Study of the Tool Wear Process in the Dry Turning of Al–Cu Alloy






Abstract
:1. Introduction
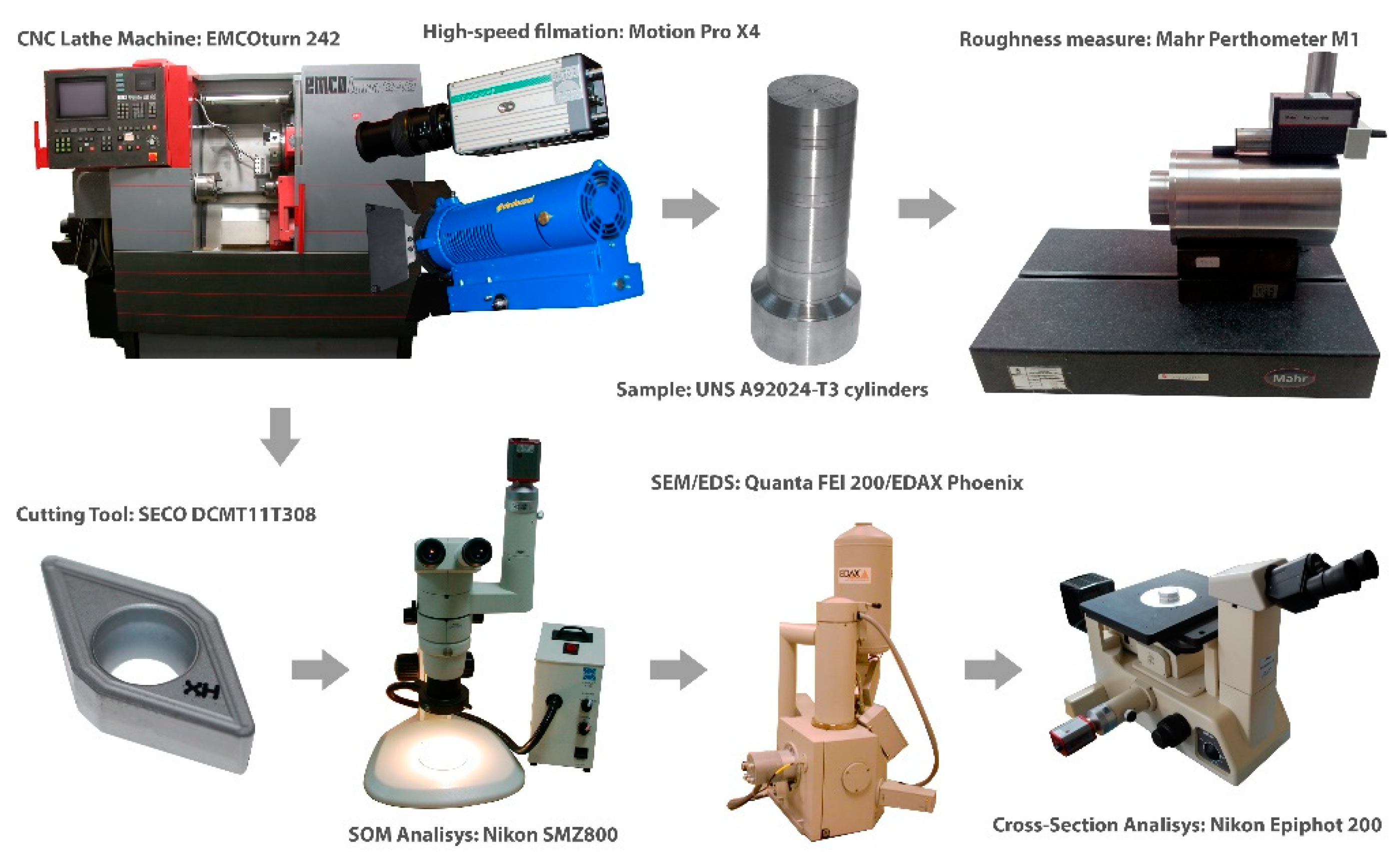
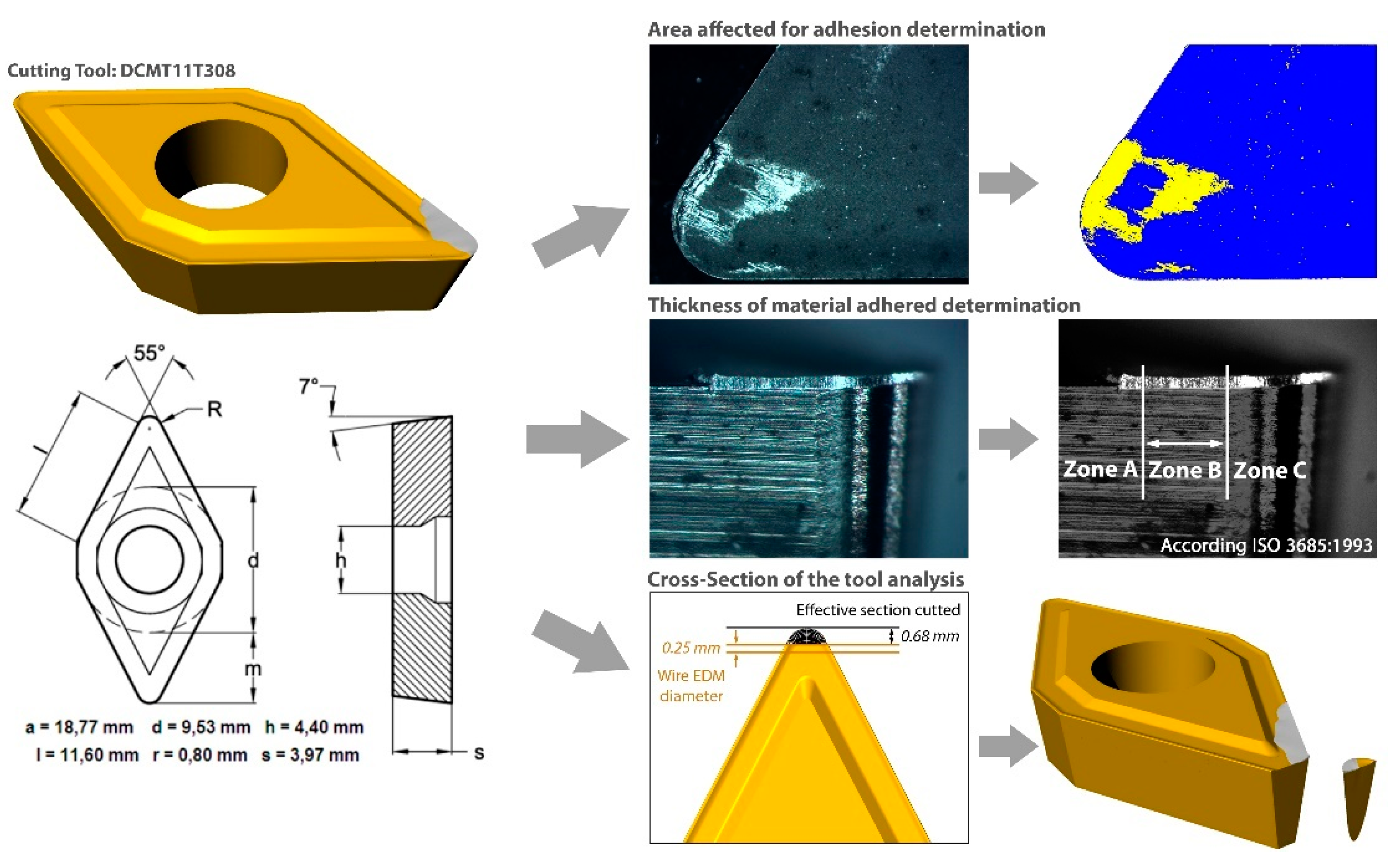
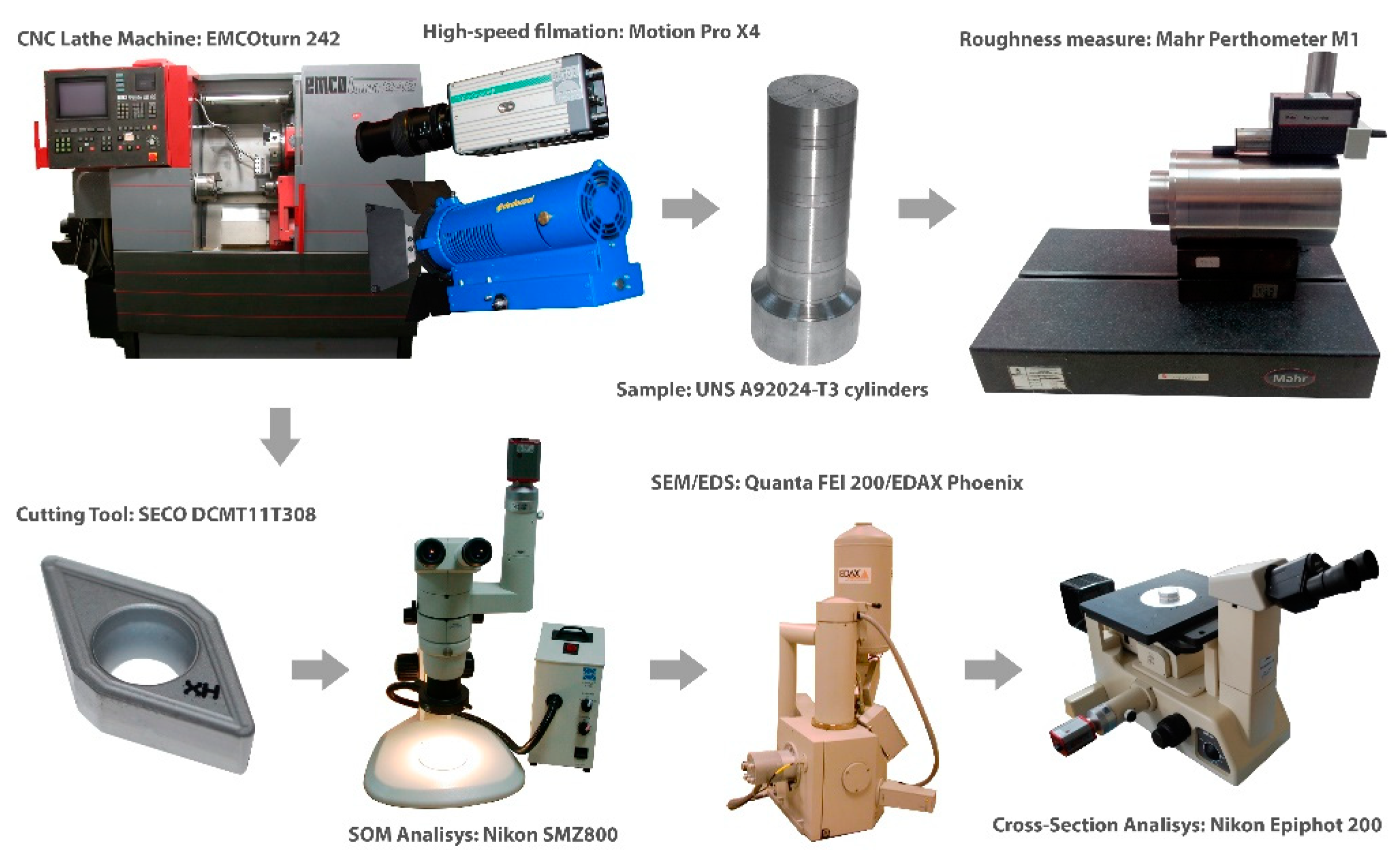
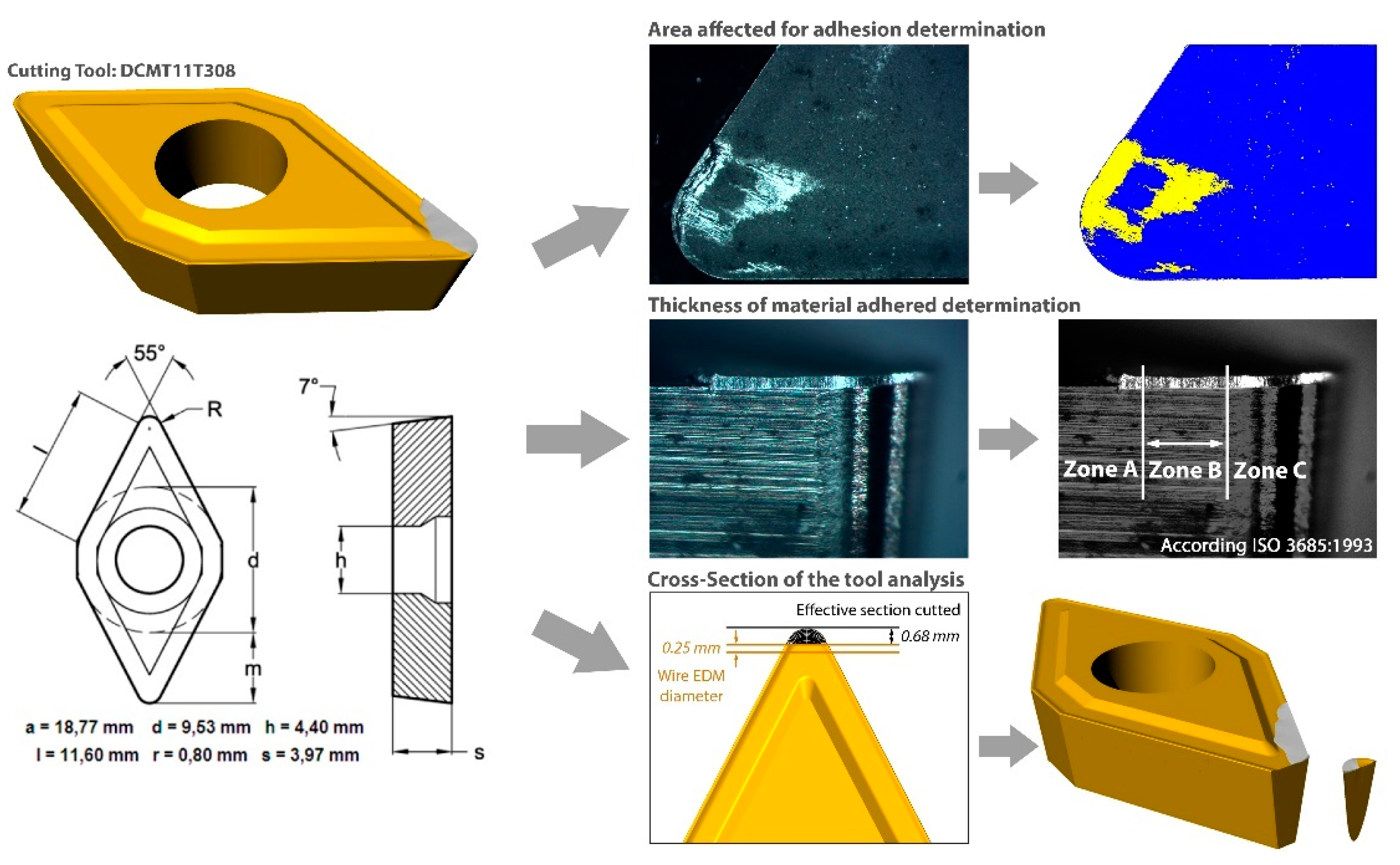
2. Materials and Methods
3. Results and Discussion
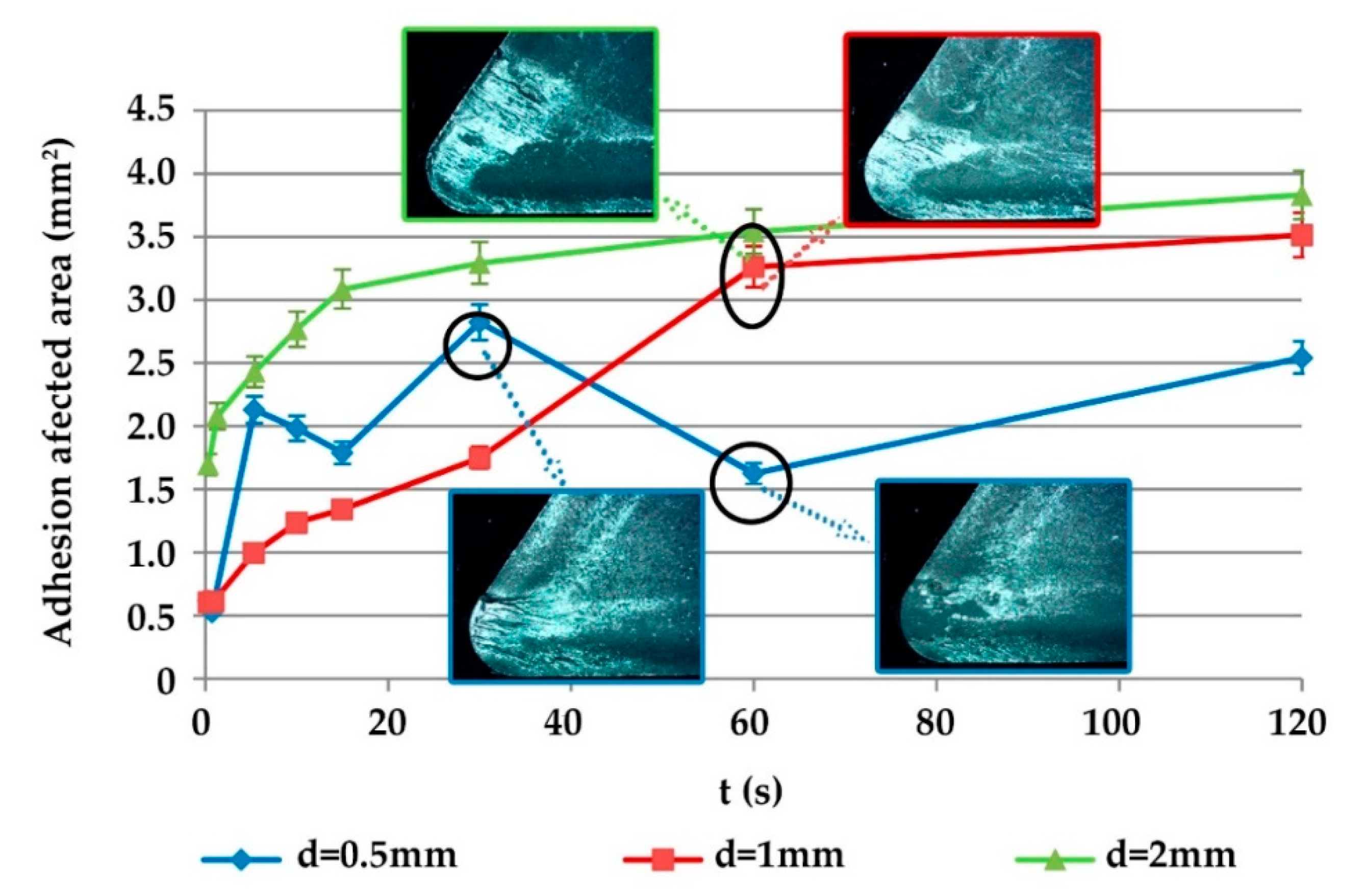
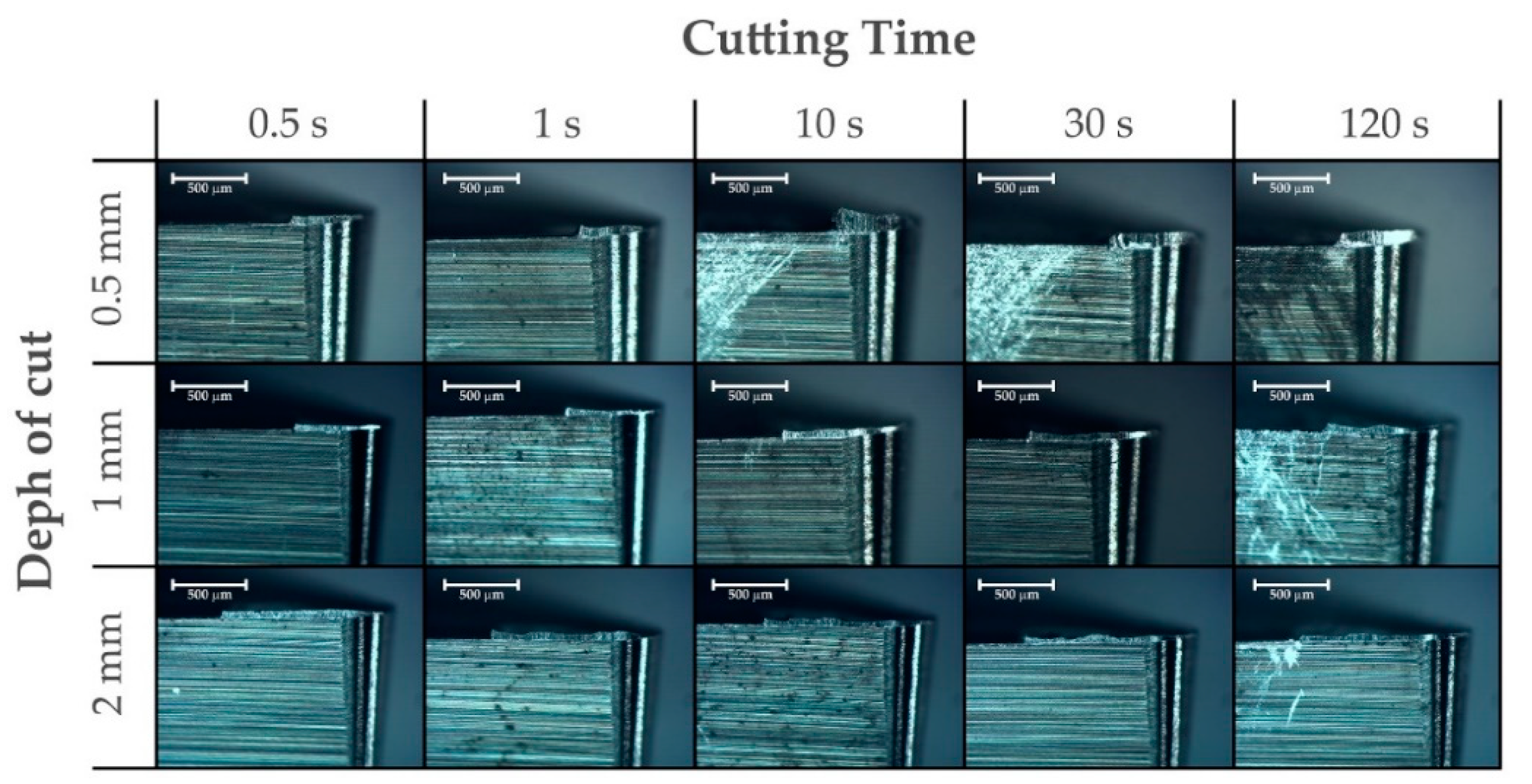
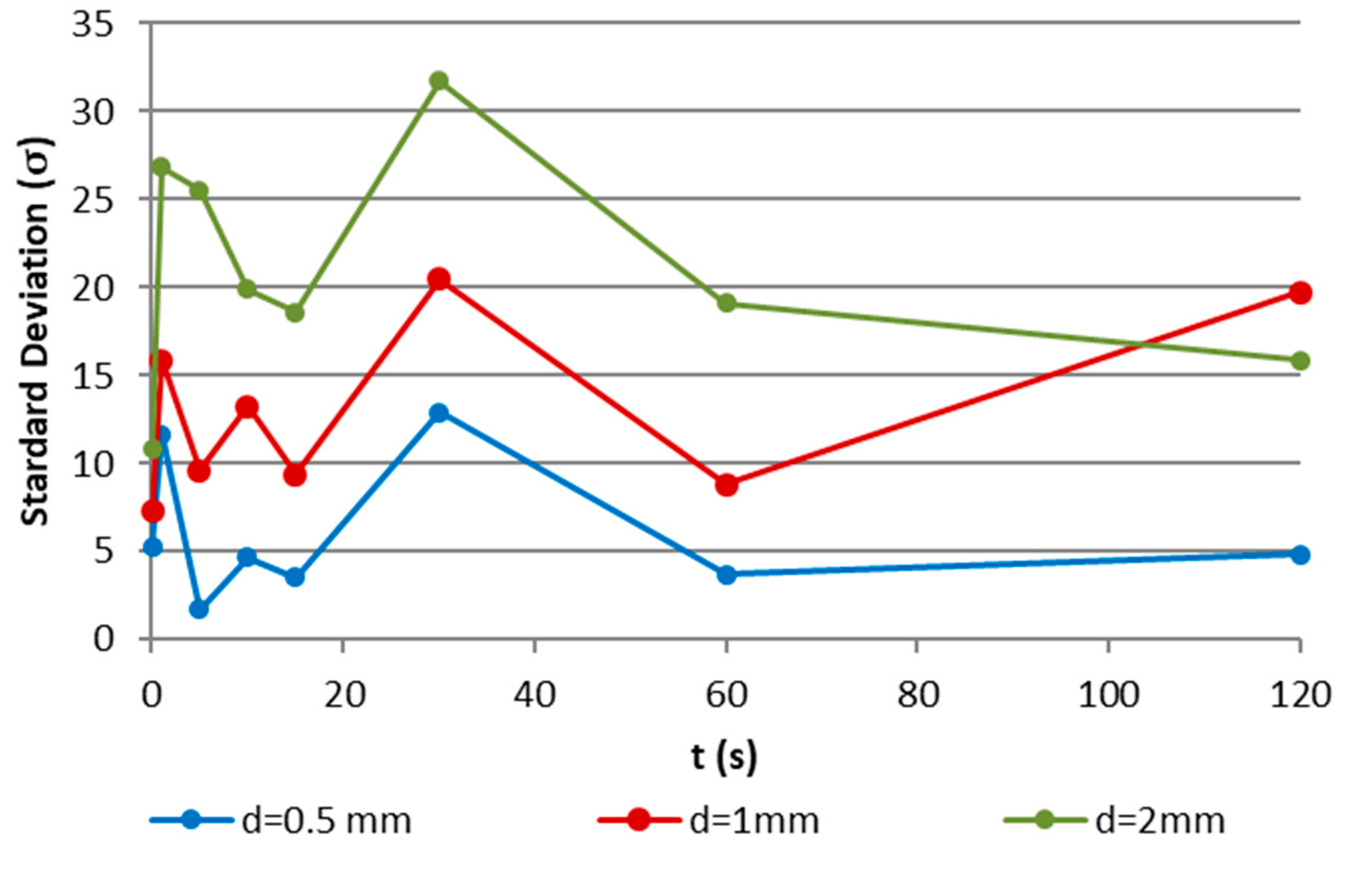
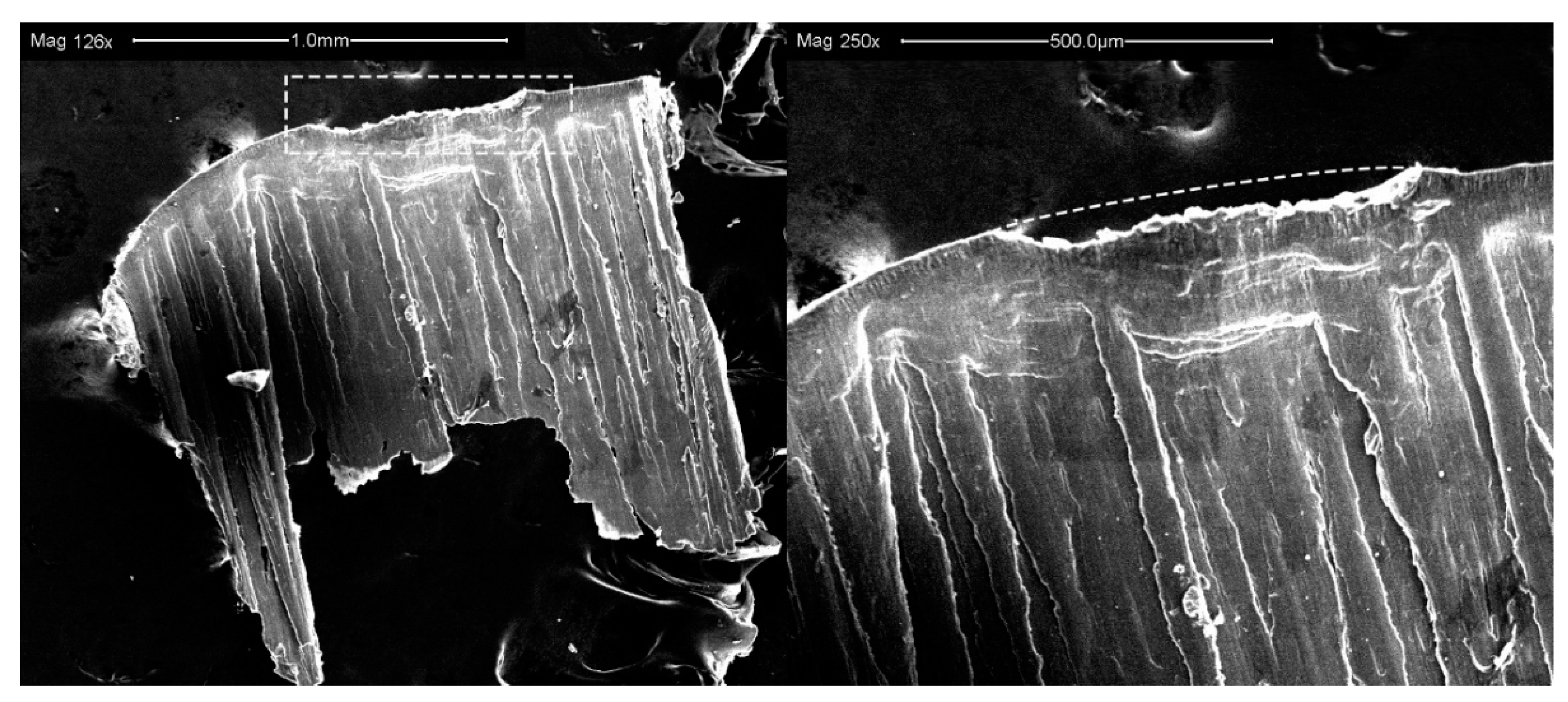
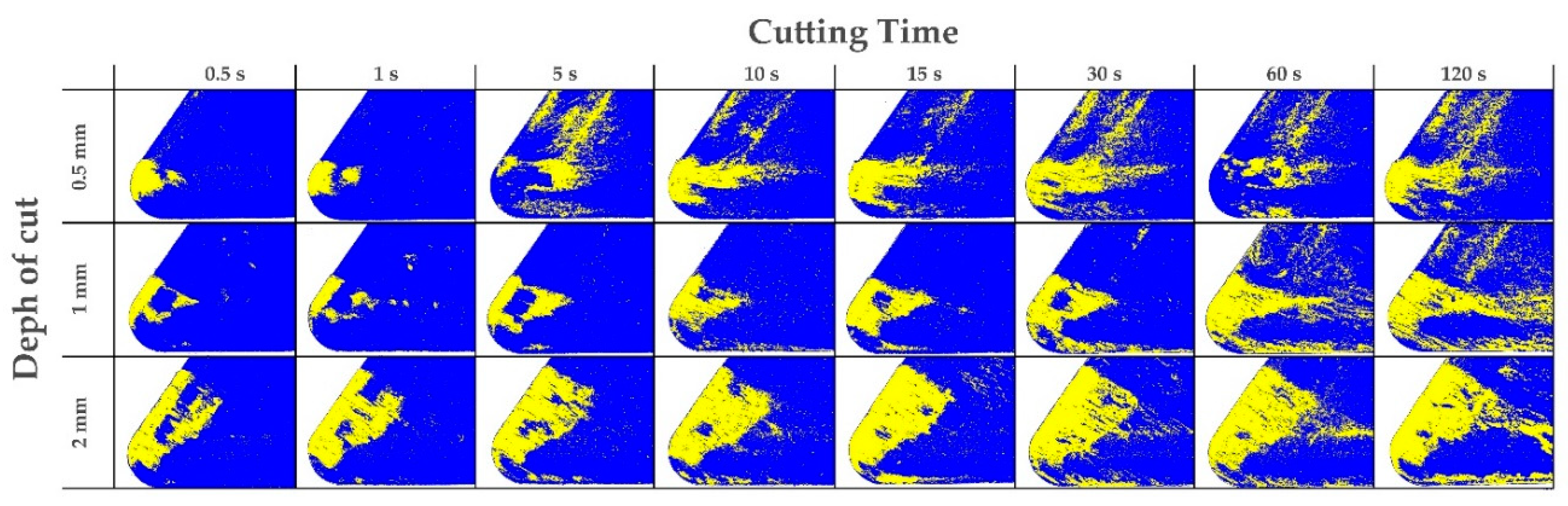
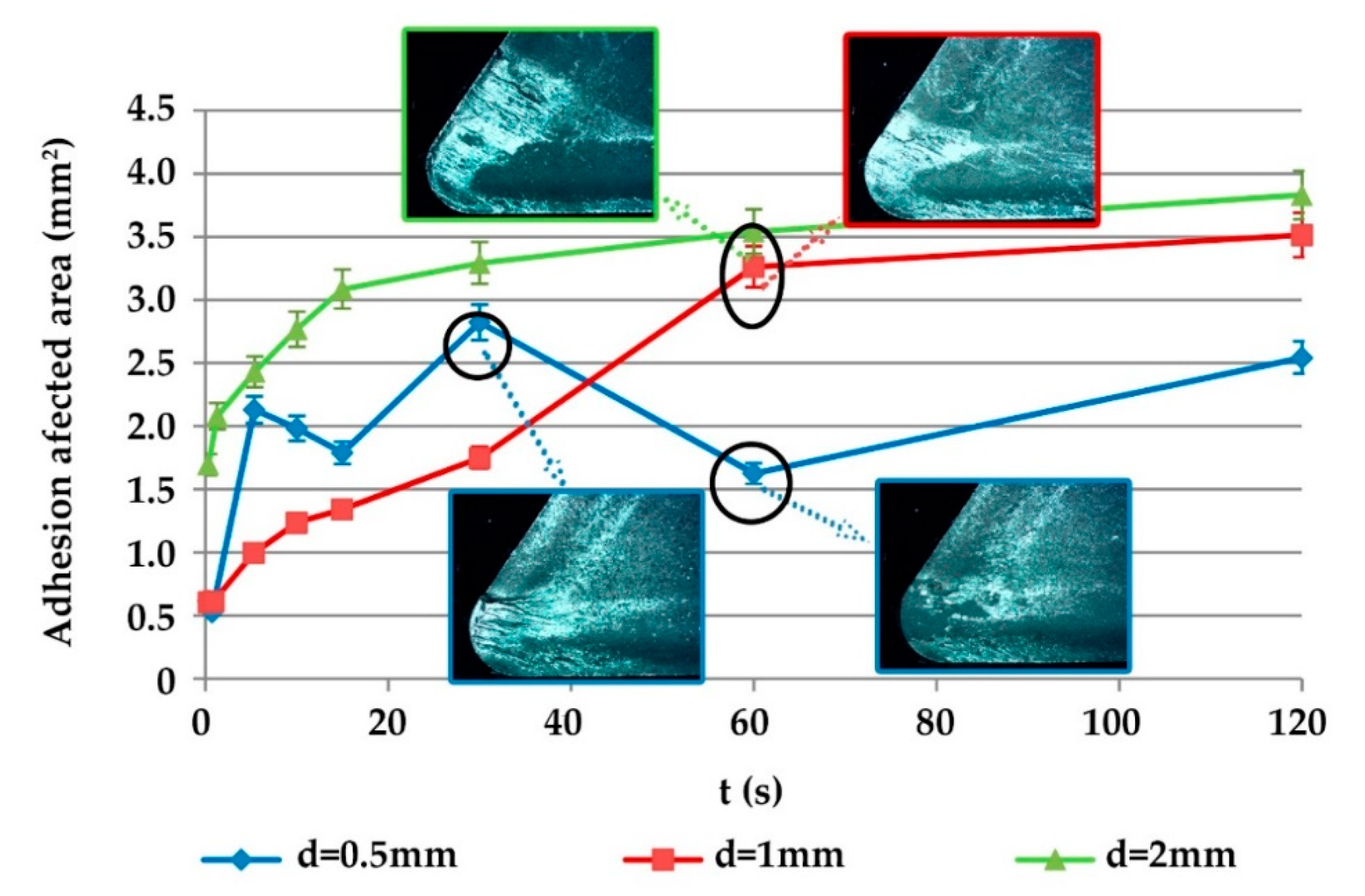
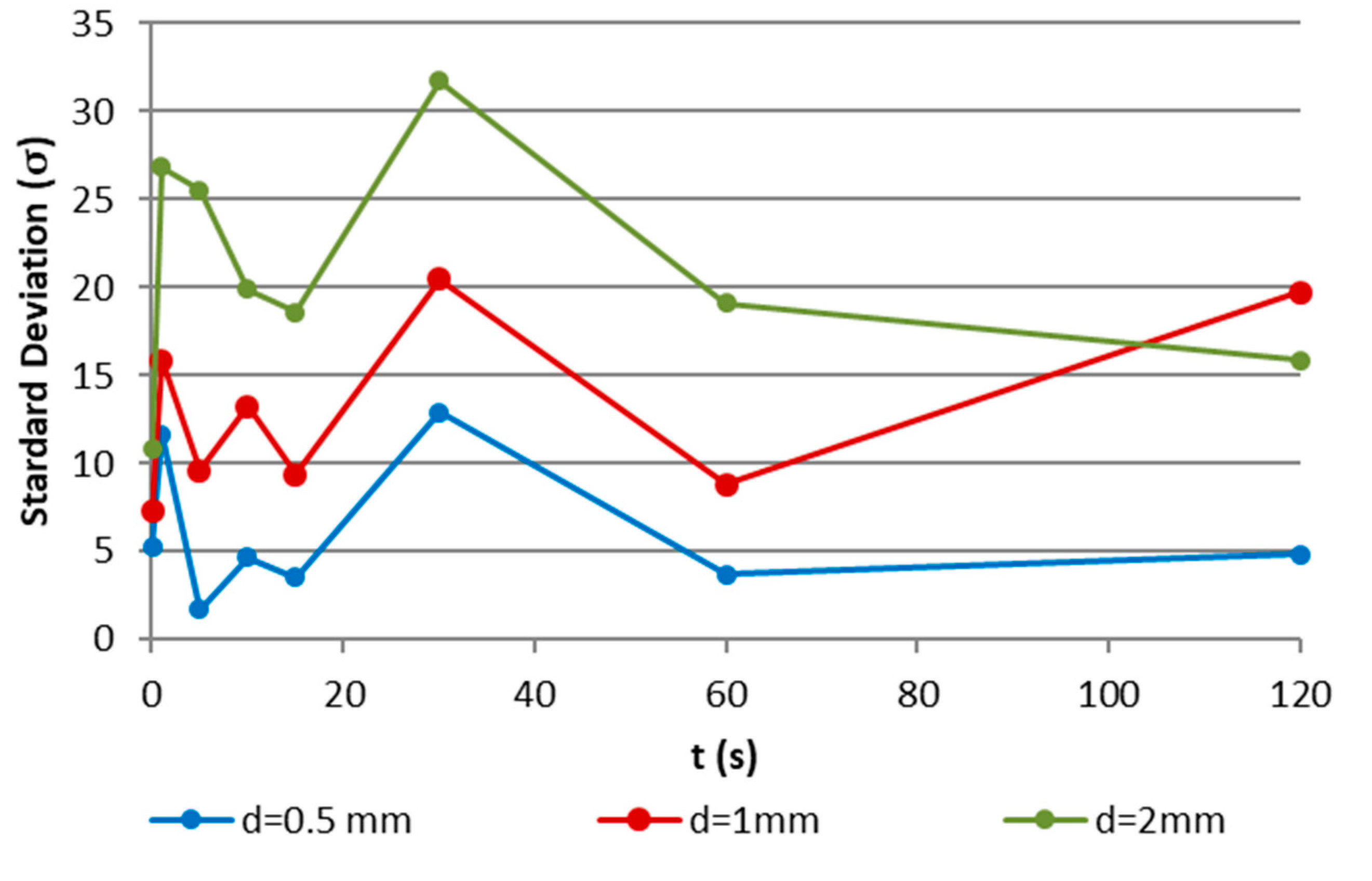
3.1. Evolution of Tool Wear
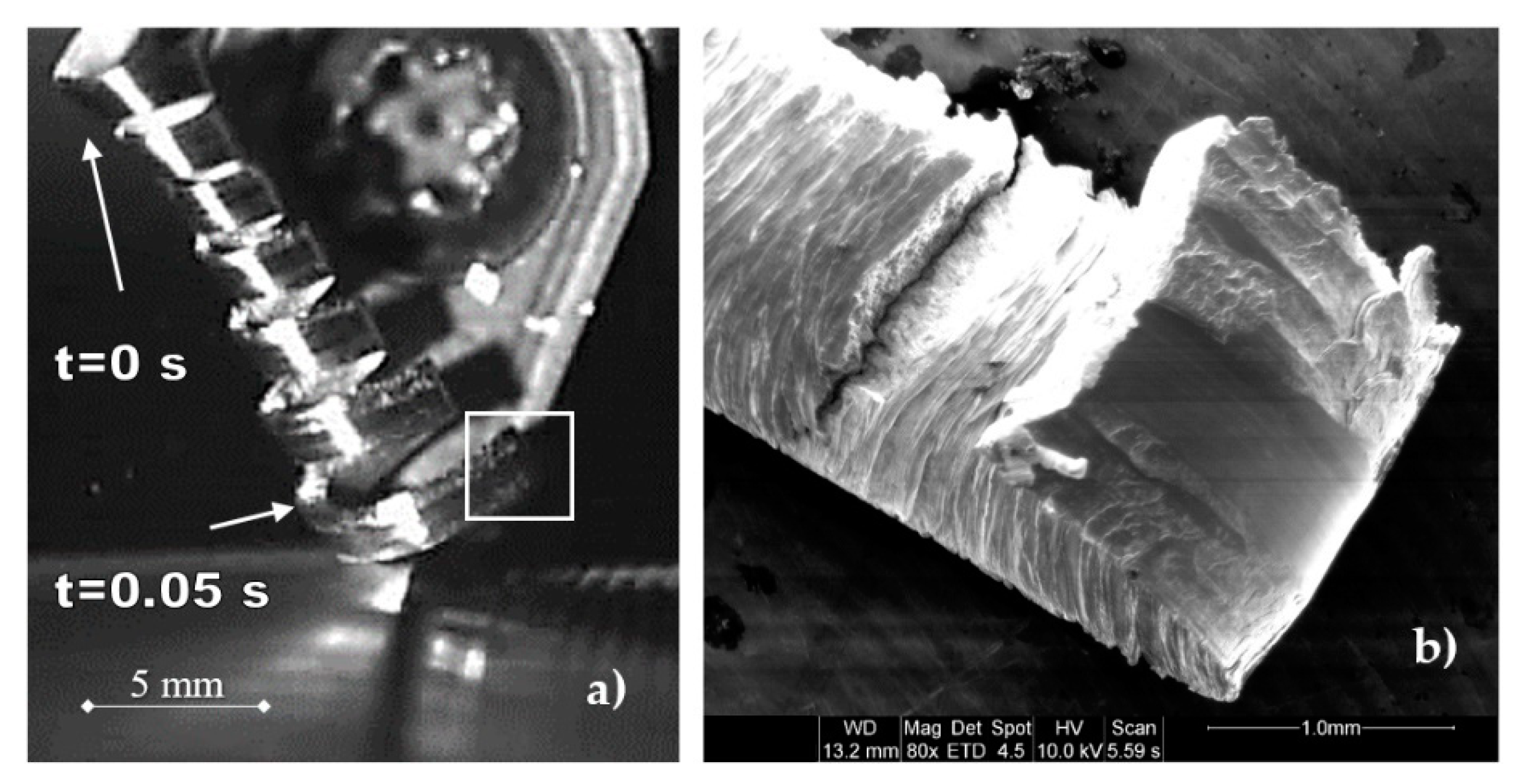
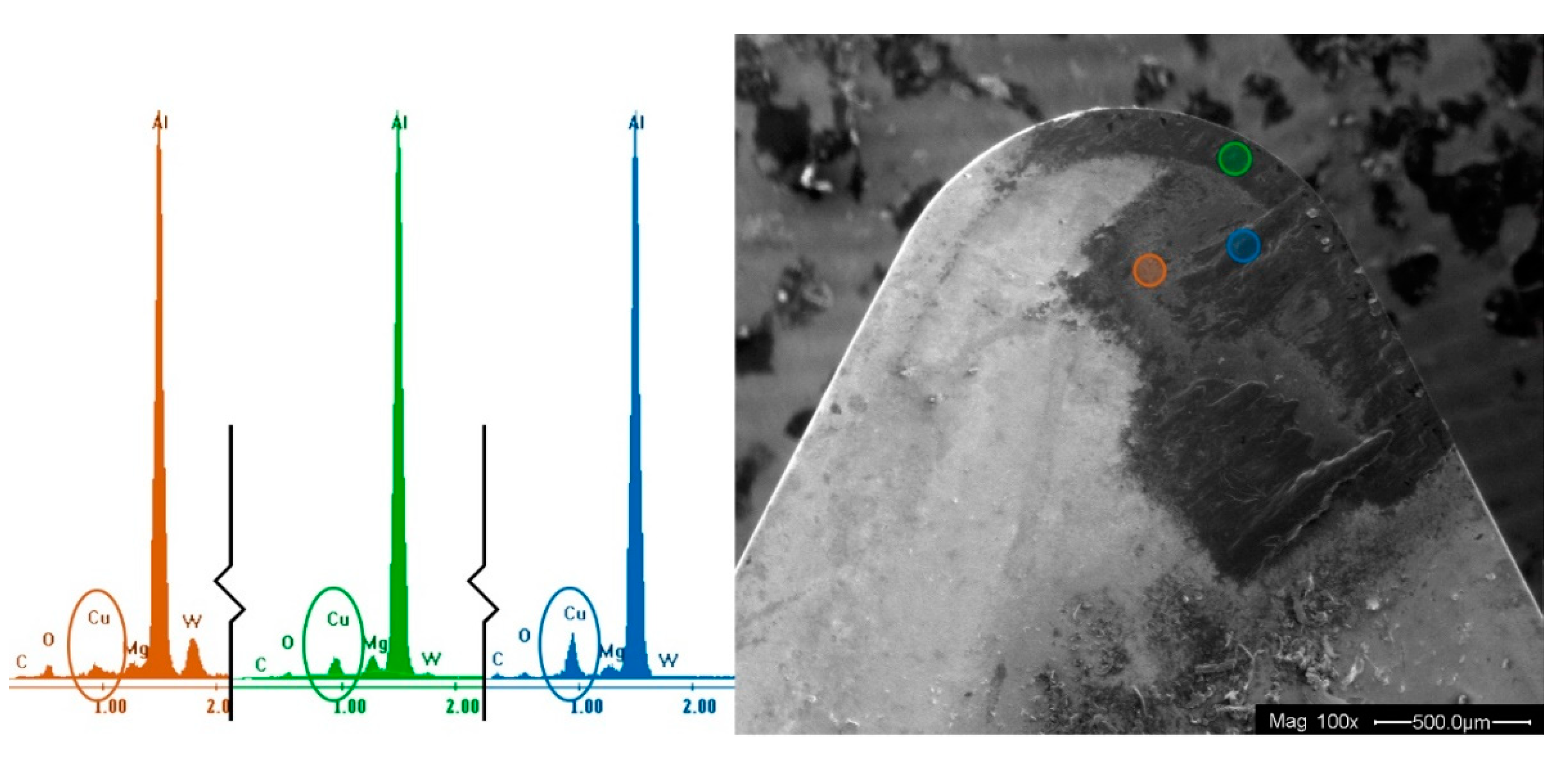
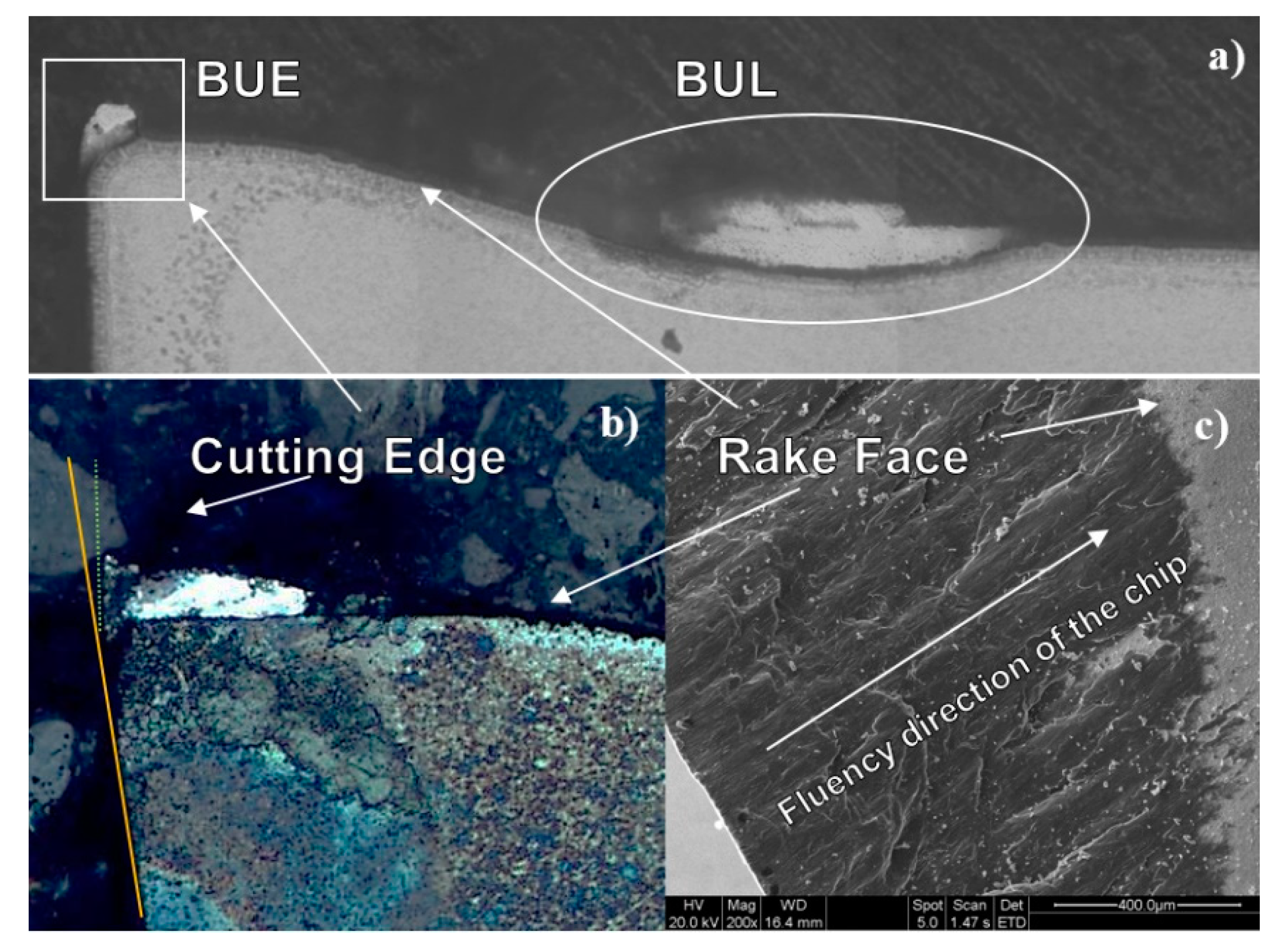
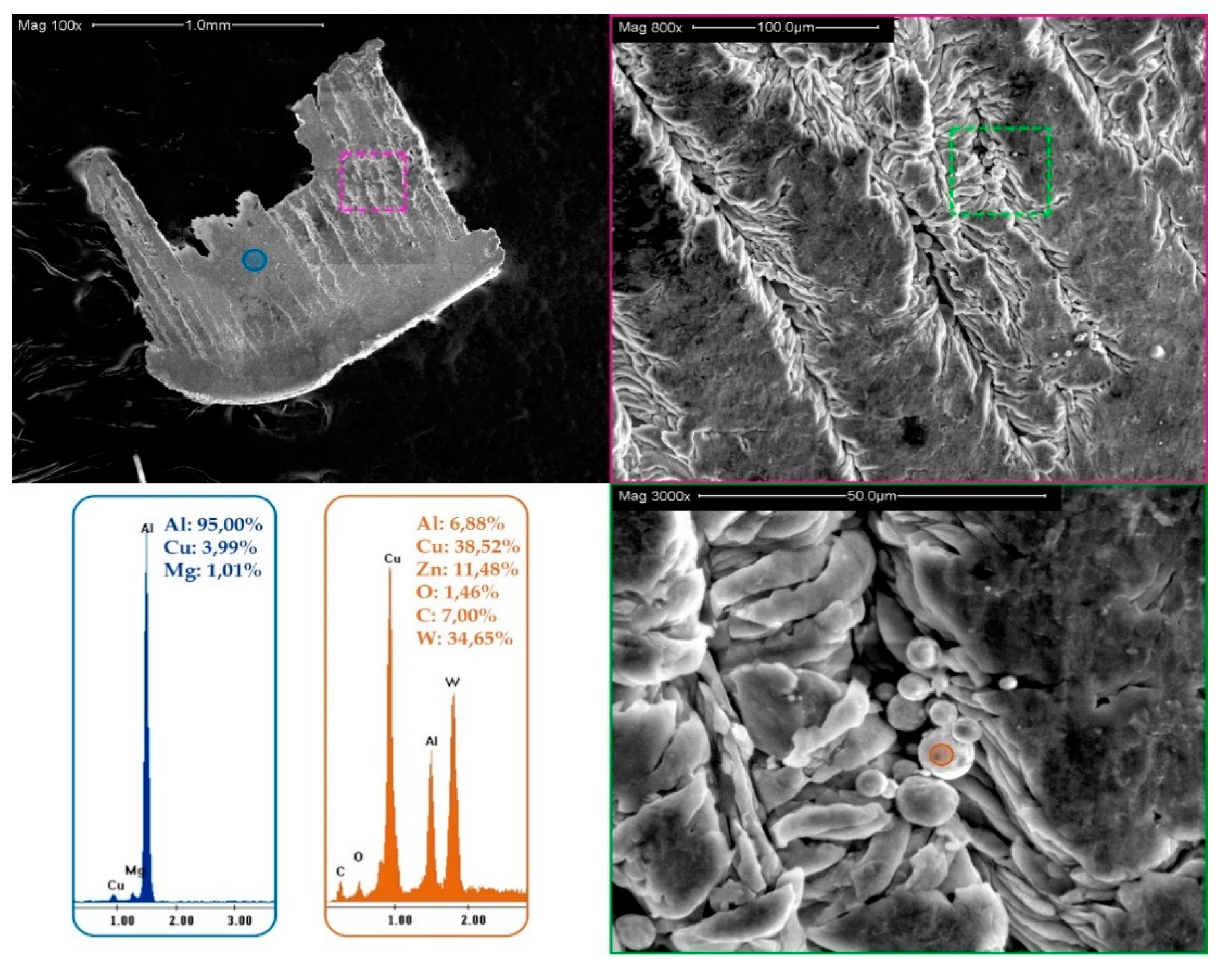
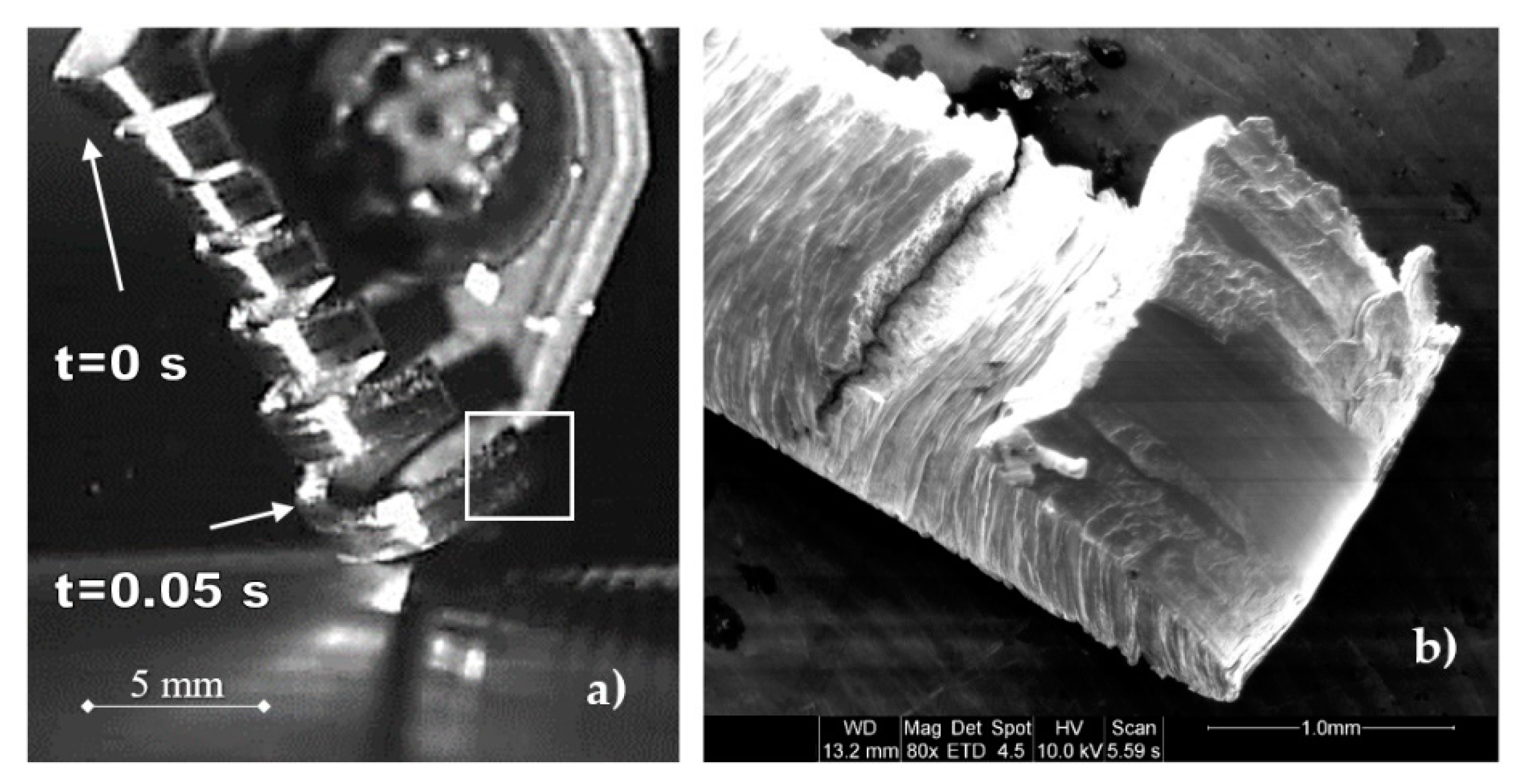
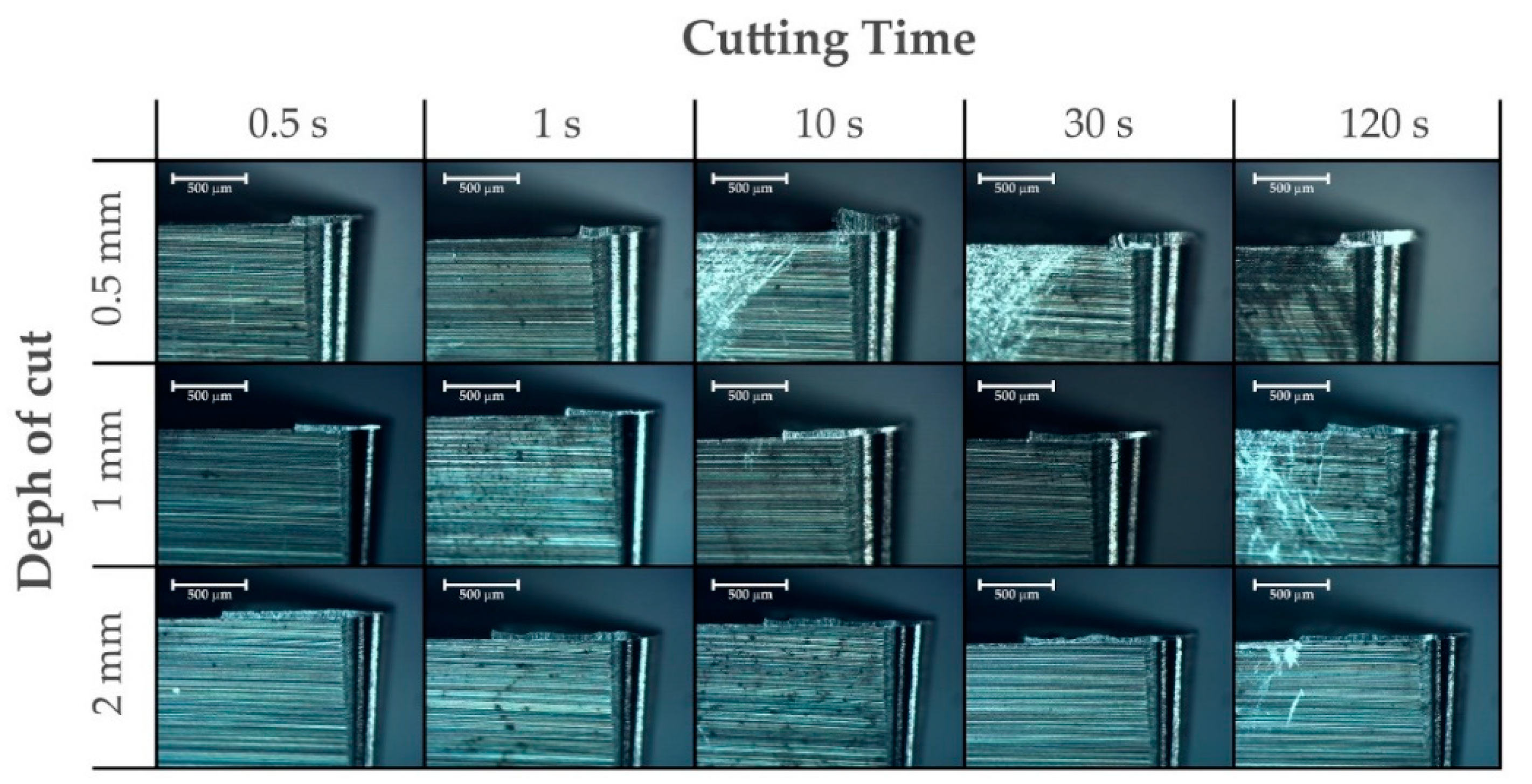
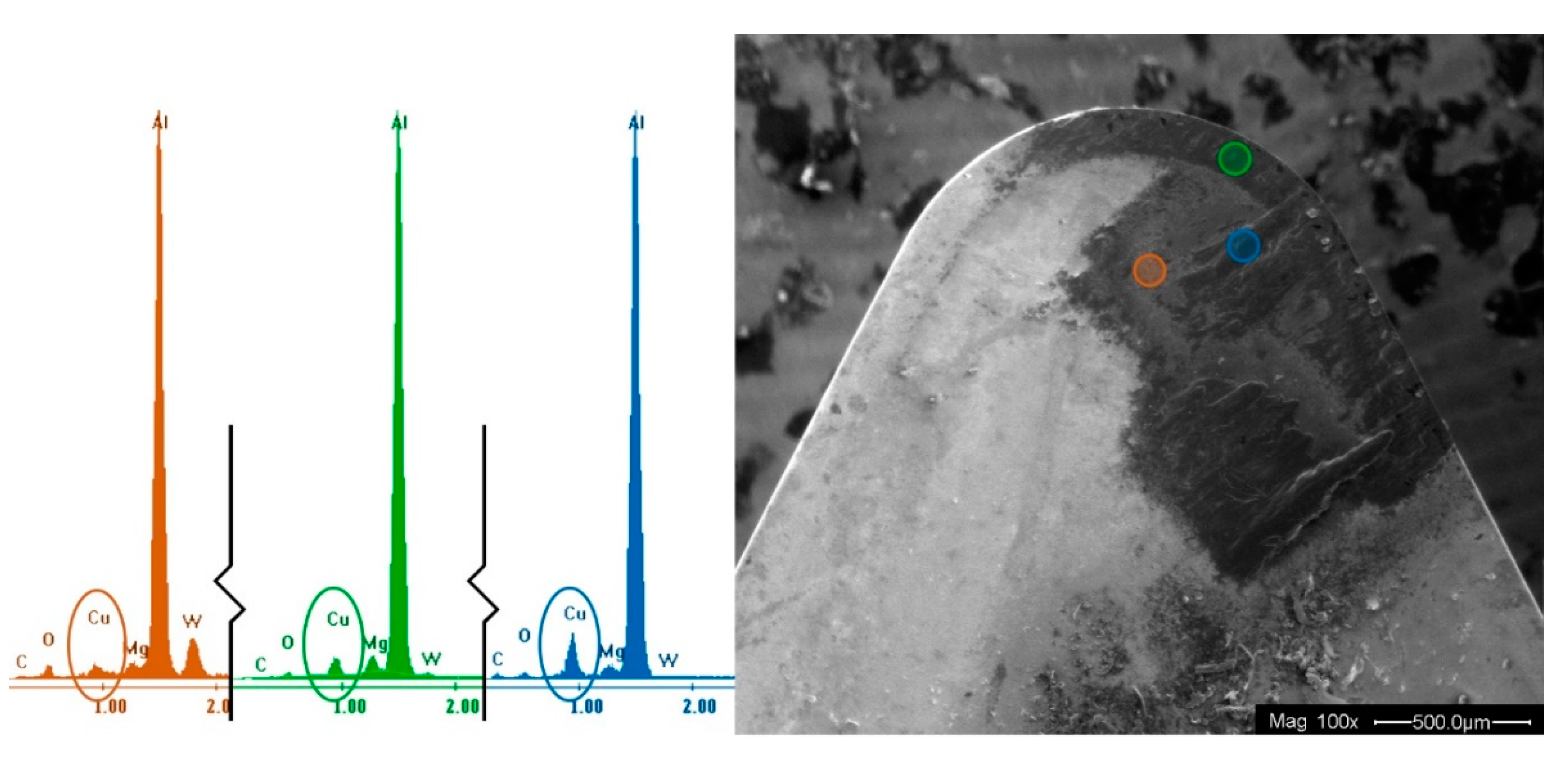
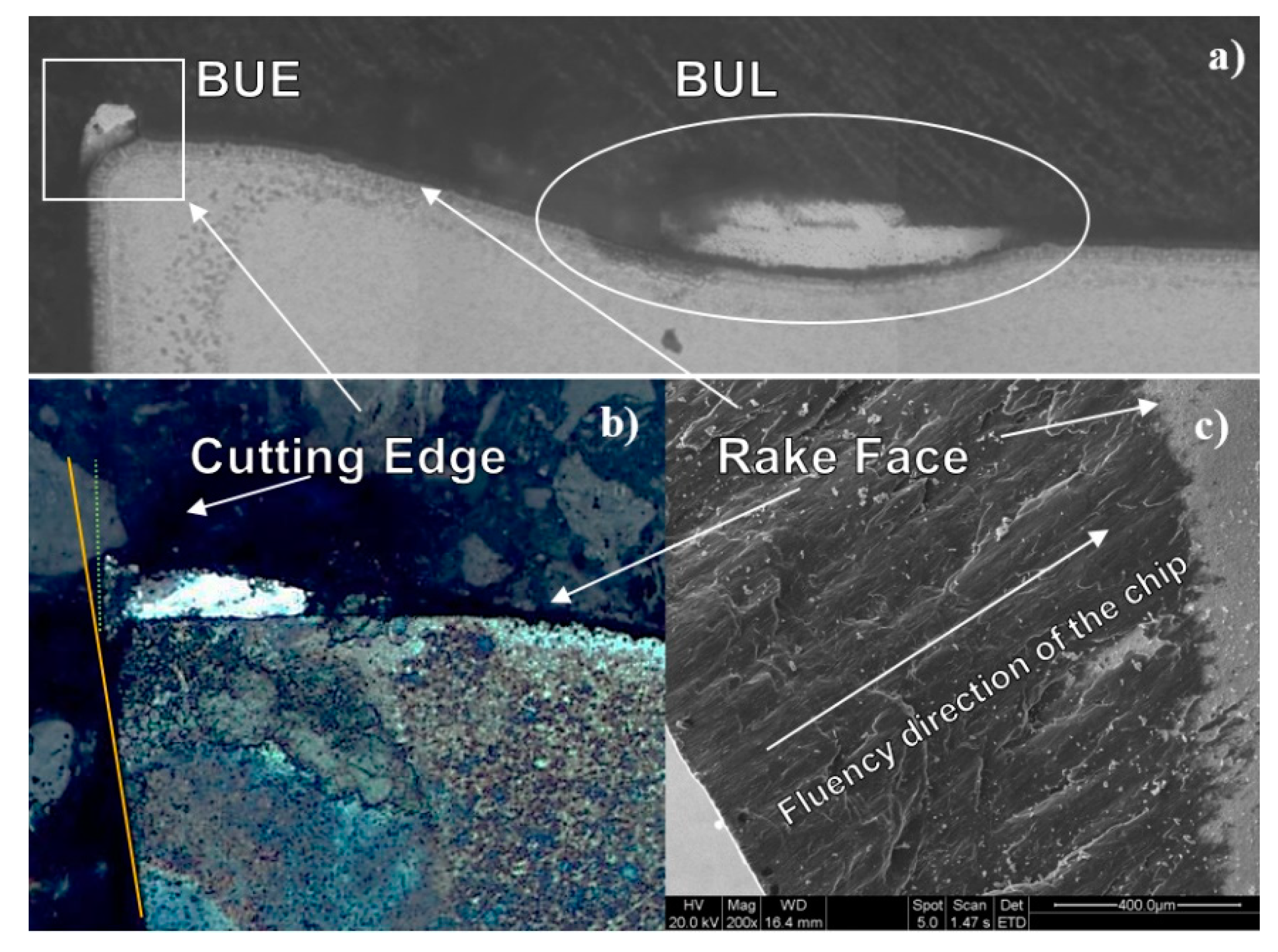
