High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents


Abstract
:1. Introduction
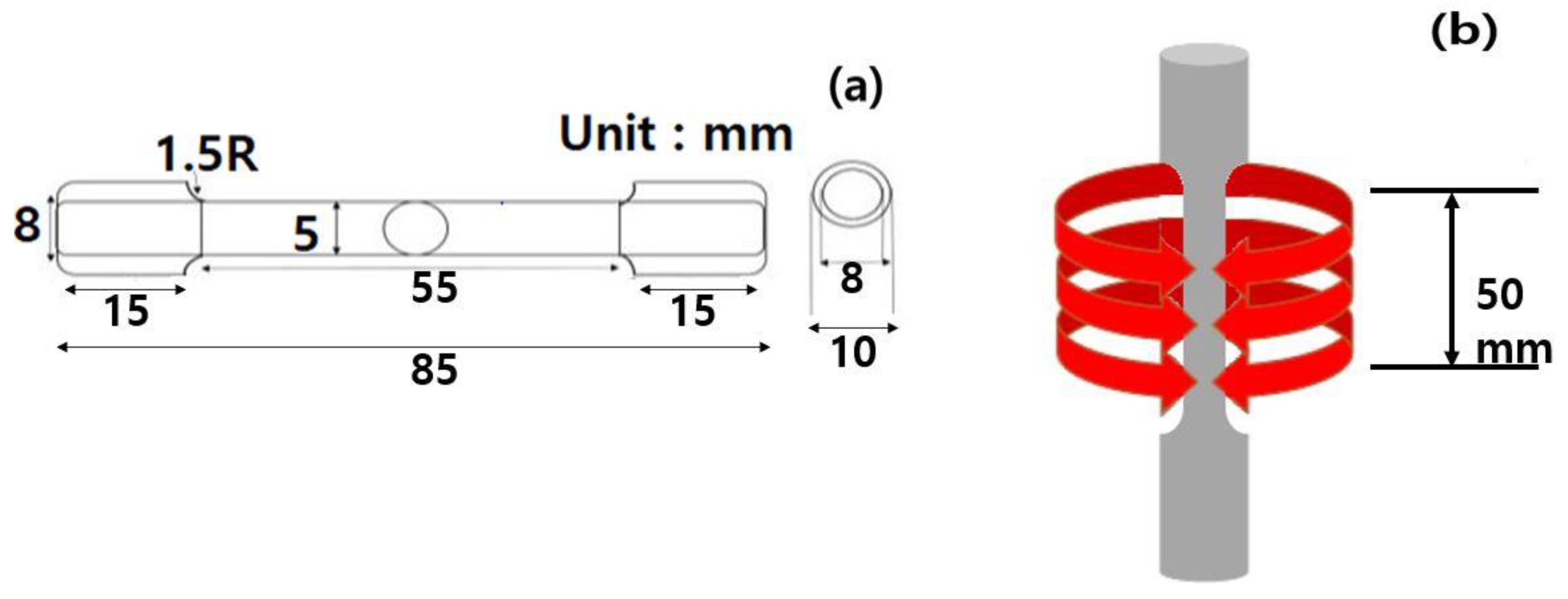
2. Materials and Methods
3. Result and Discussion
3.1. Thermodynamic Prediction of Phases and Their Stability
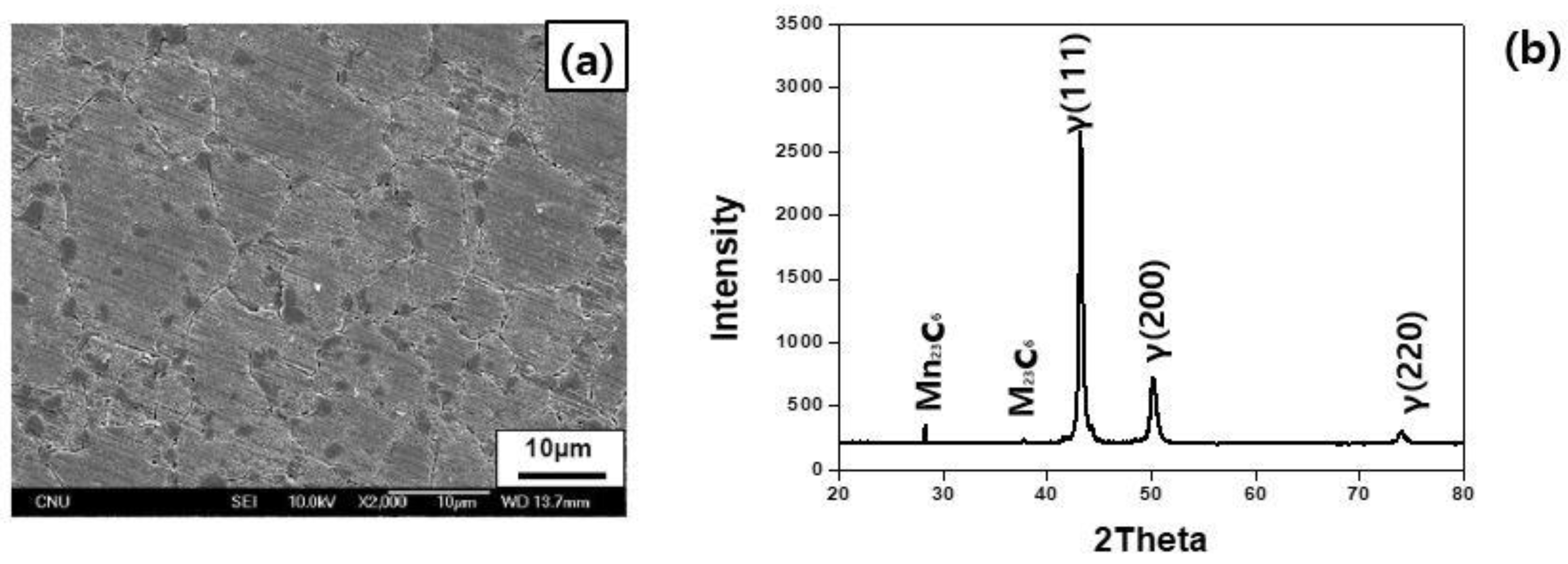
3.2. Microstructural Analyses
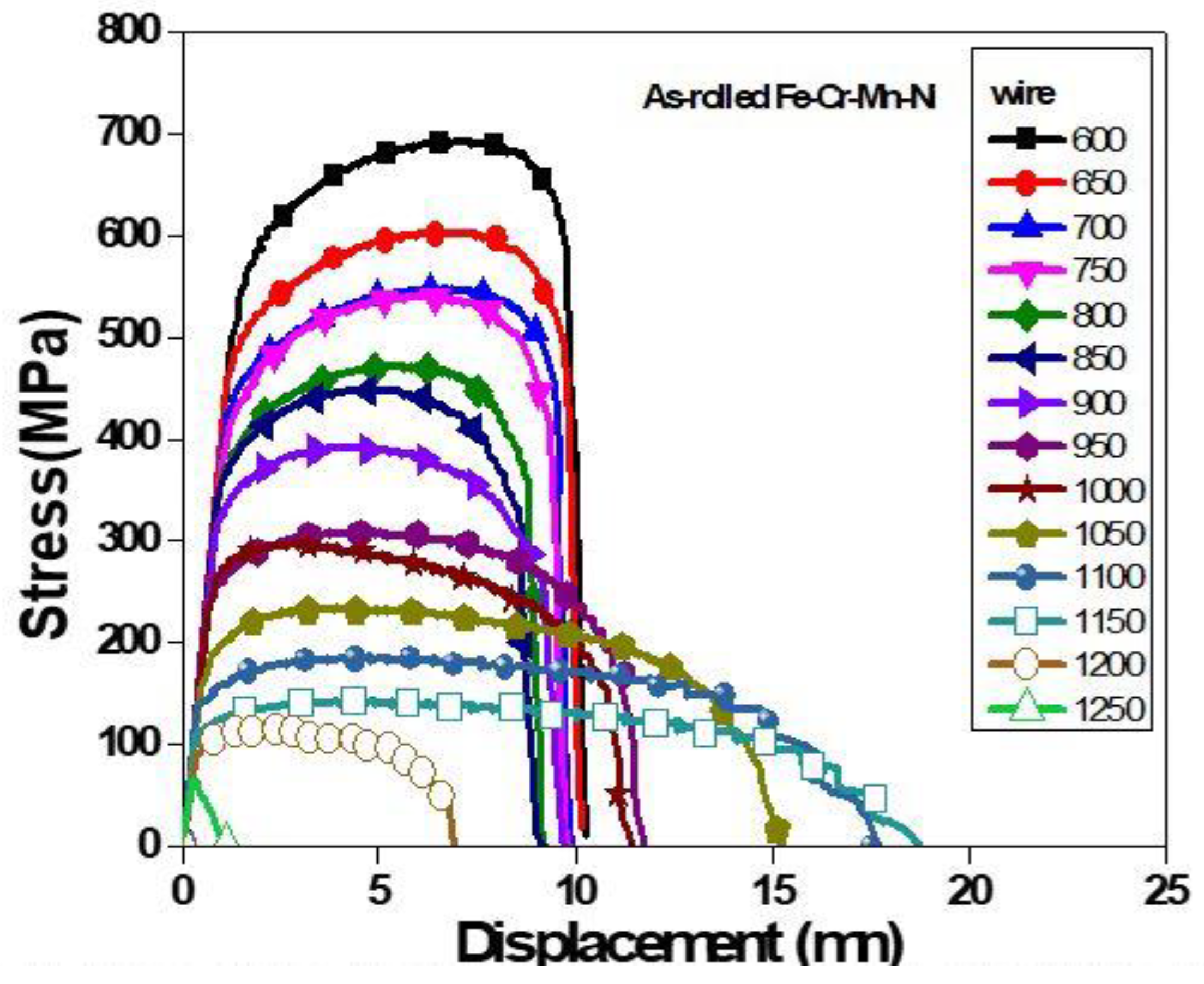
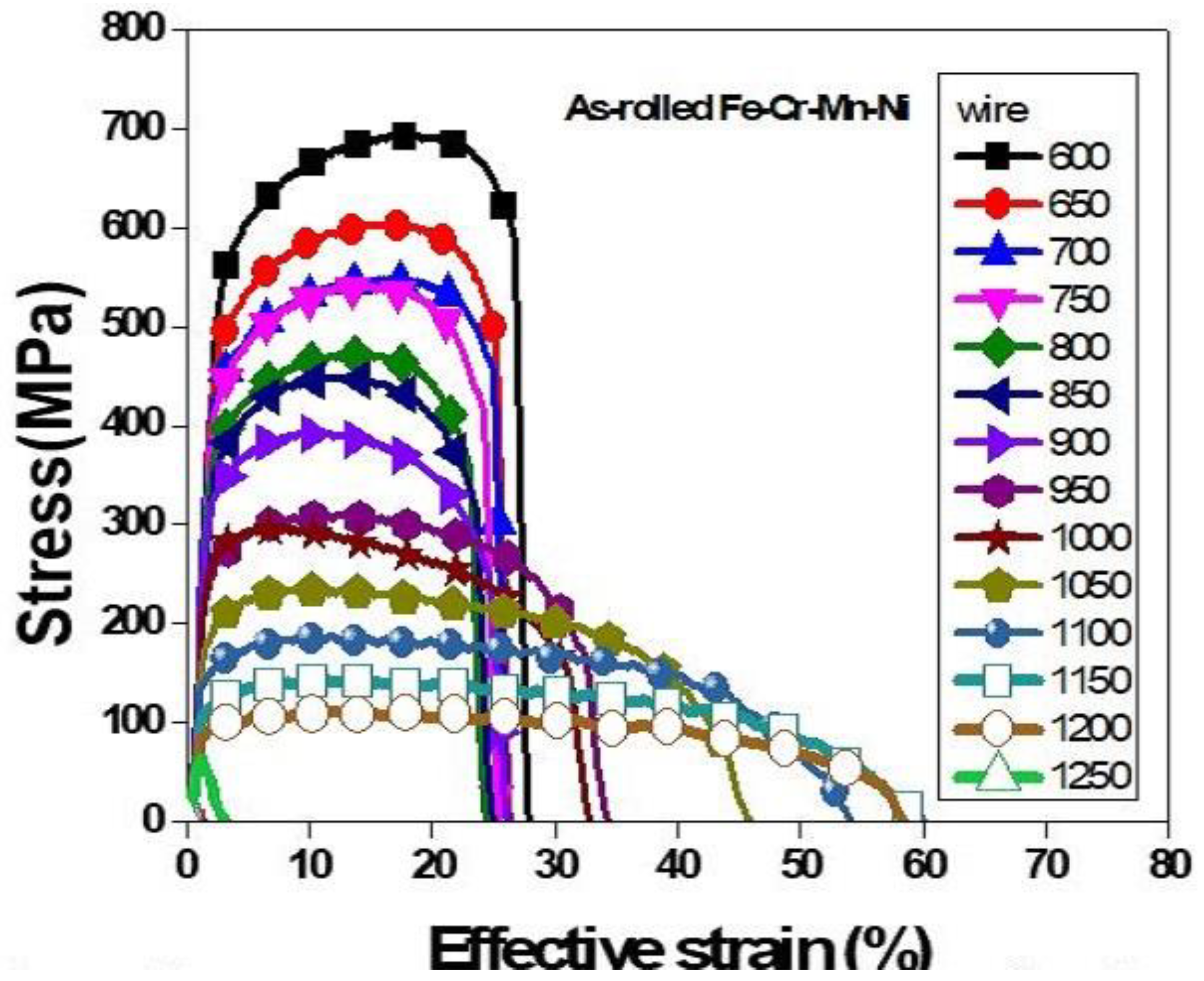
3.3. High Temperature Stress-Strain Responses
3.4. High Temperature Deformability and Fracture
3.5. Ductility Enhancement
4. Conclusions
- The stability of various phases in high nitrogen high carbon Fe-Cr-Mn-Ni steel was examined by thermodynamic modelling. The stable carbide was found to be M23C6, which is stable up to 1190 °C.
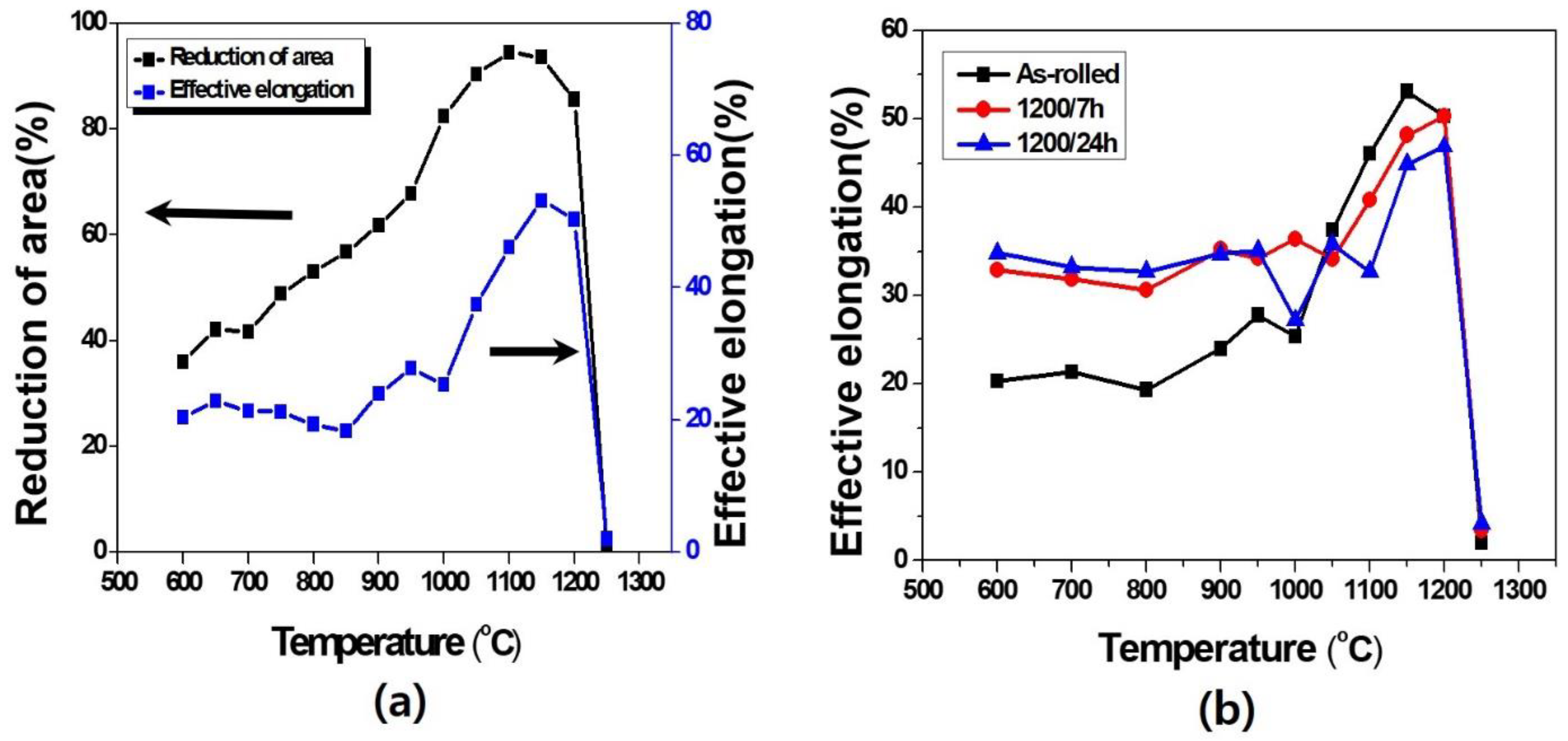
- The effective elongation-to-fracture defined in this study was found to be a more accurate measure of the deformability than the reduction of area, because the premature fracture in some alloys is associated with the severe localization of deformation in the necked region.
