Tensile and Creep Properties Improvement of Ti-6Al-4V Alloy Specimens Produced by Electron Beam Powder Bed Fusion Additive Manufacturing


Abstract
1. Introduction
2. Materials and Methods
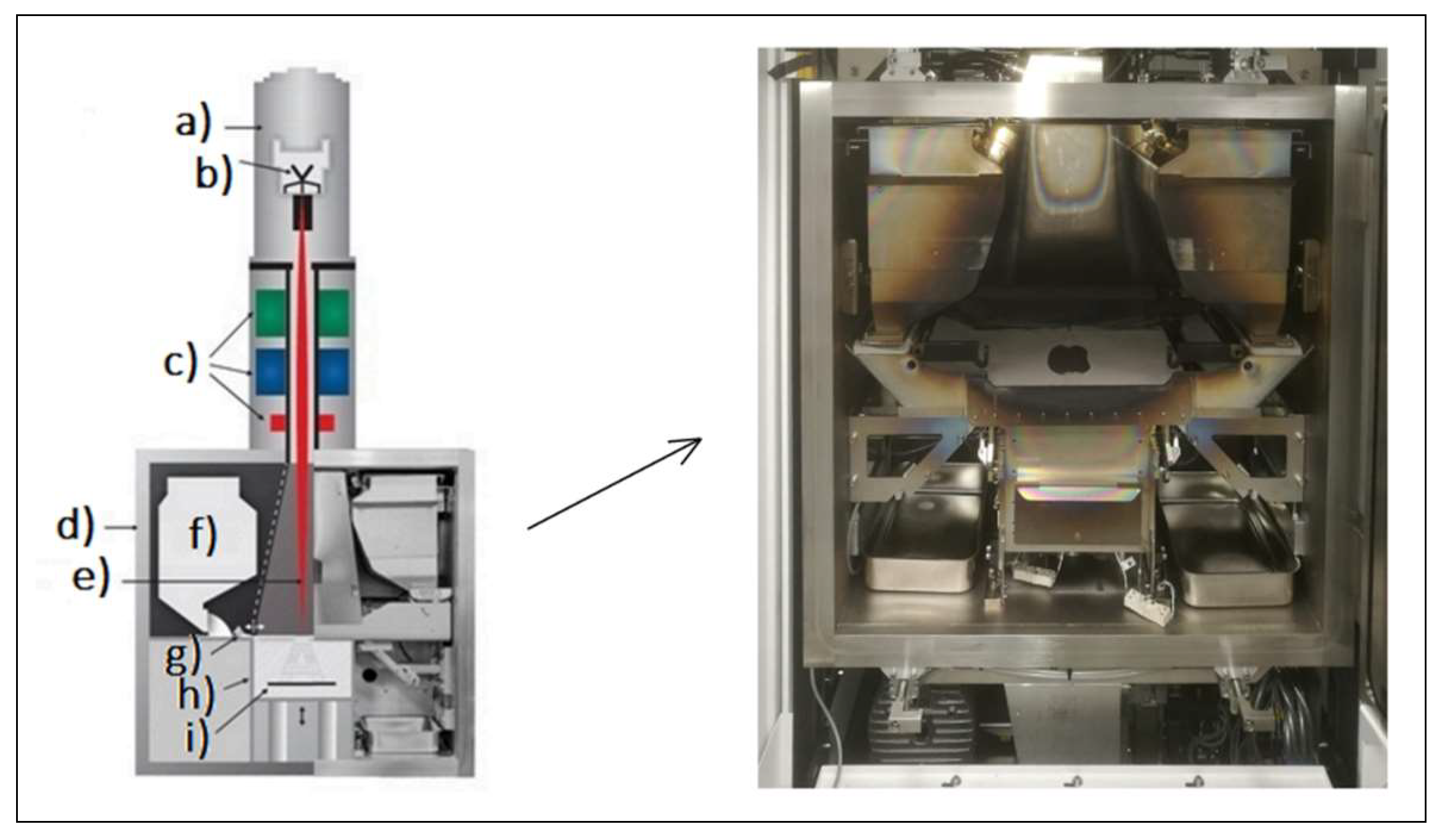
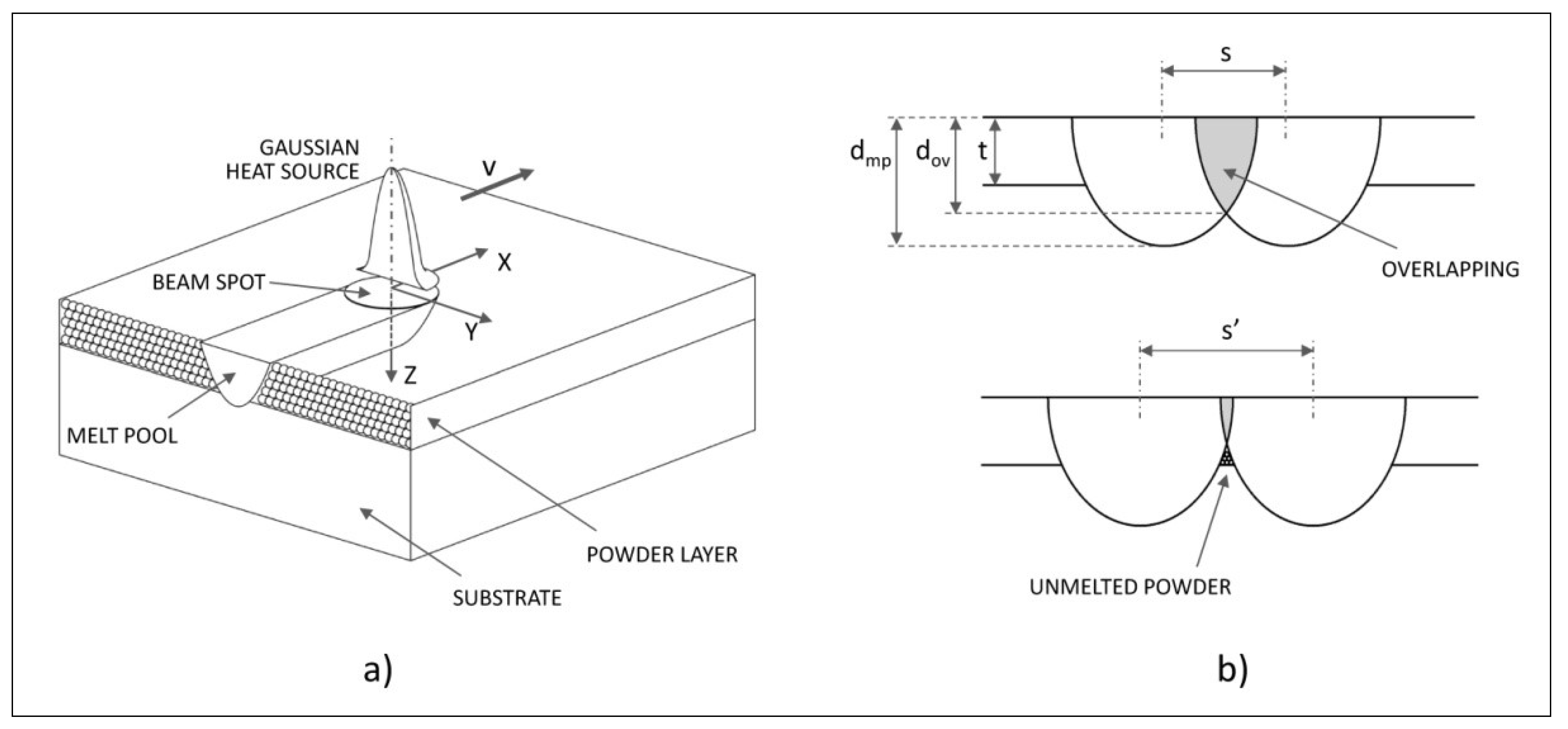
2.1. Thermal Analysis of Electron Beam Powder Bed Fusion (EB-PBF) Process and Efficient Setting Criteria
