3. Methodology of the Experiment
The chemical analysis of a metal sample was performed to identify the metal grade and to make sure that it meets the requirements of the project documentation and GOST 19281-73 [
3] and to assess the metal equivalent carbon content.
The chemical analysis was performed using the optical spectroscopy BELEC Compact Lab N according to GOST 7565-81 [
27]. The carbon equivalent of steel was calculated by the equation as follows [
3]:
where
CE is carbon equivalent, %, and
C,
Mn,
Si,
Cr,
Ni,
Cu,
V, and
P denote the concentration of the elements, wt. %.
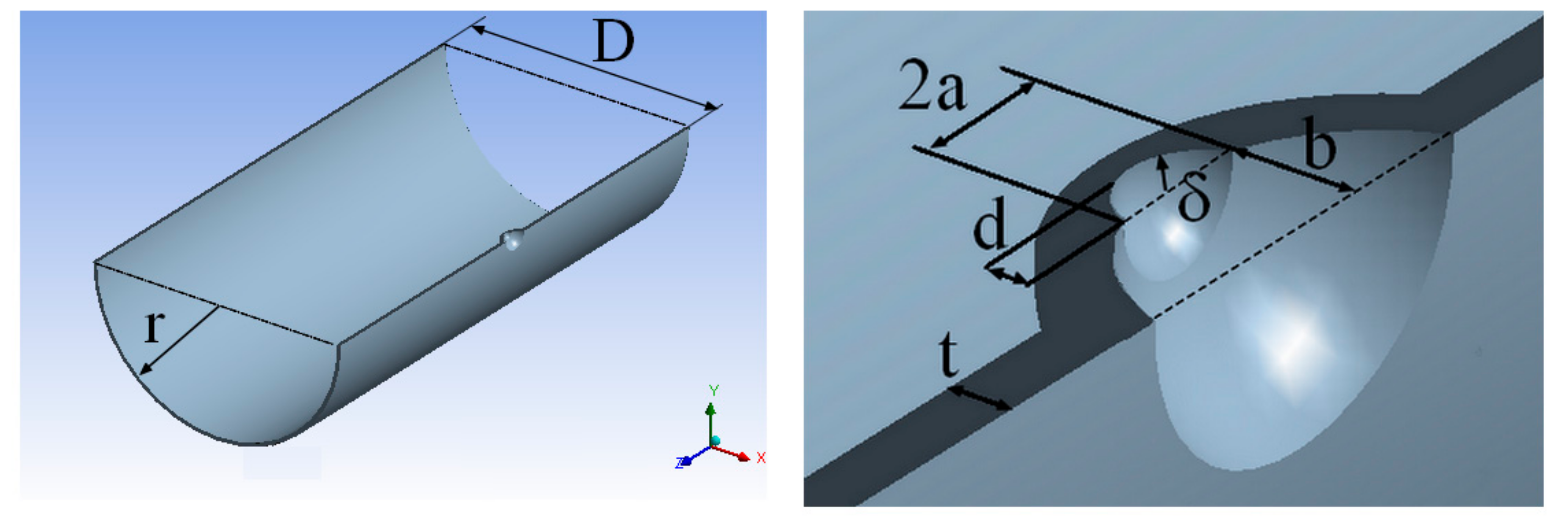
The main mechanical properties of the pipe’s metal were determined to assess the changes in the metal properties during the elaboration period and to determine their state at the present moment. The Charpy pendulum impact test was performed according to the specification EN ISO 148-1:2016 [
28]. Since the tube’s wall thickness is 8 mm, the standard-size sample could not be used. Therefore, the V-notch test pieces of the square section with 7.5 mm sides and 55 mm length were used. The pendulum impact tester 2130KM-03 (Soviet Union) and an 8 mm strike were used in testing. The tests were made at the ambient temperature of 20 °C. The test pieces for the impact test were taken from various zones of the tube (
Figure 2). Three specimens were taken from the undamaged zone and one from the dented zone. The specimen from the dented zone was aligned prior to impact testing because the shell of the pipe in this area was deformed.
Metallographic tests were performed to assess the potential level of degradation of the metal in the vat. The samples were taken from the undamaged and deformed sections of the pipe.
The Buehler Beta 2 (Buehler, Lake Bluff, IL, USA) grinding and polishing machine was used for preparing metallographic samples (
Figure 3). After performing the abrasive grinding and polishing of the specimens, the polished surface was etched with the most commonly used metallographic etchant, 2% Nital. The microstructure of the metal in the pipe bend was examined by using a microscope MA200 (Nikon, Tokyo, Japan) with optical magnification of ×50 to ×500. The strengthening of steel in the deformation (dent) area was investigated by performing a microhardness test according to the requirement of EN ISO 9015-2:2016 [
29]. The automatic microhardness tester ZHμ (Zwick Roell, Ulm, Germany) with a load of 25 g and 10 s of storage was used in the experiment. The measurements were made on the surfaces of metallographic samples taken from the deformed and undamaged sections of the pipe.