- The temperature range with high enough deformability based on the effective elongation (>30% elongation) was 1030–1200 °C, which is smaller than the temperature range (850–1200 °C) estimated from the reduction of area (>60% RA). The effective fracture elongation defined in the present study is more reliable in predicting the deformation-processing temperature range with high hot deformability.
- The effective fracture elongation increased rapidly from 1000 °C and reached high values above 45% at 1100–1200 °C, accompanied by strain softening and stress serrations. Serrations are caused by the repetition of the strain energy build up by dislocation accumulation and strain energy release by recrystallization.
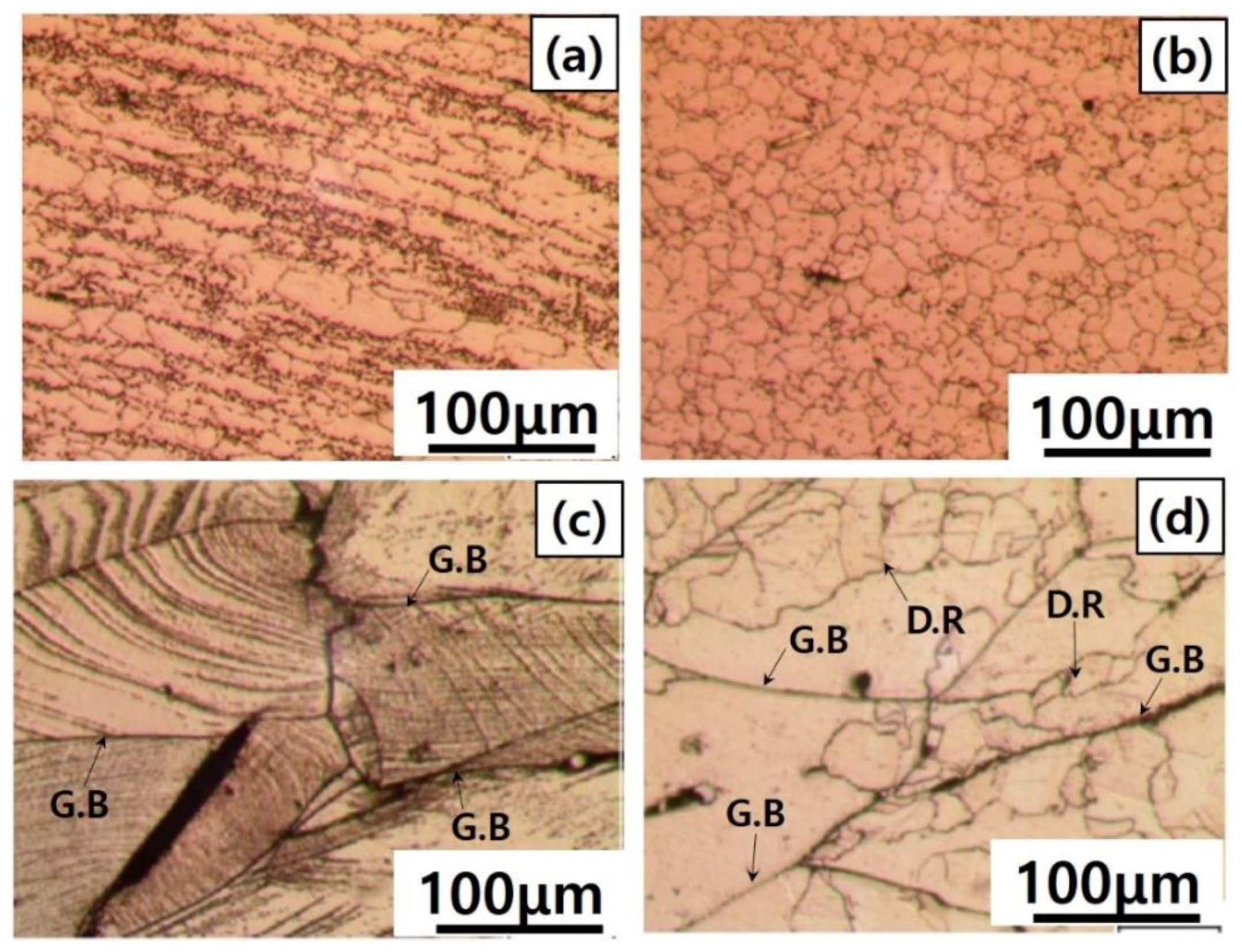
- Pre-deformation annealing at 1200 °C aggravated the high temperature deformability to above 1000 °C, while it enhanced the ductility below 950 °C. Massive slip lines with no DRX were observed in annealed specimen deformed below 950 °C, resulting in enhanced ductility. Pre-deformation annealing aggravated deformability above 1000 °C by reducing the driving force for DRX.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Gavriljuk, V.G.; Berns, H. High Nitrogen Steels; Springer: Berlin, Germany, 1999. [Google Scholar]
