A Comparative Study on the Dynamic Tensile Behavior of Nanostructured Bainitic and Quenched-Tempered Martensitic Steels

 ,
, 
Abstract
1. Introduction
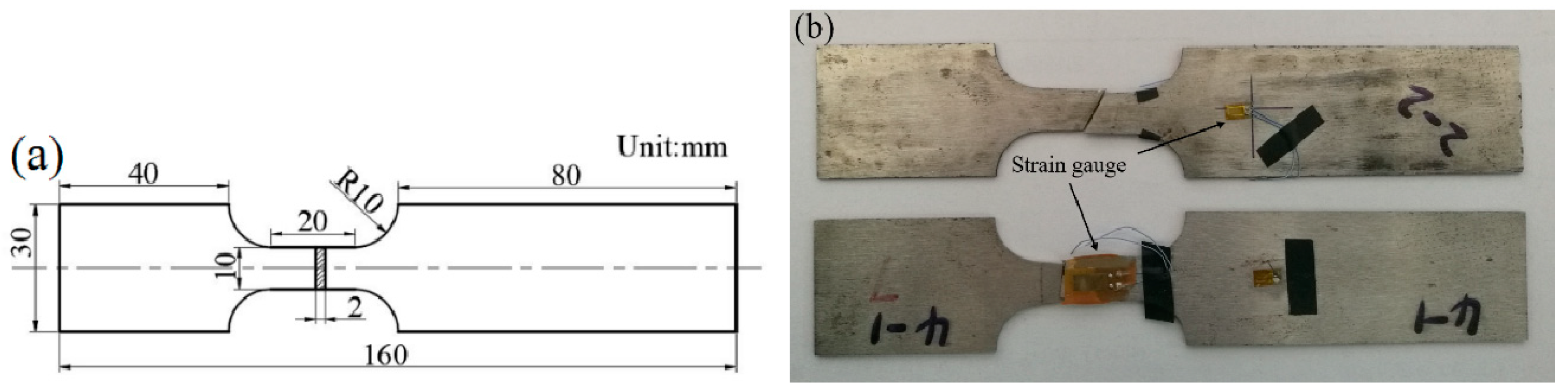
2. Experimental Section
3. Results
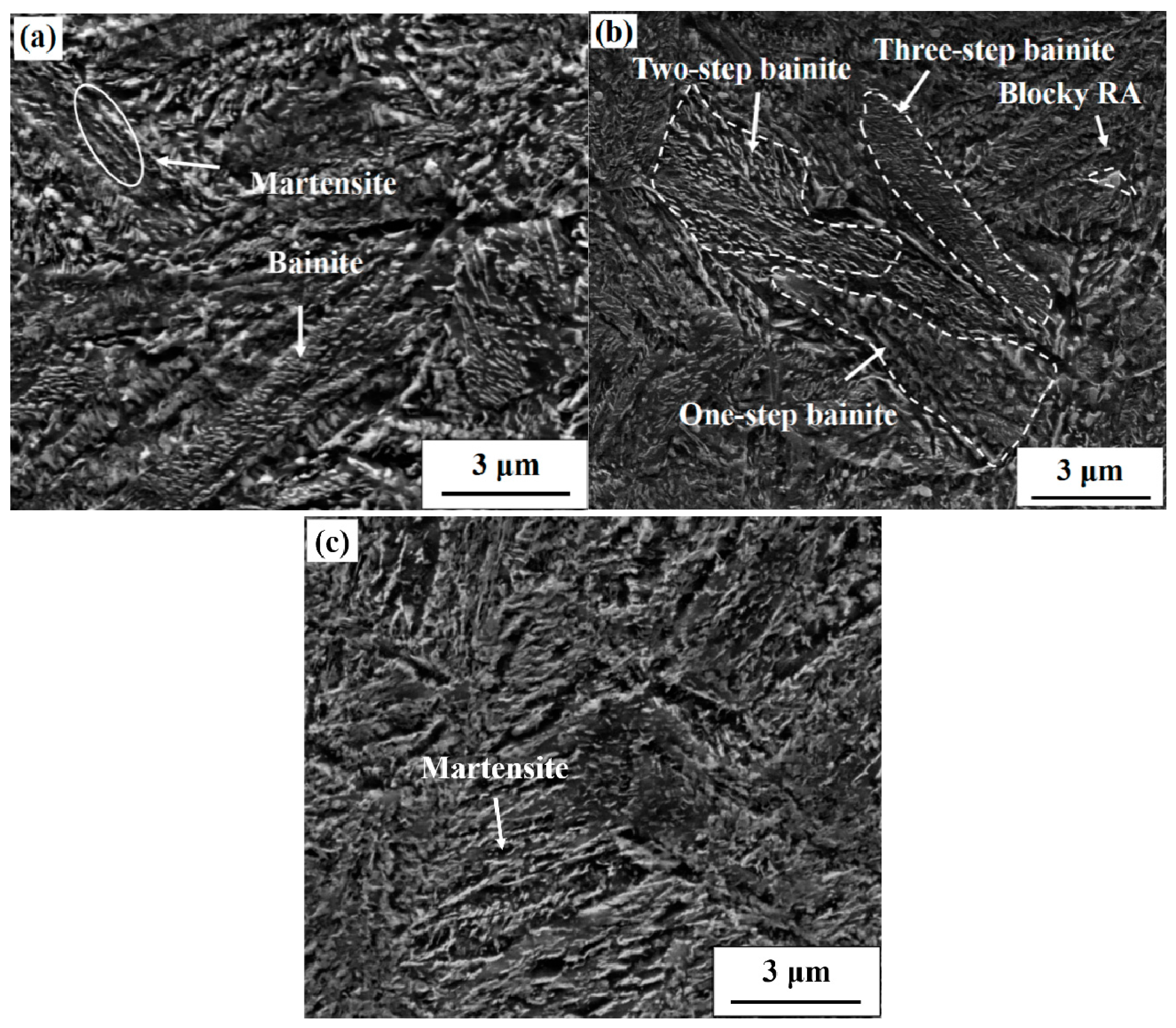
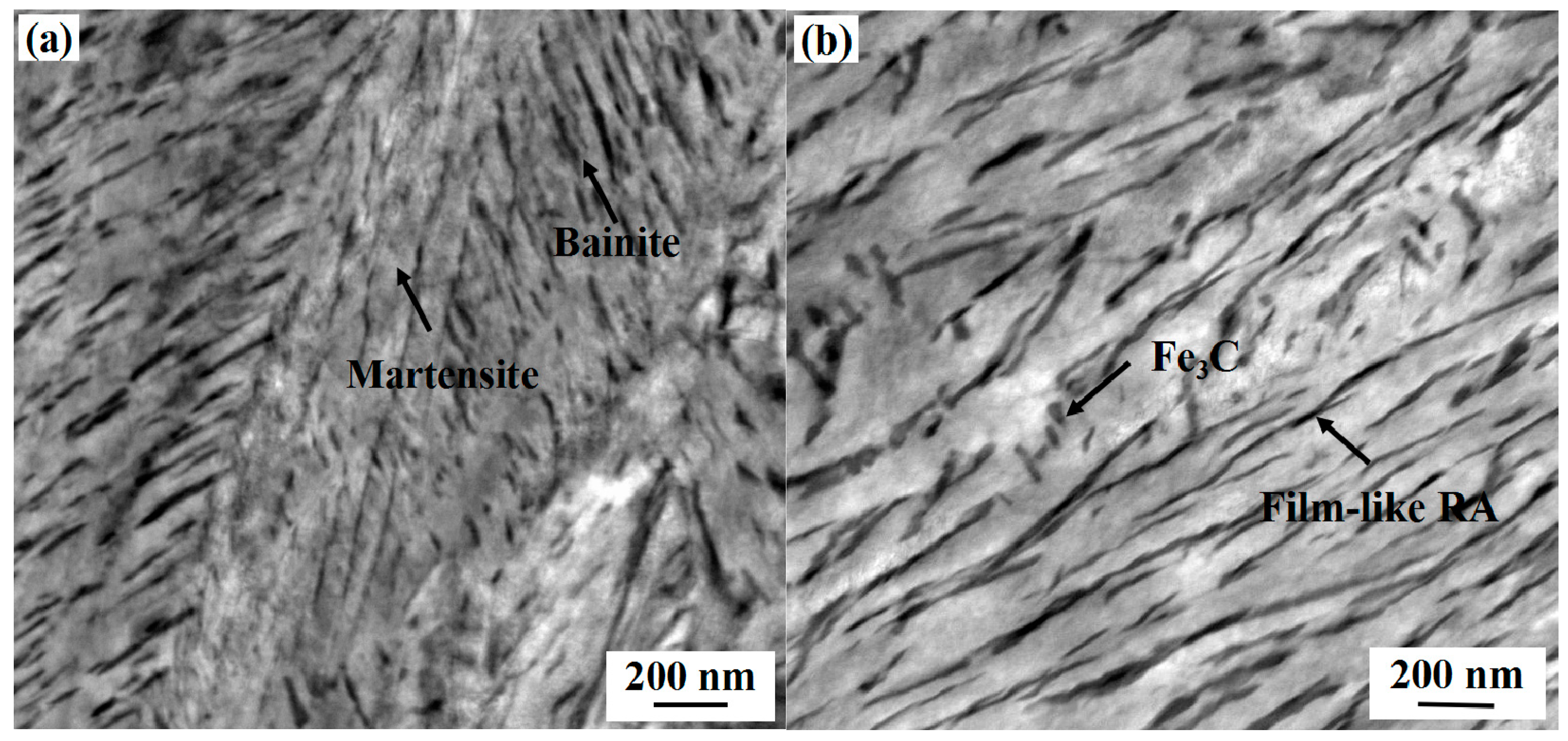
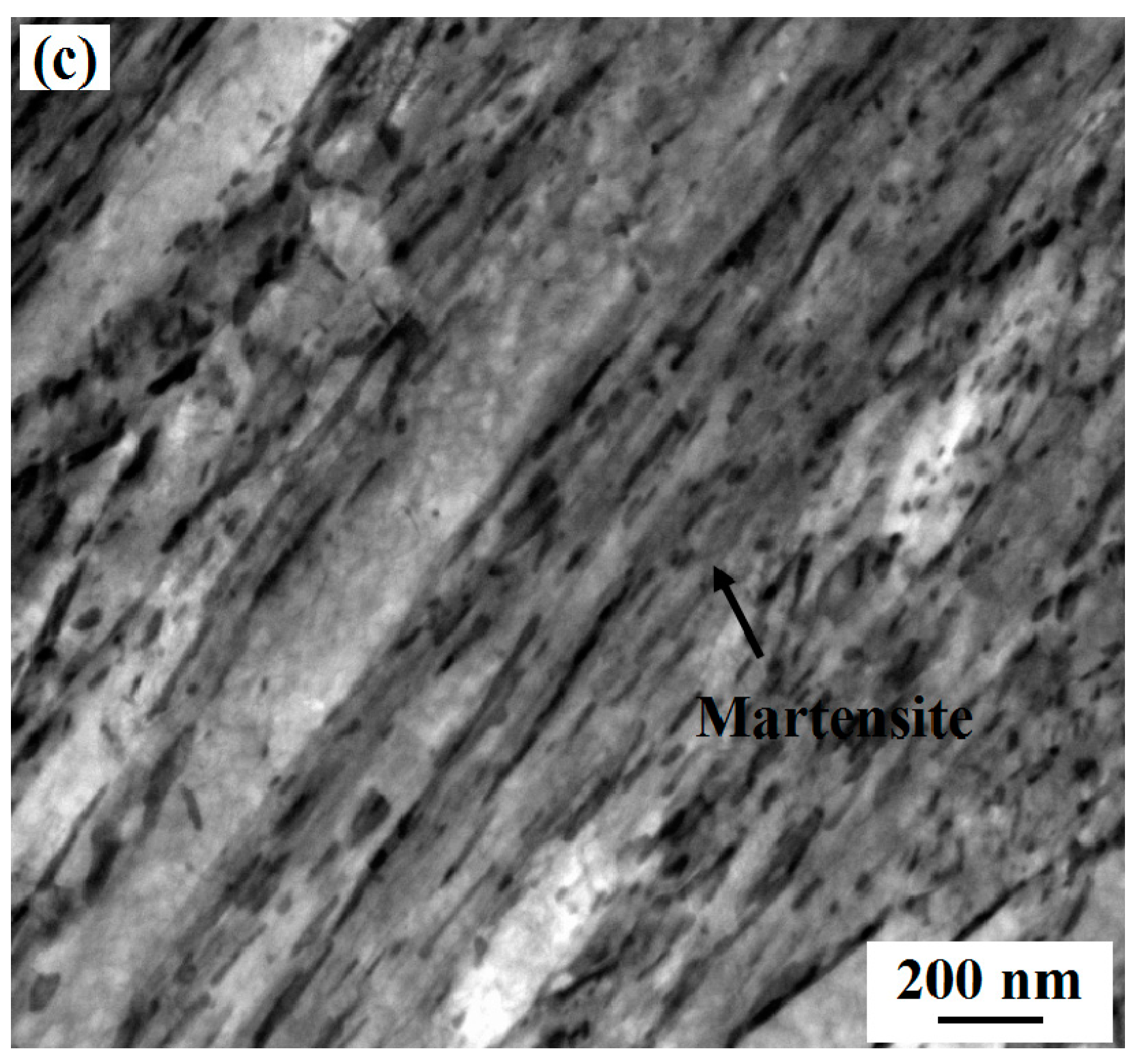
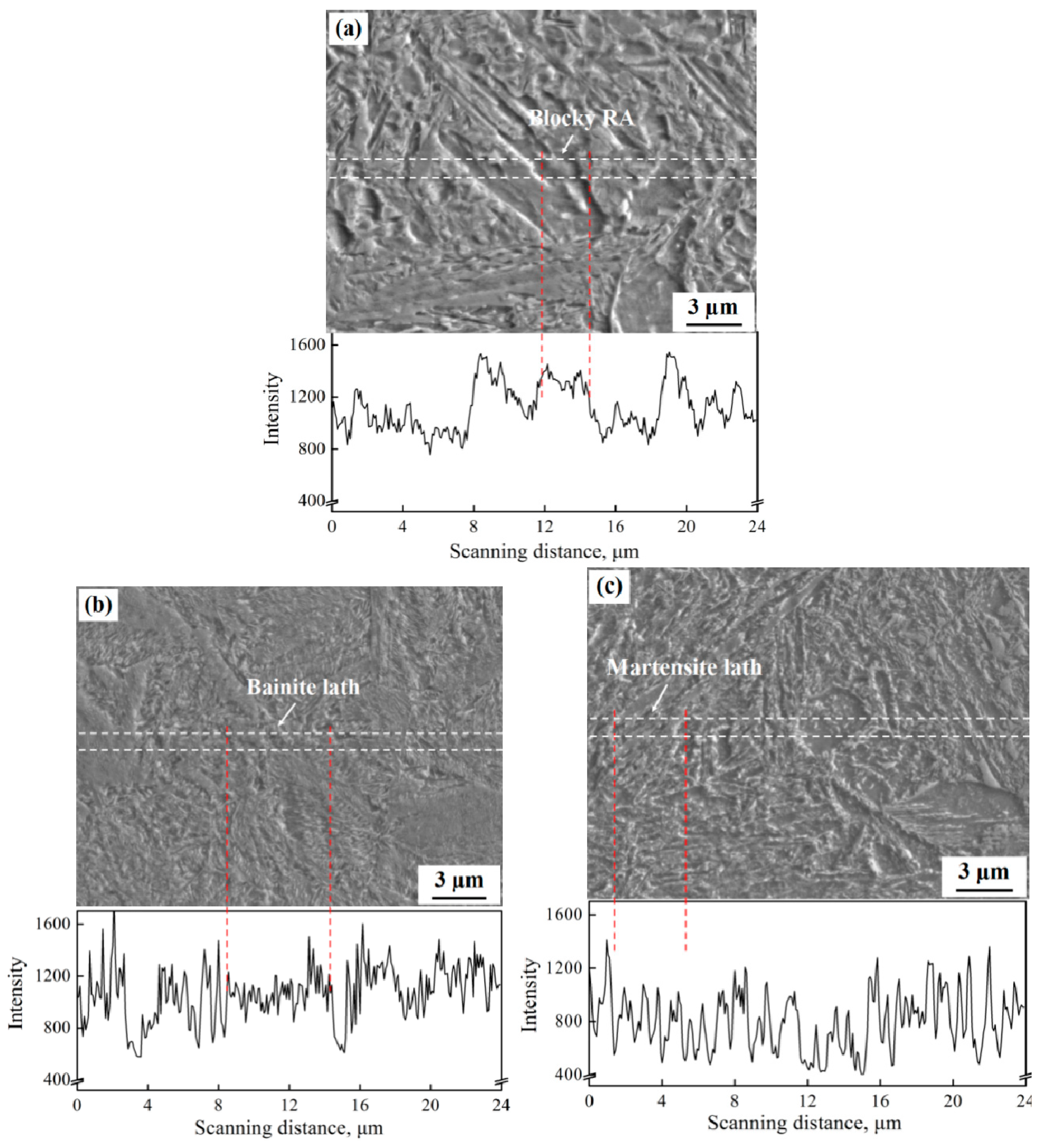
3.1. Microstructures
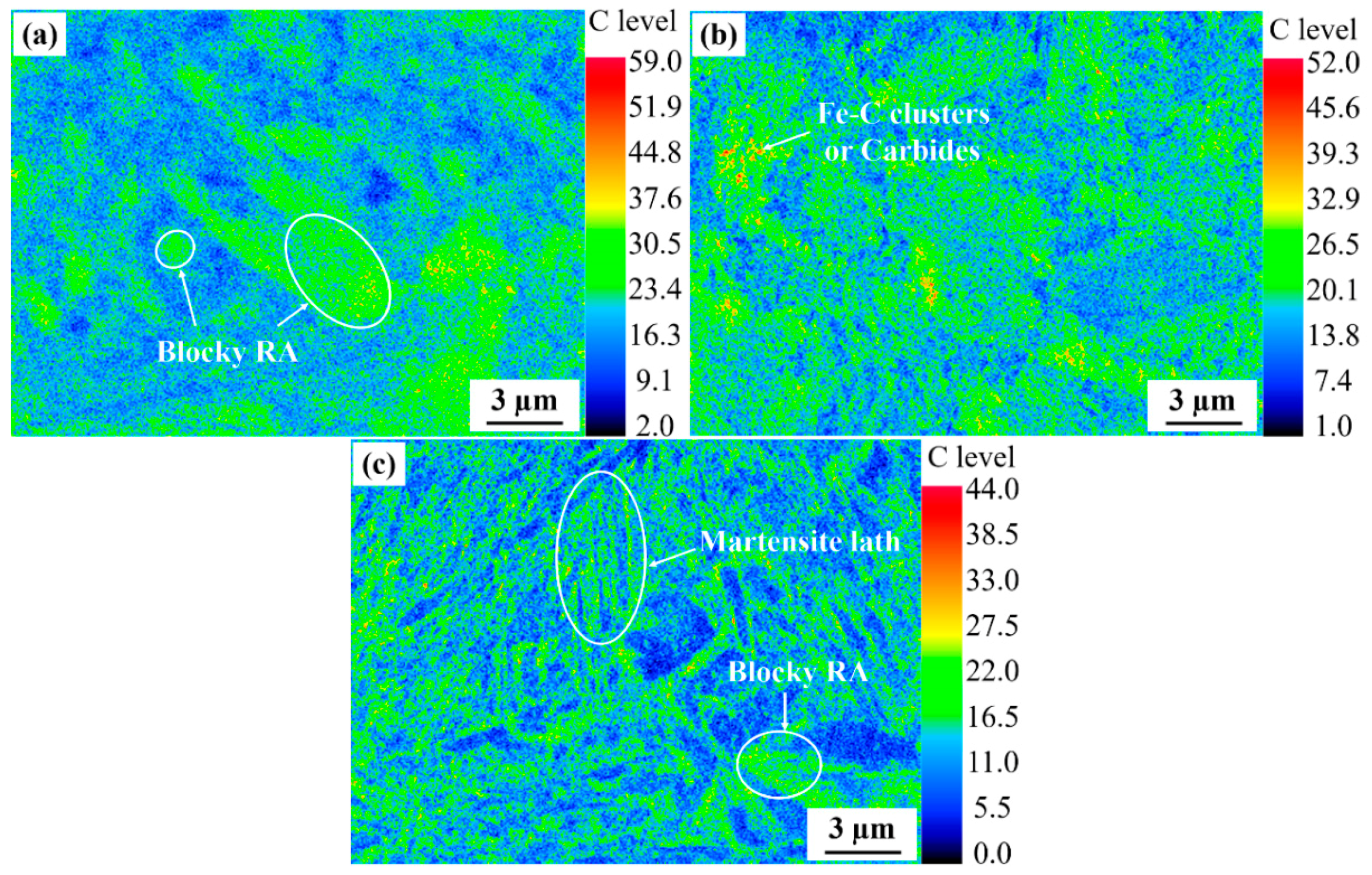
3.2. The Carbon Content of Retained Austenite
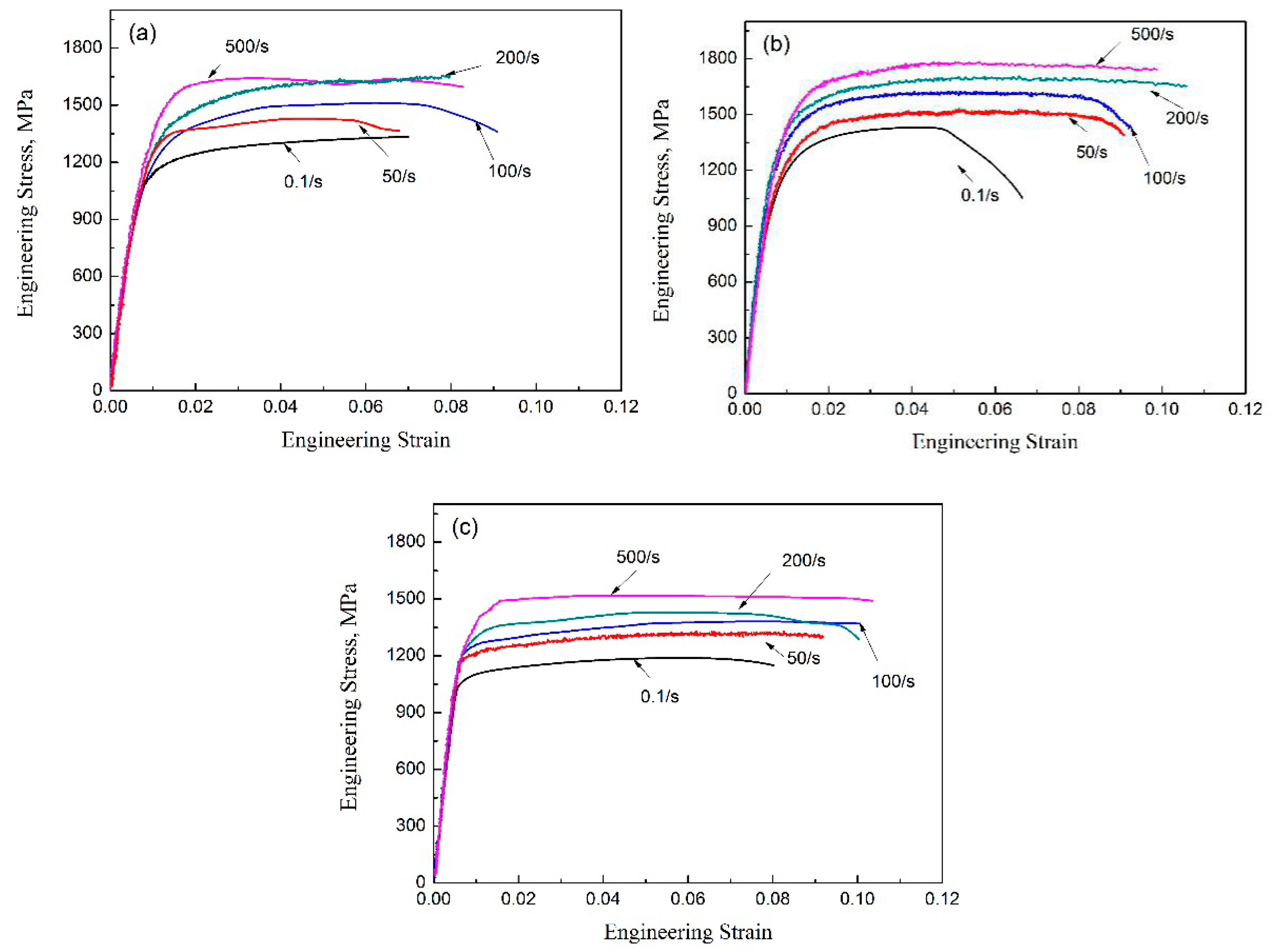
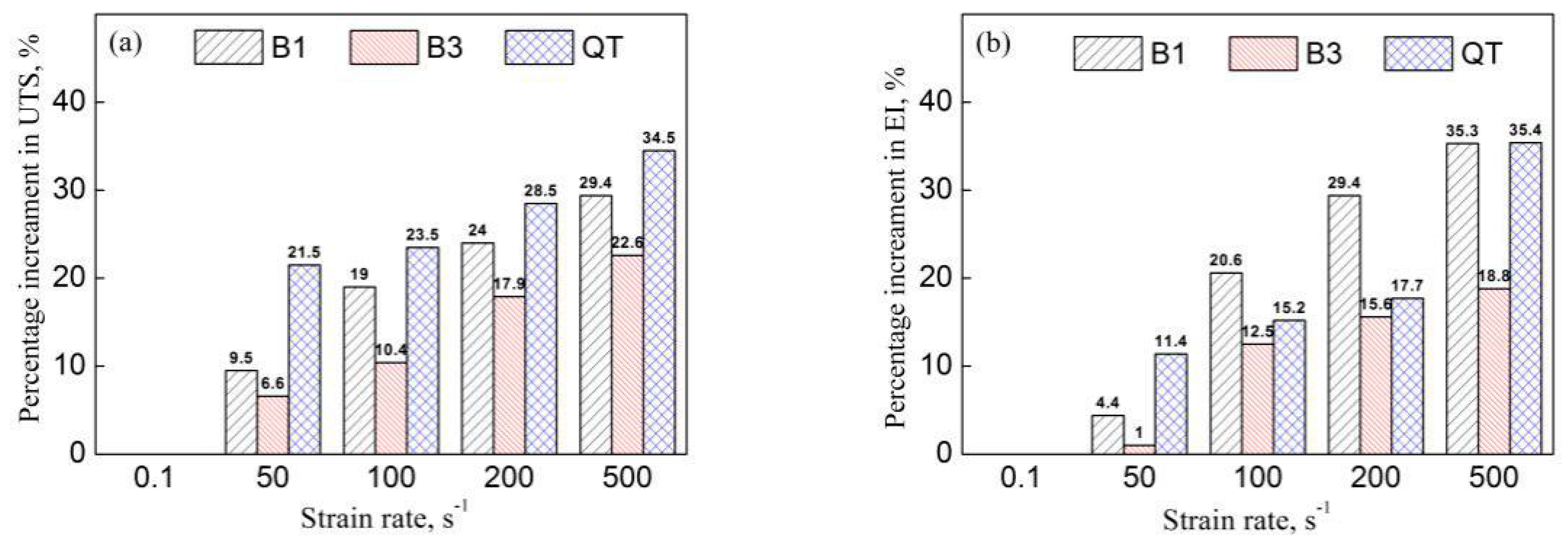
3.3. Dynamic Tensile Properties
3.4. Fractured Surface Observations
4. Discussion
4.1. Relationship between Heat Treatment and Retained Austenite Characteristics
4.2. Relationship between Microstructure and Dynamical Mechanical Properties
5. Conclusions
- The three-step bainite isothermal transformation process can be used to obtain nanostructured bainite ferrite. The carbon content in the film-like retained austenite was found to be higher as compared to the blocky retained austenite.
- The ultimate tensile strength and elongation of the three samples increase with an increase in strain rates. The percentage increment in the ultimate tensile strength and elongation are highest for the Q&T sample, which indicate that the sensitivity of martensite to the strain rate is higher than the bainite.