The basic mechanical properties of the pipe’s metal were determined by performing the hardness and stretching tests. Metal hardness tests were made on the outer surface of the pipe according to the specifications EN ISO 6507-1:2005 [
30]. The Vickers’ hardness was measured in the dented zone and compared to the hardness in the non-dented zone.
The universal hardness tester ZHU (Zwick Roell, Ulm, Germany) with a diamond pyramid indenter was used for the test. Since hardness tests do not allow for determining the important mechanical properties of the metal of the pipe, destructive tensile tests were also made. Only the tensile testing of the samples taken from the undamaged pipe’s area was performed, since the tensile testing of the metal taken from the area with defects could not be made because of the fragment’s small dimensions.
Tensile tests were performed according to EN ISO 6892-1:2016 [
31]. The universal testing machine TIRA Test 2300 (up to 100 kN) (TIRA GmbH, Schalkau, Germany) with a multi-channel electronic PC data acquisition system SPIDER8 (HBM, Darmstadt, Germany)was used for the tensile test. The machined longitudinal test pieces were of E type, with cross section
So = 112.5 mm
2, original gauge length
Lo = 60 mm, and parallel length
Lc = 68 mm, were used for testing at room temperature.
4. Experimental Results and Discussion
The chemical composition of the metal of the tested pipe’s fragment meets the 17G2SF steel grade (
Table 4). This steel is analogous to 17G1S, but is alloyed with Ti and V.
The carbon equivalent of the carbon steel calculated by Equation (1) was 0.423%. Steel with CE < 0.45% is welded appropriately, and its additional heating is optional.
According to the results of the impact-tensile test, it is evident that the impact load characteristics are similar to the characteristics of the deformed and undamaged pipe sections. There was no significant change in the impact durability of the investigated steel (
Table 5). The impact strength of the samples is practically equivalent (the average KCV 65.27 J/cm
2) to the ordinary 17G2SF steel strength, according to GOST 19281-73 [
3].
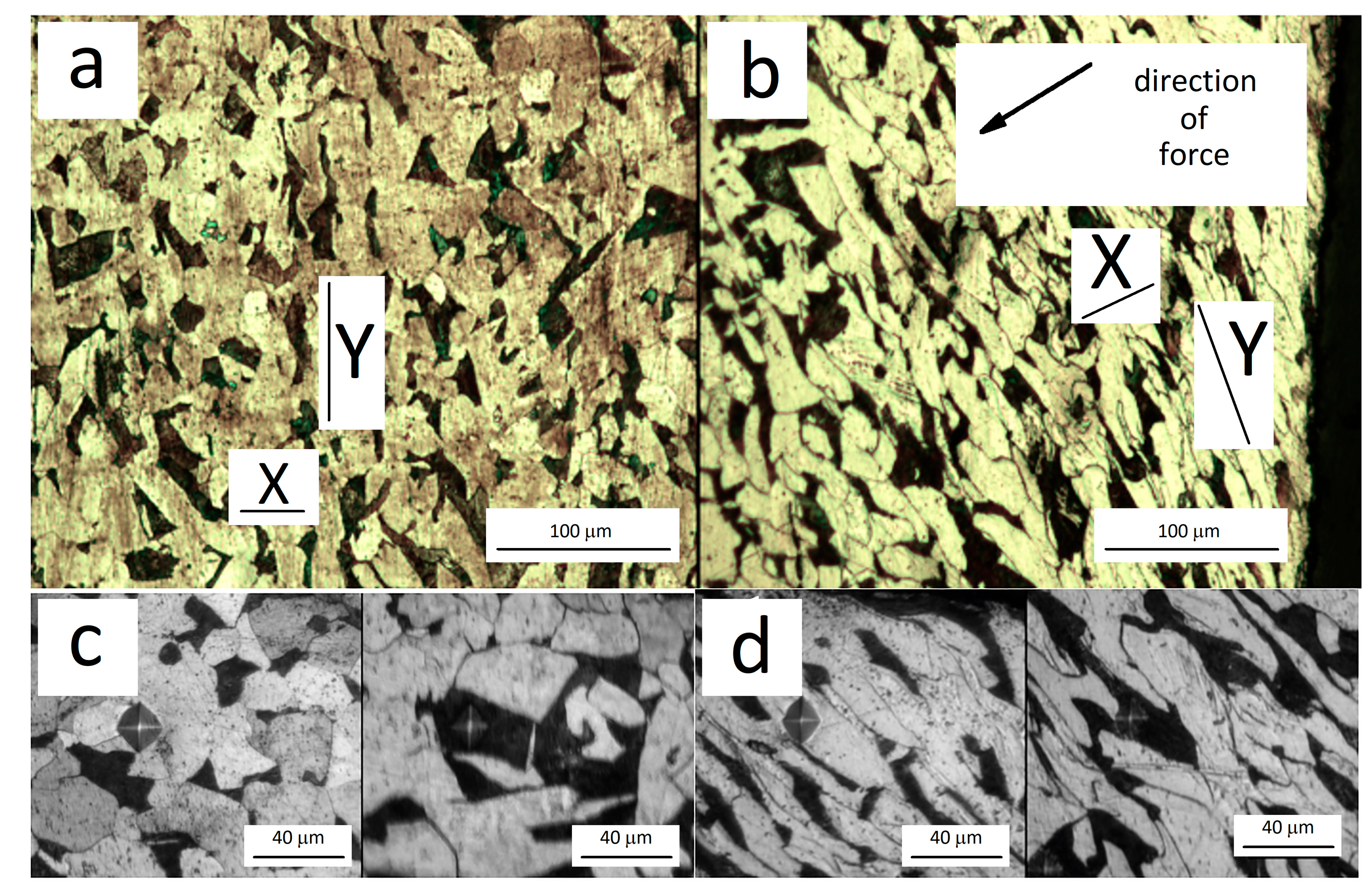
A typical steel 17G2SF microstructure consists of ferrites, pearlite, and dispersive carbides. The welded spiral pipes are made of these steel sheets, which have been normalised. The microscopic microstructure of the investigated samples is typical of this steel grade. The microstructure consists of the ferrite and pearlite phases (
Figure 4).
Metallographic evaluation of the steel grain size was performed according to the specification EN ISO 643:2013 [
32]. The 17G2SF steel pipe has a fine-grained structure with a typical ferrite grain size G 7–9 (with the average diameter of 0.015–0.031 mm) [
24]. The metal grain size of the analysed tube fragments corresponds to G 6.5 (when the mean diameter of the ferrite grain is 0.035 mm). However, in the deformed tube section, there is a significant deformation of the grain (