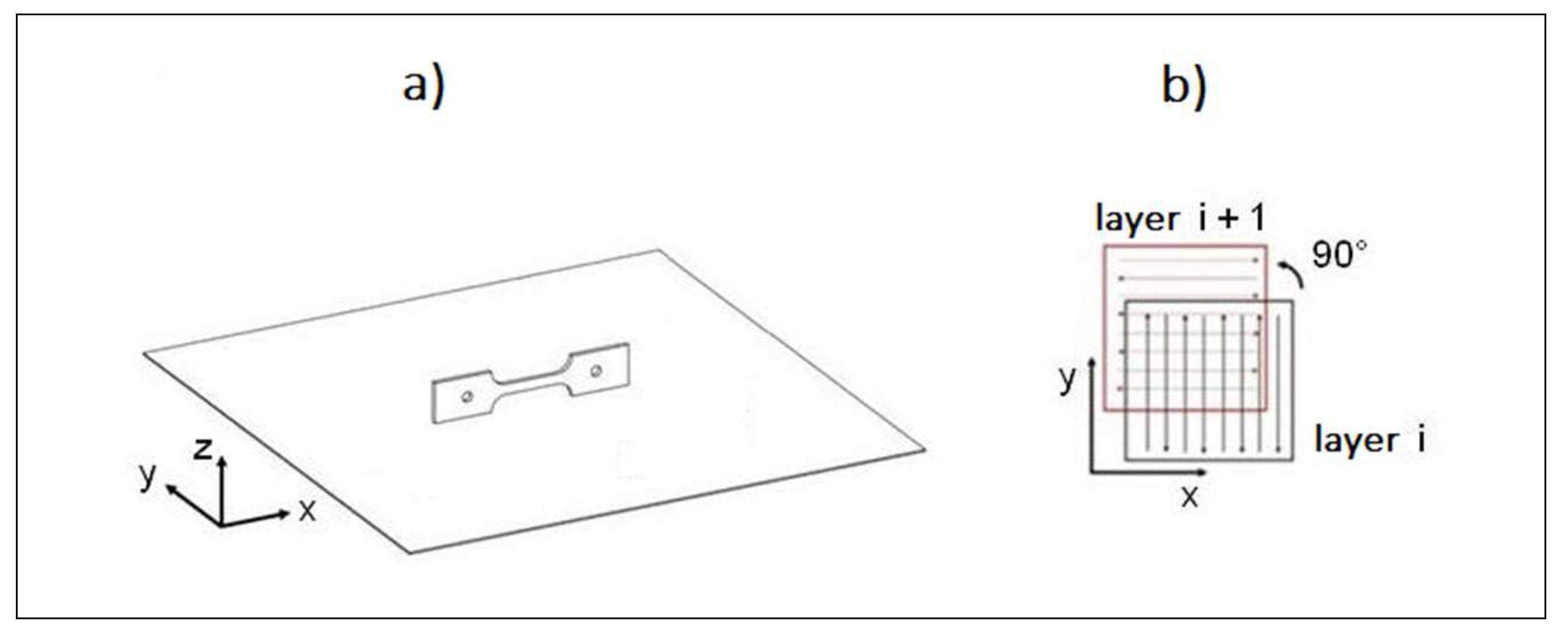
2.2. Materials, Specimens Fabrication, and Experimental Tests
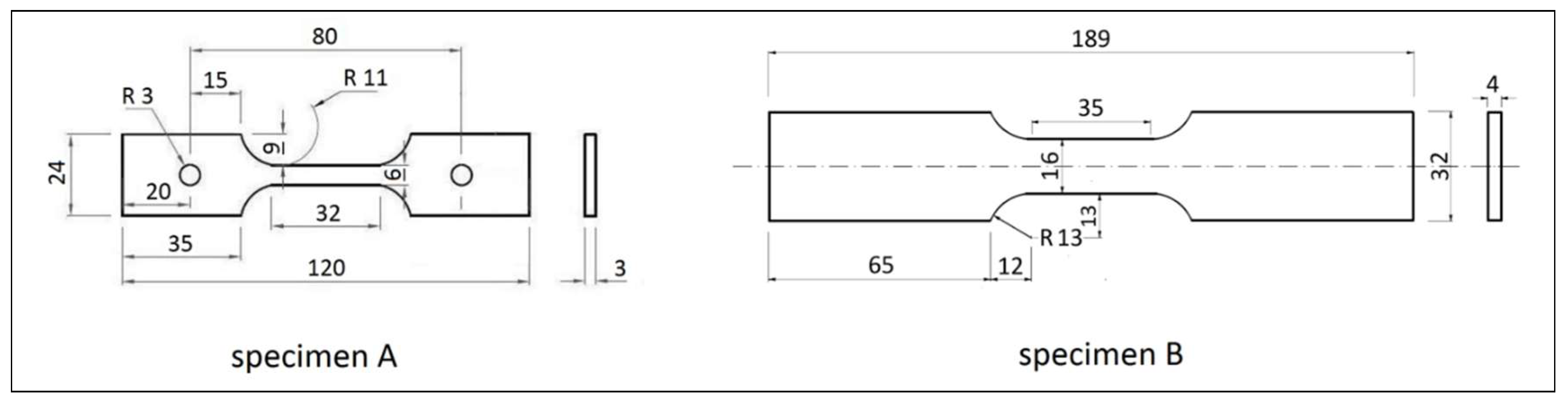
- Specimens (A) total length 120 mm, grip width 24 mm, gage length 32 mm, gage width 6 mm and thickness 3 mm
- Specimens (B) total length 189 mm, grip width 32 mm, gage length 35 mm, gage width 16 mm and thickness 4 mm (more massive for taking into account the effect of bulk densification)
