1. Introduction
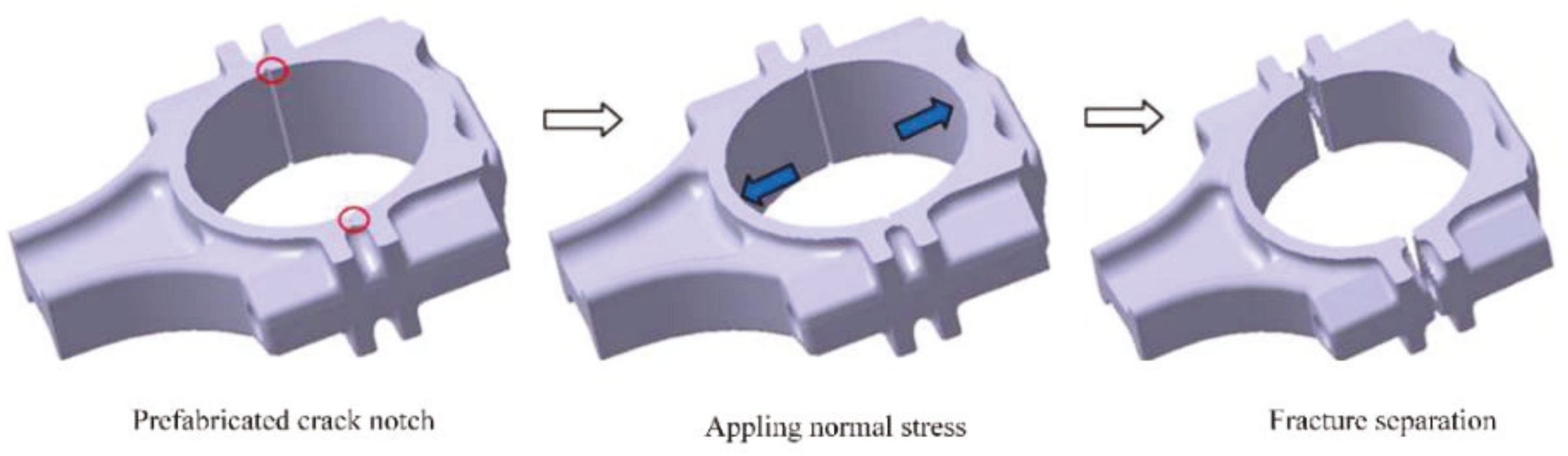
Fracture-split processing is the latest technology for the production of the connecting rods. The fracture-split process is shown in
Figure 1. Firstly, the two fracture-split notches are symmetrically prefabricated on the joint surface. After that, a load perpendicular to the theoretical fracture surface are applied which causes stress concentration at the root of the fracture-split notch and promotes crack initiation. Finally, the crack initiation followed by unstable propagation, the connecting rod cover is separated from the rod body, and the quasi-brittle fracture surface with good meshing is obtained. The purpose of the pre-processed crack notch is to generate stress concentration and promote crack initiation, thereby realizing low stress quasi-brittle fracture of the connecting rod [
1,
2,
3].
The fracture-split process of the connecting rod can obtain the staggered joint surface, which can realize the three-dimensional precise positioning of the connecting rod and the cover. Connecting rod fracture-split also can reduce the manufacturing procedure, increase the production efficiency, reduce the production cost, and greatly increase the load capacity [
4,
5,
6]. Therefore, the fracture-split processing technology of connecting rods has been widely popularized and applied.
Connecting rod fracture-split is the process of crack initiation and propagation that involves many factors [
7]. The fracture-split process is extremely fast and complex which is prone to generating quality defects such as crack bifurcation, break-out, fell-dregs, and steps. Research and control of the fracture-split defects are always a thorny problem to be solved.
At present, the most widely used fracture-split material is C70S6 [
8]. Because of its relatively low strength and fatigue performance, it is difficult to meet the high-performance requirements of some high-power engines [
9,
10]. As cars develop toward being light weight and high quality, with low pollution, higher requirements are put forward for high explosiveness and low energy consumption of the engine. The various new materials are emerging. Medium carbon micro-alloyed non-tempered steel 36MnVS4 is a representative of the second generation of fracture-split connecting rod steel [
11,
