The Influence of the Electrolyte Nature and PEO Process Parameters on Properties of Anodized Ti-15Mo Alloy Intended for Biomedical Applications

 , ,
, , 

Abstract
1. Introduction
2. Methods and Materials
2.1. Sample and Electrolyte Preparation
2.2. PEO Process
2.3. Sample Characterisation
3. Results and Discussion
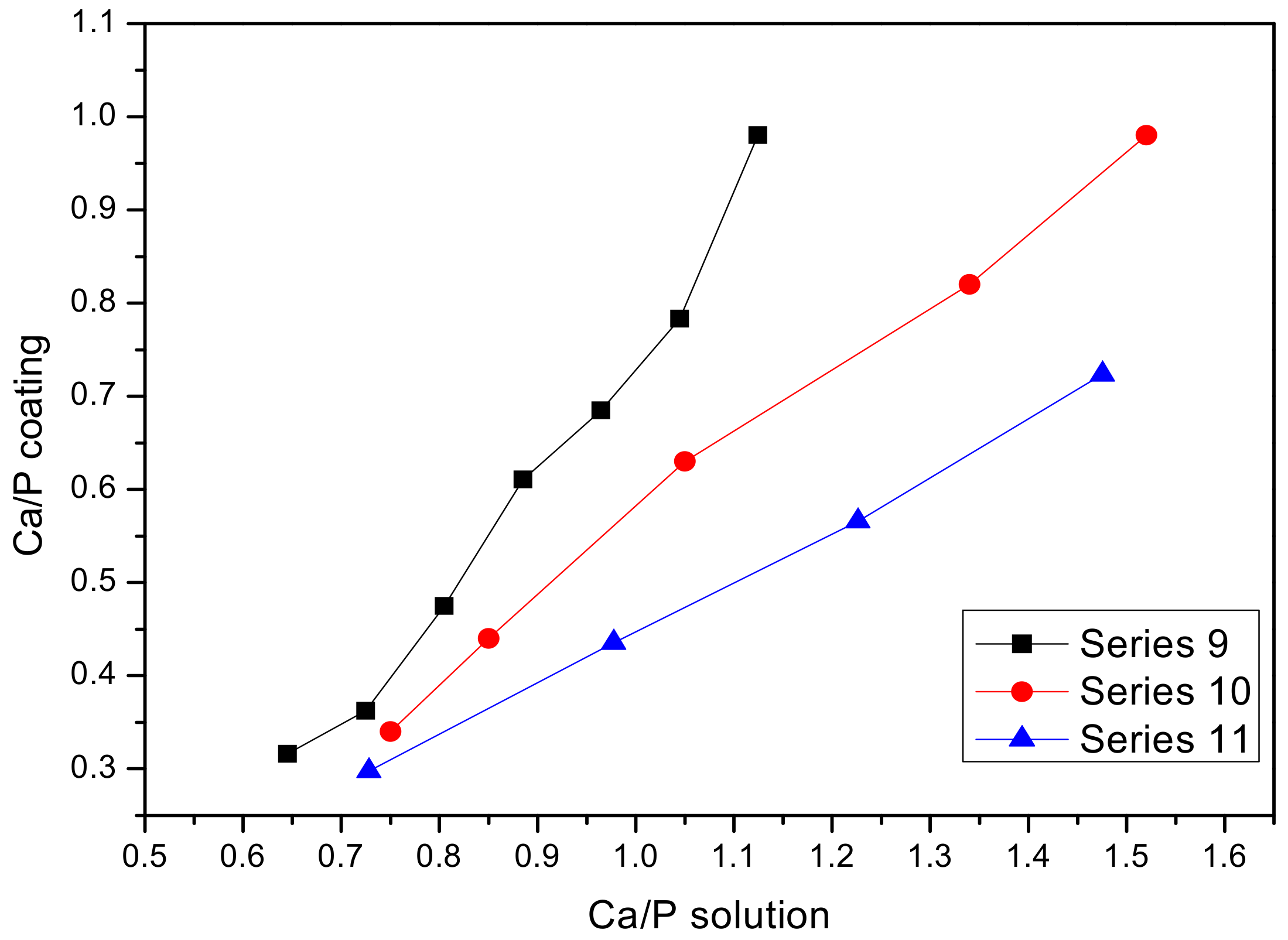
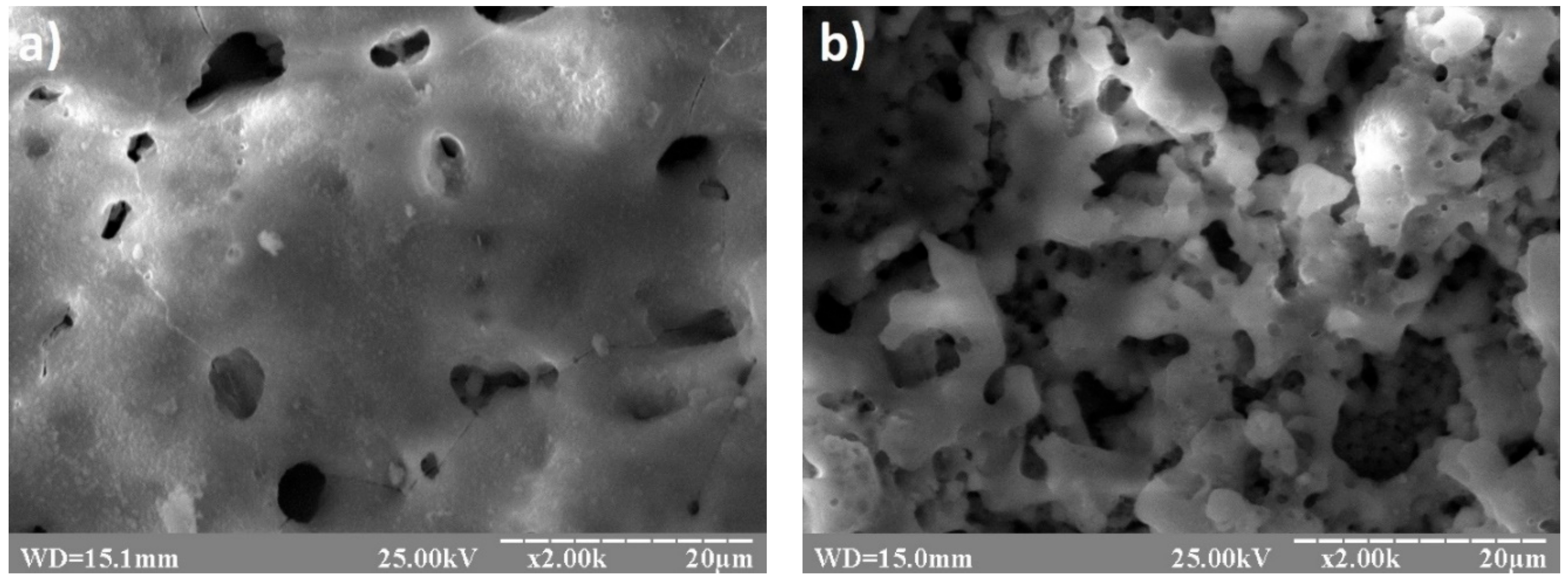
3.1. First Campaign: Selection of a Suitable Electrolyte for Ti-15Mo Anodization
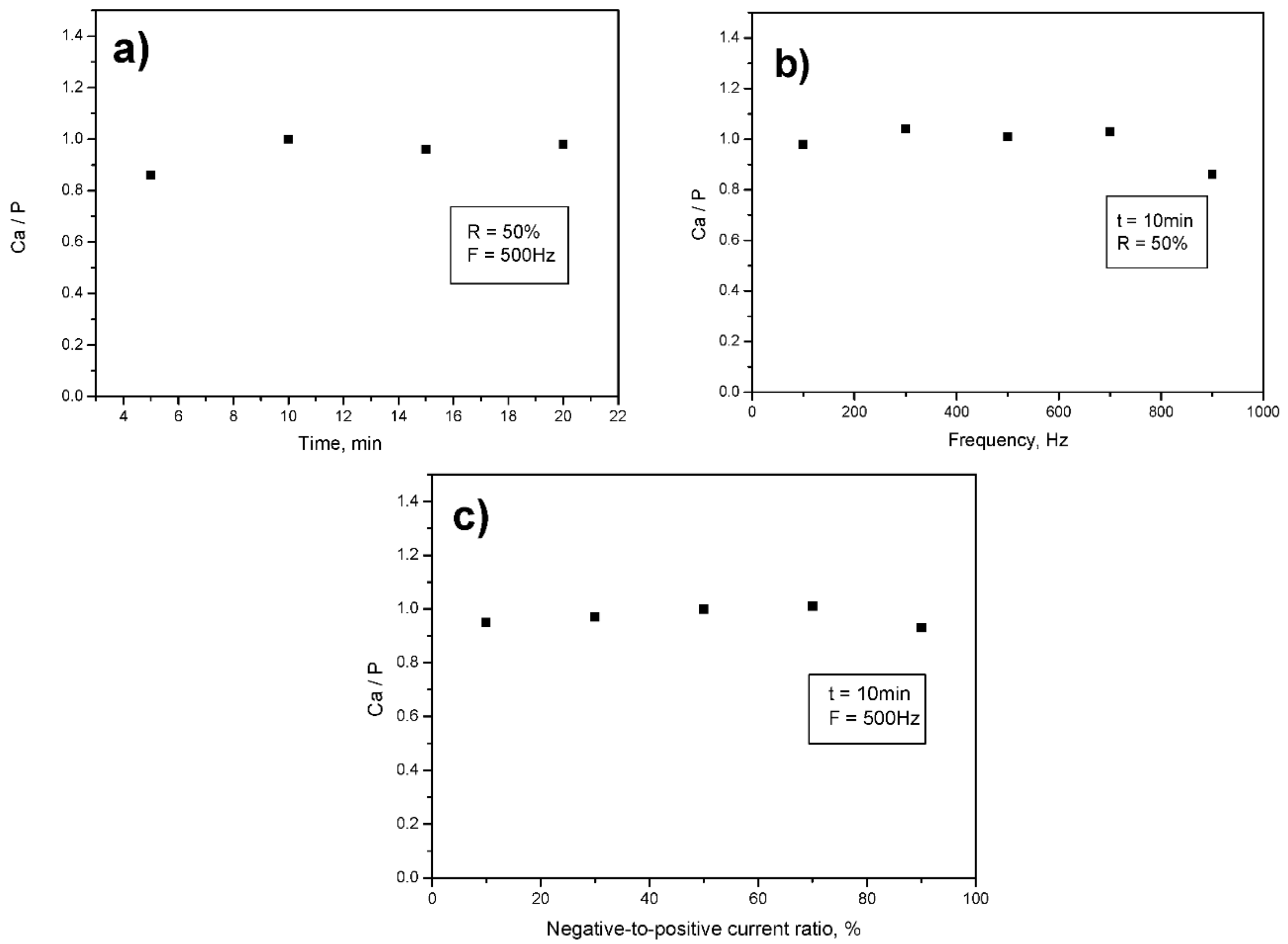
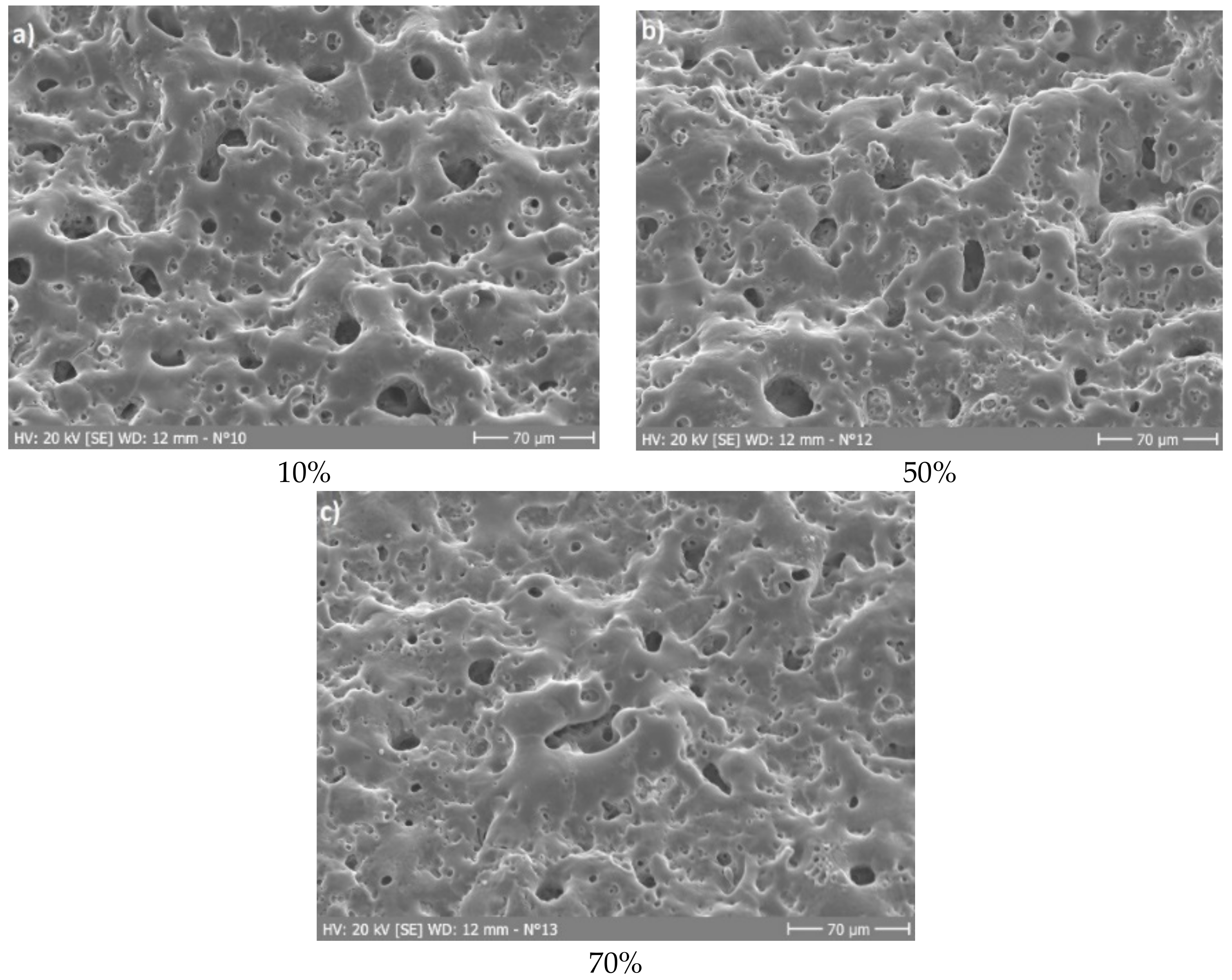
3.2. Second Campaign: Selection of the PEO Process Parameters
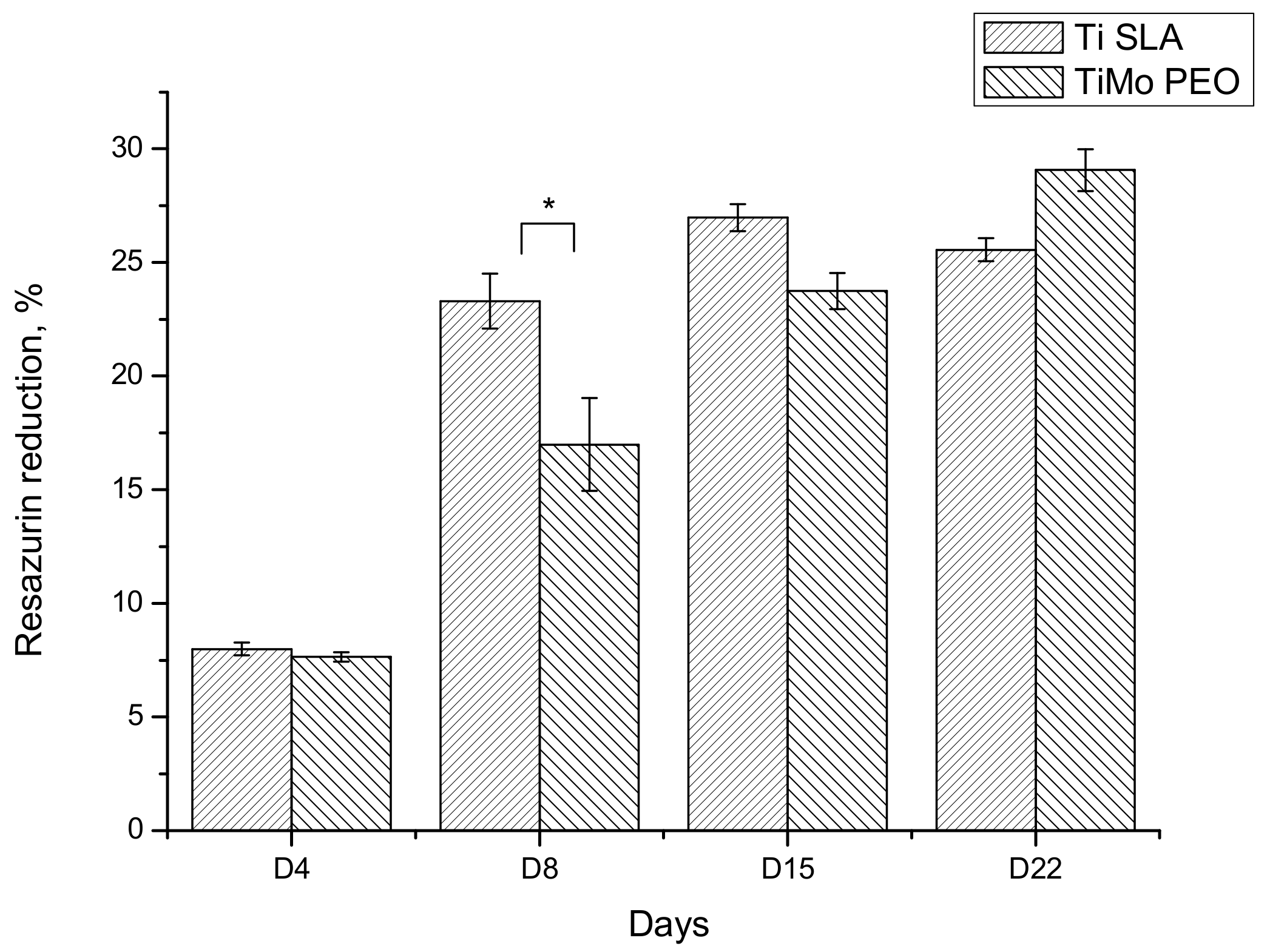
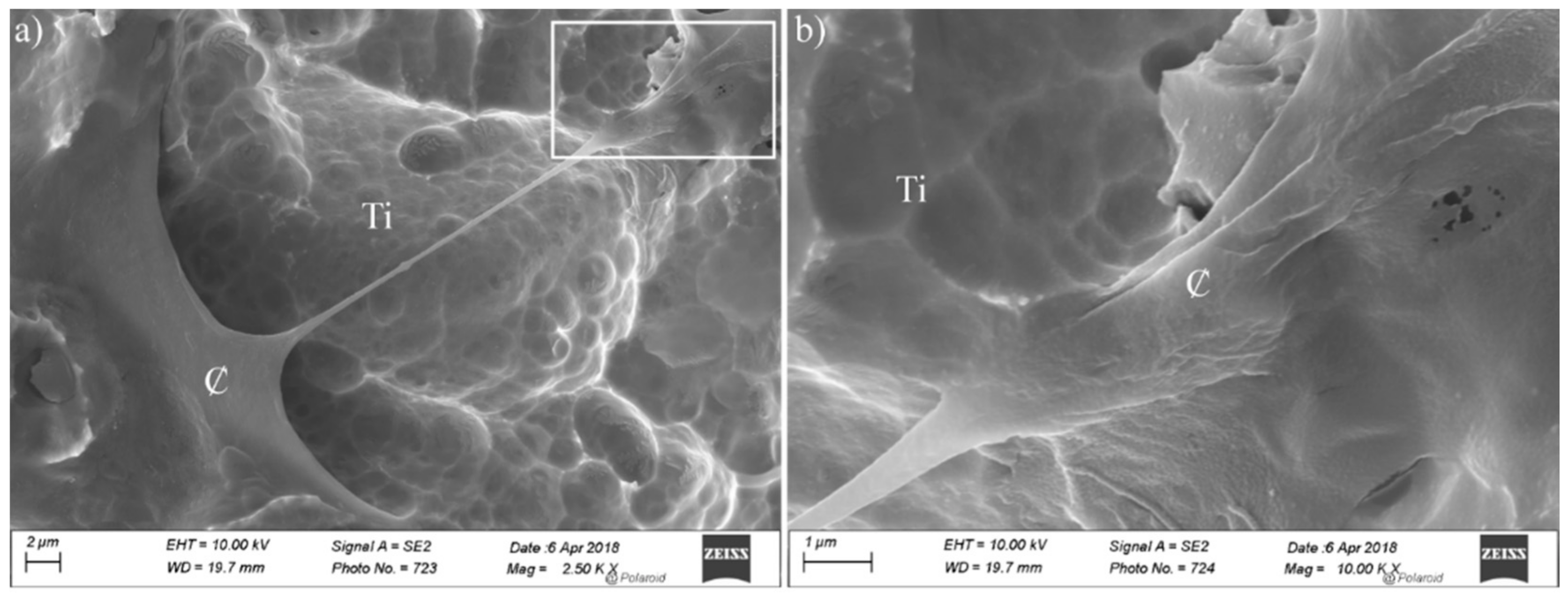
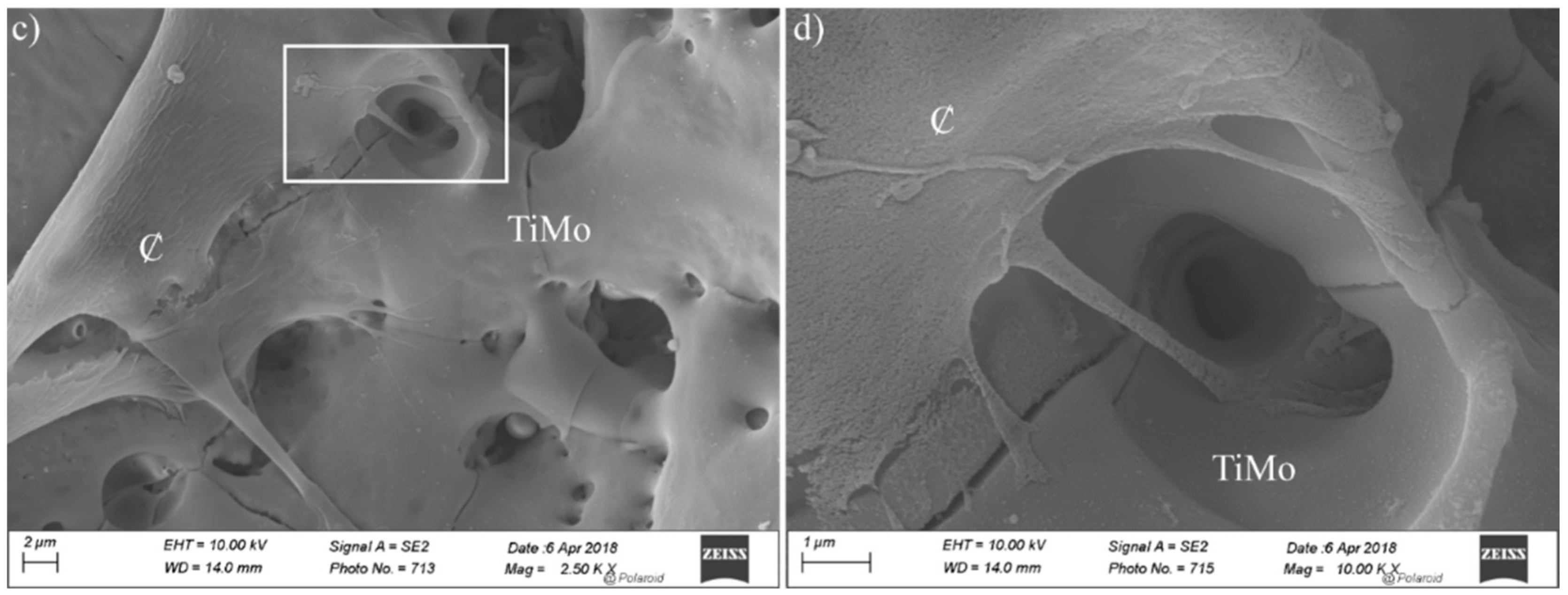
3.3. Biocompatibility Tests
4. Conclusions
Author Contributions
Funding
Acknowledgements
Conflicts of Interest
References
- Özcan, M.; Hämmerle, C. Titanium as a reconstruction and implant material in dentistry: Advantages and pitfalls. Materials 2012, 5, 1528–1545. [Google Scholar] [CrossRef]