3. Results and Discussion
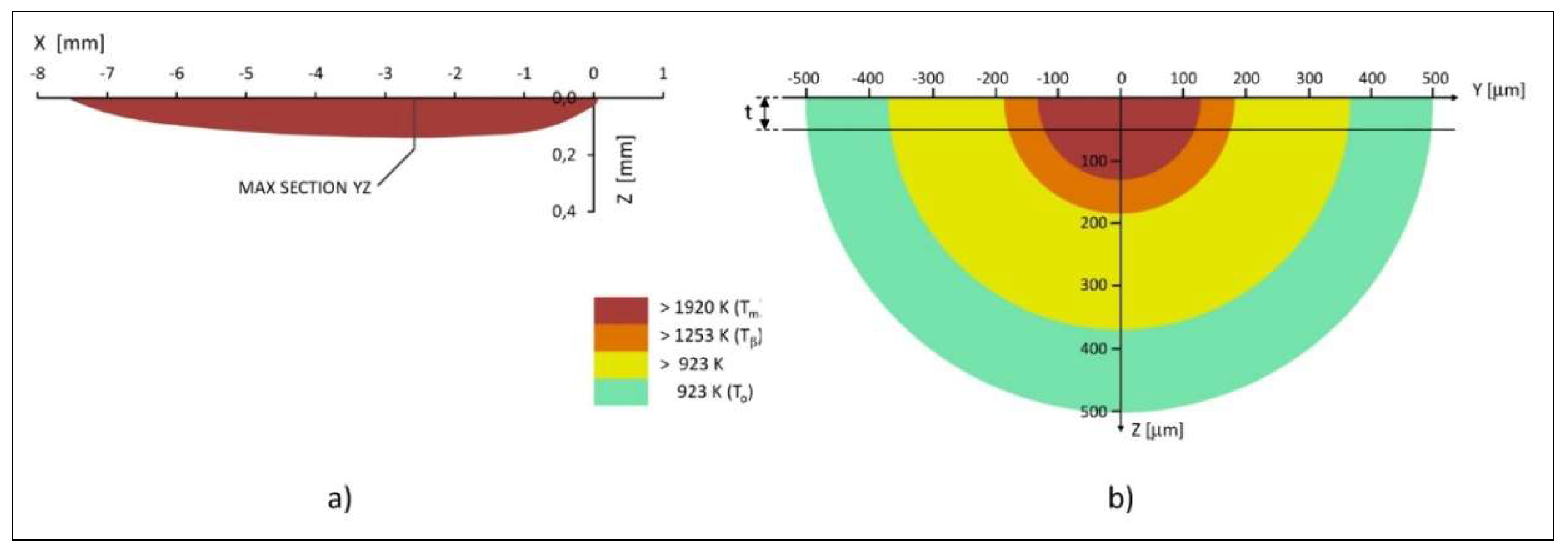
3.1. Theoretical Thermal Analysis of Melt Pool
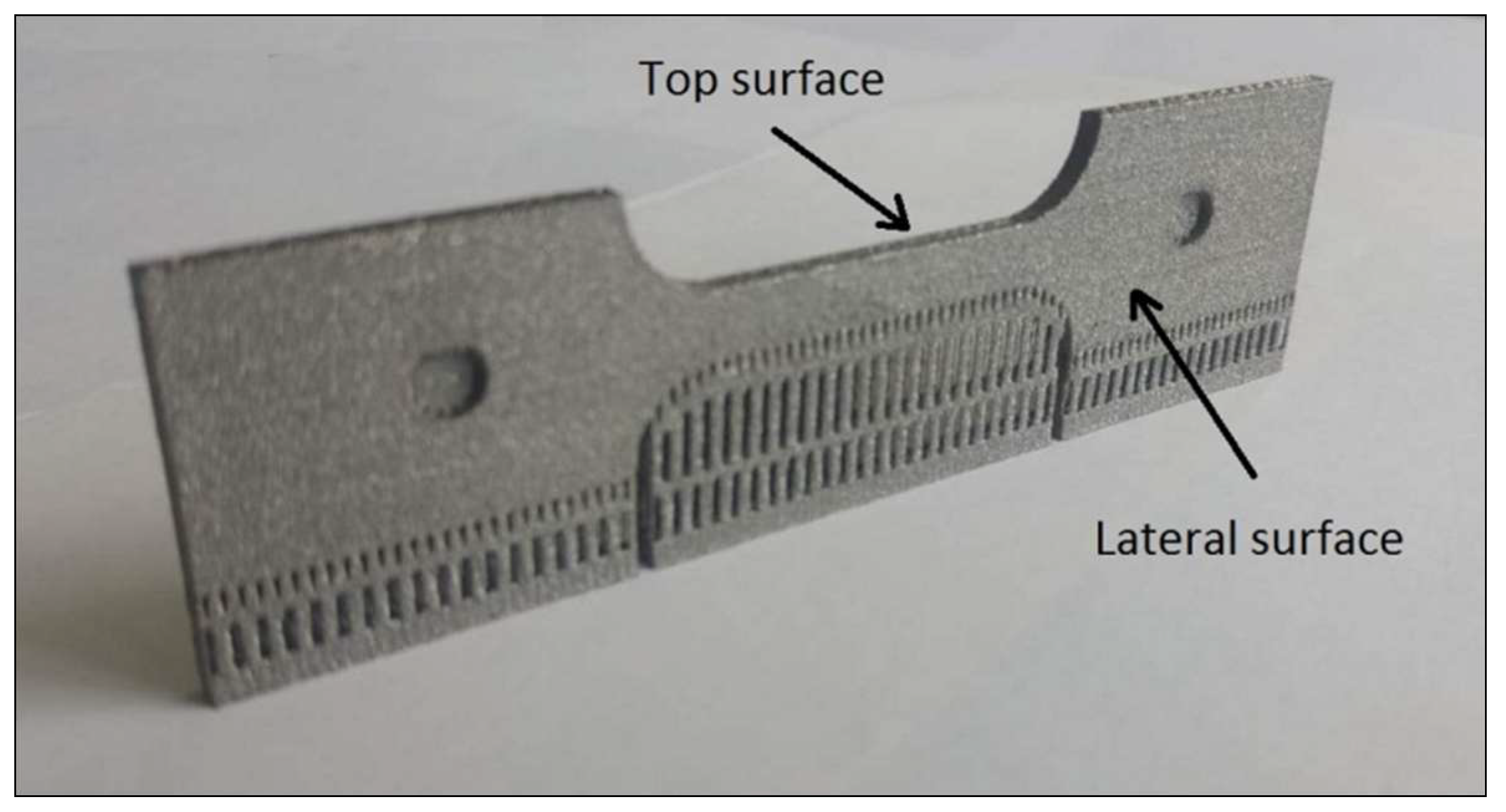
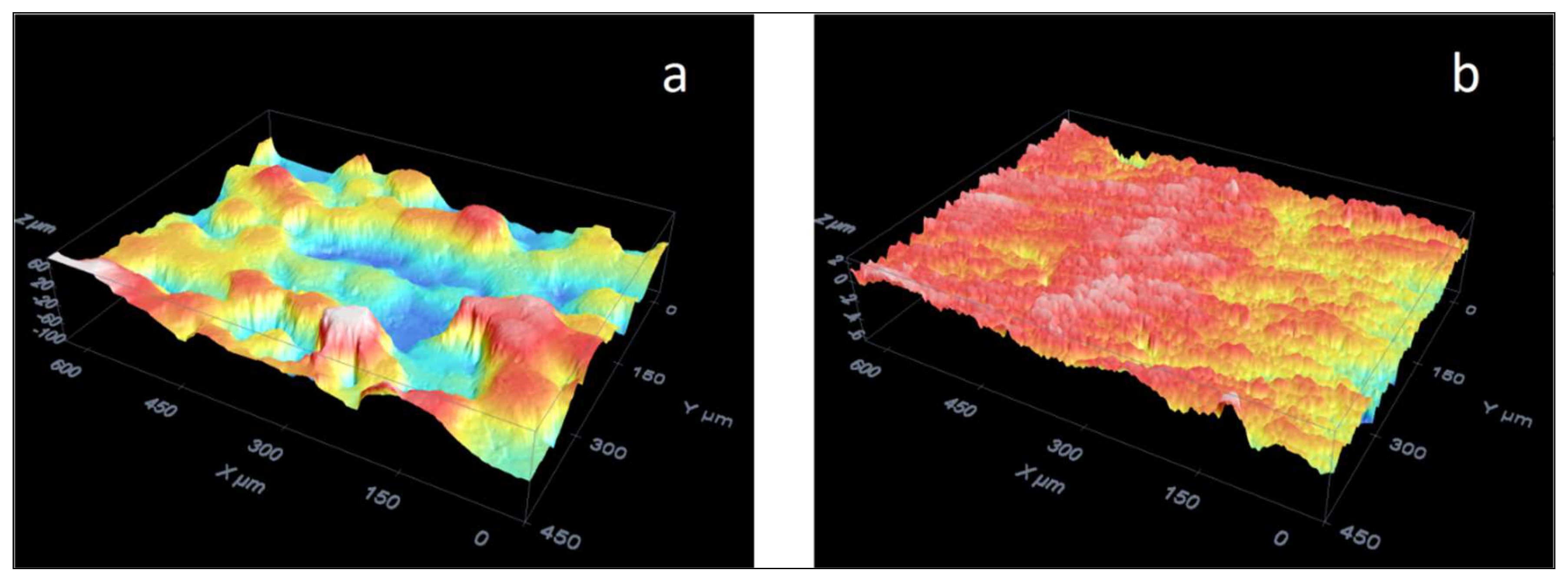
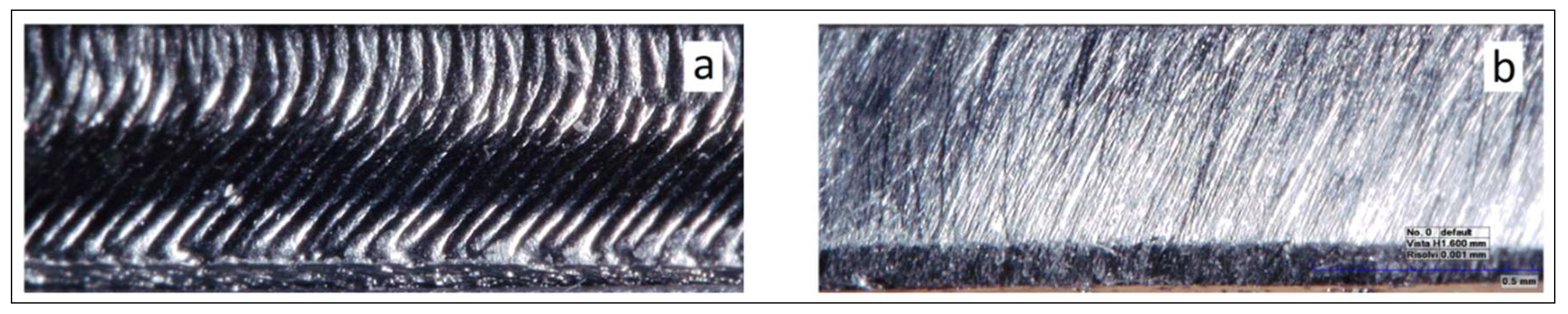
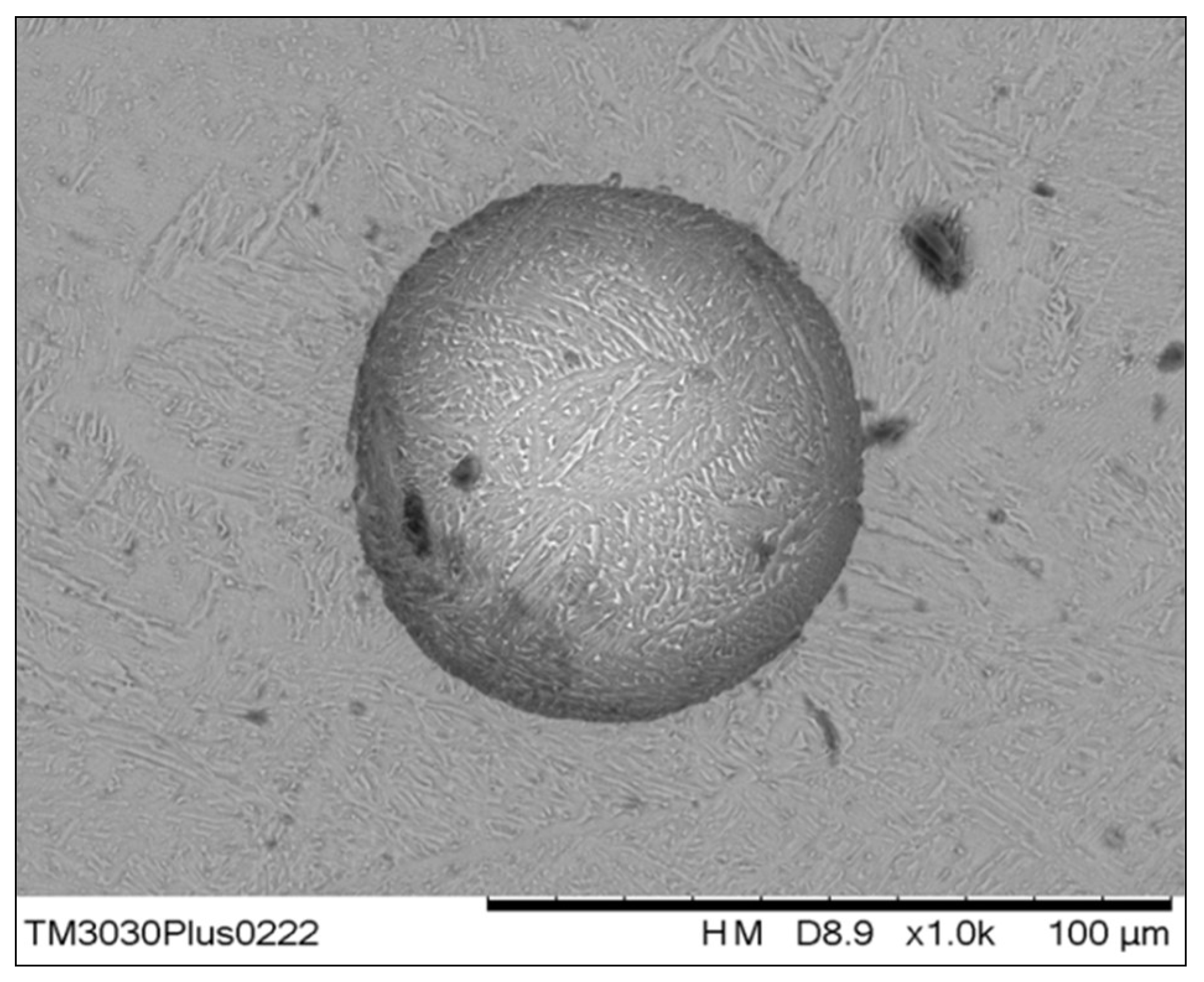
3.2. Surface and Internal Inspections