- Gu, J.; Li, J.; Chen, Y. Microstructure and Strengthening-Toughening Mechanism of Nitrogen-Alloyed 4Cr5Mo2V Hot-Working Die Steel. Metals 2017, 7, 310. [Google Scholar] [CrossRef]
- Fava, A.; Montanari, R.; Richetta, M.; Varone, A. Analysis of Relaxation Processes in HNS Due to Interstitial-Substitutional Pairs. Metals 2017, 7, 246. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.; Shi, C.; Qi, Y.; Zhu, Q. Effect of Heat Treatment on the Microstructure and Mechanical Properties of Nitrogen-Alloyed High-Mn Austenitic Hot Work Die Steel. Metals 2017, 7, 94. [Google Scholar] [CrossRef]
- Hong, S.I.; Laird, C. Mechanisms of slip mode modification in F.C.C. solid solutions. Acta Metall. Mater. 1990, 38, 1581–1594. [Google Scholar] [CrossRef]
- Sumita, M.; Hanawa, T.; Teoh, S.H. Development of nitrogen-containing nickel-free austenitic stainless steels for metallic biomaterials—Review. Mater. Sci. Eng. C 2004, 24, 753–760. [Google Scholar] [CrossRef]
- Erisir, E.; Prahl, U.; Bleck, W. Hot deformation behavior and microstructural evolution of a nickel-free austenitic steel with high nitrogen content. Metall. Mater. Trans. A 2013, 44, 5549–5555. [Google Scholar] [CrossRef]
- Menzel, J.; Kirschner, W.; Stein, G. High Nitrogen Containing Ni-free Austenitic Steels for Medical Applications. ISIJ Int. 1996, 36, 893–900. [Google Scholar] [CrossRef]