- The three-step (B3) sample contains a large amount of carbon-enriched film-like retained austenite, which exhibits the best dynamic tensile properties for the best transformation-induced plasticity effect.
Author Contributions
Funding
Conflicts of Interest
References
- Zackay, V.F.; Parker, E.R.; Fahr, D.; Busch, R.A. The enhancement of ductility in high-strength steels. ASM Trans. Quart. 1967, 60, 252–259. [Google Scholar]
- Jacques, P.; Delannay, F.; Cornet, X.; Harlet, P.; Ladriere, J. Enhancement of the mechanical properties of a low-carbon, low-silicon steel by formation of a multiphased microstructure containing retained austenite. Metall. Mater. Trans. A 1998, 29, 2383–2393. [Google Scholar] [CrossRef]
- Sugimoto, K. Effects of retained austenite parameters on warm stretch-flangeability in TRIP-aided dual-phase sheet steels. ISIJ Int. 2007, 39, 56–63. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Wei, X.C.; Li, L.; Fu, R.Y.; Shi, W. On the tensile mechanical property of Si-Mn TRIP steels at high strain rate. Acta Metall. Sin. 2002, 15, 285–294. [Google Scholar]
- Wang, Y. Mechanical of Ductility Enhancement of an Advanced High Strength-Ductility Q-P-T Steel and Its Dynamic Mechanical Properties. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2012. [Google Scholar]