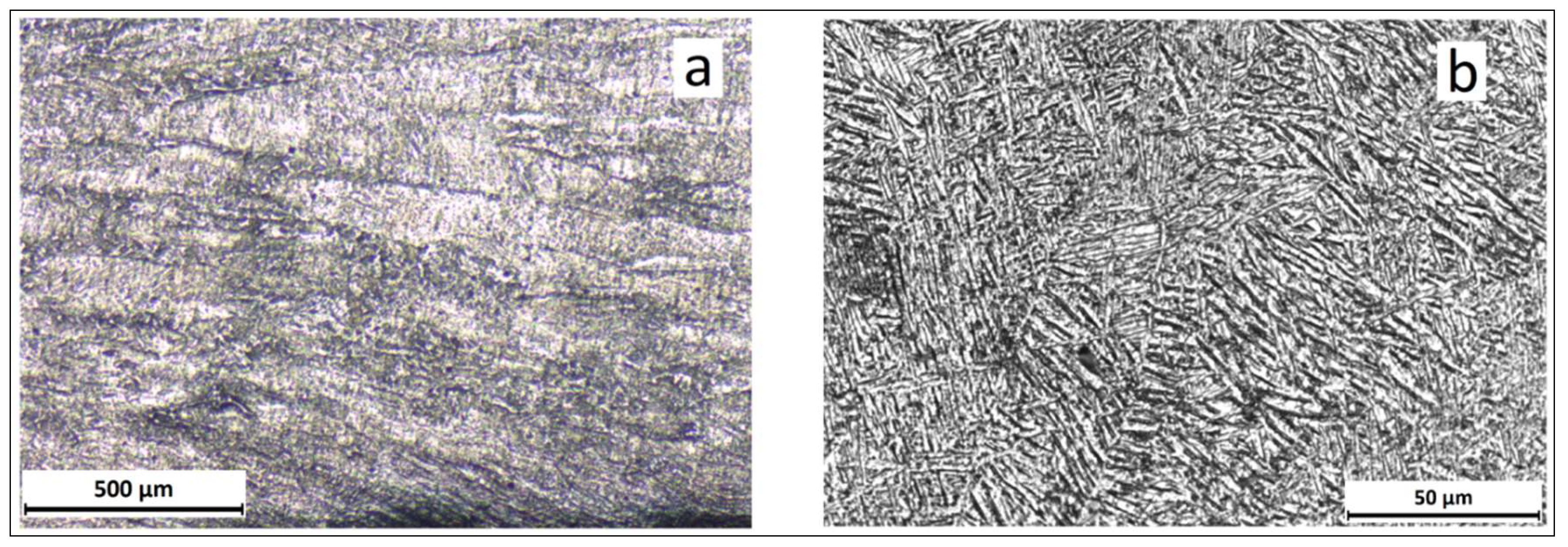
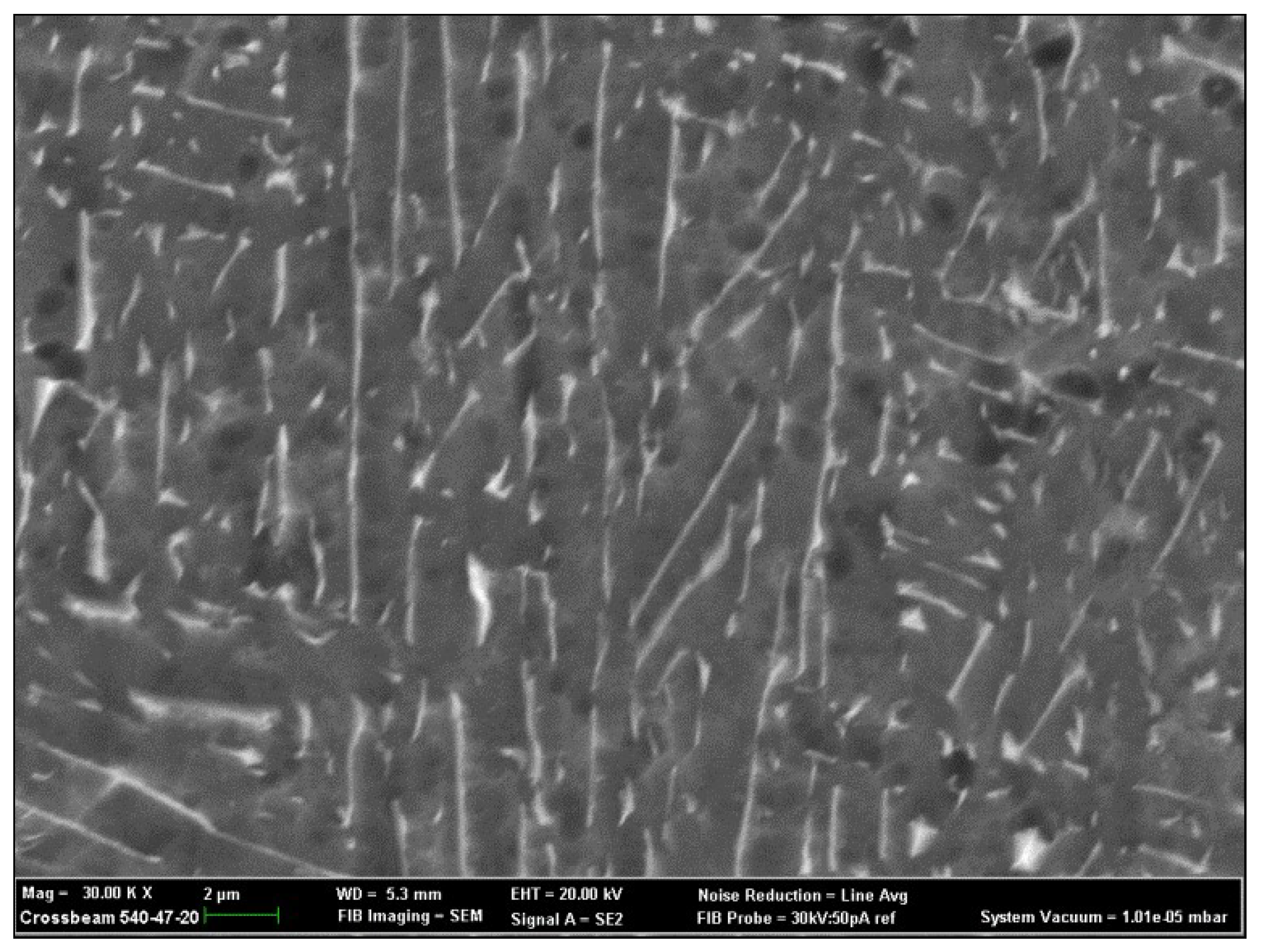
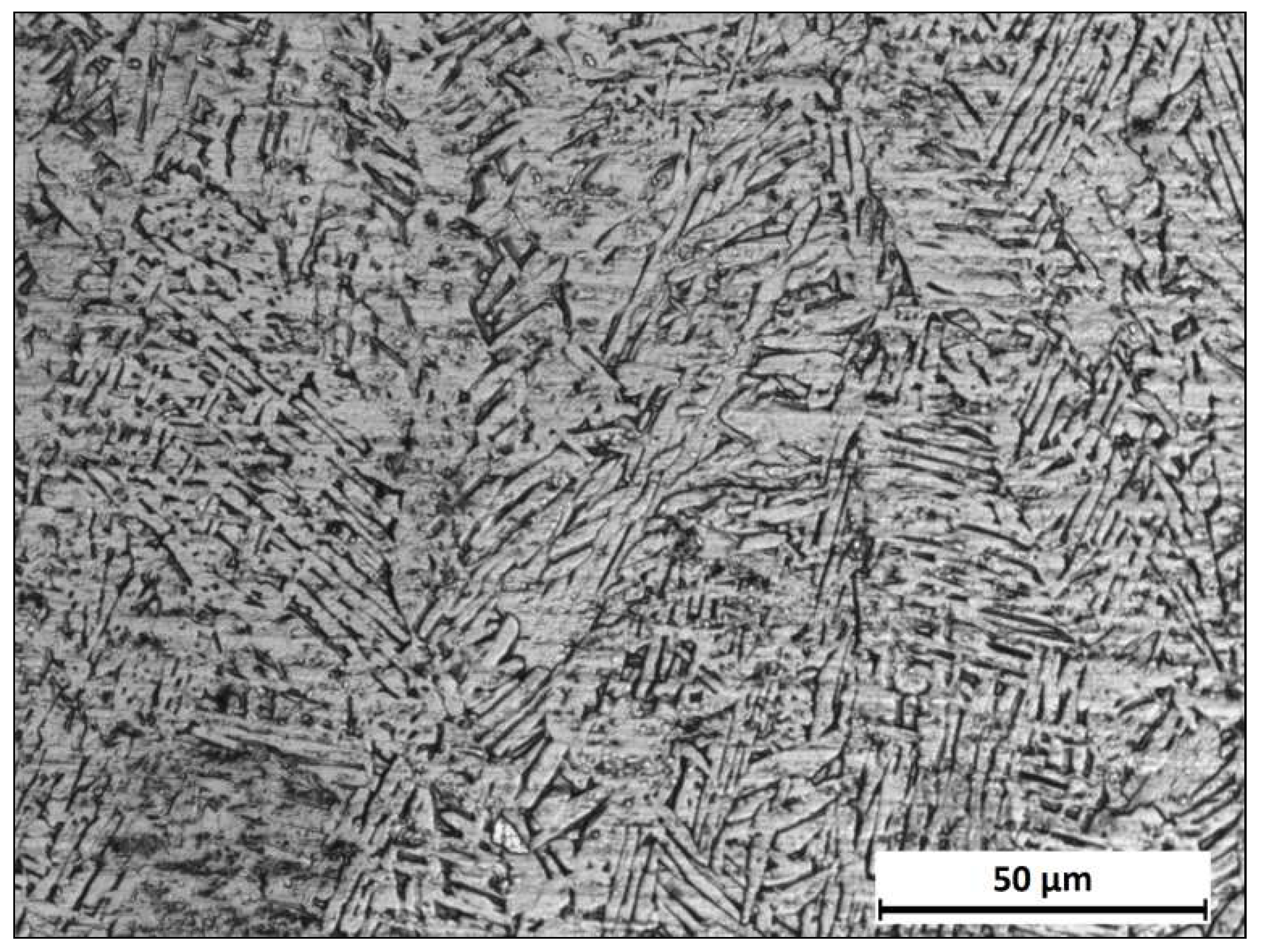
3.3. Metallographic Investigation
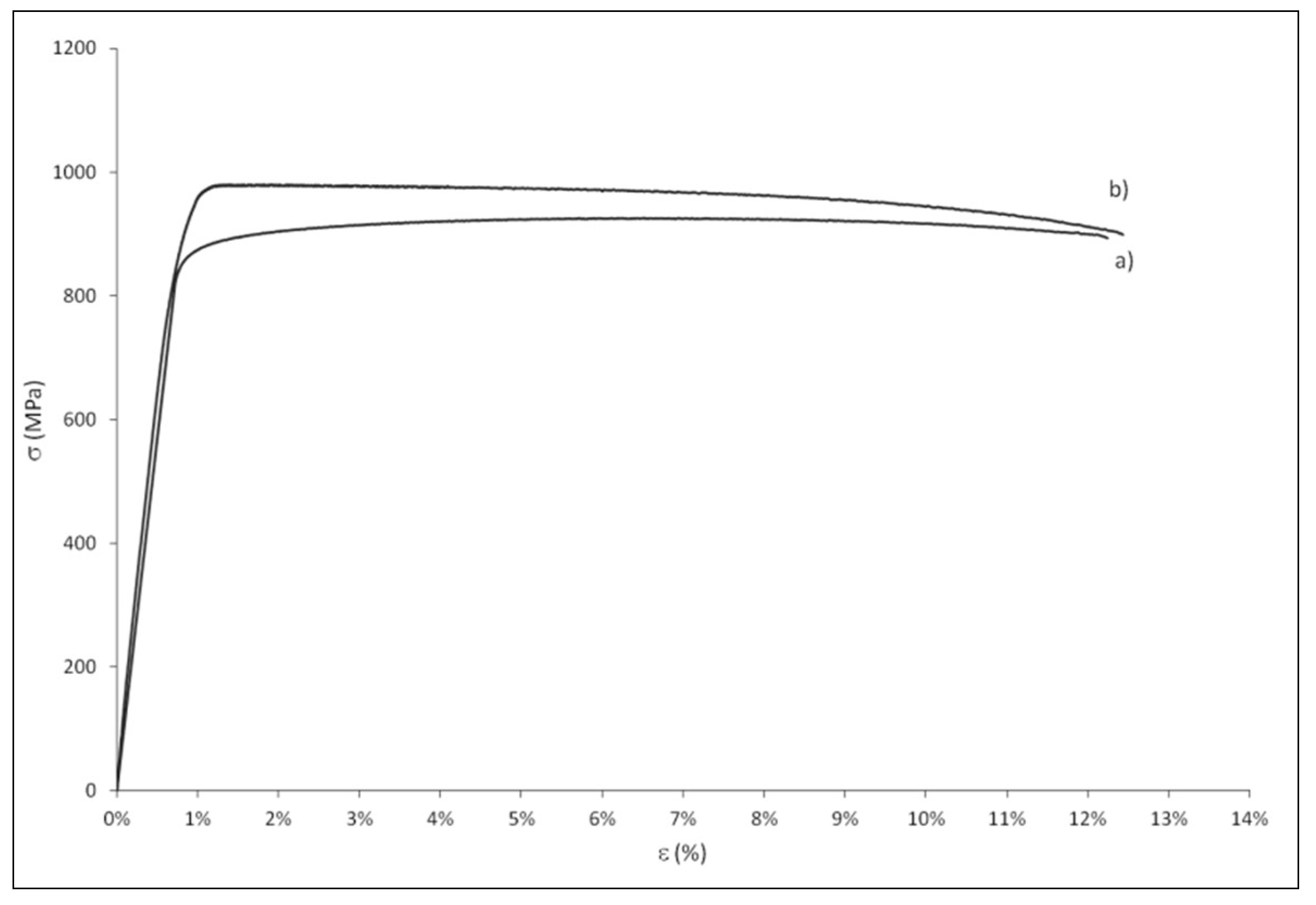
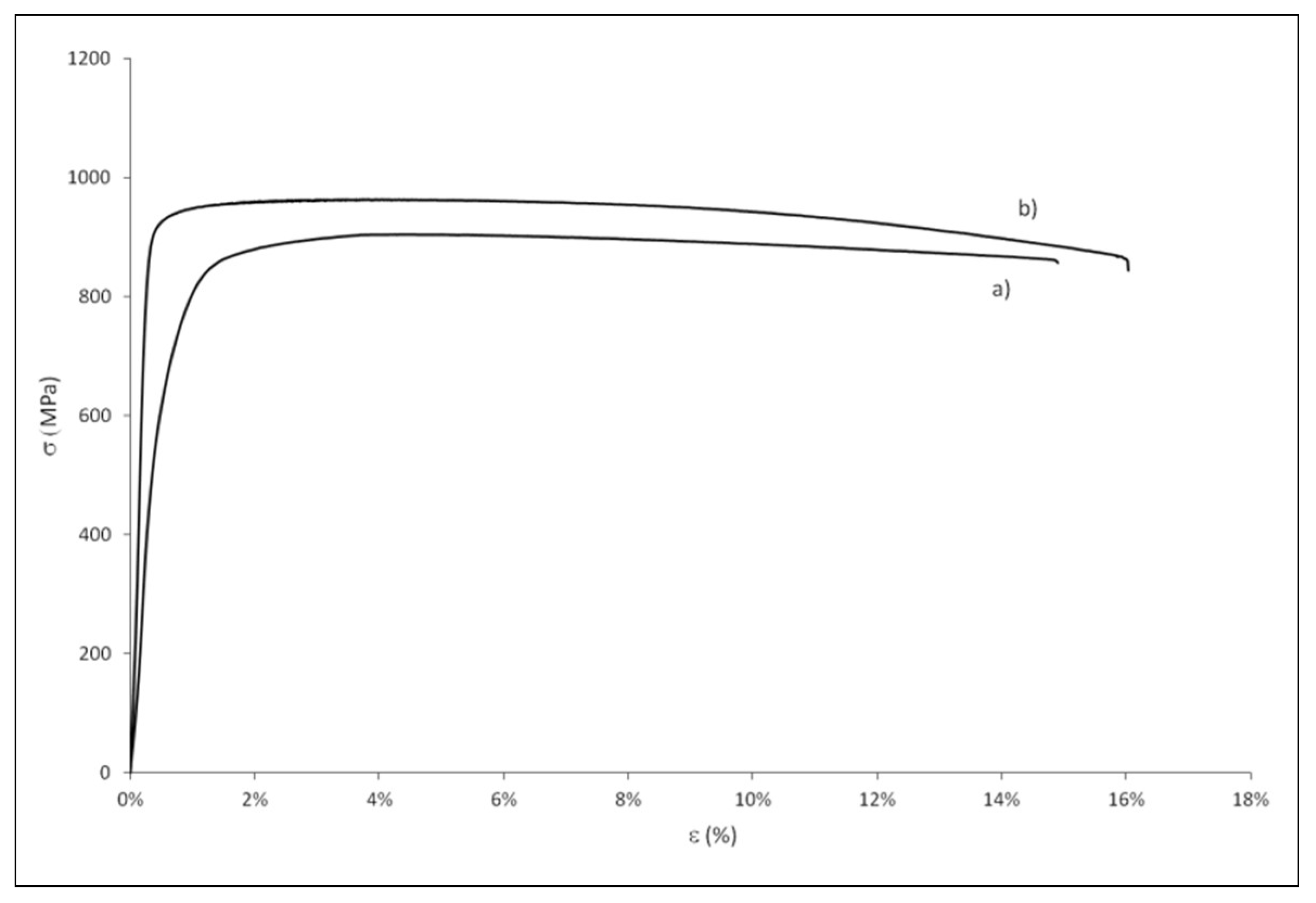
3.4. Mechanical Properties
4. Conclusions
- (a)
- Thermal analysis results allowed to validate the process parameter setting, achieving a well-balanced