Author Contributions
C.A.A. and P.M.A. methodology, investigation, data curation, original draft preparation; J.C.F. formal analysis and validation; L.G.R. methodology, writing—review and editing; administration and funding acquisition.
Funding
This work was supported by Fundação para a Ciência e a Tecnologia (FCT), Portugal, through IDMEC—Instituto de Engenharia Mecânica (Pólo IST), under LAETA—Associated Laboratory for Energy, Transports and Aeronautics (project grant UID/EMS/50022/2019).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Rosa, L.G.; Fernandes, J.C.; Amaral, P.M. A Method for Classification of Stone Materials according to their Abrasiveness. In Proceedings of the EUROTHEN98 Workshop, Athens, Greece, 12–14 January 1998; pp. 338–345. [Google Scholar]
- Rosa, L.G. Diamond tool characterisation methodologies: New perspectives for stone processing. In Application of Diamond Technology in the Stone Sector; Chapter 5; OSNET Editions; EUR 20637/4; Carosio, S., Paspaliaris, I., Eds.; European Commission: Brussels, Belgium, 2004; Volume 4, pp. 45–63. [Google Scholar]
- Konstanty, J.S. Applications of powder metallurgy to cutting tools. In Advances in Powder Metallurgy. Properties, Processing and Applications; Chang, I., Zhao, Y., Eds.; Woodhead Publishing: Sawston, UK; Cambridge, UK, 2013; pp. 555–585. [Google Scholar]
- Zhao, X.; Duan, L. A review of the diamond retention capacity of metal bond matrices. Metals 2018, 8, 307. [Google Scholar] [CrossRef]
- Reis, L.; Amaral, P.M.; Li, B.; de Freitas, M.; Rosa, L.G. Evaluation of the residual stresses due to the sintering process of diamond–metal matrix hot-pressed tools. Theor. Appl. Fract. Mech. 2008, 49, 226–231. [Google Scholar] [CrossRef]
- Li, B.; Amaral, P.M.; Reis, L.; Anjinho, C.A.; Rosa, L.G.; de Freitas, M. 3D-modelling of the local plastic deformation and residual stresses of PM diamond–metal matrix composites. Comput. Mater. Sci. 2010, 47, 1023–1030. [Google Scholar] [CrossRef]
- Borowiecka-Jamrozek, J.; Lachowski, J. An analysis of the retention of a diamond particle in a metallic matrix after hot pressing. Arch. Foundry Eng. 2017, 17, 17–20. [Google Scholar] [CrossRef][Green Version]
- Borowiecka-Jamrozek, J.; Lachowski, J. The effect of the properties of the metal matrix on the retention of a diamond particle. Metalurgija 2017, 56, 83–86. [Google Scholar]
- Xu, J.; Sheikh, A.H.; Xu, C. 3-D Finite element modelling of diamond pull-out failure in impregnateddiamond bits. Diamond Relat. Mater. 2017, 71, 1–12. [Google Scholar] [CrossRef]
