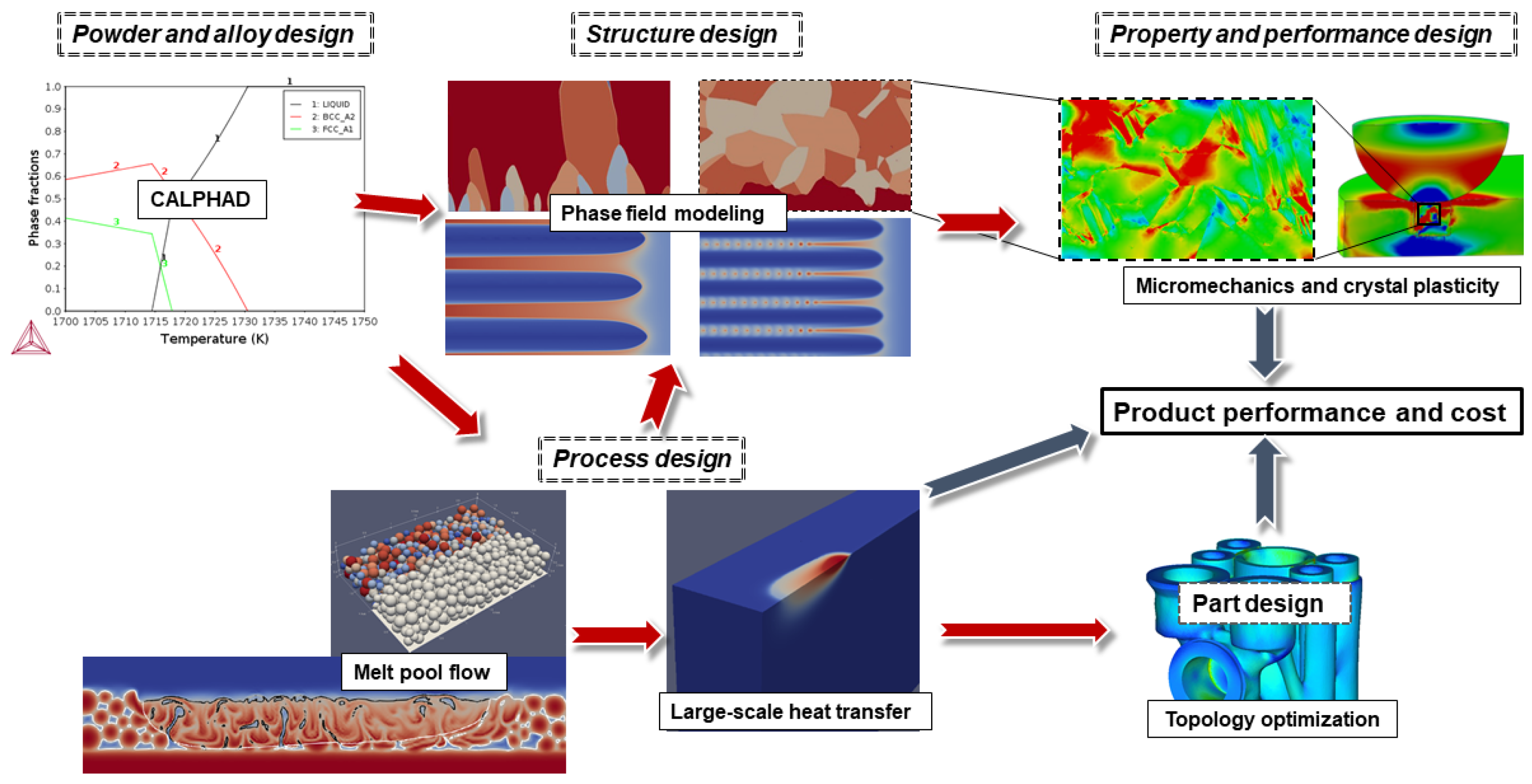
Process-Structure-Properties-Performance Modeling for Selective Laser Melting

 ,
, 

Abstract
1. Introduction
2. Methods
2.1. Diffuse-Interface Melt Pool Modeling
2.2. Large-Scale Heat-Transfer Modeling
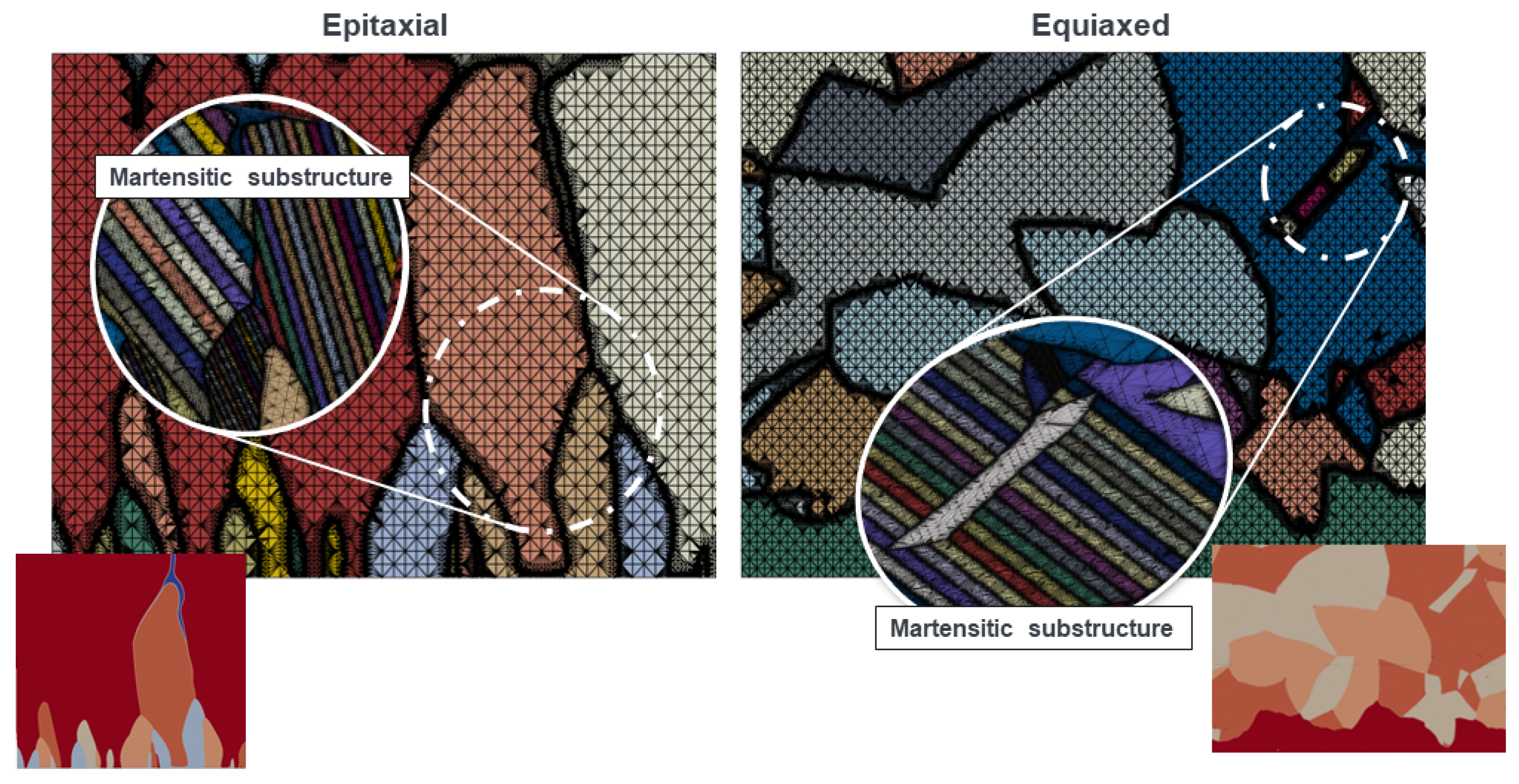
2.3. Rapid Microstructure Solidification Phase Field Modeling
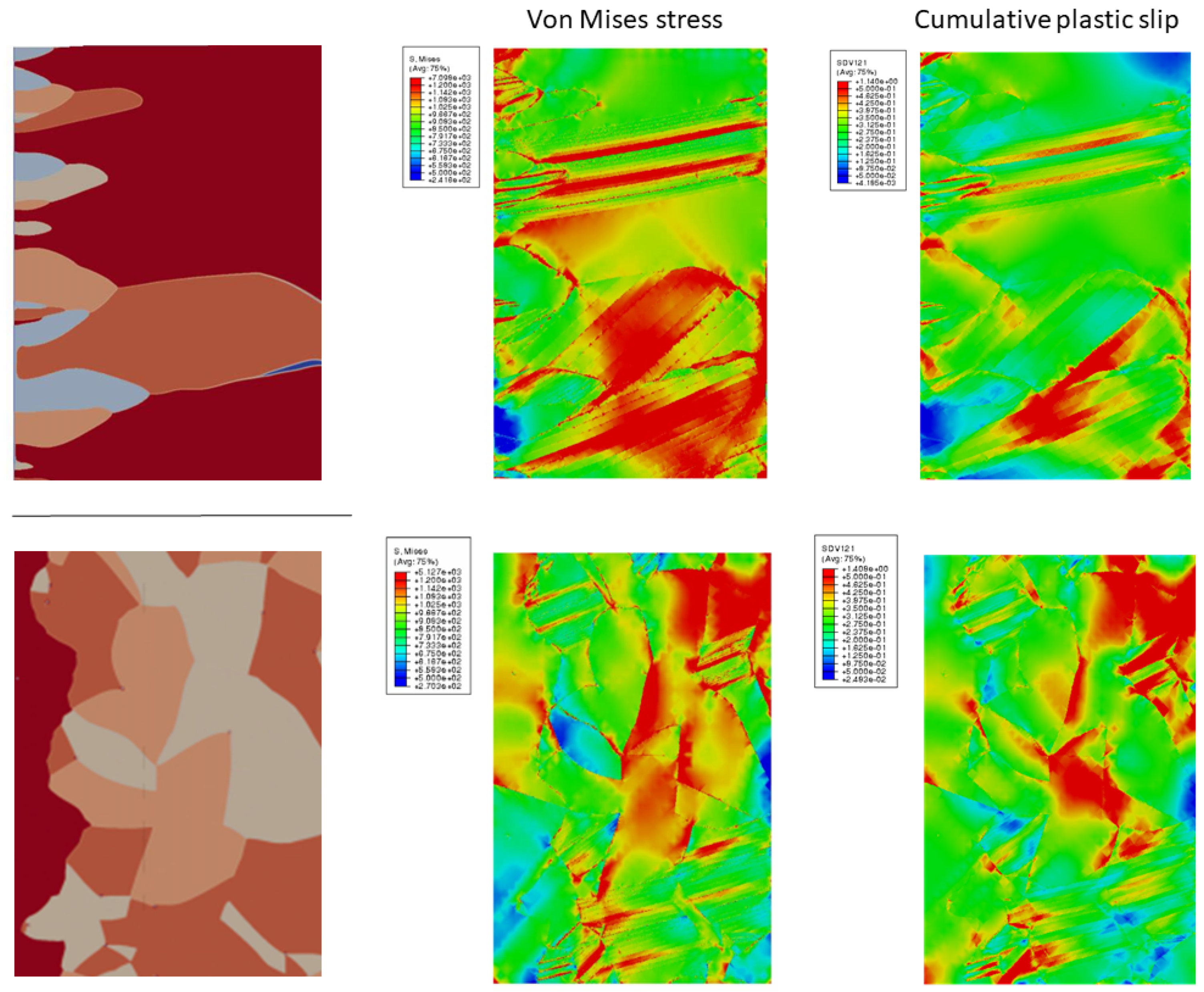
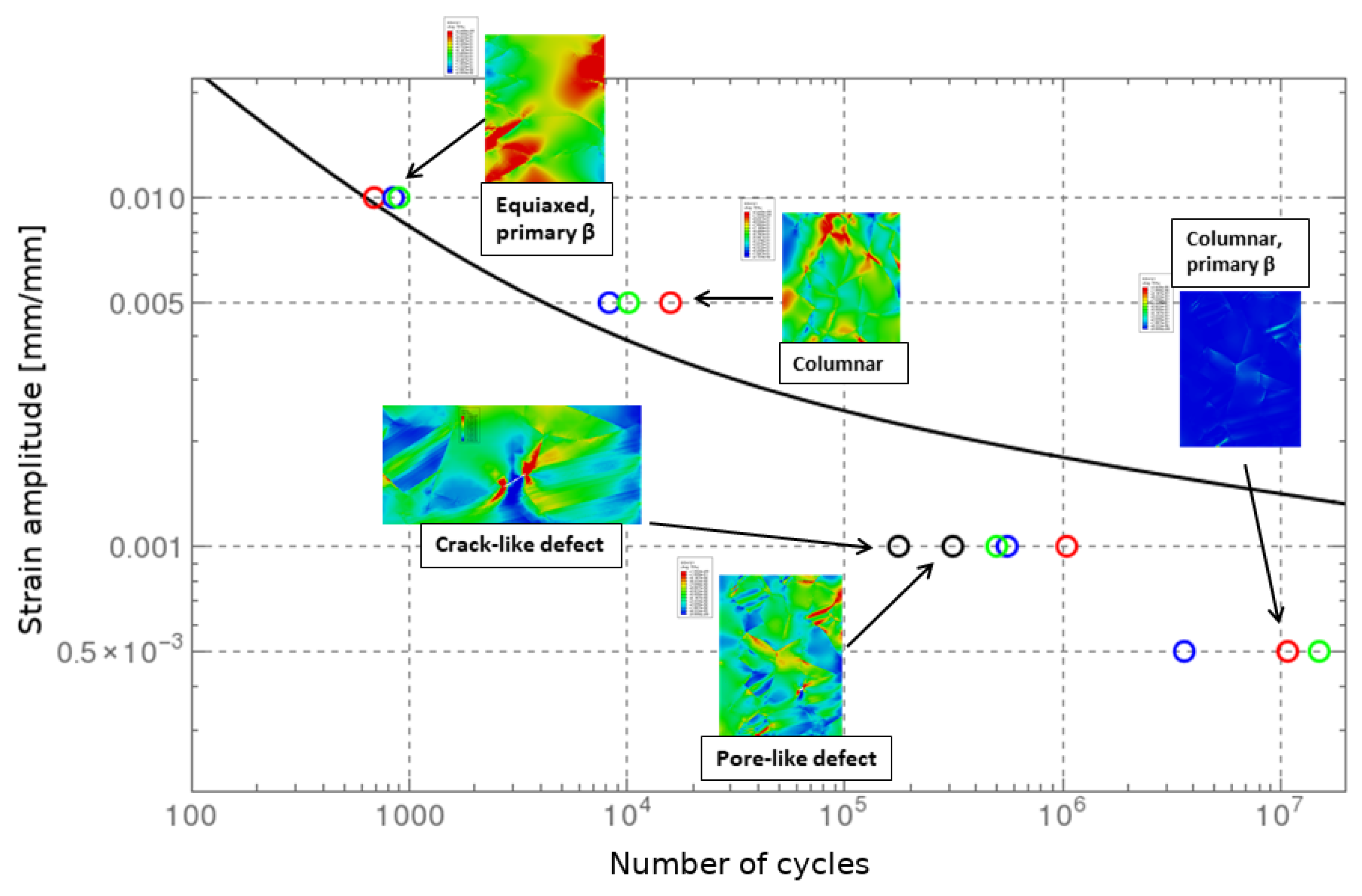
2.4. Mechanical Response with a Micromechanical Crystal Plasticity Model
3. Results
3.1. Diffuse-Interface Melt Pool Dynamics
3.2. Large-Scale Heat Transfer
3.3. Rapid Solidification Microstructures
3.4. Micromechanical Properties and Performance Modeling
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| CP | Crystal Plasticity |
| FIP | Fatigue Indicator Parameters |
| SLM | Selective Laser Melting |
| PSPP | Process-structure-properties-performance |
| ICME | Integrated Computational Materials Engineering |
References
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Qiu, C.; Al Kindi, M.; Aladawi, A.S.; Al Hatmi, I. A comprehensive study on microstructure and tensile behaviour of a selectively laser melted stainless steel. Sci. Rep. 2018, 8, 7785. [Google Scholar] [CrossRef]
- Sun, Y.; Moroz, A.; Alrbaey, K. Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar] [CrossRef]
- Keller, T.; Lindwall, G.; Ghosh, S.; Ma, L.; Lane, B.M.; Zhang, F.; Kattner, U.R.; Lass, E.A.; Heigel, J.C.; Idell, Y.; et al. Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys. Acta Mater. 2017, 139, 244–253. