Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy


Abstract
1. Introduction
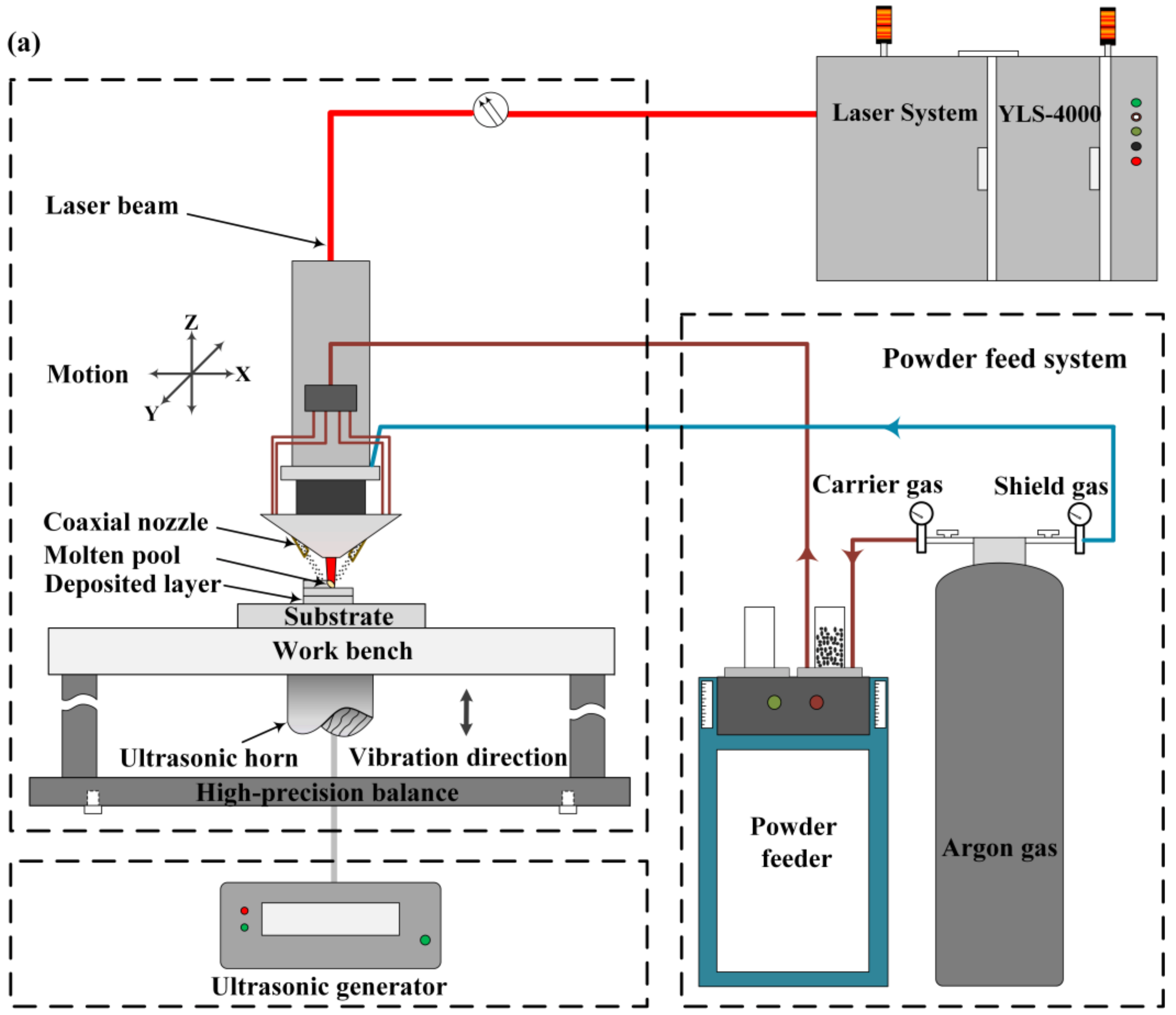
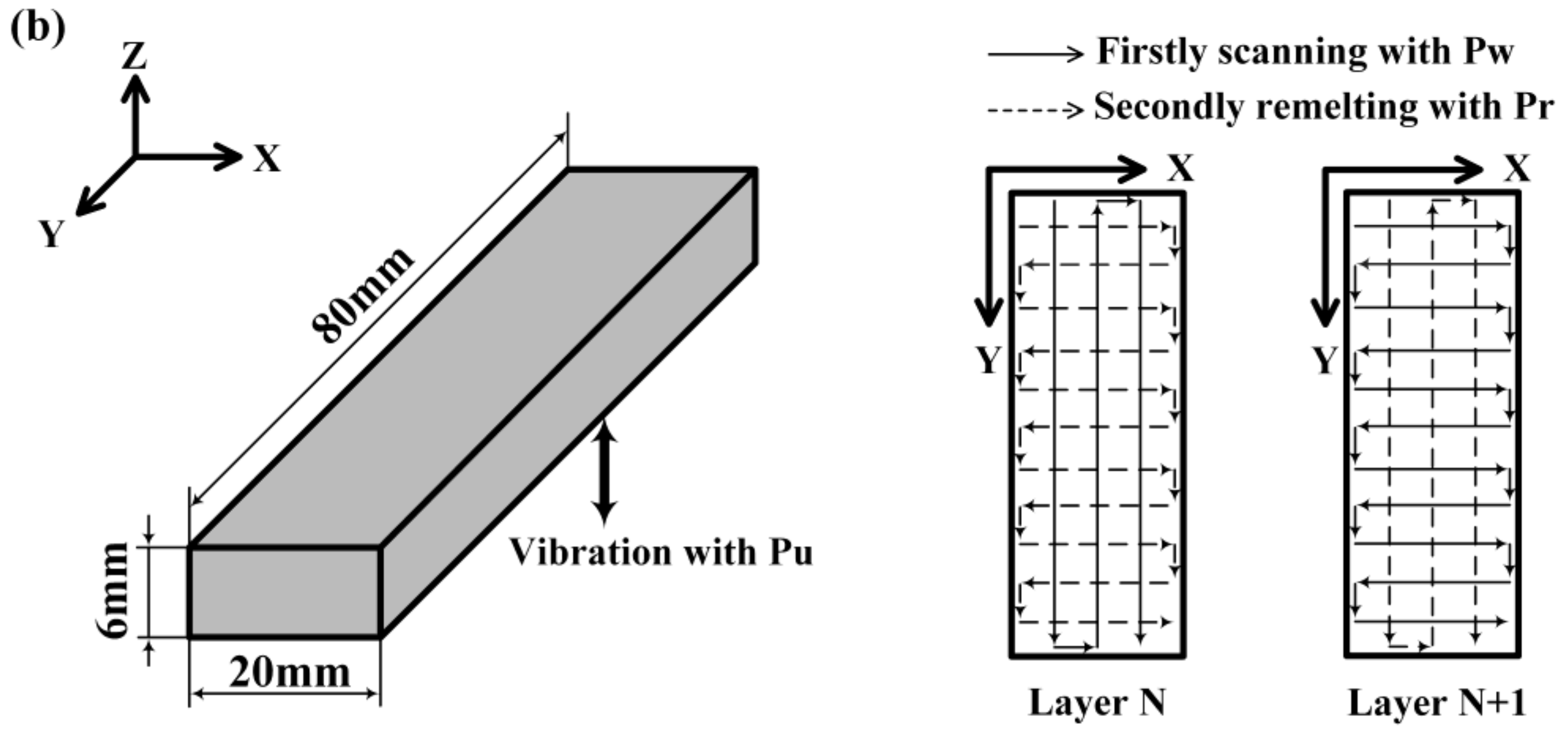
2. Materials and Methods
3. Results and Discussion
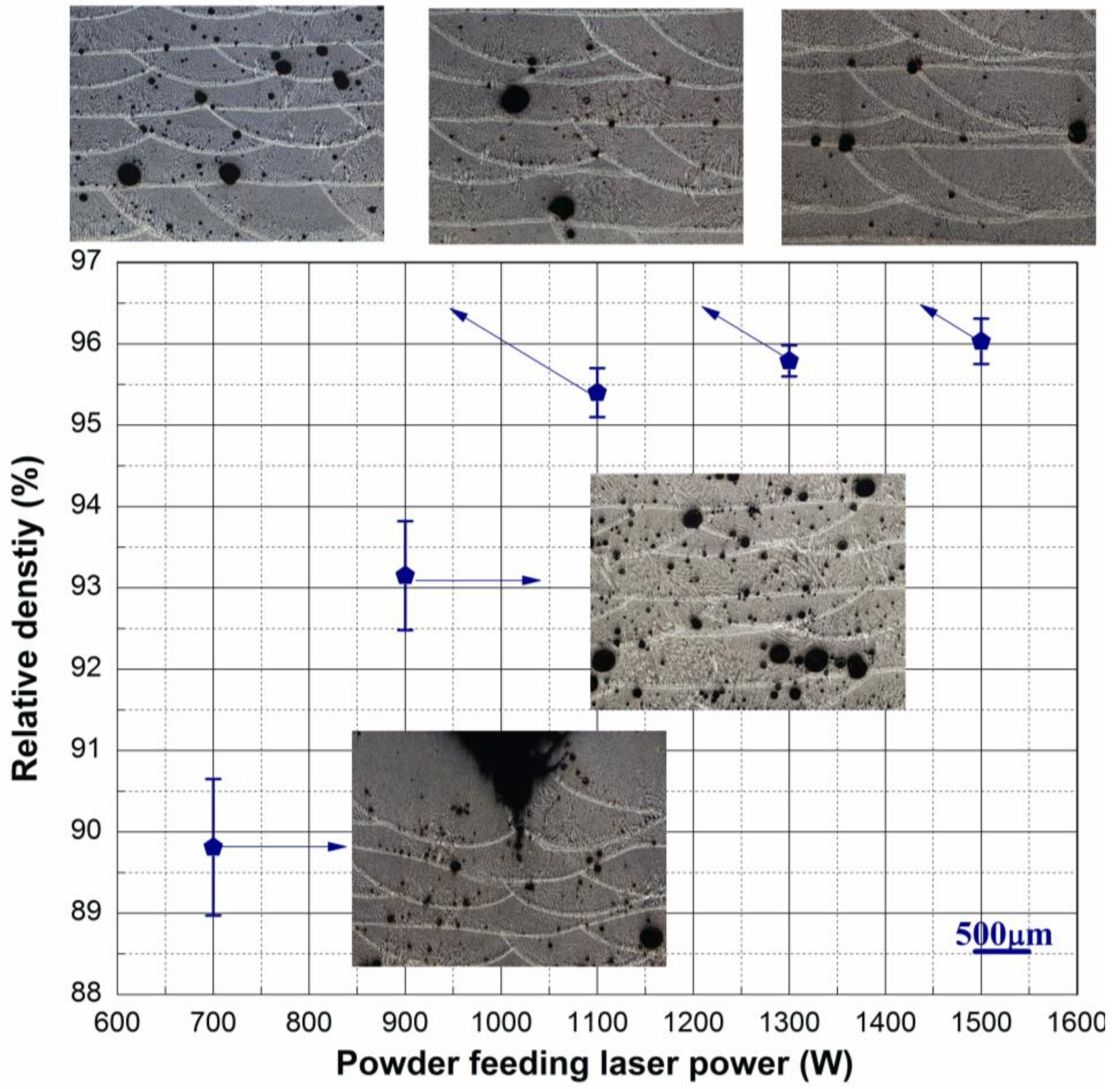