- Amaral, P.M.; Fernandes, J.C.; Rosa, L.G. Wear mechanisms in materials with granitic textures—Applicability of a lateral crack system model. Wear 2009, 266, 753–764. [Google Scholar] [CrossRef]
- Yan, G.; Yue, W.; Meng, D.Z.; Lin, F.; Wu, Z.Y.; Wang, C.B. Wear performances and mechanisms of ultrahard polycrystalline diamond composite material grinded against granite. Int. J. Refract. Met. Hard Mater. 2016, 54, 46–53. [Google Scholar] [CrossRef]
- Coelho, A. Avaliação do desgaste em matrizes metálicas usadas em ferramentas diamantadas e sua relação com as propriedades mecânicas. Master’s Thesis, Universidade Técnica de Lisboa—Instituto Superior Técnico, Lisbon, Portugal, 2008. [Google Scholar]
- Rosa, L.G.; Coelho, A.; Amaral, P.M.; Fernandes, J.C. Test methodology to evaluate the wear performance of PM matrices used in diamond impregnated tools for cutting hard materials. In Powder Metallurgy for Automotive and High Performance Materials in Engineering Industries; Ramakrishnan, P., Ed.; New Age International (P) Ltd.: New Delhi, India, 2012; pp. 186–193. [Google Scholar]
- Clark, I.E.; Kamphuis, B.J. Cobalite HDR: A new prealloyed matrix powder for diamond construction tools. IDR. Ind. Diamond Rev. 2002, 62, 177–182. [Google Scholar]
- Ugues, D.; Actis Grande, M.; Rosso, M. Study of the relation between hardness, toughness and resistance to wet abrasion in diamond segments. In Proceedings of the Euro PM2003, Valencia, Spain, 20–22 October 2003; pp. 375–383. [Google Scholar]
- De Oliveira, H.C.P.; Coelho, A.; Amaral, P.M.; Fernandes, J.C.; Rosa, L.G. Comparison between cobalt and niobium as a matrix component for diamond impregnated tools used for stone cutting. Key Eng. Mater. 2013, 548, 98–105. [Google Scholar] [CrossRef]
- Rosa, L.G.; Amaral, P.M.; Anjinho, C.A.; Fernandes, J.C. Evaluation of diamond tool behaviour for cutting stone materials. Ind. Diamond Rev. 2004, 1, 45–50. [Google Scholar]
- Rosa, L.G.; Fernandes, J.C.; Anjinho, C.A.; Coelho, A.; Amaral, P.M. Long-term performance of stone-cutting tools. Int. J. Refract. Met. Hard Mater. 2015, 49, 276–282. [Google Scholar] [CrossRef]
- Anjinho, C.A. Análise de ferramentas diamantadas utilizadas em corte e desbaste de mármores e granitos. Master’s Thesis, Universidade Técnica de Lisboa—Instituto Superior Técnico, Lisbon, Portugal, 2004. [Google Scholar]
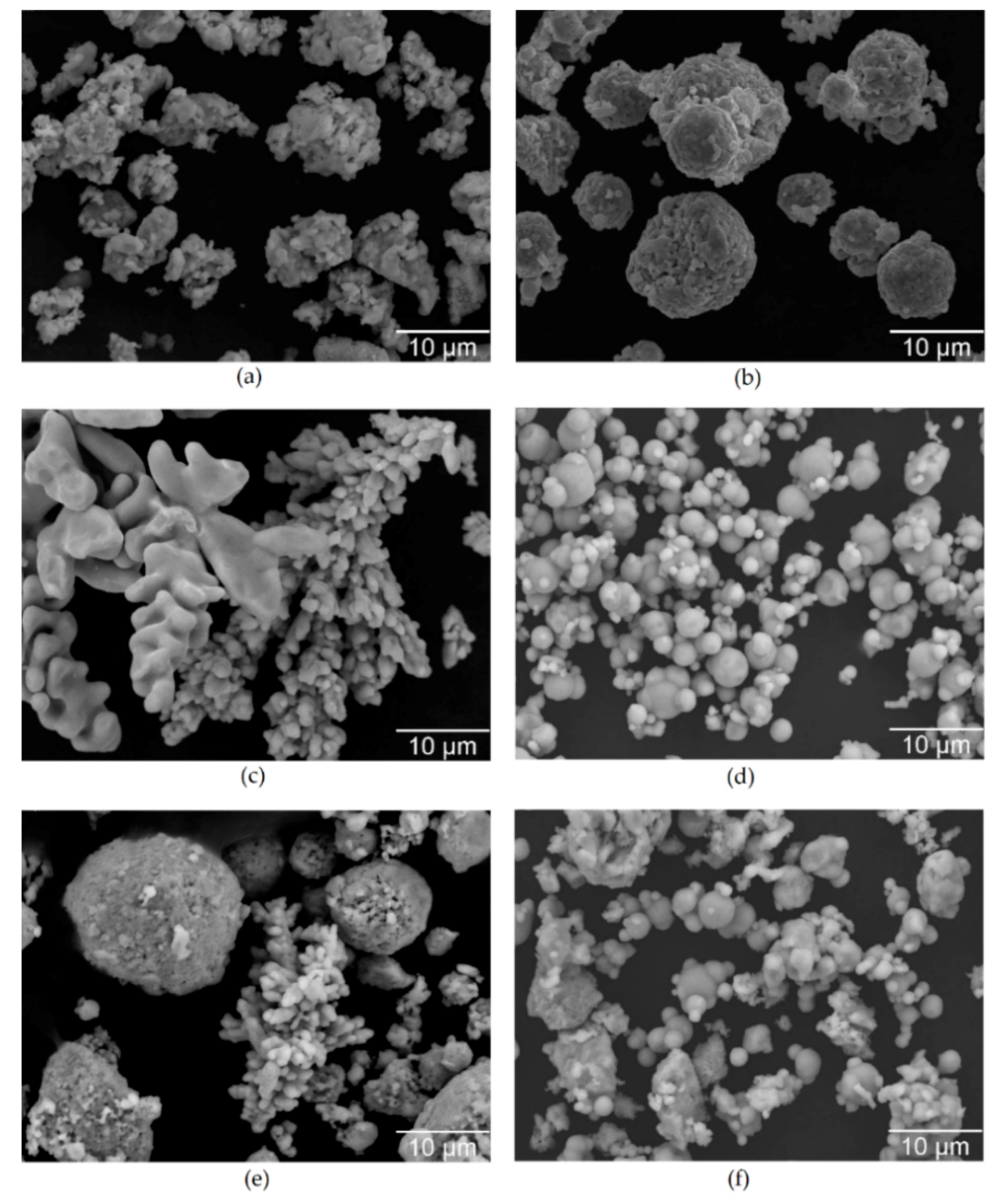
Figure 1.
Scanning electron microscope (SEM) images of the starting powders: (a) Cobalite HDR powder; (b) Next 300 powder; (c) Cu powder; (d) Fe powder; (e) Cobalite HDR + 20% Cu; (f) Next 300 + 20% Fe.