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Roehling, T.T.; Wu, S.S.; Khairallah, S.A.; Roehling, J.D.; Soezeri, S.S.; Crumb, M.F.; Matthews, M.J. Modulating laser intensity profile ellipticity for microstructural control during metal additive manufacturing. Acta Mater. 2017, 128, 197–206. [Google Scholar] [CrossRef]
- Yan, W.; Lin, S.; Kafka, O.L.; Lian, Y.; Yu, C.; Liu, Z.; Yan, J.; Wolff, S.; Wu, H.; Ndip-Agbor, E.; et al. Data-driven multi-scale multi-physics models to derive process–structure–property relationships for additive manufacturing. Comput. Mech. 2018, 61, 521–541. [Google Scholar] [CrossRef]
- Francois, M.M.; Sun, A.; King, W.E.; Henson, N.J.; Tourret, D.; Bronkhorst, C.A.; Carlson, N.N.; Newman, C.K.; Haut, T.S.; Bakosi, J.; et al. Modeling of additive manufacturing processes for metals: Challenges and opportunities. Curr. Opin. Solid State Mater. Sci. 2017, 21, 198–206. [Google Scholar] [CrossRef]
- Laakso, P.; Riipinen, T.; Laukkanen, A.; Andersson, T.; Jokinen, A.; Revuelta, A.; Ruusuvuori, K. Optimization and simulation of SLM process for high density H13 tool steel parts. Phys. Procedia 2016, 83, 26–35. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Holmberg, K.; Laukkanen, A.; Turunen, E.; Laitinen, T. Wear resistance optimisation of composite coatings by computational microstructural modelling. Surf. Coat. Technol. 2014, 247, 1–13. [Google Scholar] [CrossRef]
- Laukkanen, A.; Pinomaa, T.; Holmberg, K.; Andersson, T. Effective interface model for design and tailoring of WC–Co microstructures. Powder Metall. 2016, 59, 20–30. [Google Scholar] [CrossRef]
