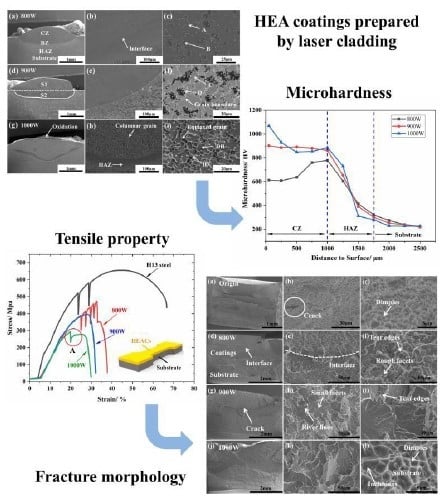
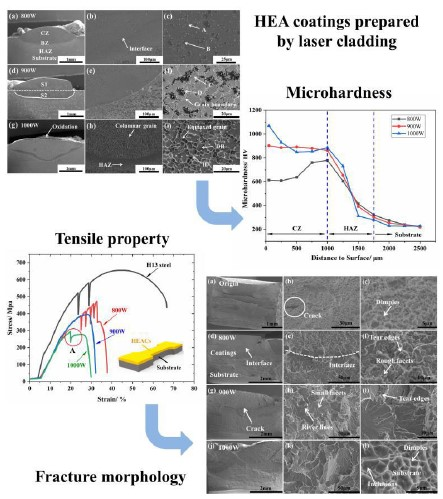
Phase Evolution, Microstructure and Mechanical Property of AlCoCrFeNiTi High-Entropy Alloy Coatings Prepared by Mechanical Alloying and Laser Cladding


Abstract
:
1. Introduction
2. Experimental Procedures
2.1. Preparation of the HEA Powders and Coatings
2.2. Characterization of the HEA Powders and Coatings
3. Results and Discussion
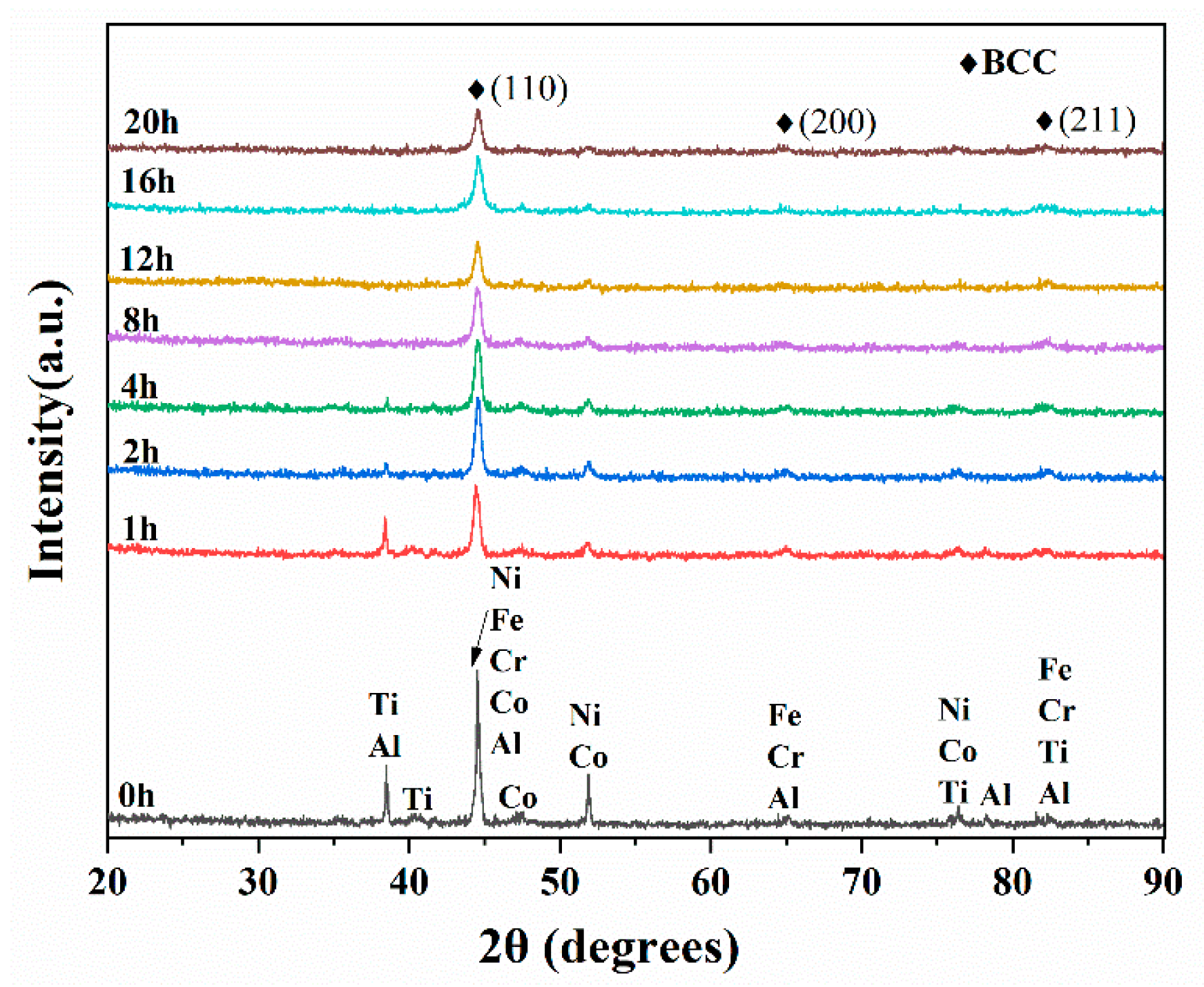
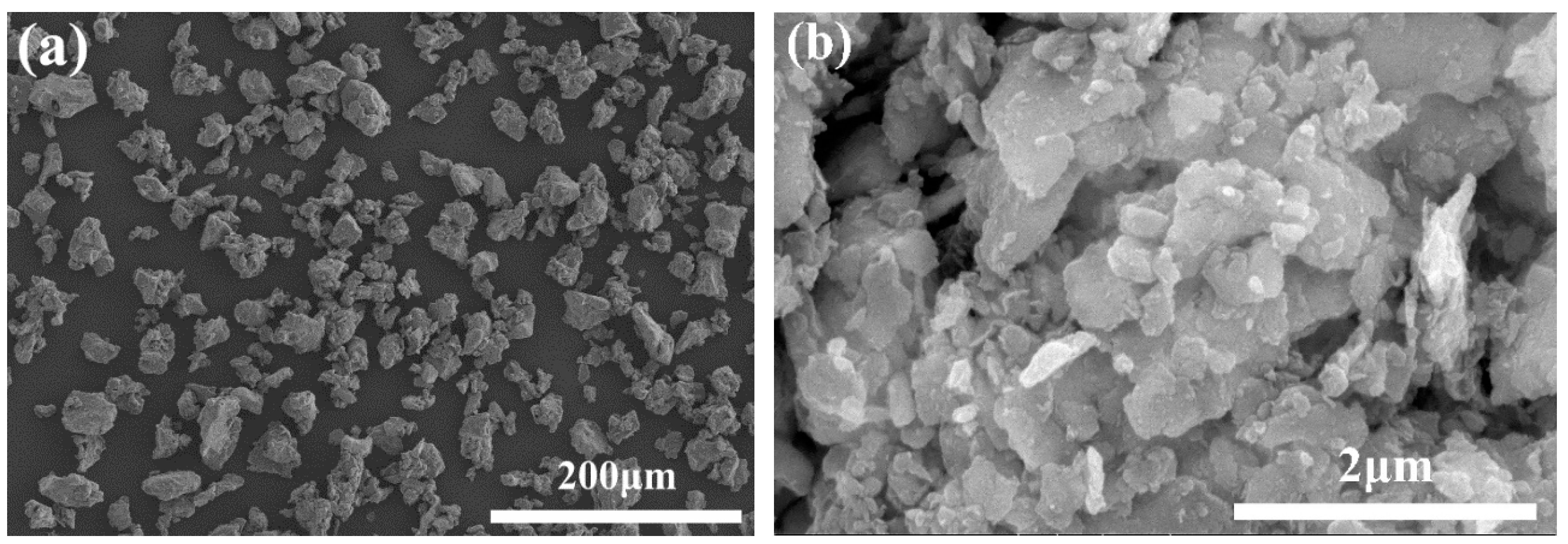
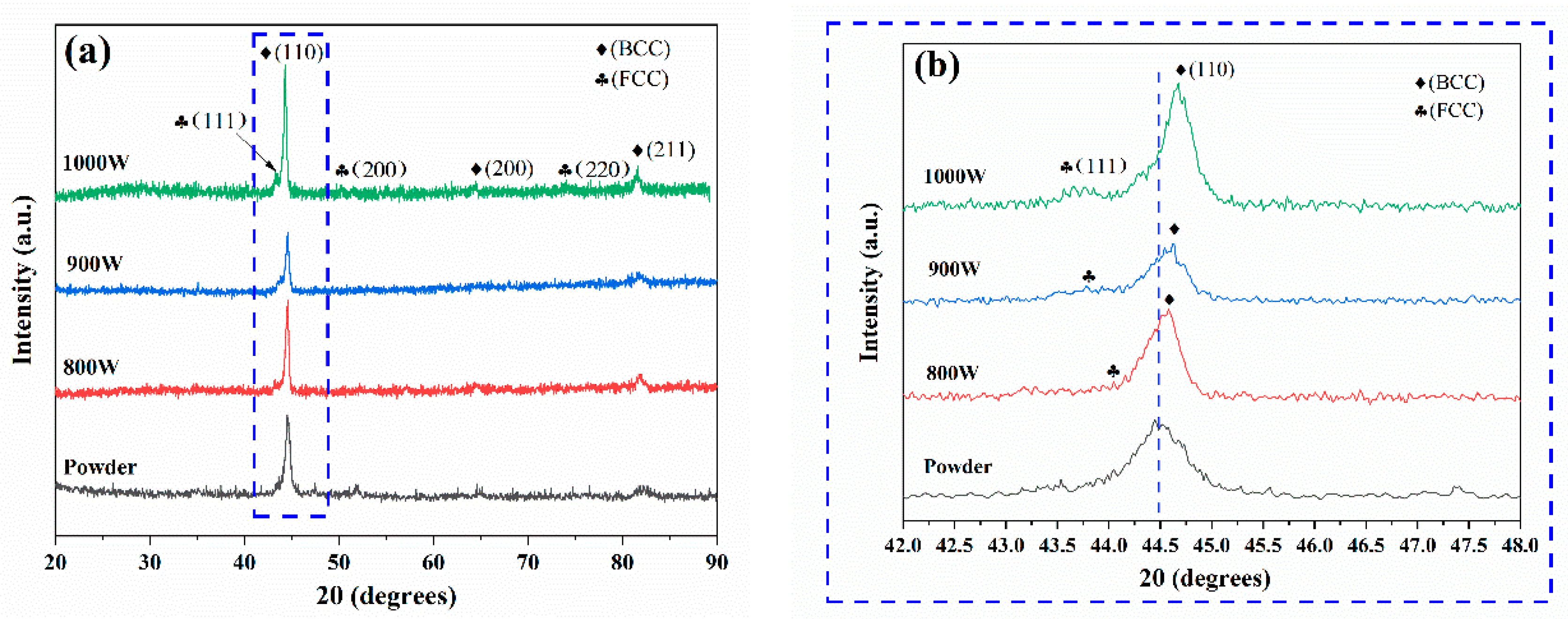
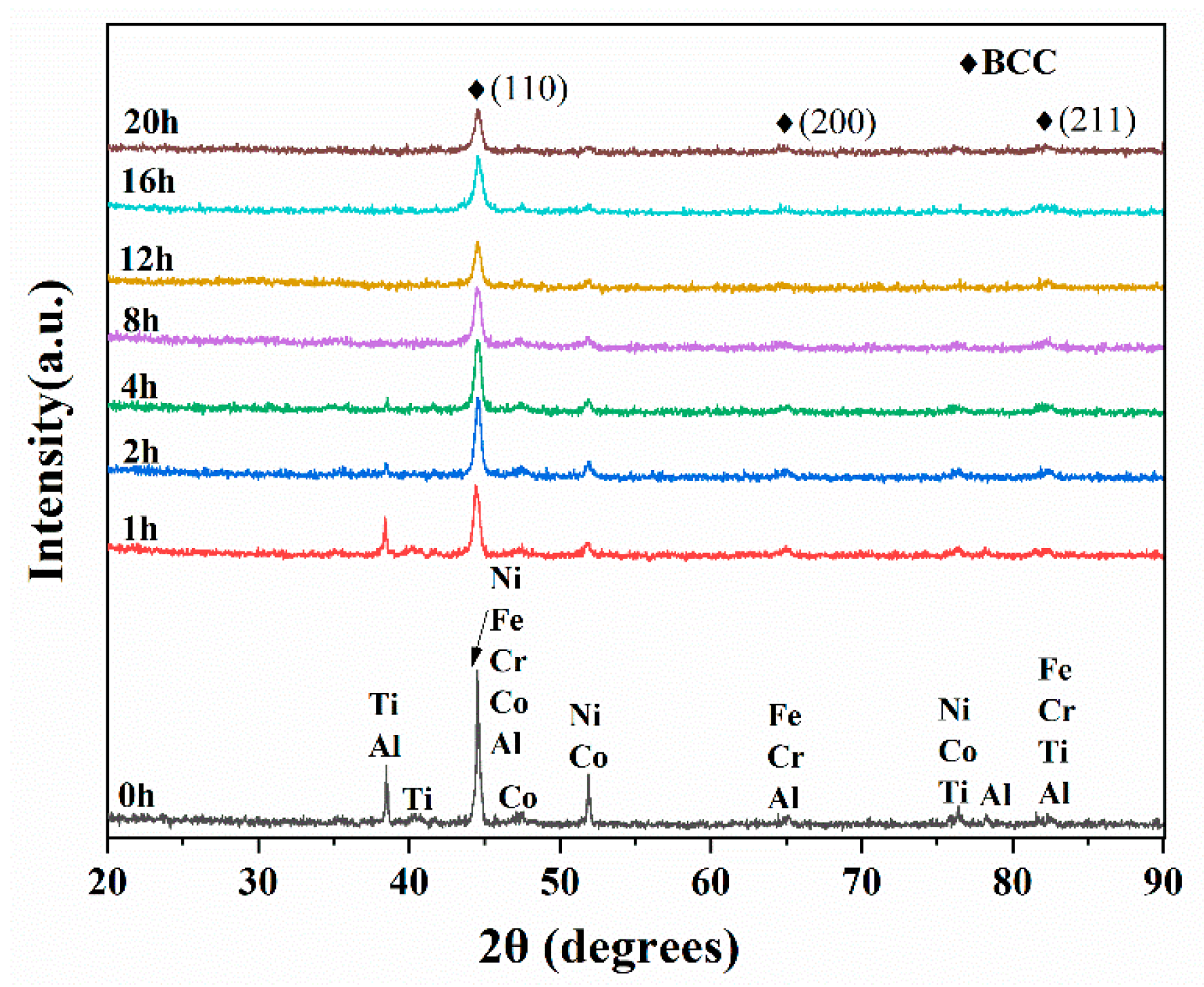
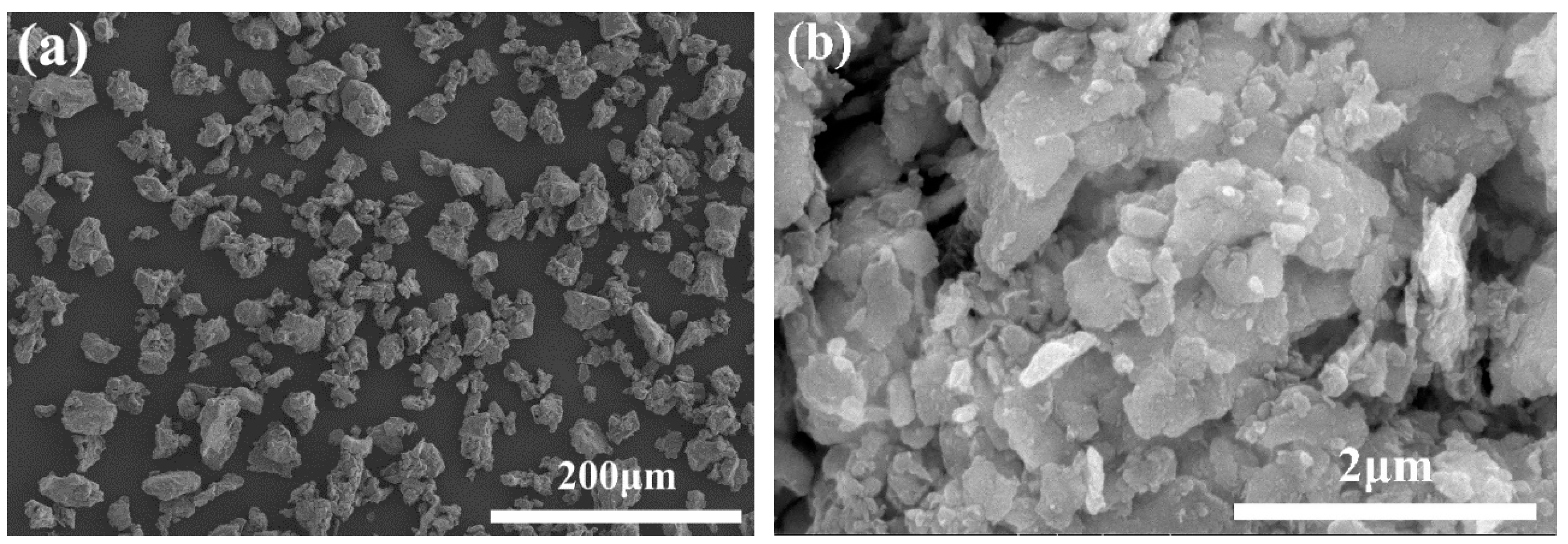
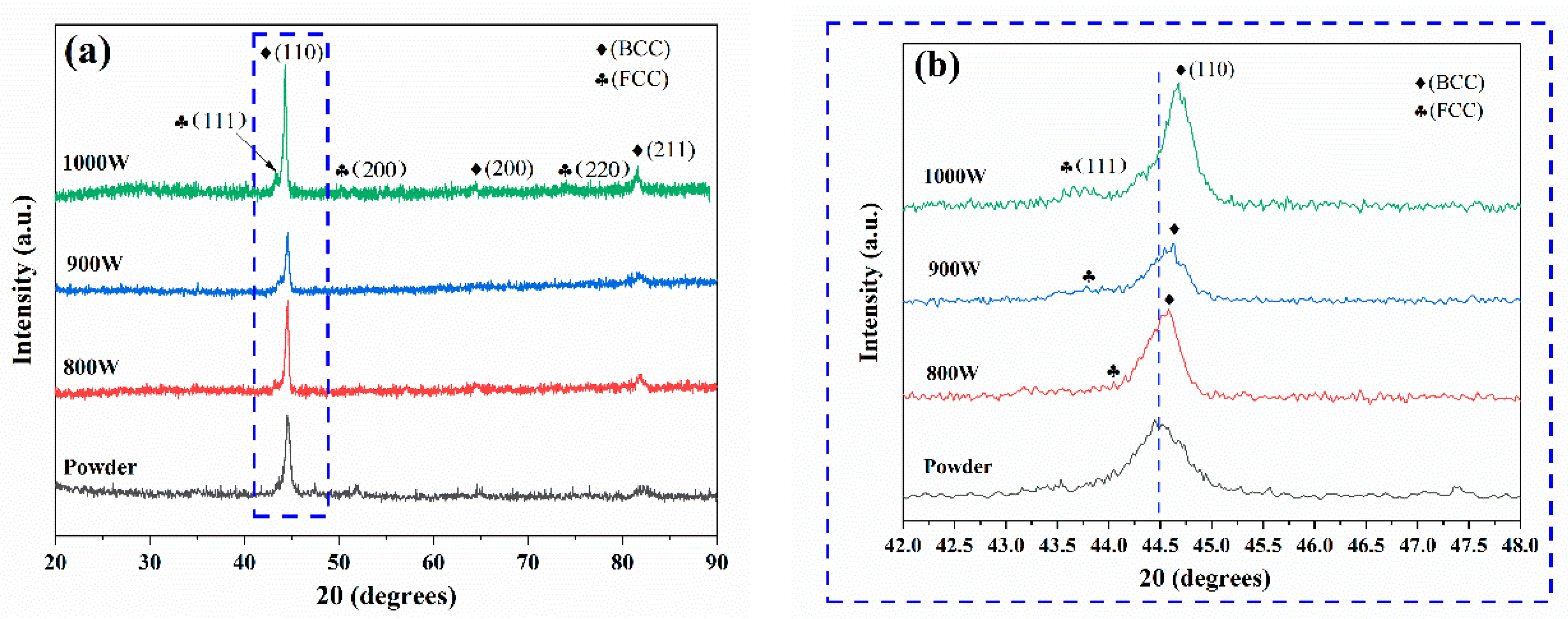
3.1. Phase Evolution and Microstructure of HEA Powders
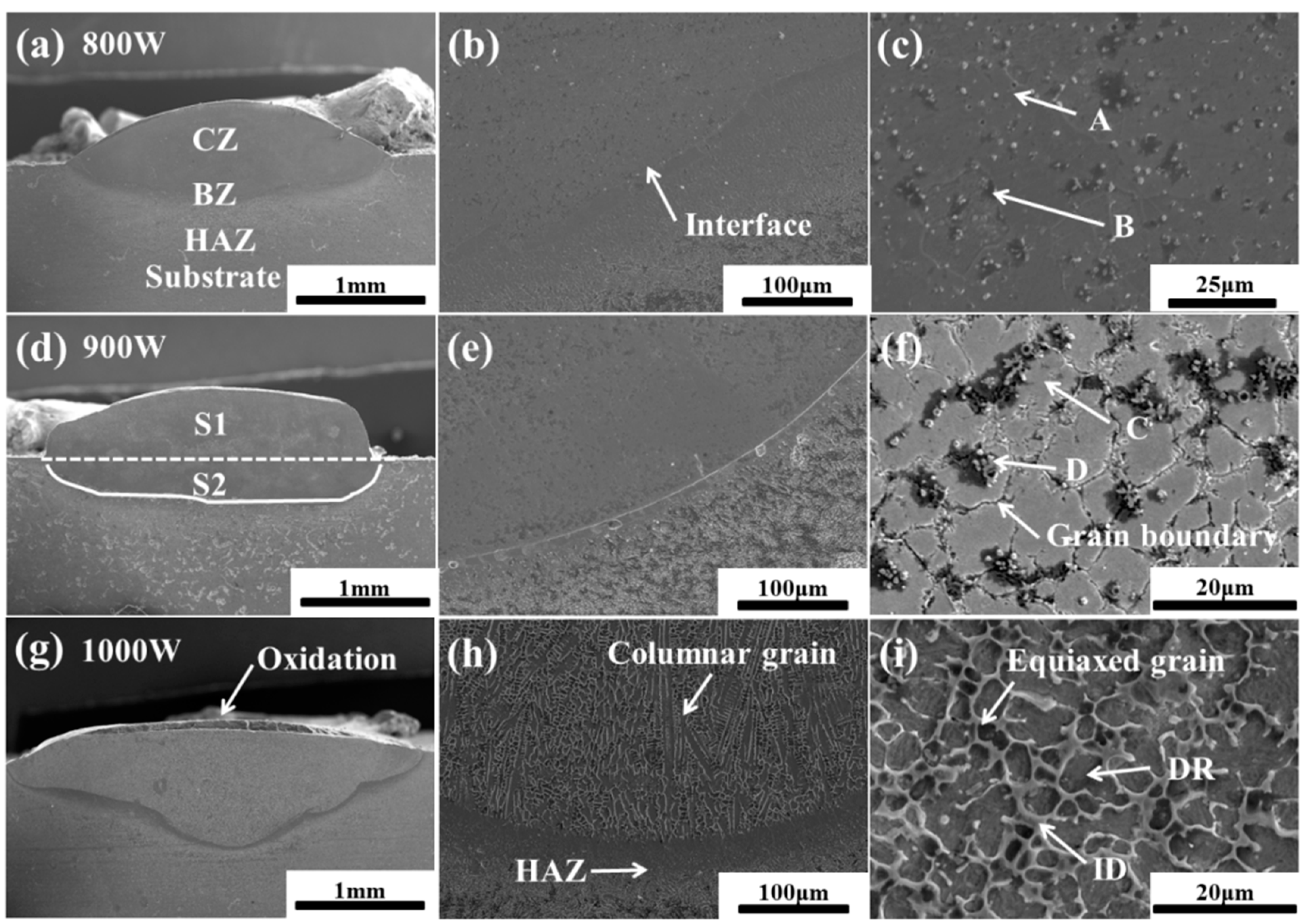
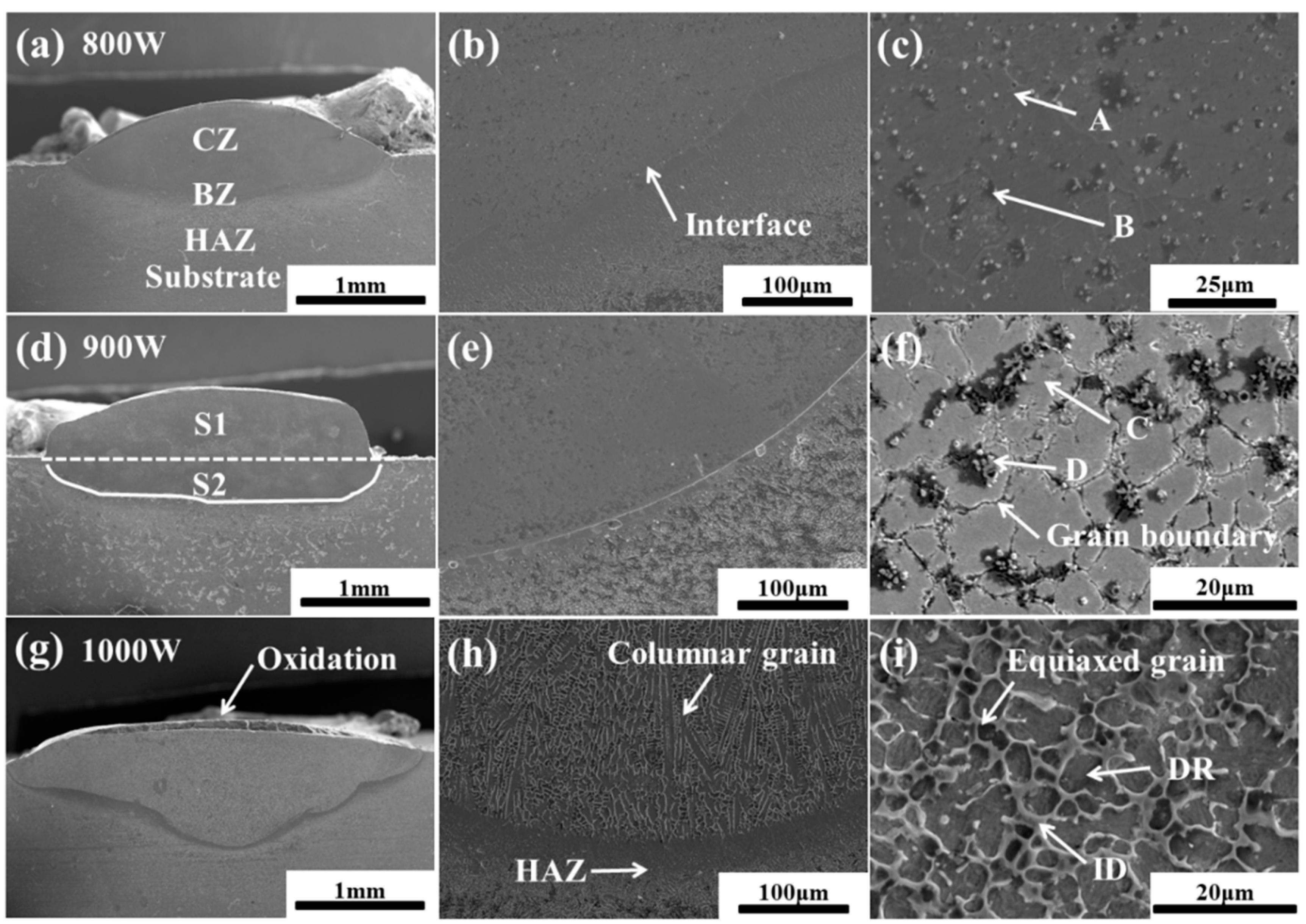
3.2. Microstructure of the AlCoCrFeNiTi HEACs
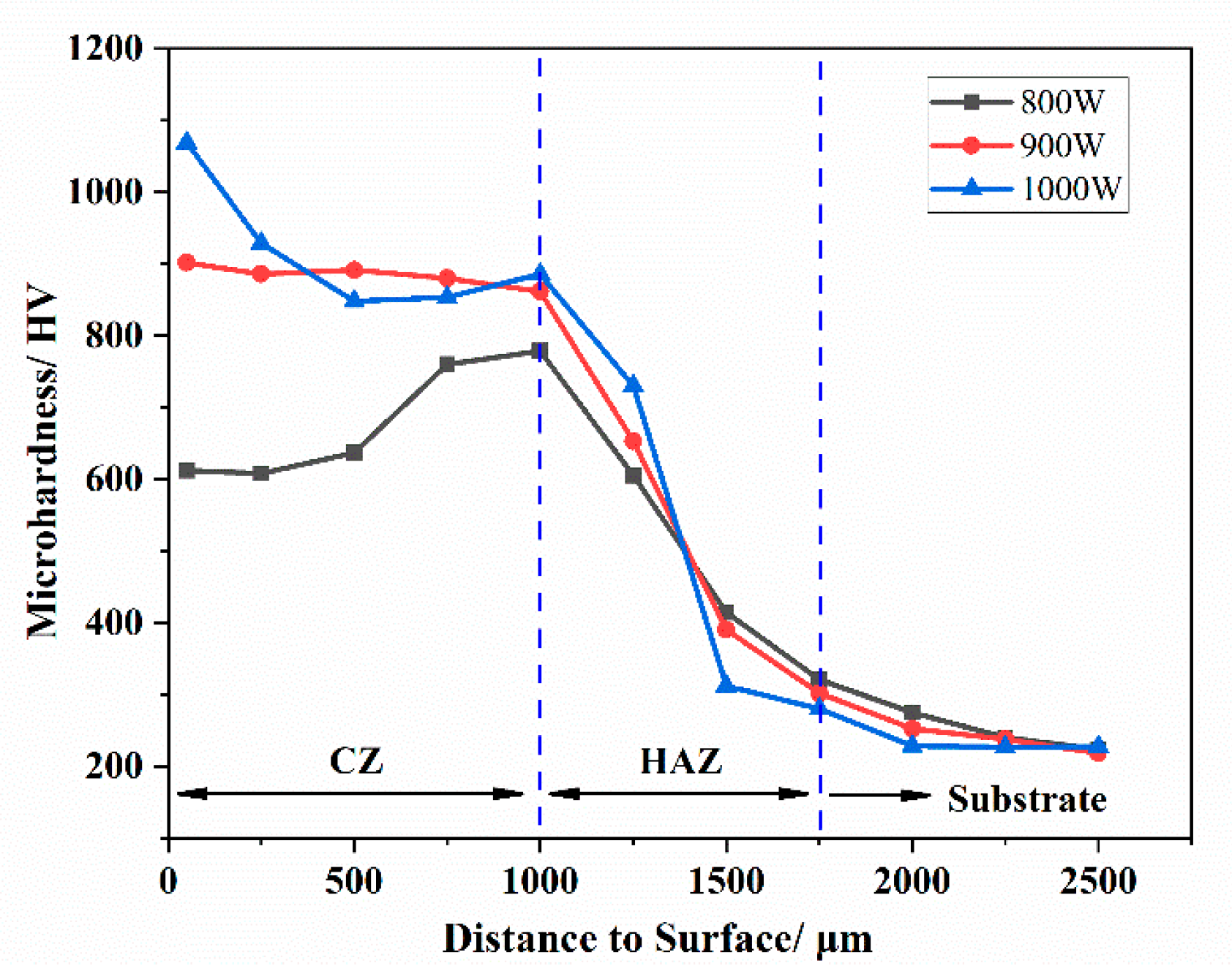
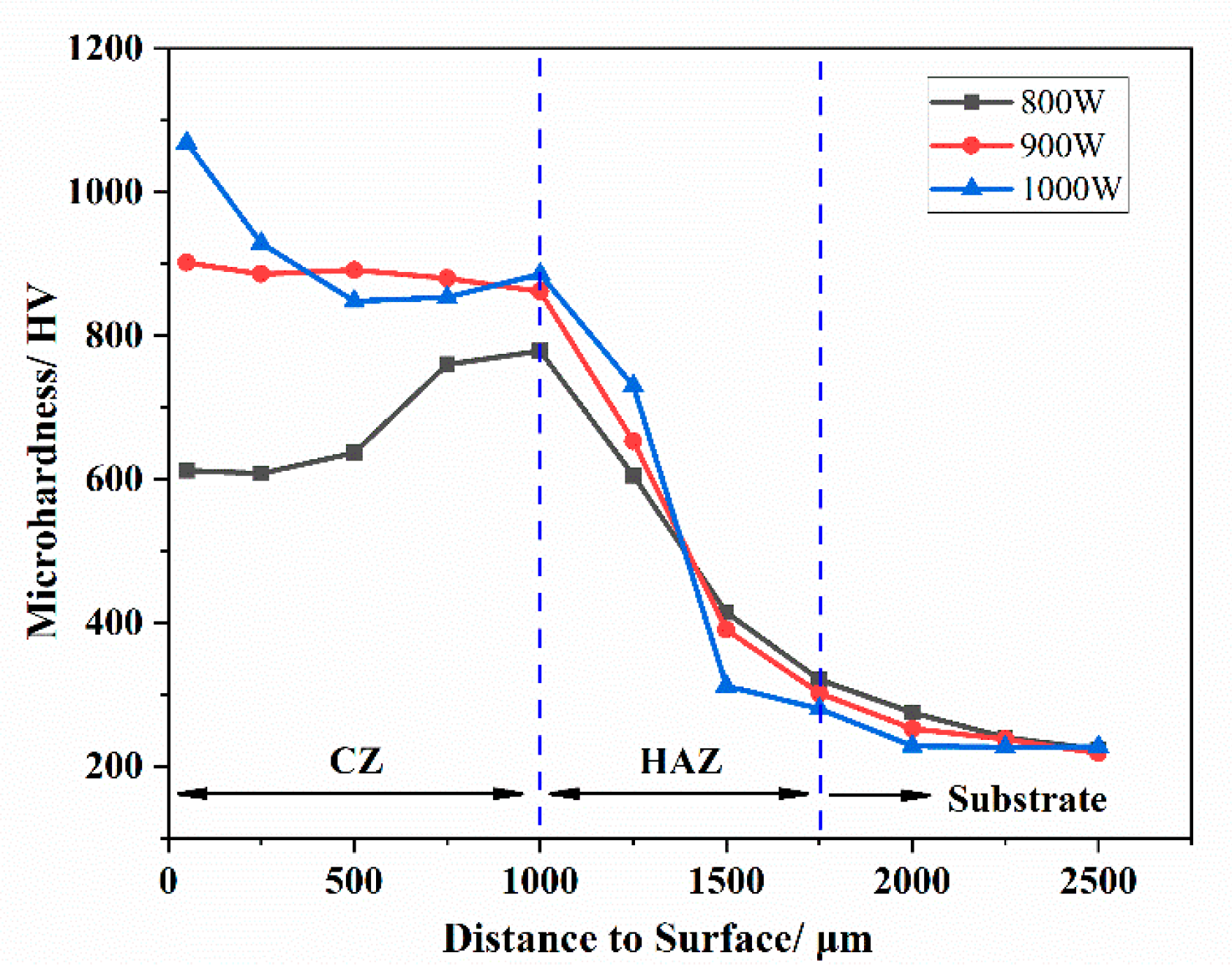
3.3. Microhardness
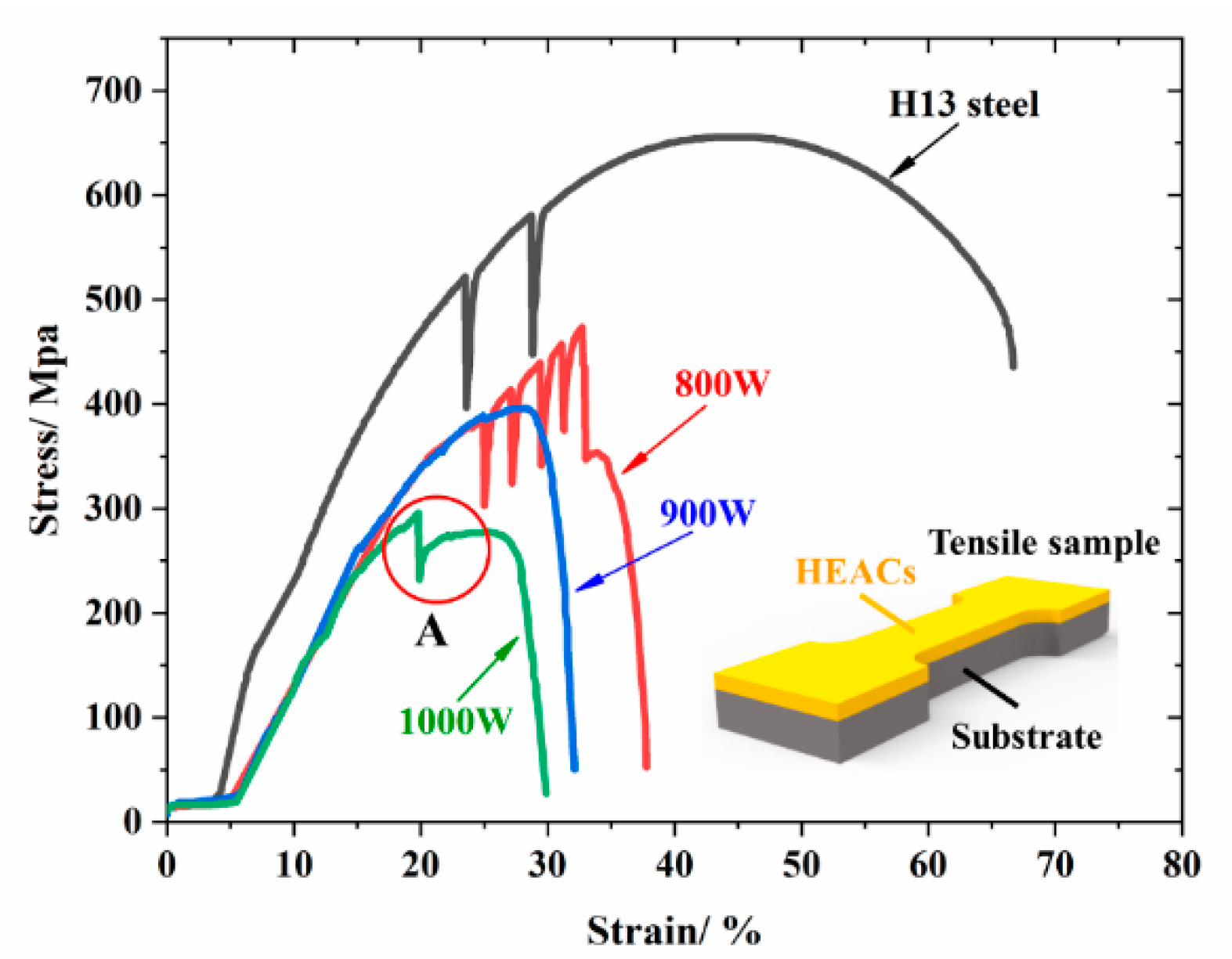
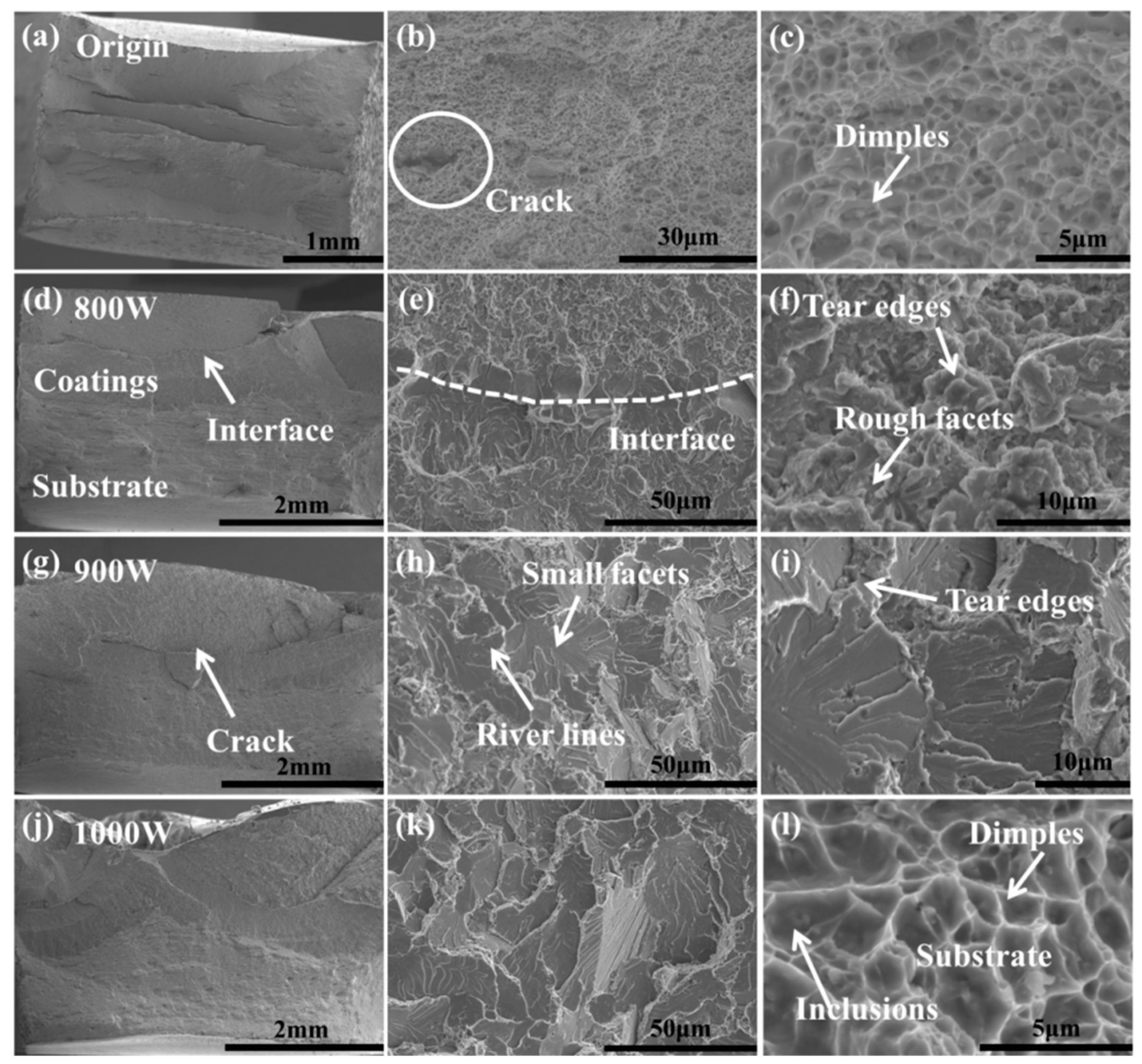
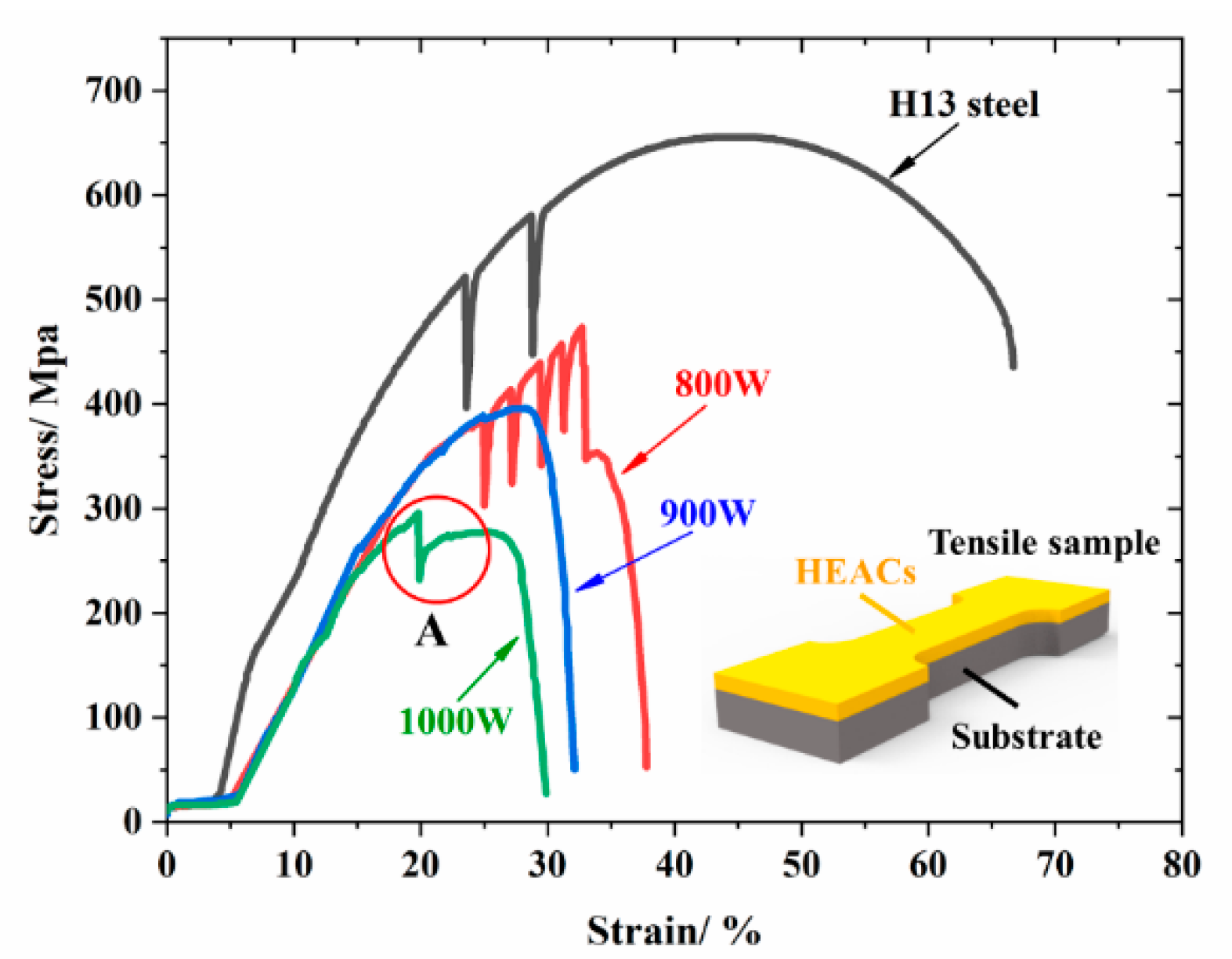
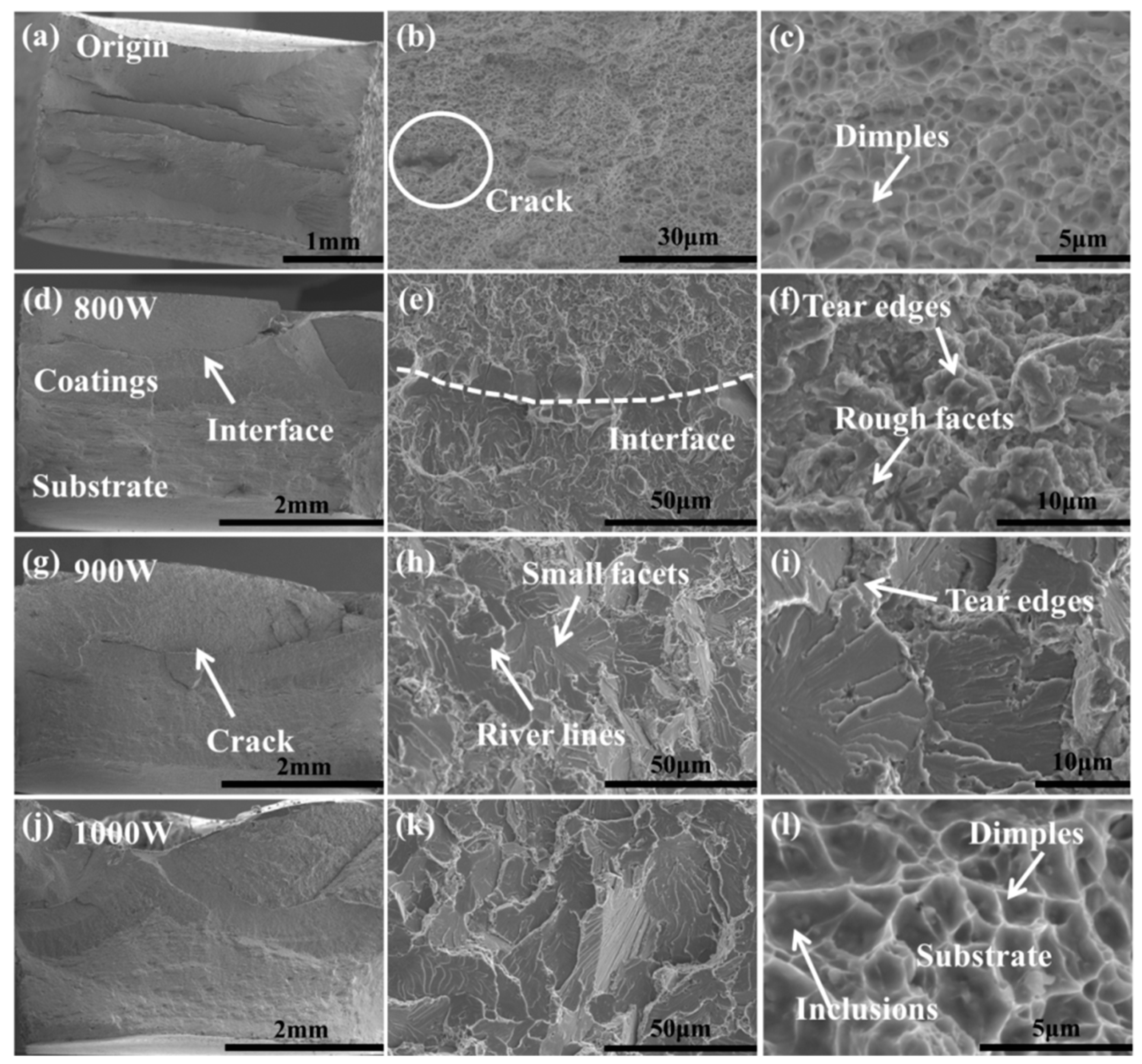
3.4. Tensile Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tsau, C.H.; Chin, T.S.; Yeh, J.W.; Chang, S.Y.; Shun, T.T.; Lin, S.J.; Chen, S.K.; Gan, J.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo 1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Guruvidyathri, K.; Murty, B.S.; Yeh, J.W.; Hari Kumar, K.C. Gibbs energy-composition plots as a tool for high-entropy alloy design. J. Alloys Compd. 2018, 768, 358–367. [Google Scholar] [CrossRef]
