Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel

 , and
, and
Abstract
:1. Introduction
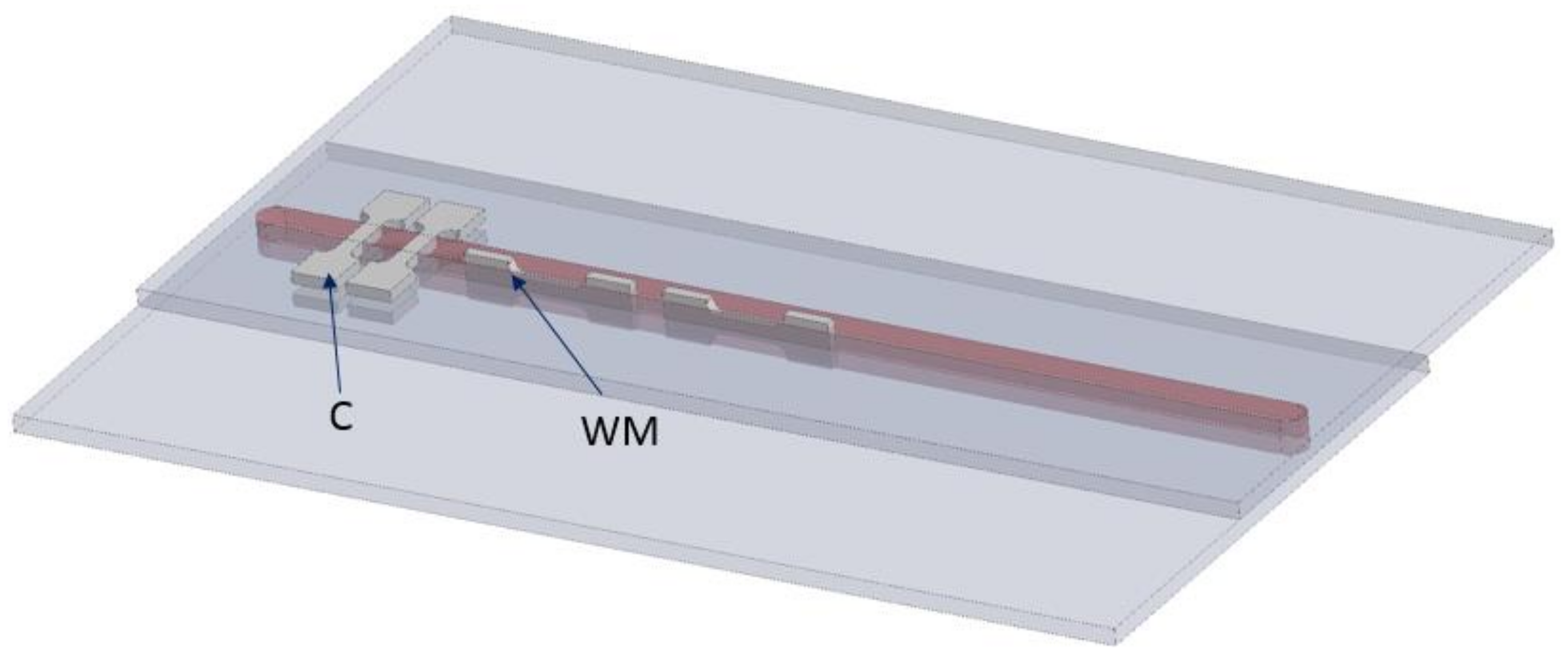
2. Materials and Methods
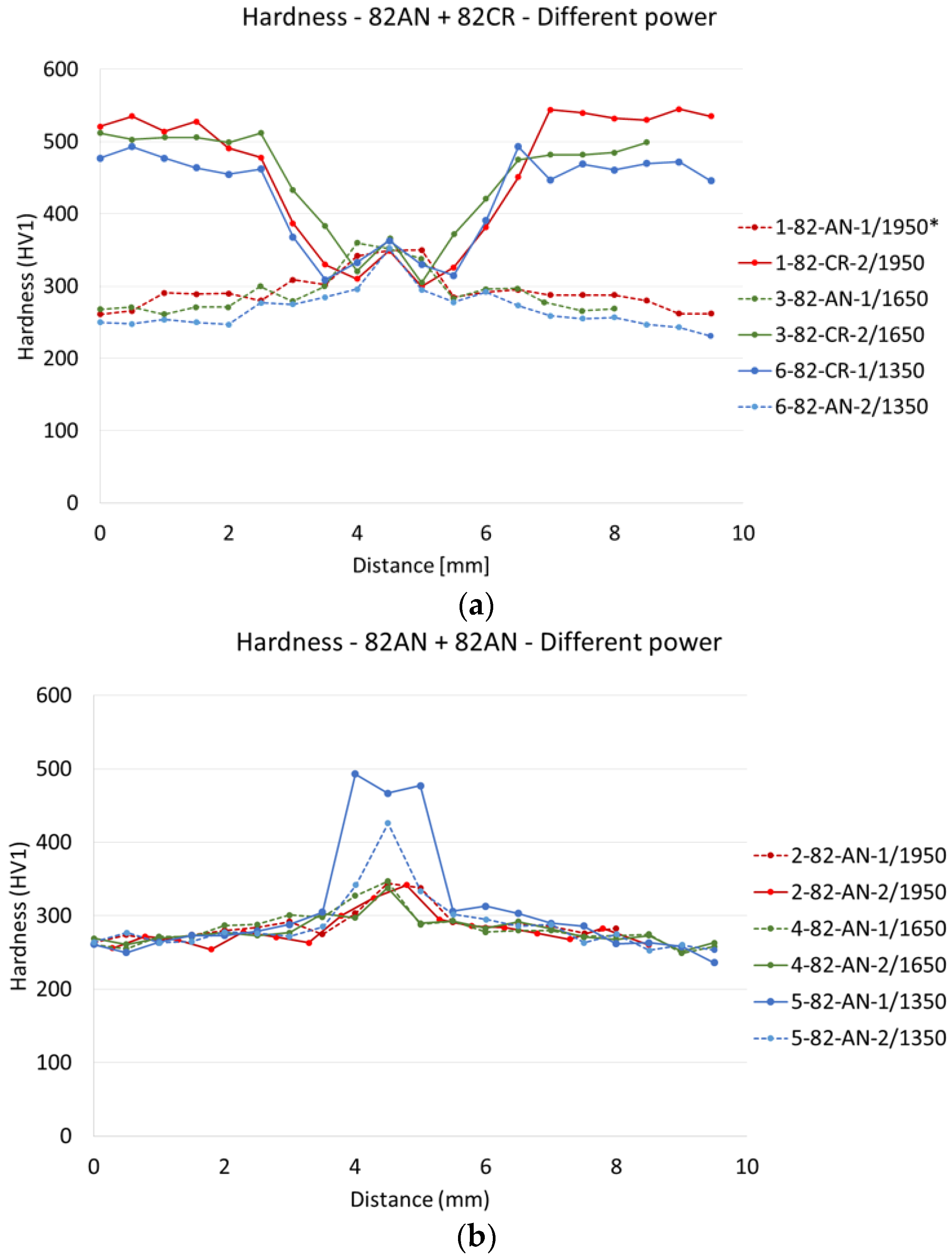
- For 1350 W: 0.0675 kJ/mm
- For 1650 W: 0.0825 kJ/mm
- For 1950 W: 0.0975 kJ/mm
3. Results and Discussion
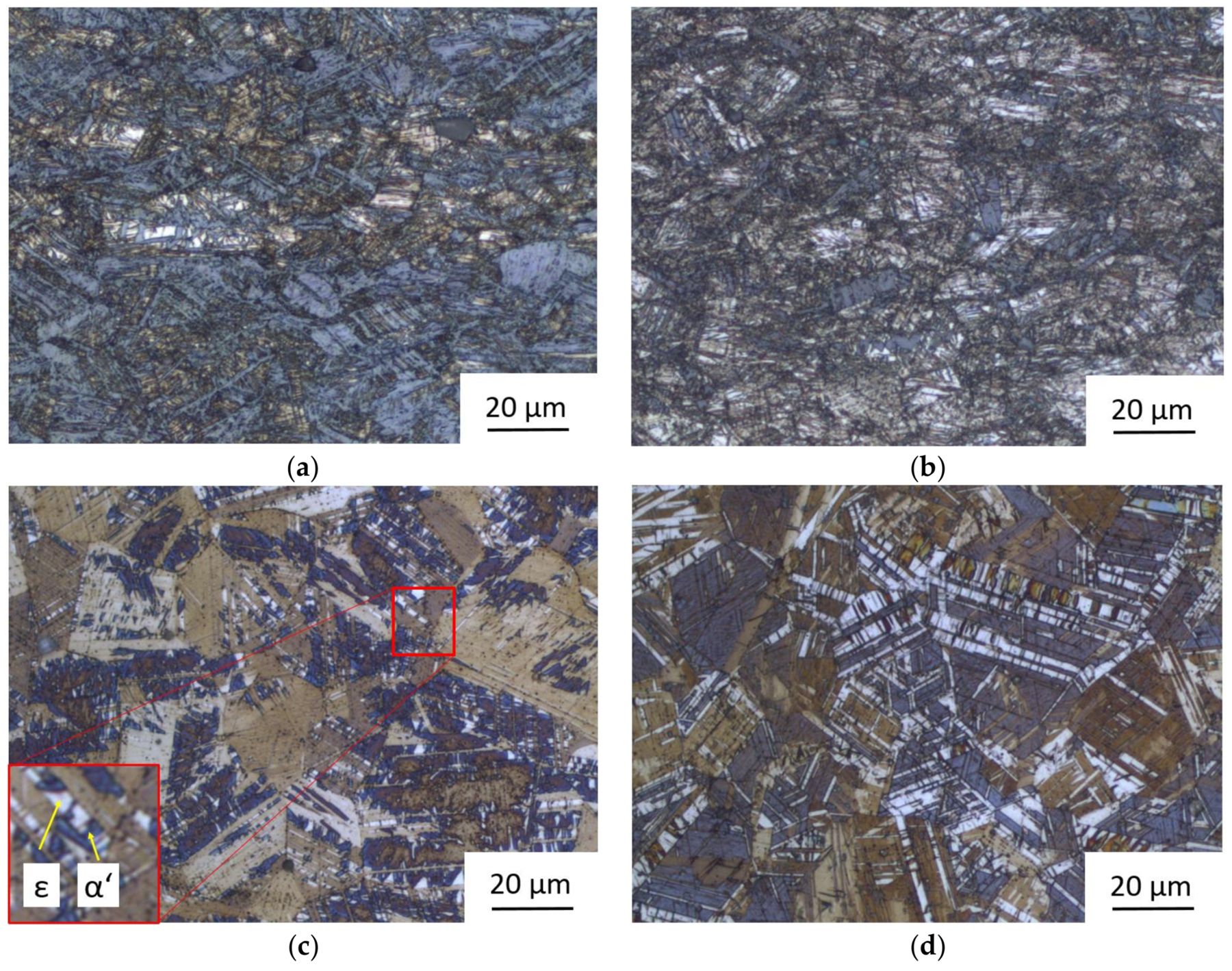
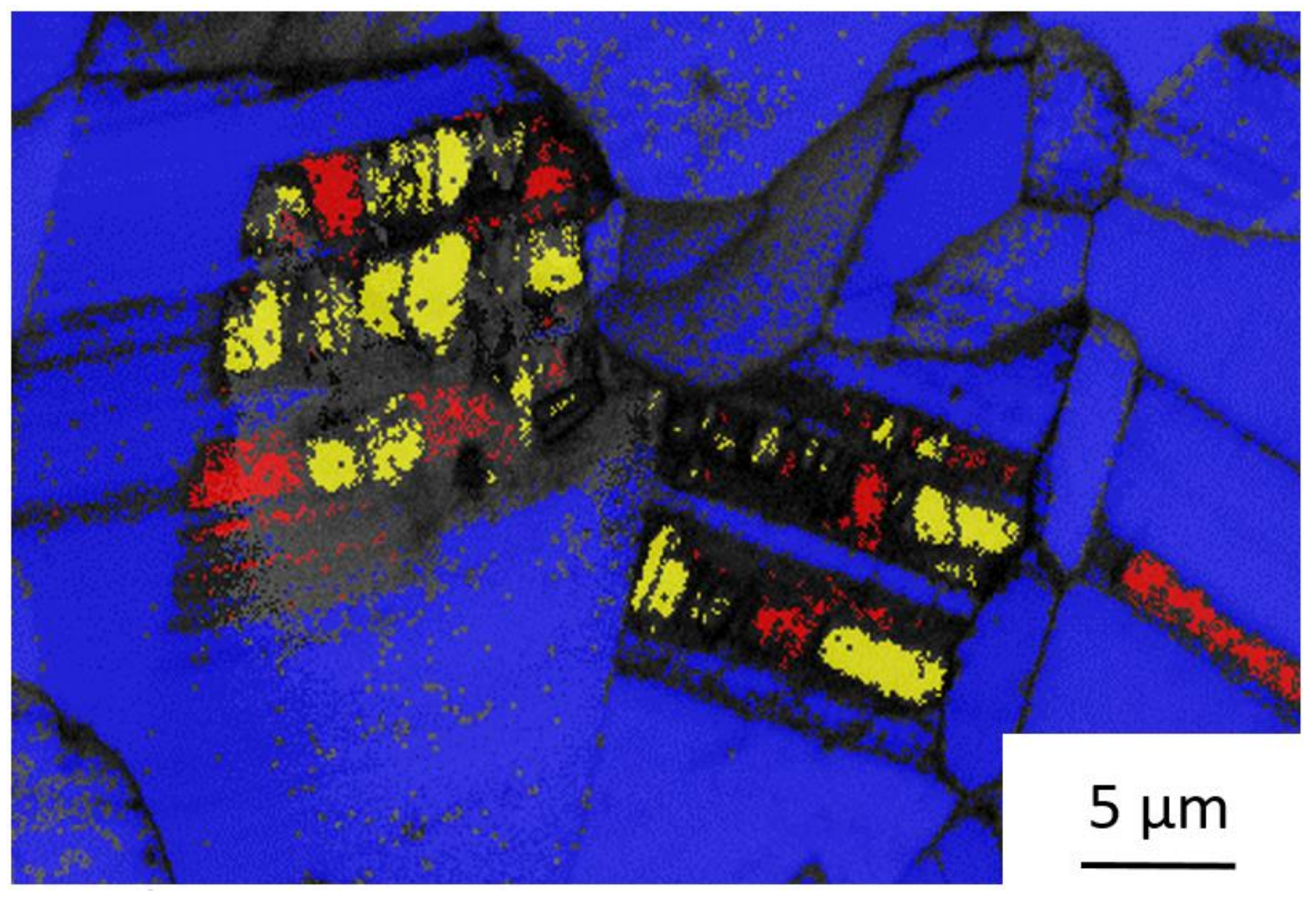
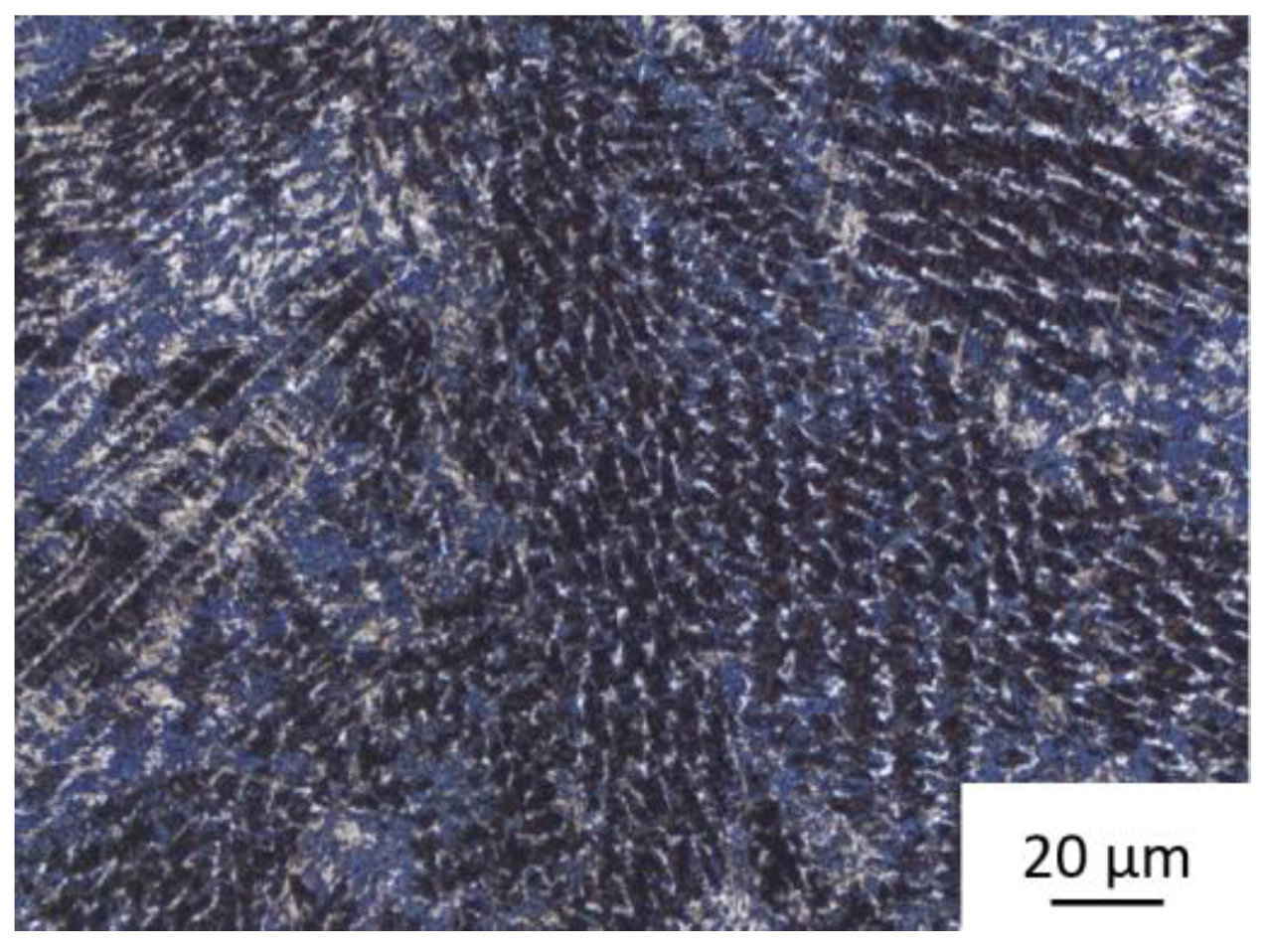
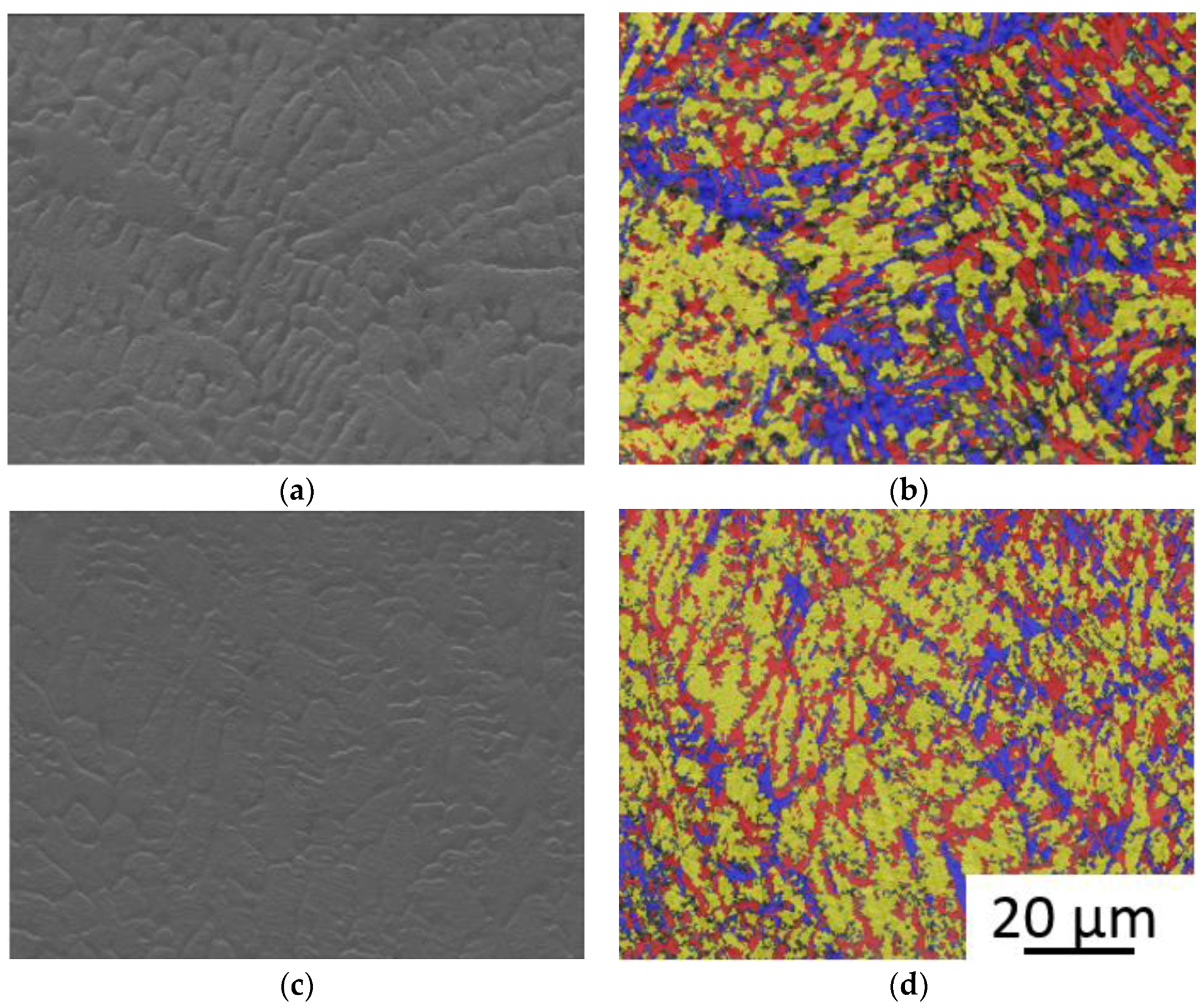
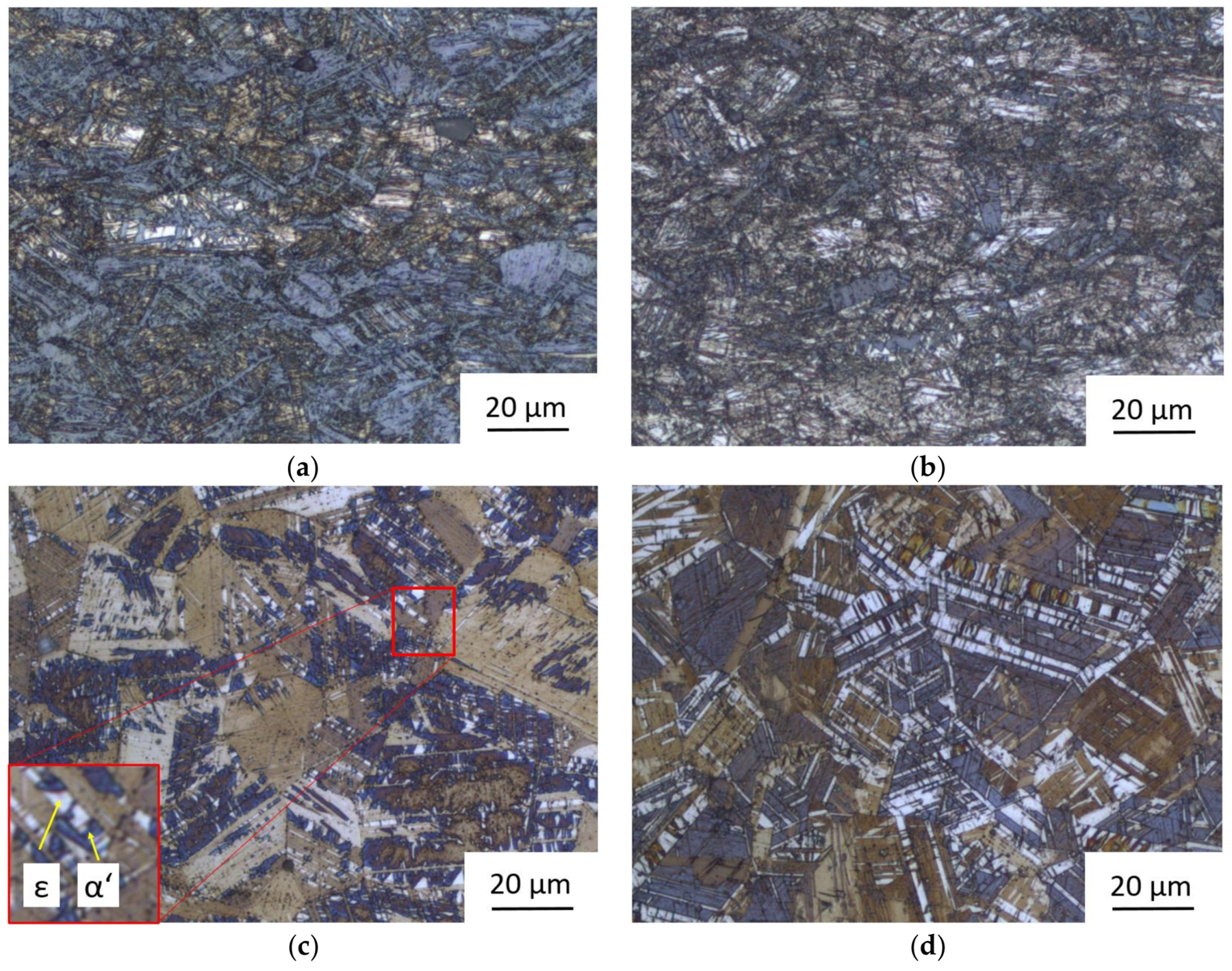
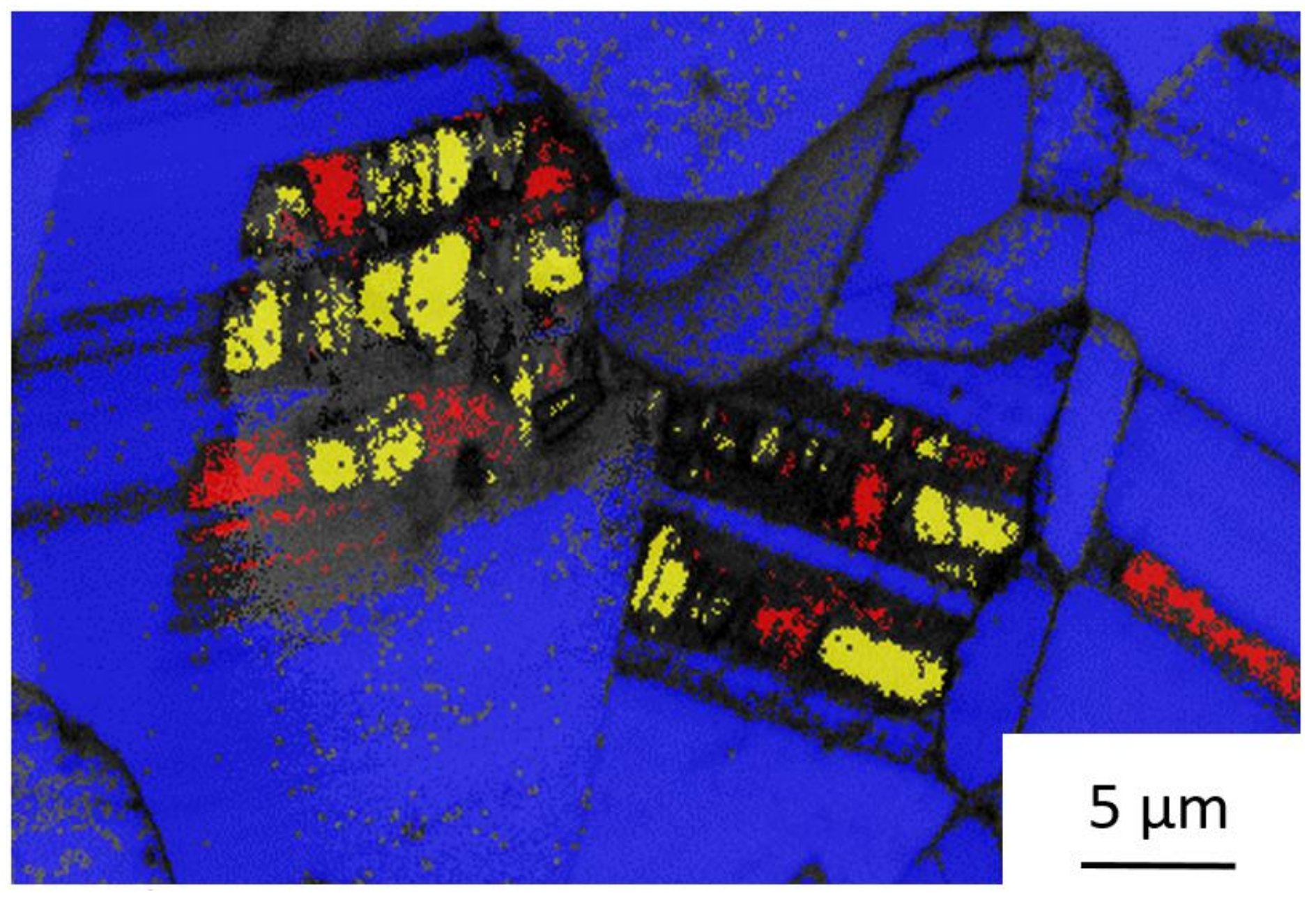
3.1. Microstructure Properties of Sheets in Initial States before Welding
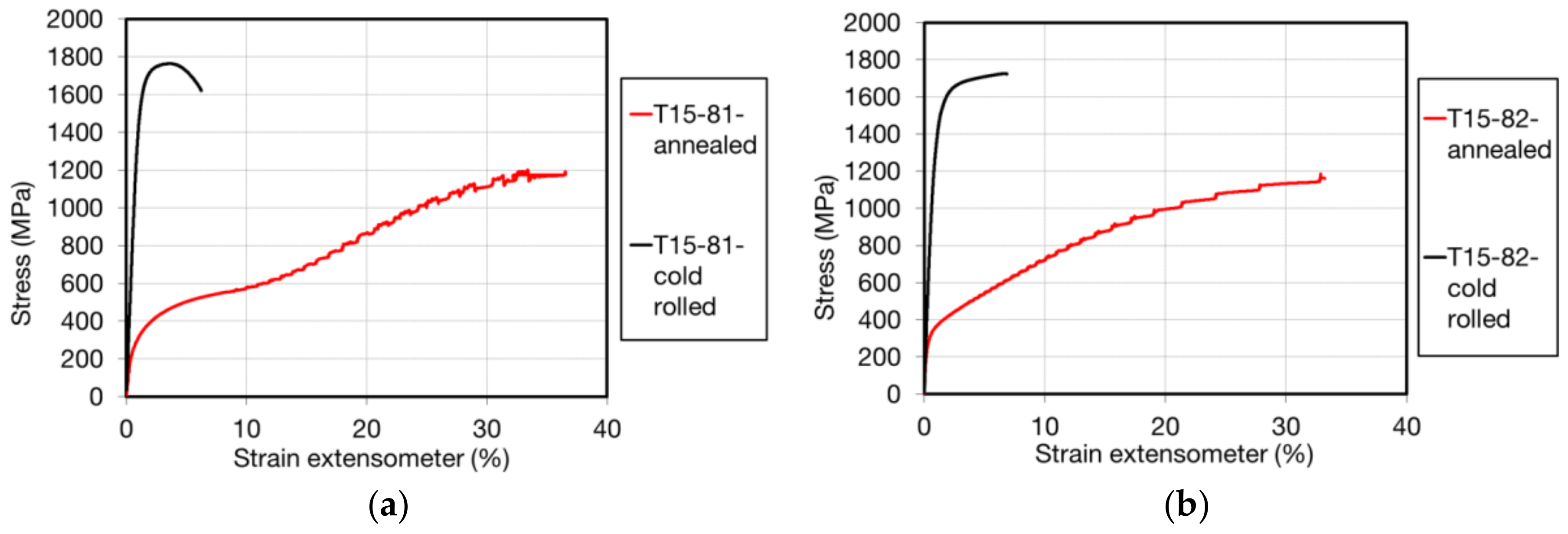