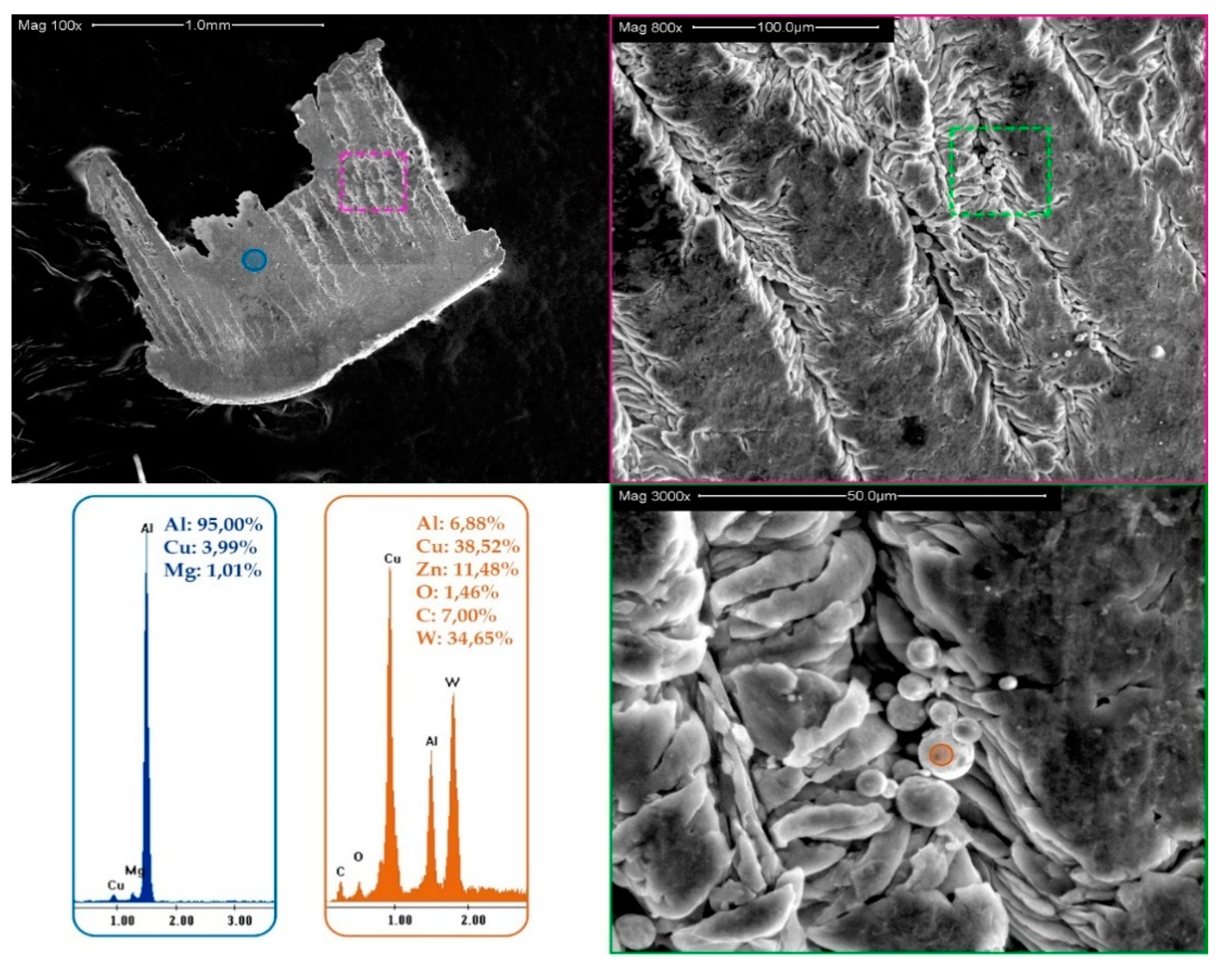
3.2. Wear Mechanism
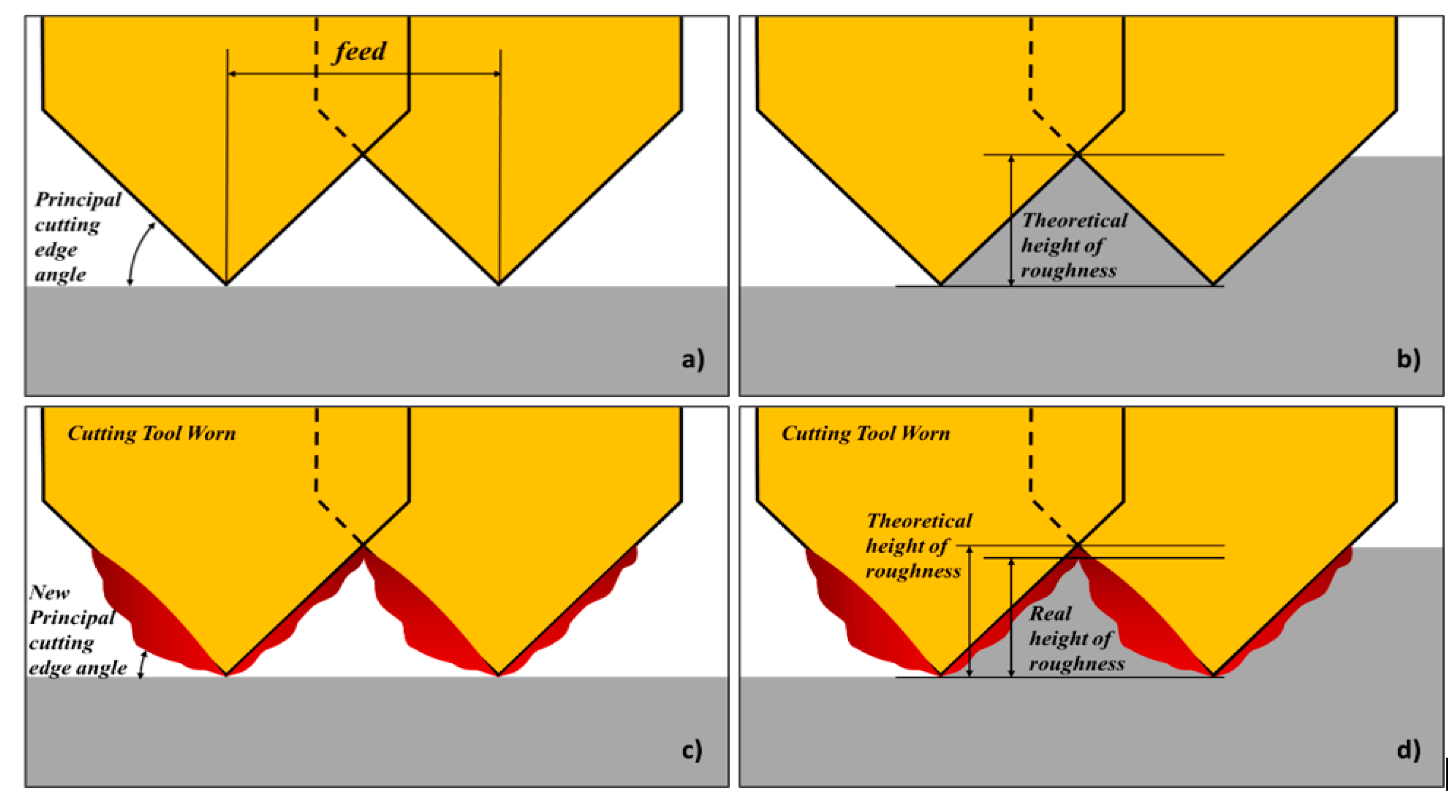
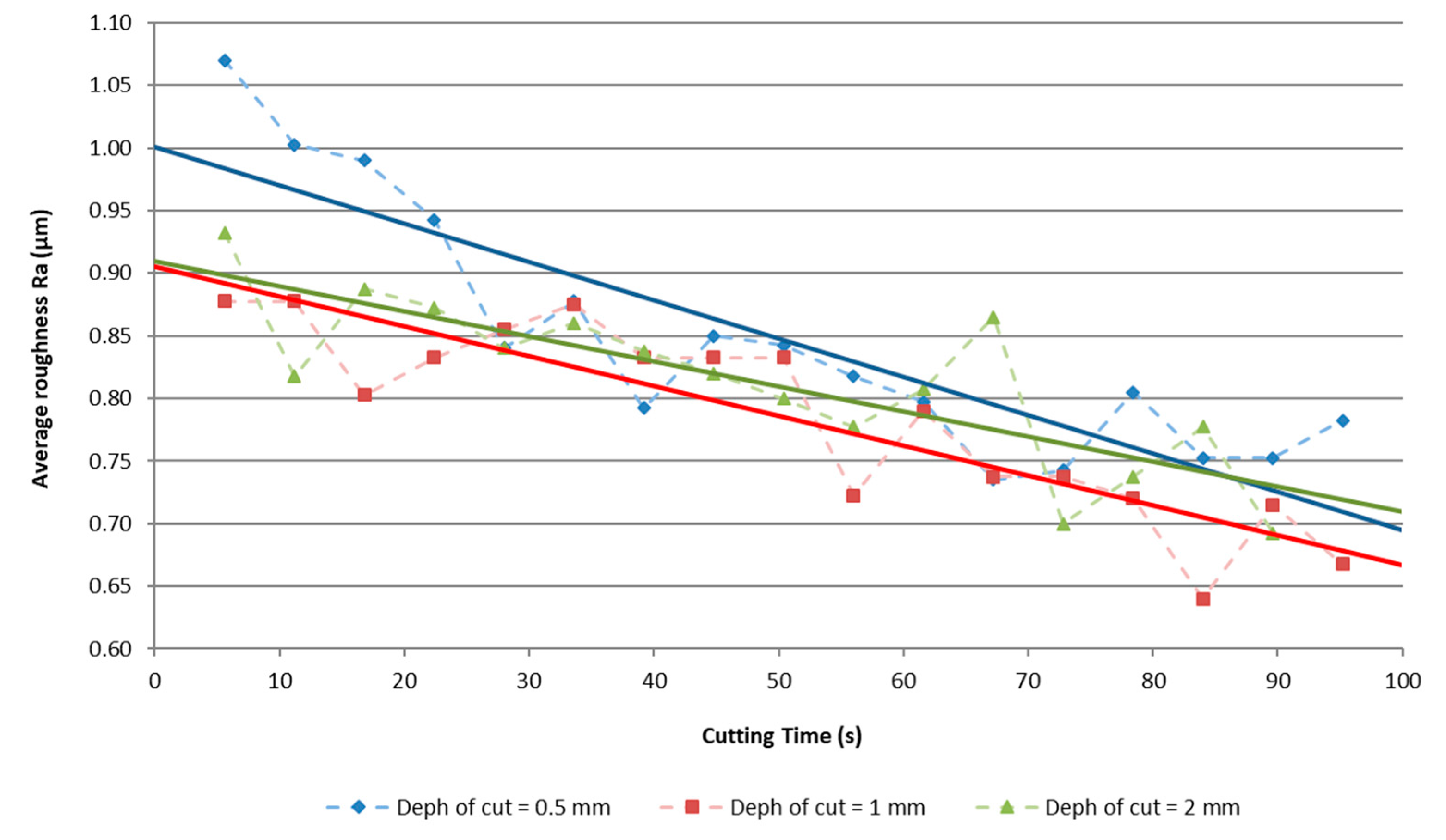
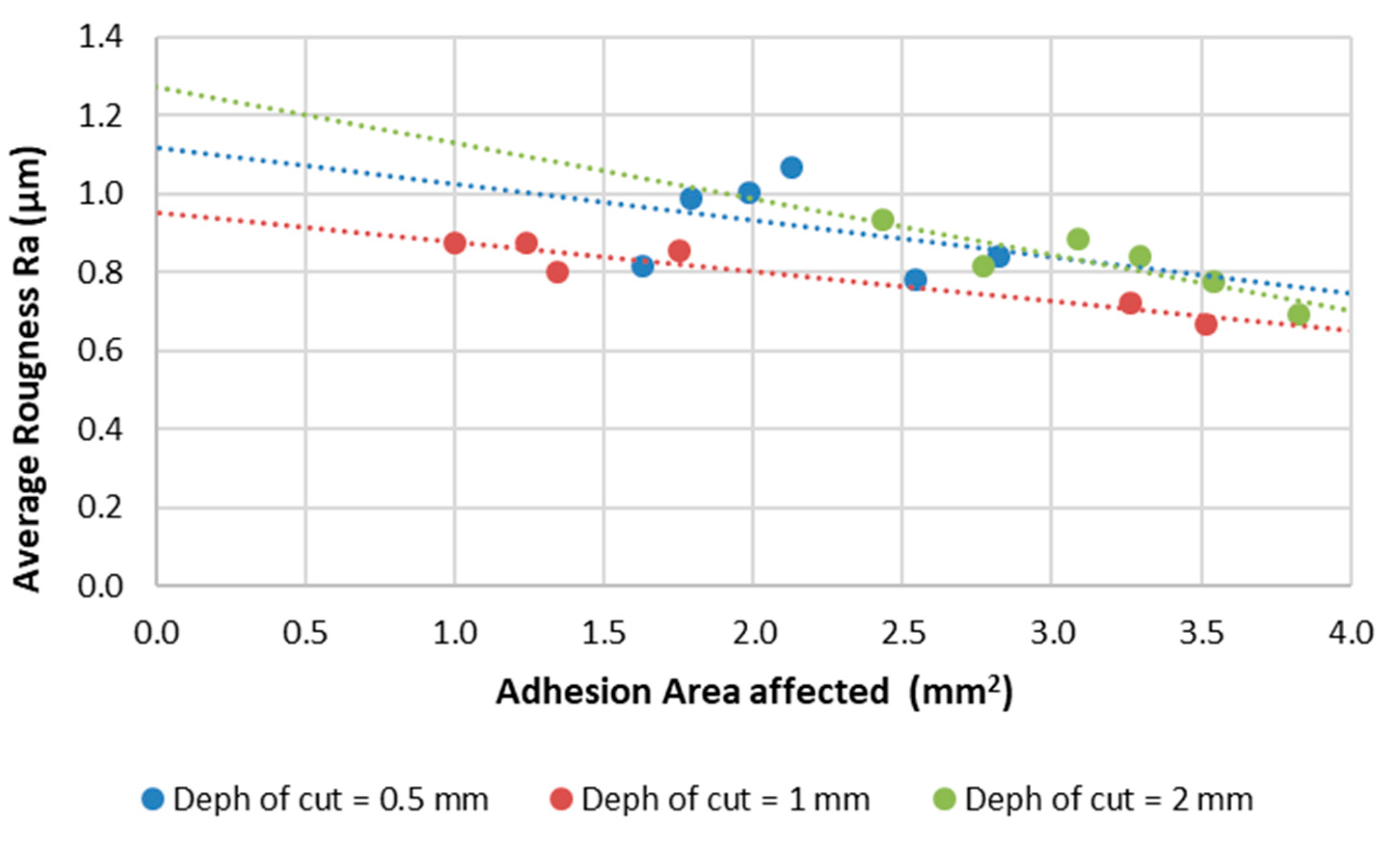
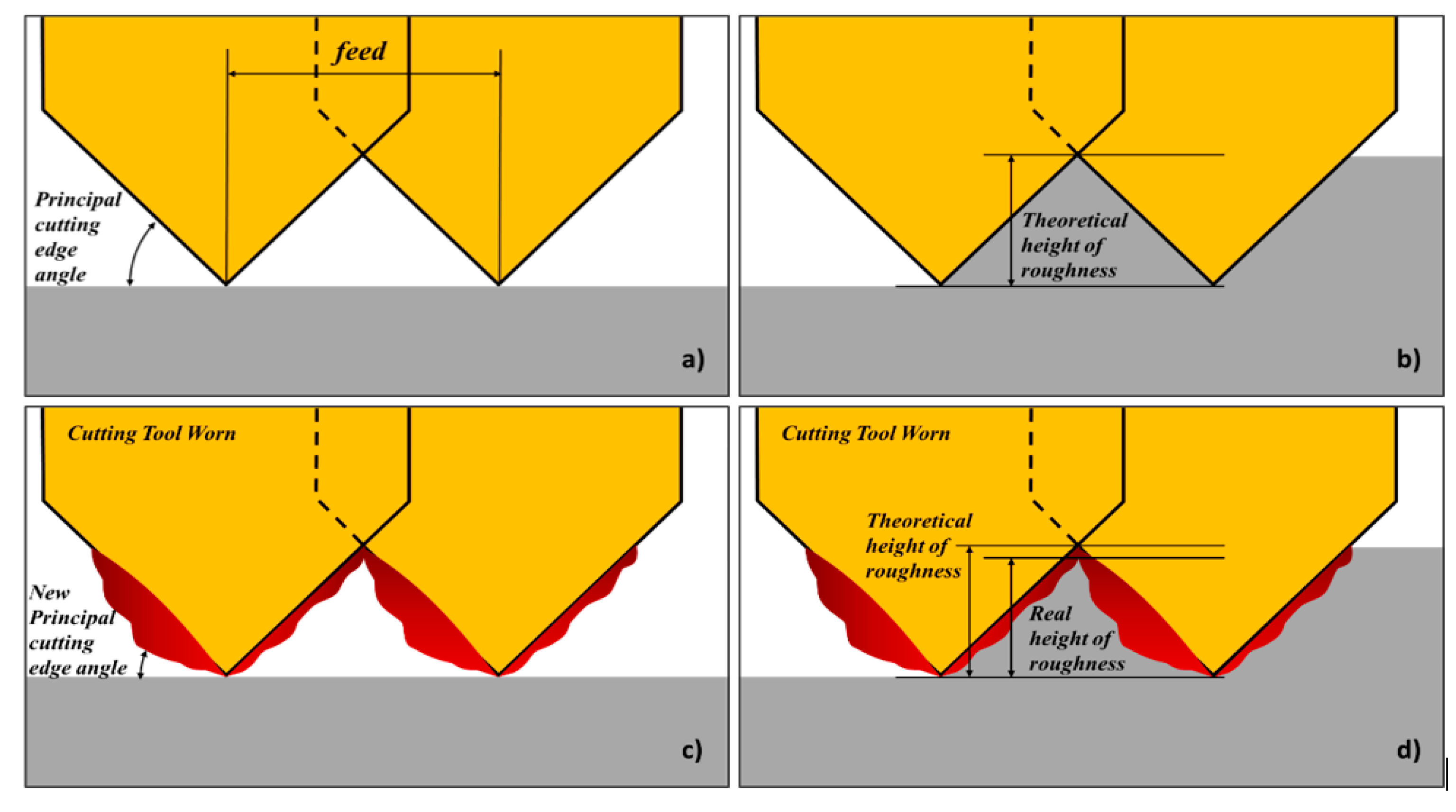
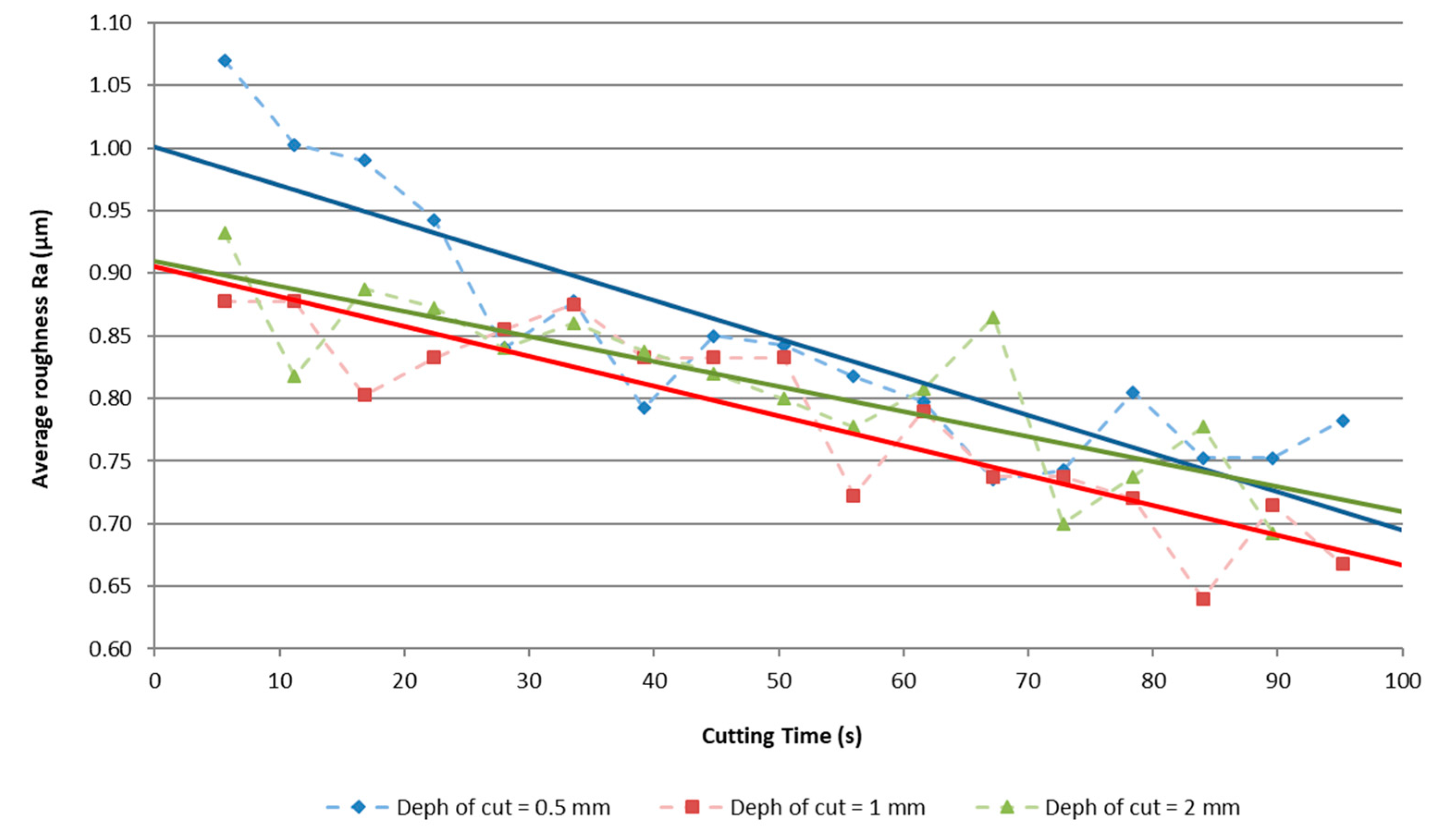
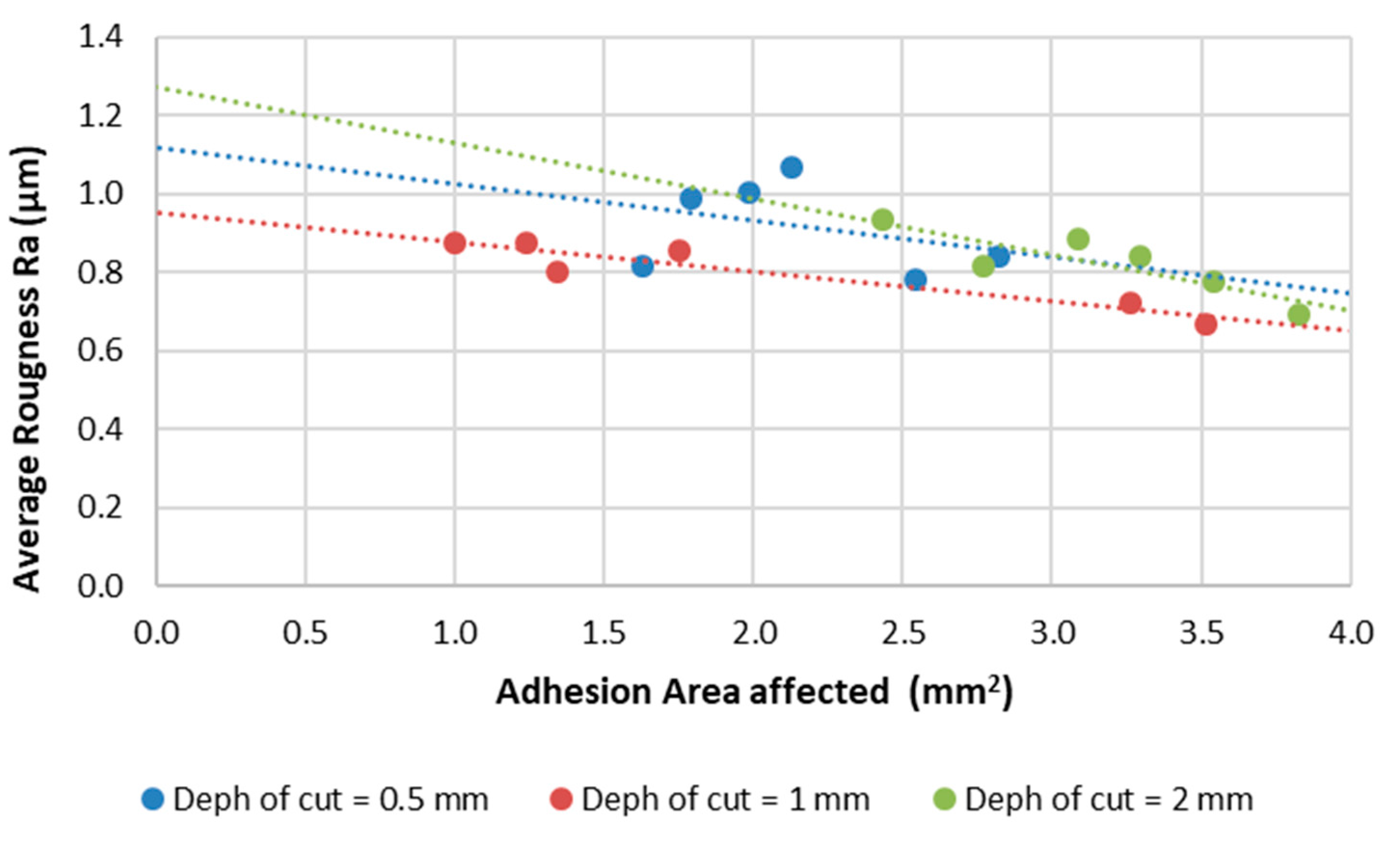
3.3. Relation of Tool Wear and Surface Quality
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wittbecker, G. Aluminium Market Outlook; CRU Group: London, UK, 2018. [Google Scholar]
- Santos, M.; Machado, A.; Sales, W.; Barrozo, M.; Ezugwu, E. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Gomez-Parra, A.; Alvarez, M.; Salguero, J.; Batista, M.; Marcos, M. Analysis of the evolution of the Built-Up Edge and Built-Up Layer formation mechanisms in the dry turning of aeronautical aluminium alloys. Wear 2013, 302, 1209–1218. [Google Scholar] [CrossRef]
- Bar-Hena, M.; Etsionb, I. Experimental study of the effect of coating thickness and substrate roughness on tool wear during turning. Tribol. Int. 2017, 110, 341–347. [Google Scholar] [CrossRef]
