lei, Z.; Yang, Z.; Nan, T. Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints. Metals 2019, 9, 1318. https://doi.org/10.3390/met9121318
Zhang Y, Chen Y, Tao W, Lei Z, Yang Z, Nan T. Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints. Metals. 2019; 9(12):1318. https://doi.org/10.3390/met9121318
Chicago/Turabian StyleZhang, Yunlong, Yanbin Chen, Wang Tao, Zhenglong Lei, Zhaohui Yang, and Tiantian Nan. 2019. "Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints" Metals 9, no. 12: 1318. https://doi.org/10.3390/met9121318
APA StyleZhang, Y., Chen, Y., Tao, W., Lei, Z., Yang, Z., & Nan, T. (2019). Influence of Post-Weld Heat Treatments on Microstructure and Mechanical Properties of Laser Beam Welded 2060-T3/2099-T3Al-Li T-Joints. Metals, 9(12), 1318. https://doi.org/10.3390/met9121318