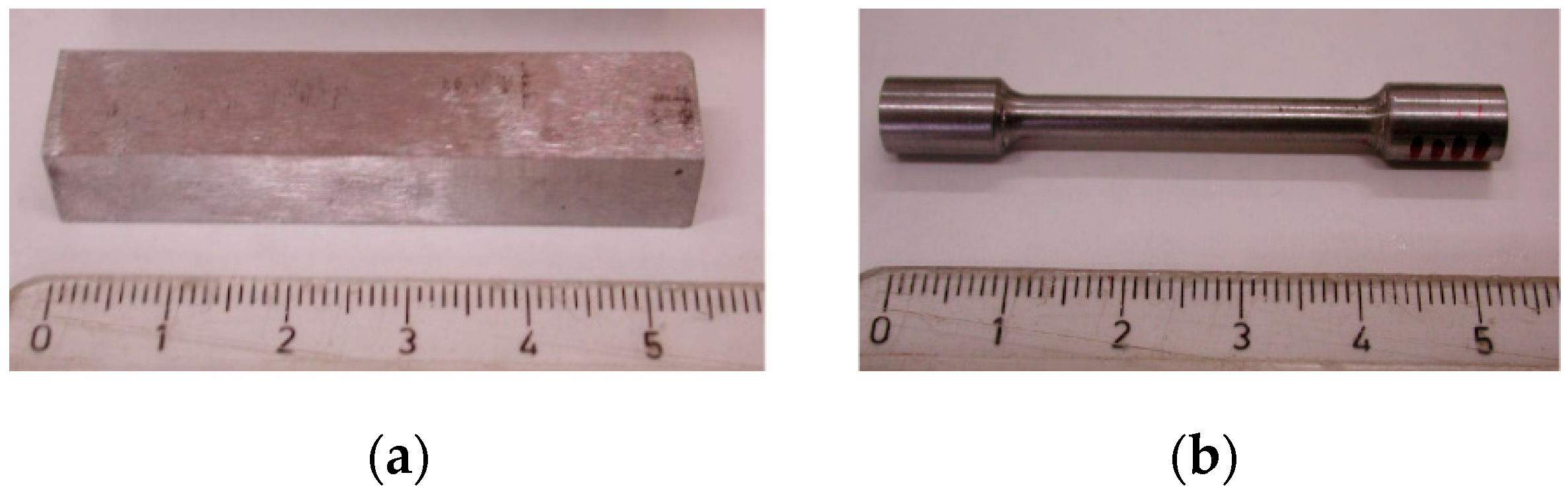
Figure 2.
(a) Sintered body with dimensions of 55 × 11 × 10 mm3; (b) specimen used for tensile test.
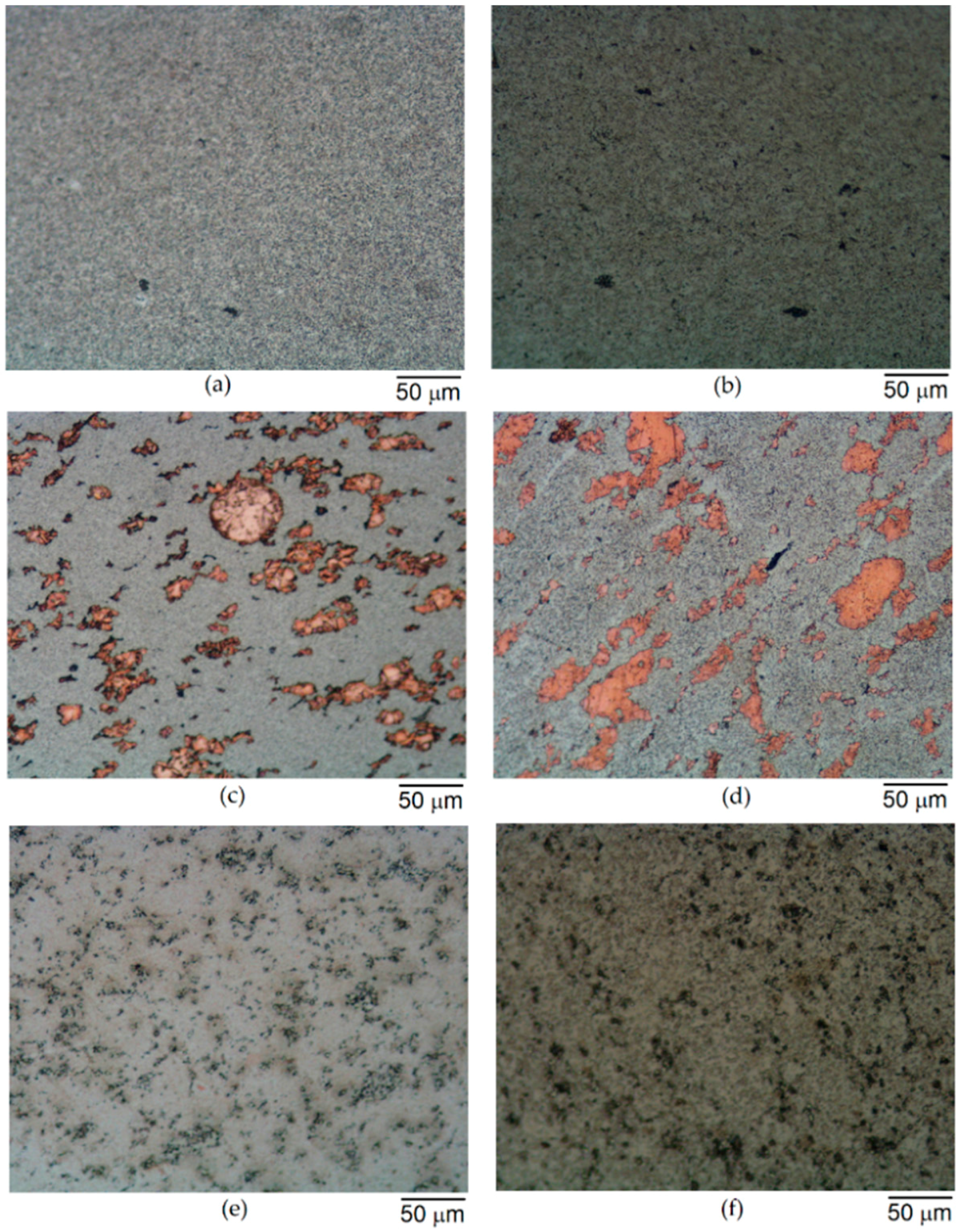
Figure 3.