- Hao, Q.G.; Qin, S.W.; Liu, Y.; Zuo, X.W.; Chen, N.L.; Huang, W.; Rong, Y.H. Effect of retained austenite on the dynamic tensile behavior of a novel quenching-partitioning-tempering martensitic steel. Mater. Sci. Eng. A 2016, 662, 16–25. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Development of hard bainite. ISIJ Int. 2003, 43, 1238–1243. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. High performance bainitic steels. Mater. Sci. Forum 2005, 500–501, 63–74. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G. The role of retained austenite on tensile properties of steels with bainitic microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Nanostructured bainite. Proc. R. Soc. A 2010, 466, 3–18. [Google Scholar] [CrossRef]
- Wang, C.Y.; Shi, J.; Cao, W.Q.; Dong, H. Characterization of microstructure obtained by quenching and partitioning process in low alloy martensitic steel. Mater. Sci. Eng. A 2010, 527, 3442–3449. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Timokhina, I.B.; Miller, M.K.; Hodgson, P.D. Three-dimensional atom probe analysis of solute distribution in thermo-mechanically processed TRIP steels. Acta Mater. 2007, 55, 2587–2598. [Google Scholar] [CrossRef]
- Enomoto, M. Influence of solute drag on the growth of proeutectoid ferrite in Fe-C-Mn alloy. Acta Mater. 1999, 47, 3533–3540. [Google Scholar] [CrossRef]
- Qiu, C.; Zurob, H.S.; Hutchinson, C.R. The coupled solute drag effect during ferrite growth in Fe-C-Mn-Si alloys using controlled decarburization. Acta Mater. 2015, 100, 333–343. [Google Scholar] [CrossRef]