conditions for overlapping of the molten zones of two adjacent depositions, without exceeding in overheating.
- (b)
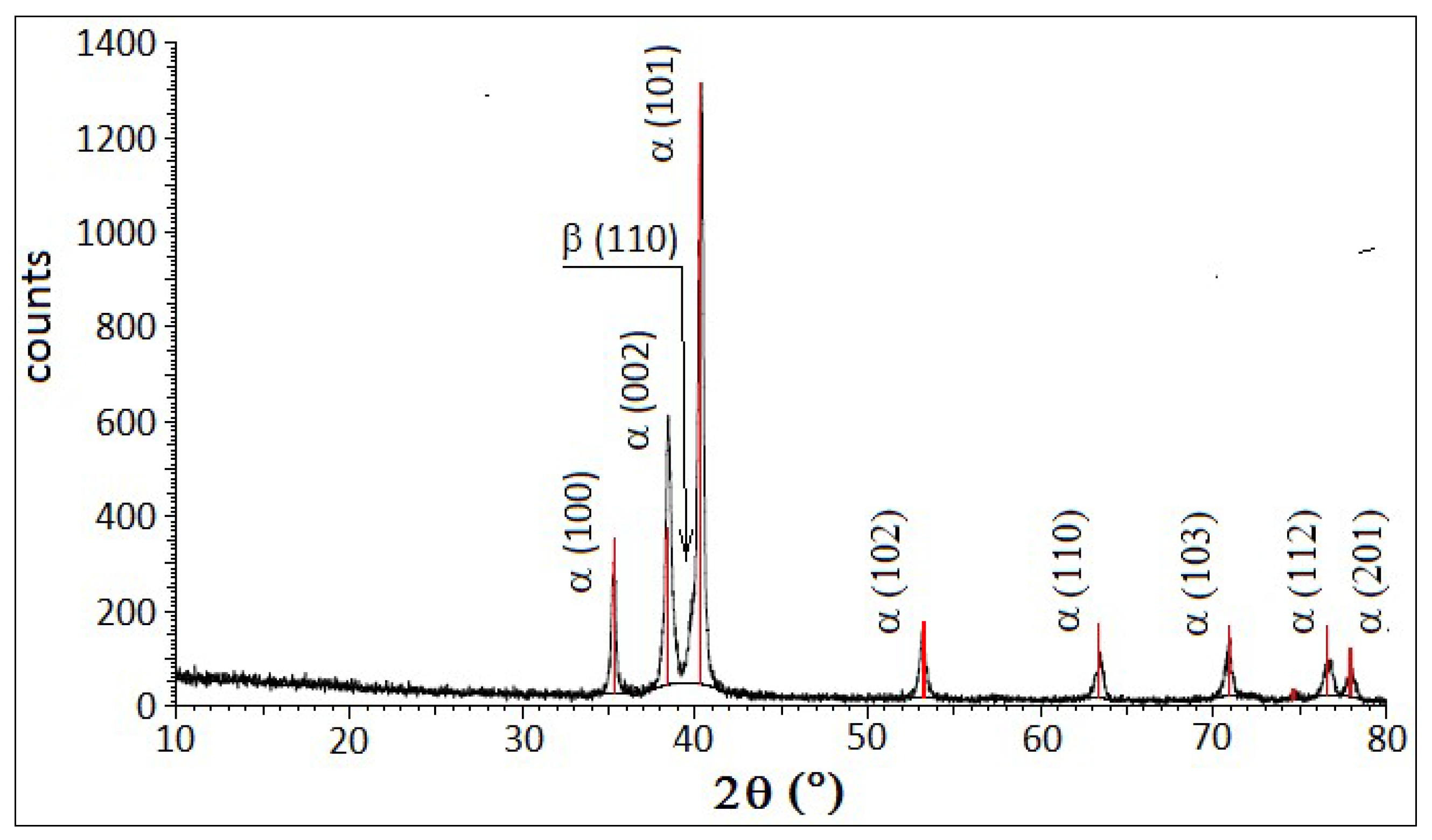
- Metallographic observation highlighted a basket weave microstructure with fine α platelets surrounded by the inter-platelets β phase. XRD investigation confirmed the presence of the α phase with low content of the β phase.