- Ogura, M.; Fukushima, T.; Zeller, R.; Dederichs, P.H. Structure of the high-entropy alloy AlxCrFeCoNi: Fcc versus bcc. J. Alloys Compd. 2017, 715, 454–459. [Google Scholar] [CrossRef]
- Vaidya, M.; Karati, A.; Marshal, A.; Pradeep, K.G.; Murty, B.S. Phase evolution and stability of nanocrystalline CoCrFeNi and CoCrFeMnNi high entropy alloys. J. Alloys Compd. 2019, 770, 1004–1015. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miller, J.D.; Miracle, D.B.; Woodward, C. Accelerated exploration of multi-principal element alloys with solid solution phases. Nat. Commun. 2015, 6, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Bailey, N.S.; Katinas, C.; Shin, Y.C. Laser direct deposition of AISI H13 tool steel powder with numerical modeling of solid phase transformation, hardness, and residual stresses. J. Mater. Process. Technol. 2017, 247, 223–233. [Google Scholar] [CrossRef]
- Wang, J.; Liu, B.; Liu, C.T.; Liu, Y. Strengthening mechanism in a high-strength carbon-containing powder metallurgical high entropy alloy. Intermetallics 2018, 102, 58–64. [Google Scholar] [CrossRef]
- Wu, W.; Jiang, L.; Jiang, H.; Pan, X.; Cao, Z.; Deng, D.; Wang, T.; Li, T. Phase Evolution and Properties of Al2CrFeNiMox High-Entropy Alloys Coatings by Laser Cladding. J. Therm. Spray Technol. 2015, 24, 1333–1340. [Google Scholar] [CrossRef]
