Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
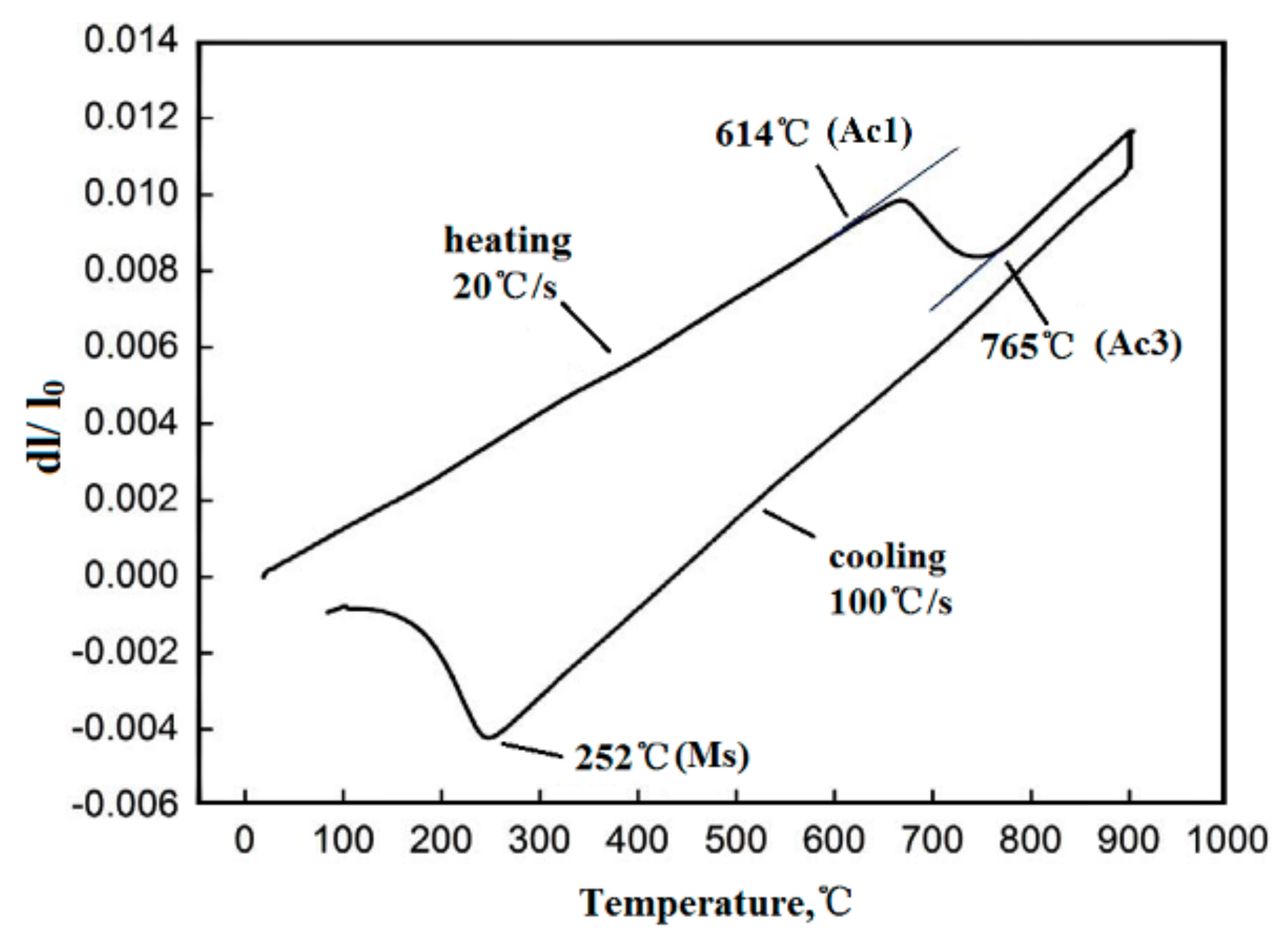
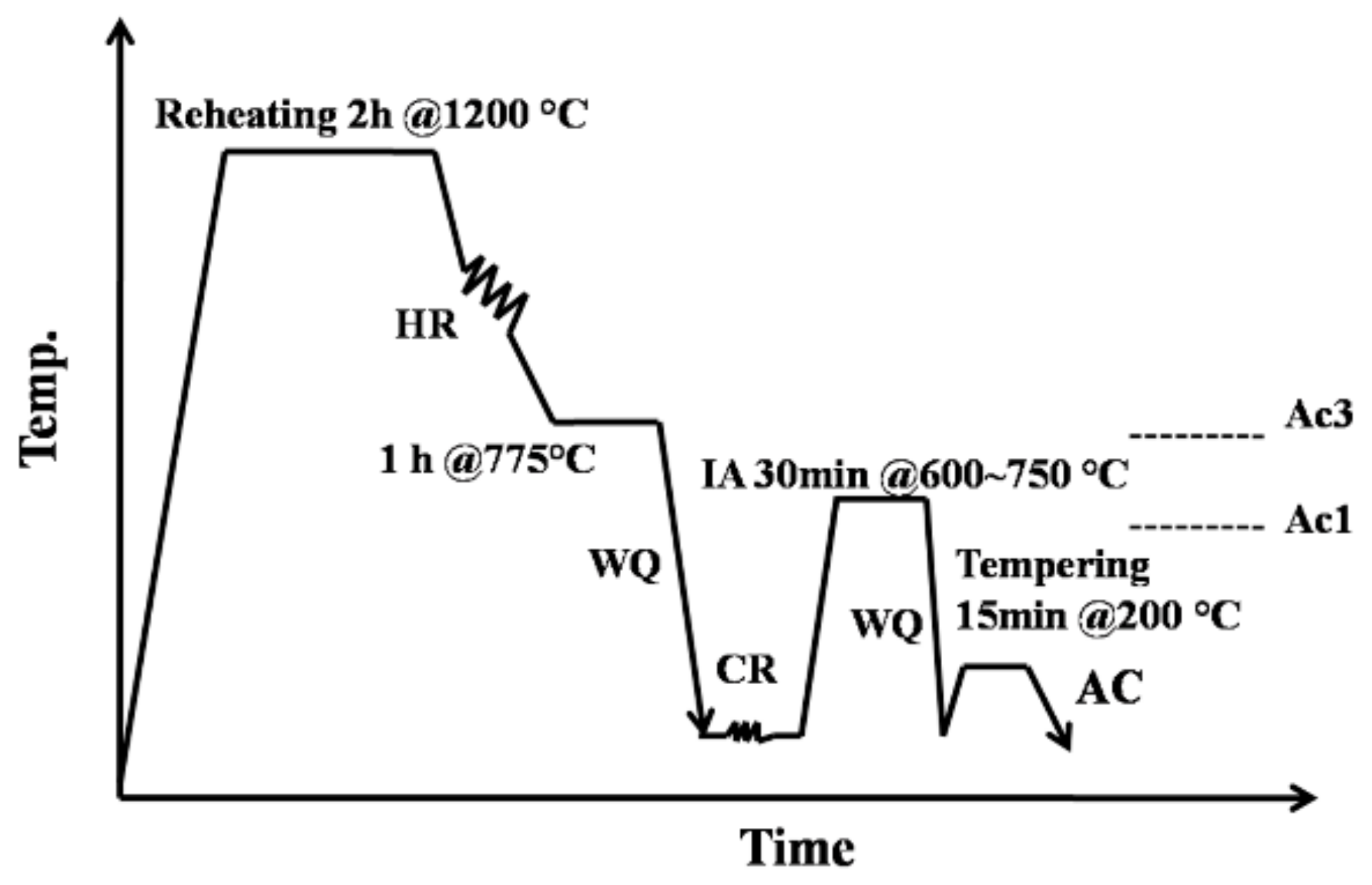
2. Experimental Procedure
3. Results and Discussion
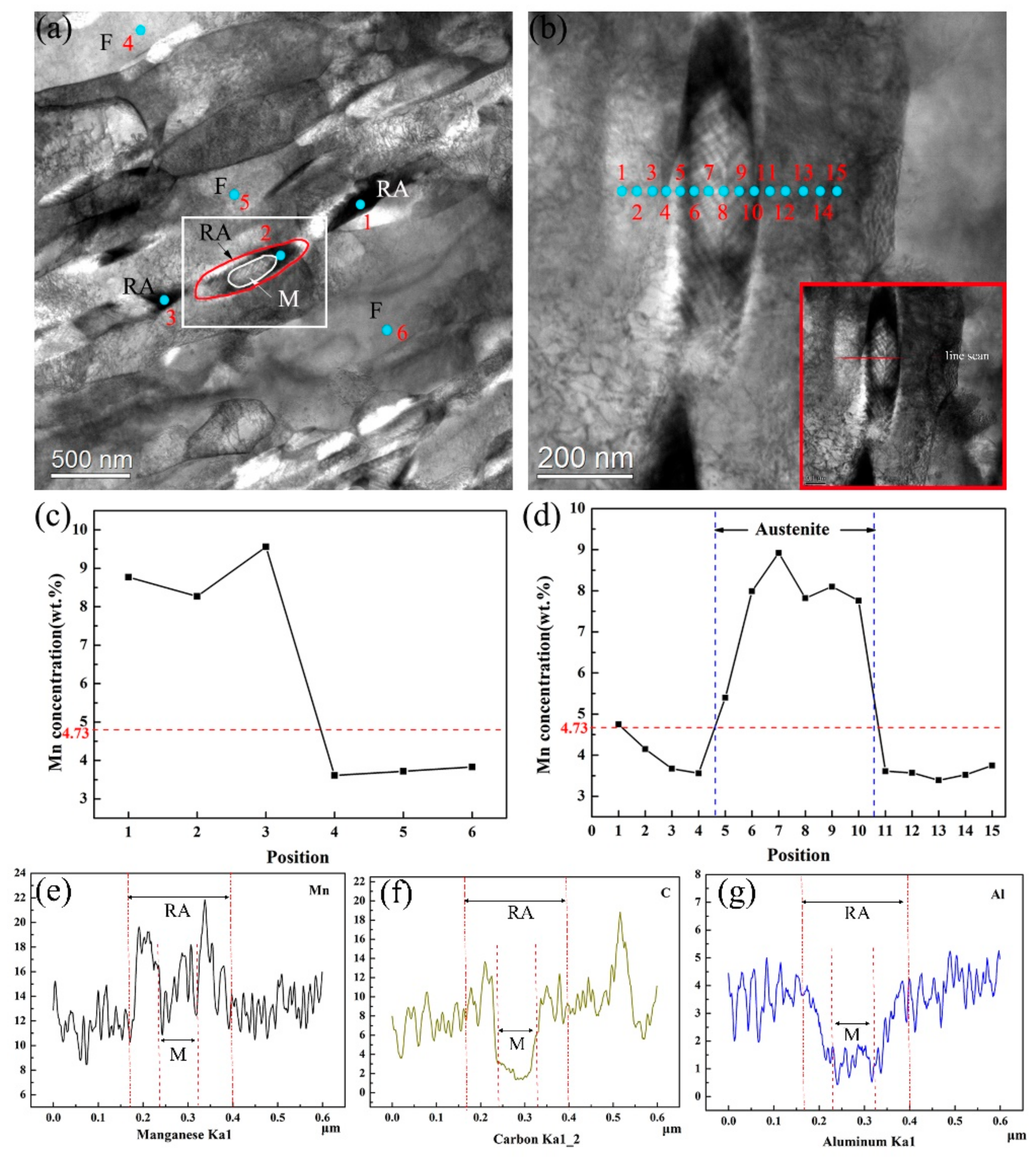
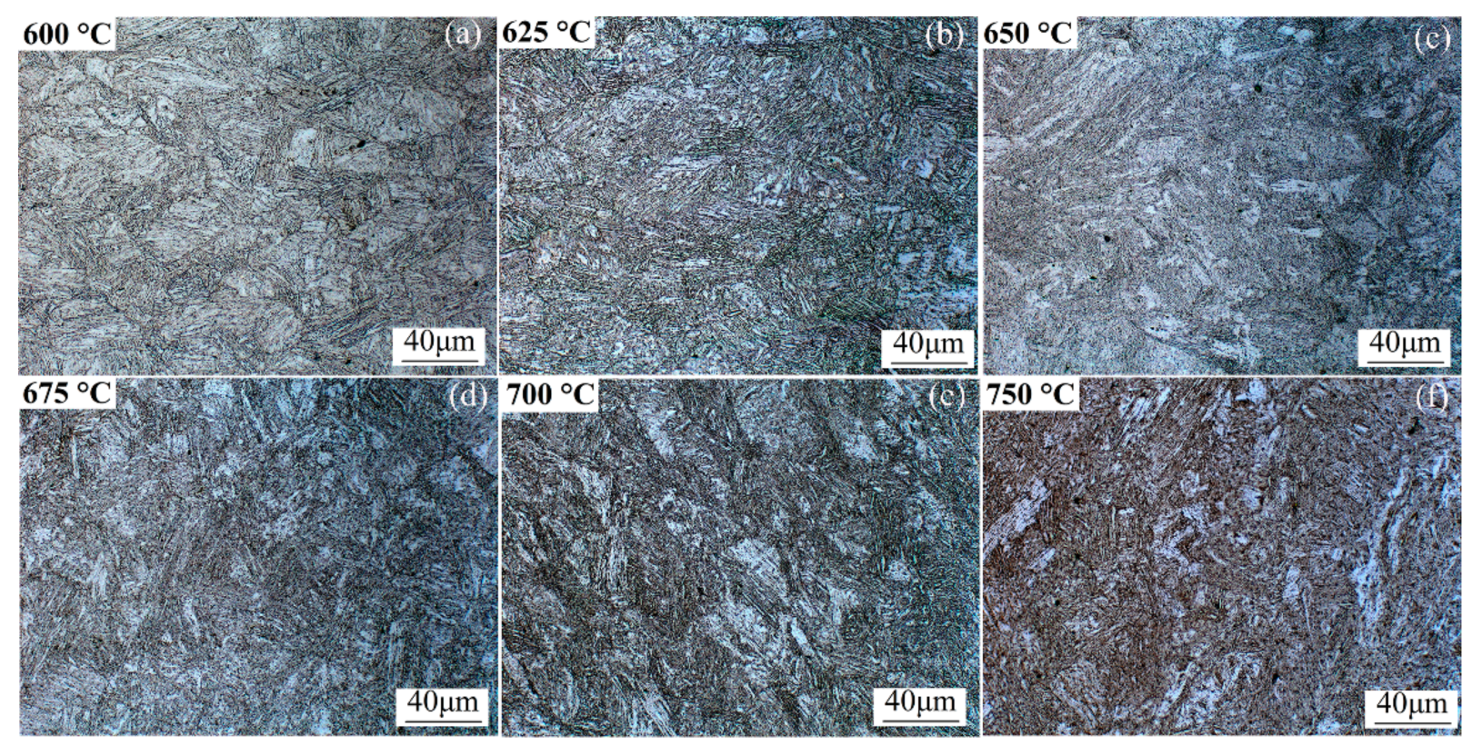
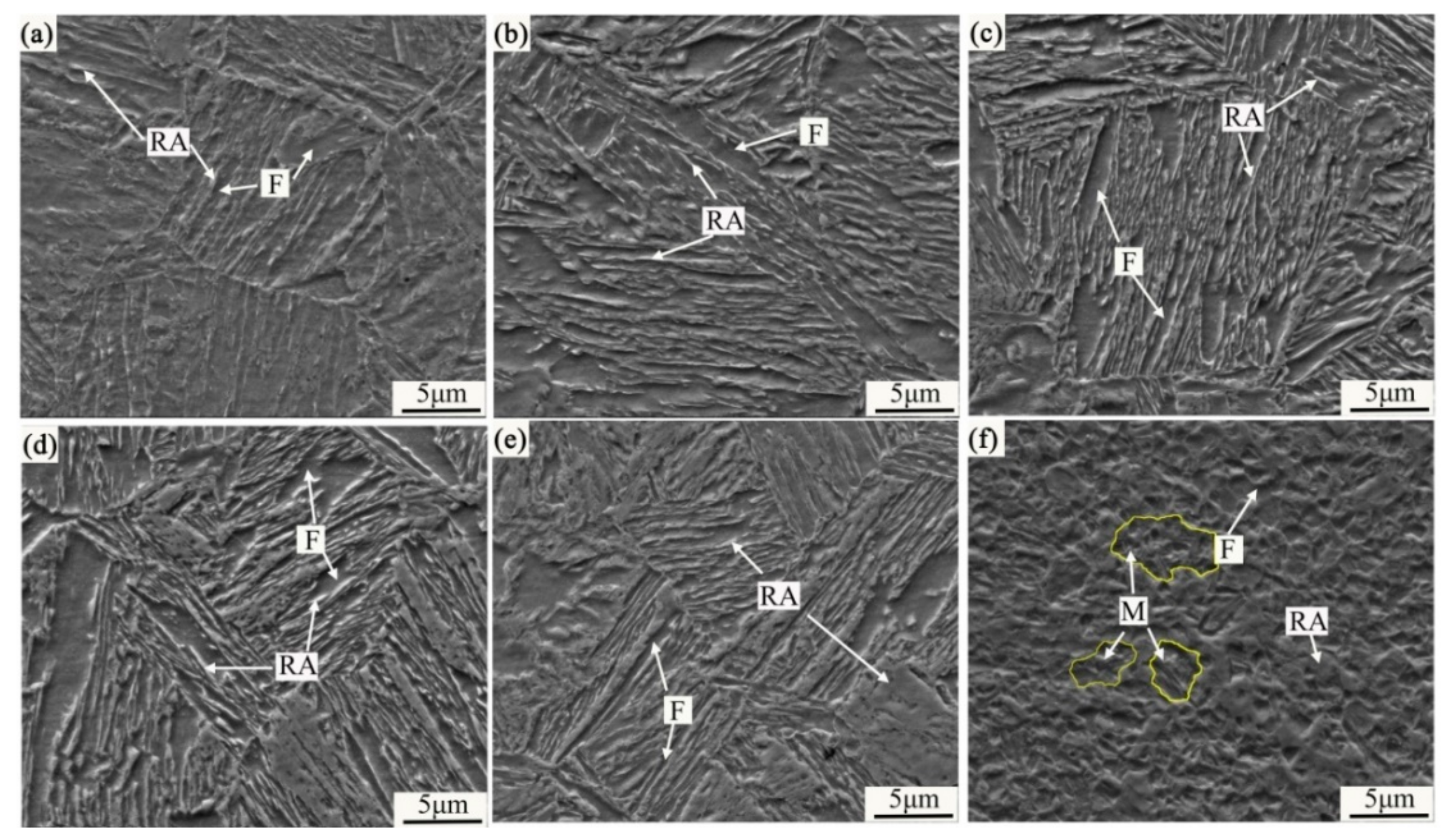
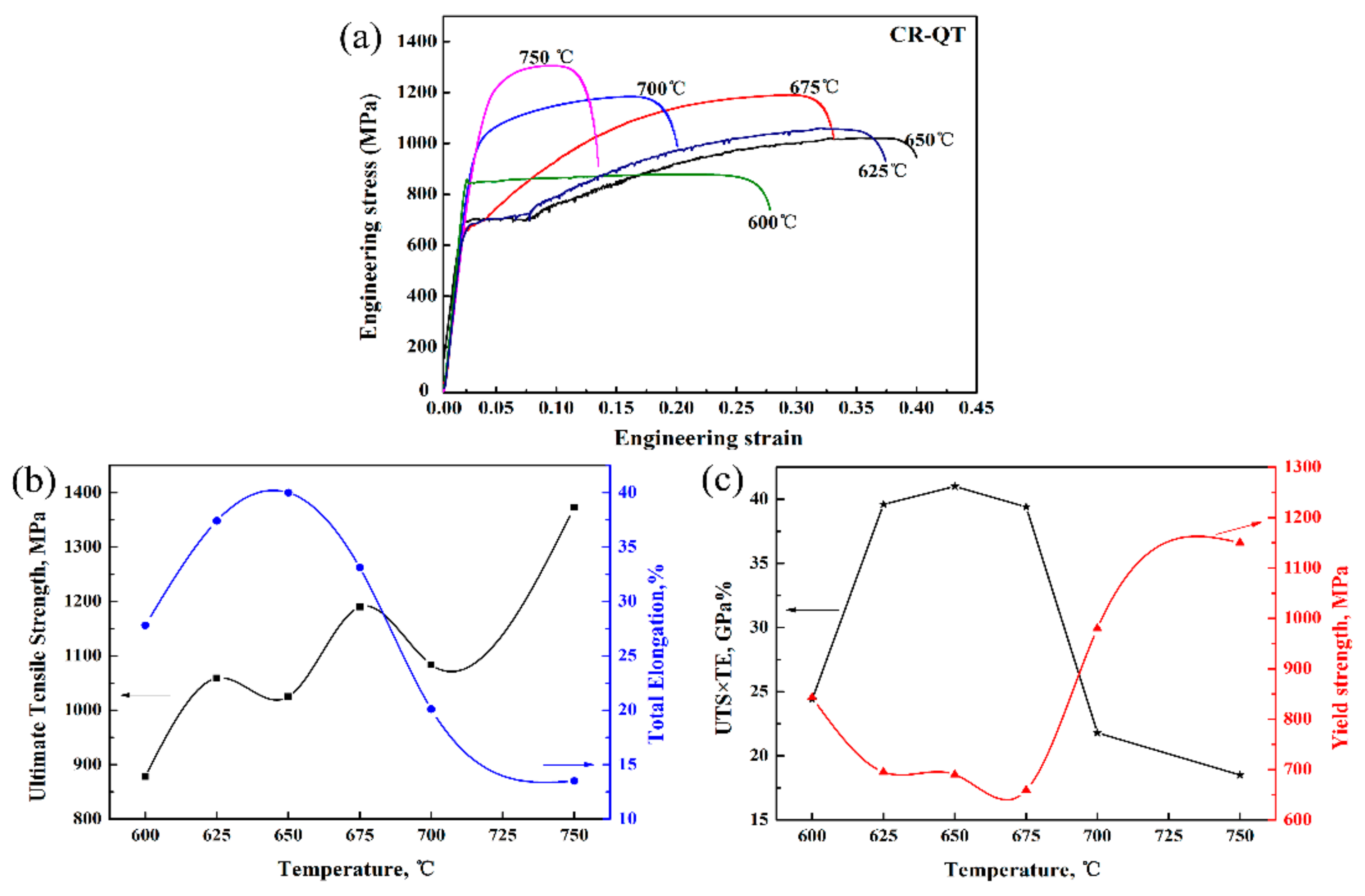
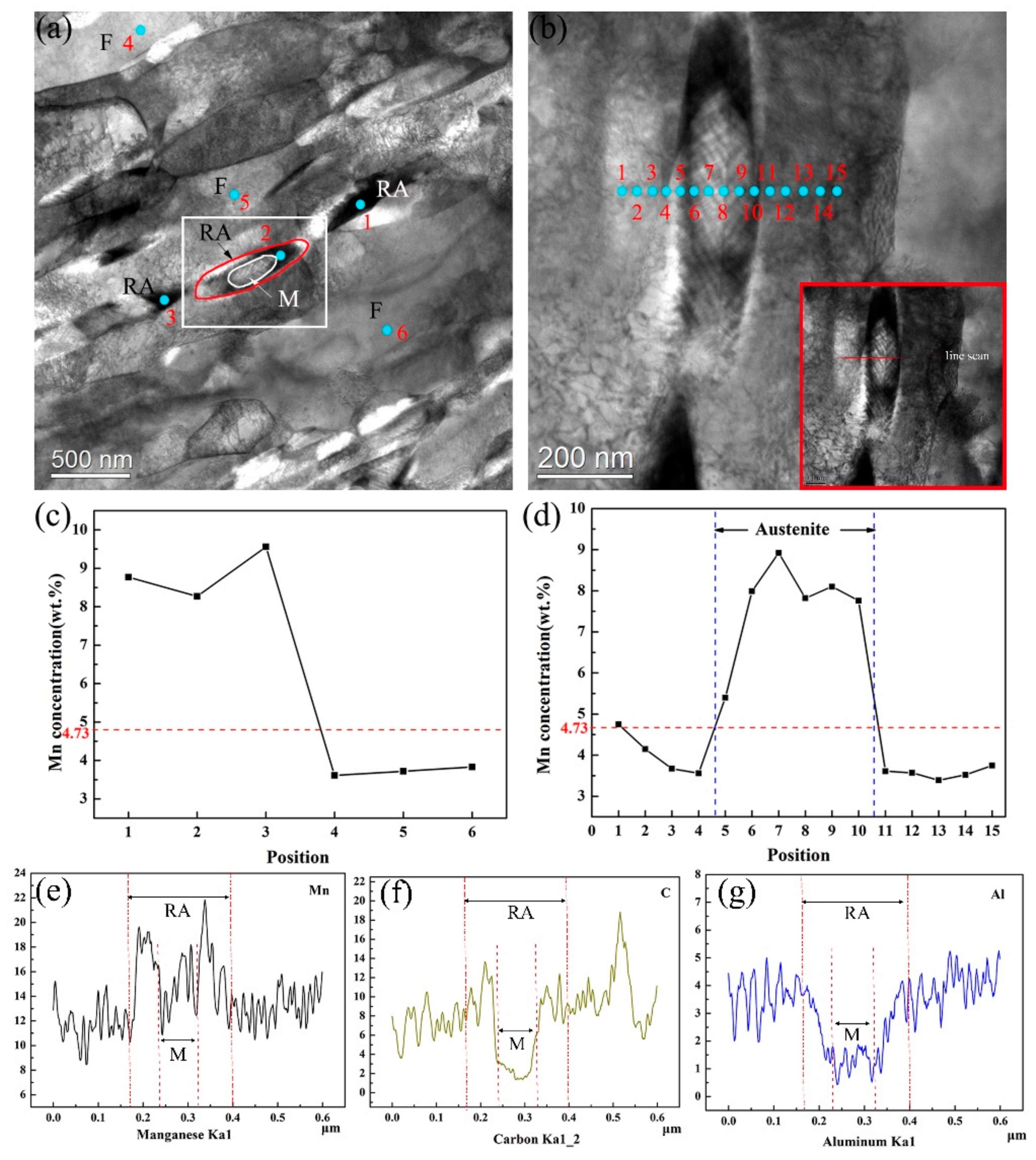
3.1. Microstructure and Mechanical Properties
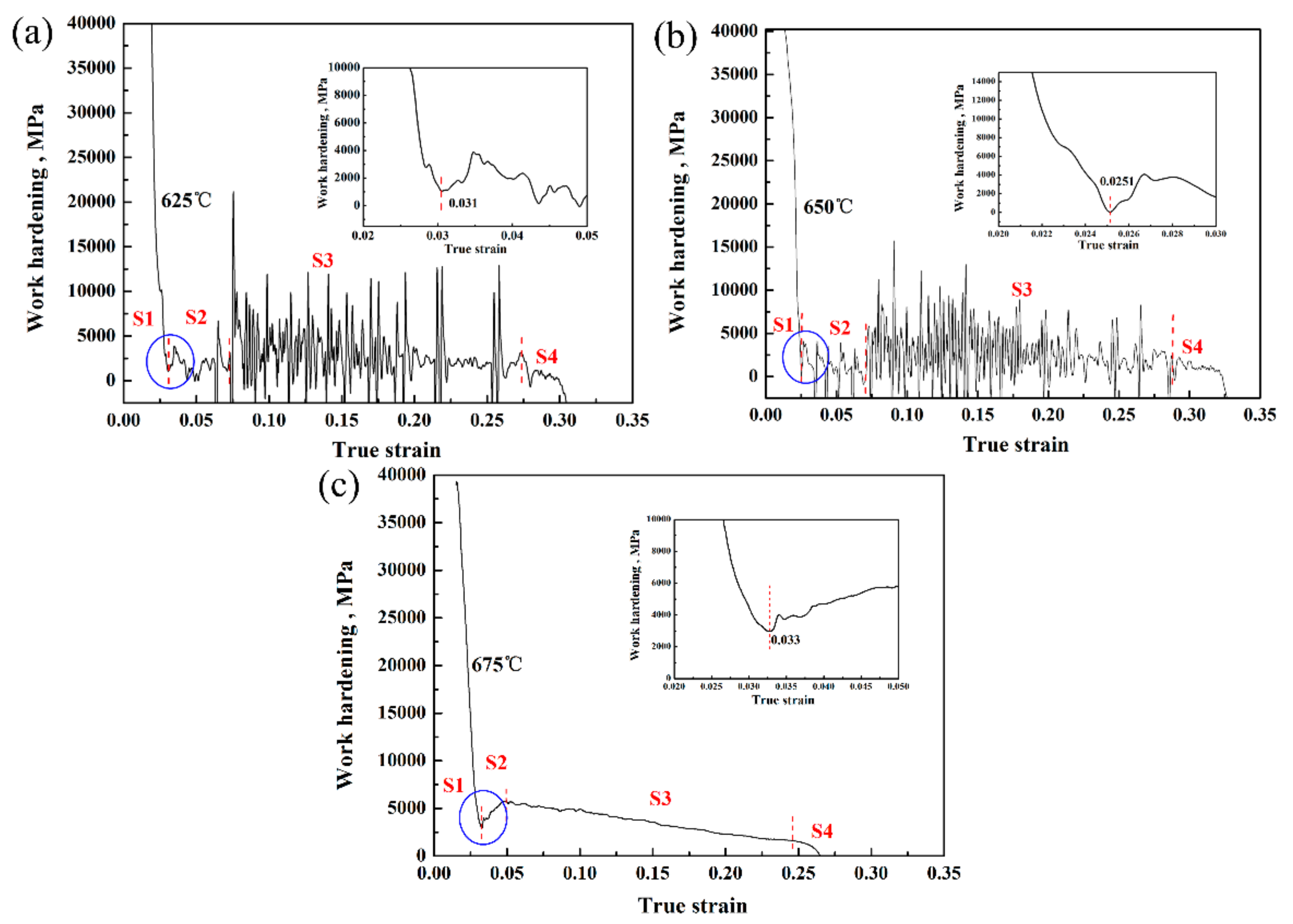
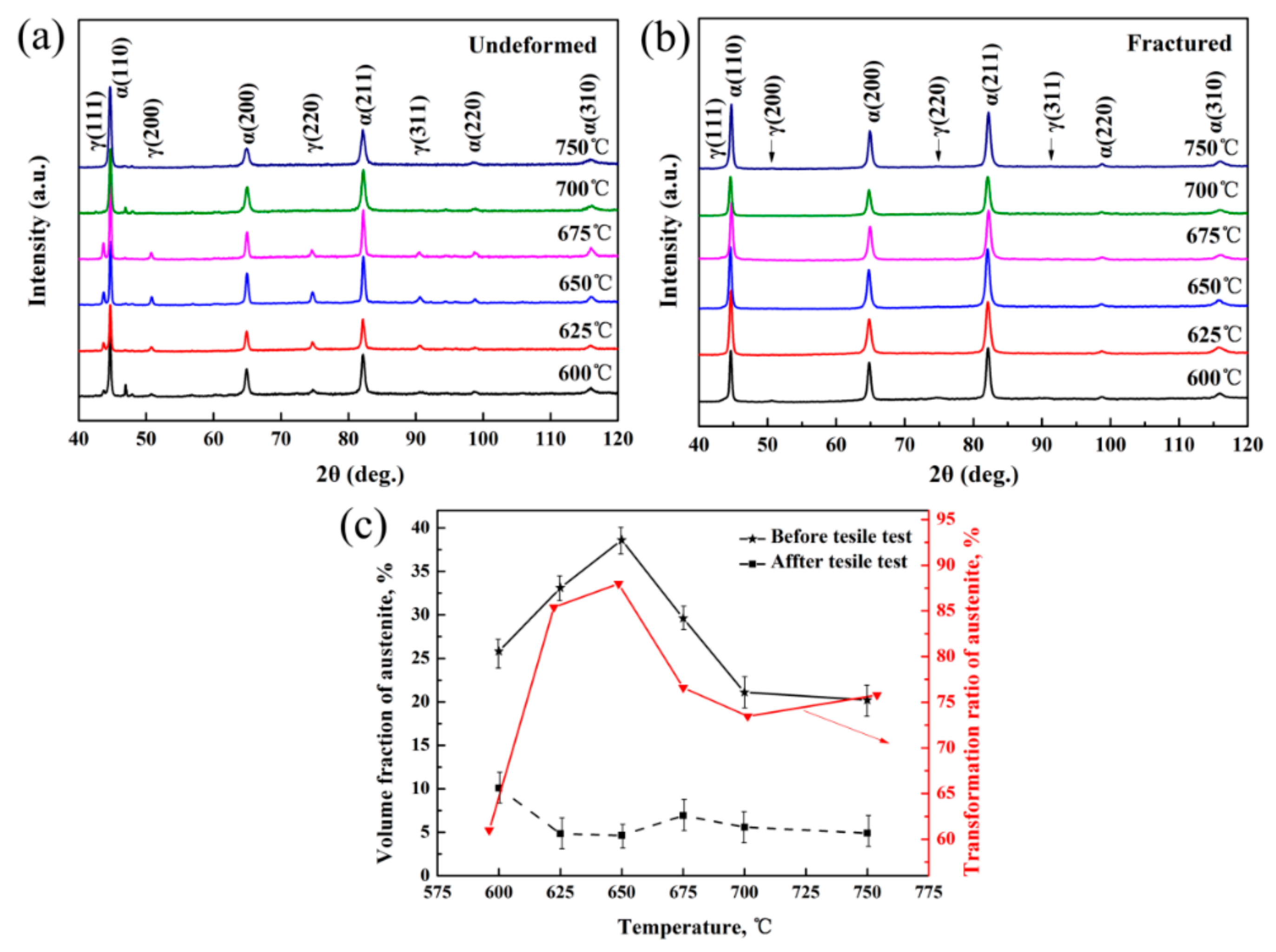
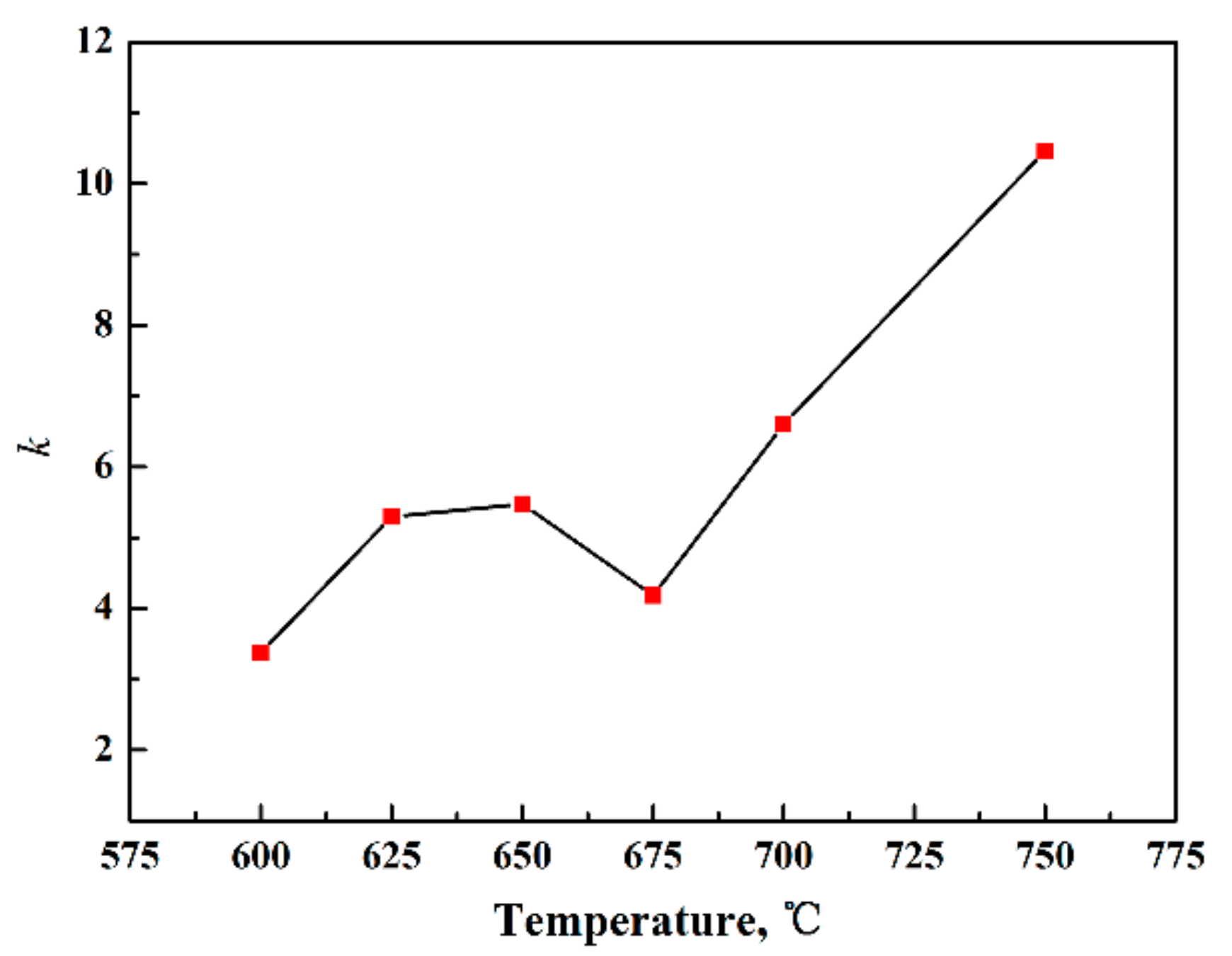
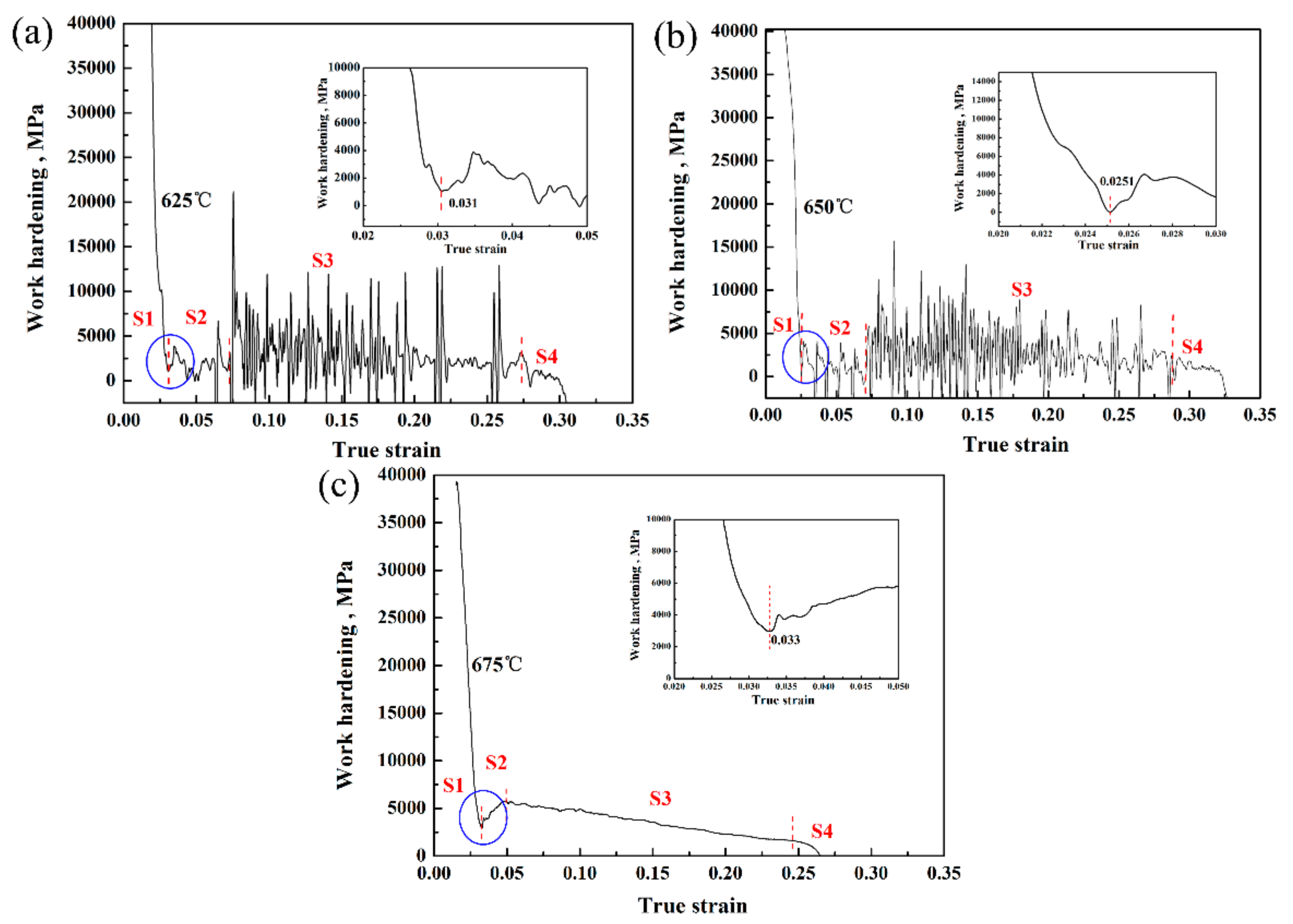
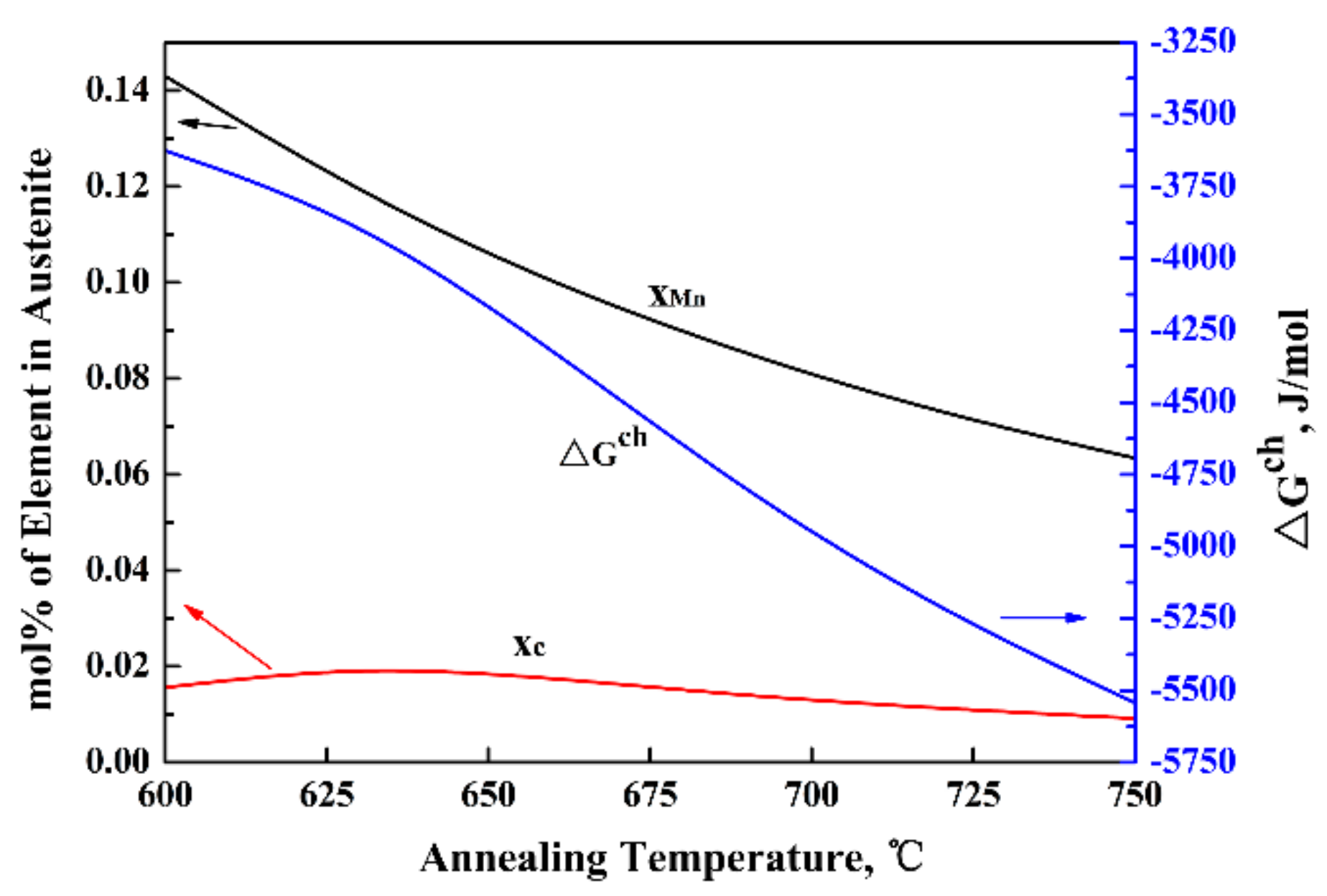
3.2. Austenite Stability and Work-Hardening Behavoir
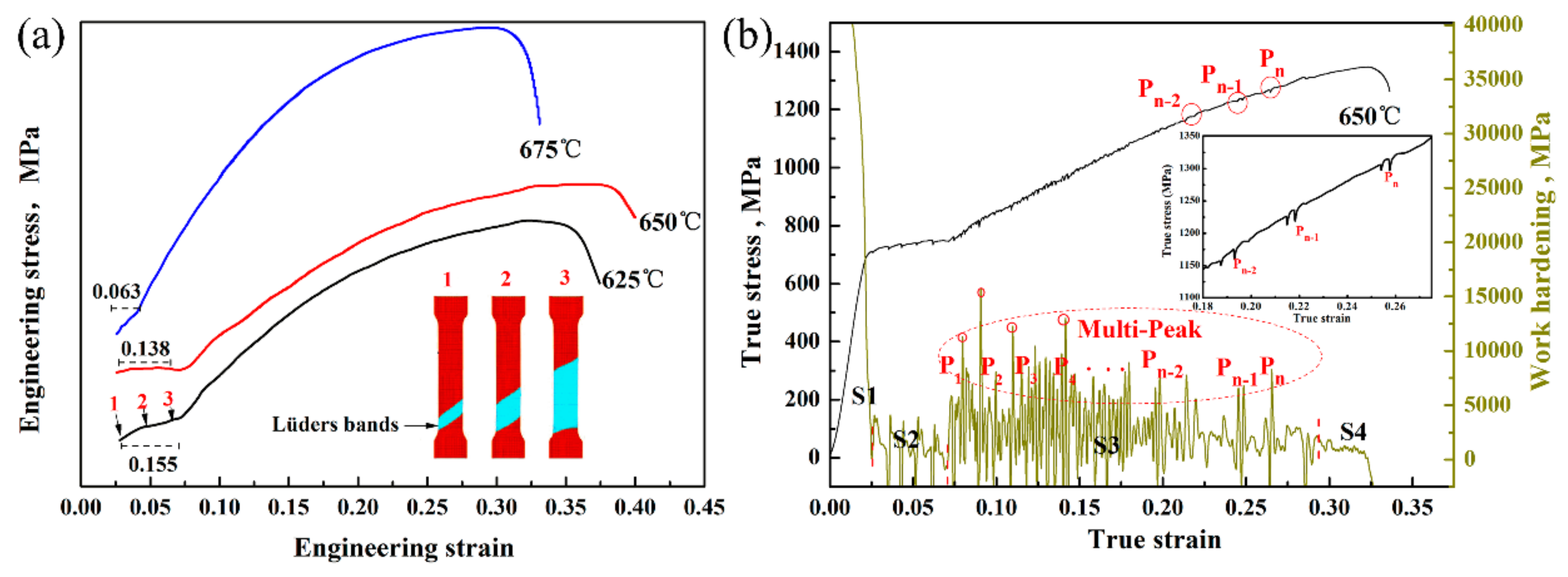
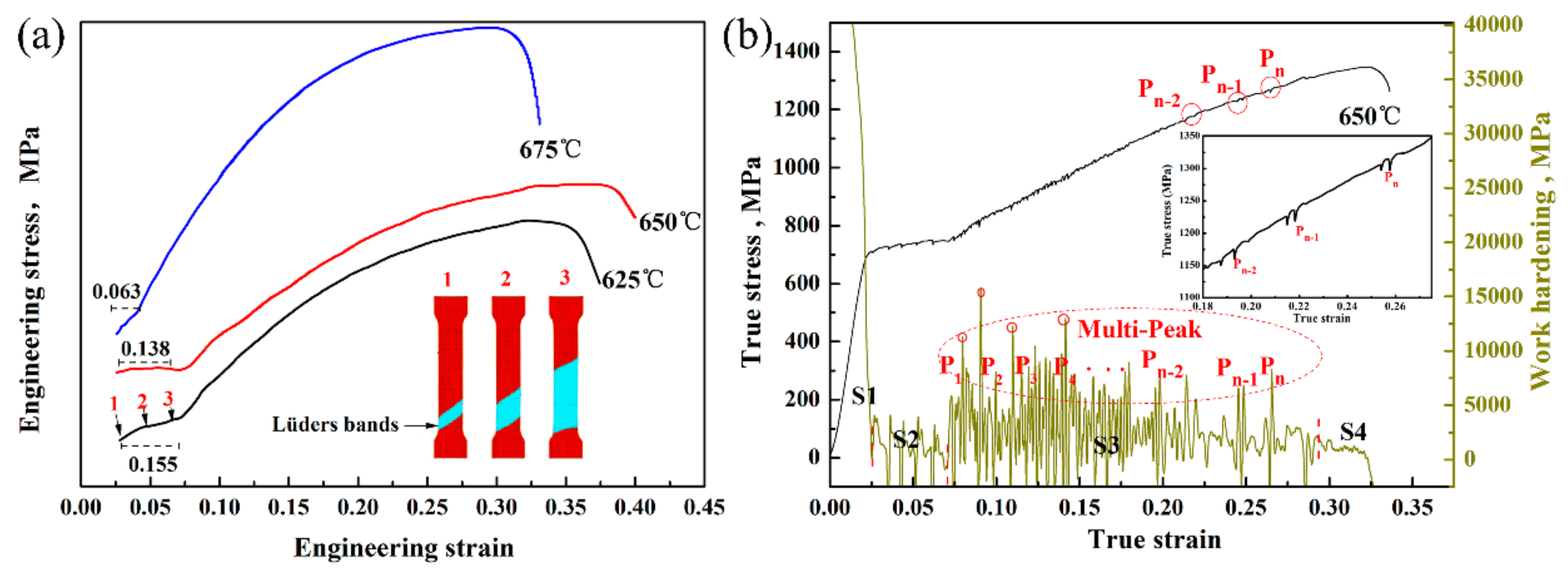
3.3. Effect of Temperatures on Lüders Bands and Discontinuous TRIP Effect
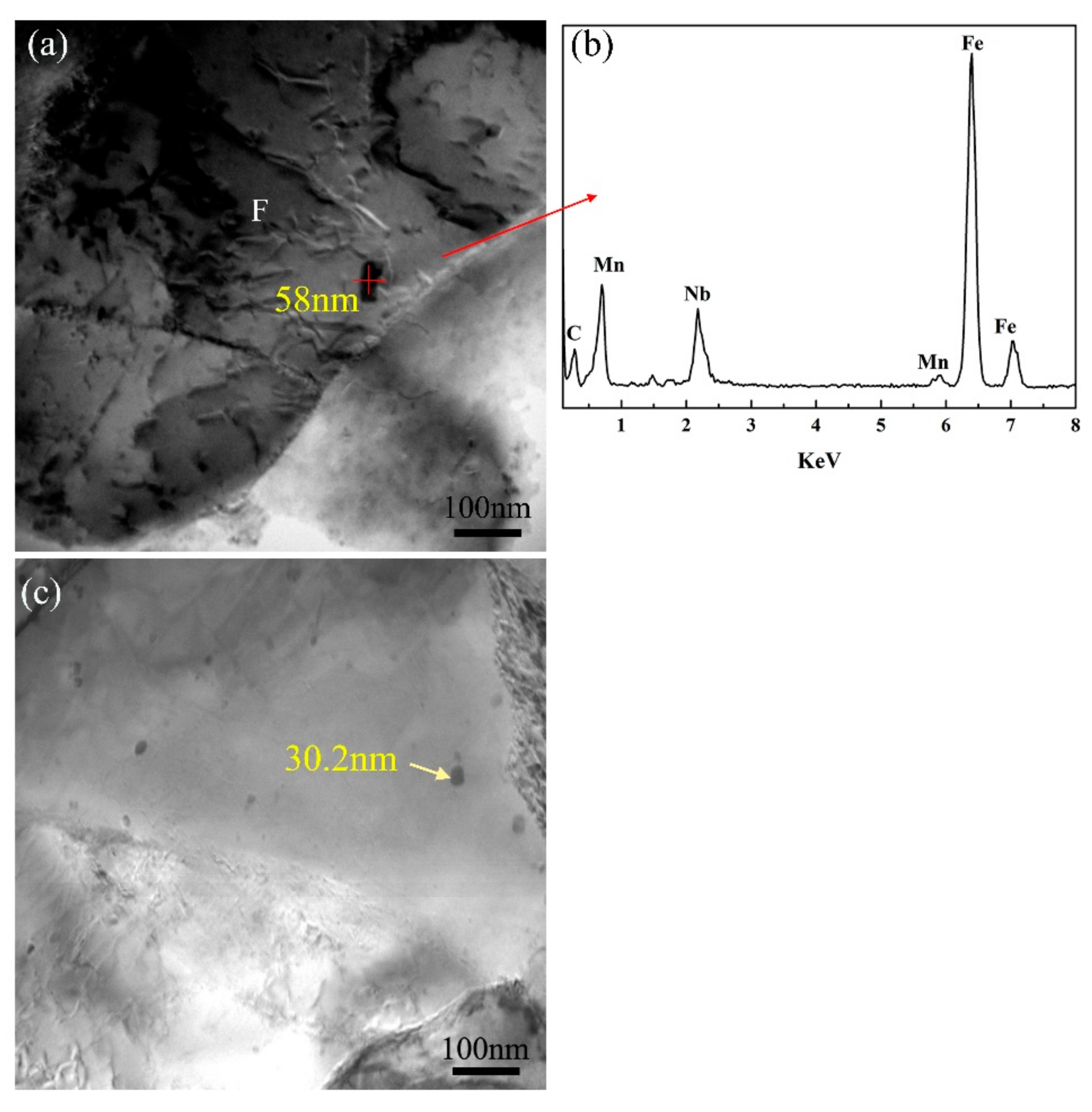
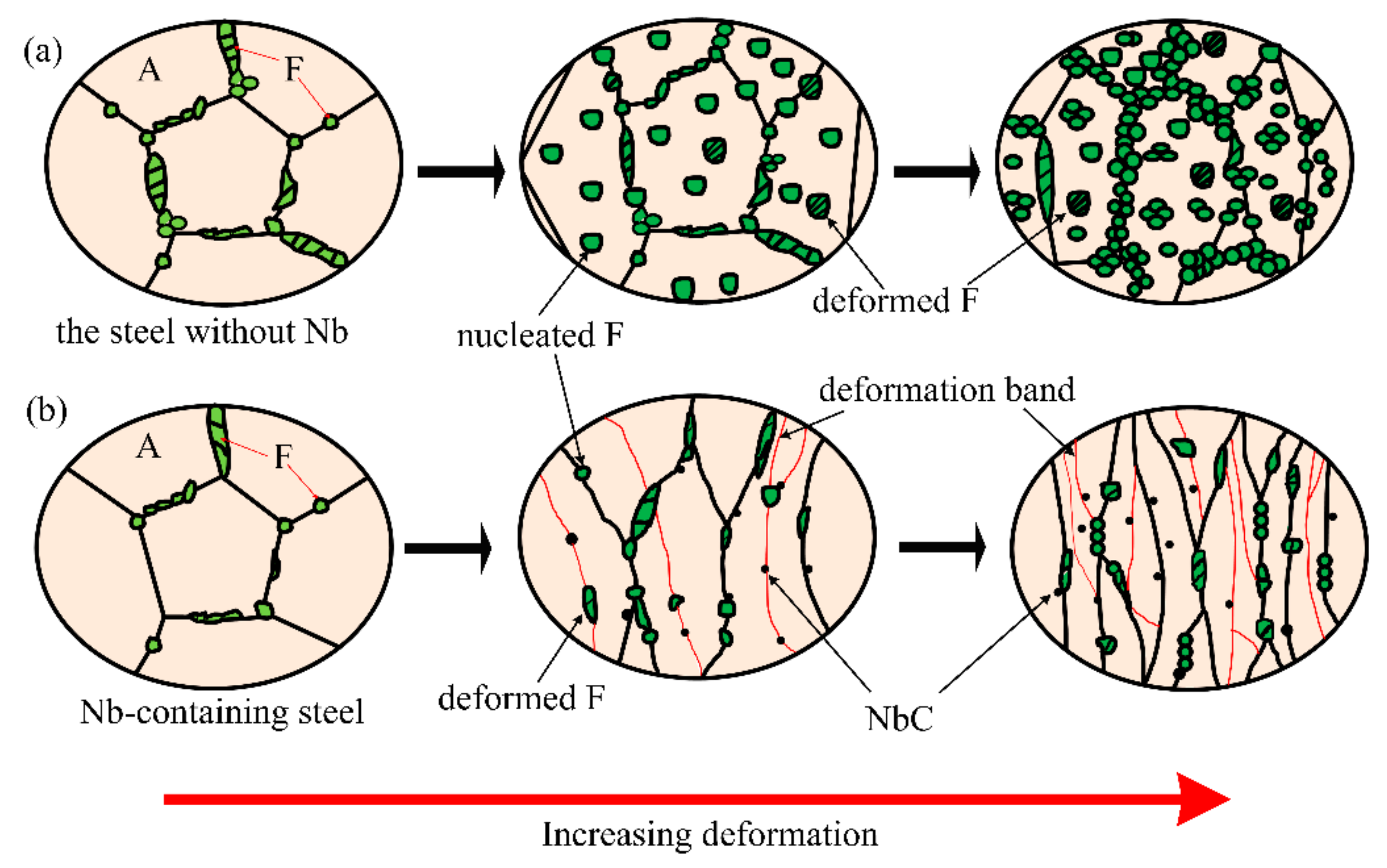
3.4. Influence of Nb Alloying Onmicrostructure and Tensile Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pereloma, E.V.; Russell, K.F.; Miller, M.K.; Timokhina, I.B. Effect of pre-straining and bake hardening on the microstructure of thermo mechanically processed CMnSi TRIP steels with and without Nb and Mo additions. Scr. Mater. 2008, 58, 1078–1081. [Google Scholar] [CrossRef]