Table 6). The deformation of the grain due to the pipe’s deflection was evaluated according to equation [
33]:
where
K is the deformation coefficient;
Dx is the diameter of the grain along X axis, mm;
Dy is the diameter of the grain along Y axis, mm.
In the undeformed section of the pipeline, ferrite grains have a regular shape. In the area of defects, the deformation of ferrite grains in the direction along the X axis is 2.7 times as large. Pearlite dimensions along the X and Y directions have not changed. The orientation of the grains has changed in the dent area. This is logical because pearlite grains are harder than the ferrite ones.
According to the orientation of the stretched asymmetric grains, it is possible to determine the direction of the external loads in the deformed area (
Figure 4b). These structural changes increase the material’s anisotropy because the deformed grains have different mechanical properties in different directions. This was confirmed by the results of the microhardness testing of this pipe. In the undeformed section of the pipe, the impression diagonals on the ferrite and pearlite grains are symmetrical (
Figure 4c). Meanwhile, in the deformed part of the tube, the impressions are asymmetrical (
Figure 4d). As shown in
Figure 4d, the ferrite deformation level is higher than that of pearlite. In the area of the undeformed ferrite grains, the difference in the diagonal length of the impression is 1.4 times. As shown in
Figure 5, the changes in hardness can be observed only in the deformed part of the pipe (the dent area). The hardness of HV in the undeformed section was 152 HV10, while in the deformed part it was 197 HV10. The degree of hardening in the dent area, when compared to that of the undeformed section of the tube, was approximatively 1.3.
The microstructure and hardness measurements provided important information about the anisotropy of the metal of the pipe in the deformed tube’s section. Theoretically, based on the Vickers’ hardness value, it is possible to determine the approximate tensile strength of the metal [
34] as follows:
where
Rm is tensile strength, MPa;
HV is the Vickers hardness, MPa.
According to the above equation, the calculated strength limit for an undeformed pipe is 506 MPa. This value is very close (with the difference not exceeding 9%) to the typical steel tensile strength of 550 MPa. In the deformed section of the pipe, the strength limit calculated according to the given equation is 656 MPa. The results of the tensile tests confirm that the metal of the pipe remains sufficiently plastic (
A = 23%). Its relative elongation still meets the requirements of GOST 19281-73 [
3]. However, the tensile strength of the metal pipe tested is about 10% lower than the tensile strength of similar new pipes (
Table 7).