- Hase, K.; Garcia-Mateo, C.; Bhadeshia, H.K.D.H. Bimodal size-distribution of bainite plates. Mater. Sci. Eng. A 2006, 438, 145–148. [Google Scholar] [CrossRef]
- Wang, X.L.; Wu, K.M.; Hu, F.; Yu, L.; Wan, X.L. Multi-step isothermal bainitic transformation in medium-carbon steel. Scr. Mater. 2014, 74, 56–59. [Google Scholar] [CrossRef]
- Jacques, P.J.; Furnémont, Q.; Lani, F.; Pardoen, T.; Delannay, F. Multiscale mechanics of TRIP-assisted multiphase steels: I. characterization and mechanical testing. Acta Mater. 2007, 55, 3681–3693. [Google Scholar] [CrossRef]
- Seol, J.B.; Jung, J.E.; Jang, Y.W.; Park, C.G. Influence of carbon content on the microstructure, martensitic transformation and mechanical properties in austenite/ε-martensite dual-phase Fe-Mn-C steels. Acta Mater. 2013, 61, 558–578. [Google Scholar] [CrossRef]
- Wen, C.; Marius, G.; Pedro, E.J.; Rivera-Diaz-del-Castillo, P.E.J. Stability of retained austenite in martensitic high carbon steels. Part II: Mechanical stability. Mater. Sci. Eng. A 2018, 711, 696–703. [Google Scholar]
- Muránsky, O.; Horňak, P.; Lukáš, P.; Zrník, J.; Šittner, P. Investigation of Retained Austenite Stability in Mn-Si TRIP Steel in Tensile Deformation Condition. J. Achiev. Mater. Manuf. Eng. 2006, 14, 26–30. [Google Scholar]