3.2. Mechanical Properties of Sheets in Initial States before Welding
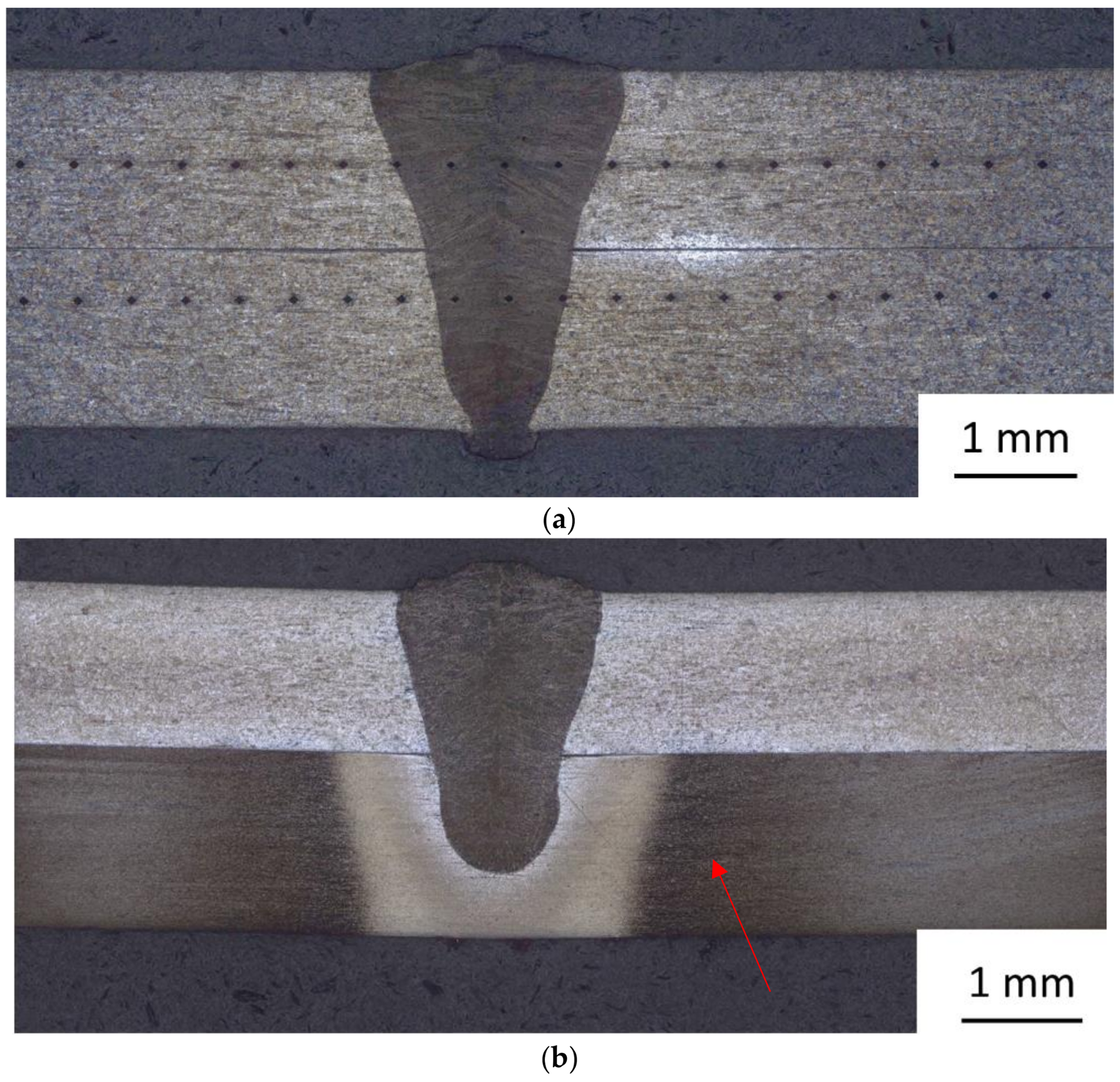
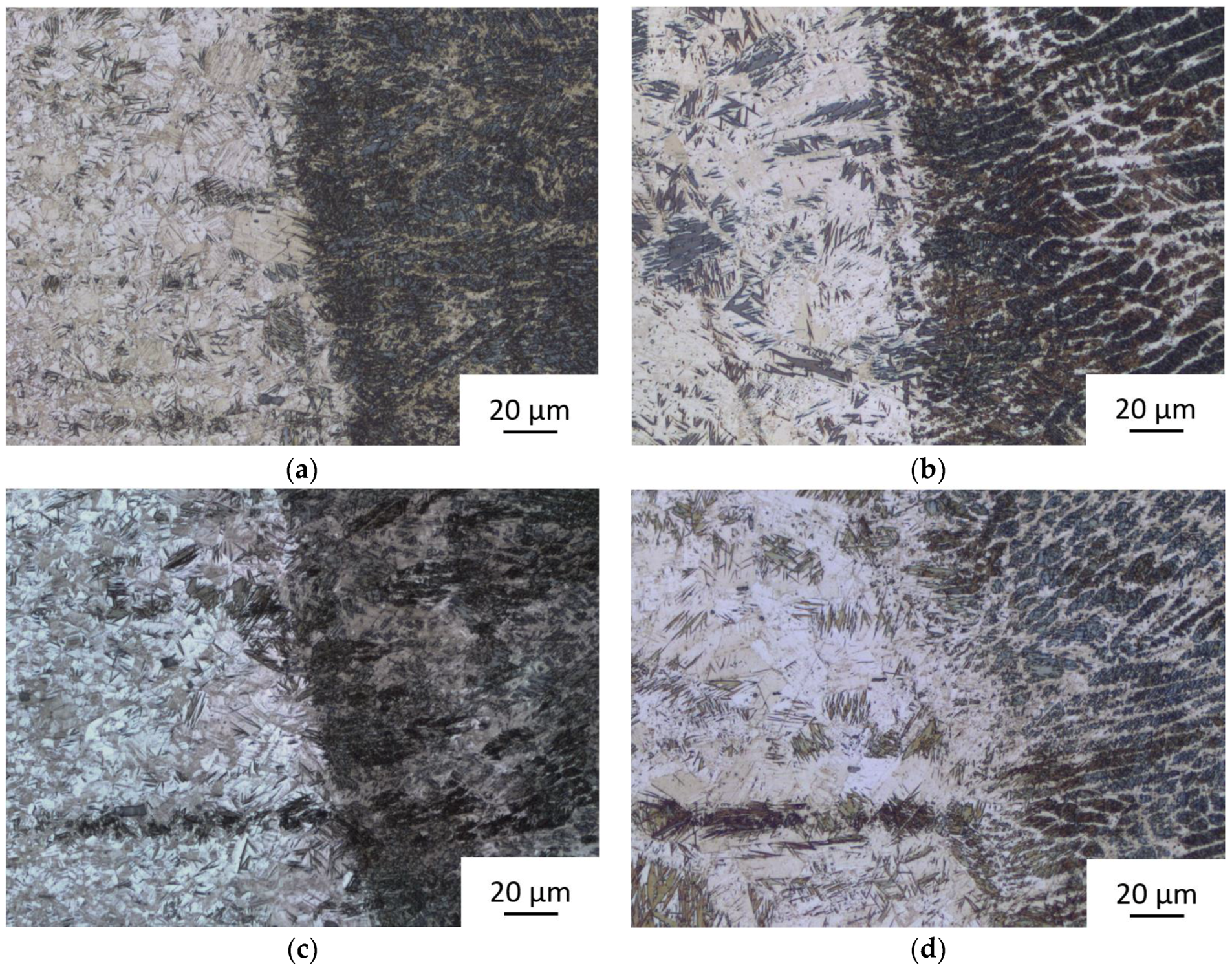
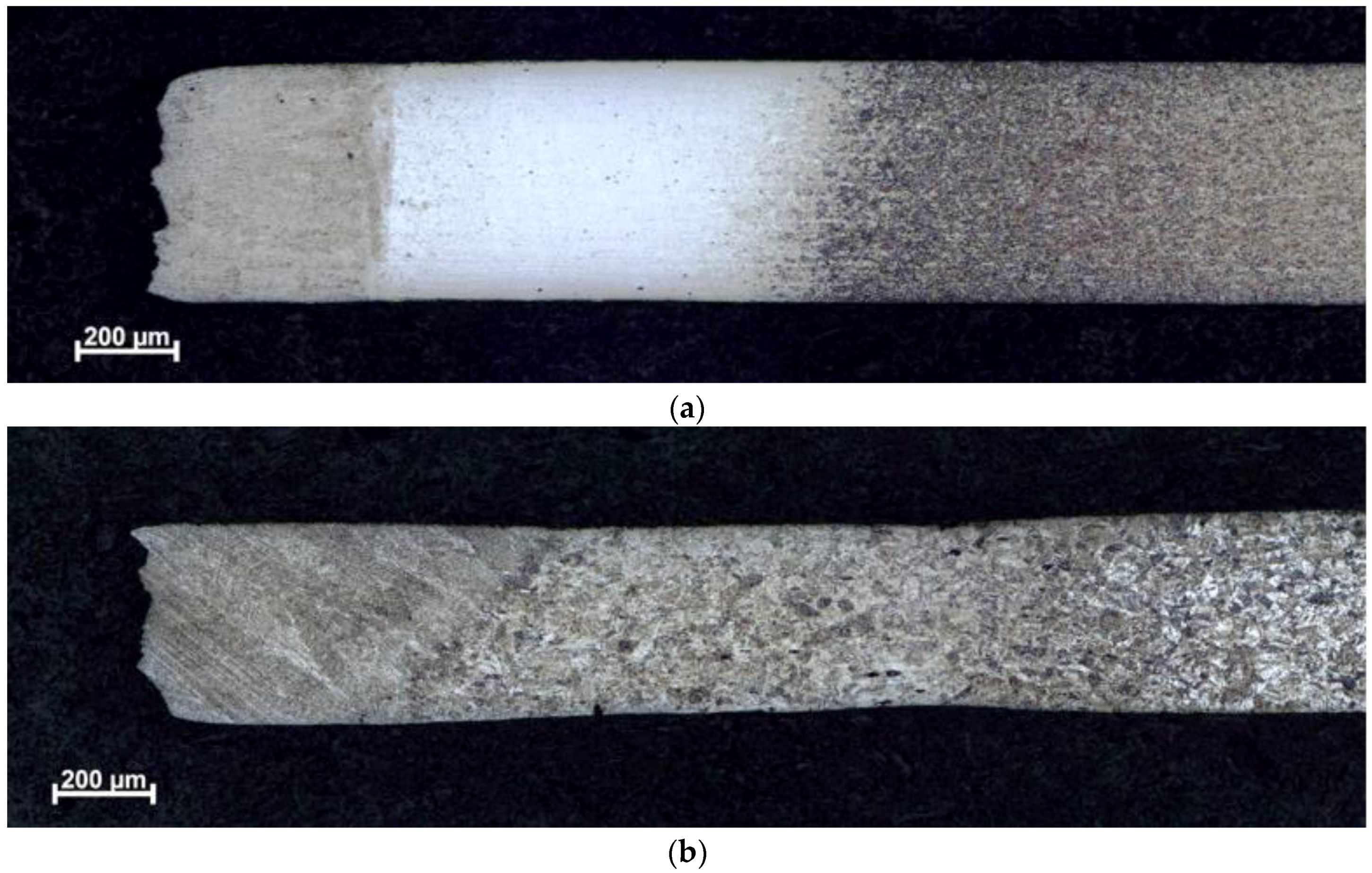
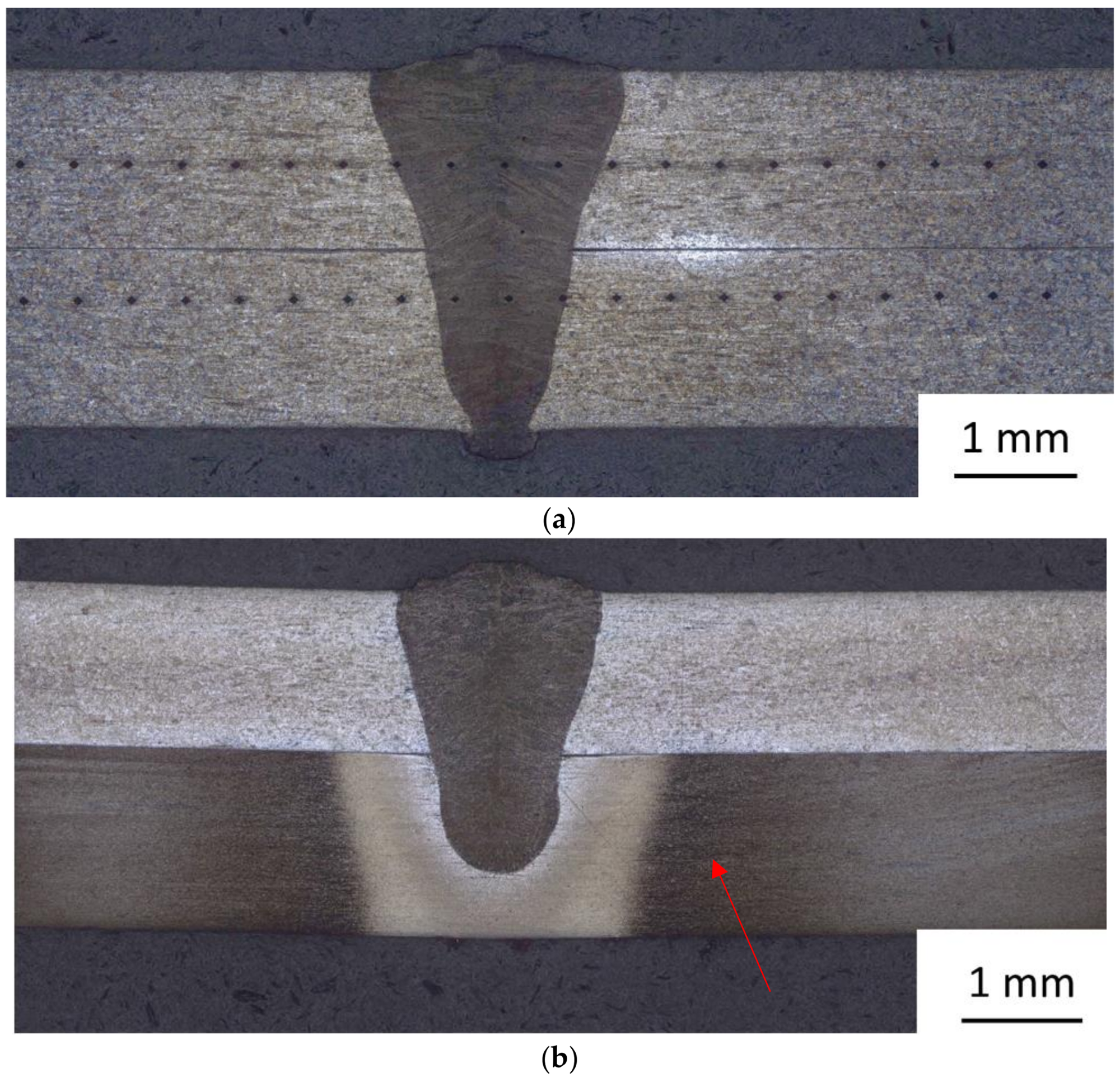
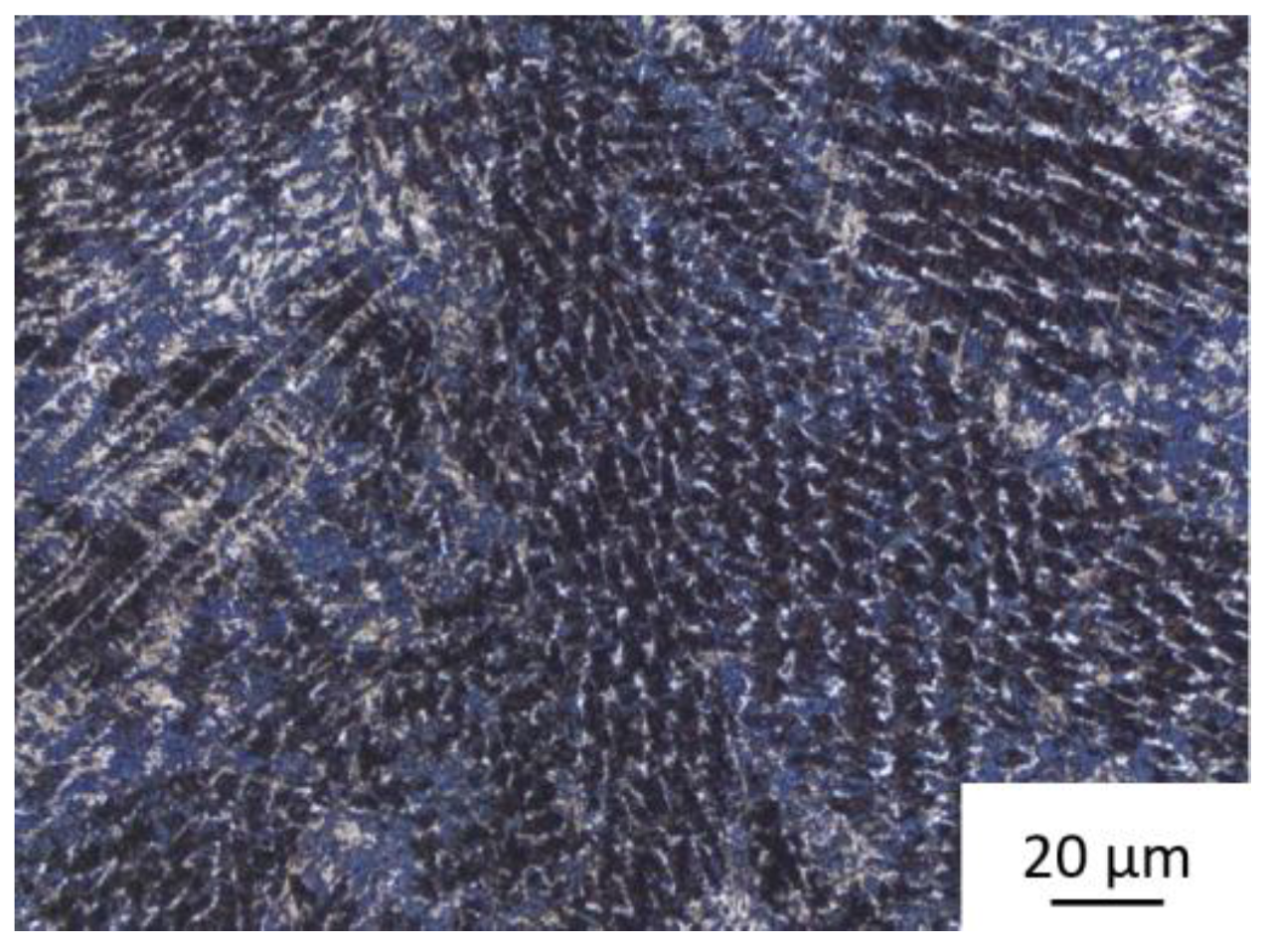
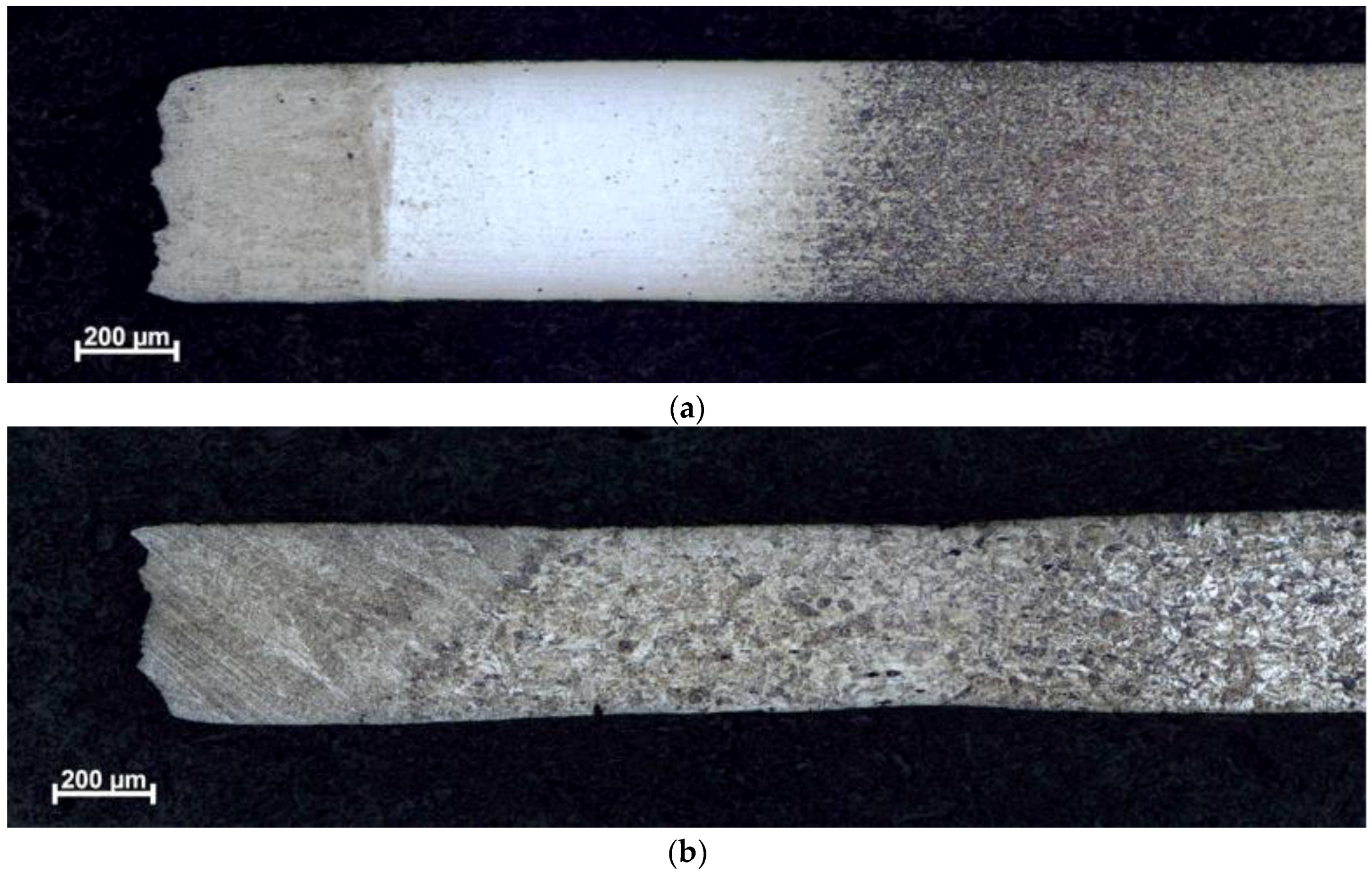
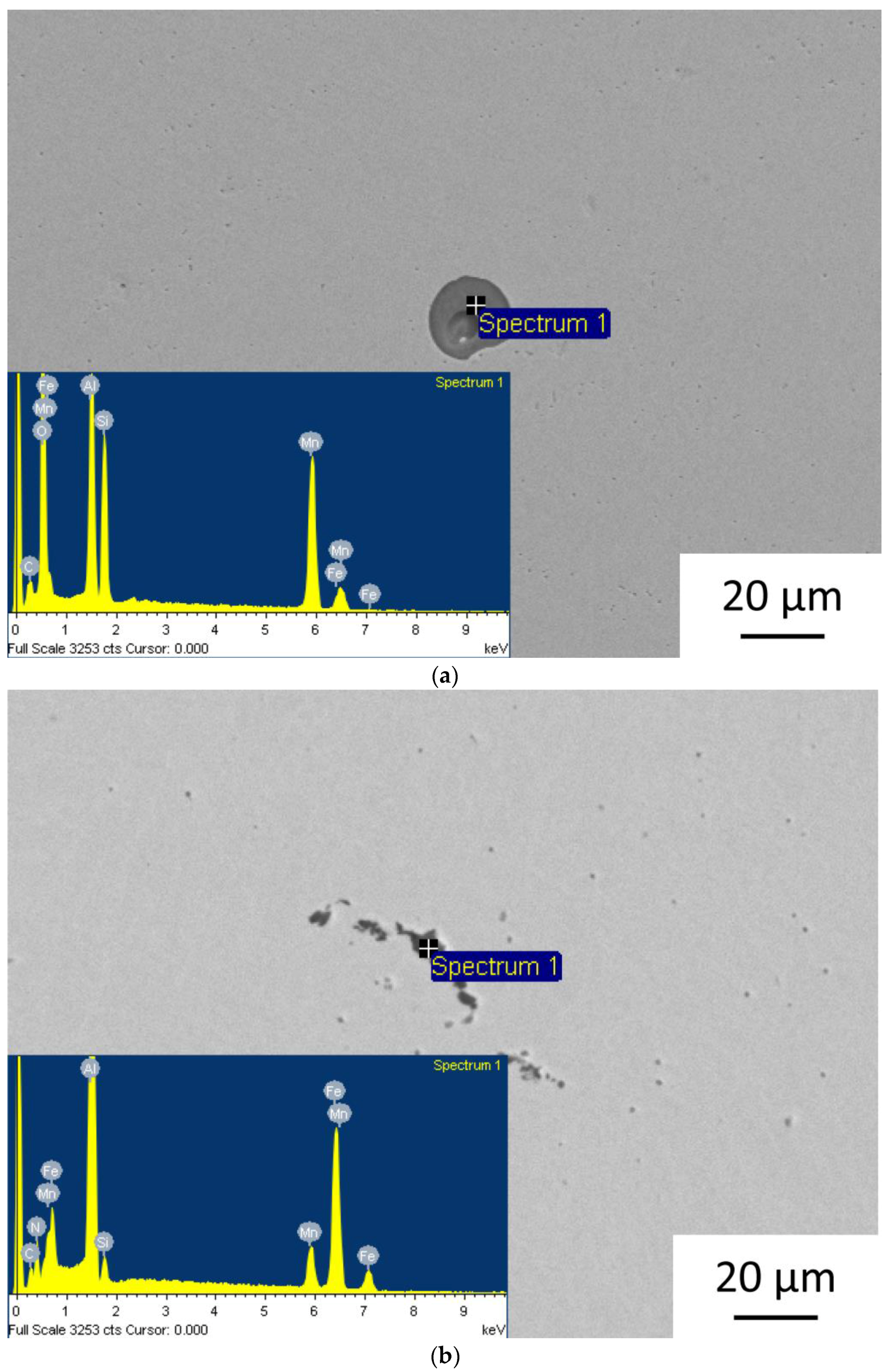
3.3. Microstructure of the Welds
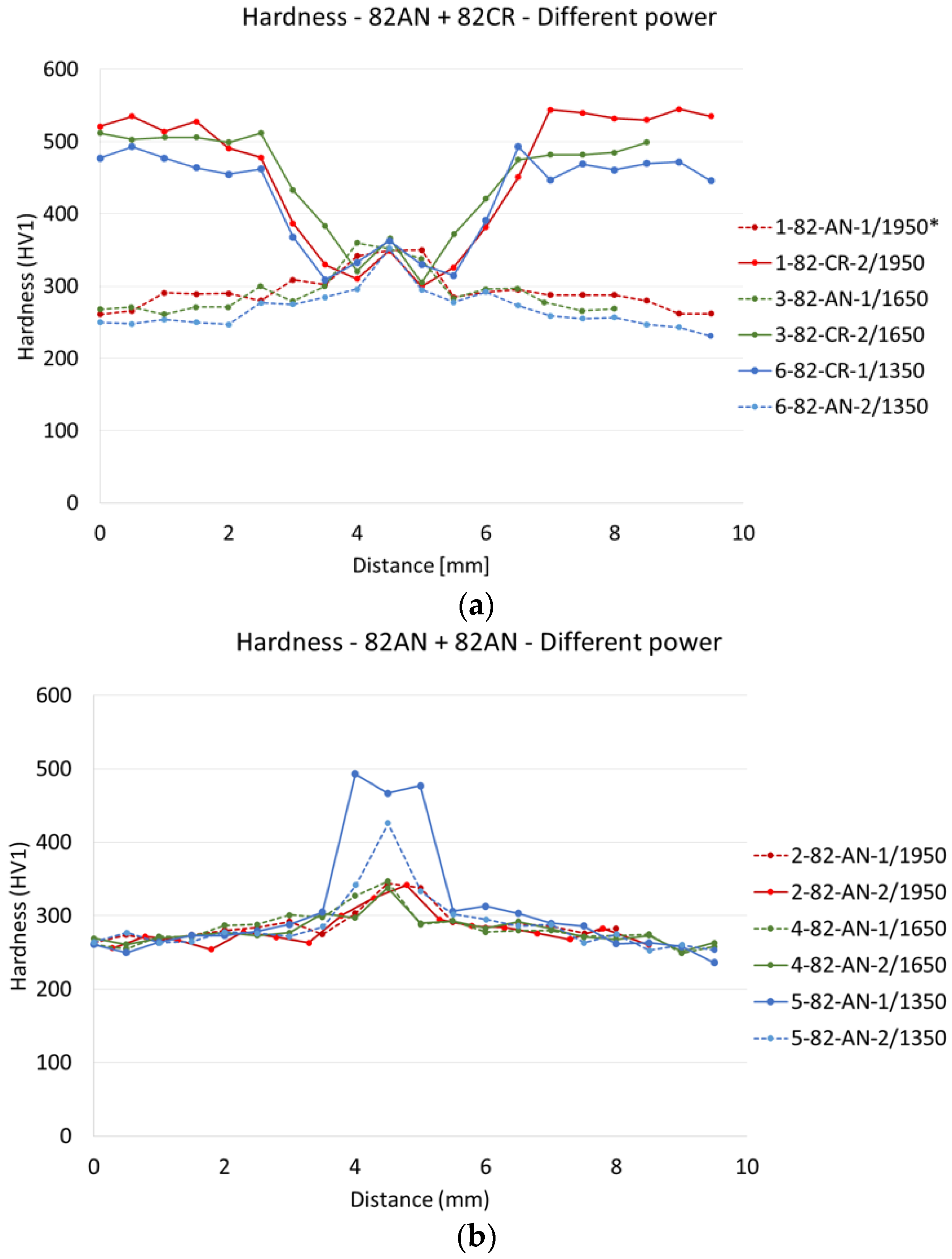
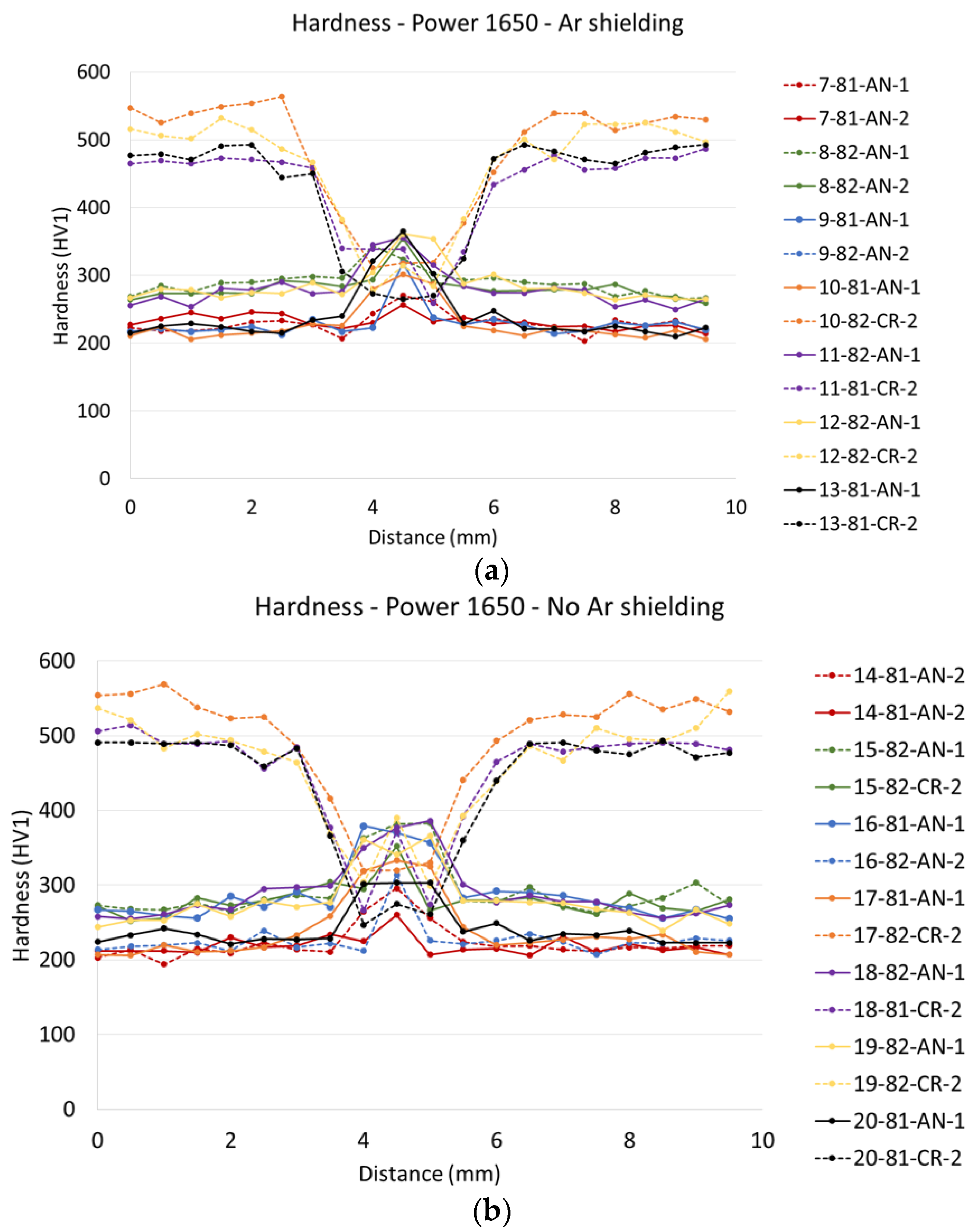
3.4. Microhardness of the Welds
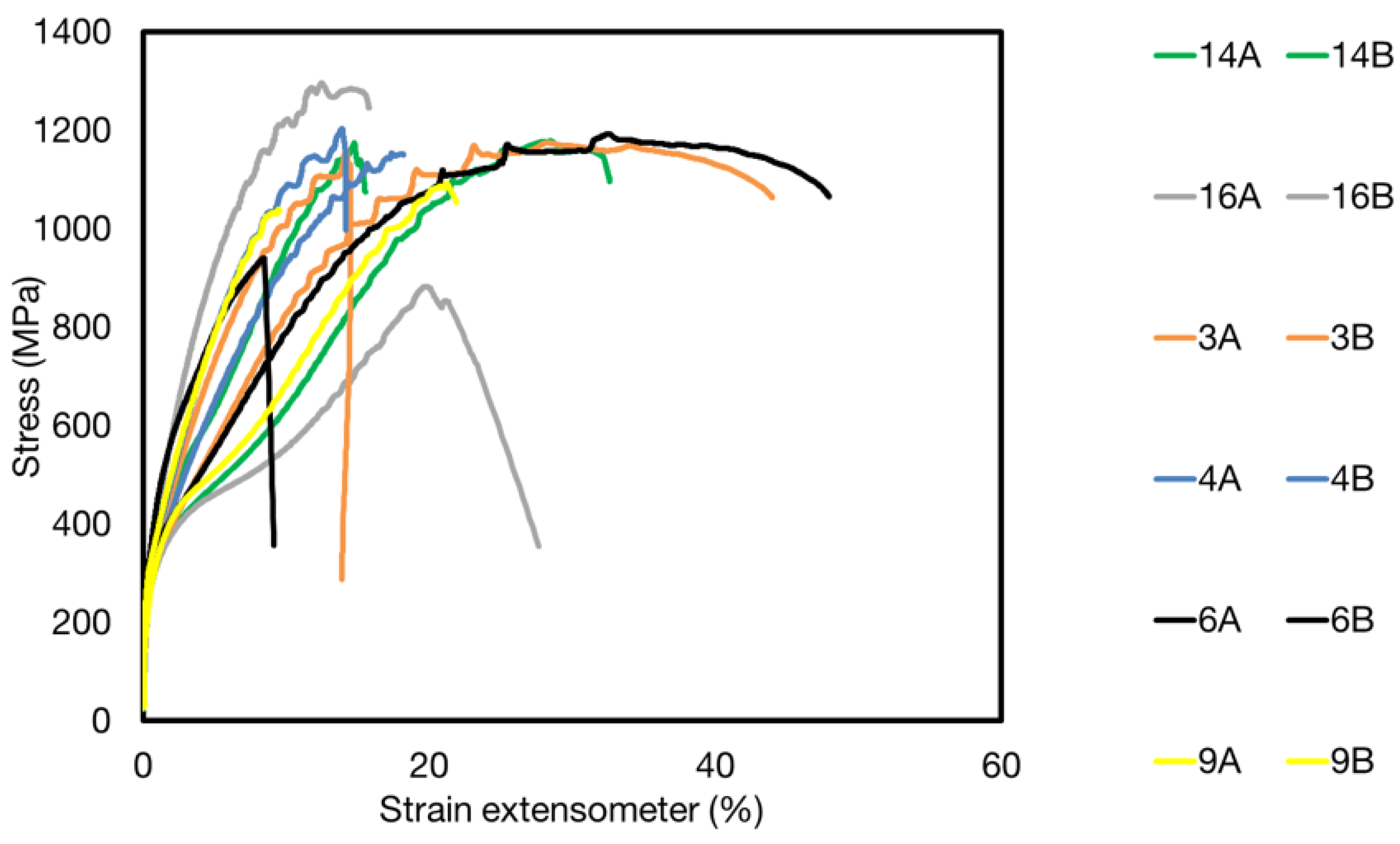
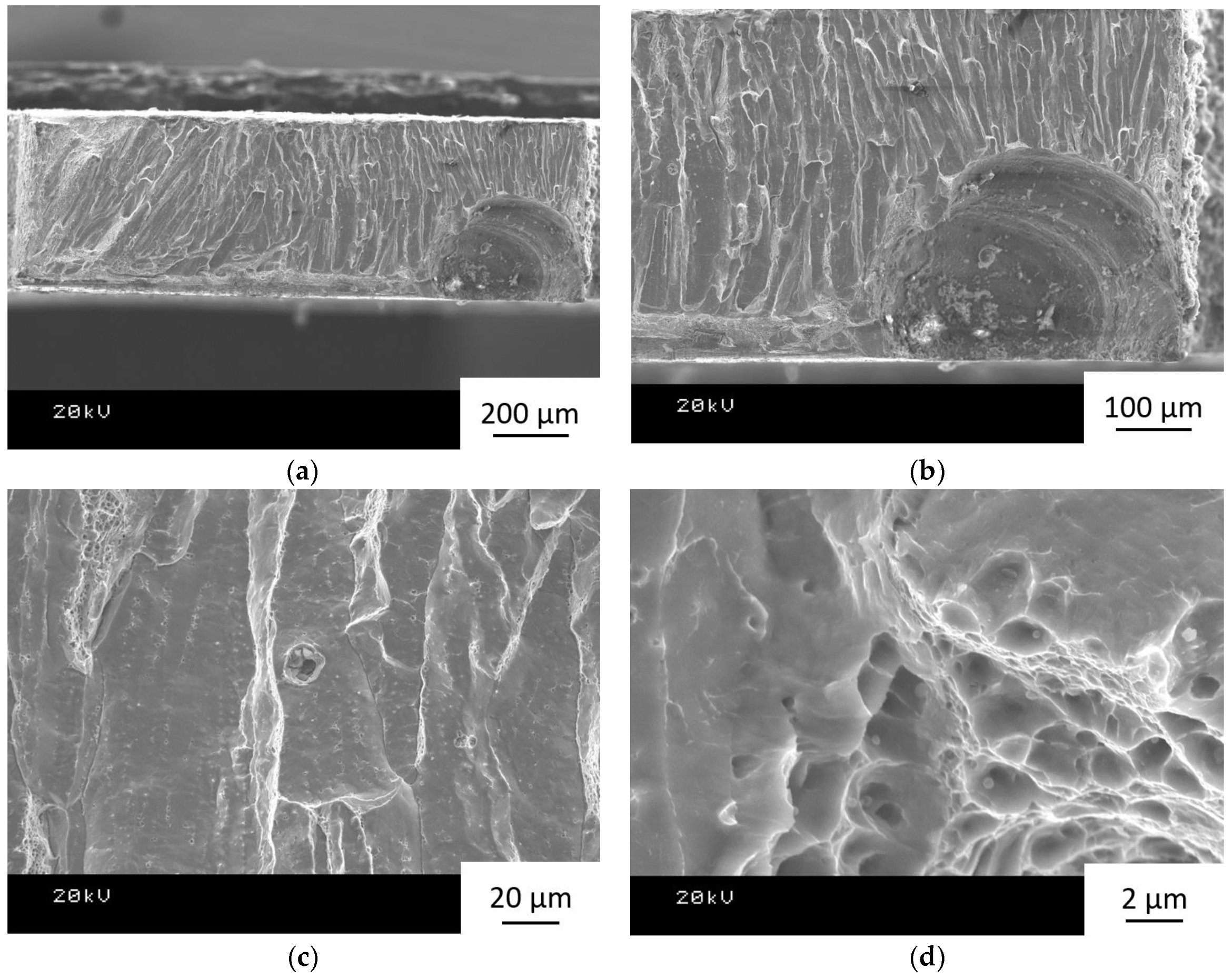
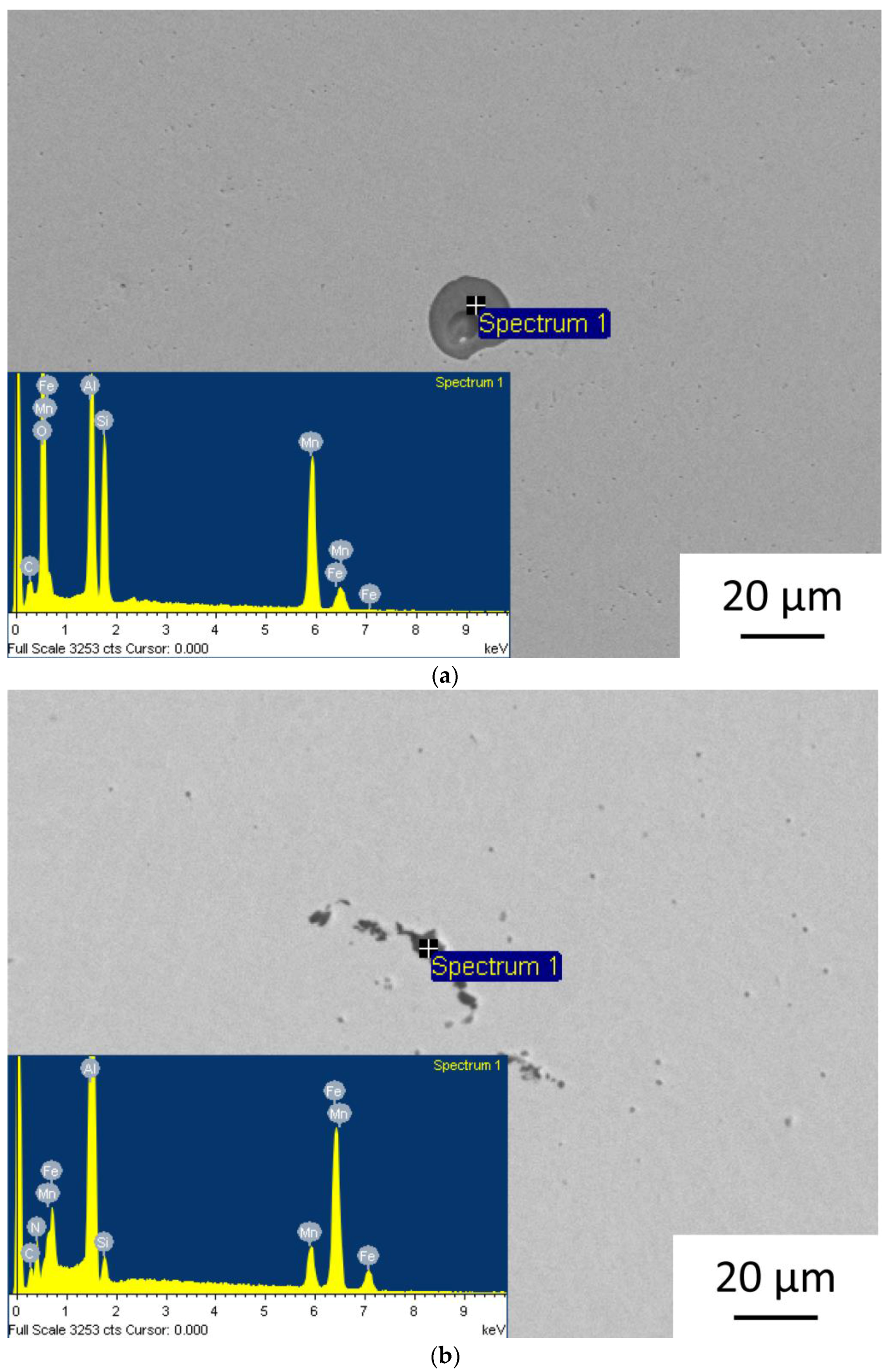
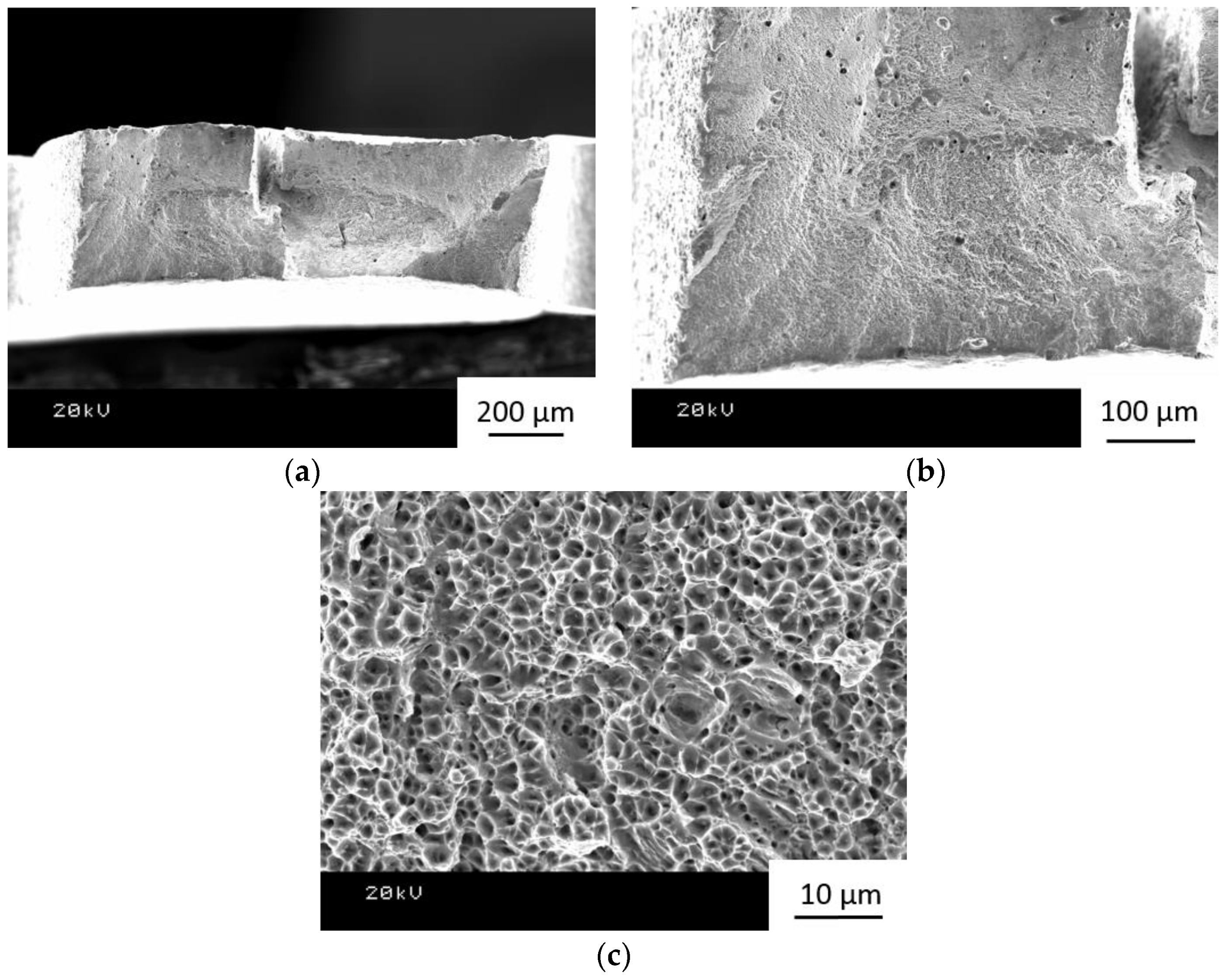
