Machinability of Eco-Friendly Lead-Free Brass Alloys: Cutting-Force and Surface-Roughness Optimization


 , and
, and
Abstract
:1. Introduction
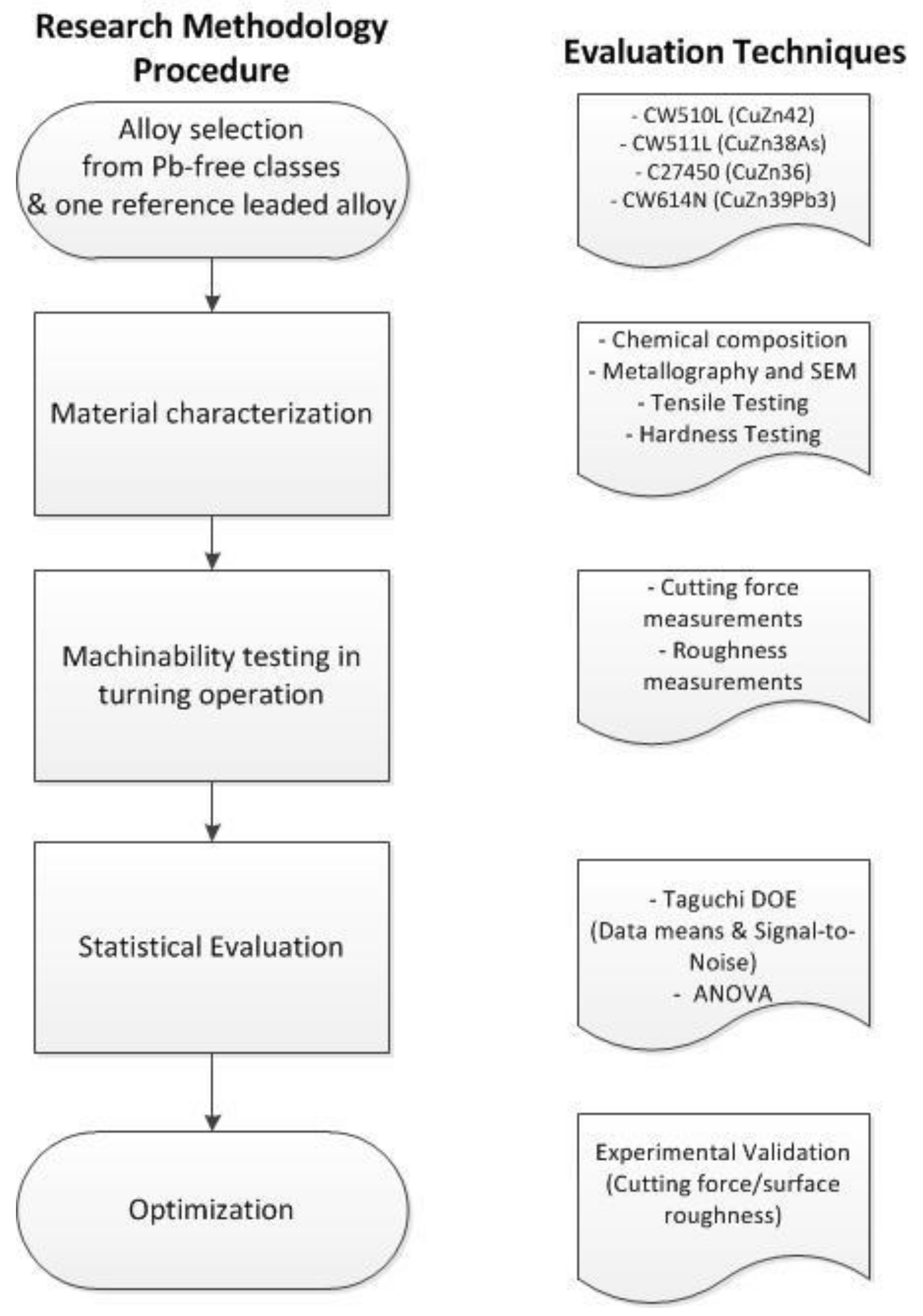
