Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussions
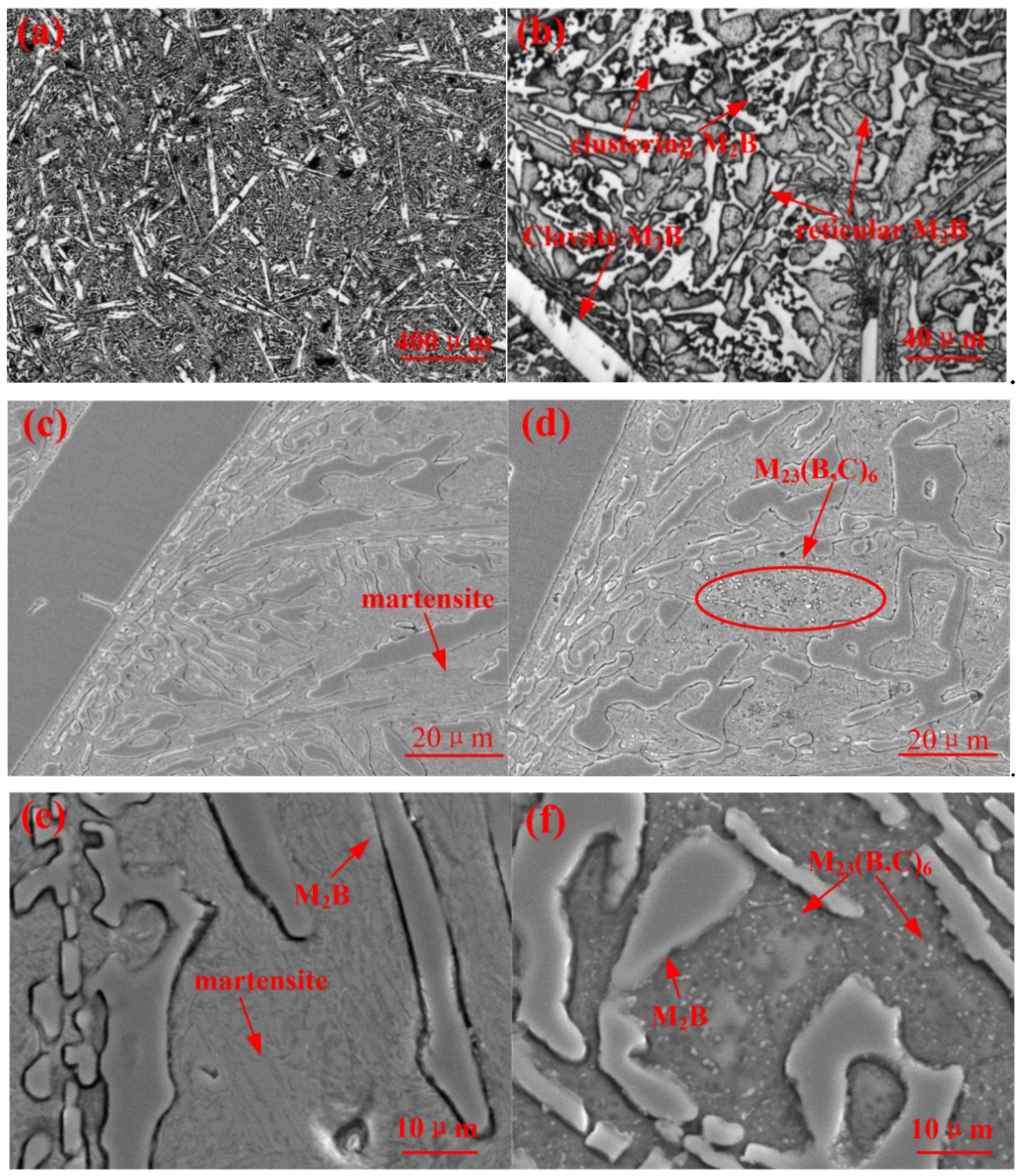
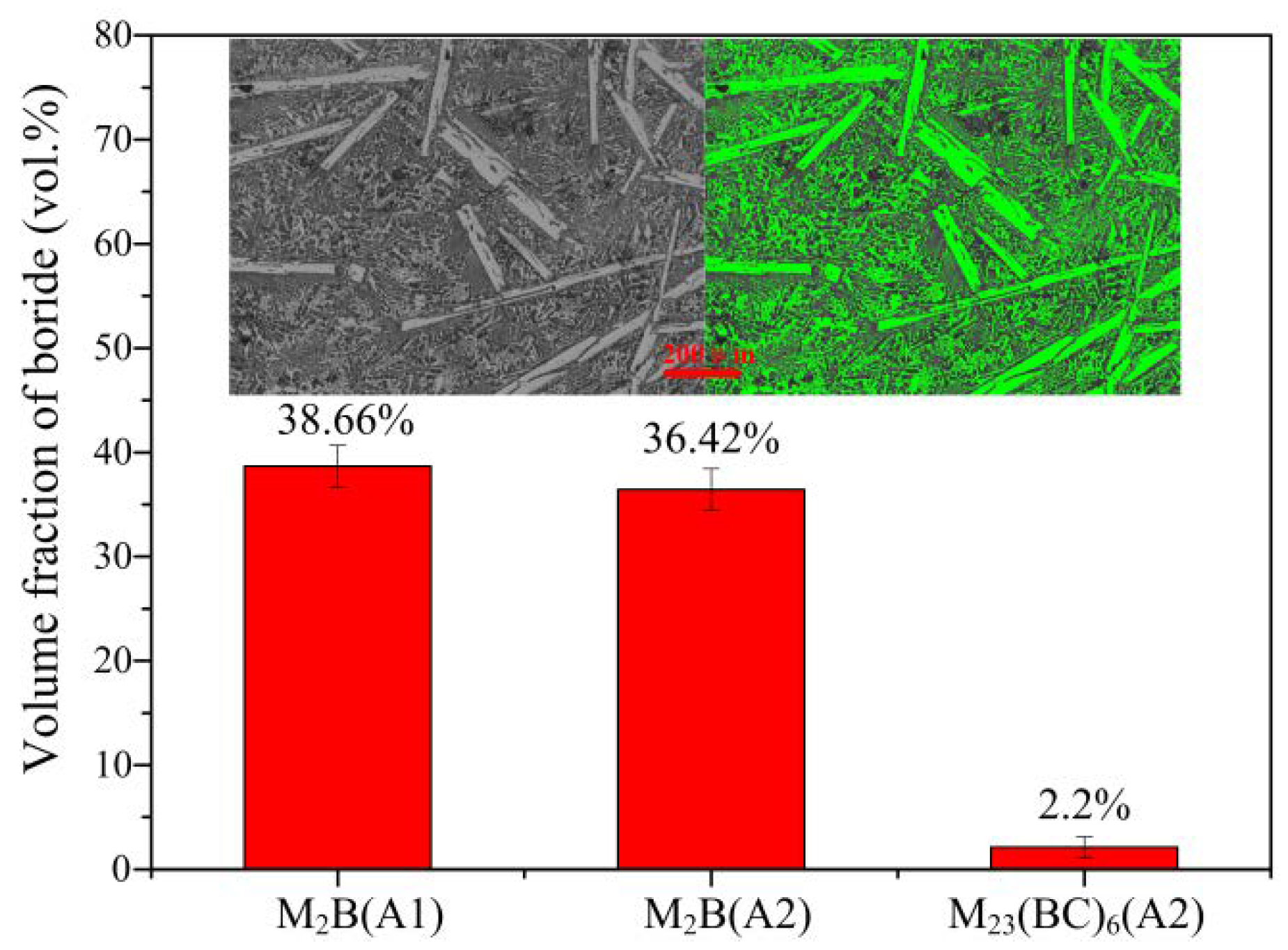
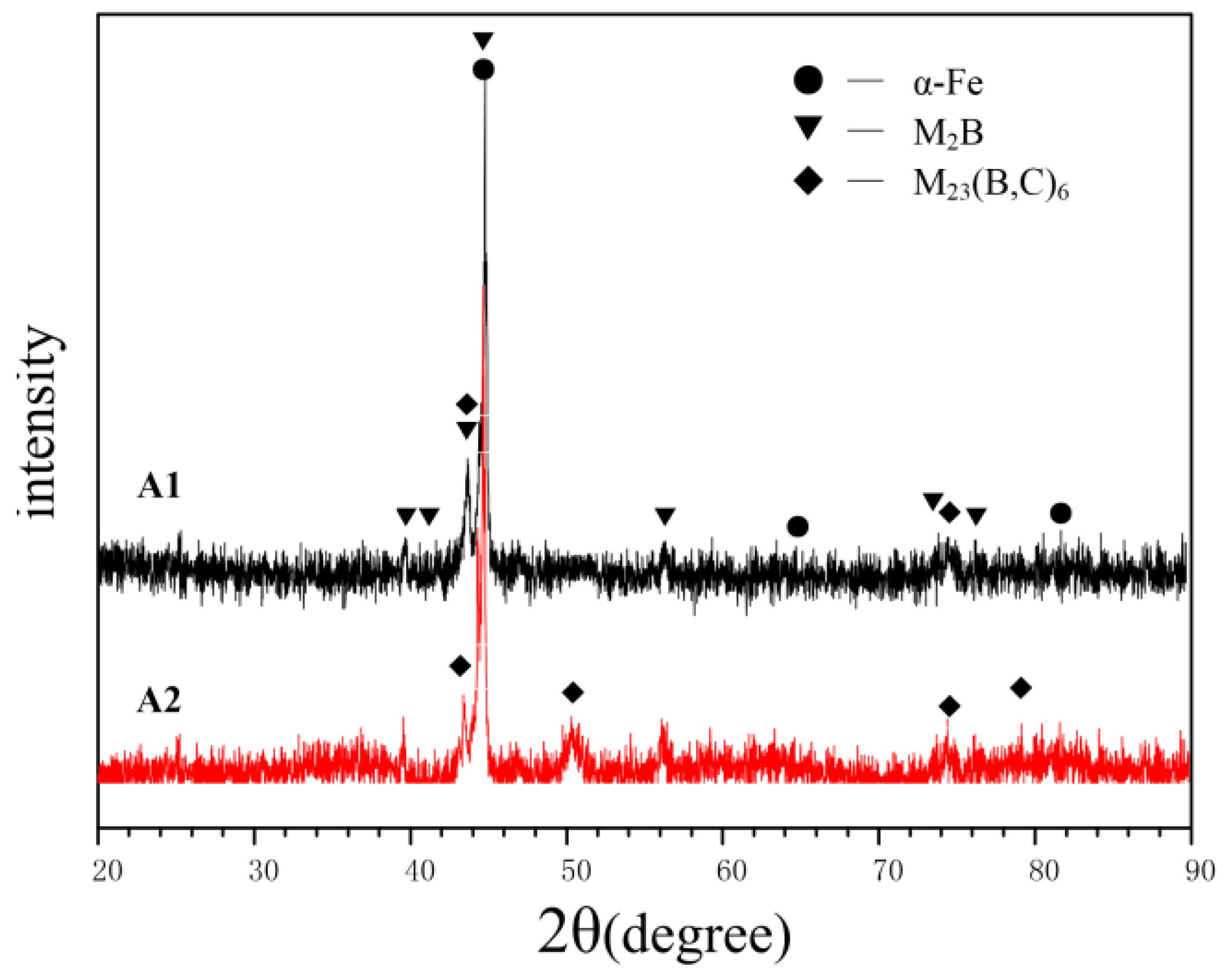
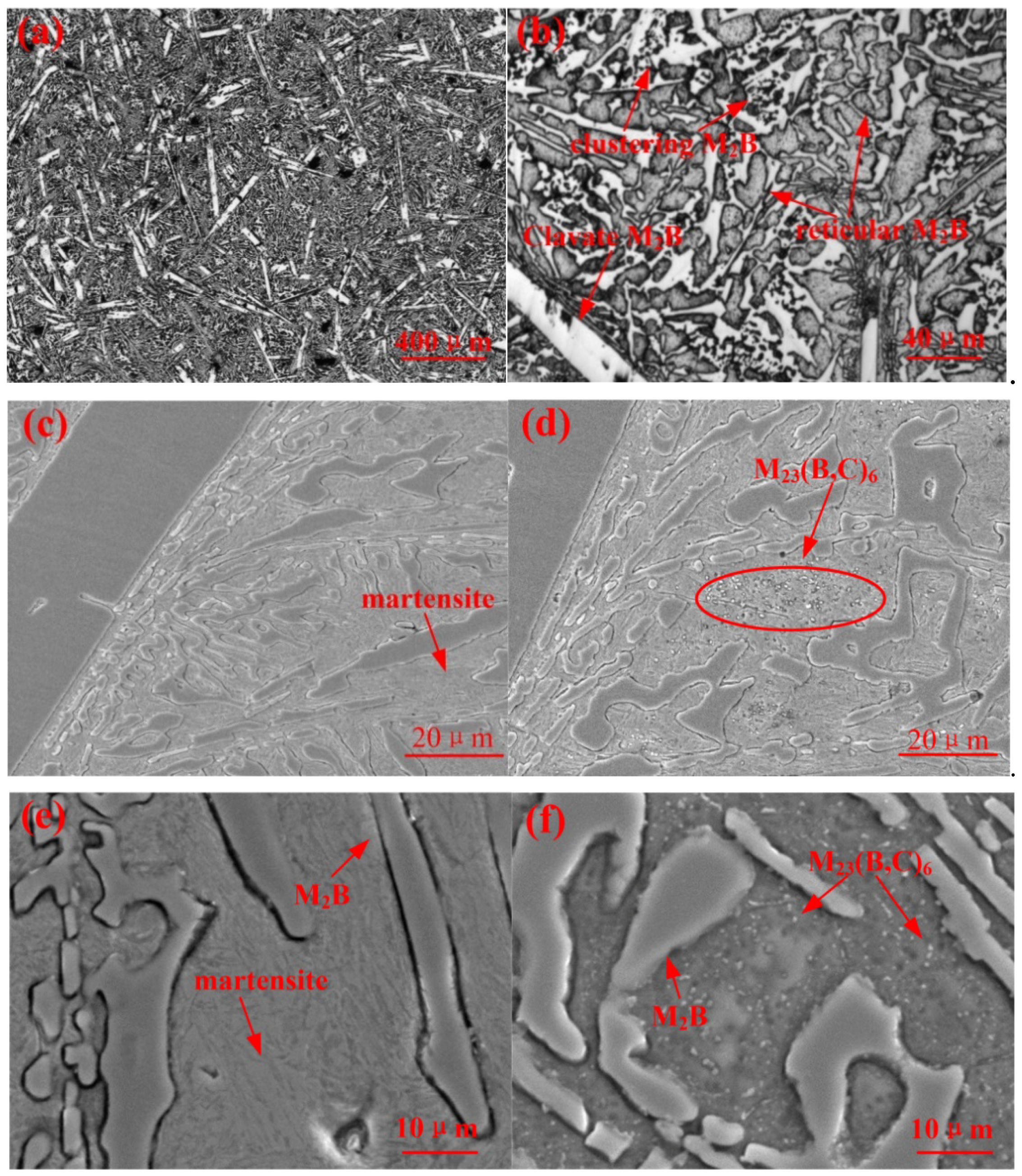
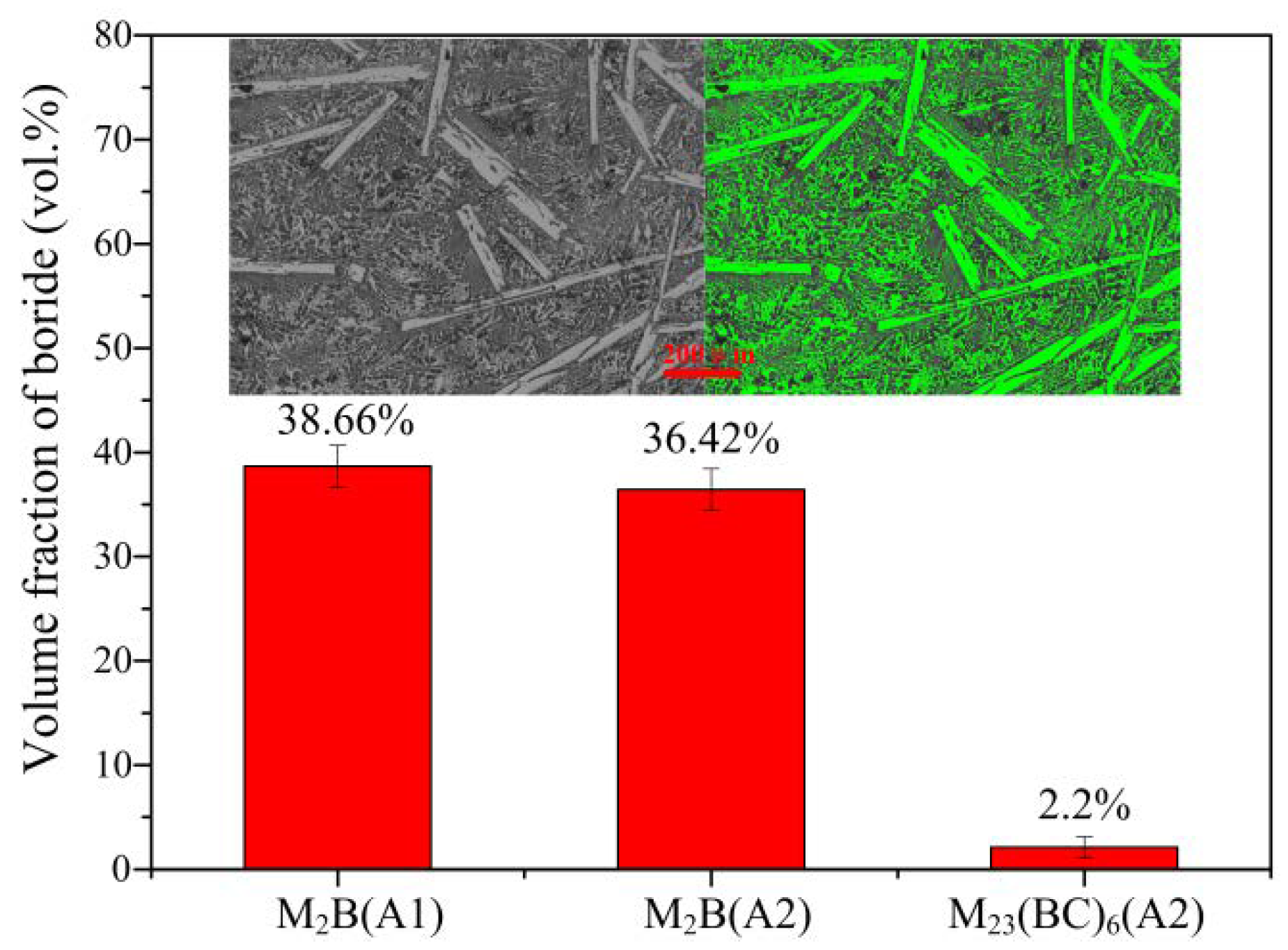
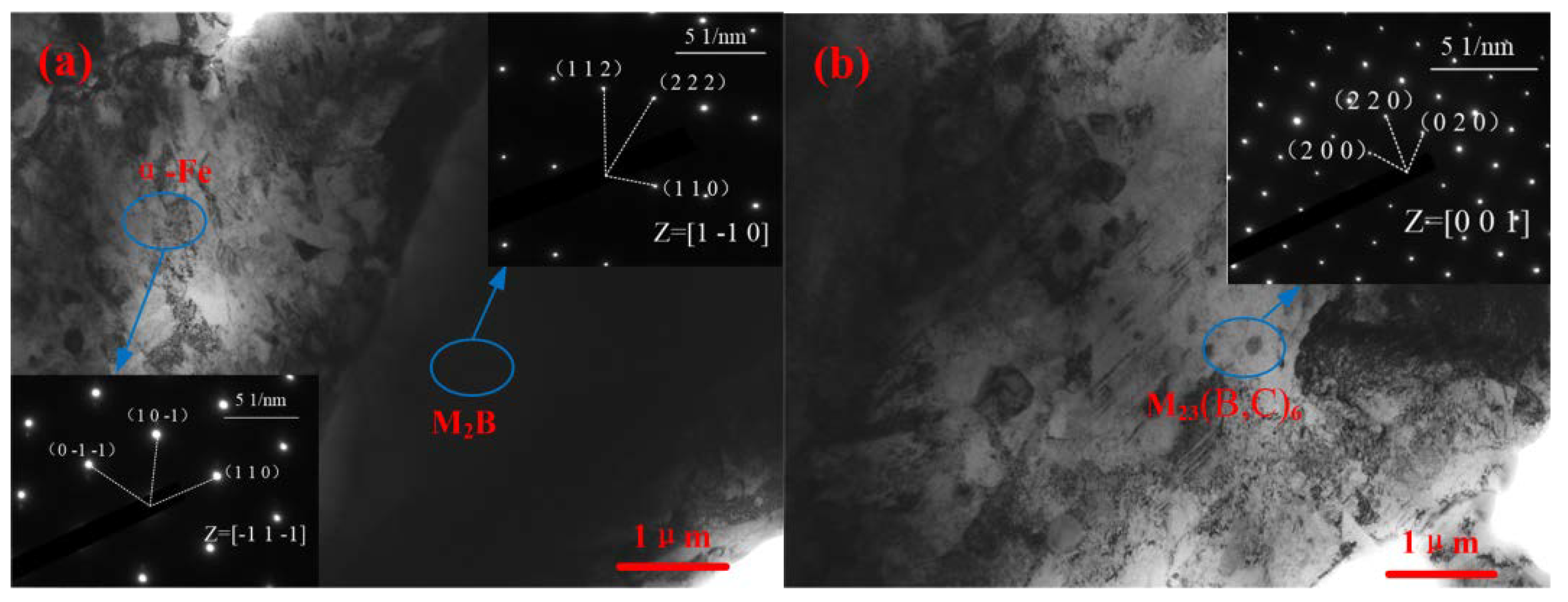
3.1. Microstructure
3.2. Thermal Treatment
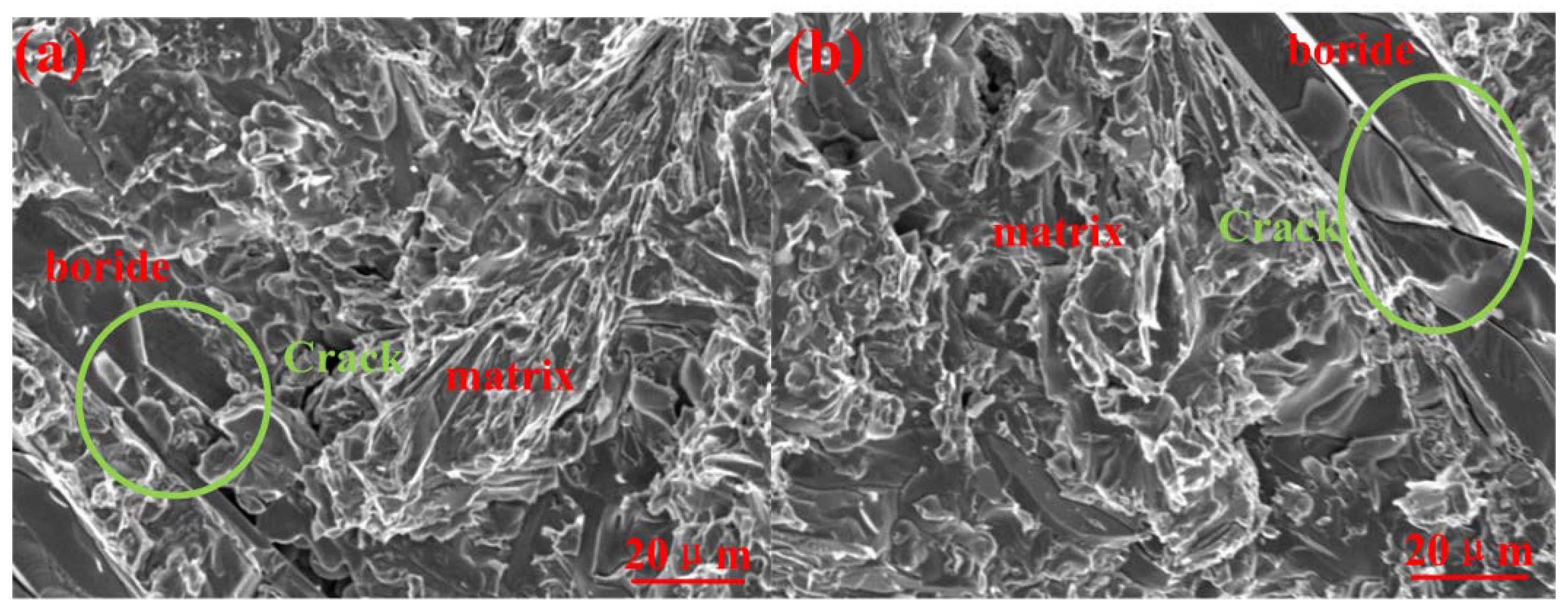
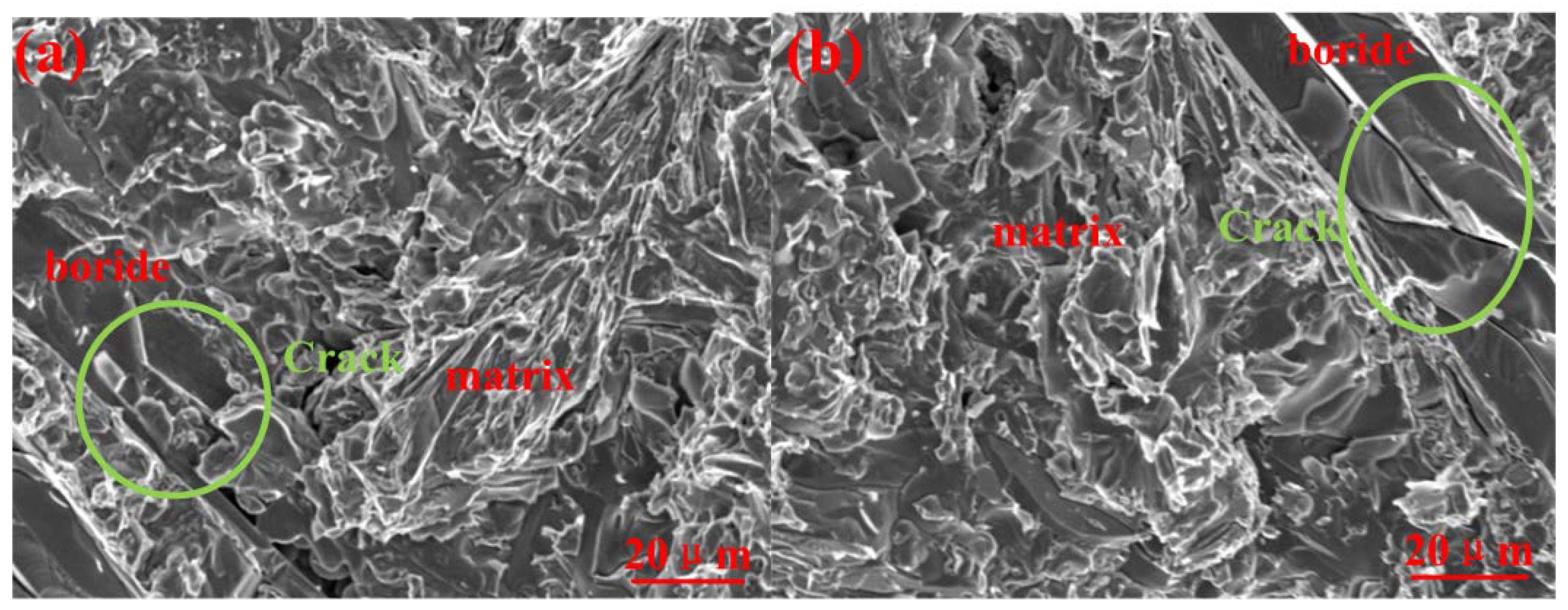
3.3. Mechanical Properties
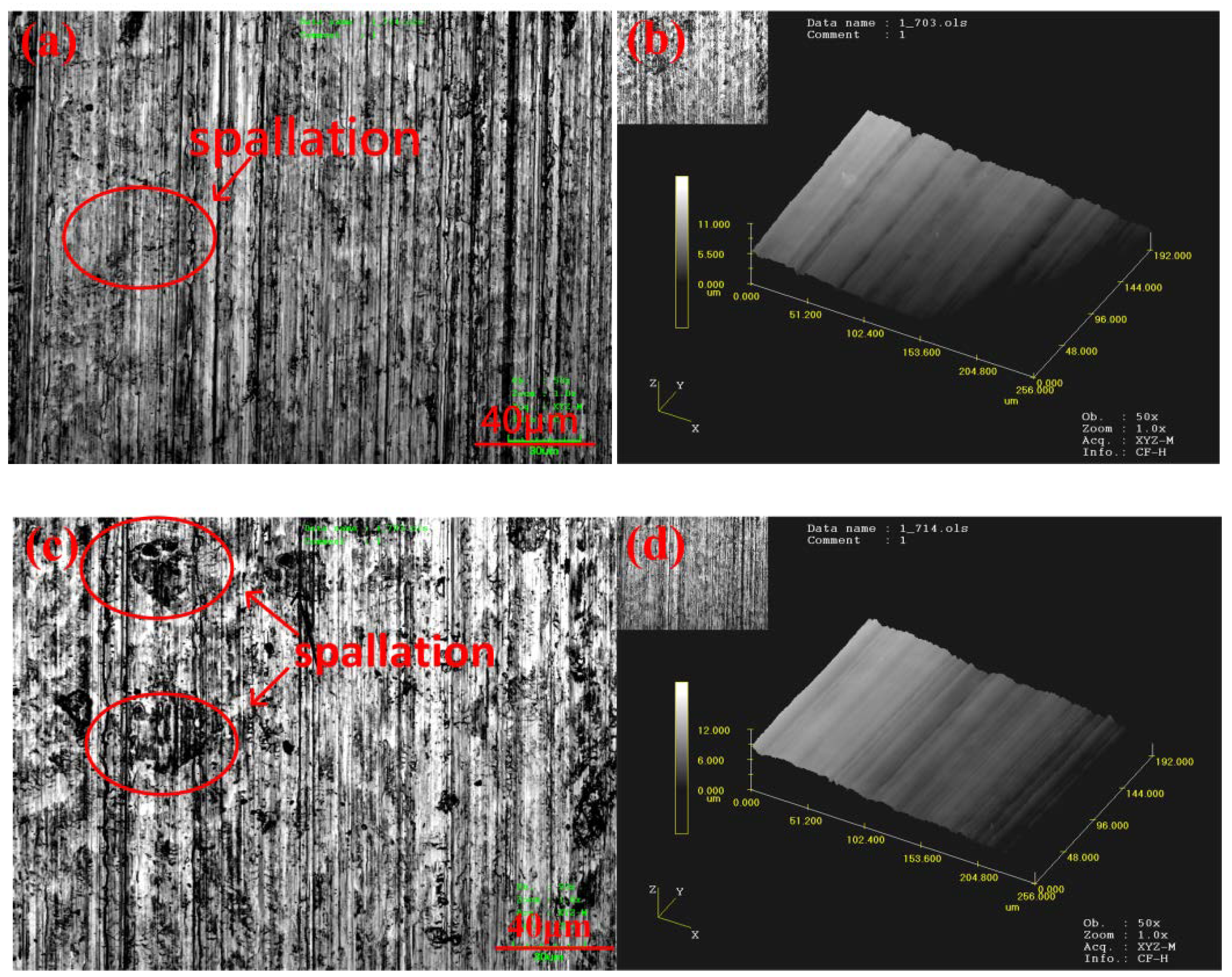
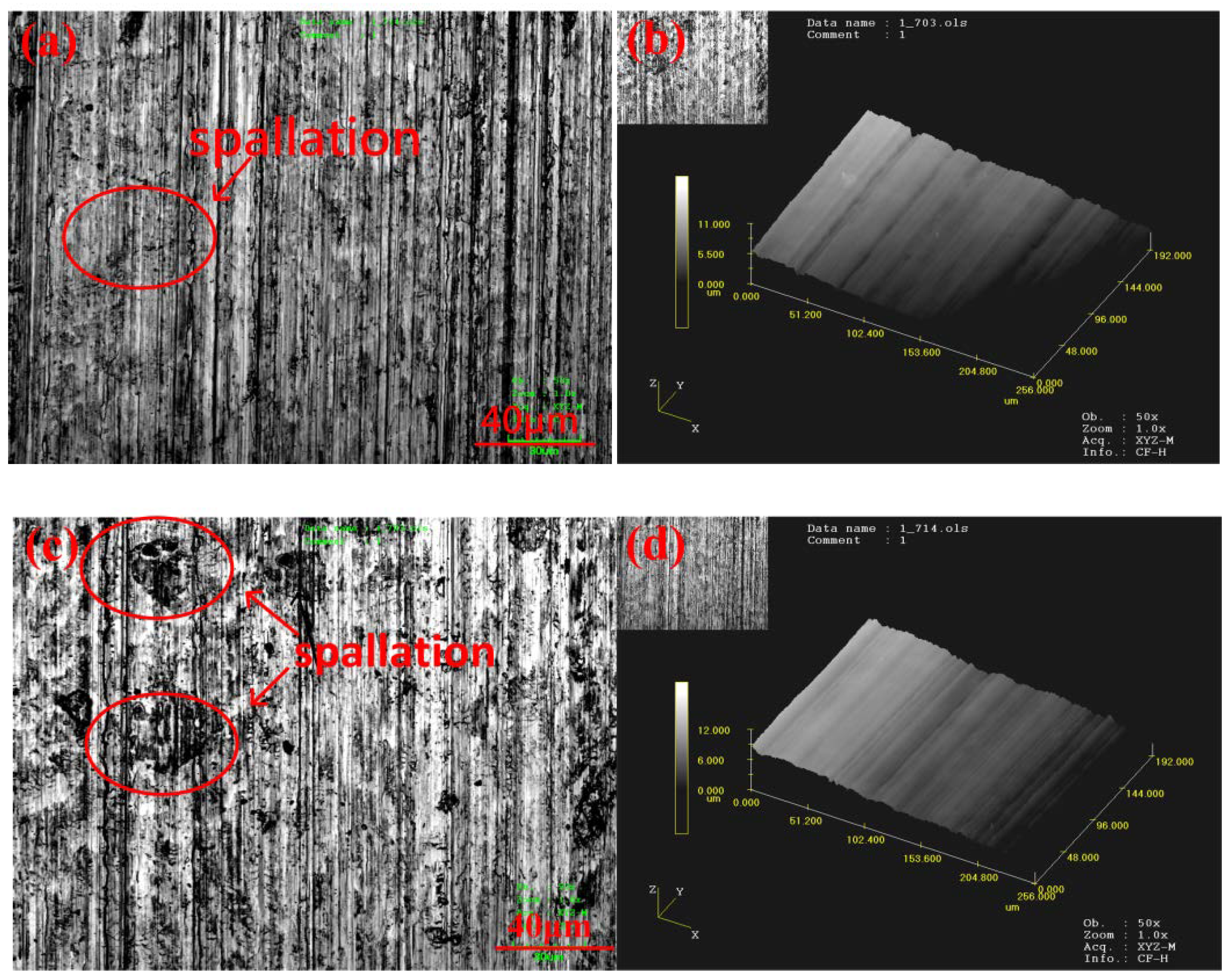
3.4. Wear Resistance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jonathan, L.; Arne, R.; Werner, T. Gefügeausbildung und mikromechanische Eigenschaften einzelner Phasen von untereutektischen Fe-C-B Legierungen. Int. Metallogr. Leoben 2014, 14, 283–288. [Google Scholar]