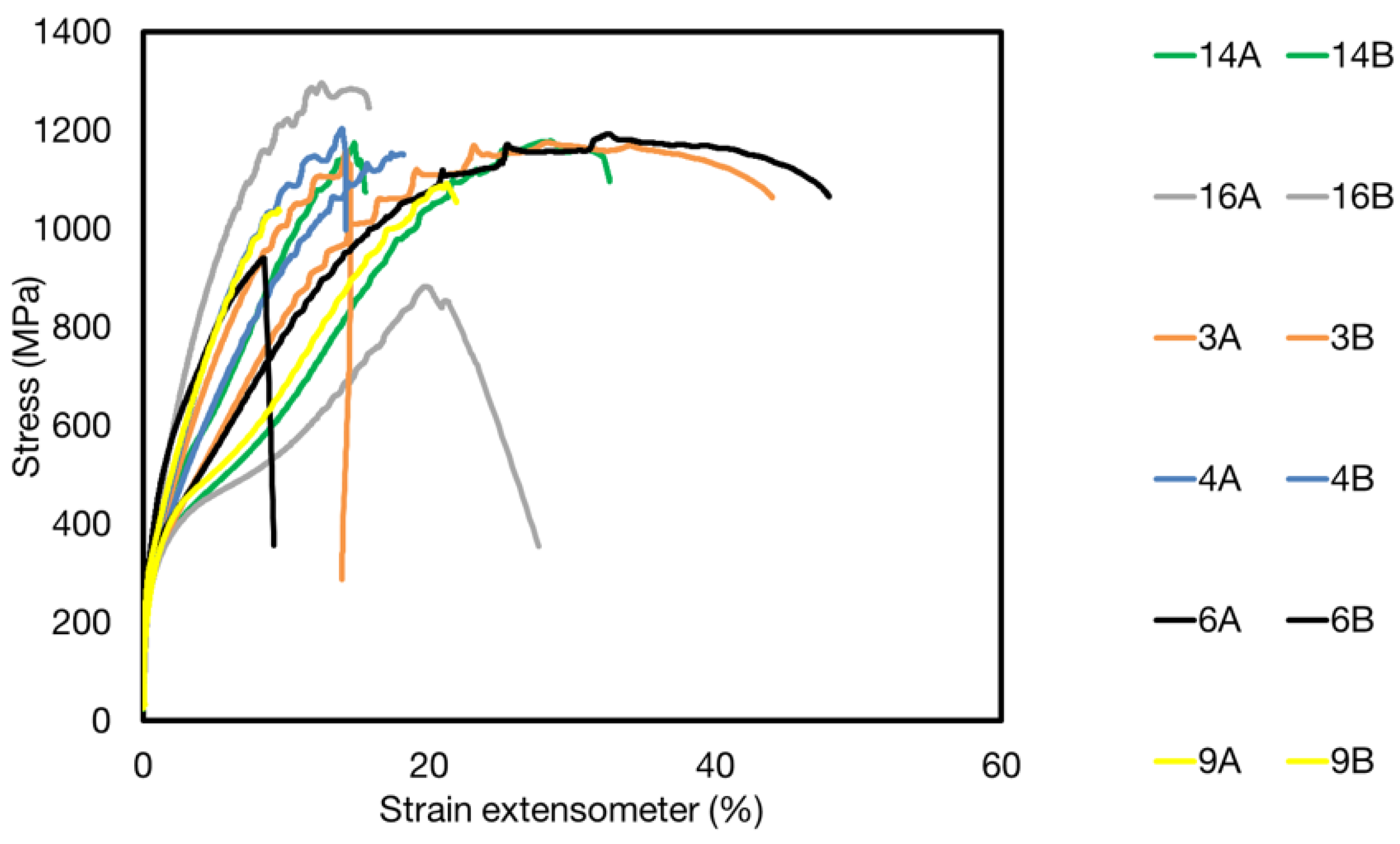
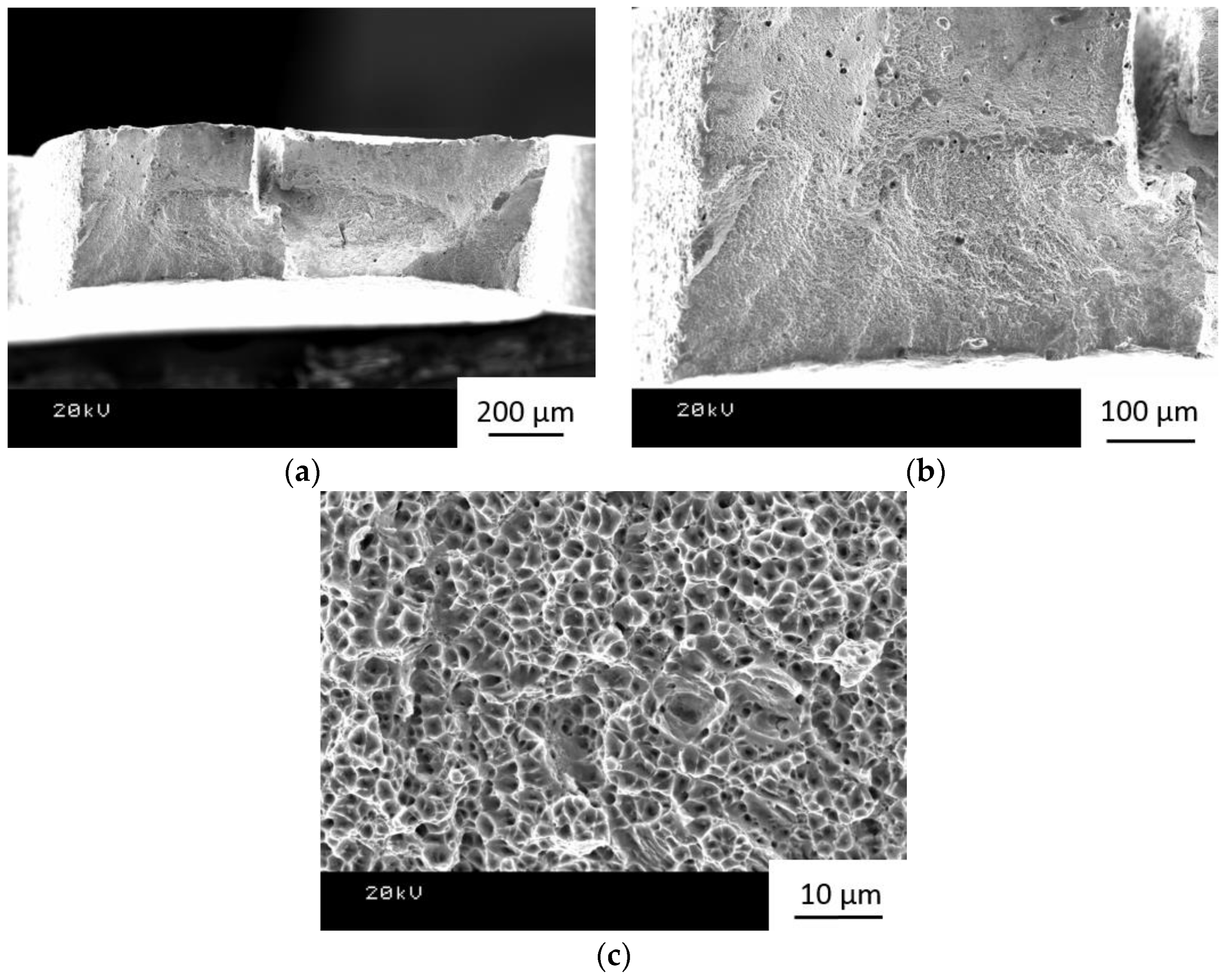
3.5. Mechanical Properties according to Miniature Tensile Tests
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kim, Y.G.; Kim, T.W.; Han, J.K.; Chang, R.W. Development of new austenitic Fe-Mn-Al-C steels for automotive applications. Key Eng. Mater. 1993, 84, 461–472. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U.; Neumann, P. Supra-ductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef]
- Escobar, D.P.; de Dafé, S.S.F.; Santos, D.B. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef]