6. The Numerical Modelling of the Pipe
The ANSYS code [
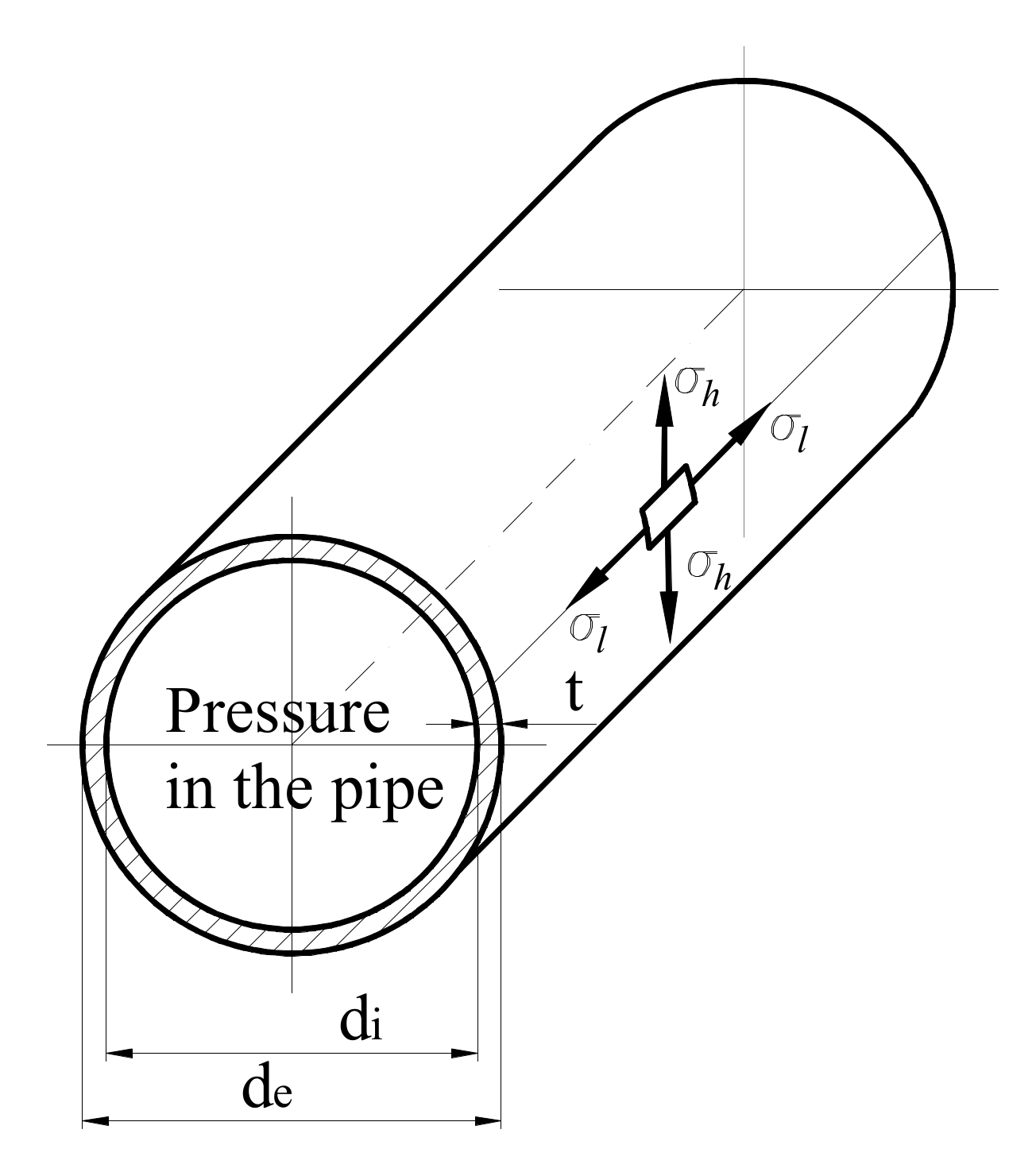
35] was used for calculation and simulation by employing the finite elements method. A model of the 3D FEA (Finite Element Analysis) of the pipe with the combined defects was developed. The 8-node brick finite elements for the volumetric model of the pipe with defects were used. The main geometrical characteristics of the pipe (
Figure 6) were as follows: the external diameter of the tube was
de = 530 mm and the thickness of the pipe’s wall was
t = 8.00 mm. The internal pressure
p of the fluid pipeline can vary from 2.5 MPa to 10 MPa [
36], but in practice, these pipelines operate at a pressure of up to 5.4 MPa [
37]. Since the length of the pipe was infinite, for modelling, it was considered a constant equal to 1.0 m. The material of the pipe was assumed to be elastoplastic, with the nonlinear stress–strain relation, as well as homogeneous and isotropic. However, in the course of the experimental investigation, the anisotropy of the metal was found to be in the field of the pipe’s defects. The experimentally obtained mechanical characteristics of the steel were applied in testing. The stress–strain curve of the material modelled by BKIN (Bilinear Kinematic Hardening Model) was used. The plastic behaviour of the material characterised by a non-recoverable strain could be observed when the internal stresses exceeded the material’s yield point. Static stress analysis of the pipe with defects was performed by simulating three pressure modes (minimum pressure of 3.6 MPa, medium pressure of 4.4 MPa, and maximum pressure of 5.4 MPa).