- Qiu, X.W.; Liu, C.G. Microstructure and properties of Al2CrFeCoCuTiNix high-entropy alloys prepared by laser cladding. J. Alloys Compd. 2013, 553, 216–220. [Google Scholar] [CrossRef]
- Shang, C.; Axinte, E.; Sun, J.; Li, X.; Li, P.; Du, J.; Qiao, P.; Wang, Y.; Ge, W.; Zhang, Z.; et al. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Science 2017, 345, 1153–1158. [Google Scholar]
- Bao, Y.; Ma, A.; Zhao, J.; Jiang, J.; Ji, X. Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding. Metals 2018, 8, 126. [Google Scholar]
- Beyramali Kivi, M.; Hong, Y.; Asle Zaeem, M. A Review of Multi-Scale Computational Modeling Tools for Predicting Structures and Properties of Multi-Principal Element Alloys. Metals 2019, 9, 254. [Google Scholar] [CrossRef]
- Zhang, H.; Pan, Y.; He, Y.; Jiao, H. Microstructure and properties of 6FeNiCoSiCrAlTi high-entropy alloy coating prepared by laser cladding. Appl. Surf. Sci. 2011, 257, 2259–2263. [Google Scholar] [CrossRef]
- Wang, X.F.; Zhang, Y.; Qiao, Y.; Chen, G.L. Novel microstructure and properties of multicomponent CoCrCuFeNiTix alloys. Intermetallics 2007, 15, 357–362. [Google Scholar] [CrossRef]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.A.; Ren, Y.; Banerjee, R. Optimizing the coupled effects of Hall-Petch and precipitation strengthening in a Al0.3CoCrFeNi high entropy alloy. Mater. Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- Lazzara, G.; Cavallaro, G.; Panchal, A.; Fakhrullin, R.; Stavitskaya, A.; Vinokurov, V.; Lvov, Y. An assembly of organic-inorganic composites using halloysite clay nanotubes. Curr. Opin. Colloid Interface Sci. 2018, 35, 42–50. [Google Scholar] [CrossRef]
- Liu, W.H.; Lu, Z.P.; He, J.Y.; Luan, J.H.; Wang, Z.J.; Liu, B.; Liu, Y.; Chen, M.W.; Liu, C.T. Ductile CoCrFeNiMox high entropy alloys strengthened by hard intermetallic phases. Acta Mater. 2016, 116, 332–342. [Google Scholar] [CrossRef]
- Qiu, X.W.; Zhang, Y.P.; Liu, C.G. Effect of Ti content on structure and properties of Al2CrFeNiCoCuTix high-entropy alloy coatings. J. Alloys Compd. 2014, 585, 282–286. [Google Scholar] [CrossRef]
- Przestacki, D.; Chwalczuk, T.; Wojciechowski, S. The study on minimum uncut chip thickness and cutting forces during laser-assisted turning of WC/NiCr clad layers. Int. J. Adv. Manuf. Technol. 2017, 91, 3887–3898. [Google Scholar] [CrossRef]
- Przestacki, D.; Majchrowski, R.; Marciniak-Podsadna, L. Experimental research of surface roughness and surface texture after laser cladding. Appl. Surf. Sci. 2015, 388, 420–423. [Google Scholar] [CrossRef]
- Bartkowska, A.; Pertek, A.; Popławski, M.; Bartkowski, D.; Przestacki, D.; Miklaszewski, A. Effect of laser modification of B-Ni complex layer on wear resistance and microhardness. Opt. Laser Technol. 2015, 72, 116–124. [Google Scholar] [CrossRef]