- Saha, D.C.; Cho, Y.; Park, Y.D. Metallographic and fracture characteristics of resistance spot welded TWIP steels. Sci. Technol. Weld. Join. 2013, 18, 711–720. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, M.; Xiong, W.; Liu, R.; Shi, W.; Li, L. Microstructure and tensile properties of the laser welded TWIP steel and the deformation behavior of the fusion zone. Mater. Des. 2015, 83, 103–111. [Google Scholar] [CrossRef]
- Bleck, W. Characterisation of High Mn Steels by New Numerical and Experimental Tools. In Proceedings of the 1st International Conference on High Manganese Steels: HMnS 2011, Seoul, Korea, 15–18 May 2011. [Google Scholar]
- Asghari, A.; Zarei-Hanzaki, A.; Eskandari, M. Temperature dependence of plastic deformation mechanisms in a modified transformation-twinning induced plasticity steel. Mater. Sci. Eng. A 2013, 579, 150–156. [Google Scholar] [CrossRef]
- Song, S.W.; Kwon, Y.J.; Lee, T.; Lee, C.S. Effect of Al addition on low-cycle fatigue properties of hydrogen charged high-Mn TWIP steels. Mater. Sci. Eng. A 2016, 667, 421–430. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, S.K.; Lee, C.S.; Suh, D.-W.; Bhadeshia, H.K.D.H. Effect of aluminium on hydrogen-induced fracture behaviour in austenitic Fe-Mn-C steel. Proc. R. Soc. A 2012, 469. [Google Scholar] [CrossRef]
- Mujíca, L.; Weber, S.; Pinto, H.; Thomy, C.; Vollertsen, F. Microstructure and mechanical properties of laser-welded joints of TWIP and TRIP steels. Mater. Sci. Eng. A 2010, 527, 2071–2078. [Google Scholar] [CrossRef]