- Berns, H. Hartlegierungen und Hartverbundwerkstoffe; Springer: Berlin/Heidelberg, Germany, 1998. [Google Scholar]
- Yi, D.; Xing, J.; Ma, S.; Fu, H.; Li, Y.; Chen, W.; Yan, J.; Zhang, J.; Zhang, R. Investigations on microstructures and two-body abrasive wear behavior of Fe-B cast alloy. Tribol. Lett. 2012, 45, 427–435. [Google Scholar] [CrossRef]
- Zhang, J.; Gao, Y.; Xing, J.; Ma, S.; Yi, D.; Yan, J. Effects of chromium addition on microstructure and abrasion resistance of Fe-B cast alloy. Tribol. Lett. 2011, 44, 31–39. [Google Scholar] [CrossRef]
- Sen, U.; Sen, S.; Koksal, S.; Yilmaz, F. Fracture toughness of borides formed on boronized ductile iron. Mater. Des. 2005, 26, 175–179. [Google Scholar] [CrossRef]
- Meric, C.; Sahin, S.; Backir, B.; Koksal, N.S. Investigation of the boronizing effect on the abrasive wear behavior in cast irons. Mater. Des. 2006, 27, 751–757. [Google Scholar] [CrossRef]
- Yu, L.G.; Chen, X.J.; Khor, K.A.; Sundararajan, G. FeB/Fe2B phase transformation during SPS pack-boriding: Boride layer growth kinetics. Acta Mater. 2005, 53, 2361–2368. [Google Scholar] [CrossRef]
- Taylor, K.A.; Hansen, S.S. The boron hardenability effect in thermomechanically processed, direct-quenched 0.2 Pct C steels. Metall. Trans. 1990, 21, 1697–1708. [Google Scholar] [CrossRef]
- Röttger, A.; Lentz, J.; Theisen, W. Boron-alloyed Fe-Cr-C-B Tool Steels—Thermodynamic Calculations and Experimental Validation. Mater. Des. 2015, 88, 420–429. [Google Scholar] [CrossRef]
- Lentz, J.; Röttger, A.; Theisen, W. Solidification and phase formation of alloys in the hypoeutectic region of the Fe-C-B system. Acta Mater. 2015, 99, 119–129. [Google Scholar] [CrossRef]