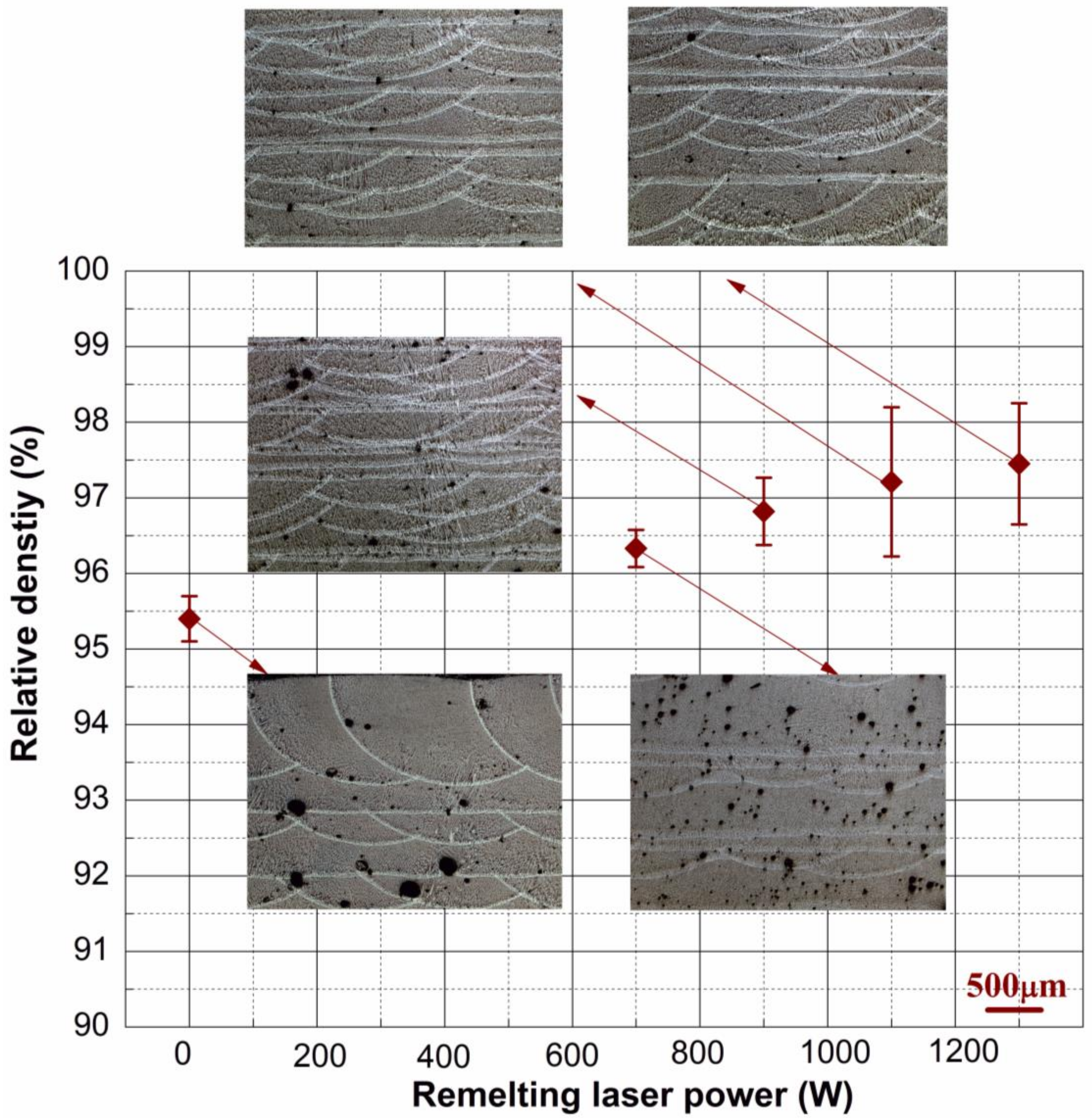
3.1. Densification Behavior
3.2. Microstructural Characterization
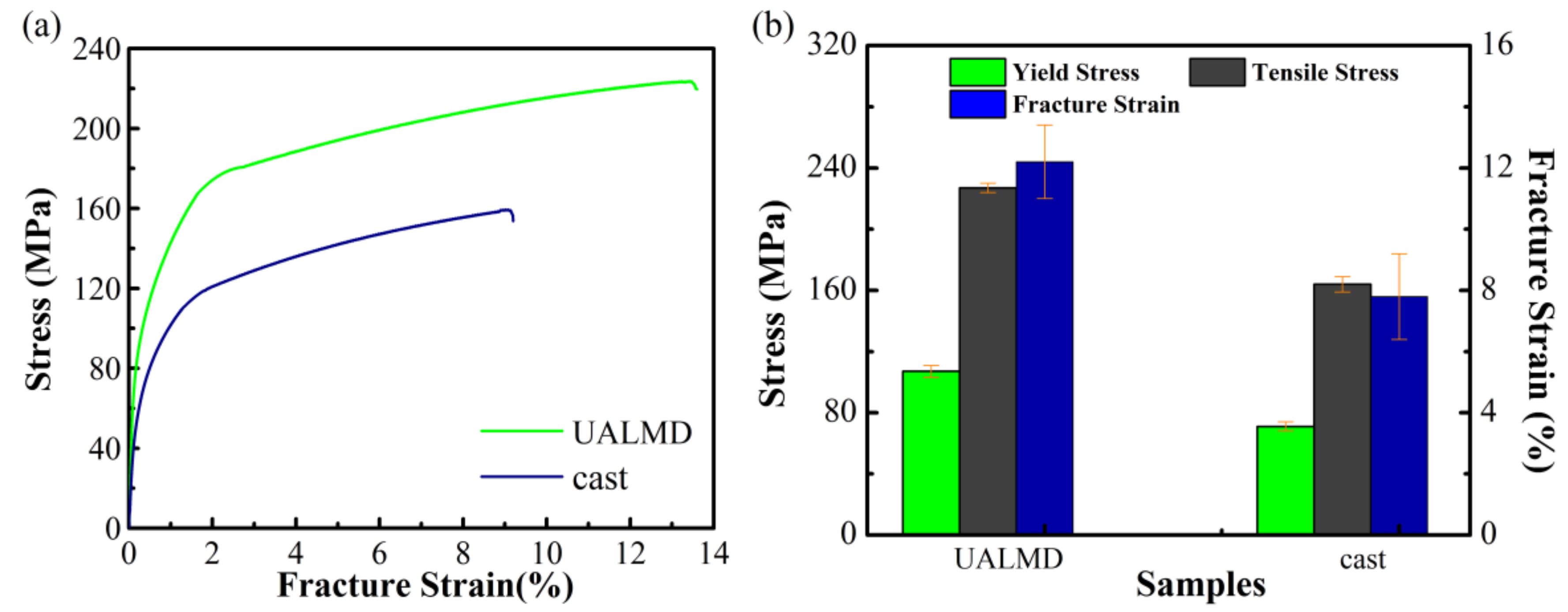
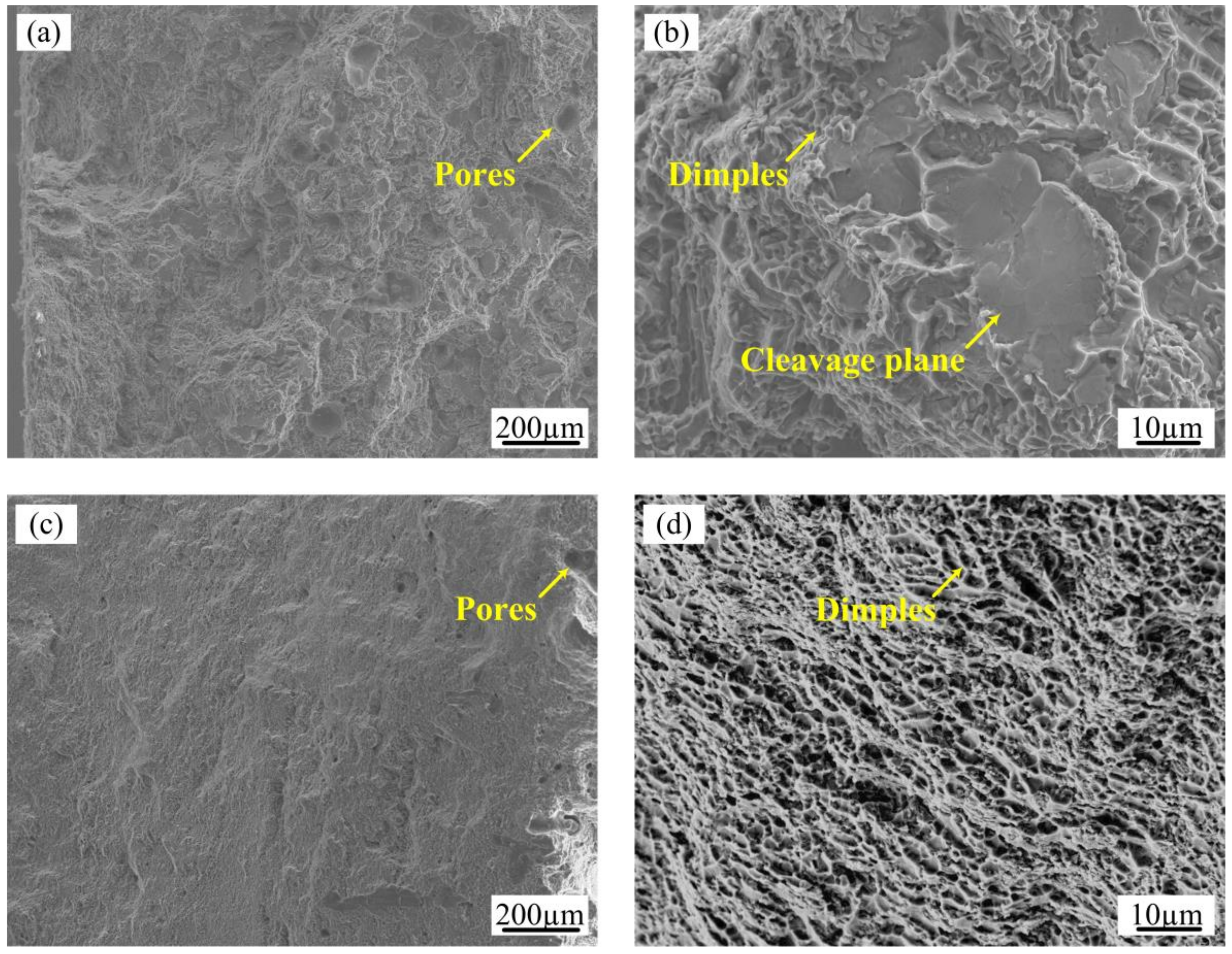
3.3. Tensile Performance
4. Conclusions
- As the powder feeding laser power increased, the