12]. Using the production data of the C70S6 connecting rod to carry out fracture-split processed of the 36MnVS4 connecting rod generates many quality problems. In comparison, the C70S6 connecting rod has better fracture-split quality and fewer fracture-split defects. Exploring the fracture-split laws of the 36MnVS4 and the causes of defects produced is of great practical significance to improve the product qualification rate.
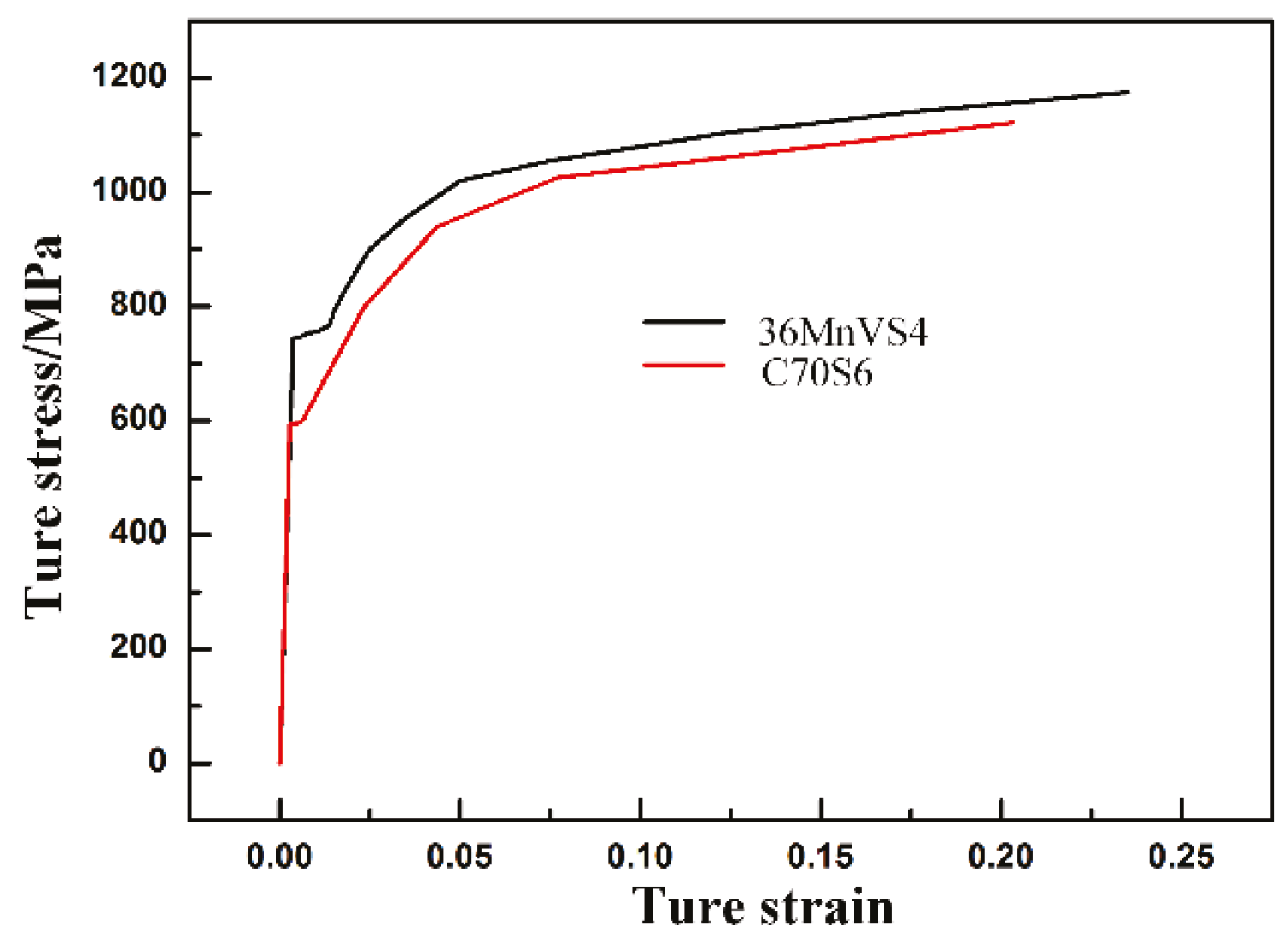
The mechanical properties of the material have an important influence on its fracture-split performance [
13,
14]. In order to explore the fracture-split performance of 36MnVS4, the microstructure is analyzed and the mechanical performance test is carried out. The materials have difference behavior of stress-strain curves in functions of temperature and strain rate [
15,
16,
17]. The fracture-split process of the connecting rod is very rapid, and the time of fracture process is approximate 0.00001 s [
18]. Therefore, strain rates need to be considered in the tensile test of the fracture-split materials. The fracture-split process is carried out at room temperature, therefore, the temperature has little effect on stress-strain curve of 36MnVS4 and C70S6. Next step, the influence of the strain rate on the tensile curve of the fracture-split material is necessary to conduct in-depth research.
The crack propagation of connecting rod fracture-split is a fast and unsteady process, and has a complex three-dimensional characteristic [
19,
20]. Therefore, it is difficult to capture the crack growth and obtain the relevant data by experiment [
21]. With the promotion and maturity of commercial software, numerical simulation has become a very effective analysis method. Reasonable numerical simulation combined with corresponding tests have very important guiding significance for actual production, and can also save costs and time.
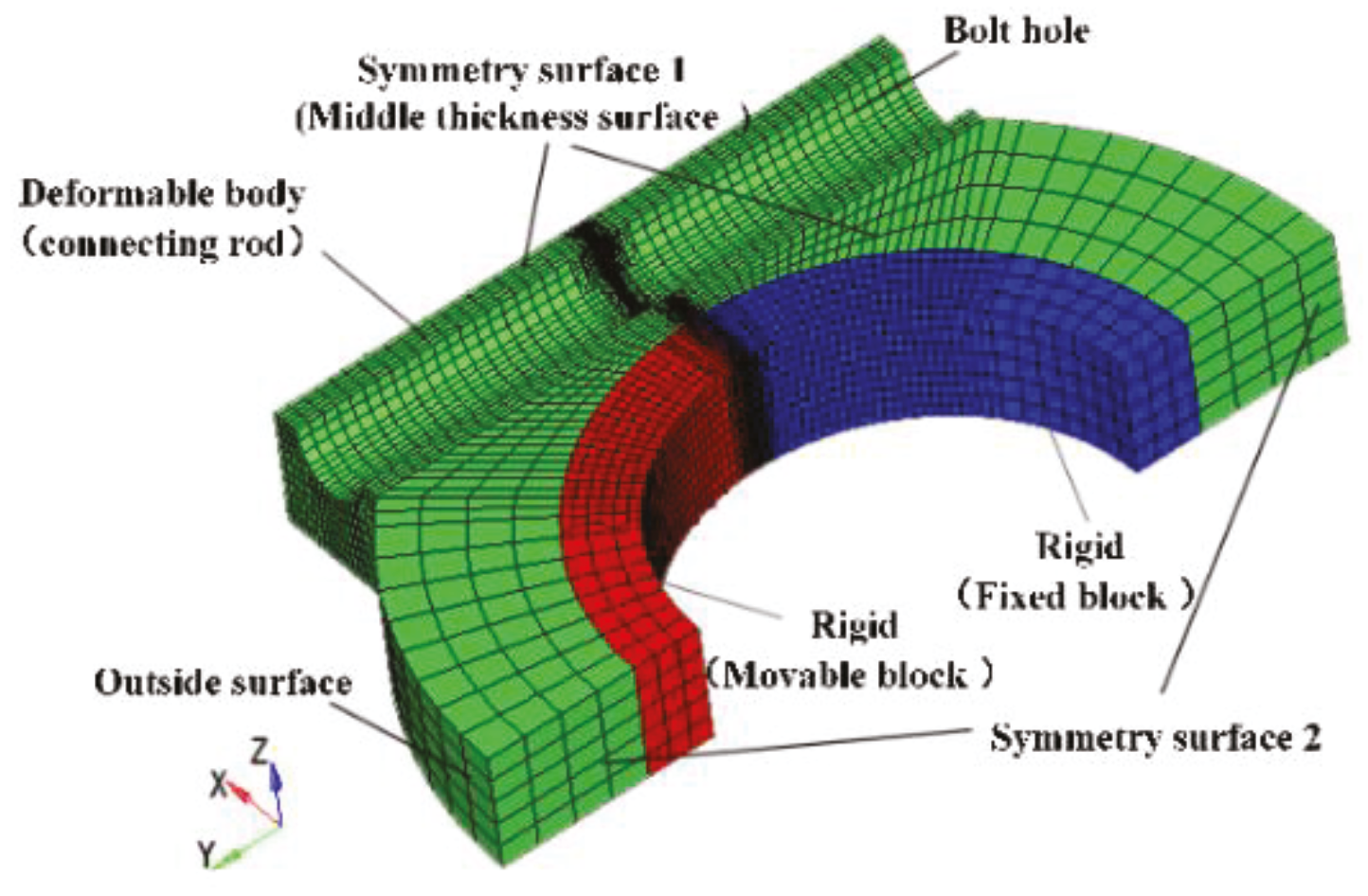
In the present work, the element content, microstructure, and mechanical properties of the 36MnVS4 and C70S6 materials are tested and analyzed. Based on the theory of fracture mechanics, the fracture-split process of the 36MnVS4 and C70S6 connecting rods are simulated by ANSYS/LS-DYNA software (14.5, ANSYS Corporation, Pittsburgh, PA, United States). The distribution laws of the main mechanical field of the whole fracture-split process are analyzed, and the fracture-split characteristics of the 36MnVS4 material are investigated. The defects produced in the process of the 36MnVS4 connecting rod fracture-split are evaluated and analyzed. The reason why the 36MnVS4 connecting rod is prone to generate defects is discussed, and the corresponding solutions are put forward.