- Özen, F.; Fıçıcı, F.; Dündar, M.; Çolak, M. Effect of copper addition to aluminium alloys on surface roughness in terms of turning operation. Acta Phys. Pol. 2017, 131, 467–469. [Google Scholar] [CrossRef]
- Carrilero, M.S.; Bienvenido, R.; Sánchez, J.M.; Marcos, M. A SEM and EDS insight into the BUL and BUE differences in the turning processes of AA2024 Al–Cu alloy. Int. J. Mach. Tools Manuf. 2002, 42, 215–220. [Google Scholar] [CrossRef]
- List, G.; Nouari, M.; Géhin, D.; Gomez, S.; Manaud, J.P.; Le Petitcorps, Y.; Girot, F. Wear behaviour of cemented carbide tools in dry machining of aluminium alloy. Wear 2005, 259, 1177–1189. [Google Scholar] [CrossRef]
- Shahabi, H.H.; Ratnam, M.M. In-cycle detection of built-up edge (BUE) from 2-D images of cutting tools using machine vision. Int. J. Adv. Manuf. Technol. 2010, 46, 1179–1189. [Google Scholar] [CrossRef]
- Viana, R.; Machado, A. The influence of adhesion between coating and substrate on the performance of coated HSS twist drills. J. Braz. Soc. Mech. Sci. Eng. 2009, 31, 327–332. [Google Scholar] [CrossRef]
- Chambers, A. The machinability of light alloy MMCs. Compos. Part A Appl. Sci. Manuf. 1996, 27, 143–147. [Google Scholar] [CrossRef]
- Rubio, E.M.; Camacho, A.M.; Sanchez-Sola, J.M.; Marcos, M. Surface roughness of AA7050 alloy turned bars. Analysis of the influence of the length of machining. J. Mater. Process. Technol. 2005, 682–689, 122–123. [Google Scholar] [CrossRef]
- Salguero, J.; Vazquez-Martinez, J.; Sol, I.; Batista, M. Application of Pin-On-Disc Techniques for the Study of Tribological Interferences in the Dry Machining of A92024-T3 (Al–Cu) Alloys. Materials 2007, 11, 1236. [Google Scholar] [CrossRef] [PubMed]
- Kelly, J.; Cotterell, M. Minimal lubrication machining of aluminium alloys. Mater. Process. Technol. 2002, 120, 327–334. [Google Scholar] [CrossRef]