Figure 6 shows a classical model of an internally pressurised pipe with the external radius
de and thickness
t. The plastic behaviour of the material, characterised by the non-recoverable strain, can be observed when the stresses exceed the yield point of the material.
The hoop stresses σ
h and longitudinal stresses σ
l induced by the internal pressure are given by the closed-form equations:
The hoop stresses of the pipeline without defects under normal operating conditions (at a pressure of 3.6 MPa) could reach 115.4 MPa (
Table 8).
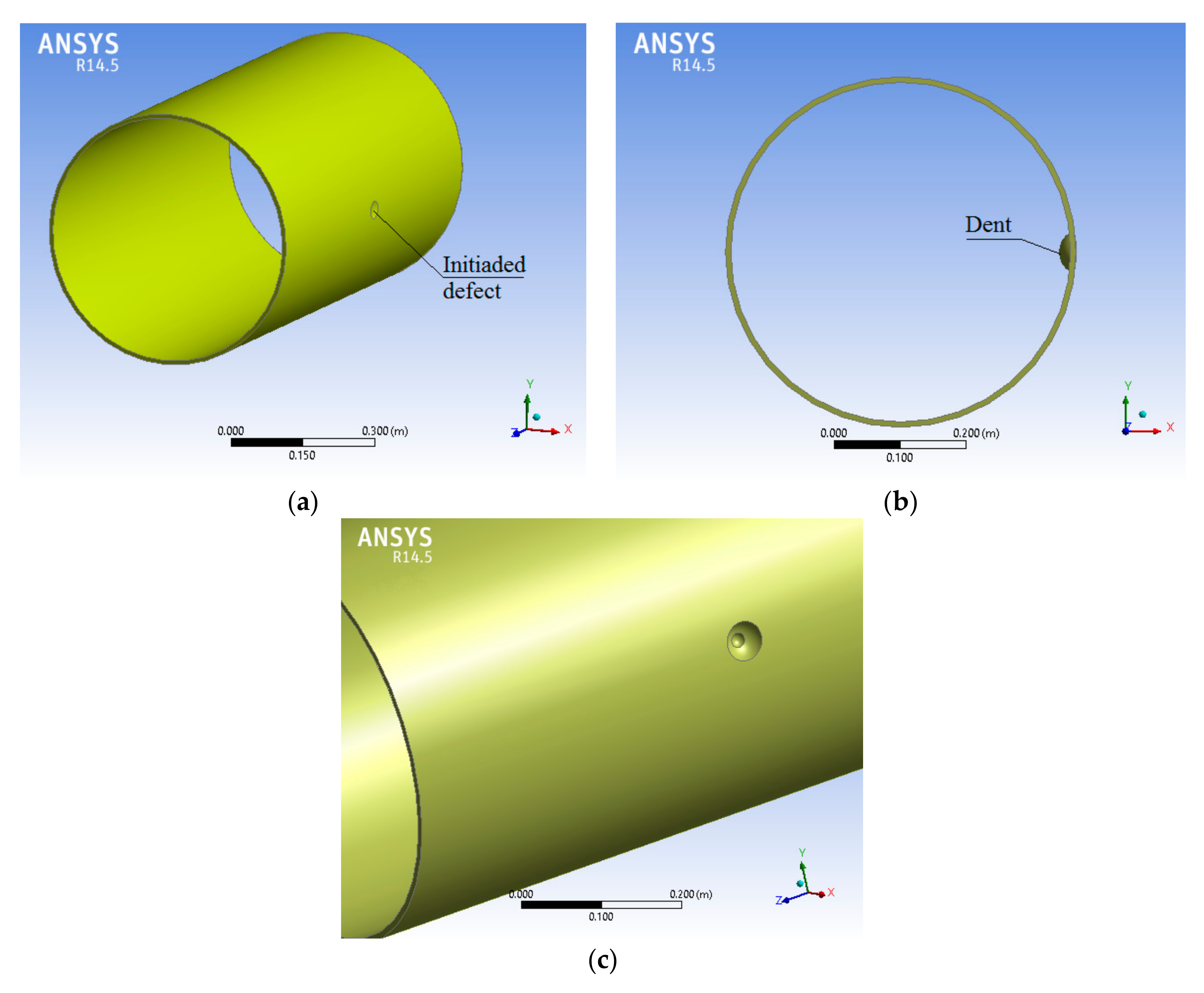
Over the course of the research, several defect combinations were modelled: (1) only a gouge or a pitting corrosion defect was modelled; (2) a combination of a dent and a gouge was modelled (