- Erisir, E.; Prahl, U.; Bleck, W. Effect of precipitation on hot formability of high nitrogen steels. Mater. Sci. Eng. A 2010, 528, 519–525. [Google Scholar] [CrossRef]
- Kaputkina, L.M.; Prokoshkina, V.G.; Kviat, O.V.; Dyja, H.; Siwka, J.; Wiedermann, J. Structure and properties of nitrogen steels under hot deformation. J. Mater. Process. Technol. 2002, 125–126, 188–192. [Google Scholar] [CrossRef]
- Speidel, M.O. Nitrogen Containing Austenitic Stainless Steels. Mater. Sci. Eng. Technol. 2006, 37, 875–880. [Google Scholar]
- Gaye, H.; Huin, D.; Riboud, P.V. Nitrogen alloying of carbon and stainless steels by gas injection. Metall. Mater.Trans. B 2000, 31, 905–912. [Google Scholar] [CrossRef]
- Shi, P.; Sundman, B. Thermo-Calc TCC Software User’ Guide; Thermo-Calc Software AB: Stockholm, Sweden, 2008. [Google Scholar]
- Oh, H.K.; Kim, I.W.; Park, S.M.; Hong, S.I. Stress-Strain Curves and Crack Formation in an Ingot of Stainless Steel 21-4N under High-Temperature Compression. Met. Sci Heat Treat. 2017, 59, 24–29. [Google Scholar] [CrossRef]