- Lindroos, M.; Laukkanen, A.; Cailletaud, G.; Kuokkala, V.T. On the effect of deformation twinning and microstructure to strain hardening of high manganese austenitic steel 3D microstructure aggregates at large strains. Int. J. Solids Struct. 2017, 125, 68–76. [Google Scholar] [CrossRef]
- Lindroos, M.; Cailletaud, G.; Laukkanen, A.; Kuokkala, V.T. Crystal plasticity modeling and characterization of the deformation twinning and strain hardening in Hadfield steels. Mater. Sci. Eng. A 2018, 720, 145–159. [Google Scholar] [CrossRef]
- Lindroos, M.; Laukkanen, A.; Andersson, T.; Vaara, J.; Mäntylä, A.; Frondelius, T. Micromechanical modeling of short crack nucleation and growth in high cycle fatigue of martensitic microstructures. Comput. Mater. Sci. 2019, 170, 109185. [Google Scholar] [CrossRef]
- Abels, H.; Garcke, H.; Grün, G. Thermodynamically Consistent, Frame Indifferent Diffuse Interface Models for Incompressible Two-Phase Flows with Different Densities. Math. Model. Methods Appl. Sci. 2012, 22, 1150013. [Google Scholar] [CrossRef]
- Guo, Z.; Lin, P.; Wang, Y. Continuous finite element schemes for a phase field model in two-layer fluid Bénard-Marangoni convection computations. Comput. Phys. Commun. 2014, 185, 63–78. [Google Scholar] [CrossRef]
- Karma, A.; Rappel, W.J. Quantitative phase-field modeling of dendritic growth in two and three dimensions. Phys. Rev. E 1998, 57, 4323–4349. [Google Scholar] [CrossRef]
- Warren, J.A.; Pusztai, T.; Környei, L.; Gránásy, L. Phase field approach to heterogeneous crystal nucleation in alloys. Phys. Rev. B 2009, 79, 014204. [Google Scholar] [CrossRef]