defects in the deposited layer changed from incomplete fusion to porosity defects. The pores could be almost eliminated by laser remelting treatment and ultrasonic vibration of the same deposit. By optimizing the powder feeding laser power, remelting laser power and ultrasonic power, deposited samples with a maximum density of 99.1% were achieved, which was almost equivalent to the density of the cast samples.
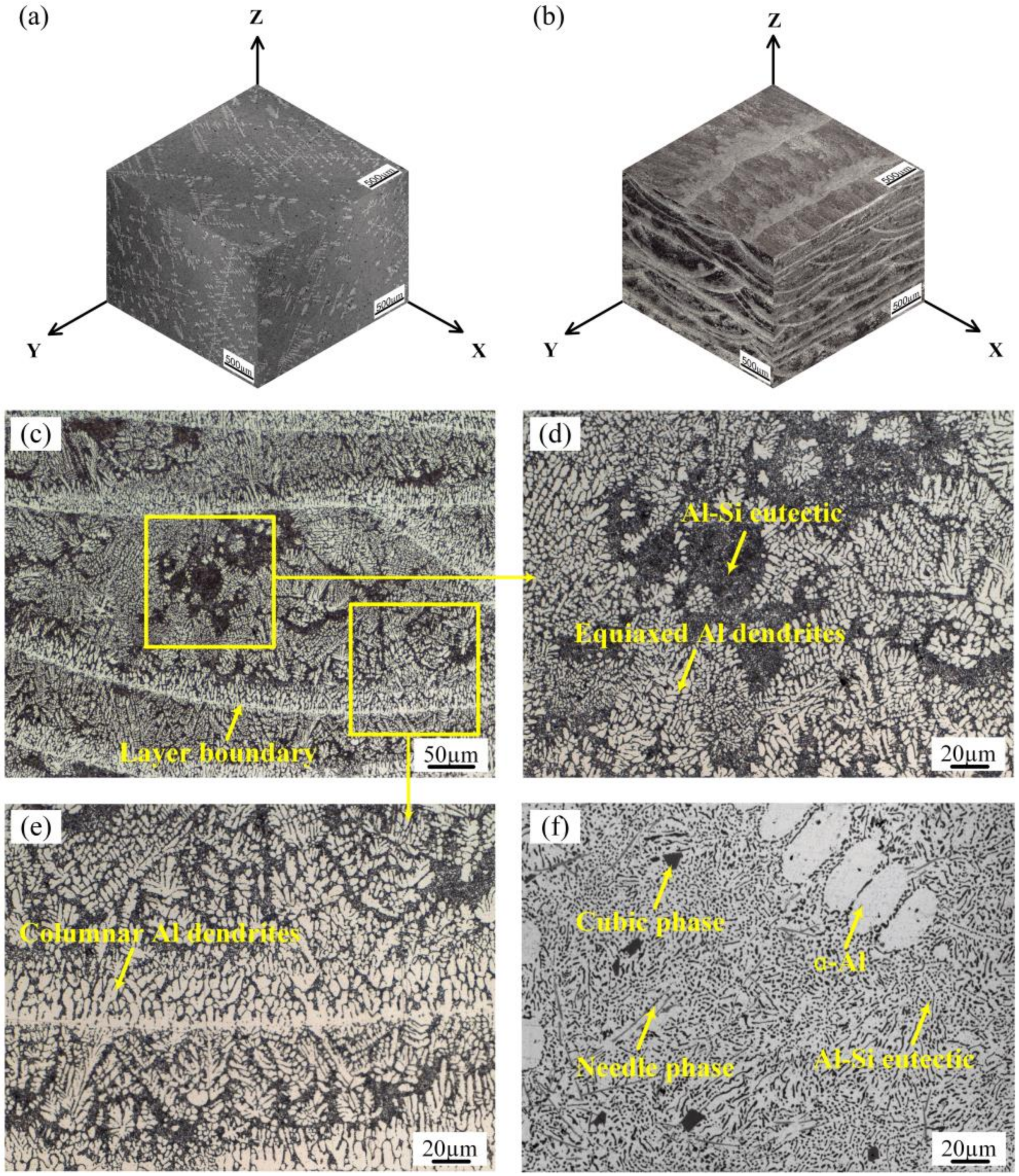
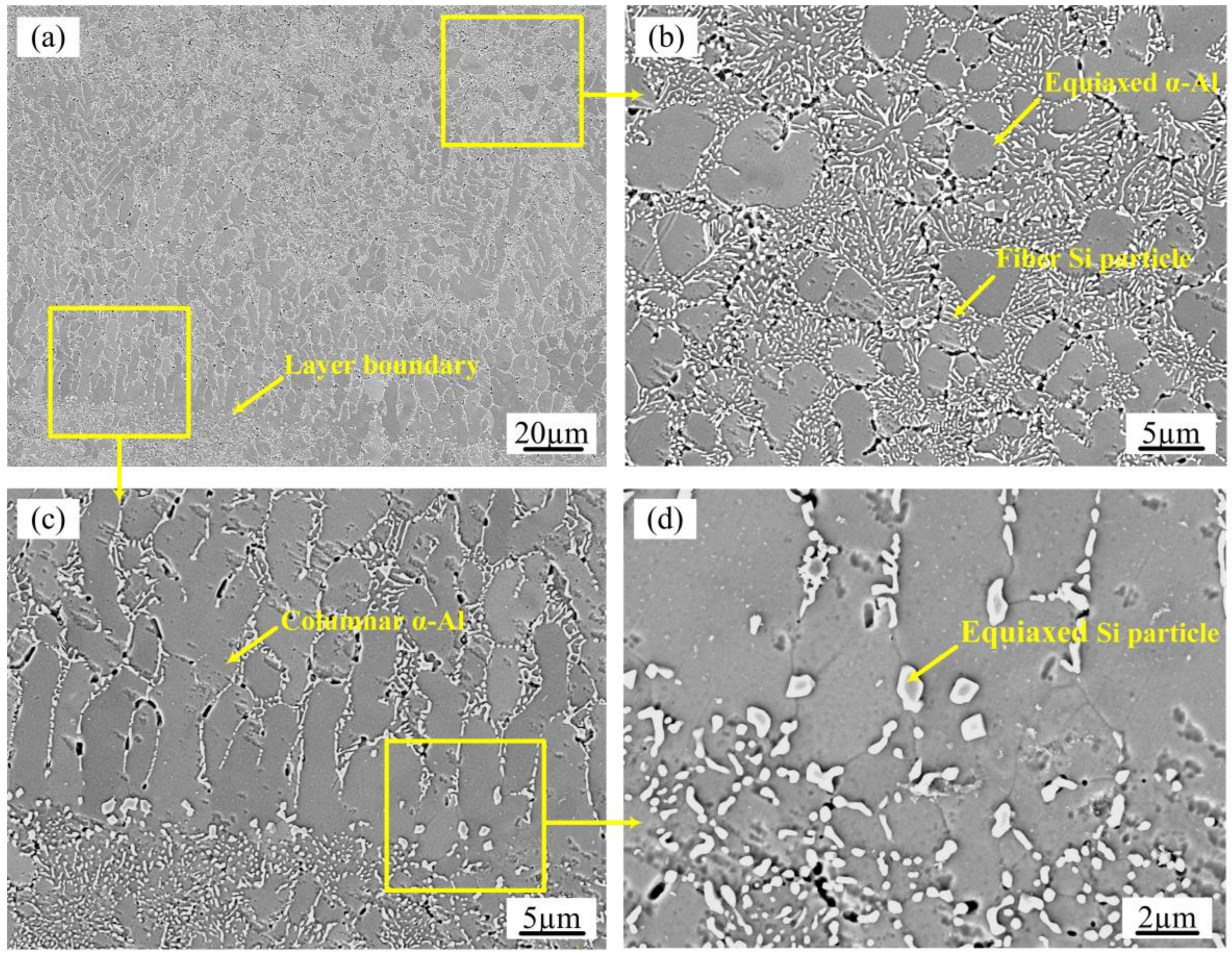
- Compared with the cast structure, the primary α-Al dendrite grain size of the materials produced by the UALMD method was refined from 15–540 µm to 10–90 µm, while the volume fraction was increased from 11–16% to 45–55% due to the rapid cooling characteristics of the laser and the cavitation effect of the ultrasonic vibration treatment. Moreover, the size and morphology of the Si particles were also transformed from a rod-like or cuboids shape with a size range 1–35 µm in the cast samples to a granular or fibrous shape less than 2 µm in size in the laser deposited materials.