Optical observation of the microstructures of PM sintered bodies: (a) Cobalite HDR; (b) Next 300; (c) Cobalite HDR + 20% Cu; (d) Next 300 + 20% Cu; (e) Cobalite HDR + 20% Fe; (f) Next 300 + 20% Fe.
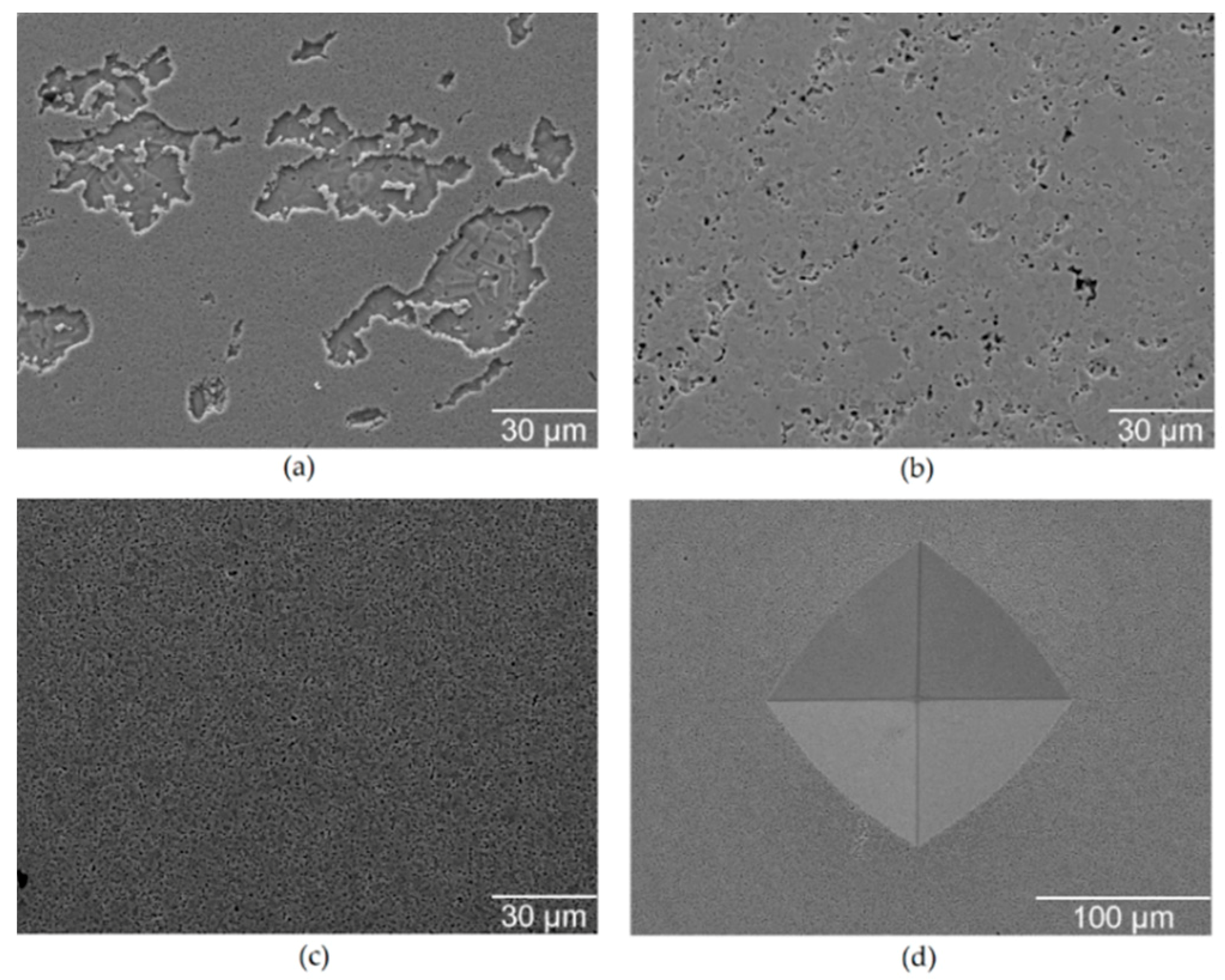
Figure 4.
SEM observations of the microstructures of PM sintered bodies: (a) Cobalite HDR + 20% Cu; (b) Next 300 + 20% Fe; (c) Cobalite HDR; (d) Vickers indentation in Cobalite HDR.