- Tang, Z.Y.; Huang, J.N.; Ding, H.; Cai, Z.H.; Misra, R.D.K. Austenite stability and mechanical properties of a low-alloyed ECAPed TRIP-aided steel. Mater. Sci. Eng. A 2018, 724, 95–102. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Jacques, P.J. Transformation-induced plasticity for high strength formable steels. Curr. Opin. Solid State Mater. Sci. 2004, 8, 259–265. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Driving force for martensitic transformation in steels. Met. Sci. 1981, 15, 175–177. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Sherby, O.D.; Wadsworth, J.; Lesuer, D.R.; Syn, C.K. Revisiting the structure of martensite in iron-carbon steels. Mater. Trans. 2008, 49, 2016–2027. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, D.I.; Kim, H.S.; Bhadeshia, H.K.D.H.; Suh, D.W. Strain partitioning and mechanical stability of retained austenite. Scr. Mater. 2010, 63, 297–299. [Google Scholar] [CrossRef]
- Mahieu, J.; Maki, J.; De Cooman, B.C.; Claessens, S. Phase transformation and mechanical properties of Si-free CMnAl transformation-induced plasticity-aided steel. Metall. Mater. Trans. A 2002, 33, 2573–2580. [Google Scholar] [CrossRef]
- Tomota, Y.; Tokuda, H.; Adachi, Y.; Wakita, M.; Minakawa, N.; Moriai, A.; Morii, Y. Tensile behavior of TRIP-aided multi-phase steels studied by in situ neutron diffraction. Acta Mater. 