- Ofori-Opoku, N.; Provatas, N. A quantitative multi-phase field model of polycrystalline alloy solidification. Acta Mater. 2010, 58, 2155–2164. [Google Scholar] [CrossRef]
- Bragard, J.; Karma, A.; Lee, Y.H.; Plapp, M. Linking phase-field and atomistic simulations to model dendritic solidification in highly undercooled melts. Interface Sci. 2002, 10, 121–136. [Google Scholar] [CrossRef]
- Boivineau, M.; Cagran, C.; Doytier, D.; Eyraud, V.; Nadal, M.H.; Wilthan, B.; Pottlacher, G. Thermophysical properties of solid and liquid Ti-6Al-4V (TA6V) alloy. Int. J. Thermophys. 2006, 27, 507–529. [Google Scholar] [CrossRef]
- Meric, L.; Poubanne, P.; Cailletaud, G. Single Crystal Modeling for Structural Calculations: Part 1—Model Presentation. J. Eng. Mater. Technol. 1991, 113, 162–170. [Google Scholar] [CrossRef]
- Fundenberger, J.; Philippe, M.; Wagner, F.; Esling, C. Modelling and prediction of mechanical properties for materials with hexagonal symmetry (zinc, titanium and zirconium alloys). Acta Mater. 1997, 45, 4041–4055. [Google Scholar] [CrossRef]
- Agius, D.; Kourousis, K.I.; Wallbrink, C. A Review of the As-Built SLM Ti-6Al-4V Mechanical Properties towards Achieving Fatigue Resistant Designs. Metals 2018, 8, 75. [Google Scholar] [CrossRef]
- Laukkanen, A.; Holmberg, K.; Ronkainen, H.; Stachowiak, G.; Podsiadlo, P.; Wolski, M.; Gee, M.; Gachot, C.; Li, L. Topographical orientation effects on surface stresses influencing on wear in sliding DLC contacts, Part 2: Modelling and simulations. Wear 2017, 388–389, 18–28. [Google Scholar] [CrossRef]