- Chen, Y.L.; Hu, Y.H.; Hsieh, C.A.; Yeh, J.W.; Chen, S.K. Competition between elements during mechanical alloying in an octonary multi-principal-element alloy system. J. Alloys Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Zhang, K.B.; Fu, Z.Y.; Zhang, J.Y.; Wang, W.M.; Lee, S.W.; Niihara, K. Characterization of nanocrystalline CoCrFeNiTiAl high-entropy solid solution processed by mechanical alloying. J. Alloys Compd. 2010, 495, 33–38. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.; Tong, Z.; Fang, X.; Liu, X.; Ni, Z.; Zhang, W. Effect of scanning speeds on microstructure and wear behavior of laser-processed NiCr–Cr3C2–MoS2–CeO2 on 38CrMoAl steel. Opt. Laser Technol. 2016, 77, 80–90. [Google Scholar] [CrossRef]
- Shu, F.Y.; Liu, S.; Zhao, H.Y.; He, W.X.; Sui, S.H.; Zhang, J.; He, P.; Xu, B.S. Structure and high-temperature property of amorphous composite coating synthesized by laser cladding FeCrCoNiSiB high-entropy alloy powder. J. Alloys Compd. 2018, 731, 662–666. [Google Scholar] [CrossRef]
- Shu, F.; Yang, B.; Dong, S.; Zhao, H.; Xu, B.; Xu, F.; Liu, B.; He, P.; Feng, J. Effects of Fe-to-Co ratio on microstructure and mechanical properties of laser cladded FeCoCrBNiSi high-entropy alloy coatings. Appl. Surf. Sci. 2018, 450, 538–544. [Google Scholar] [CrossRef]
- Tian, L.H.; Xiong, W.; Liu, C.; Lu, S.; Fu, M. Microstructure and Wear Behavior of Atmospheric Plasma-Sprayed AlCoCrFeNiTi High-Entropy Alloy Coating. J. Mater. Eng. Perform. 2016, 25, 5513–5521. [Google Scholar] [CrossRef]