- Roncery, L.M.; Weber, S.; Theisen, W. Welding of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 997–1001. [Google Scholar] [CrossRef]
- Vander Voort, G. Metallography: Principles and Practice; McGraw-Hill Book Co.: New York, NY, USA, 1999. [Google Scholar]
- Philips, D.H. Fundamentals and Principles of High Energy Density Welding. In Welding Engineering: An Introduction; Wiley: Hoboken, NJ, USA, 2016; Volume 1. [Google Scholar]
- Rund, M.; Procházka, R.; Konopík, P.; Džugan, J.; Folgar, H. Investigation of Sample-size Influence on Tensile Test Results at Different Strain Rates. Procedia Eng. 2015, 114, 410–415. [Google Scholar] [CrossRef]
- Konopik, P.; Dzugan, J.; Rund, M. Determination of Fracture Toughness in the Upper Shelf Region Using Small Sample Test Techniques. In Proceedings of the Metal 2015: 24th International Conference on Metallurgy and Materials, Brno, Czech Republic, 3–5 June 2015; pp. 710–715. [Google Scholar]
- Dzugan, J.; Konopik, P.; Rund, M.; Prochazka, R. Determination of Local Tensile and Fatigue Properties with the Use of Sub-Sized Specimens. In ASME 2015 Pressure Vessels and Piping Conference Volume 1A: Codes and Standards, Boston, MA, USA, 19–23 July 2015; ASME: New York, NY, USA; ISBN 978-0-79-185692-5.