- Shi, X.Z. Analysing the application Trend of lightend Material to the Automobile Production. J. Liaoning Inst. Sci. Technol. 2009, 11, 10–14. [Google Scholar]
- Raabe, D.; Ponge, D.; Dmitrieva, O.; Sander, B. Nanoprecipitate-hardened 1.5 GPa steels with unexpected high ductility. Scr. Mater. 2009, 60, 1141–1144. [Google Scholar] [CrossRef]
- Kuzmina, M.; Ponge, D.; Raabe, D. Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness: Example of a 9 wt.% medium Mn steel. Acta Mater. 2015, 86, 182–192. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H. Microstructure-mechanical property relationship and austenite stability in medium-Mn TRIP steels: The effect of austenite-reverted transformation and quenching-tempering treatments. Mater. Sci. Eng. A 2017, 682, 211–219. [Google Scholar] [CrossRef]
- Zhao, X.; Shen, Y.; Qiu, L.; Liu, Y.; Sun, X.; Zuo, L. Effects of Intercritical Annealing Temperature on Mechanical Properties of Fe-7.9Mn-0.14Si-0.05Al-0.07C Steel. Materials 2014, 7, 7891–7906. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite stability and deformation behavior in a cold-rolled transformation-induced plasticity steel with medium manganese content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Pereloma, E.; Gazder, A.; Timokhina, I. Retained Austenite: Transformation Induced Plasticity. In Encyclopedia of Iron, Steel and their Alloys; Taylor and Francis: New York, NY, USA, 2016; pp. 3088–3103. [Google Scholar]
- Zurob, H.S.; Zhu, G.; Subramanian, S.V.; Purdy, G.R.; Hutchinson, C.R.; Brechet, Y. Analysis of the Effect of Mn on the Recrystallization Kinetics of High Nb Steel: An Example of Physically-based Alloy Design. ISIJ Int. 2005, 45, 713–722. [Google Scholar] [CrossRef] [Green Version]
- Merwin, M. Microstructure and properties of cold rolled and annealed low-carbon manganese TRIP steels. Iron Steel Technol. 2008, 5, 6–84. [Google Scholar]
- Timokhina, I.B.; Miller, M.K.; Pereloma, E.V. Microstructure-Property Relationship in the Thermo mechanically Processed C-Mn-Si-Nb-Al-(Mo) Transformation-Induced Plasticity Steels Before and After Prestraining and Bake Hardening Treatment. Metall. Mater. Trans. A 2012, 43, 2473–2483. [Google Scholar] [CrossRef]
- Grajcar, A.; Kalinowska-Ozgowicz, E.; Opiela, M.; Grezgorczyk, B. Effects of Mn and Nb on the macro- and micro segregation in high-Mn high-Al content TRIP steels. Achiev. Mater. Sci. Eng. 2011, 49, 5–14. [Google Scholar]