- Ko, J.Y.; Hong, S.I. Microstructural evolution and mechanical performance of carbon-containing CoCrFeMnNi-C high entropy alloys. J. Alloy. Compd. 2018, 743, 115–125. [Google Scholar] [CrossRef]
- Lu, J.; Hultman, L.; Holmstrom, E.; Antonsson, K.H.; Grehk, M.; Li, W.; Vitos, L.; Golpayegani, A. Stacking fault energies in austenitic stainless steels. Acta Mater. 2016, 111, 39–46. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Oskay, C.; Wittig, J.E. The influence of manganese content on the stacking fault and austenite/ε-martensite interfacial energies in Fe–Mn–(Al–Si) steels investigated by experiment and theory. Acta Mater. 2014, 68, 238–253. [Google Scholar] [CrossRef]
- Xiong, R.; Peng, H.; Si, H.; Zhang, W.; Wen, Y. Thermodynamic calculation of stacking fault energy of the Fe–Mn–Si–C high manganese steels. Mater. Sci. Eng. A 2014, 598, 376–386. [Google Scholar] [CrossRef]
- Ullrich, C.; Eckner, R.; Krüger, L.; Martin, S.; Klemm, V.; Rafaja, D. Interplay of microstructure defects in austenitic steel with medium stacking fault energy. Mater. Sci. Eng. A 2016, 649, 390–399. [Google Scholar] [CrossRef]
- Hong, S.I. Criteria for predicting twin-induced plasticity in solid solution copper alloys. Mater. Sci. Eng. A 2018, 711, 492–497. [Google Scholar] [CrossRef]
