A Numerical Investigation of a Single-Shot in a DEM-FEM Approach to Shot Peening Simulation


Abstract
:1. Introduction
2. Theoretical Background
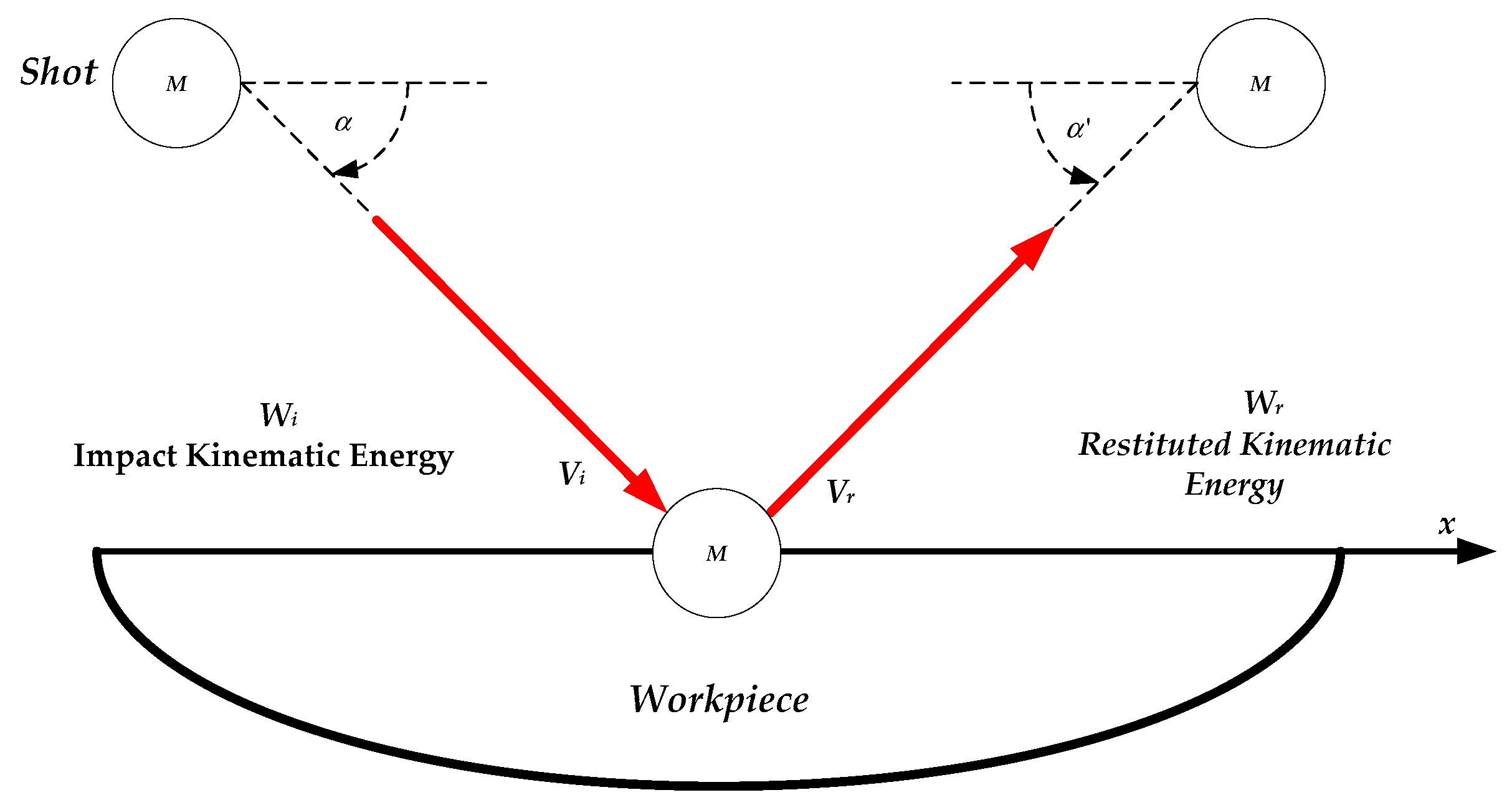
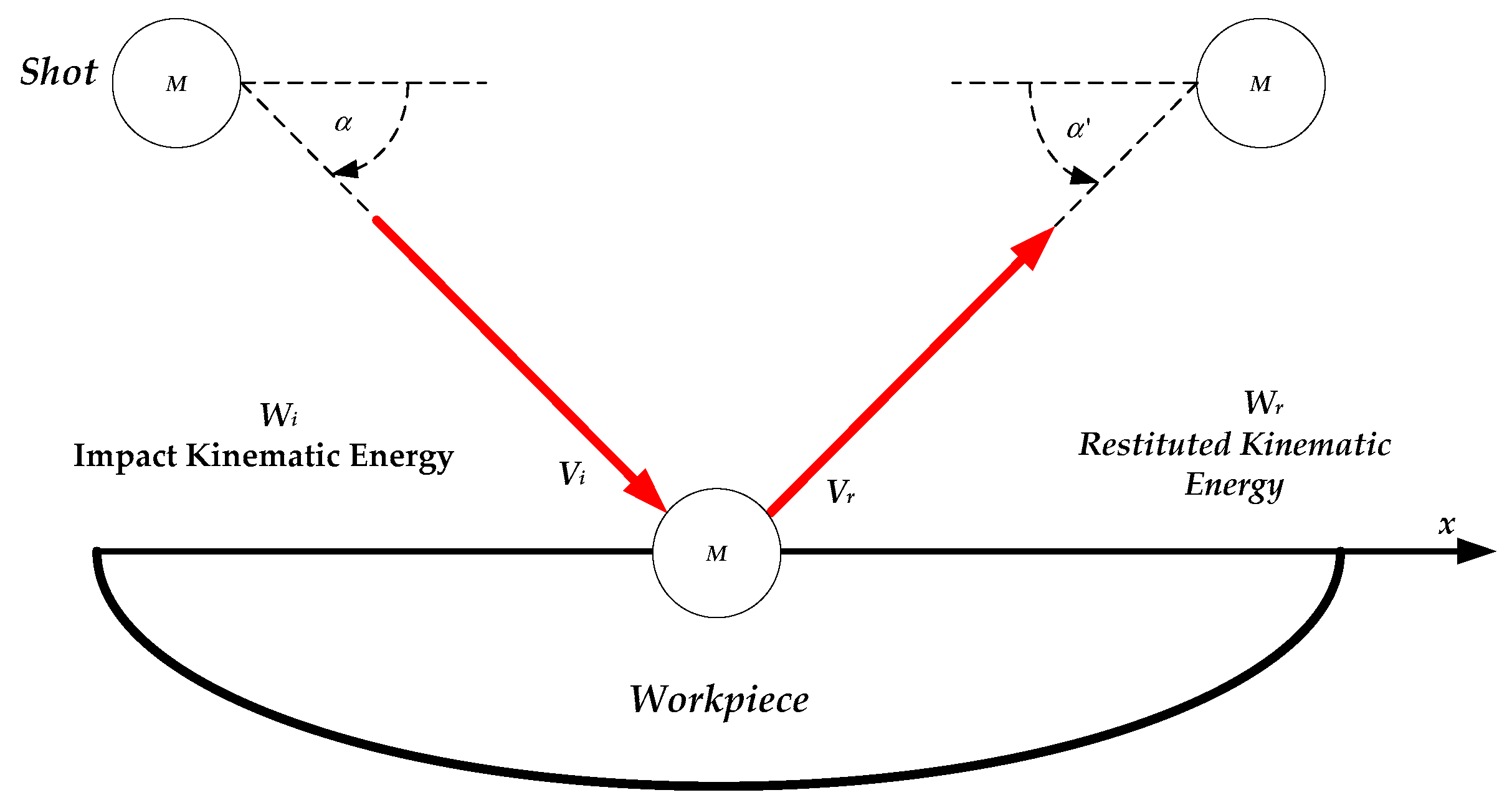
2.1. CoR Calculations for Single-Shot Impact in DEM