2004, 52, 5737–5745. [Google Scholar] [CrossRef]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdania, S.; Caballero, F.G. Strengthening and mechanical stability mechanisms in nanostructured bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef]
- Shen, Y.F.; Qiu, L.N.; Sun, X.; Zuo, L.; Liaw, P.K.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef]
- Slycken, J.V.; Verleysen, P.; Degrieck, J.; Samek, L.; Cooman, B.C.D. High-strain-rate behavior of low-alloy multiphase aluminum-and silicon-based transformation-induced plasticity steels. Metall. Mater. Trans. A 2006, 37, 1527–1539. [Google Scholar] [CrossRef]
- Oliver, S.; Jones, T.B.; Fourlaris, G. Dual phase versus TRIP strip steels: Microstructural changes as a consequence of quasi-static and dynamic tensile testing. Mater. Charact. 2007, 58, 390–400. [Google Scholar] [CrossRef]
- He, Y.L.; Lin, Y.T.; He, Z.P.; Zhu, N.Q.; Li, L. Tensile Mechanical Behavior of Cold Rolled Si-Mn Steel under Different Strain Rates. J. Iron Steel Res. Int. 2011, s1, 262–265. [Google Scholar]
- Webster, D. Increasing the toughness of the martensitic stainless steel AFC 77 by control of retained austenite content, ausforming and strain aging (Retained austenite content control, strain aging and ausforming to improve toughness of high strength martensitic stainless steel without strength loss). ASM Trans. Quart. 1968, 61, 816–828. [Google Scholar]