4. Discussion
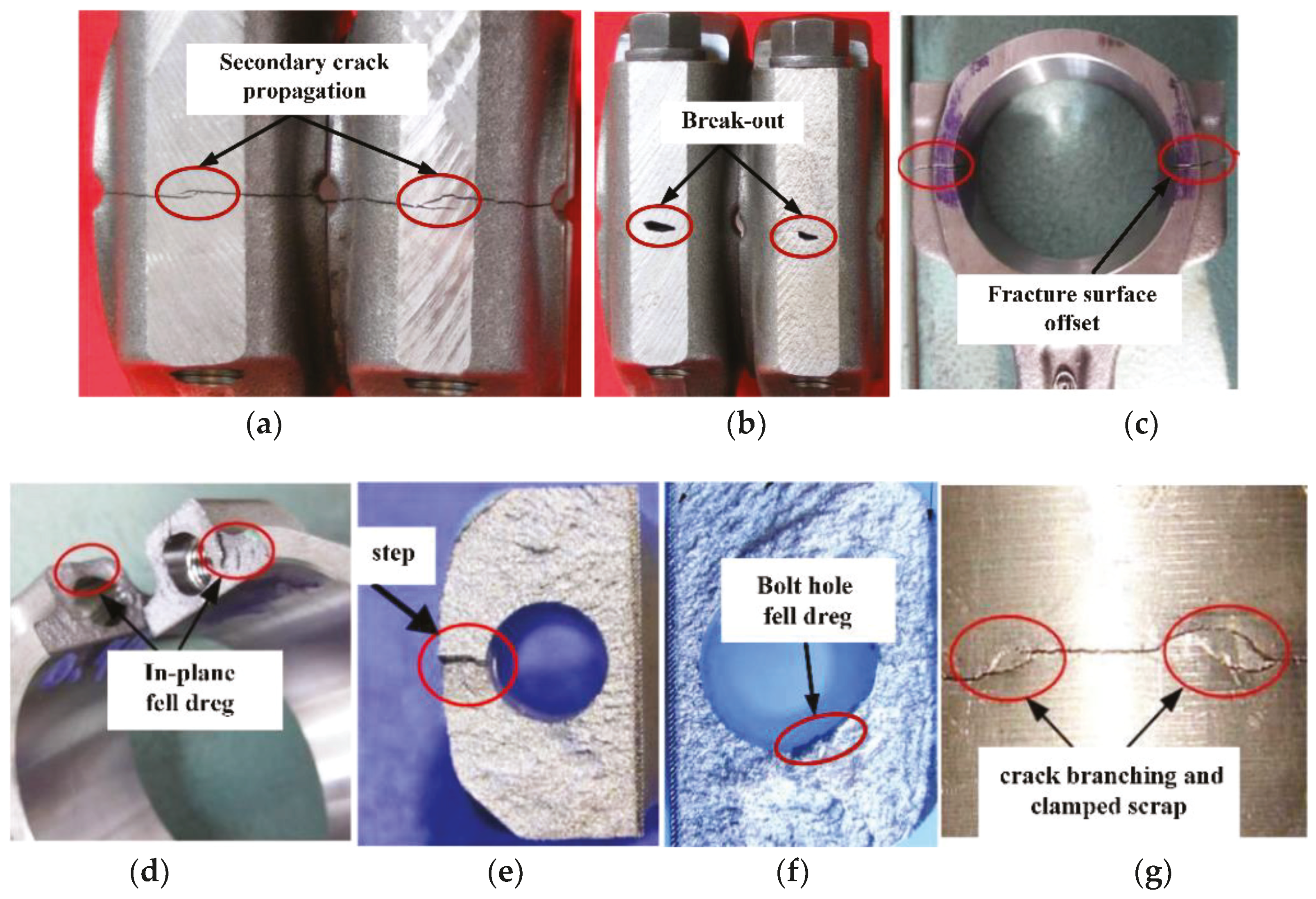
Through combined test results, the defects caused by the fracture-split of the 36MnVS4 connecting rods are found: obvious plastic block or fiber tear zones, crack bifurcation, and fell dregs and steps, as shown in
Figure 11. The reasons that fracture-split defects of the 36MnVS4 connecting rods are produced are analyzed by simulation process and tests.
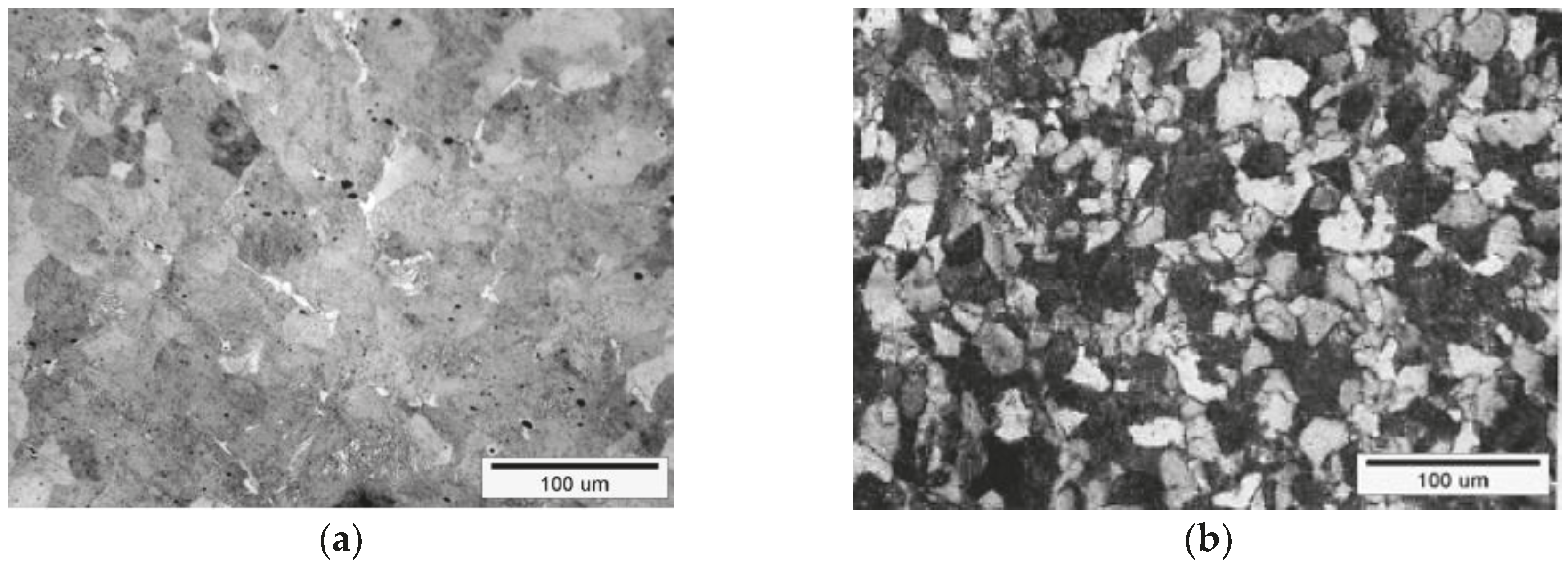
Through the analysis of the composition and microstructure of the two materials, it can be known that the carbon content of the 36MnVS4 is lower. The bulk ferrite structure is precipitated along the grain boundary and the proportion of ferrite is larger. The ferrite is a relatively soft phase, which makes the fracture surface in the process of fracture-splitting more prone to tear zones. This defect can be improved by controlling the cooling rate after forging, and increasing the content of C and certain alloy elements. If the cooling speed after forging of the connecting rod is accelerated, the time for the growth of the austenite grains is shortened, thereby reducing the amount of ferrite precipitation. Increasing the carbon content of the material can significantly improve the pearlite content, and increasing some alloying elements such as V, Ti, and other content can also significantly reduce the size and proportion of massive ferrite. Therefore, occurrence of fracture-split tear areas is decreased.