- Vanderschaeve, F.; Taillard, R.; Foct, J. Discontinuous precipitation of Cr2N in a high nitrogen, chromium-manganese austenitic stainless steel. J. Mater. Sci. 1995, 30, 6035–6046. [Google Scholar] [CrossRef]
- Hong, S.I.; Gray, G.T.; Lewandowski, J.J. Dynamic deformation behavior of Al-Zn-Mg-Cu alloy matrix composites reinforced with 20 Vol.% SiC. Acta Metall. Mater. 1993, 41, 2337–2351. [Google Scholar] [CrossRef]
- Sakthivel, I.; Vasudevan, M.; Laha, K.; Parameswaran, P.; Chandravathi, K.S.; Panneer Selvi, S.; Maduraimuthu, V.; Mathew, M.D. Creep rupture behavior of 9Cr–1.8W–0.5Mo-VNb (ASME grade 92) ferritic steel weld joint. Mater. Sci. Eng. A 2014, 591, 111–120. [Google Scholar] [CrossRef]
- Wu, C.; Cai, M.; Yang, P.; Su, J.; Guo, X. Physically-Based Modeling and Characterization of Hot Flow Behavior in an Interphase-Precipitated Ti-Mo Microalloyed Steel. Metals 2018, 8, 243. [Google Scholar] [CrossRef]
- Hong, S.I.; Ryu, W.S.; Rim, C.S. Thermally activated deformation of Zircaloy-4. J. Nucl. Mater. 1984, 120, 1–5. [Google Scholar] [CrossRef]
- Ha, J.S.; Hong, S.I. Deformation and fracture of Ti/439 stainless steel-clad composite at intermediate temperatures. Mater. Sci. Eng. A 2016, 651, 805–809. [Google Scholar] [CrossRef]