- Zhang, K.; Zhang, M.; Guo, Z.; Chen, N.; Rong, Y. A new effect of retained austenite on ductility enhancement in high-strength quenching-partitioning-tempering martensitic steel. Mater. Sci. Eng. A 2011, 528, 8486–8491. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | Fe | |
|---|---|---|---|---|---|---|---|
| wt % | 0.58 | 0.31 | 0.84 | 0.86 | 1.77 | 0.21 | balance |
| at % | 2.68 | 0.61 | 0.83 | 0.92 | 1.67 | 0.12 |
| Samples | Volume Fraction of Retained Austenite | Volume Fraction of Bainite | Volume Fraction of Martensite | Thickness of Bainite/Martensite, nm | Hardness, HV1 |
|---|---|---|---|---|---|
| B1 | 0.279 | 0.153 | 0.568 | 160–600 | 554 ± 10 |
| B3 | 0.237 | 0.763 | - | 50–100 | 615 ± 5 |
| Q&T | 0.161 | - | 0.839 | 150–900 | 496 ± 6 |
| Strain Rate, s−1 | B1 | B3 | Q&T | ||||||
|---|---|---|---|---|---|---|---|---|---|
| UTS, MPa | EI, % | UTS × EI, MPa·% | UTS, MPa | EI, % | UTS × EI, MPa·% | UTS, MPa | EI, % | UTS × EI, MPa·% | |
| 0.1 | 1312 ± 5 | 6.8 ± 0.1 | 8922 | 1445 ± 5 | 9.6 ± 0.1 | 13,872 | 1127 ± 6 | 7.9 ± 0.3 | 8903 |
| 50 | 1436 ± 3 | 7.1 ± 0.1 | 10,196 | 1540 ± 3 | 9.7 ± 0.2 | 14,938 | 1369 ± 4 | 8.8 ± 0.2 | 12,047 |
| 100 | 1561 ± 2 | 8.2 ± 0.3 | 12,800 | 1594 ± 6 | 10.7 ± 0.2 | 17,141 | 1392 ± 3 | 9.1 ± 0.3 | 12,667 |
| 200 | 1627 ± 6 | 8.8 ± 0.3 | 14,318 | 1704 ± 7 | 11.1 ± 0.1 | 18,914 | 1448 ± 6 | 9.3 ± 0.3 | 13,466 |