Figure 5.
RFDA (Resonant Frequency and Damping Analyser) equipment (made by IMCE, Genk, Belgium) used for measuring the dynamic Young´s modulus.
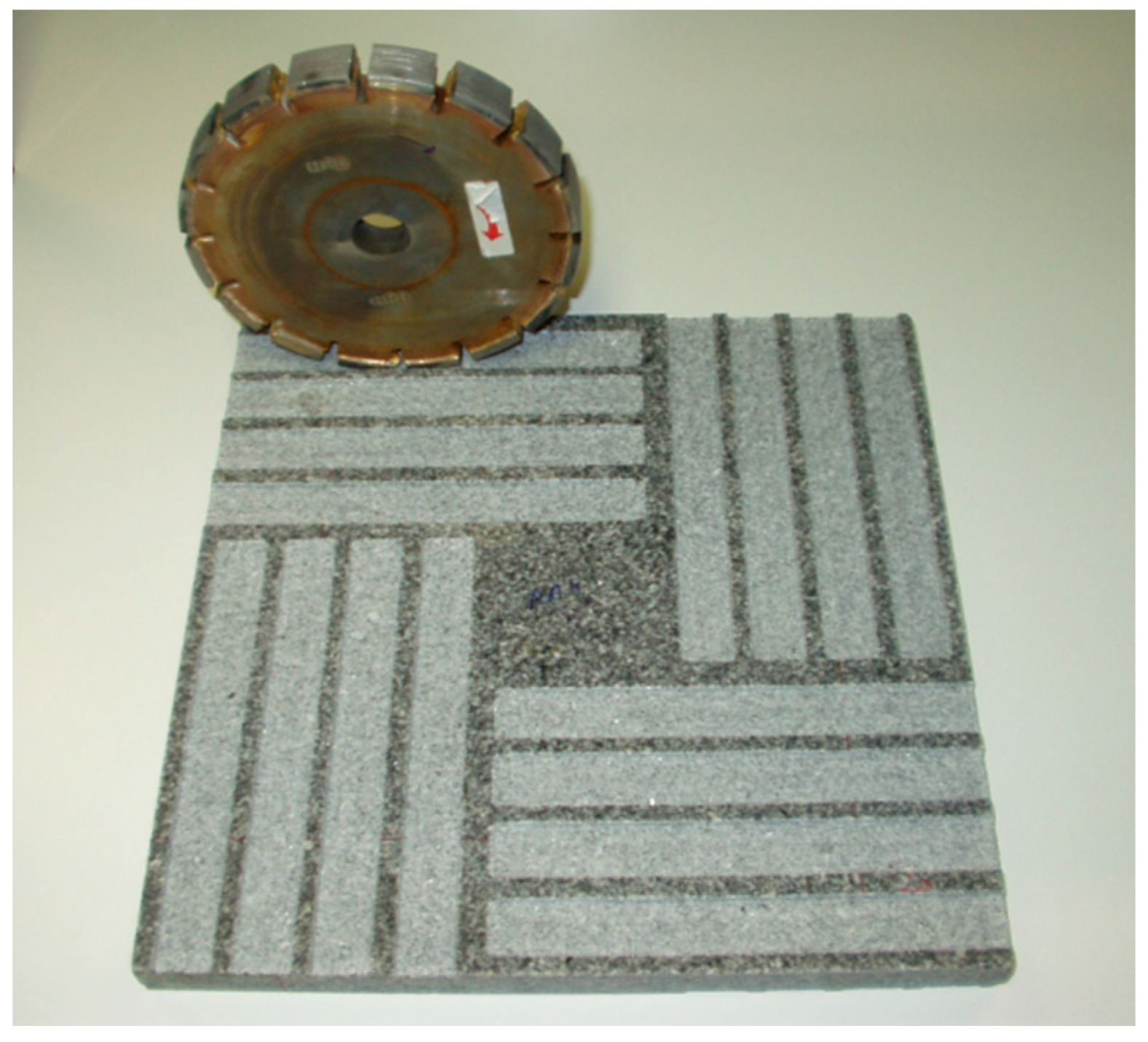
Figure 6.
Type of grinding wheel used in this study.