2. Materials and Methods
2.1. Experimental Design
2.2. Alloys and Chemical Composition
2.3. Microstructure and Mechanical Testing
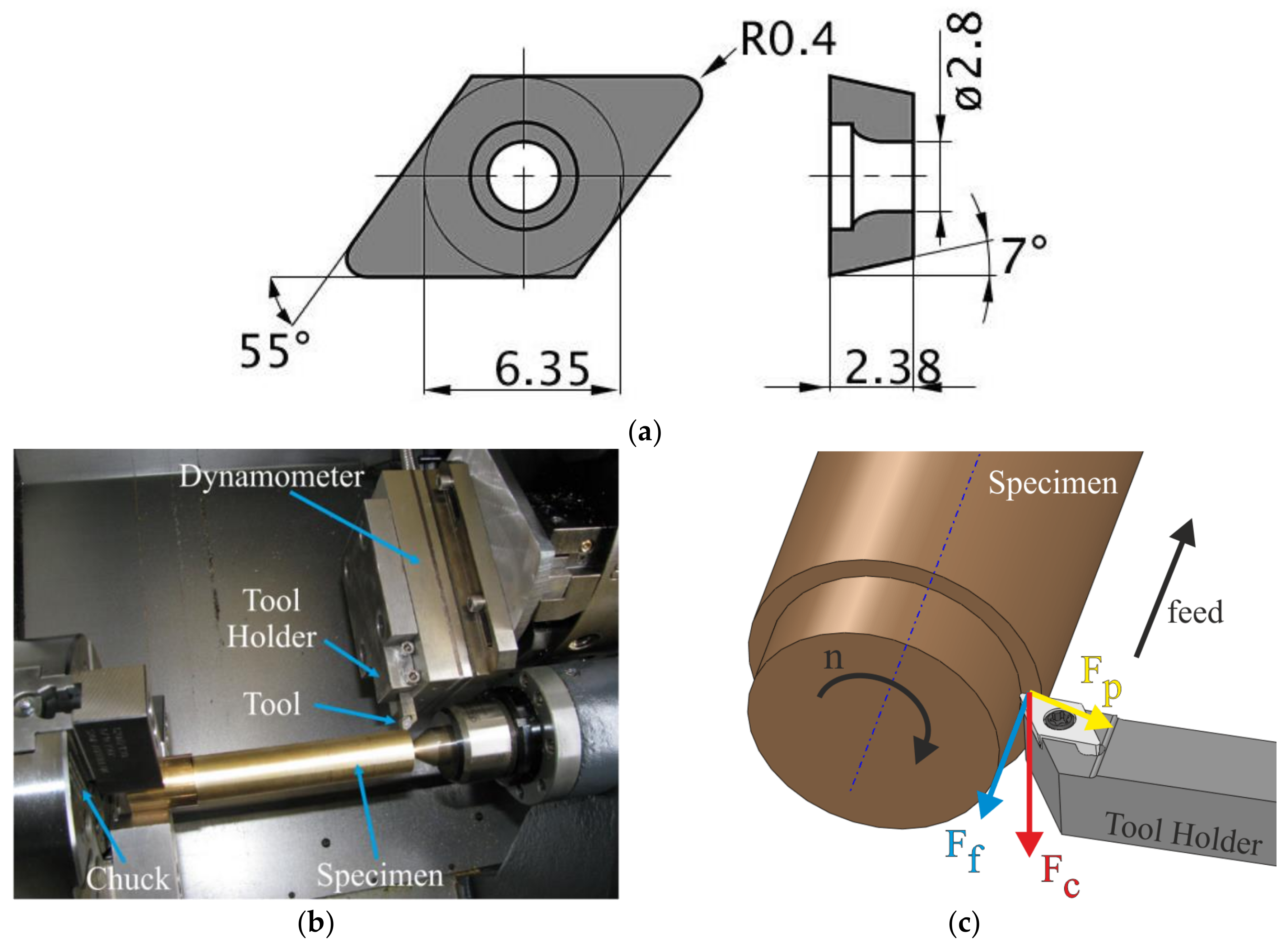