- Akben, M.G.; Bacroix, B.; Jonas, J.J. Effect of vanadium and molybdenum addition on high temperature recovery, recrystallization and precipitation behavior of niobium-based micro-alloyed steels. Acta Metall. 1983, 31, 161–174. [Google Scholar] [CrossRef]
- Cai, M.; Li, Z.; Chao, Q.; Hodgson, P.D. A Novel Mo and Nb Micro-alloyed Medium Mn TRIP Steel with Maximal Ultimate Strength and Moderate Ductility. Metall. Mater. Trans. A 2014, 45, 5624–5634. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Xue, X.; Xin, Q.B. Microstructural evolution and mechanical properties of hot-rolled 11% manganese TRIP steel. Mater. Sci. Eng. A 2013, 560, 388–395. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Vasilakos, A.N. On the thermodynamic stability of retained austenite in 4340 steel. J. Alloys Compd. 1997, 247, 128–133. [Google Scholar] [CrossRef]
- Jha, B.K.; Avtar, R.; Dwivedi, V.S. Structure-property correlation in low carbon low alloy high strength wire rods/wire containing retained austenite. Trans. Indian Inst. Met. 1996, 49, 133–142. [Google Scholar]
- Suh, D.W.; Park, S.J.; Lee, T.H.; Oh, C.S.; Kim, S.J. Influence of Al on the Microstructural Evolution and Mechanical Behavior of Low-Carbon, Manganese Transformation-Induced-Plasticity Steel. Metall. Mater. Trans. A 2010, 41, 397. [Google Scholar] [CrossRef]