- Han, Z.; Chen, N.; Lu, S.; Luan, H.; Peng, R.; Xu, H.; Shao, Y.; Peng, Z.; Yao, K. Structures and corrosion properties of the AlCrFeNiMo0.5Tix high entropy alloys. Mater. Corros. 2018, 69, 641–647. [Google Scholar] [CrossRef]
- Baker, I.; Wu, M.; Wang, Z. Eutectic/eutectoid multi-principle component alloys: A review. Mater. Charact. 2019, 147, 545–557. [Google Scholar] [CrossRef]
- Wu, C.L.; Zhang, S.; Zhang, C.H.; Zhang, H.; Dong, S.Y. Phase evolution and cavitation erosion-corrosion behavior of FeCoCrAlNiTixhigh entropy alloy coatings on 304 stainless steel by laser surface alloying. J. Alloys Compd. 2017, 698, 761–770. [Google Scholar] [CrossRef]
- Zeng, C.; Tian, W.; Liao, W.H.; Hua, L. Study of laser cladding thermal damage: A quantified microhardness method. Surf. Coat. Technol. 2013, 236, 309–314. [Google Scholar] [CrossRef]
- Kang, B.; Kong, T.; Ryu, H.J.; Hong, S.H. The outstanding tensile strength of Ni-rich high entropy superalloy fabricated by powder metallurgical process. Mater. Chem. Phys. 2019, 235, 121749. [Google Scholar] [CrossRef]
- Fang, S.; Chen, W.; Fu, Z. Microstructure and mechanical properties of twinned Al0.5CrFeNiCo0.3C0.2 high entropy alloy processed by mechanical alloying and spark plasma sintering. Mater. Des. 2014, 54, 973–979. [Google Scholar] [CrossRef]