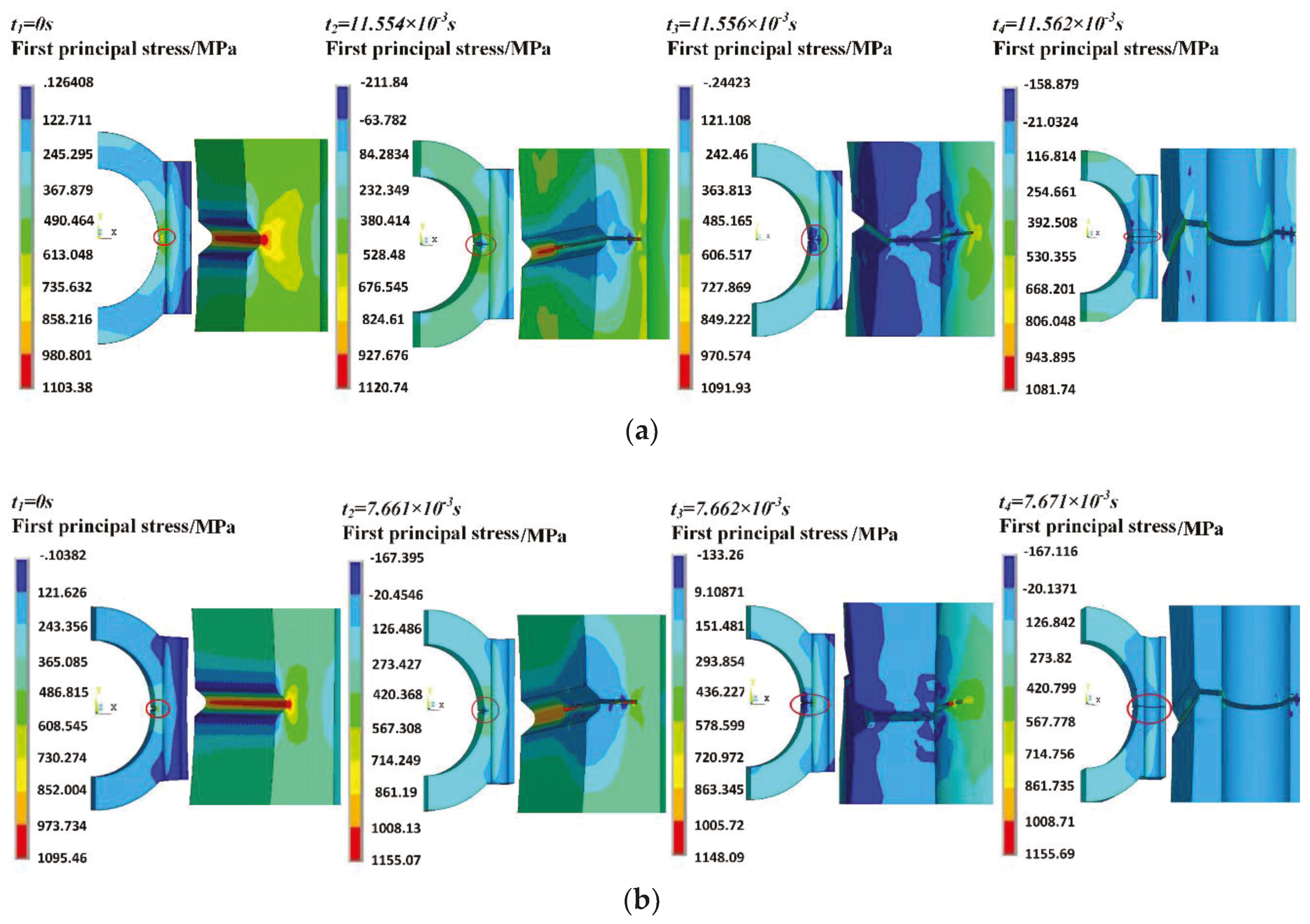
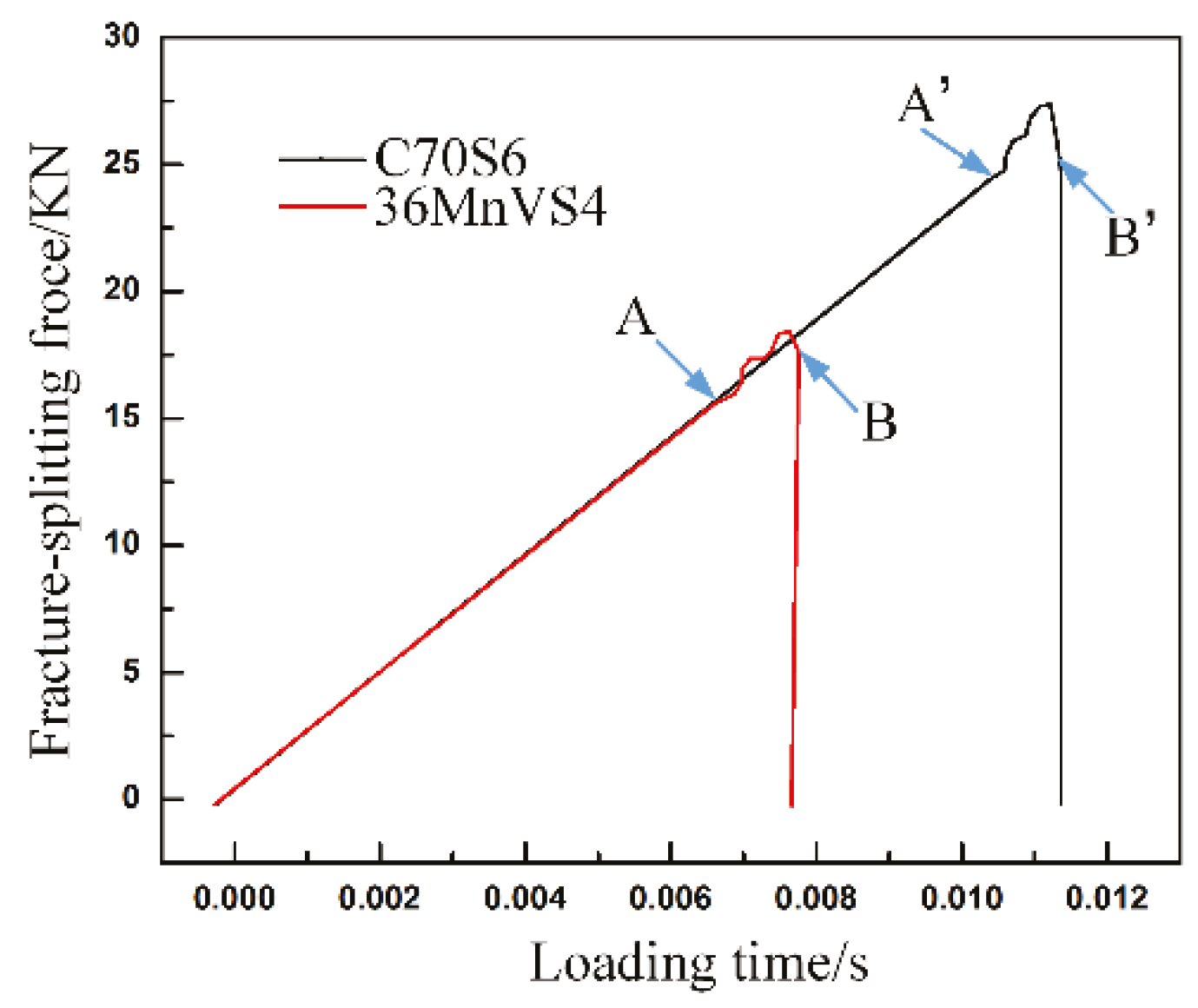
Compared with the crack propagation process of the two connecting rods, the 36MnVS4 connecting rod has a longer crack propagation time than the C70S6 connecting rod, and the fracture separation speed is 20% lower than that of the C70S6. The slower fracture separation rate increases the possibility of defects generation.
Compared with the C70S6 connecting rod, the crack initiation time of the 36MnVS4 connecting rod is earlier and cracking force is smaller, therefore the 36MnVS4 has higher gap sensitivity. In the machining process of the bolt holes and big end holes, if the processing tool becomes blunt, it will cause the