- (c)
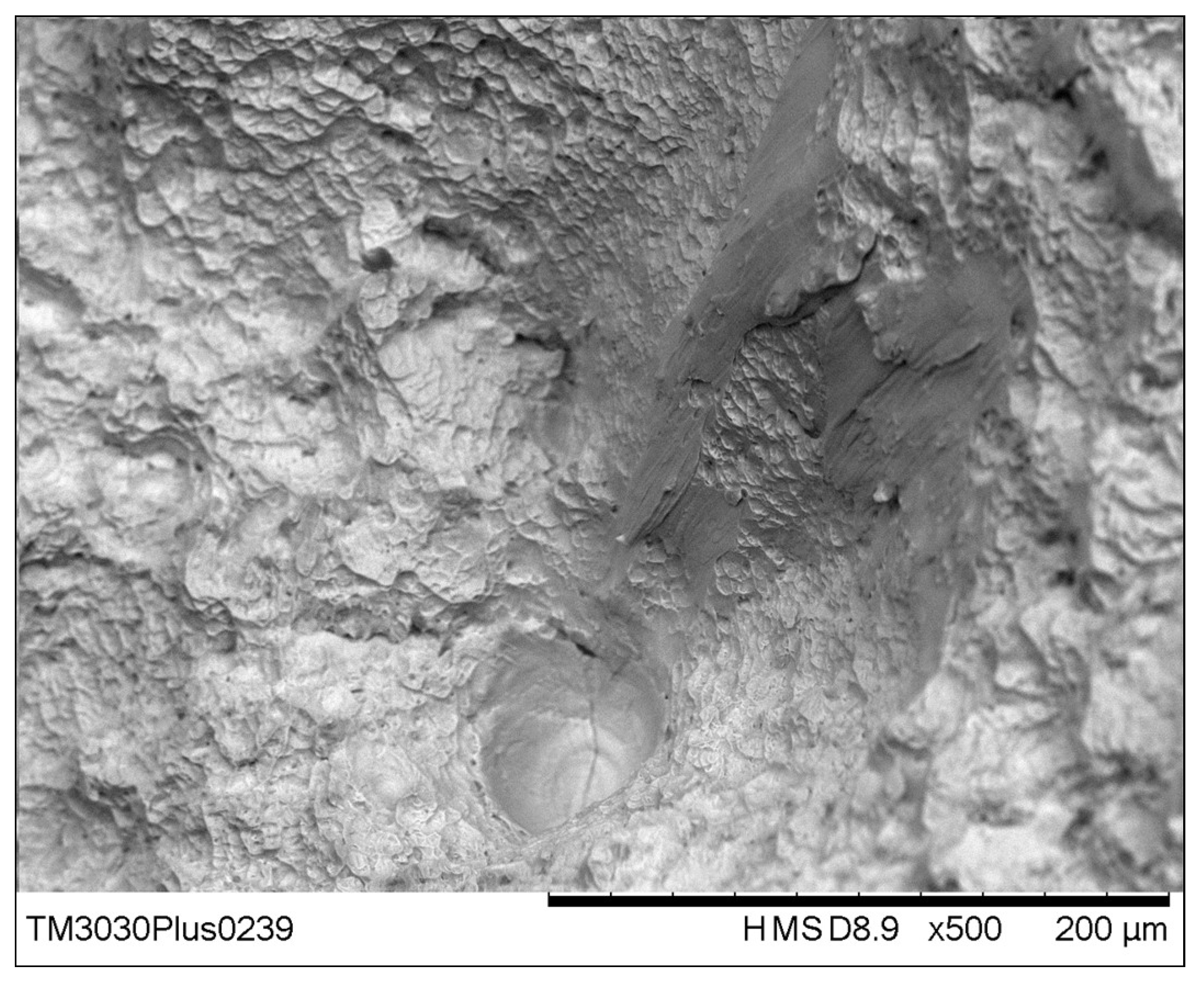
- As typical in manufactured parts produced by melting of a powder bed, in our EB-PBF specimens we observed some surface defects and internal voids. The improvement of surface conditions gets better tensile and creep behavior; for this purpose, machining is preferable to smoothing by manual grinding.
- (d)
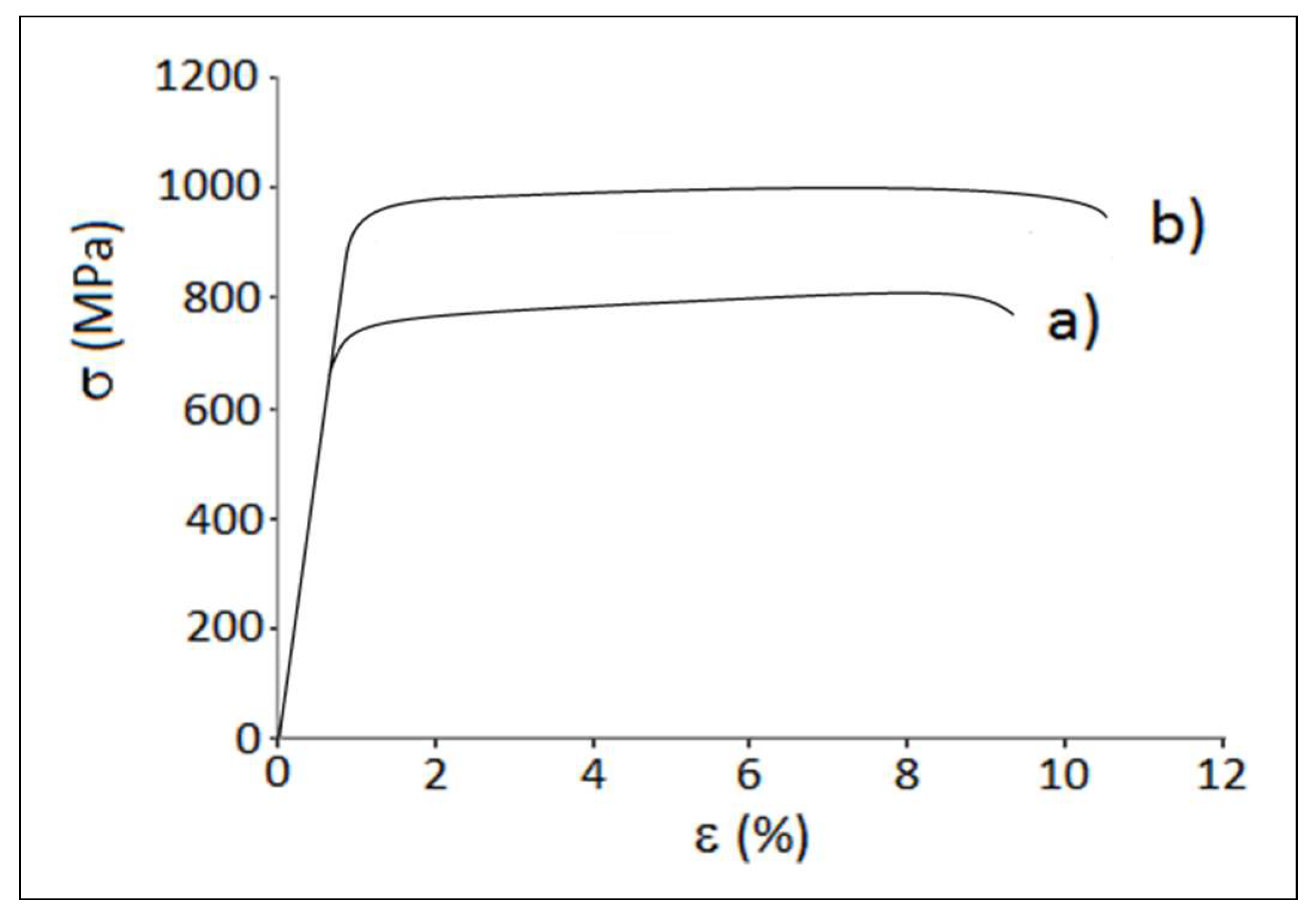
- A good tensile behavior was obtained treating specimens by hot isostatic pressing that allows to relieve stresses and reduces largely bulk defects detrimental to mechanical properties. The best ductility was obtained by machining the specimen surface after HIPping.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Donachie, M.J., Jr. Titanium. A Technical Guide, 2nd ed.; ASM International, Materials Park: Novelty, OH, USA, 2000. [Google Scholar]
- Elias, C.N.; Lima, J.H.C.; Valiev, R.; Meyers, M.A. Biomedical applications of titanium and its alloys. JOM 2008, 60, 46–49. [Google Scholar] [CrossRef]
- Gloria, A.; Montanari, R.; Richetta, M.; Varone, A. Alloys for aeronautic applications: State of the art and perspectives. Metals 2019, 9, 662. [Google Scholar] [CrossRef]
- Lu, M.; Zhou, J.; Lin, J.; Gu, Y.; Han, J.; Zhao, D. Study on Ti-6Al-4V alloy machining applying the non-resonant three-dimensional elliptical vibration cutting. Micromachines 2017, 8, 306. [Google Scholar] [CrossRef] [PubMed]
- Bahnini, I.; Rivette, M.; Rechia, A.; Siadat, A.; Elmesbahi, A. Additive manufacturing technology: The status, applications, and prospects. Int. J. Adv. Manuf. Technol. 2018, 97, 147–161. [Google Scholar] [CrossRef]
- Tan, X.P.; Kok, Y.H.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Graded microstructure and mechanical properties of additive manufactured Ti-6Al-4V via electron beam melting. Acta Mater. 2015, 97, 1–16. [Google Scholar] [CrossRef]
- Mostafaei, A.; Toman, J.; Stevens, E.L.; Hughes, E.T.; Krimer, Y.L.; Chmielus, M. Microstructural evolution and mechanical properties of differently heat-treated binder jet printed samples from gas-and water-atomized alloy 625 powders. Acta Mater. 2017, 124, 280–289. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Strucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin, Germany; New York, NY, USA, 2015. [Google Scholar]
- Frazier, W.J. Metal additive manufacturing: A review. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Salsi, E.; Chiumenti, M.; Cervera, M. Modeling of microstructure evolution of Ti6Al4V for additive manufacturing. Metals 2018, 8, 633. [Google Scholar] [CrossRef]