- Chen, W.; Fu, Z.; Fang, S.; Wang, Y.; Xiao, H.; Zhu, D. Processing, microstructure and properties of Al0.6CoNiFeTi0.4 high entropy alloy with nanoscale twins. Mater. Sci. Eng. A 2013, 565, 439–444. [Google Scholar] [CrossRef]
- Fu, Z.; Chen, W.; Xiao, H.; Zhou, L.; Zhu, D.; Yang, S. Fabrication and properties of nanocrystalline Co0.5FeNiCrTi0.5 high entropy alloy by MA-SPS technique. Mater. Des. 2013, 44, 535–539. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Co | Cr | Fe | Ni | Ti |
|---|---|---|---|---|---|---|
| Atomic size (Å) | 1.43 | 1.25 | 1.28 | 1.27 | 1.25 | 1.46 |
| Crystal structure | FCC | HCP | BCC | BCC | FCC | HCP |
| Melting point (°C) | 660 | 1495 | 1857 | 1535 | 1453 | 1660 |
| Elements | Al | Co | Cr | Fe | Ni | Ti |
|---|---|---|---|---|---|---|
| Al | - | −19 | −10 | −11 | −22 | −30 |
| Co | - | −4 | −1 | 0 | −28 | |
| Cr | - | −1 | −7 | −7 | ||
| Fe | - | −2 | −17 | |||
| Ni | - | −35 | ||||
| Ti | - |
| Regions | Al | Co | Cr | Fe | Ni | Ti | C | O |
|---|---|---|---|---|---|---|---|---|
| A | 5.61 | 10.87 | 13.21 | 41.52 | 9.20 | 7.10 | 12.49 | |
| B | 8.72 | 7.13 | 9.62 | 21.84 | 6.23 | 46.46 | ||
| C | 2.19 | 11.55 | 13.37 | 51.16 | 9.00 | 12.74 | ||
| D | 1.15 | 2.32 | 4.12 | 11.13 | 10.91 | 46.73 | 23.64 | |
| DR | 8.55 | 6.76 | 17.86 | 40.34 | 9.65 | 6.24 | 10.6 | |
| ID | 2.74 | 10.15 | 15.82 | 47.21 | 9.29 | 14.79 | ||
| Oxidation | 23.1 | 17.12 | 59.78 | |||||
| Nominal | 16.7 | 16.7 | 16.7 | 16.7 | 16.7 | 16.7 |