- Dabiri, M.; Laukkanen, A.; Bjork, T. Fatigue Microcrack Nucleation Modeling: A Survey of the State of the Art. Int. Rev. Mech. Eng. 2015, 9, 368–376. [Google Scholar] [CrossRef]
- Castelluccio, G.; Musinski, W.; McDowell, D. Computational micromechanics of fatigue of microstructures in the HCF–VHCF regimes. Int. J. Fatigue 2016, 93, 387–396. [Google Scholar] [CrossRef]
- Benedetti, M.; Cazzolli, M.; Fontanari, V.; Leoni, M. Fatigue limit of Ti6Al4V alloy produced by Selective Laser Sintering. Procedia Struct. Integr. 2016, 2, 3158–3167. [Google Scholar] [CrossRef]
- Alnæs, M.; Blechta, J.; Hake, J.; Johansson, A.; Kehlet, B.; Logg, A.; Richardson, C.; Ring, J.; Rognes, M.E.; Wells, G.N. The FEniCS Project Version 1.5. Arch. Numer. Softw. 2015, 3. [Google Scholar] [CrossRef]
- Garcke, H.; Hinze, M.; Kahle, C. A stable and linear time discretization for a thermodynamically consistent model for two-phase incompressible flow. Appl. Numer. Math. 2016, 99, 151–171. [Google Scholar] [CrossRef]
- Grün, G.; Klingbeil, F. Two-phase flow with mass density contrast: stable schemes for a thermodynamic consistent and frame-indifferent diffuse-interface model. J. Comput. Phys. 2014, 257, 708–725. [Google Scholar] [CrossRef]
- Balay, S.; Abhyankar, S.; Adams, M.F.; Brown, J.; Brune, P.; Buschelman, K.; Dalcin, L.; Dener, A.; Eijkhout, V.; Gropp, W.D.; et al. PETSc Web Page. 2018. Available online: http://www.mcs.anl.gov/petsc (accessed on 22 October 2019).