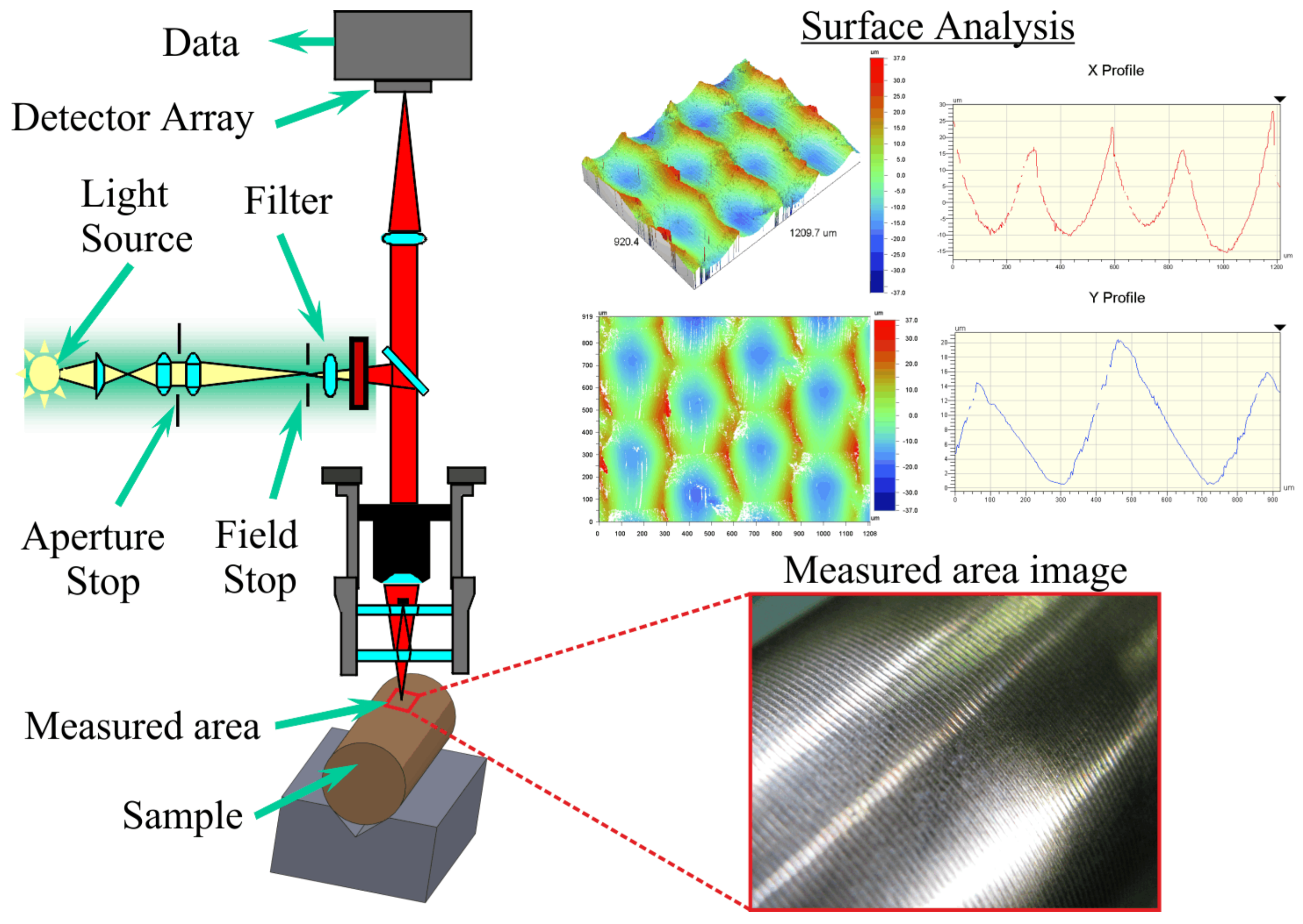
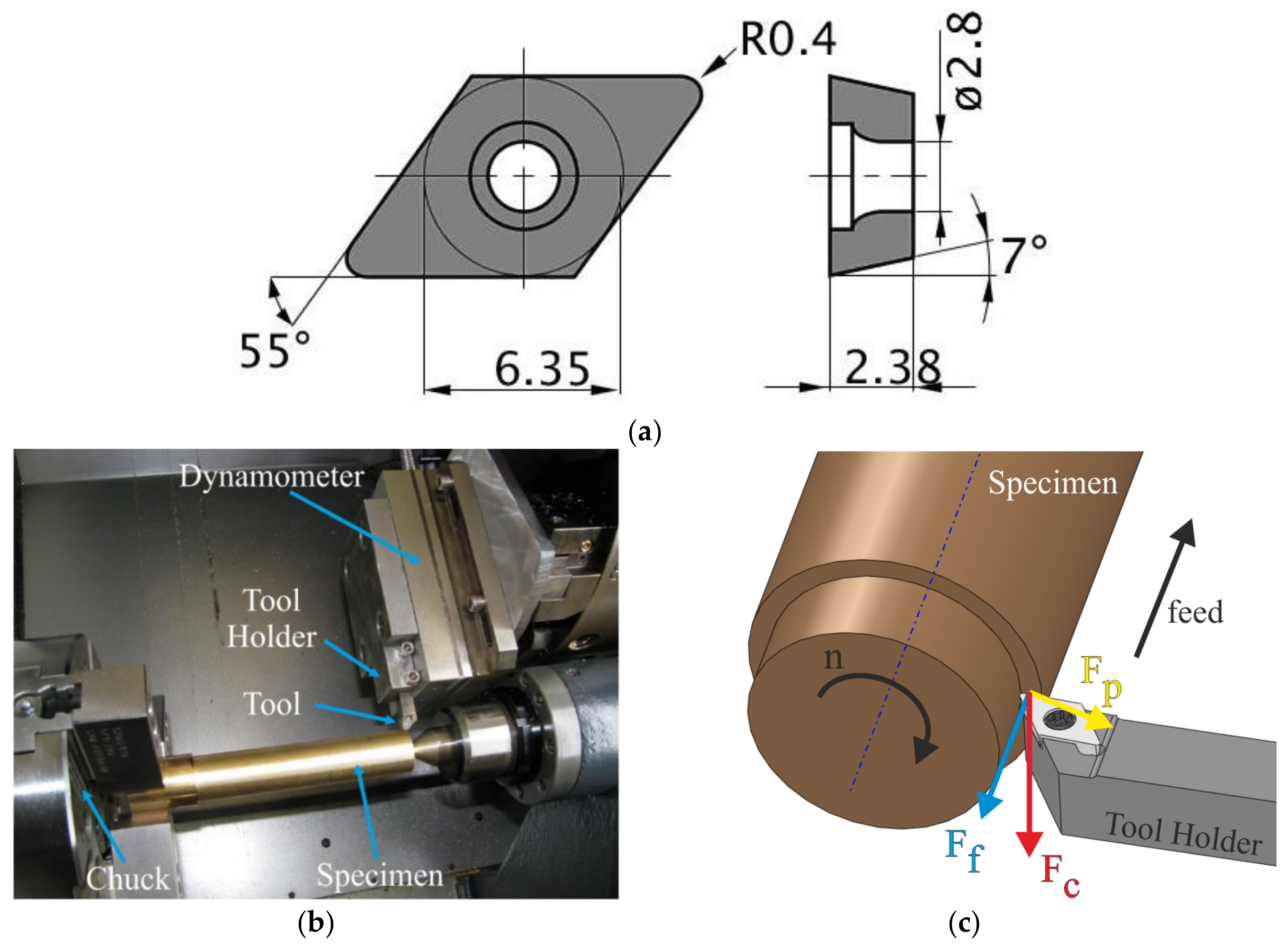