| 500 | 1698 ± 8 | 9.2 ± 0.2 | 15,622 | 1771 ± 6 | 11.4 ± 0.3 | 20,189 | 1516 ± 4 | 10.7 ± 0.1 | 16,221 |
| B1 | B3 | Q&T | |||
|---|---|---|---|---|---|
| Before Tensile Test | After Tensile Test | Before Tensile Test | After Tensile Test | Before Tensile Test | After Tensile Test |
| 0.279 | 0.156 | 0.237 | 0.123 | 0.161 | 0.106 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Wu, K.; Zhong, L.; Zhang, C.; Hou, T.; Misra, R.D.K. A Comparative Study on the Dynamic Tensile Behavior of Nanostructured Bainitic and Quenched-Tempered Martensitic Steels. Metals 2018, 8, 728. https://doi.org/10.3390/met8090728
Zhou W, Wu K, Zhong L, Zhang C, Hou T, Misra RDK. A Comparative Study on the Dynamic Tensile Behavior of Nanostructured Bainitic and Quenched-Tempered Martensitic Steels. Metals. 2018; 8(9):728. https://doi.org/10.3390/met8090728
Chicago/Turabian StyleZhou, Wen, Kaiming Wu, Lei Zhong, Cong Zhang, Tingpin Hou, and Raja Devesh Kumar Misra. 2018. "A Comparative Study on the Dynamic Tensile Behavior of Nanostructured Bainitic and Quenched-Tempered Martensitic Steels" Metals 8, no. 9: 728. https://doi.org/10.3390/met8090728
APA StyleZhou, W., Wu, K., Zhong, L., Zhang, C., Hou, T., & Misra, R. D. K. (2018). A Comparative Study on the Dynamic Tensile Behavior of Nanostructured Bainitic and Quenched-Tempered Martensitic Steels. Metals, 8(9), 728. https://doi.org/10.3390/met8090728