machined surface to form a rolling micro-crack which is particularly pronounced for the materials with higher notch sensitivity. Micro-cracks are prone to secondary crack propagation and bifurcation during crack propagation as shown in
Figure 11a. If the secondary crack occurs in the fracture surface, it will cause in-plane fell dregs or tear as shown in
Figure 11d. If the secondary crack is on the edge of the bolt hole, it will induce the fell dregs phenomenon of bolt hole as shown in
Figure 11f. If the secondary crack is on the outside surface of the connecting rod, it can cause crack branching and clamped scrap as shown in
Figure 11g,b.
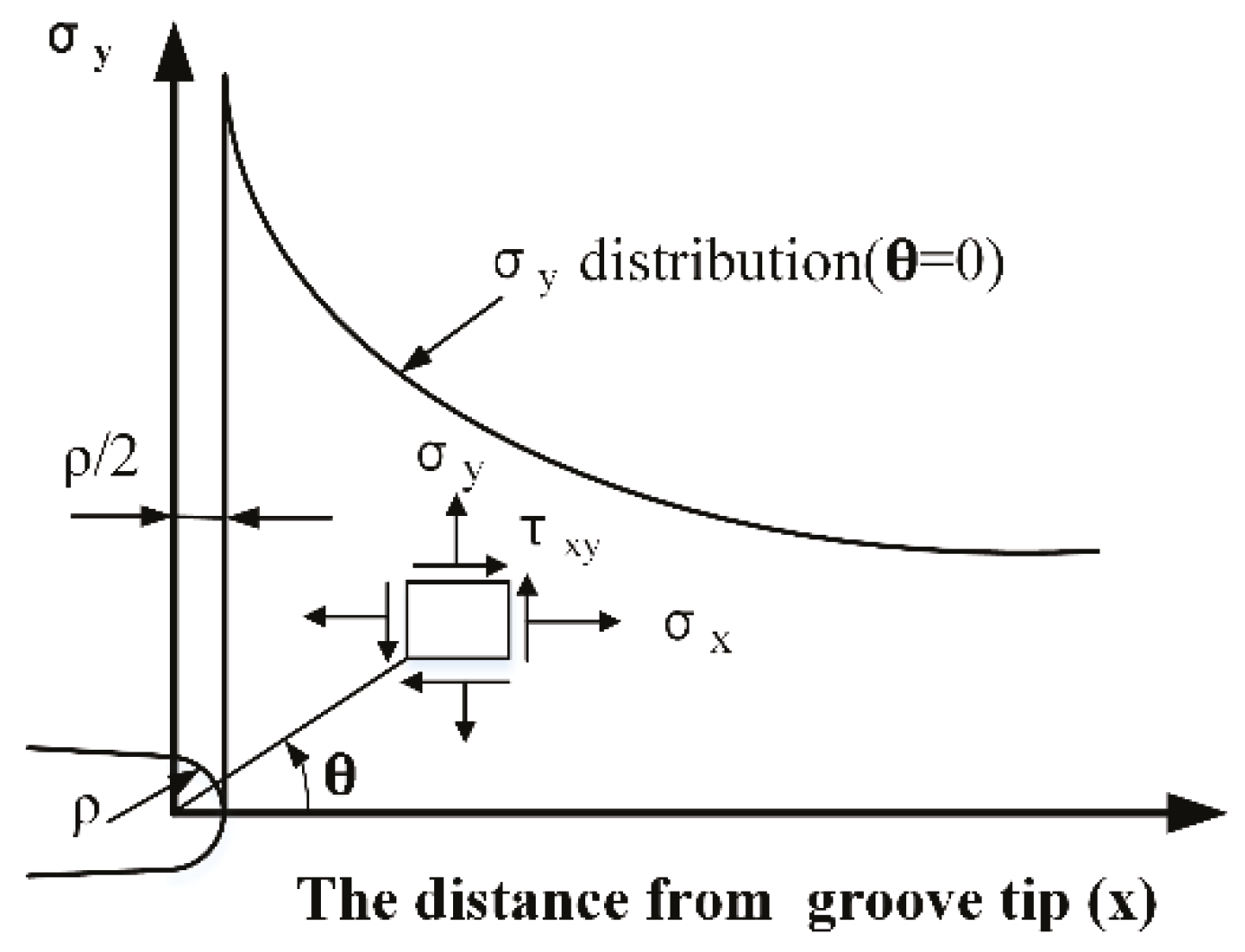
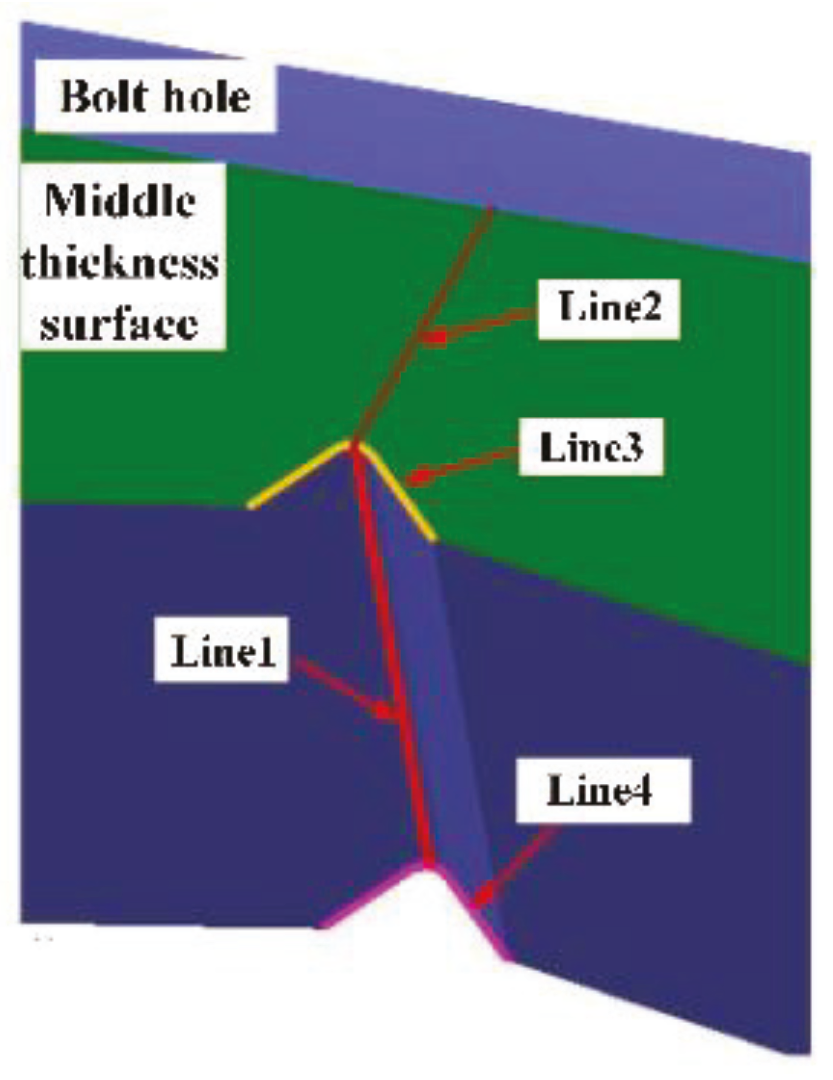