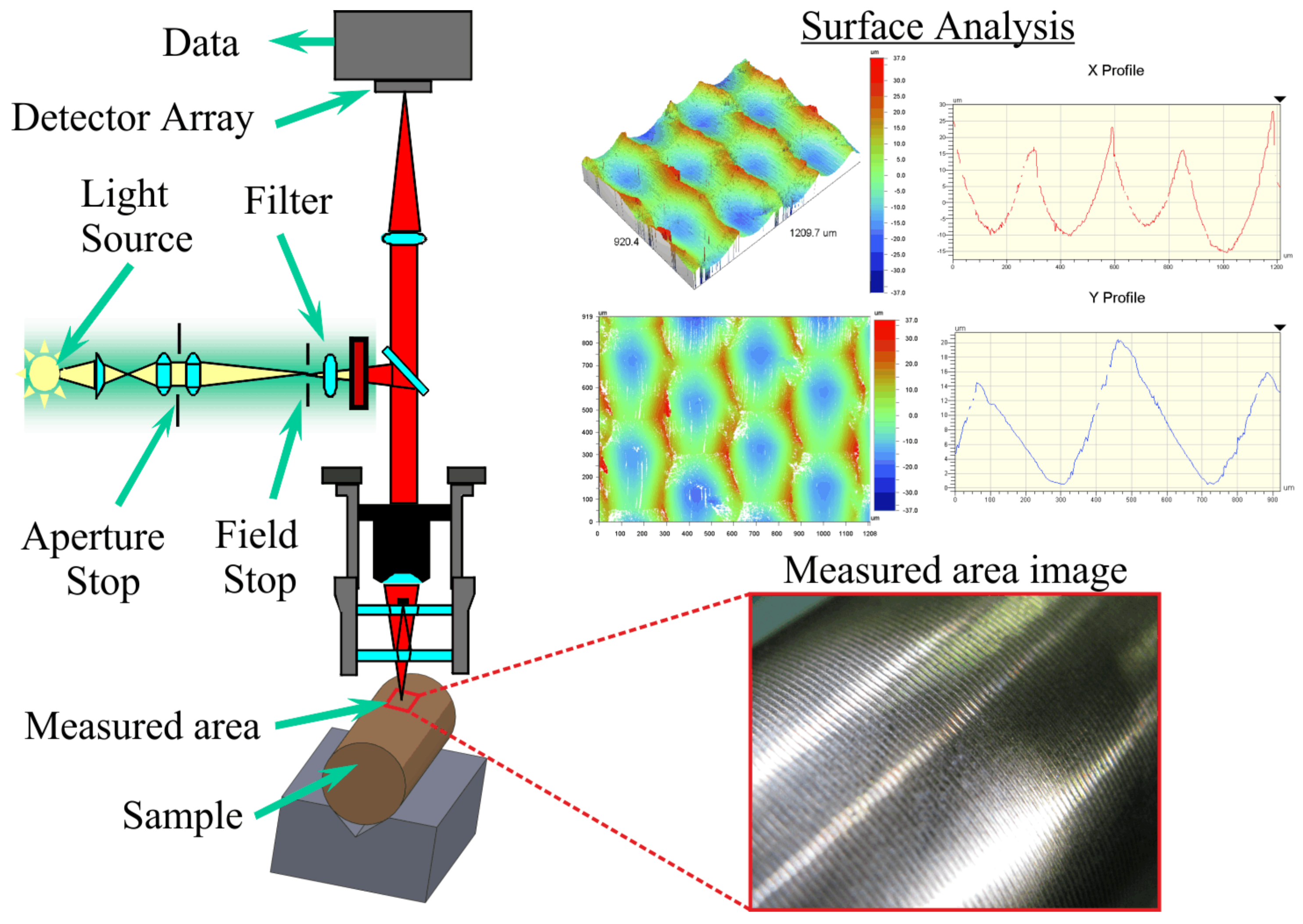
2.4. Machinability Testing