- Balay, S.; Abhyankar, S.; Adams, M.F.; Brown, J.; Brune, P.; Buschelman, K.; Dalcin, L.; Dener, A.; Eijkhout, V.; Gropp, W.D.; et al. PETSc Users Manual; Technical Report ANL-95/11—Revision 3.10; Argonne National Laboratory: Lemont, IL, USA, 2018. [Google Scholar]
- Amestoy, P.R.; Duff, I.S.; Koster, J.; L’Excellent, J.Y. A Fully Asynchronous Multifrontal Solver Using Distributed Dynamic Scheduling. SIAM J. Matrix Anal. Appl. 2001, 23, 15–41. [Google Scholar] [CrossRef]
- Gaston, D.; Newman, C.; Hansen, G.; Lebrun-Grandie, D. MOOSE: A parallel computational framework for coupled systems of nonlinear equations. Nucl. Eng. Des. 2009, 239, 1768–1778. [Google Scholar] [CrossRef]
- Greenwood, M.; Shampur, K.; Ofori-Opoku, N.; Pinomaa, T.; Wang, L.; Gurevich, S.; Provatas, N. Quantitative 3D phase field modelling of solidification using next-generation adaptive mesh refinement. Comput. Mater. Sci. 2018, 142, 153. [Google Scholar] [CrossRef]
- Green, M.L.; Choi, C.; Hattrick-Simpers, J.; Joshi, A.; Takeuchi, I.; Barron, S.; Campo, E.; Chiang, T.; Empedocles, S.; Gregoire, J.; et al. Fulfilling the promise of the materials genome initiative with high-throughput experimental methodologies. Appl. Phys. Rev. 2017, 4, 011105. [Google Scholar] [CrossRef]
- Rickman, J.; Lookman, T.; Kalinin, S. Materials informatics: From the atomic-level to the continuum. Acta Mater. 2019, 168, 473–510. [Google Scholar] [CrossRef]
- Campbell, G.H.; McKeown, J.T.; Santala, M.K. Time resolved electron microscopy for in situ experiments. Appl. Phys. Rev. 2014, 1, 041101. [Google Scholar] [CrossRef]