| Substrate/Coatings | Parameters | Yield Strength/Mpa | Tensile Strength/Mpa | Elongation at Break |
|---|---|---|---|---|
| H13 steel with thickness of 3.5 mm | - | 490.286 | 656.571 | 67.30% |
| AlCoCrFeNiTi HEACs with thickness of 1 mm and H13 steel substrates with thickness of 2.5 mm | 800 W | 370.576 | 473.75 | 38.70% |
| 900 W | 360.624 | 396.296 | 32.50% | |
| 1000 W | 284.074 | 296.667 | 30.20% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Wang, Y.; Li, R.; Mao, J. Phase Evolution, Microstructure and Mechanical Property of AlCoCrFeNiTi High-Entropy Alloy Coatings Prepared by Mechanical Alloying and Laser Cladding. Metals 2019, 9, 1036. https://doi.org/10.3390/met9101036
Yu W, Wang Y, Li R, Mao J. Phase Evolution, Microstructure and Mechanical Property of AlCoCrFeNiTi High-Entropy Alloy Coatings Prepared by Mechanical Alloying and Laser Cladding. Metals. 2019; 9(10):1036. https://doi.org/10.3390/met9101036
Chicago/Turabian StyleYu, Weijie, Yun Wang, Ruitao Li, and Junhong Mao. 2019. "Phase Evolution, Microstructure and Mechanical Property of AlCoCrFeNiTi High-Entropy Alloy Coatings Prepared by Mechanical Alloying and Laser Cladding" Metals 9, no. 10: 1036. https://doi.org/10.3390/met9101036
APA StyleYu, W., Wang, Y., Li, R., & Mao, J. (2019). Phase Evolution, Microstructure and Mechanical Property of AlCoCrFeNiTi High-Entropy Alloy Coatings Prepared by Mechanical Alloying and Laser Cladding. Metals, 9(10), 1036. https://doi.org/10.3390/met9101036