- Under the ultrasonic-assisted laser deposition optimization process, the ultimate tensile strength, yield strength and elongation of the samples reached 227 ± 3 MPa, 107 ± 4 MPa and 12.2 ± 1.4%, respectively, which were approximately 1.5 times, 1.4 times and 1.6 times the corresponding mechanical properties of the cast alloys. The improvement of the mechanical properties was primarily attributed to the morphological change, size refinement and solid solubility variation of the α-Al dendrites and silicon particles, which led to grain refining strengthening and solid solution strengthening.
Author Contributions
Funding
Conflicts of Interest
References
- Singh, A.; Ramakrishnan, A.; Baker, D.; Biswas, A.; Dinda, G.P. Laser metal deposition of nickel coated Al 7050 alloy. J. Alloy. Compd. 2017, 719, 151–158. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Evolution of microstructure in laser deposited Al-11.28%Si alloy. Surf. Coat.Technol. 2012, 206, 2152–2160. [Google Scholar] [CrossRef]
- Wei, H.L.; Elmer, J.W.; Debroy, T. Origin of grain orientation during solidification of an aluminum alloy. Acta Mater. 2016, 115, 123–131. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Plotkowski, A.; Rios, O.; Sridharan, N.; Sims, Z.; Unocic, K.; Ott, R.T.; Dehoff, R.R.; Badu, S.S. Evaluation of an Al-Ce alloy for laser additive manufacturing. Acta Mater. 2017, 126, 507–519. [Google Scholar] [CrossRef]
- Qin, L.Y.; Men, J.H.; Zhang, L.S.; Zhao, S.; Li, C.F.; Yang, G.; Wang, W. Microstructure homogenizations of Ti-6Al-4V alloy manufactured by hybrid selective laser melting and laser deposition manufacturing. Mater. Sci. Eng. A 2019, 759, 404–414. [Google Scholar] [CrossRef]
- Ahmed, N. Direct metal fabrication in rapid prototyping: A review. J. Manuf. Process. 2019, 42, 167–191. [Google Scholar] [CrossRef]
- Nam, S.; Cho, H.; Kim, C.; Kim, Y.M. Effect of process parameters on deposition properties of functionally graded STS 316/Fe manufactured by laser direct metal deposition. Metals 2018, 8, 607. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Yang, Y.; Gu, D.D.; Dai, D.H.; Ma, C.L. Laser energy absorption behavior of powder particles using ray tracing method during selective laser melting additive manufacturing of aluminum alloy. Mater. Des. 2018, 143, 12–19. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Van Humbeeck, J. Fine-Structured aluminium products with controllable texture by selective laser melting of Pre-Alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Bhuiyan, M.S.; Tada, Y.; Toda, H.; Hang, S.; Uesugi, K.; Takeuchi, A.; Sakaguchi, N.; Watanabe, Y. Influences of hydrogen on deformation and fracture behaviors of high Zn 7XXX aluminum alloys. Int. J. Fract. 2016, 200, 13–29. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.H.; Davies, C.H.J. The influence of processing parameters on aluminium alloy A357 manufactured by selective laser melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Marchese, G.; Aversa, A.; Lorusso, M.; Manfredi, D.; Calignano, F.; Lombardi, M.; Biamino, S.; Pavese, M. Development and characterisation of aluminium matrix nanocomposites AlSi10Mg/MgAl2O4 by laser powder bed fusion. Metals 2018, 8, 175. [Google Scholar] [CrossRef]
- Wang, X.J.; Zhang, L.C.; Fang, M.H.; Sercombe, T.B. The effect of atmosphere on the structure and properties of a selective laser melted Al-12Si alloy. Mater. Sci. Eng. A 2014, 597, 370–375. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- Yu, G.Q.; Gu, D.D.; Dai, D.H.; Xia, M.J.; Ma, C.L.; Chang, K. Influence of processing parameters on laser penetration depth and melting/re-melting densification during selective laser melting of aluminum alloy. Appl. Phys. A 2016, 122, 891. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic Components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Karnati, S.; Zhang, Y.L.; Liou, F.F.; Newkirk, J.W. On the feasibility of tailoring Copper-Nickel functionally graded materials fabricated through laser metal deposition. Metals 2019, 9, 287. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Bhattacharya, S.; Natu, H.; Dutta, B.; Mazumder, J. Microstructural Characterization Of Laser-Deposited Al 4047 Alloy. Metall. Mater. Trans. A 2013, 44, 2233–2242. [Google Scholar] [CrossRef]