- Disegi, J.A. Titanium alloys for fracture fixation implants. Injury 2000, 31, 14–17. [Google Scholar] [CrossRef]
- Rack, H.J.; Qazi, J.I. Titanium alloys for biomedical applications. Mater. Sci. Eng. C 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Li, Y.; Yang, C.; Zhao, H.; Qu, S.; Li, X.; Li, Y. New developments of Ti-based alloys for biomedical applications. Materials 2014, 7, 1709–1800. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, N.T.C.; Guastaldi, A.C. Electrochemical behavior of Ti-Mo alloys applied as biomaterial. Corros. Sci. 2008, 50, 938–945. [Google Scholar] [CrossRef]
- Babilas, D.; Słuzalska, K.; Krza̧kała, A.; Maciej, A.; Socha, R.P.; Dercz, G.; Tylko, G.; Michalska, J.; Osyczka, A.M.; Simka, W. Plasma electrolytic oxidation of a Ti-15Mo alloy in silicate solutions. Mater. Lett. 2013, 100, 252–256. [Google Scholar] [CrossRef]
- Carayon, M.T.; Lacout, J.L. Study of the Ca/P atomic ratio of the amorphous phase in plasma-sprayed hydroxyapatite coatings. J. Solid State Chem. 2003, 172, 339–350. [Google Scholar] [CrossRef]
- Ribeiro, A.R.; Oliveira, F.; Boldrini, L.C.; Leite, P.E.; Falagan-Lotsch, P.; Linhares, A.B.R.; Zambuzzi, W.F.; Fragneaud, B.; Campos, A.P.C.; Gouvêa, C.P.; et al. Micro-arc oxidation as a tool to develop multifunctional calcium-rich surfaces for dental implant applications. Mater. Sci. Eng. C 2015, 54, 196–206. [Google Scholar] [CrossRef] [PubMed]
- Krzakała, A.; Słuzalska, K.; Dercz, G.; Maciej, A.; Kazek, A.; Szade, J.; Winiarski, A.; Dudek, M.; Michalska, J.; Tylko, G.; et al. Characterisation of bioactive films on Ti-6Al-4V alloy. Electrochim. Acta 2013, 104, 425–438. [Google Scholar] [CrossRef]
- Kazek-Kęsik, A.; Dercz, G.; Kalemba, I.; Suchanek, K.; Kukharenko, A.I.; Korotin, D.M.; Michalska, J.; Krzakala, A.; Piotrowski, J.; Kurmaev, E.Z.; et al. Surface