2.2. The Use of Contact Laws for a Single-Shot Impact in DEM
3. Numerical Formulation of the DEM-FEM Model for a Single-Shot Simulation
3.1. DE and FE Material Models Characterization
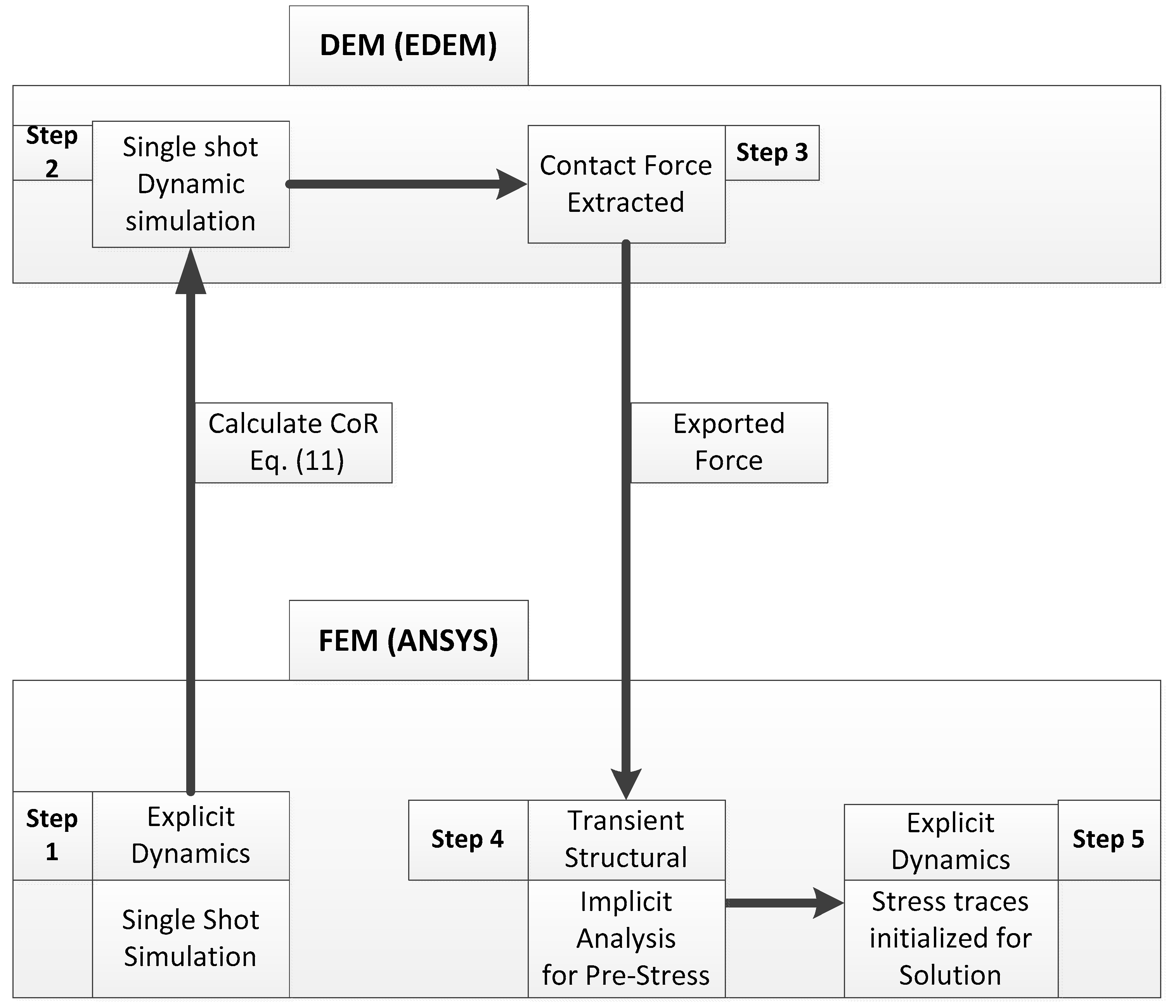
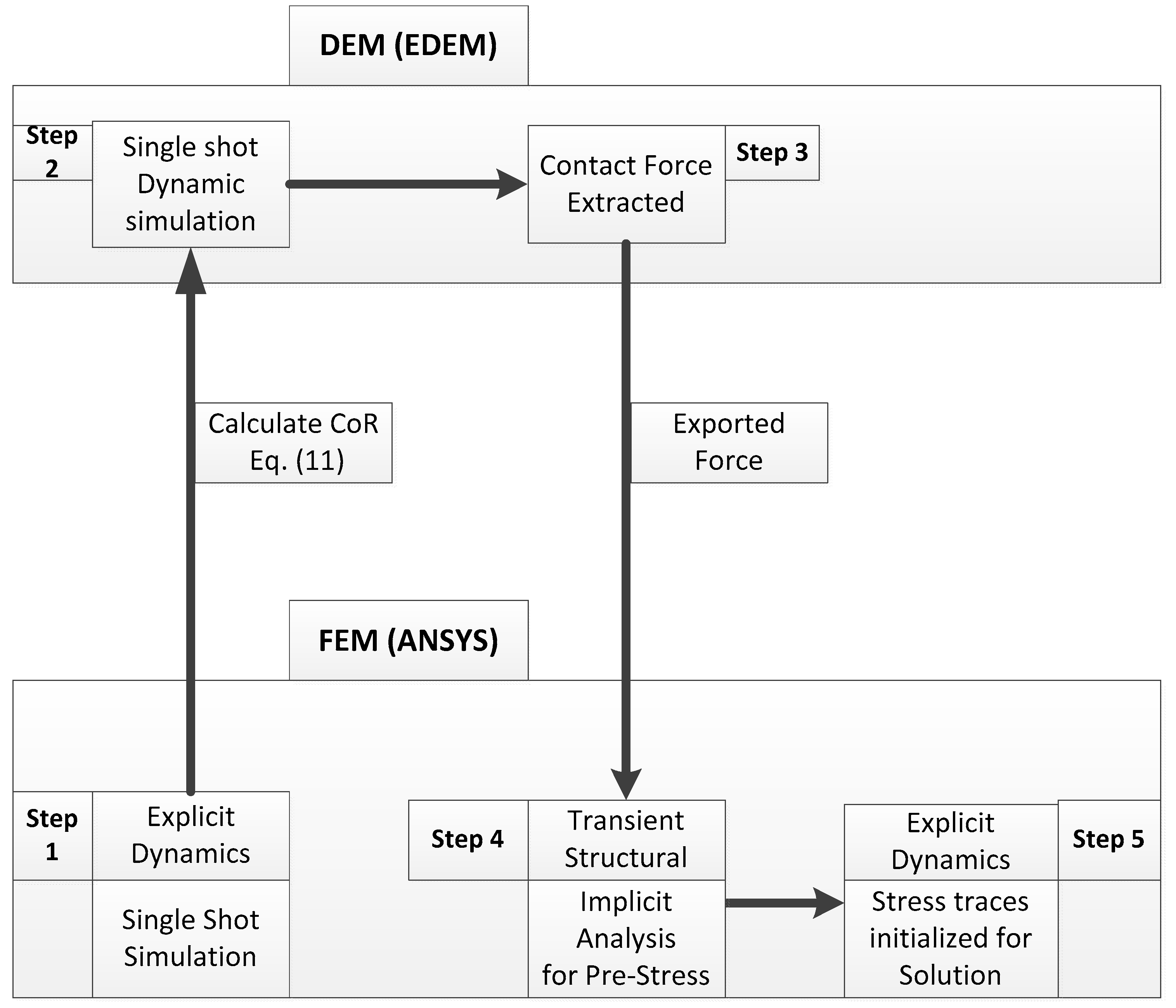
3.2. A Process Map for DEM-FEM Coupled Analysis
4. Single-shot Simulations