- Fousová, M.; Vojtěch, D.; Doubrava, K.; Daniel, M.; Lin, C.-F. Influence of inherent surface and internal defects on mechanical properties of additively manufactured Ti6Al4V alloy: Comparison between selective laser melting and electron beam melting. Materials 2018, 11, 537. [Google Scholar]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.J.; Swieszkowski, W. Laser and electron beam additive manufacturing methods of fabricating titanium bone implants. Appl. Sci. 2017, 7, 657. [Google Scholar] [CrossRef]
- Svensson, M.; Ackelid, U. Influence of interstitial elements on the mechanical properties of Ti-6Al-4V produced with electron beam melting. In Proceedings of the Materials Science and Technology Conference MS&T’11, Columbus, OH, USA, 16–20 October 2011. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R. Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Ahmed, M.; Abdo, B.M.; Darwish, S.; Moiduddin, K.; Pervaiz, S.; Alahmari, A.M.; Naveed, M. Electron beam melting of titanium alloy and surface finish improvement through rotary ultrasonic machining. Int. J. Adv. Manuf. Technol. 2017, 92, 3349–3361. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti-6Al-4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Popov, V.; Katz-Demyanetz, A.; Garkun, A.; Muller, G.; Strokin, E.; Rosenson, H. Effect of hot isostatic pressure treatment on the electron-beam melted Ti-6Al-4V specimens. Proced. Manuf. 2018, 21, 125–132. [Google Scholar] [CrossRef]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall. Mater. Trans. 2010, 41A, 3422–3434. [Google Scholar] [CrossRef]
- Maizza, G.; Caporale, A.; Polley, C.; Seitz, H. Micro-macro relationship between microstructure, porosity, mechanical properties, and build mode parameters of a selective-electron-beam-melted Ti-6Al-4V alloy. Metals 2019, 9, 786. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
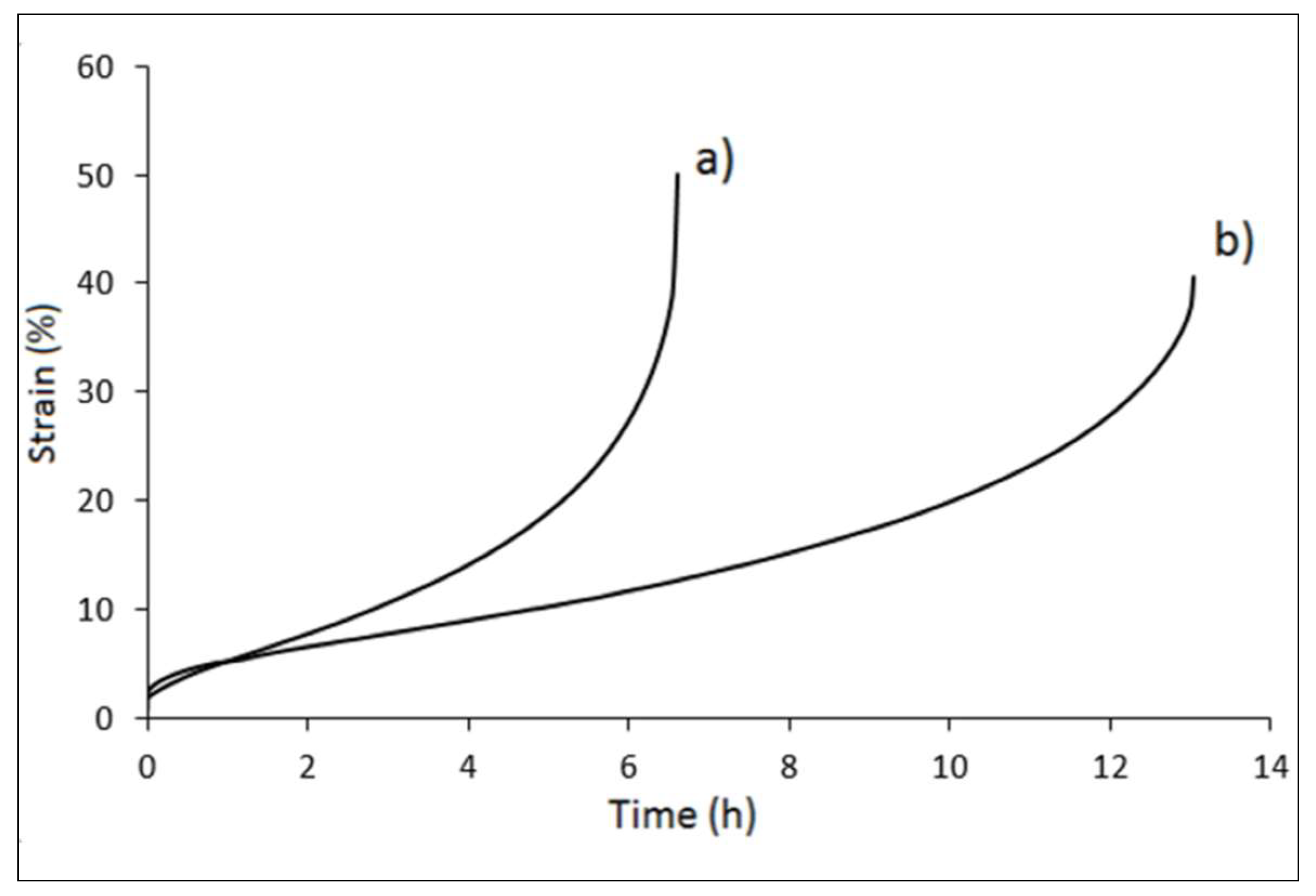
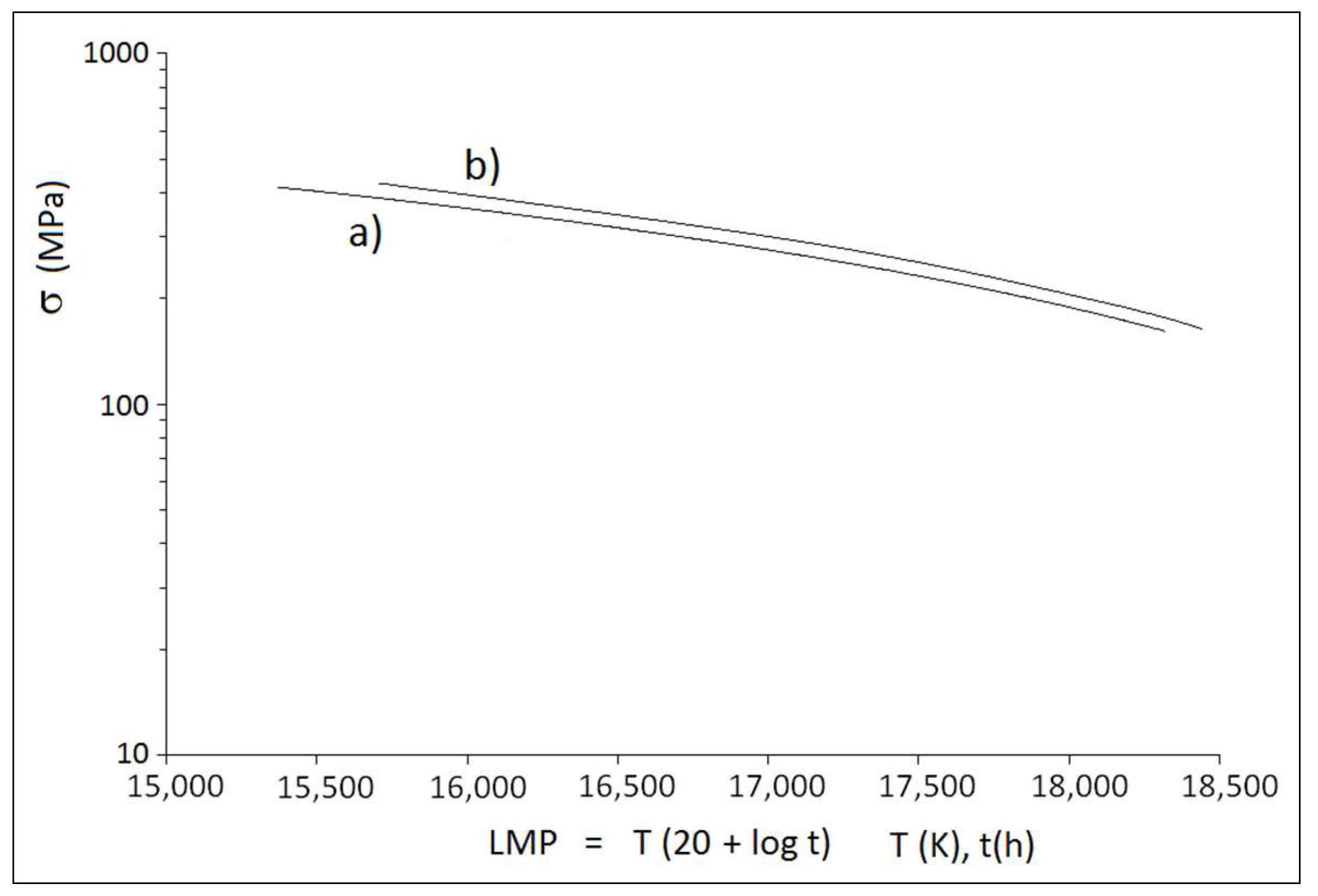
- Aliprandi, P.; Giudice, F.; Guglielmino, E.; La Rosa, G.; Sili, A. Creep behavior of Ti-6Al-4V alloy specimens produced by Electron Beam Melting. Metall. Ital. 2019, 6, 18–23. [Google Scholar]
- Mirone, G.; Barbagallo, R.; Corallo, D.; Di Bella, S. Static and dynamic response of titanium alloy produced by electron beam melting. Proced. Struct. Integr. 2016, 2, 2355–2366. [Google Scholar] [CrossRef]
- Kalinyuk, A.N.; Trigub, N.P.; Zamkov, V.N.; Ivasishin, O.M.; Markovsky, P.E.; Teliovich, R.V.; Semiatin, S.L. Microstructure, texture, and mechanical properties of electron-beam melted Ti-6Al-4V. Mater. Sci. Eng. A 2003, 346, 178–188. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Liu, Y.; Li, S.; Hao, Y. Additive manufacturing of titanium alloys by electron beam melting: A review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Arcam A.B. Welcome to Manufacturing Unbound. Available online: www.arcam.com (accessed on 16 May 2019).