2.5. Statistical Evaluation
3. Results and Discussion
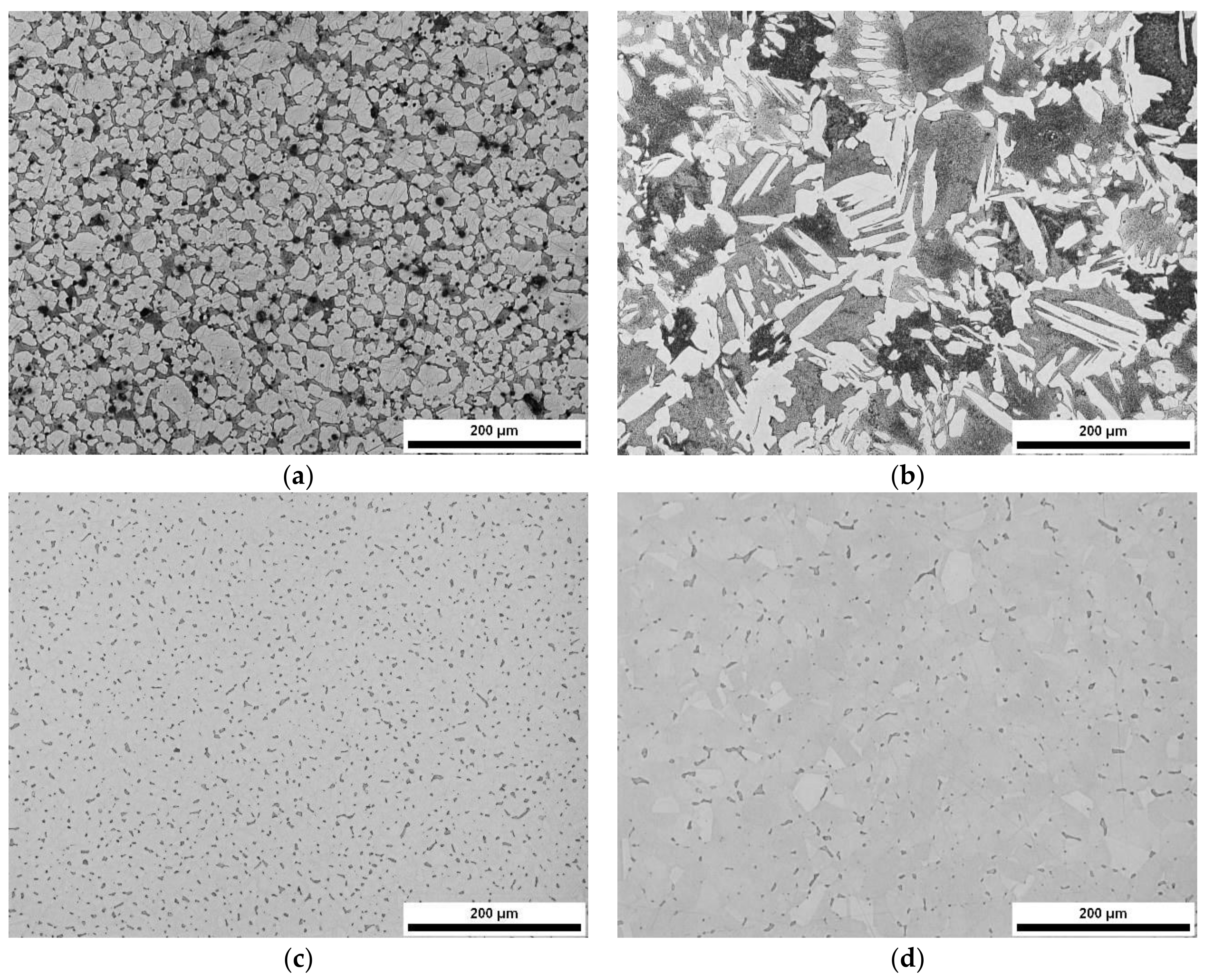