- Feng, X.; Jiang, Z.; Fu, H. Effects of Heat Treatment on Microstructure and Mechanical Properties of Cast Fe-B-C Alloy. J. Aeronaut. Mater. 2007, 27, 26–29. [Google Scholar]
- Ma, S.; Xing, J.; Liu, G.; Yi, D.; Fu, H.; Zhang, J.; Li, Y. Effect of chromium concentration on microstructure and properties of Fe-3.5B alloy. Mater. Sci. Eng. A 2010, 527, 6800–6808. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Guo, X.; Wang, Y.; Lv, Z. Effects of Mn addition on the two-body abrasive wear behavior of Fe-3.0 wt% B alloy. Tribol. Mater. 2016, 103, 243–251. [Google Scholar] [CrossRef]
- Huang, Z.; Xing, J.; Guo, C. Improving fracture toughness and hardness of Fe2B in high boron white cast iron by chromium addition. Mater. Des. 2010, 31, 3084–3089. [Google Scholar] [CrossRef]
- Jin, H.W.; Park, C.G.; Kim, M.C. In situ TEM heating studies on the phase transformation of metastable phases in Fe-Cr-B alloy spray coatings. Mater. Sci. Eng. A 2001, 304, 321–326. [Google Scholar] [CrossRef]
- Guo, C.; Kelly, P.M. Boron solubility in Fe-Cr-B cast irons. Mater. Sci. Eng. A 2003, 352, 40–45. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, X.; Li, Y.; Hu, K. Effect of Chromium on Microstructure and Properties of High Boron White Cast Iron. Metall. Mater. Trans. A 2008, 39, 636–641. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Zhang, H. Microstructure and mechanical properties of high boron white cast iron with about 4 wt% chromium. J. Mater. Sci. 2011, 46, 957–963. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q.; Kuang, J.; Jiang, Z.; Xing, J. Effect of rare earth and titanium additions on the microstructures and properties of low carbon Fe-B cast steel. Mater. Sci. Eng. A 2007, 466, 160–165. [Google Scholar] [CrossRef]