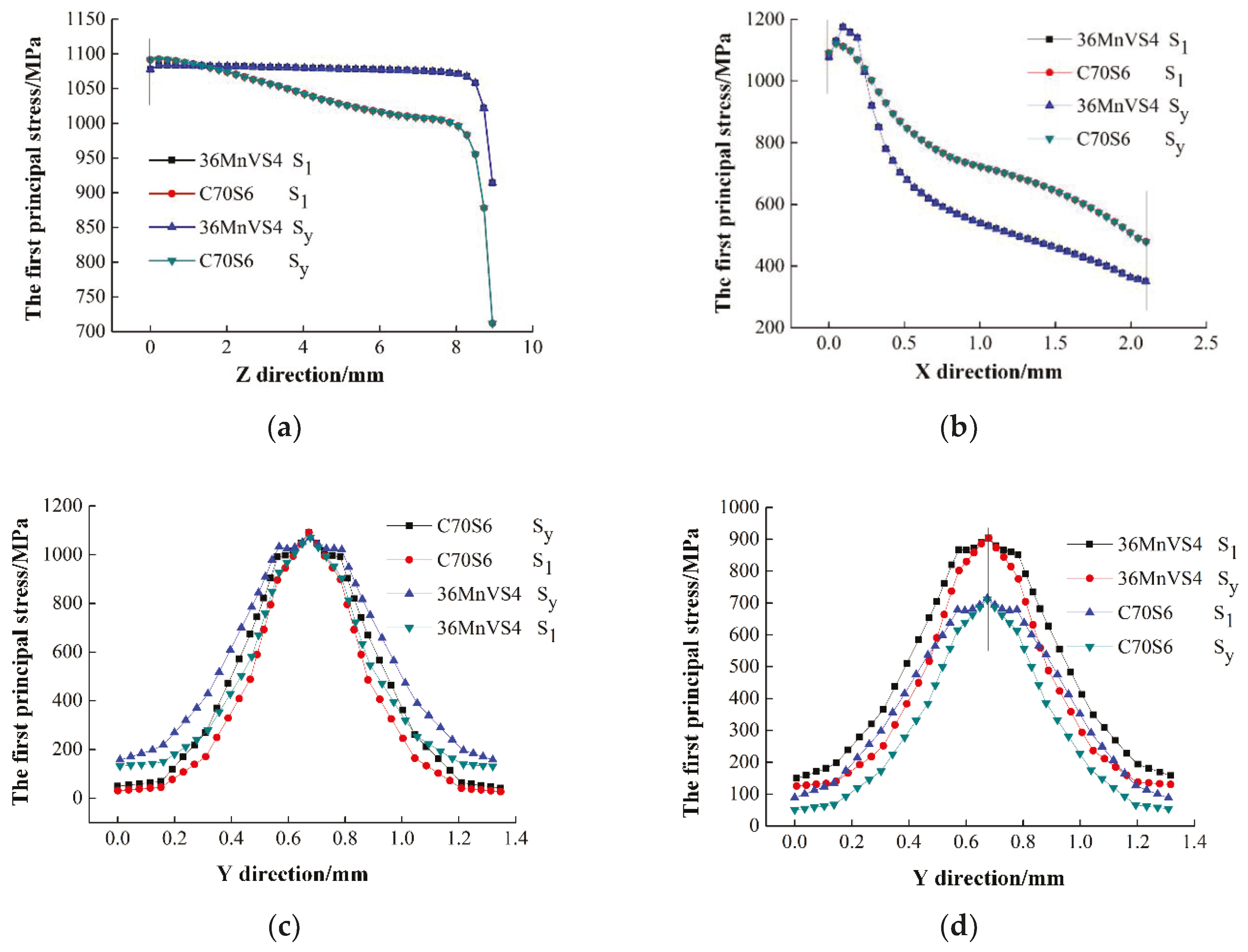
According to the stress analysis of the characteristic lines (
Figure 9), it can be seen that the peak stress curve of the 36MnVS4 is gentler, which resulted in the crack initiation point of the connecting rod in the direction of thickness is random, scattered, and unstable. When the crack is again aggregated after bypassing the bolt hole, it may produce step or tear zone defects as shown in
Figure 11e,d. These tend to cause a large fracture surface offset, as shown in
Figure 11c. The above-mentioned defects are mainly related to the material properties that are difficult to completely avoid, but can be improved by improving the processing technology.