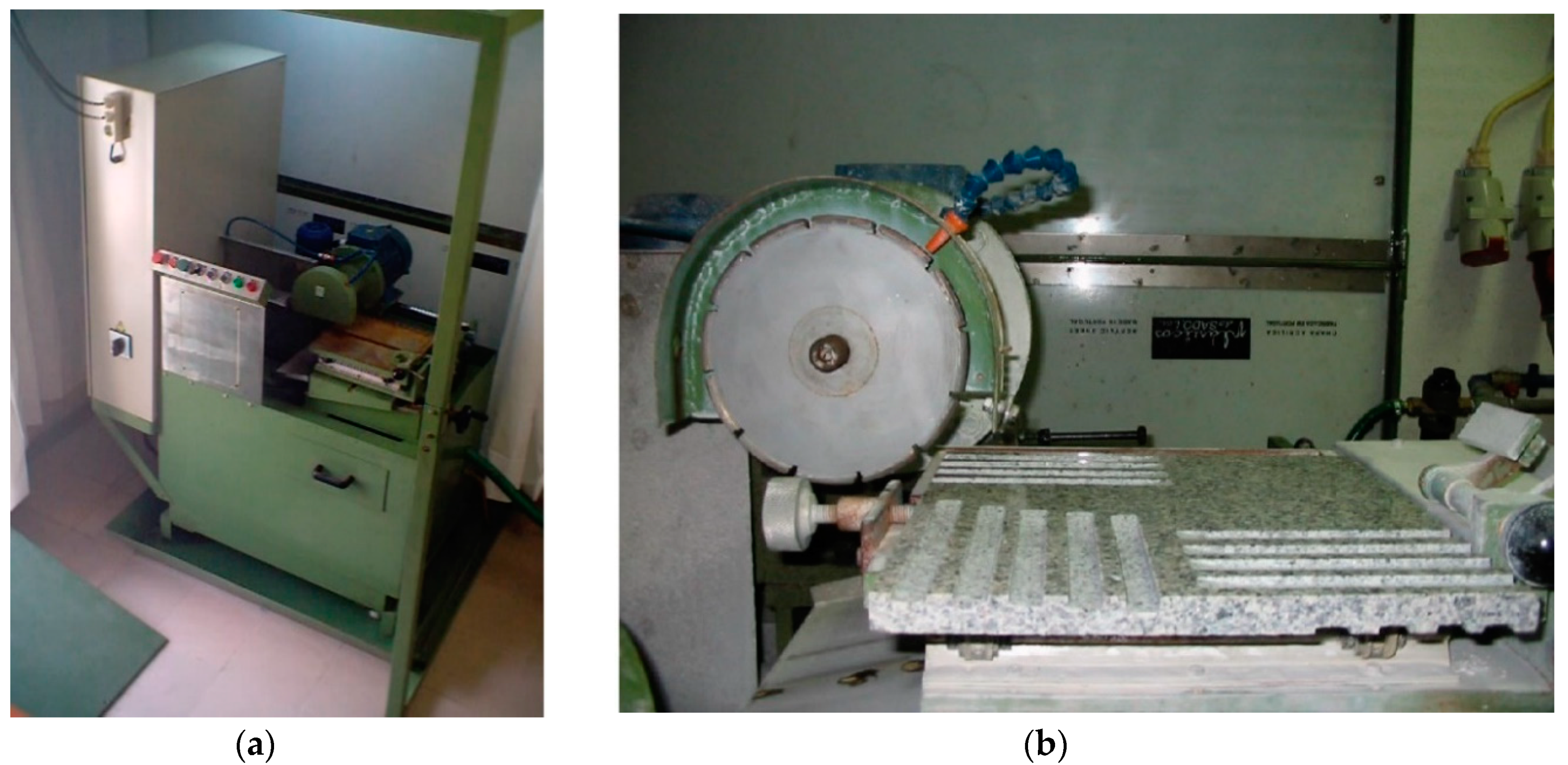
Figure 7.
(a) General view of the IST-Lisbon Classification Equipment; (b) detail of a grinding test, showing several grooves made at the surface of a granite tile.
Figure 8.
Sixteen grinding slots or grooves in one side of an Azul Alpalhão granite tile.