4.1. FEM Dynamic Simulation for CoR Calculation
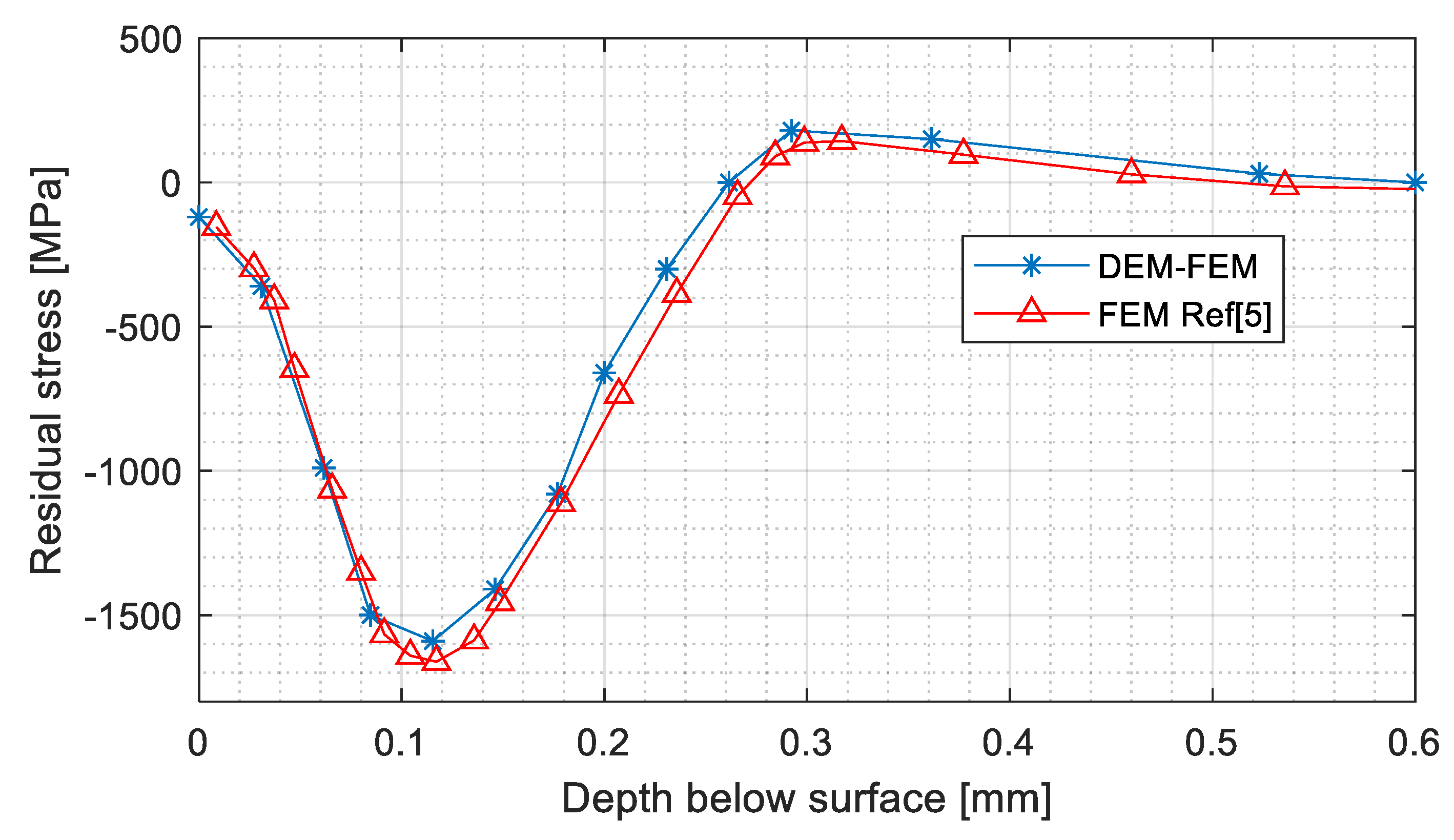
4.2. Numerical Verification of FE Model
4.3. Discrete Element-Finite Element Coupled Simulation of Single-Shot
5. Numerical Results and Discussion
6. Conclusions
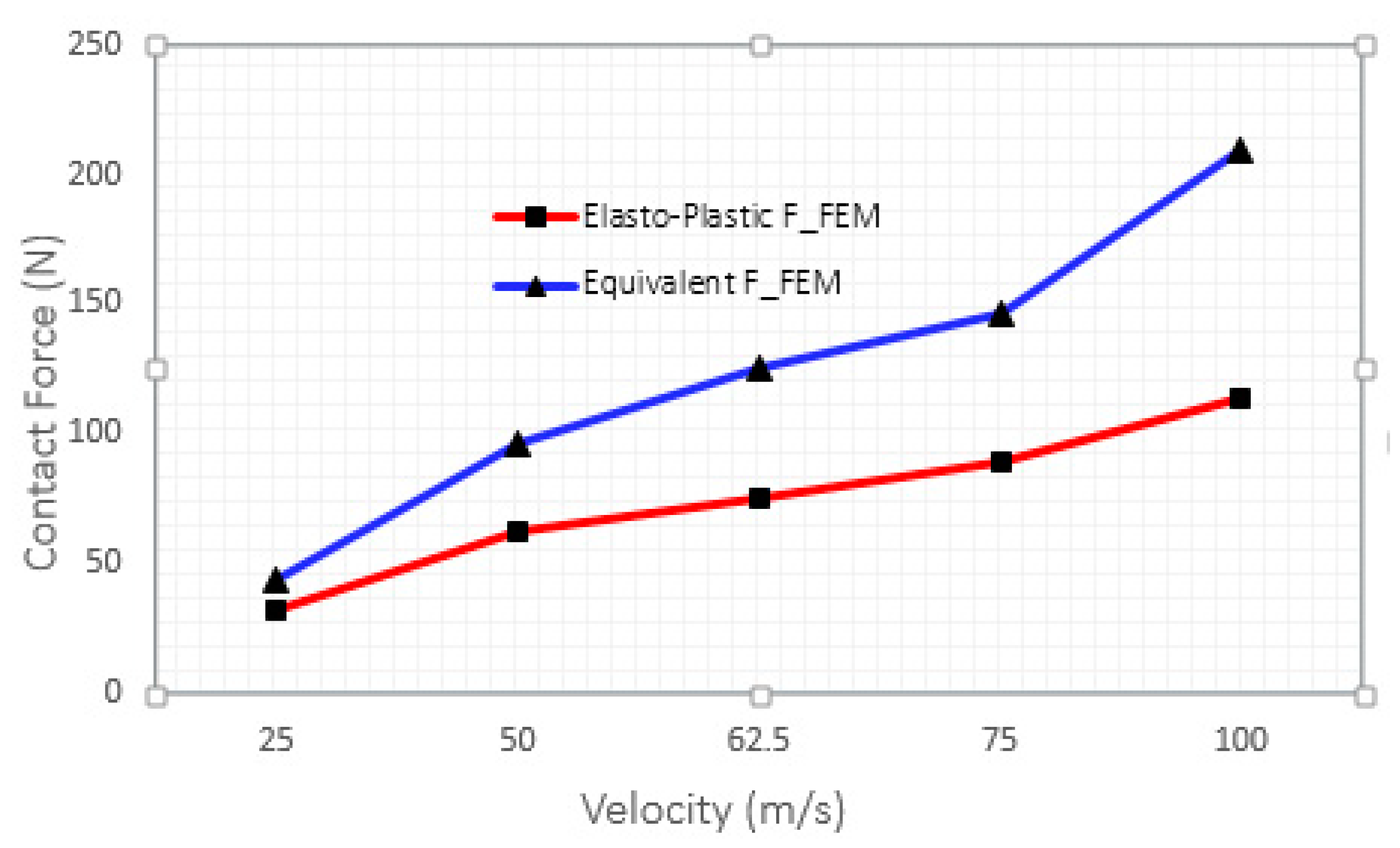
- The reactive contact forces generated in impact simulation by FEM is not responsible for the plastic strain in the workpiece, but for the rebound of the shot. Thus an attempt to generate the same contact force as in the FEM using the same CoR in the DEM for subsequent application in FEM cannot yield the required result.