- Gaytan, S.M.; Murr, L.E.; Medina, F.; Martinez, E.; Lopez, M.I.; Wicker, R.B. Advanced metal powder based manufacturing of complex components by electron beam melting. Mater. Technol. 2009, 24, 180–190. [Google Scholar] [CrossRef]
- Gong, X.; Anderson, T.; Chou, K. Review on powder-based electron beam additive manufacturing technology. Manuf. Rev. 2014, 1, 1–12. [Google Scholar] [CrossRef]
- Mireles, J.; Terrazas, C.; Gaytan, S.M.; Roberson, D.A.; Wicker, R.B. Closed-loop automatic feedback control in electron beam melting. Int. J. Adv. Manuf. Technol. 2015, 78, 1193–1199. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Scharowsky, T.; Bauereiß, A.; Korner, C. Influence of the hatching strategy on consolidation during selective electron beam melting of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 92, 2809–2818. [Google Scholar] [CrossRef]
- Thomas, M.; Baxter, G.J.; Todd, I. Normalised model-based processing diagrams for additive layer manufacture of engineering alloys. Acta Mater. 2016, 108, 26–35. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components: Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Cline, H.E.; Anthony, T.R. Heat treating and melting material with a scanning laser or electron beam. J. Appl. Phys. 1977, 48, 3895–3900. [Google Scholar] [CrossRef]
- Galati, M.; Iuliano, L.A. Literature review of powder-based electron beam melting focusing on numerical simulations. Addit. Manuf. 2018, 19, 1–20. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.W.; Kobryn, P.A.; Fraser, H.L. Thermal process maps for predicting solidification microstructure in laser fabrication of thin-wall structures. J. Mater. Process. Technol. 2006, 178, 135–142. [Google Scholar] [CrossRef]
- Juechter, V.; Scharowsky, T.; Singer, R.F.; Korner, C. Processing window and evaporation phenomena for Ti-6Al-4V produced by selective electron beam melting. Acta Mater. 2014, 76, 252–258. [Google Scholar] [CrossRef]
- Safdar, A.; Wei, L.Y.; Snis, A.; Lai, Z. Evaluation of microstructural development in electron beam melted Ti-6Al-4V. Mater. Charact. 2012, 65, 8–15. [Google Scholar] [CrossRef]
- Klassen, A.; Bauereiß, A.; Korner, C. Modelling of electron beam absorption in complex geometries. J. Phys. D Appl. Phys. 2014, 47, 065307. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Epasto, G.; Palomba, G.; D’Andrea, D.; Guglielmino, E.; Di Bella, S.; Traina, F. Ti-6Al-4V ELI microlattice structures manufactured by electron beam melting: Effect of unit cell dimensions and morphology on mechanical behaviour. Mater. Sci. Eng. A 2019, 753, 31–41. [Google Scholar] [CrossRef]
- Svensson, M.; Ackelid, U. Titanium alloys manufactured with electron beam melting mechanical and chemical properties. In Proceedings of the Materials and Processes for Medical Devices Conference, Minneapolis, MN, USA, 10–12 August 2009. [Google Scholar]
- Ding, R.; Guo, Z.X.; Wilson, A. Microstructural evolution of a Ti-6Al-4V alloy during thermomechanical processing. Mater. Sci. Eng. A 2002, 327, 233–245. [Google Scholar] [CrossRef]
- Leyens, C.; Peter, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH Verlag: Weinheim, Germany, 2003. [Google Scholar]
- Fan, Y.; Tian, W.; Guo, Y.; Sun, Z.; Xu, J. Relationships among the microstructure, mechanical properties, and fatigue behavior in thin Ti6Al4V. Adv. Mater. Sci. Eng. 2016, 2016, 1–9. [Google Scholar] [CrossRef]
- Crupi, V.; Epasto, G.; Guglielmino, E.; Squillace, A. Influence of microstructure [alpha + beta and beta] on very high cycle fatigue behavior of Ti-6Al-4V alloy. Int. J. Fatigue 2017, 95, 64–75. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloy. Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H.J. Phase transformation during cooling in α+β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Pinke, P.; Réger, M. Heat treatment of the casted Ti6Al4V titanium alloy. Mater. Sci. Technol. 2005, 5, 1–6. [Google Scholar]
- Zhao, Z.-Y.; Li, L.; Bai, P.-K.; Jin, Y.; Wu, L.-Y.; Li, J.; Guan, R.-G.; Qu, H.-Q. The heat treatment influence on the microstructure and hardness of TC4 titanium alloy manufactured via selective laser melting. Materials 2019, 11, 1318. [Google Scholar] [CrossRef]
- Reda, R.; Hussein, A.-H.; Nofak, A.; EL-Banna, E.-S. Optimizing the mechanical properties of Ti-6Al-4V castings. Int. J. Mech. Prod. Eng. Res. Dev. 2015, 5, 83–104. [Google Scholar]
- Liang, Z.; Sun, Z.; Zhang, W.; Wu, S.; Chang, H. The effect of heat treatment on microstructure evolution and tensile properties of selective laser melted Ti6Al4V alloy. J. Alloy. Compd. 2019, 782, 1041–1048. [Google Scholar] [CrossRef]
- Galarraga, H.; Warren, R.J.; Ladosa, D.A.; Dehoff, R.R.; Kirkab, M.M.; Nandwana, P. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V. The effect of bi-modal and lamellar microstructures of Ti-6Al-4V on the behaviour of fatigue cracks emanating from edge-notches. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 1073–1089. [Google Scholar] [CrossRef]
- Galarraga, H.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of the microstructure and porosity on properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Addit. Manuf. 2016, 10, 47–57. [Google Scholar] [CrossRef]
- Badea, L.; Surand, M.; Ruau, J.; Viguier, B. Creep behavior of Ti-6Al-4V from 450 °C to 600 °C. UPB Sci. Ser. B 2014, 76, 185–196. [Google Scholar]
- Koike, J.; Maruyama, K. Study of primary creep in Ti-6-22-22S alloys. Mater. Sci. Eng. A 1999, 263, 155–159. [Google Scholar] [CrossRef]
- Tang, H.P.; Wang, J.; Song, C.N.; Liu, N.; Jia, L.; Elambasseril, J.; Qian, M. Microstructure, mechanical properties, and flatness of SEBM Ti-6Al-4V sheet in as-built and hot isostatically pressed conditions. JOM 2017, 69, 466–471. [Google Scholar] [CrossRef]
- Mohammadhosseini, A.; Fraser, D.; Masood, S.H.; Jahedi, M. Microstructure and mechanical properties of Ti-6Al-4V manufactured by electron beam melting process. Mater. Res. Innov. 2013, 17, 106–112. [Google Scholar] [CrossRef]
- Eklund, A.; Ahlfors, M.; Bahbou, F.; Wedenstrand, J. Optimizing HIP and printing parameters for EBM Ti-6Al-4V. Key Eng. Mater. 2018, 770, 174–178. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Acceleration Voltage | 60 kV |
| Beam current intensity | 15 mA |
| Electron beam power | 900 W |
| Scanning speed | 4.5 m/s |
| Scan spacing | 200 μm |
| Layer thickness | 50 μm |
| Al | V | C | Fe | O | N | H | Ti |
|---|---|---|---|---|---|---|---|
| Composition of the powder used | |||||||
| 6.0 | 4.0 | 0.03 | 0.1 | 0.1 | 0.001 | <0.003 | Bal. |
| Limits in composition range of the alloy Ti-6Al-4V ELI Grade 23 (ASTM F136) | |||||||
| 5.5–6.5 | 3.5–4.5 | <0.08 | <0.25 | <0.13 | <0.05 | <0.012 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aliprandi, P.; Giudice, F.; Guglielmino, E.; Sili, A. Tensile and Creep Properties Improvement of Ti-6Al-4V Alloy Specimens Produced by Electron Beam Powder Bed Fusion Additive Manufacturing. Metals 2019, 9, 1207. https://doi.org/10.3390/met9111207
Aliprandi P, Giudice F, Guglielmino E, Sili A. Tensile and Creep Properties Improvement of Ti-6Al-4V Alloy Specimens Produced by Electron Beam Powder Bed Fusion Additive Manufacturing. Metals. 2019; 9(11):1207. https://doi.org/10.3390/met9111207
Chicago/Turabian StyleAliprandi, Placido, Fabio Giudice, Eugenio Guglielmino, and Andrea Sili. 2019. "Tensile and Creep Properties Improvement of Ti-6Al-4V Alloy Specimens Produced by Electron Beam Powder Bed Fusion Additive Manufacturing" Metals 9, no. 11: 1207. https://doi.org/10.3390/met9111207
APA StyleAliprandi, P., Giudice, F., Guglielmino, E., & Sili, A. (2019). Tensile and Creep Properties Improvement of Ti-6Al-4V Alloy Specimens Produced by Electron Beam Powder Bed Fusion Additive Manufacturing. Metals, 9(11), 1207. https://doi.org/10.3390/met9111207