characterisation of Ti-15Mo alloy modified by a PEO process in various suspensions. Mater. Sci. Eng. C 2014, 39, 259–272. [Google Scholar] [CrossRef] [PubMed]
- Simka, W. Preliminary investigations on the anodic oxidation of Ti-13Nb-13Zr alloy in a solution containing calcium and phosphorus. Electrochim. Acta 2011, 56, 9831–9837. [Google Scholar] [CrossRef]
- Frauchiger, V.M.; Schlottig, F.; Gasser, B.; Textor, M. Anodic plasma-chemical treatment of CP titanium surfaces for biomedical applications. Biomaterials 2004, 25, 593–606. [Google Scholar] [CrossRef]
- Banakh, O.; Journot, T.; Gay, P.A.; Matthey, J.; Csefalvay, C.; Kalinichenko, O.; Sereda, O.; Moussa, M.; Durual, S.; Snizhko, L. Synthesis by anodic-spark deposition of Ca- and P-containing films on pure titanium and their biological response. Appl. Surf. Sci. 2016, 378, 207–215. [Google Scholar] [CrossRef]
- Moussa, M.; Banakh, O.; Wehrle-Haller, B.; Fontana, P.; Scherrer, S.; Cattani, M.; Wiskott, A.; Durual, S. TiNxOy coatings facilitate the initial adhesion of osteoblasts to create a suitable environment for their proliferation and the recruitment of endothelial cells. Biomed. Mater. 2017, 12. [Google Scholar] [CrossRef] [PubMed]
- Durual, S.; Pernet, F.; Rieder, P.; Mekki, M.; Cattani-Lorente, M.; Wiskott, H.W.A. Titanium nitride oxide coating on rough titanium stimulates the proliferation of human primary osteoblasts. Clin. Oral Implants Res. 2011, 22, 552–559. [Google Scholar] [CrossRef] [PubMed]
- Simka, W.; Krzakała, A.; Korotin, D.M.; Zhidkov, I.S.; Kurmaev, E.Z.; Cholakh, S.O.; Kuna, K.; Dercz, G.; Michalska, J.; Suchanek, K.; et al. Modification of a Ti-Mo alloy surface via plasma electrolytic oxidation in a solution containing calcium and phosphorus. Electrochim. Acta 2013, 96, 180–190. [Google Scholar] [CrossRef]
- Saito, G.; Nakasugi, Y.; Akiyama, T. Excitation temperature of a solution plasma during nanoparticle synthesis. J. Appl. Phys. 2014, 116, 83301. [Google Scholar] [CrossRef]