Figure 9.
(a) Comparison of values of apparent and theoretical density; (b) values of porosity.
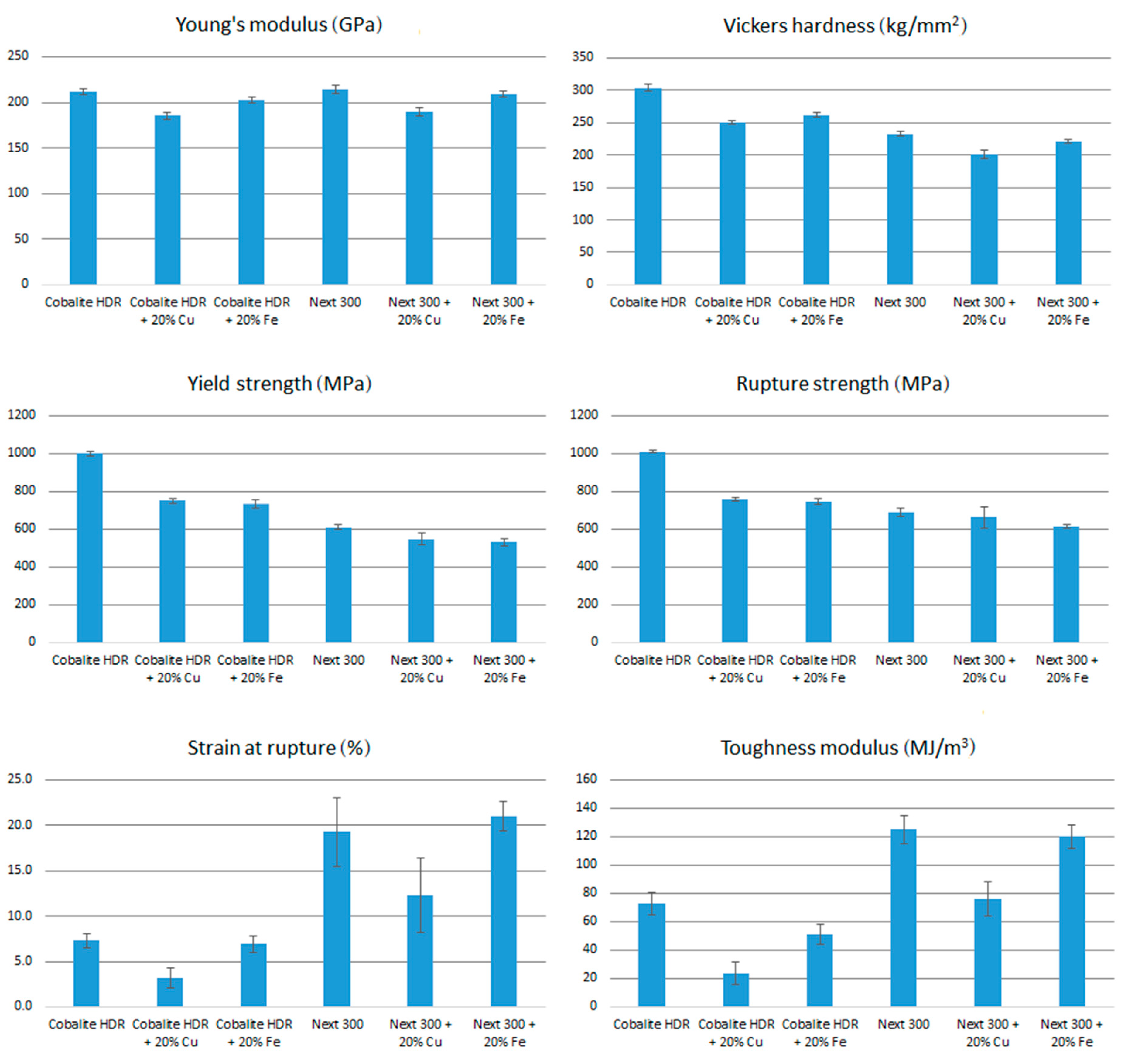
Figure 10.
Results characterising the mechanical behaviour.
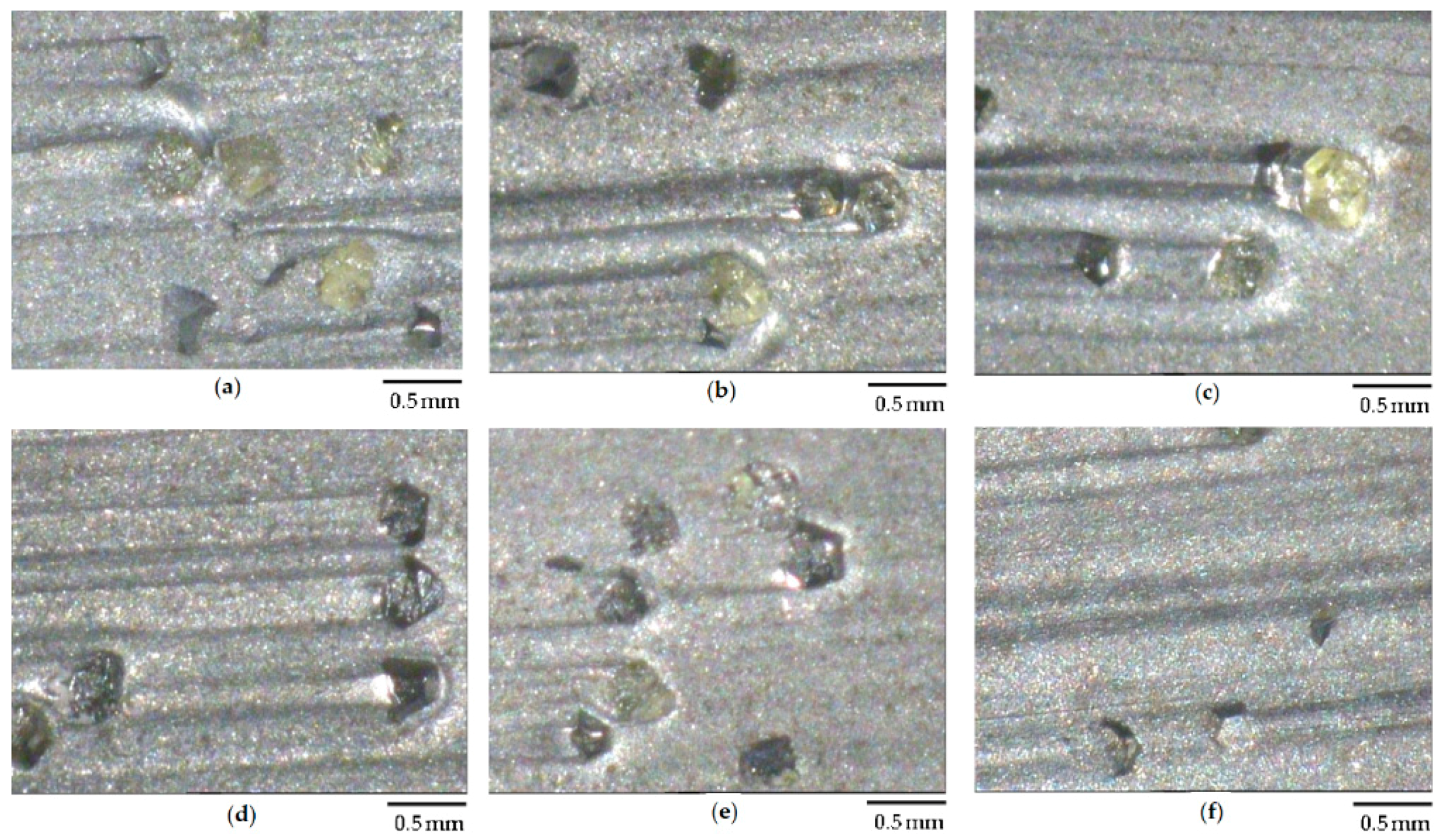
Figure 11.