- Goldfarb, I.; Kaplan, W.D.; Ariely, S.; Bamberger, M. Fault-induced polytypism in (Cr,Fe)2B. Philos. Mag. A 1995, 72, 963–979. [Google Scholar] [CrossRef]
- Lin, Y.; Jian, H. Borides in microcrystalline Fe-Cr-Mo-B-Si alloys. J. Mater. Sci. 1991, 26, 2833–2840. [Google Scholar]
- Christodoulou, P.; Calos, N. A step towards designing Fe-Cr-B-C cast alloys. Mater. Sci. Eng. A 2001, 301, 103–117. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Cr | Mn | Mo | B | Si | S | P | Ni | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| Fe-Cr-B-C | 0.64 | 15.89 | 1.21 | 0.40 | 2.84 | 0.77 | 0.01 | 0.01 | 1.16 | 0.03 |
| Phase | Element (at %) | Calculated Formula | |||||
|---|---|---|---|---|---|---|---|
| B | C | Fe | Mn | Cr | Cr/Fe | ||
| M2B | 27.3(±0.6) | 4.8(±0.3) | 35.0(±1.2) | 4.4(±0.3) | 28.5(±0.8) | 0.89 | FeCr0.89Mn0.14(B,C) |
| M23(BC)6 | 19.2(±0.5) | 1.3(±0.3) | 61.5(±1) | 3.9(±0.3) | 14.1(±1) | 0.23 | Fe17.97Cr4.13Mn1.14(B,C)6 |
| Matrix | B | C | Cr | Mn | Si | Fe | B/C |
|---|---|---|---|---|---|---|---|
| A1 | 1.16(±0.1) | 2.12(±0.2) | 19.57(±0.6) | 2.17(±0.3) | 1.63(±0.2) | 73.35(±1) | 0.54 |
| A2 | 0.99(±0.1) | 1.98(±0.2) | 19.33(±0.6) | 2.01(±0.3) | 1.59(±0.2) | 74.99(±1) | 0.50 |
| Mechanical Properties | A1 | A2 |
|---|---|---|
| Bulk hardness/HRC | 58.6(±1) | 57.2(±1) |
| Microhardness of matrix(martensite)/HV | 568.3(±20) | 516.5(±20) |
| Microhardness of boride/HV | 1548(±10) | 1531(±10) |
| Impact toughness/J∙cm−2 | 4.2(±0.4) | 5.0(±0.4) |
| Simple | Ra | Rt | Rz | Wear Loss (mg) |
|---|---|---|---|---|
| A1 | 1.38(±0.1) | 14.32(±0.5) | 11.5(±0.5) | 24(±2) |
| A2 | 1.50(±0.1) | 15.24(±0.5) | 13.2(±0.5) | 37(±2) |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Qiu, X.; Ding, G.; Ruan, Y. Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy. Metals 2018, 8, 530. https://doi.org/10.3390/met8070530
Ding J, Qiu X, Ding G, Ruan Y. Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy. Metals. 2018; 8(7):530. https://doi.org/10.3390/met8070530
Chicago/Turabian StyleDing, Jiawei, Xiaoming Qiu, Gang Ding, and Ye Ruan. 2018. "Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy" Metals 8, no. 7: 530. https://doi.org/10.3390/met8070530
APA StyleDing, J., Qiu, X., Ding, G., & Ruan, Y. (2018). Investigations on Microstructure and Properties of 16 wt% Cr-3 wt% B-0.6 wt% C-1 wt% Mn-Fe Alloy. Metals, 8(7), 530. https://doi.org/10.3390/met8070530