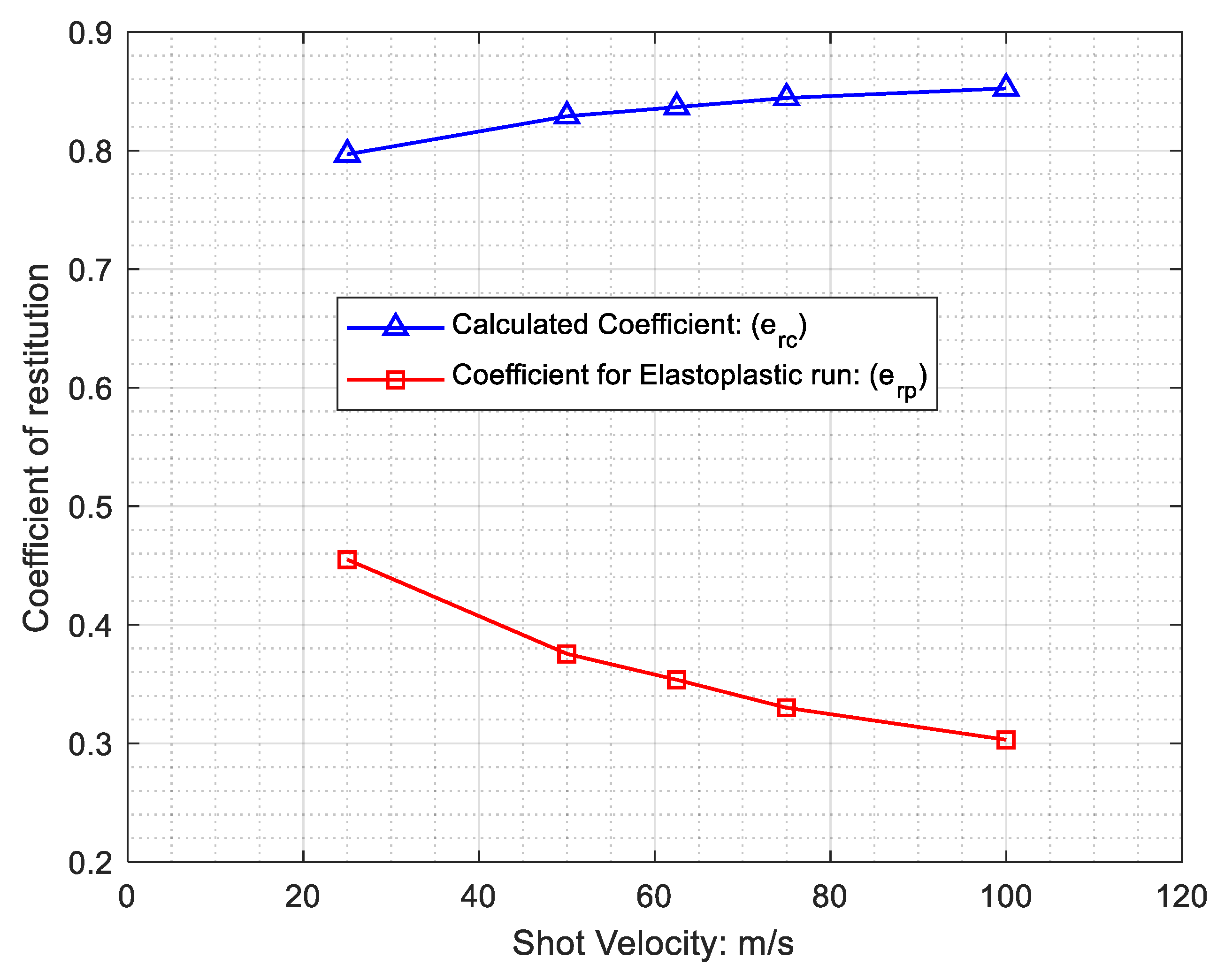
- The kinematic CoR does not directly capture the energy lost by the shot, of which a greater portion (≥ 80 percent) is needed for induced CRS. Therefore, an energetic CoR should be utilized in establishing the needed force to be exported from DEM to FEM.
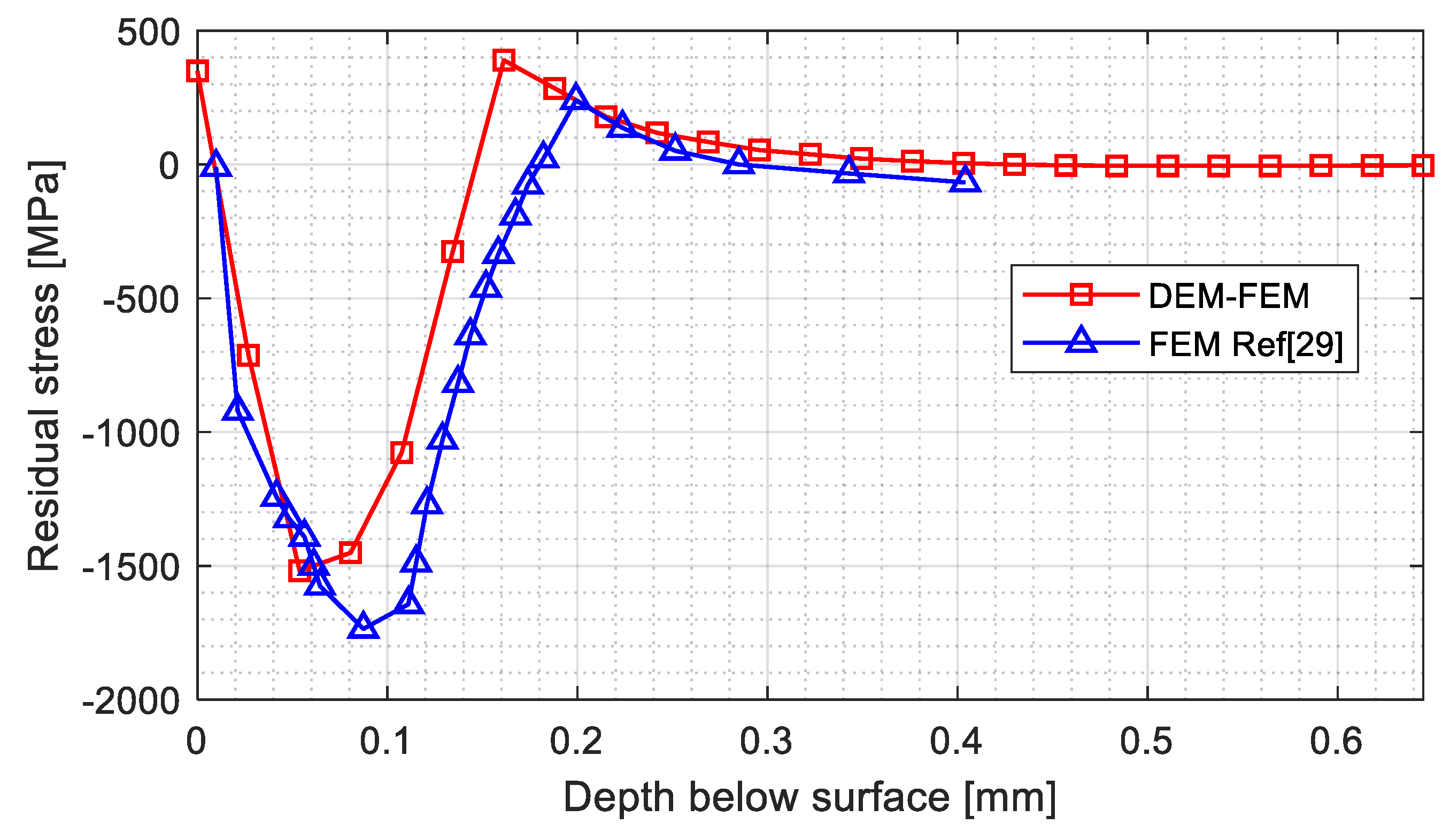
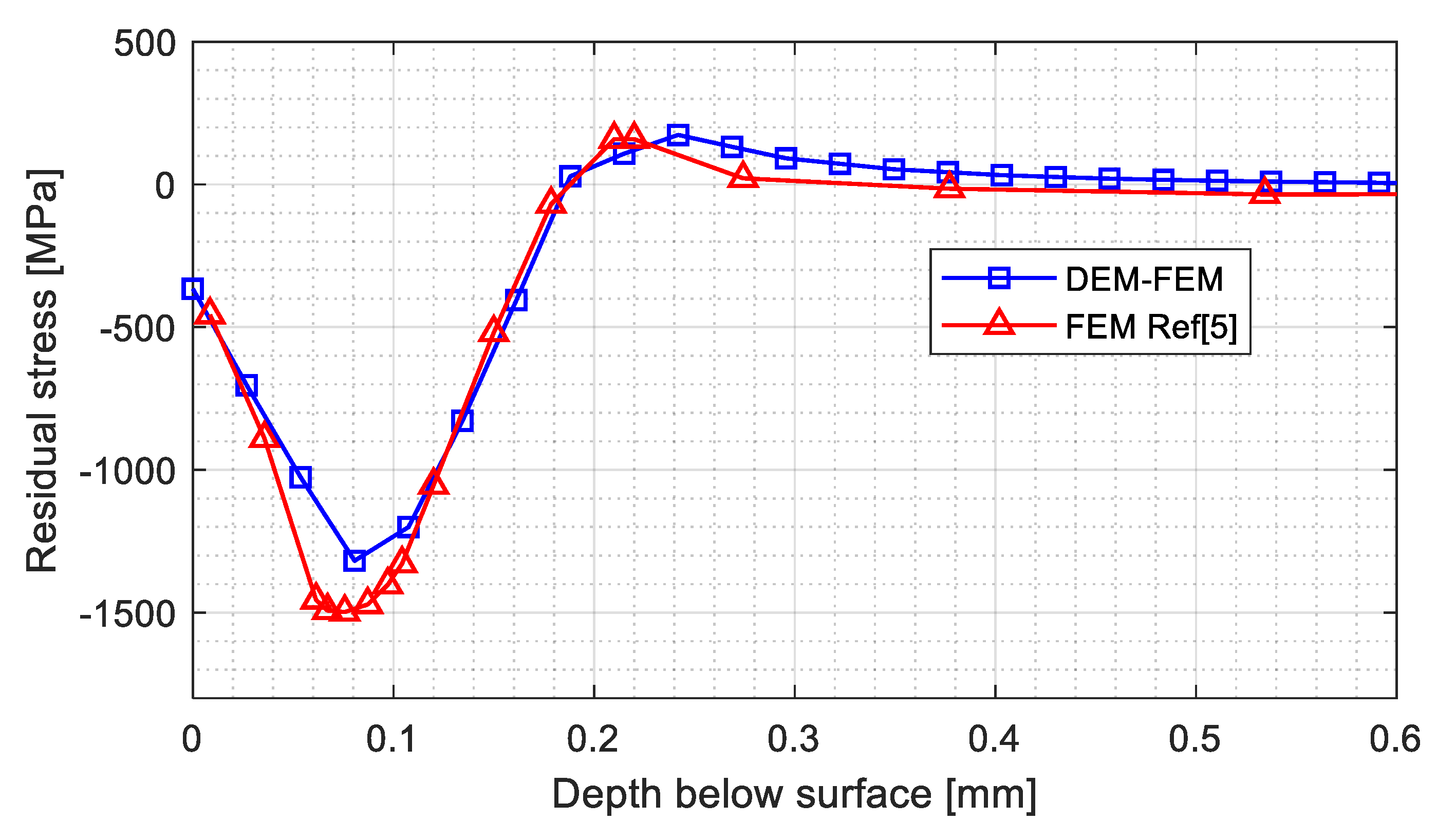
- The need to verify the accuracy of the model based on the established and related theoretical background to the concept investigated, vis-à-vis a single-shot analysis which serves as the foundation for a more complex multiple shots stream.
- The Hertz–Mindlin contact model cannot be used in DEM to generate the required contact force needed to produce the same plastic strain in FEM at a predetermined velocity. Thus, the Hysteretic–Spring contact model is a valuable tool for the purposed.
- The prospect of utilising DEM as a tool in simplifying the approach to shot peening simulation when coupled to FEM, thus avoiding the complexity and the current inability in generating a realistic shot stream by FEM.