- Vilches, F.T.; Hurtado, L.S.; Fernández, F.M.; Gamboa, C.B. Analysis of the Chip Geometry in Dry Machining of Aeronautical Aluminum Alloys. Appl. Sci. 2017, 7, 132. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Atlati, S.; Haddag, B.; Nouari, M.; Moufki, A. Effect of the local friction and contact nature on the Built-Up Edge formation process in machining ductile metals. Tribol. Int. 2015, 90, 217–227. [Google Scholar] [CrossRef]
- Batista, M.; Illana, I.D.S.; Fernández-Vidal, S.; Salguero, J. Experimental Parametric Model for Adhesion Wear Measurements in the Dry Turning of an AA2024 Alloy. Materials 2018, 11, 1598. [Google Scholar] [CrossRef]
- Coromant, S. Modern Metal Cutting: A Practical Handbook; Sandvik Coromant: Sandwicken, Sweden, 1994. [Google Scholar]
- Trujillo, F.; Sevilla, L.; Marcos, M. Experimental parametric model for indirect adhesion wear measurement in the dry turning of UNS A97075 (Al-Zn) alloy. Materials 2017, 10, 152. [Google Scholar] [CrossRef] [PubMed]
- Szablewski, E.; Sokolowski, J. High Speed Face Milling of an Aluminium Silicon Alloy Casting. CIRP Ann. 2004, 53, 69–72. [Google Scholar]
- Lahres, M.; Müller-Hummel, P.; Doerfel, O. Applicability of different hard coatings in dry milling aluminium alloys. Surf. Coat. Technol. 1997, 91, 116–121. [Google Scholar] [CrossRef]
- Roy, P.; Sarangi, S.; Ghosh, A.; Chattopadhyay, A. Machinability study of pure aluminium and Al–12% Si alloys against uncoated and coated carbide inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 535–544. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 1832:2012. Indexable Inserts for Cutting Tools—Designation; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Seco Tools Catalog, Seco Tools. 2019. Available online: https://www.secotools.com/article/84585 (accessed on 10 July 2019).
- Sandvik Tools Catalog, Sandvik Coromant. 2019. Available online: https://www.sandvik.coromant.com/en-gb/downloads (accessed on 9 July 2019).