- Hong, S.I. Influence of dynamic strain aging on the dislocation substructure in a uniaxial tension test. Mater. Sci. Eng. 1986, 79, 1–7. [Google Scholar] [CrossRef]
- Conrad, H. Effect of interstitial solutes on the strength and ductility of titanium. Prog. Mater. Sci. 1981, 26, 123–403. [Google Scholar] [CrossRef]
- Quan, G.Z. Characterization for Dynamic Recrystallization Kinetics Based on Stress-Strain Curves. In Recent Development in the study of Recrystallization; Wilson, P., Ed.; InTech: Rijeka, Croatia, 2013. [Google Scholar] [Green Version]
- Jafari, M.; Najafizadeh, A. Correlation between Zener–Hollomon parameter and necklace DRX during hot deformation of 316 stainless steel. Mater. Sci. Eng. A 2009, 501, 16–25. [Google Scholar] [CrossRef]
- Mirzaei, A.; Hanzaki, Z.; Haghdadi, N.; Mirzaei, A. Constitutive description of high temperature flow behavior of Sanicro-28 super-austenitic stainless steel. Mater. Sci. Eng. A 2014, 589, 76–82. [Google Scholar] [CrossRef]
- Mirzaei, A.; Hanzaki-Zarei, A.; Abedi, H.R. Hot Ductility Characterization of Sanicro-28 Super-Austenitic Stainless-Steel. Metall. Mater. Trans. A 2016, 47, 2037–2048. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Beladi, H.; Hodgson, P.D. The austenite microstructure evolution in a duplex stainless steel subjected to hot deformation. Phil. Mag. 2017, 97, 1209–1237. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | N | Mn | Cr | Ni | V | Si | B |
|---|---|---|---|---|---|---|---|---|
| Composition | 0.51 | 0.40 | 9.71 | 21.7 | 3.40 | 0.07 | 0.11 | 0.003 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, B.J.; Song, J.S.; Hong, S.I. High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents. Metals 2018, 8, 608. https://doi.org/10.3390/met8080608
Lee BJ, Song JS, Hong SI. High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents. Metals. 2018; 8(8):608. https://doi.org/10.3390/met8080608
Chicago/Turabian StyleLee, Byung Ju, Jae Sook Song, and Sun Ig Hong. 2018. "High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents" Metals 8, no. 8: 608. https://doi.org/10.3390/met8080608
APA StyleLee, B. J., Song, J. S., & Hong, S. I. (2018). High-Temperature Deformability of a Fe-Cr-Mn-Ni Austenite Stainless Steel with High Nitrogen and High Carbon Contents. Metals, 8(8), 608. https://doi.org/10.3390/met8080608