- Zhao, T.; Cai, W.C.; Dahmen, M.; Schaible, J.; Hong, C.; Gasser, A.; Weisheit, A.; Biermann, T.; Kelbassa, I.; Zhang, H.; et al. Ageing response of an Al-Mg-Mn-Sc-Zr alloy processed by laser metal deposition in Thin-Wall structures. Vacuum 2018, 158, 121–125. [Google Scholar] [CrossRef]
- Lv, F.; Shen, L.; Liang, H.X.; Xie, D.Q.; Wang, C.J.; Tian, Z.J. Mechanical properties of AlSi10Mg alloy fabricated by laser melting deposition and improvements via heat treatment. Optik 2019, 179, 8–18. [Google Scholar] [CrossRef]
- Li, J.W.; Momono, T.; Tayu, Y.; Fu, Y. Application of ultrasonic treating to degassing of metal ingots. Mater. Lett. 2008, 62, 4152–4154. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Seabra, E.; Ribeiro, S.; Prokic, M. The influence of processing parameters on the ultrasonic degassing of molten AlSi9Cu3 aluminium alloy. Mater. Lett. 2009, 63, 806–808. [Google Scholar] [CrossRef]
- Xu, H.B.; Han, Q.Y.; Meek, T.T. Effects of ultrasonic vibration on degassing of aluminum alloys. Mater. Sci. Eng. A 2008, 473, 96–104. [Google Scholar] [CrossRef]
- Han, Q.; Viswanathan, S. Hydrogen evolution during directional solidification and its effect on porosity formation in aluminum alloys. Metall. Mater. Trans. A 2002, 33, 2067–2072. [Google Scholar] [CrossRef]
- Das, S. Physical aspects of process control in selective laser sintering of metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Li, Z.W.; Xu, Z.W.; Ma, L.; Wang, S.; Liu, X.S.; Yan, J.C. Cavitation at filler metal/substrate interface during Ultrasonic-Assisted soldering. Part I: Cavitation characteristics. Ultrason. Sonochem. 2018, 49, 249–259. [Google Scholar] [CrossRef]
- Wang, F.; Tzanakis, I.; Eskin, D.; Mi, J.; Connolley, T. In situ observation of ultrasonic Cavitation-Induced fragmentation of the primary crystals formed in Al alloys. Ultrason. Sonochem. 2017, 39, 66–76. [Google Scholar] [CrossRef]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al-12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar] [CrossRef]
- Roberts, I.A.; Wang, C.J.; Esterlein, R.; Stanford, M.; Mynors, D.J. A Three-Dimensional finite element analysis of the temperature field during laser melting of metal powders in additive layer manufacturing. Int. J. Mach. Tools Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Ma, P.; Prashanth, K.G.; Scudino, S.; Jia, Y.D.; Wang, H.W.; Zou, C.M.; Wei, Z.J.; Eckert, J. Influence of annealing on mechanical properties of Al-20Si processed by selective laser melting. Metals 2014, 4, 28–36. [Google Scholar] [CrossRef]
- Suárez-Peña, B.; Asensio-Lozano, J. Microstructure and mechanical property developments in Al-12Si gravity die casting after Ti and/or Sr additions. Mater. Charact. 2006, 57, 218–226. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | The Powder Feeding Laser Power (Pw) | The Remelting Laser Power (Pr) | The Ultrasonic Vibration Power (Pu) |
|---|---|---|---|
| 1 | 700 | 0 | 0 |
| 2 | 900 | 0 | 0 |
| 3 | 1100 | 0 | 0 |
| 4 | 1300 | 0 | 0 |
| 5 | 1500 | 0 | 0 |
| 6 | 1100 | 700 | 0 |
| 7 | 1100 | 900 | 0 |
| 8 | 1100 | 1100 | 0 |
| 9 | 1100 | 1300 | 0 |
| 10 | 1100 | 1100 | 400 |
| 11 | 1100 | 1100 | 700 |
| 12 | 1100 | 1100 | 1000 |
| Scan Speed (mm/min) | Powder Flow Rate (gm/min) | Hatch Distance (mm) | Layer Thickness (µm) | Ultrasonic Frequency (kHz) |
|---|---|---|---|---|
| 360 | 1.2 | 1 | 300 | 20 |
| The Ultrasonic Vibration Power (W) | 0 | 400 | 700 | 1000 |
|---|---|---|---|---|
| Relative density value (%) | 97.2 ± 0.8 | 97.4 ± 0.5 | 98.0 ± 0.8 | 98.2 ± 0.9 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Guo, Y.; Chen, Y.; Kang, L.; Cao, Y.; Qi, H.; Yang, S. Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy. Metals 2019, 9, 1111. https://doi.org/10.3390/met9101111
Zhang Y, Guo Y, Chen Y, Kang L, Cao Y, Qi H, Yang S. Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy. Metals. 2019; 9(10):1111. https://doi.org/10.3390/met9101111
Chicago/Turabian StyleZhang, Yang, Yuqi Guo, Yan Chen, Luo Kang, Yabin Cao, Haibo Qi, and Shaopu Yang. 2019. "Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy" Metals 9, no. 10: 1111. https://doi.org/10.3390/met9101111
APA StyleZhang, Y., Guo, Y., Chen, Y., Kang, L., Cao, Y., Qi, H., & Yang, S. (2019). Ultrasonic-Assisted Laser Metal Deposition of the Al 4047Alloy. Metals, 9(10), 1111. https://doi.org/10.3390/met9101111