- Dormer Tools Catalog, Dormer Tools. 2019. Available online: https://www.dormerpramet.com/downloads/pramet%20turning%20chipbreaker%20catalogue%20en.pdf (accessed on 15 July 2019).
- Komanduri, R. Machining and grinding: A historical review of the classical papers. Appl. Mech. Rev. 1993, 46, 80–132. [Google Scholar] [CrossRef]
- Salguero, J.; Batista, M.; Garcia-Jurado, D.; Gamez, A.J.; Marcos, M. Evolution of the Surface Quality in the High Speed Milling of Aerospace Aluminum Alloys. Adv. Sci. Lett. 2013, 19, 379–383. [Google Scholar] [CrossRef]
- Sánchez-Sola, J.M. Parametric Analysis of Machining Aluminum Alloys. Relation to the Topography of the Machined Samples. Ph.D. Thesis, Universidad Nacional de Educación a Distancia (UNED), Madrid, Spain, 2004. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Speed (Vc) [m/min] | 100 | ||
| Feed (f) [mm/rev] | 0.10 | ||
| Depth of cut (d) [mm] | 0.5 | 1.0 | 2.0 |
| Cutting time (t) [s] | 0.5–1–5–10–15–30–60–120 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batista, M.; Del Sol, I.; Gomez-Parra, A.; Ramirez-Peña, M.; Salguero, J. Study of the Tool Wear Process in the Dry Turning of Al–Cu Alloy. Metals 2019, 9, 1094. https://doi.org/10.3390/met9101094
Batista M, Del Sol I, Gomez-Parra A, Ramirez-Peña M, Salguero J. Study of the Tool Wear Process in the Dry Turning of Al–Cu Alloy. Metals. 2019; 9(10):1094. https://doi.org/10.3390/met9101094
Chicago/Turabian StyleBatista, Moises, Irene Del Sol, Alvaro Gomez-Parra, Magdalena Ramirez-Peña, and Jorge Salguero. 2019. "Study of the Tool Wear Process in the Dry Turning of Al–Cu Alloy" Metals 9, no. 10: 1094. https://doi.org/10.3390/met9101094
APA StyleBatista, M., Del Sol, I., Gomez-Parra, A., Ramirez-Peña, M., & Salguero, J. (2019). Study of the Tool Wear Process in the Dry Turning of Al–Cu Alloy. Metals, 9(10), 1094. https://doi.org/10.3390/met9101094