- Saji, V.S.; Lee, C.W. Molybdenum, molybdenum oxides, and their electrochemistry. ChemSusChem 2012, 5, 1146–1161. [Google Scholar] [CrossRef] [PubMed]
- Habazaki, H.; Uozumi, M.; Konno, H.; Shimizu, K.; Nagata, S.; Asami, K.; Skeldon, P.; Thompson, G.E. Influence of molybdenum species on growth of anodic titania. Electrochim. Acta 2002, 47, 3837–3845. [Google Scholar] [CrossRef]
- Landmann, M.; Rauls, E.; Schmidt, W.G. The electronic structure and optical response of rutile, anatase and brookite TiO2. J. Phys. Condens. Matter 2012, 24, 195503. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Series | Compounds in the Solution | Ca/P Ratio | ||
|---|---|---|---|---|
| I | II | In the Solution, (Ca/P)sol | In the Layer, (Ca/P)coat | |
| 1 | Ca(CH3COO)2·H2O | Na4P2O7·10H2O | 1.53 | 0.64 |
| 2 | (NH4)H2PO4 | Ca(CH3COO)2·H2O | 1.53 | 1.27 |
| 3 | (NH4)H2PO4 | Ca(OH)2 | 1.99 | 0.84 |
| 4 | Na4P2O7·10H2O | CaC4H4O6 | 1.66 | 1.02 |
| 5 | (NH4)H2PO4 | CaC4H4O6 | 1.65 | 1.13 |
| 6 | Na3PO4·12H2O | Ca(CH3COO)2·H2O | 1.73 | 1.14 |
| 7 | Na3PO4·12H2O | CaC4H4O6 | 1.66 | 1.38 |
| 8 | Na3PO4·12H2O | Ca(OH)2 | 1.99 | 0.84 |
| Time, min | Frequency, Hz | R = In/Ip |
|---|---|---|
| 5 | 500 | 50 |
| 10 | 500 | 50 |
| 15 | 500 | 50 |
| 20 | 500 | 50 |
| 10 | 100 | 50 |
| 10 | 300 | 50 |
| 10 | 500 | 50 |
| 10 | 700 | 50 |
| 10 | 900 | 50 |
| 10 | 500 | 10 |
| 10 | 500 | 30 |
| 10 | 500 | 50 |
| 10 | 500 | 70 |
| 10 | 500 | 90 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banakh, O.; Snizhko, L.; Journot, T.; Gay, P.-A.; Csefalvay, C.; Kalinichenko, O.; Girin, O.; Marger, L.; Durual, S. The Influence of the Electrolyte Nature and PEO Process Parameters on Properties of Anodized Ti-15Mo Alloy Intended for Biomedical Applications. Metals 2018, 8, 370. https://doi.org/10.3390/met8050370
Banakh O, Snizhko L, Journot T, Gay P-A, Csefalvay C, Kalinichenko O, Girin O, Marger L, Durual S. The Influence of the Electrolyte Nature and PEO Process Parameters on Properties of Anodized Ti-15Mo Alloy Intended for Biomedical Applications. Metals. 2018; 8(5):370. https://doi.org/10.3390/met8050370
Chicago/Turabian StyleBanakh, Oksana, Lyubov Snizhko, Tony Journot, Pierre-Antoine Gay, Catherine Csefalvay, Oleg Kalinichenko, Oleg Girin, Laurine Marger, and Stéphane Durual. 2018. "The Influence of the Electrolyte Nature and PEO Process Parameters on Properties of Anodized Ti-15Mo Alloy Intended for Biomedical Applications" Metals 8, no. 5: 370. https://doi.org/10.3390/met8050370
APA StyleBanakh, O., Snizhko, L., Journot, T., Gay, P.-A., Csefalvay, C., Kalinichenko, O., Girin, O., Marger, L., & Durual, S. (2018). The Influence of the Electrolyte Nature and PEO Process Parameters on Properties of Anodized Ti-15Mo Alloy Intended for Biomedical Applications. Metals, 8(5), 370. https://doi.org/10.3390/met8050370