Figure 7). Their depth could vary. Thus, in the model of the pipe, the defects’ depth increased in 0.5 mm increments from zero to 4.0 mm. The influence of the defect’s depth on the distribution of principal stresses, σ
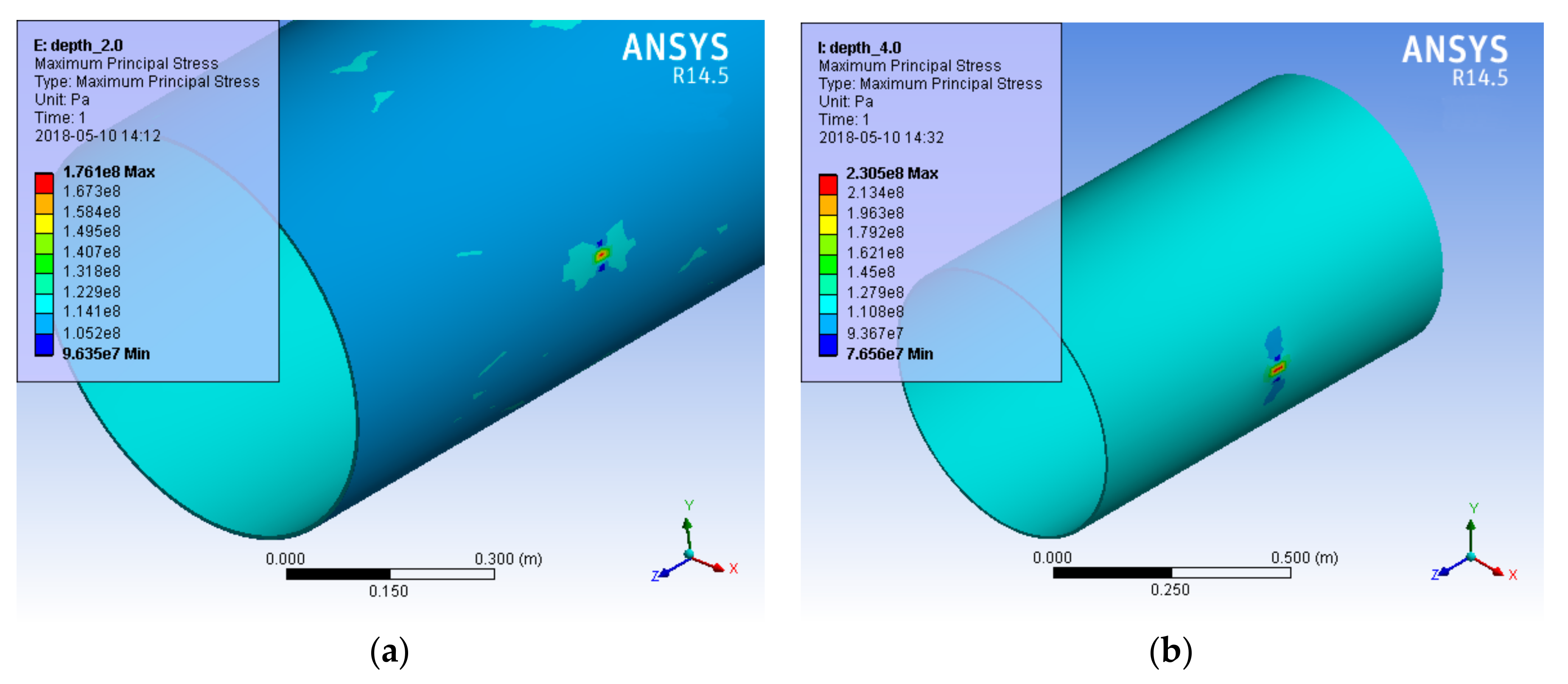
1, of the pipe was investigated numerically. The principal stresses of the pipe with a gouge defect under 3.6 MPa pressure are presented in
Table 9 and
Figure 8.
Table 9 shows that in the pipeline with a 4-mm deep gouge at a working pressure of 3.6 MPa, the values of the maximum principal stresses are 1.96 times as large as these values obtained for a pipe without any defects.