- The simulation of a realistic SP process by a framework based on the current DEM-FEM approach is highly promising. Such a framework via the use of ANSYS workbench has the potential of incorporating the fatigue analysis of a load-bearing shot-peened component for benefits assessment. This will further enhance the SP process optimization, which is one of the aims of this research.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Meguid, S.A.; Shagal, G.; Stranart, J.C. Finite element modelling of shot-peening residual stresses. J. Mater. Process. Technol. 1999, 92, 401–404. [Google Scholar] [CrossRef]
- Meguid, A.S.A.; Shagal, G.; Stranart, J.C.; Daly, J. Three-dimensional dynamic finite element analysis of shot-peening induced residual stresses Finite element modelling parametric analysis results of the single-shot model. Finite Elem. Anal. Des. 1999, 31, 4–6. [Google Scholar] [CrossRef]
- Guagliano, M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach. J. Mater. Process. Technol. 2001, 110, 277–286. [Google Scholar] [CrossRef]
- Schiffner, K.; Droste gen. Helling, C. Simulation of residual stresses by shot peening. Comput. Struct. 1999, 72, 329–340. [Google Scholar] [CrossRef]
- Shivpuri, R.; Cheng, X.; Mao, Y. Elasto-plastic pseudo-dynamic numerical model for the design of shot peening process parameters. Mater. Des. 2009, 30, 3112–3120. [Google Scholar] [CrossRef]
- Kobayashi, J.K.T. Estimation of residual stress distribution induced by shot peening. JTEKT Eng. J. 2011, 1008, 18–22. [Google Scholar]
- Bagherifard, S.; Ghelichi, R.; Guagliano, M. On the shot peening surface coverage and its assessment by means of finite element simulation: A critical review and some original developments. Appl. Surf. Sci. 2012, 259, 186–194. [Google Scholar] [CrossRef]
- Sanjurjo, P.; Rodríguez, C.; Peñuelas, I.; García, T.E.; Belzunce, F.J. Influence of the target material constitutive model on the numerical simulation of a shot peening process. Surf. Coat. Technol. 2014, 258, 822–831. [Google Scholar] [CrossRef]
- Eltobgy, M.S.; Ng, E.; Elbestawi, M.A. Three-dimensional elastoplastic finite element model for residual stresses in the shot peening process. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2004, 218, 1471–1481. [Google Scholar] [CrossRef]
- Al-Obaid, Y.F. Shot peening mechanics-experimental and theoretical analysis. Mech. Mater. 1995, 19, 251–260. [Google Scholar] [CrossRef]
- James, M.N.; Hughes, D.J.; Chen, Z.; Hattingh, D.G.; Webster, P.J. Residual stresses and fatigue performance. 11th Int. Conf. Fract. 2005, ICF11 2005, 4, 2605–2610. [Google Scholar] [CrossRef]
- Gangaraj, S.M.H.; Guagliano, M.; Farrahi, G.H. An approach to relate shot peening finite element simulation to the actual coverage. Surf. Coatings Technol. 2014, 243, 39–45. [Google Scholar] [CrossRef]
- Miao, H.Y.; Larose, S.; Perron, C.; Levesque, M. An analytical approach to relate shot peening parameters to Almen intensity. Surf. Coat. Technol. 2010, 205, 2055–2066. [Google Scholar] [CrossRef]
- Meguid, S.A.; Shagal, G.; Stranart, J.C. 3D FE analysis of peening of strain-rate sensitive materials using multiple impingement model. Int. J. Impact Eng. 2002, 27, 119–134. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.Y.; Shaw, B.A. A numerical study of the residual stress pattern from single-shot impacting on a metallic component. Adv. Eng. Softw. 2008, 39, 743–756. [Google Scholar] [CrossRef]
- Al-Hassani, S.T.S. Mechanical Aspects of Residual Stress Development in Shot Peening. Shot Peening 1981, 1, 583–602. [Google Scholar]
- Al-Hassani, S.T. Numerical Simulation of Multiple Shot Impact. In Proceedings of the 7th International Conference on Shot Peening, Warsaw, Poland, 28 September–1 October 1999; pp. 217–227. [Google Scholar]
- Mann, P.; Miao, H.Y.; Gariépy, A.; Lévesque, M.; Chromik, R.R. Residual stress near single-shot peening impingements determined by nanoindentation and numerical simulations. J. Mater. Sci. 2015, 50, 2284–2297. [Google Scholar] [CrossRef]
- Hong, T.; Ooi, J.Y.; Shaw, B. A numerical simulation to relate the shot peening parameters to the induced residual stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Hirai, N.; Tosha, K.; Rouhaud, E. Finite Element Analysis of Shot Peening on the Form of a Single Dent. In Proceedings of the 9th International Conference on Shot Peening, Paris, France, 6–9 September 2005; pp. 82–87. [Google Scholar]
- Mori, K.-I.; Osakada, K.; Matsuoka, N. Rigid-plastic finite element simulation of peening process with plastically deforming shot. JSME Int. J. 1996, 39, 306–312. [Google Scholar] [CrossRef]
- Kobayashi, M.; Matsui, T.; Murakami, Y. Mechanism of creation of compressive residual stress by shot peening. Int. J. Fatigue 1998, 20, 351–357. [Google Scholar] [CrossRef]
- Zion, H.L.; Johnson, W.S. Parametric two-dimensional finite element investigation: Shot peening of high-strength steel. AIAA J. 2006, 44, 1973–1982. [Google Scholar] [CrossRef]
- Tong, X.; Li, Y.; Zhao, R.; Xiao, X.; Gao, G.; Liu, Y. Prediction of shot peen forming effects with single and repeated impacts. Int. J. Mech. Sci. 2018, 137, 182–194. [Google Scholar]
- Han, K.; Peric, D.; Crook, A.J.L.; Owen, D.R.J. A combined finite/discrete element simulation of shot peening processes—Part I: Studies on 2D interaction laws. Eng. Comput. 2002, 17, 593–620. [Google Scholar] [CrossRef]
- Jebahi, M.; Gakwaya, A.; Lévesque, J.; Mechri, O.; Ba, K. Robust methodology to simulate real shot peening process using discrete-continuum coupling method. Int. J. Mech. Sci. 2016, 107, 21–33. [Google Scholar] [CrossRef] [Green Version]
- Murugaratnam, K.; Utili, S.; Petrinic, N. A combined DEM-FEM numerical method for shot peening parameter optimization. Adv. Eng. Softw. 2015, 79, 13–26. [Google Scholar] [CrossRef]
- Bhuvaraghan, B.; Srinivasan, S.M.; Maffeo, B.; McClain, R.D.; Potdar, Y.; Prakash, O. Shot peening simulation using discrete and finite element methods. Adv. Eng. Softw. 2010, 41, 1266–1276. [Google Scholar] [CrossRef]
- Tu, F.; Delbergue, D.; Miao, H.; Klotz, T.; Brochu, M.; Bocher, O.; Levesque, M. A sequential DEM-FEM coupling method for shot peening simulation. Surf. Coat. Technol. 2017, 319, 200–212. [Google Scholar] [CrossRef]
- Soady, K.A.; Mellor, B.G.; Reed, P.A.S.; He, B.Y.; Morris, A. Effects of shot peening on short crack growth rate and resulting low cycle fatigue behaviour in low pressure turbine blade material. Mater. Sci. Technol. 2013, 29, 788–796. [Google Scholar] [Green Version]
- Wang, S.; Li, Y.; Yao, M.; Wang, R. Compressive residual stress introduced by shot peening. J. Mater. Process. Technol. 1998, 73, 64–73. [Google Scholar] [CrossRef]
- Gao, Y.K.; Yao, M.; Li, J.K. An analysis of residual stress fields caused by shot peening. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 1775–1778. [Google Scholar] [CrossRef]
- Edward, A.B.; Heyns, P.S.; Pietra, F. Shot peening modeling and simulation for RCS assessment. Procedia Manuf. 2017, 7, 172–177. [Google Scholar] [CrossRef]
- Ahmad, M.; Ismail, K.A.; Mat, F. Impact models and coefficient of restitution: A review. ARPN J. Eng. Appl. Sci. 2016, 11, 6549–6555. [Google Scholar]
- Fathallah, R.; Inglebert, G.; Castex, L. Prediction of plastic deformation and residual stresses induced in metallic parts by shot peening. Mater. Sci. Technol. 1998, 14, 631–639. [Google Scholar] [CrossRef]
- Fathallah, R.; Inglebert, G.; Castex, L. Determination of shot peening coefficient of restitution. Surf. Eng. 2003, 19, 109–113. [Google Scholar] [CrossRef]
- Thornton, C. Coefficient of restitution for collinear collisions of elastic-perfectly plastic spheres. J. Appl. Mech. 2013, 64, 383–386. [Google Scholar] [CrossRef]
- Sherafatnia, K.; Farrahi, G.H.; Mahmoudi, A.H.; Ghasemi, A. Experimental measurement and analytical determination of shot peening residual stresses considering friction and real unloading behavior. Mater. Sci. Eng. 2016, 657, 309–321. [Google Scholar] [CrossRef]
- DEM-Solutions Inc. EDEM 2.7 User Guide 1; DEM-Solutions Inc.: Edinburge, UK, 2017; pp. 23, 135. Available online: www.dem-solutions.com (accessed on 30 October 2019).