- Moor, E.D.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.J.; Cooman, B.C.D. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Lee, C.Y.; Jeong, J.; Han, J.; Lee, S.J.; Lee, S.; Lee, Y.K. Coupled strengthening in a medium manganese lightweight steel with an in homogeneously grained structure of austenite. Acta Mater. 2015, 84, 1–8. [Google Scholar] [CrossRef]
- Godet, S.; Jacques, P.J. Beneficial influence of an intercritically rolled recovered ferritic matrix on the mechanical properties of TRIP-assisted multiphase steels. Mater. Sci. Eng. A 2015, 645, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.B.; Zou, Y.; Hu, Z.P.; Han, D.T.; Chen, S.Q.; Misra, R.D.K. Correlation between deformation behavior and austenite characteristics in a Mn-Al type TRIP steel. Mater. Sci. Eng. A 2017, 698, 126–135. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Kong, H. Unique serrated flow dependence of critical stress in a hot-rolled Fe-Mn-Al-C steel. Scr. Mater. 2014, 71, 5–8. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Cai, Z.H. Mechanical properties and austenite stability in hot-rolled 0.2C-1.6/3.2Al-6Mn-Fe TRIP steel. Mater. Sci. Eng. A 2015, 639, 559–566. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H.; Li, H.X. Microstructural evolution and deformation behavior in the Fe-(6,8.5) Mn-3Al-0.2C TRIP steels. Mater. Sci. Eng. A 2016, 672, 161–169. [Google Scholar] [CrossRef]
- Li, Z.C.; Misra, R.D.K.; Cai, Z.H.; Li, H.X.; Ding, H. Mechanical properties and deformation behavior in hot-rolled 0.2C-1.5/3Al-8.5Mn-Fe TRIP steel: The discontinuous TRIP effect. Mater. Sci. Eng. A 2016, 673, 63–72. [Google Scholar] [CrossRef] [Green Version]
- Schwab, R.; Ruff, V. On the nature of the yield point phenomenon. Acta Mater. 2013, 61, 1798–1808. [Google Scholar] [CrossRef]
- Moor, E.D.; Lacroix, S.; Clarke, A.J.; Penning, J.; Speer, J.G. Effect of Retained Austenite Stabilized via, Quench and Partitioning on the Strain Hardening of Martensitic Steels. Metall. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Kim, J.H.; Park, W.S.; Chun, M.S.; Kim, J.J.; Bae, J.H.; Kim, M.H.; Lee, J.M. Effect of pre-straining on low-temperature mechanical behavior of AISI 304L. Mater. Sci. Eng. A 2012, 543, 50–57. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.B.; Hu, Z.P.; Gu, X.L.; Peng, F.; Tan, X.D.; Chen, S.Q.; Han, D.T.; Misra, R.D.K.; Wang, G.D. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Lee, S.; De Cooman, B.C. On the selection of the optimal intercritical annealing temperature for medium Mn TRIP steel. Metall. Mater. Trans. A 2013, 44, 5018–5024. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; Dijk, N.H.V.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; Zwaag, S.V.D. Martensitic transformation of individual grains in low-alloyed TRIP steels. Scr. Mater. 2007, 56, 421–424. [Google Scholar] [CrossRef]
- Wang, J.; Zwaag, S.V.D. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Zhang, S.; Findley, K.O. Quantitative assessment of the effects of microstructure on the stability of retained austenite in TRIP steels. Acta Mater. 2013, 61, 1895–1903. [Google Scholar] [CrossRef]
- Hu, H.J.; Xu, G.; Wang, L.; Xue, Z.L.; Zhang, Y.; Liu, G. The effects of Nb and Mo addition on transformation and properties in low carbon bainitic steels. Mater. Des. 2015, 84, 95–99. [Google Scholar] [CrossRef]
- Hu, H.J.; Xu, G.; Zhou, M.X.; Yuan, Q. Effect of Mo Content on Microstructure and Property of Low-Carbon Bainitic Steels. Metals 2016, 6, 173. [Google Scholar] [CrossRef]
- Hu, J.; Cao, W.; Wang, C.; Wang, C.Y.; Dong, H.; Li, J. Phase transformation behavior of cold rolled 0.1C–5Mn steel during heating process studied by differential scanning calorimetry. Mater. Sci. Eng. A 2015, 636, 108–116. [Google Scholar] [CrossRef]
- Hong, S.C.; Lim, S.H.; Hong, H.S.; Lee, K.J.; Shin, D.H.; Lee, K.S. Effect of Nb on grain growth of ferrite in C-Mn steel during isothermal holding after severe deformation. Mater. Sci. Eng. A 2003, 355, 241–248. [Google Scholar] [CrossRef]

© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Peng, Q.; Xue, Z.; Deng, M.; Wang, S.; Yang, C. Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel. Metals 2018, 8, 615. https://doi.org/10.3390/met8080615
Liu C, Peng Q, Xue Z, Deng M, Wang S, Yang C. Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel. Metals. 2018; 8(8):615. https://doi.org/10.3390/met8080615
Chicago/Turabian StyleLiu, Chunquan, Qichun Peng, Zhengliang Xue, Mingming Deng, Shijie Wang, and Chengwei Yang. 2018. "Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel" Metals 8, no. 8: 615. https://doi.org/10.3390/met8080615
APA StyleLiu, C., Peng, Q., Xue, Z., Deng, M., Wang, S., & Yang, C. (2018). Microstructure-Tensile Properties Relationship and Austenite Stability of a Nb-Mo Micro-Alloyed Medium-Mn TRIP Steel. Metals, 8(8), 615. https://doi.org/10.3390/met8080615