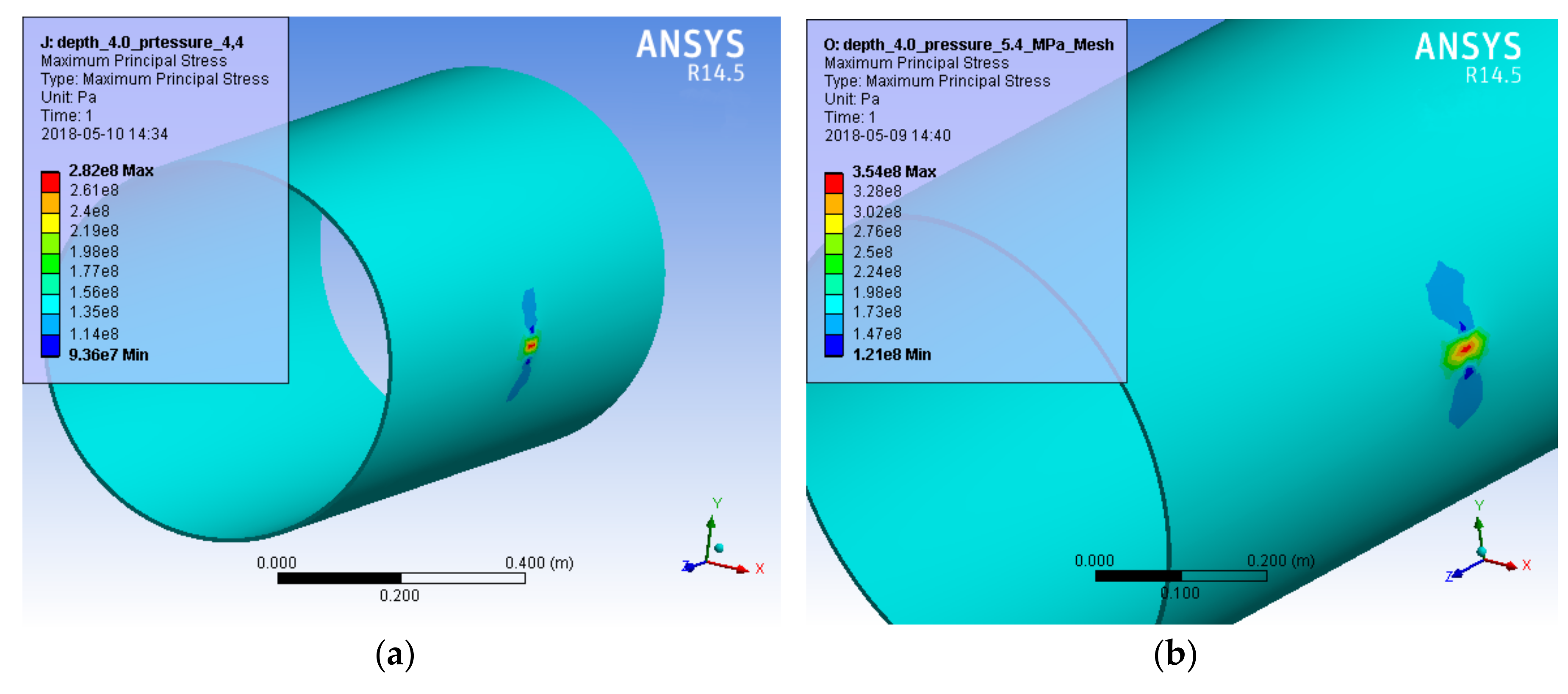
Similarly, the principal stresses in the pipe with a gouge defect under the pressures of 4.4 MPa and 5.4 MPa were simulated (
Figure 9). In the pipeline with a 4-mm deep gauge under the working pressure of 4.4 MPa, the values of the maximum principal stresses reached 282 MPa (
Figure 9a). Then, the elastic-plastic geometrical linear model with a 4-mm deep gouge was solved, using the load with the maximum value
p = 5.4 MPa. Stress of 354 MPa (
Figure 9b) developed in the defect area. The yield stress of the pipe’s steel was 350 MPa, therefore, the plastic deformation of metal could be initiated in the defect area. If the defect is larger than 4 mm, the internal stress of 354 MPa in the defect area significantly exceeds the metal’s yield strength. Therefore, the working pressure of the pipe at 5.4 MPa becomes dangerous for its safe operation because of the risk of the pipe bursting.