Examples of optical observations of the surface of the segments after the tests: (a–c) Cobalite HDR; (d–f) Next 300.
Table 1.
Starting powders.
| Powders Designation | Fisher Sub-Sieve Size (μm) | Supplier |
|---|
| Cobalite HDR | 6–7 | Umicore |
| Next 300 | ~4 | Eurotungstene |
| Electrolytic Cu | 11–12 | Eurotungstene |
| Carbonyl Iron (>99.5% Fe) | 7–8 | Eurotungstene |
Table 2.
Chemical composition and theoretical density of the powder metallurgy (PM) mixtures.
| Powders | Weight Percentage | Theoretical Density (g/cm3) |
|---|
| Co | Cu | Fe |
|---|
| Cobalite HDR | 27 | 7 | 66 | 8.18 |
| Cobalite HDR + 20% Cu | 21 | 26 | 53 | 8.33 |
| Cobalite HDR + 20% Fe | 21 | 6 | 73 | 8.12 |
| Next 300 | 25 | 3 | 72 | 8.12 |
| Next 300 + 20% Cu | 20 | 22 | 58 | 8.28 |
| Next 300 + 20% Fe | 20 | 2 | 78 | 8.07 |
Table 3.
Properties, methodologies, equipment, and number of specimens.
| Property | Methodology | Equipment | No. of Specimens for Each Type of Binder |
|---|
| Apparent density | Water immersion technique | Electronic Densimeter EW-200SG | 4 |
| Vickers hardness | Indentation test | Mitutoyo AVK-C2 hardness tester (using a load of 1 kgf) | 3 |
| Dynamic Young´s modulus | Resonance frequency | RFDA from IMCE (see Figure 5) | 3 |
| Yield strength, Rupture strength, Strain at rupture, Modulus of toughness | Stress-strain curves from tensile tests 1 on cylindrical specimens | Instron model 8502 | 3 |
Table 4.
Working parameters of downcut conditions used in the tests.
| Rotational Speed | Worktable Velocity | Depth of Cut | Water Flow |
|---|
| 1500 rpm | 10 mm/s | 3 mm | 1 L/min |
Table 5.
Mean values (±standard deviation) of apparent density and porosity.
| Property | Cobalite HDR | Cobalite HDR + 20% Cu | Cobalite HDR + 20% Fe | Next 300 | Next 300 + 20% Cu | Next 300 + 20% Fe |
|---|
| Apparent density (g/cm3) | 7.97 ± 0.05 | 8.16 ± 0.03 | 7.91 ± 0.02 | 7.78 ± 0.05 | 8.10 ± 0.02 | 7.80 ± 0.06 |
| Porosity (%) | 2.6 ± 0.6 | 2.2 ± 0.4 | 2.6 ± 0.3 | 4.2 ± 0.6 | 2.3 ± 0.2 | 3.3 ± 0.8 |
Table 6.
Mean values (±standard deviation) of mechanical properties.
| | Cobalite HDR | Cobalite HDR + 20% Cu | Cobalite HDR + 20% Fe | Next 300 | Next 300 + 20% Cu | Next 300 + 20% Fe |
|---|
| Vickers hardness (kg/mm2) | 304 ± 5 | 251 ± 3 | 262 ± 4 | 233 ± 4 | 201 ± 6 | 221 ± 3 |
| Young’s modulus (GPa) | 212 ± 3 | 185 ± 3 | 202 ± 3 | 214 ± 10 | 189 ± 4 | 208 ± 3 |
| Yield strength (MPa) | 1000 ± 15 | 750 ± 15 | 736 ± 22 | 612 ± 12 | 549 ± 33 | 531 ± 16 |
| Rupture strength (MPa) | 1012 ± 6 | 759 ± 12 | 747 ± 16 | 690 ± 24 | 663 ± 56 | 616 ± 9 |
| Strain at rupture (%) | 7.3 ± 0.8 | 3.2 ± 1.1 | 6.9 ± 0.9 | 19.3 ± 3.8 | 12.3 ± 4.1 | 21.0 ± 1.6 |
| Toughness modulus (MJ/m3) | 73 ± 8 | 24 ± 8 | 51 ± 7 | 125 ± 10 | 76 ± 12 | 120 ± 8 |
Table 7.
Comparison between the diamond tools with Cobalite HDR and Next 300.
| Parameter | Cobalite HDR | Next 300 |
|---|
| (N) | 195.9 | 218.2 |
| Z (J/g) | 483.8 | 488.5 |
| ϕ (g/g) | 384.3 × 10−6 | 278.2 × 10−6 |
| A (J/g) | 0.186 | 0.136 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}