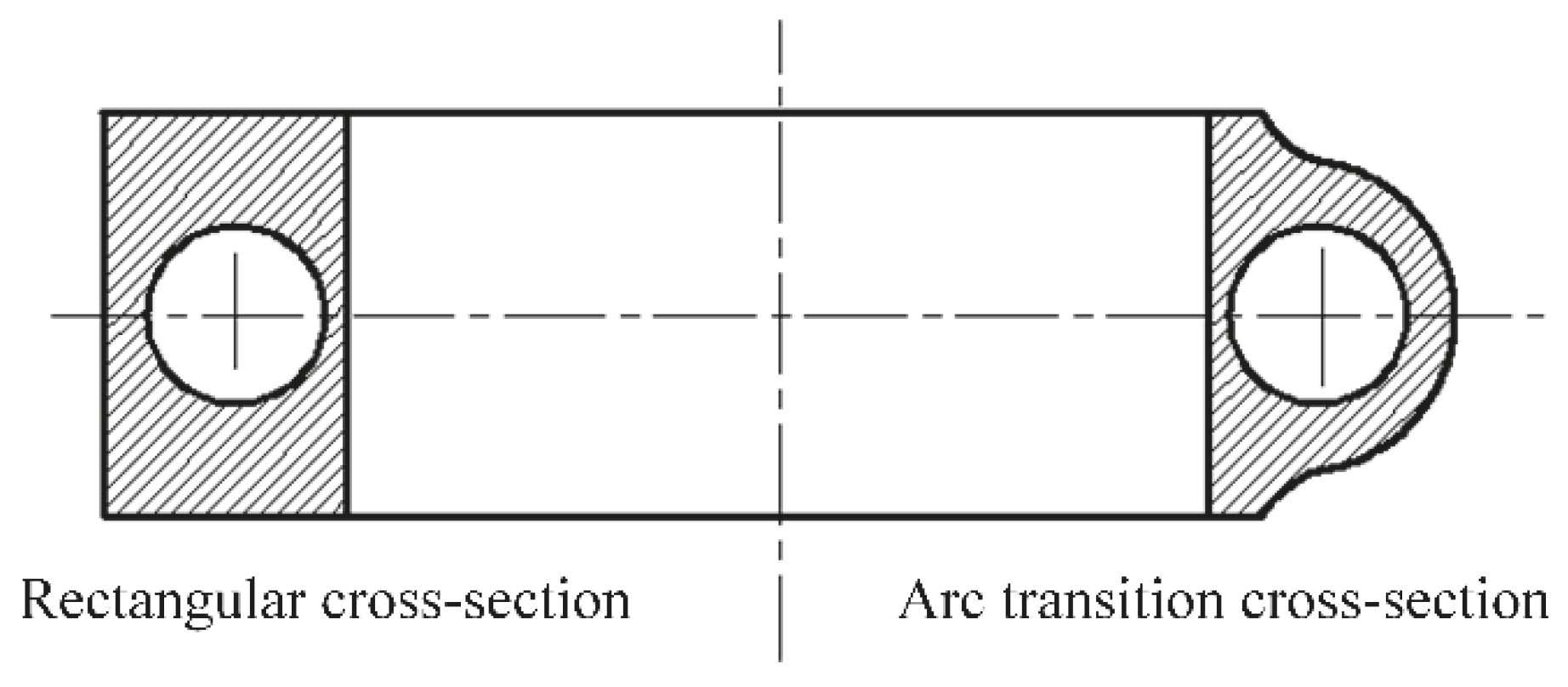
Based on the above results, it can be seen that the fracture-split defects of the 36MnVS4 connecting rod are mainly caused by the location of the crack initiation, the expansion speed, and the instability of the intersection. In addition to optimizing material properties, to improve the fracture-split quality of the 36MnVS4 connecting rod, it must change the mode of crack initiation and crack propagation, and guide the 36MnVS4 single point initiation and directional expansion and increase the crack propagation speed. For this reason, the changed the fracture cross-section design is shown in
Figure 12. The rectangular cross-section increases the likelihood that the two cracks do not converge, and then causes break-out and clamped scrap defects. The outer edge of the fracture surface adopts the arc design, which will help the intersection of cracks in the same point, and can reduce the area of the fracture surface and increase crack propagation speed. The tearing, fell slags, and other defects of the fracture surface will be greatly reduced.
The fracture-splitting texts of the 36MnVS4 connecting rod with arc-shaped sections are conducted. Experimental results are shown in
Figure 13. When the big end of the connecting rod is circular, it is clear that the fracture surface is more flat and has no obvious defects. It can be seen that the step defect on the crack convergence zone disappear, and the tearing phenomenon and fell slags at the fracture surface are also un-conspicuous. This indicates that the crack propagation process of the circular section connecting rod become more stable, and the quality of the fracture surface is remarkably improved. Therefore, changing the cross-sectional shape of the 36MnVS4 connecting rod can also reduce the fracture-split defects.
Author Contributions
Zhou Shi and Shuqing Kou conceived and designed the study. The numerical simulation and experiment have been developed by Zhou Shi. Discussion and conclusions have been written with the contribution of Zhou Shi and Shuqing Kou.
Funding
This research was financially supported by National Key Research and Development Plan of China (2016YFD0701102) and National Science and Technology Major Project of China (2013ZX04002021).