- McKeown, J.T.; Kulovits, A.K.; Liu, C.; Zweiacker, K.; Reed, B.W.; LaGrange, T.; Wiezorek, J.M.; Campbell, G.H. In situ transmission electron microscopy of crystal growth-mode transitions during rapid solidification of a hypoeutectic Al–Cu alloy. Acta Mater. 2014, 65, 56–68. [Google Scholar] [CrossRef]
- LaGrange, T.; Reed, B.W.; Masiel, D.J. Movie-mode dynamic electron microscopy. MRS Bull. 2015, 40, 22–28. [Google Scholar] [CrossRef]
- McKeown, J.T.; Zweiacker, K.; Liu, C.; Coughlin, D.R.; Clarke, A.J.; Baldwin, J.K.; Gibbs, J.W.; Roehling, J.D.; Imhoff, S.D.; Gibbs, P.J.; et al. Time-resolved in situ measurements during rapid alloy solidification: Experimental insight for additive manufacturing. JOM 2016, 68, 985–999. [Google Scholar] [CrossRef]
- Zweiacker, K.; Liu, C.; Gordillo, M.; McKeown, J.; Campbell, G.; Wiezorek, J. Composition and automated crystal orientation mapping of rapid solidification products in hypoeutectic Al-4 at.% Cu alloys. Acta Mater. 2018, 145, 71–83. [Google Scholar] [CrossRef]
- Vasudevan, R.K.; Choudhary, K.; Mehta, A.; Smith, R.; Kusne, G.; Tavazza, F.; Vlcek, L.; Ziatdinov, M.; Kalinin, S.V.; Hattrick-Simpers, J. Materials science in the artificial intelligence age: High-throughput library generation, machine learning, and a pathway from correlations to the underpinning physics. MRS Commun. 2019, 9, 821–838. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser power P | 295 W |
| Laser beam radius | 50 m |
| Laser beam intensity factor f | 2.0 |
| Laser scanning velocity | 1.2 m/s |
| Powder layer thickness | 20 m |
| Absorptivity | 0.3 |
| Powder packing fraction | 0.55 |