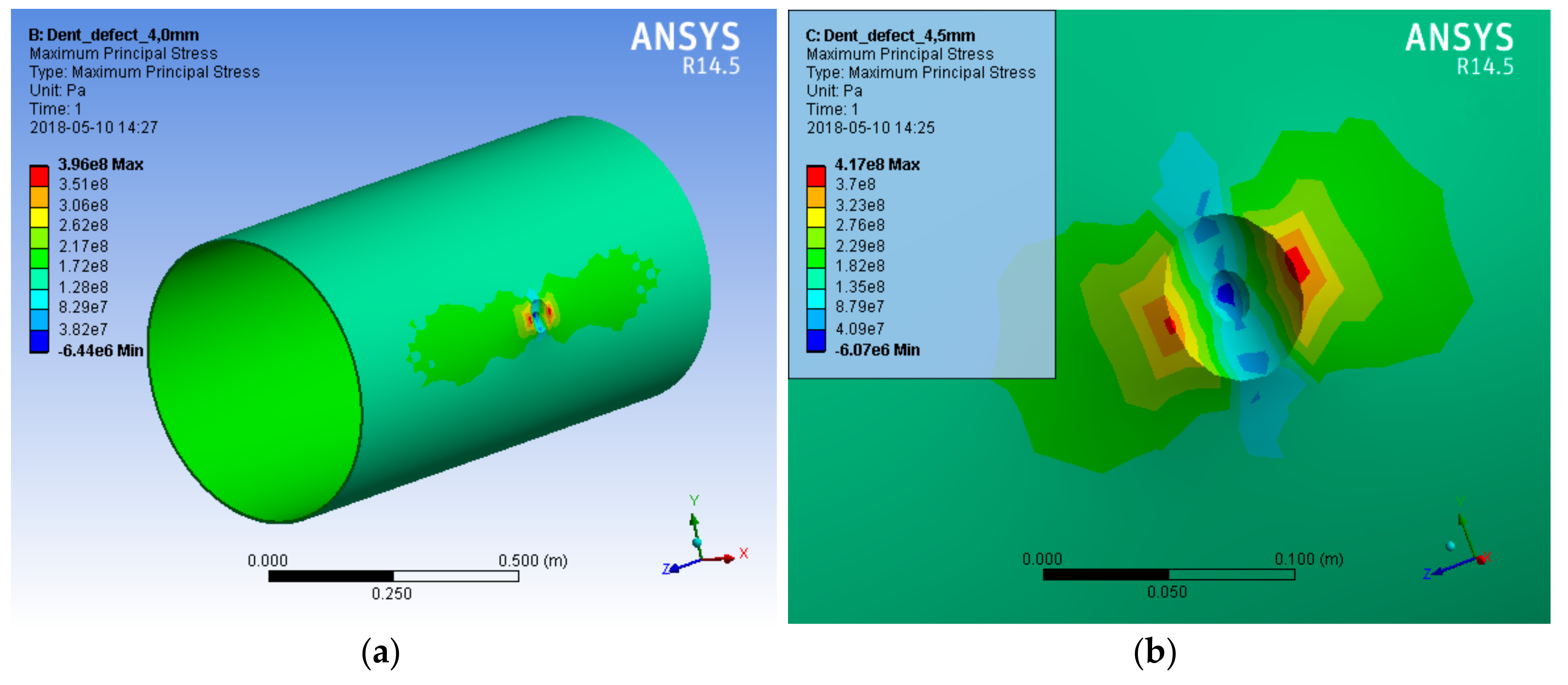
Another case of the defect’s simulation was based on the combination of a dent and a gouge. A case of a 4-mm deep gouge combined with a dent defect was modelled. The dent surface was modelled as a spherical surface and the depth of this defect was about 17.4 mm. Under the same working pressure conditions, the internal stress in the field of the compound defect of 5.4 MPa was significantly higher than the yield strength of steel and higher than that obtained by simulating the defect of the same depth gouge. The stress in the area of the combined defects increased to 396 MPa (when the gouge depth was 4 mm,
Figure 10a) and to 417 MPa (when the gouge depth was 4.5 mm), respectively (
Figure 10b). The dent’s factor changed the maximal stress location from the defect’s centre to the dent’s edge. Therefore, the simulation of the dent of variable depth and several gouges in the centre and on the perimeter of the dent’s edge was the next step of investigation.
As demonstrated above, using FEM modelling of the combined defects allows for evaluation of the danger and accident risk for the pipeline by determining the values of the local stresses at the location of these defects under various working pressures and the dimensions of actual defects. However, experimental validation of the model should be performed. In this way, modelling of the considered defects, as well as evaluating anisotropy of the pipeline’s metal, the effect of cycling loading under the pulsating pressure and the change in the temperature of the pipe could be performed. The authors intend to address this problem and to perform the validation of the model in further research.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}