Acknowledgments
The authors would like to thank teacher Yong Zhao, Jilin University for his help to the research and thank Bolong Wang, Shandong University of Technology for support during the Finite Element Analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gu, Z.; Yang, S.; Ku, S.; Dai, X. Fracture-split technology of automobile engine connecting rod. Int. J. Adv. Manuf. Technol. 2005, 25, 883–887. [Google Scholar] [CrossRef]
- Kou, S.Q.; Gao, Y.; Gao, W.Q. The influence of auxiliary gases in the optimized analysis of pulsed laser grooving of a C70S6 connecting rod for fracture splitting. Results Phys. 2017, 7, 628–635. [Google Scholar] [CrossRef]
- Fukuda, S.; Eto, H. Development of fracture splitting connecting rod. JSAE Rev. 2002, 23, 101–104. [Google Scholar] [CrossRef]
- Shi, Z.; Kou, S.Q. Analysis of quality defects in the fracture surface of fracture splitting connecting rod based on three-dimensional crack growth. Results Phys. 2018, 10, 1022–1029. [Google Scholar] [CrossRef]
- Shi, Z.; Kou, S.Q. Inverse reconstruction of fracture splitting connecting rod and its strength and fatigue life. J. Fail. Anal. Prev. 2018, 18, 619–627. [Google Scholar] [CrossRef]
- Kou, S.Q.; Song, W.F.; Shi, Z. Fracture splitting simulation and defect analysis of 36MnVS4 connecting rod. J. Jilin Univ. 2017, 47, 861–868. [Google Scholar]
- Manouchehrian, A.; Marji, M.F. Numerical analysis of confinement effect on crack propagation mechanism from a flaw in a pre-cracked rock under compression. Acta Mech. Sin. 2012, 28, 1389–1397. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, Q.; Zhou, G.; Chen, Q.; Xiong, Y. Microstructure and mechanical properties of V–Ti–N microalloyed steel used for fracture-split connecting rod. J. Mater. Sci. 2011, 46, 1789–1795. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, T.G.; Chung, T.J.; Kim, H.S.; Hong, S.-J. Fatigue characteristics of high strength C70S6 and SMA40 steels. Mater. Sci. Eng. A 2010, 527, 2813–2818. [Google Scholar] [CrossRef]
- Hui, W.; Chen, S.; Zhang, Y.; Shao, C.; Dong, H. Effect of vanadium on the high-cycle fatigue fracture properties of medium-carbon microalloyed steel for fracture splitting connecting rod. Mater. Des. 2015, 66, 227–234. [Google Scholar] [CrossRef]
- Lipp, K.; Kaufmann, H. Die and powder forging materials for automotive connecting rods. MTZ Worldw. E Mag. 2011, 72, 70–75. [Google Scholar] [CrossRef]
- Bariani, P.F.; Bruschi, S. Modelling the forging and post-forging cooling of C70S6 conrods. J. Mater. Process. Technol. 2005, 167, 529–535. [Google Scholar] [CrossRef]
- Liang, J.; Zhao, Z.; Wu, H.; Peng, C.; Sun, B.; Guo, B.; Liang, J.; Tang, D. Mechanical behavior of two ferrite–martensite dual-phase steels over a broad range of strain rates. Metals 2018, 8, 236. [Google Scholar] [CrossRef]
- Chen, T.C.; Chen, S.T.; Tsay, L.W.; Shiue, R.K. Correlation between fatigue crack gowth behavior and fracture surface roughness on cold-rolled austenitic stainless steels in gaseous hydrogen. Metals 2018, 8, 221. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Arias, A. Thermo-viscoplastic behaviour of 2024-T3 aluminium sheets subjected to low velocity perforation at different temperatures. Thin-Walled Struct. 2011, 49, 819–832. [Google Scholar] [CrossRef]
- Rodríguez-Millán, M.; Vaz-Romero, A.; Rusinek, A.; Rodríguez-Martínez, A.; Arias, A. Experimental study on the perforation process of 5754-H111 and 6082-T6 aluminium plates subjected to normal impact by conical, hemispherical and blunt projectiles. Exp. Mech. 2014, 54, 729–742. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Chevrier, P.; Bernier, R.; Arias, A. Temperature measurements on ES steel sheets subjected to perforation by hemispherical projectiles. Int. J. Impact Eng. 2010, 37, 828–841. [Google Scholar] [CrossRef]
- Song, W.F. Performance Comparison and Notch Parameter Selection on Con-Rod Fracture Splitting Machining of 36MnVS4 and C70S6. Master’s Thesis, Jilin University, Changchun, China, 2017. [Google Scholar]
- Dumstorff, P.; Meschke, G. Crack propagation criteria in the framework of X-FEM-based structural analyses. Int. J. Numer. Anal. Methods Geomech. 2007, 31, 239–259. [Google Scholar] [CrossRef]
- Wang, B.; Li, M.; Yang, Y.; Liu, Z.; Liu, H. Numerical simulation of multilayer stagger-split die and experiment on the bearing capacity. High Press. Res. 2015, 35, 388–395. [Google Scholar] [CrossRef]
- Gajewski, J.; Sadowski, T. Sensitivity analysis of crack propagation in pavement bituminous layered structures using a hybrid system integrating artificial neural networks and finite element method. Comput. Mater. Sci. 2014, 82, 114–117. [Google Scholar] [CrossRef]
- Agarwal, P.; Gupta, A.; Saxena, V. A Comparative study of different materials of connecting rod: A review. Int. J. Mech. Eng. 2015, 5, 54–57. [Google Scholar]
- Yang, H.; Kou, S.Q.; Gao, W.; Zhang, P. Analysis on technology and defects of fracture-split of automobile engine connecting rod. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1603–1613. [Google Scholar] [CrossRef]
- Zhao, Y. Study on Parameters of Connecting Rod Fracture Splitting Based on Fracture after Small Scale Yielding and Its Application. Ph.D. Thesis, Jilin University, Changchun, China, 2011. [Google Scholar]
- Westergaard, H.M. Bearing pressures and crack. J. Appl. Mech. 1939, 6, A49–A53. [Google Scholar]
- Wang, B.; Li, M.; Yang, Y.; Liu, Z. Note: Double-beveled multilayer stagger-split die for a large volume high-pressure apparatus. Rev. Sci. Instrum. 2015, 86, 086106. [Google Scholar] [CrossRef] [PubMed]
- Blackburn, W.S. Conditions for onset of crack propagation in elastic plastic materials. Int. J. Fract. 1970, 6, 211–212. [Google Scholar] [CrossRef]
- Güler, S.; Fischer, A. Fatigue behavior of cold-worked high-interstitial steels. Metals 2018, 8, 442. [Google Scholar] [CrossRef]
- Irwin, G.R. Analysis of stresses and strains near the end of a crack traversing a plate. J. Appl. Mech. 1957, 24, 361–364. [Google Scholar]
- Rose, L.R.F. Recent theoretical and experimental results on fast brittle fracture. Int. J. Fract. 1976, 12, 799–813. [Google Scholar]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}