- Farahani, H.K.; Ketabchi, M.; Zangeneh, S. Determination of Johnson–Cook plasticity model parameters for Inconel718. J. Mater. Eng. Perform. 2017, 26, 5284–5293. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture Characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Workpieces | Shots | ||
|---|---|---|---|---|
| Inco718 [40] | AISI 4340 [5] | Cast Steel [5] | CW-14 [29] | |
| Elastic modulus (GPa) | 177.00 | 205.0 | 210 | 210 |
| Density (kg/m3) | 8220.0 | 7800 | 7800 | 7800 |
| Poisson’s ratio | 0.2730 | 0.29 | 0.28 | 0.30 |
| Yield Strength (MPa) | 1036.0 | 1511 | Rigid | Rigid |
| Tensile Strength (MPa) | 1240.0 | 1864 | n/a | n/a |
| Material | A (MPa) | B (MPa) | C | n | m | TM (K) | |
|---|---|---|---|---|---|---|---|
| AISI 4340 [5] | 1498 | 943.8 | 0.0140 | 0.260 | 1.03 | 1793 | 1.0 |
| Inconel718 [40] | 1108 | 699.0 | 0.0085 | 0.5189 | 1.0 | 1593 | 1.0 |
| V1 (m/s) | V2 m/s | ere | Ere | FFEM (N) | FDEM (N) | Force Factor (FF) |
|---|---|---|---|---|---|---|
| 25 | 23.60 | 0.9444 | 0.8919 | 47.75 | 30.836 | 1.548 |
| 50 | 46.115 | 0.9223 | 0.8506 | 106.476 | 70.05 | 1.520 |
| 62.5 | 56.95 | 0.9112 | 0.8303 | 146.726 | 90.62 | 1.619 |
| 75 | 67.425 | 0.899 | 0.8082 | 167 | 112.24 | 1.487 |
| 100 | 88.09 | 0.8809 | 0.7759 | 248.31 | 156.62 | 1.585 |
| V1 (m/s) | V2 m/s | ere | Erp | FFEM (N) | FDEM (N) | Force Factor (FF) |
|---|---|---|---|---|---|---|
| 25 | 11.373 | 0.4550 | 0.2064 | 31.843 | 21.33 | 1.492 |
| 50 | 18.777 | 0.3755 | 0.1410 | 62.039 | 44.93 | 1.381 |
| 62.5 | 22.103 | 0.3536 | 0.1250 | 74.739 | 51.82 | 1.292 |
| 75 | 24.750 | 0.3300 | 0.1089 | 88.720 | 70.62 | 1.256 |
| 100 | 30.311 | 0.3030 | 0.0918 | 114.303 | 95.92 | 1.192 |
| V1 (m/s) | EL = 1 − Erp | Ep = Ere − Erp | FDEM (N) | Ave. FF | FFEM (N) | Ep/EL | |
|---|---|---|---|---|---|---|---|
| 25 | 0.7936 | 0.7968 | 0.6855 | 28.636 | 1.52065 | 44.10 | 0.8638 |
| 50 | 0.8590 | 0.8289 | 0.7096 | 66.133 | 1..4500 | 95.89 | 0.8261 |
| 62.5 | 0.8750 | 0.8366 | 0.7053 | 86.26 | 1.4550 | 125.51 | 0.8060 |
| 75 | 0.8911 | 0.8443 | 0.6993 | 106.45 | 1.3715 | 145.99 | 0.7848 |
| 100 | 0.9082 | 0.8524 | 0.6841 | 151.00 | 1.3885 | 209.66 | 0.7533 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Edward, A.B.; Heyns, P.S.; Kok, S. A Numerical Investigation of a Single-Shot in a DEM-FEM Approach to Shot Peening Simulation. Metals 2019, 9, 1183. https://doi.org/10.3390/met9111183
Edward AB, Heyns PS, Kok S. A Numerical Investigation of a Single-Shot in a DEM-FEM Approach to Shot Peening Simulation. Metals. 2019; 9(11):1183. https://doi.org/10.3390/met9111183
Chicago/Turabian StyleEdward, Aghogho Bright, P. Stephan Heyns, and Schalk Kok. 2019. "A Numerical Investigation of a Single-Shot in a DEM-FEM Approach to Shot Peening Simulation" Metals 9, no. 11: 1183. https://doi.org/10.3390/met9111183
APA StyleEdward, A. B., Heyns, P. S., & Kok, S. (2019). A Numerical Investigation of a Single-Shot in a DEM-FEM Approach to Shot Peening Simulation. Metals, 9(11), 1183. https://doi.org/10.3390/met9111183