| Powder conductivity fraction | 0.2 |
| Convective heat-transfer coefficient | 20 W/m/K |
| Stefan–Boltzmann constant | 5.6704 × 10 W/m/K |
| Latent heat L | 290,000 J/kg [22] |
| Heat capacity | 1126 J/kg/K [22] |
| Density | 4506 kg/m [22] |
| Solid-liquid interface energy | 0.3 J/m [22] |
| Gibbs-Thomson coefficient | 4.5 × 10 K m |
| Contact angle control parameter h | −0.015 |
| Heat diffusion coefficient D | 0.66 × 10 m/s [22] |
| Mobility | 0.2 m/s/K |
| Kinetic anisotropy strength | 0.14 [21] |
| Obstacle parameter | 200 |
| Computational interface width | 240 nm |
| Smallest mesh spacing | 0.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pinomaa, T.; Yashchuk, I.; Lindroos, M.; Andersson, T.; Provatas, N.; Laukkanen, A. Process-Structure-Properties-Performance Modeling for Selective Laser Melting. Metals 2019, 9, 1138. https://doi.org/10.3390/met9111138
Pinomaa T, Yashchuk I, Lindroos M, Andersson T, Provatas N, Laukkanen A. Process-Structure-Properties-Performance Modeling for Selective Laser Melting. Metals. 2019; 9(11):1138. https://doi.org/10.3390/met9111138
Chicago/Turabian StylePinomaa, Tatu, Ivan Yashchuk, Matti Lindroos, Tom Andersson, Nikolas Provatas, and Anssi Laukkanen. 2019. "Process-Structure-Properties-Performance Modeling for Selective Laser Melting" Metals 9, no. 11: 1138. https://doi.org/10.3390/met9111138
APA StylePinomaa, T., Yashchuk, I., Lindroos, M., Andersson, T., Provatas, N., & Laukkanen, A. (2019). Process-Structure-Properties-Performance Modeling for Selective Laser Melting. Metals, 9(11), 1138. https://doi.org/10.3390/met9111138