- Dzugan, J.; Prochazka, R.; Konopik, P. Low Cycle Fatigue Tests with the Use of Miniaturized Test Specimens. In Proceedings of the Pressure Vessels and Piping (PVP-2017), Waikoloa, HI, USA, 16–20 July 2017. [Google Scholar]
- Podany, P.; Martinek, P. Thermomechanical processing of micro-alloyed steel. Mater. Tehnol. 2014, 48, 855–859. [Google Scholar]
- Podany, P.; Dlouhy, J.; Koukolikova, M.; Martinek, P.; Prochazka, R.; Kubina, T.; Duchek, M. Phase Composition of 15Mn-0.1C-0.4/1.4Al-Si TRIP/TWIP Steels after Cold Rolling and Annealing. In Proceedings of the 2016 7th International Conference on Mechanical and Aerospace Engineering (ICMAE), London, UK, 18–20 July 2016; pp. 121–126. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat No. | Element (wt %) | ||||
|---|---|---|---|---|---|
| Mn | Si | Al | C | Fe | |
| T15/81 | 15.1 | 1.58 | 0.40 | 0.12 | bal. |
| T15/82 | 15.0 | 1.54 | 1.40 | 0.10 | bal. |
| Sample ID | Power (W) | Shielding Gas | Sheets Combination |
|---|---|---|---|
| 1 | 1950 | Ar | T15-82a 1 + T15-82c 2 |
| 2 | 1950 | Ar | T15-82a + T15-82a |
| 3 | 1650 | Ar | T15-82a + T15-82c |
| 4 | 1650 | Ar | T15-82a + T15-82a |
| 5 | 1350 | Ar | T15-82a + T15-82a |
| 6 | 1350 | Ar | T15-82c + T15-82a |
| 7 | 1650 | Ar | T15-81a + T15-81a |
| 8 | 1650 | Ar | T15-82a + T15-82a |
| 9 | 1650 | Ar | T15-81a + T15-82a |
| 10 | 1650 | Ar | T15-81a + T15-82c |
| 11 | 1650 | Ar | T15-82a + T15-81c |
| 12 | 1650 | Ar | T15-82a + T15-82c |
| 13 | 1650 | Ar | T15-81a + T15-81c |
| 14 | 1650 | - | T15-81a + T15-81a |
| 15 | 1650 | - | T15-82a + T15-82a |
| 16 | 1650 | - | T15-81a + T15-82a |
| 17 | 1650 | - | T15-81a + T15-82c |
| 18 | 1650 | - | T15-81c + T15-82a |
| 19 | 1650 | - | T15-82a + T15-82c |
| 20 | 1650 | - | T15-81a + T15-81c |
| Sheet | γ (FCC) | α’ (BCC) | ε (HCP) |
|---|---|---|---|
| T15-81-cold rolled | 10.0 | 72.0 | 18.0 |
| T15-82-cold rolled | 11.0 | 62.0 | 27.0 |
| T15-81-annealed | 37.9 | 32.5 | 29.6 |
| T15-81-annealed | 43.1 | 8.5 | 48.4 |
| Specimen | YS (MPa) | TS (MPa) | A5 (%) |
|---|---|---|---|
| T15-81-cold rolled | 1472 | 1742 | 7 |
| T15-82-cold rolled | 1264 | 1718 | 7 |
| T15-81-annealed | 257 | 1200 | 38 |
| T15-82-annealed | 300 | 1184 | 34 |
| Weld Specimen | YS (MPa) | TS (MPa) | A5 (%) | Weld Specimen | YS (MPa) | TS (MPa) | A5 (%) |
|---|---|---|---|---|---|---|---|
| 1_A | 305.6 | 1272.1 | 33.0 | 11_A | 511.9 | 1184.7 | 17.0 |
| 1_B | 262.6 | 1270.5 | 15.5 | 11_B | 284.2 | 1224.8 | 32.0 |
| 2_A | 281.8 | 1235.5 | 34.2 | 12_A | 440.1 | 1029.4 | 20.0 |
| 2_B | 289.5 | 1195.5 | 16.0 | 12_B | 401.4 | 1256.1 | 19.0 |
| 3_A | 294.2 | 1174.4 | 44.0 | 13_A | 305.8 | 1170.1 | 22.0 |
| 3_B | 277.3 | 1158.2 | 14.0 | 13_B | 542.5 | 946.7 | 6.7 |
| 4_A | 280.9 | 1203.7 | 14.0 | 14_A | 261.7 | 1143.4 | 15.5 |
| 4_B | 263.0 | 1154.1 | 18,2 | 14_B | 256.0 | 1177.5 | 32.5 |
| 5_A | 312.1 | 1149.9 | 38,8 | 15_A | 301.4 | 1271.3 | 20.0 |
| 5_B | 326.7 | 992.4 | 8.1 | 15_B | 306.3 | 936.9 | 9.5 |
| 6_A | 306.5 | 940.0 | 9.1 | 16_A | 250.7 | 870.8 | 27.5 |
| 6_B | 313.8 | 1192.6 | 47.6 | 16_B | 358.4 | 1295.4 | 16.0 |
| 7_A | 276.7 | 1207.0 | 21.2 | 17_A | 253.4 | 1257.0 | 18.5 |
| 7_B | 208.8 | 1176.9 | 33.3 | 17_B | 397.2 | 904.2 | 6.4 |
| 8_A | 285.0 | 1021.1 | 8.9 | 18_A | 281.5 | 1202.8 | 16.3 |
| 8_B | 310.0 | 1215.8 | 9.5 | 18_B | 358.5 | 595.5 | 3.0 |
| 9_A | 224.5 | 1081.8 | 2.0 | 19_A | 235.2 | 1054.6 | 10.0 |
| 9_B | 307.3 | 1038.9 | 6.5 | 19_B | 146.9 | 290.7 | 2.3 |
| 10_A | 306.6 | 913.0 | 10.0 | 20_A | 271.0 | 1120.0 | 21.0 |
| 10_B | 275.0 | 1207.9 | 17.5 | 20_B | 280.0 | 1148.0 | 20.4 |
| Weld Specimen | YS (MPa) | TS (MPa) | A5 (%) | Weld Specimen | YS (MPa) | TS (MPa) | A5 (%) |
|---|---|---|---|---|---|---|---|
| 1_1 | - | 791.4 | 0.1 | 11_1 | 397.0 | 1010.9 | 3.2 |
| 1_2 | - | 837.3 | 0.1 | 11_2 | 388.9 | 887.6 | 2.5 |
| 2_1 | - | 842.0 | 0.2 | 12_1 | 342.8 | 690.6 | 1.2 |
| 2_2 | - | 781.0 | 0.2 | 12_2 | 364.7 | 1000.0 | 2.4 |
| 3_1 | - | 858.6 | 0.2 | 13_1 | 374.5 | 1291.2 | 12.2 |
| 3_2 | - | 622.6 | 0.3 | 13_2 | 309.7 | 1236.9 | 9.7 |
| 4_1 | 1046.4 | 1094.6 | 0.4 | 14_1 | 278.7 | 1010.7 | 6.8 |
| 4_2 | - | 834.6 | 0.2 | 14_2 | 262.2 | 1119.4 | 5.7 |
| 5_1 | 401.0 | 982.0 | 2.8 | 15_1 | 658.8 | 784.4 | 1.2 |
| 5_2 | 379.1 | 948.3 | 2.3 | 15_2 | 618.5 | 649.5 | 1.7 |
| 6_1 | 370.1 | 909.8 | 5.5 | 16_1 | 428.1 | 943.9 | 4.2 |
| 6_2 | 414.7 | 1004.4 | 5.9 | 16_2 | 432.8 | 634.9 | 1.1 |
| 7_1 | 279.4 | 1044.6 | 7.5 | 17_1 | 366.8 | 648.6 | 2.4 |
| 7_2 | 284.1 | 1334.7 | 14.4 | 17_2 | 395.2 | 1085.3 | 4.4 |
| 8_1 | 374.3 | 655.9 | 0.8 | 18_1 | 401.3 | 774.5 | 2.0 |
| 8_2 | 349.0 | 839.1 | 3.6 | 18_2 | 372.8 | 754.1 | 1.8 |
| 9_1 | 376.3 | 1019.8 | 2.9 | 19_1 | 420.2 | 944.8 | 2.3 |
| 9_2 | 369.5 | 970.1 | 3.9 | 19_2 | 404.5 | 595.2 | 2.6 |
| 10_1 | 315.4 | 1146.9 | 4.9 | 20_1 | 293.6 | 953.4 | 4.6 |
| 10_2 | 307.7 | 1175.2 | 5.1 | 20_2 | 282.8 | 1258.0 | 6.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Podany, P.; Reardon, C.; Koukolikova, M.; Prochazka, R.; Franc, A. Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel. Metals 2018, 8, 263. https://doi.org/10.3390/met8040263
Podany P, Reardon C, Koukolikova M, Prochazka R, Franc A. Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel. Metals. 2018; 8(4):263. https://doi.org/10.3390/met8040263
Chicago/Turabian StylePodany, Pavel, Christopher Reardon, Martina Koukolikova, Radek Prochazka, and Ales Franc. 2018. "Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel" Metals 8, no. 4: 263. https://doi.org/10.3390/met8040263
APA StylePodany, P., Reardon, C., Koukolikova, M., Prochazka, R., & Franc, A. (2018). Microstructure, Mechanical Properties and Welding of Low Carbon, Medium Manganese TWIP/TRIP Steel. Metals, 8(4), 263. https://doi.org/10.3390/met8040263