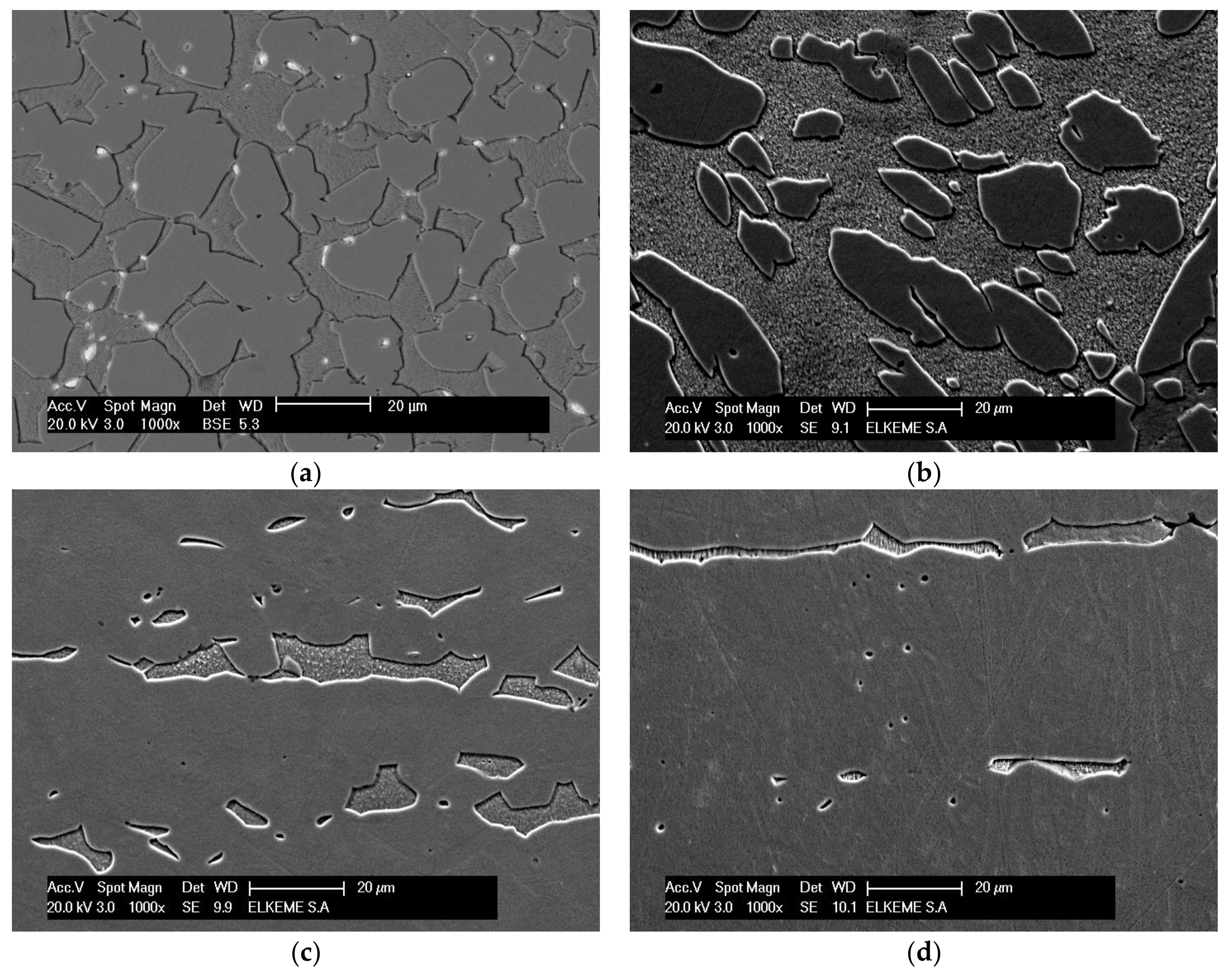
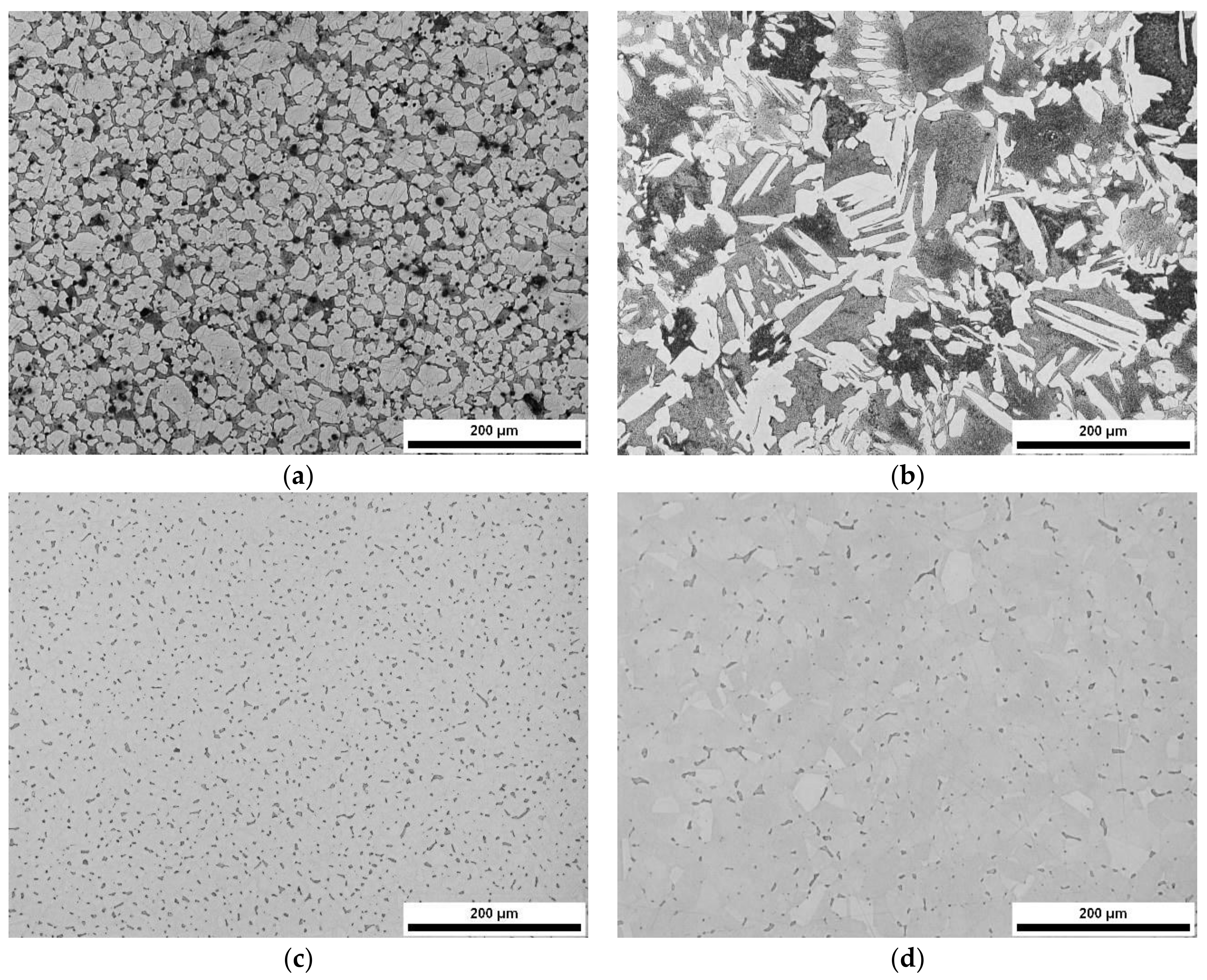
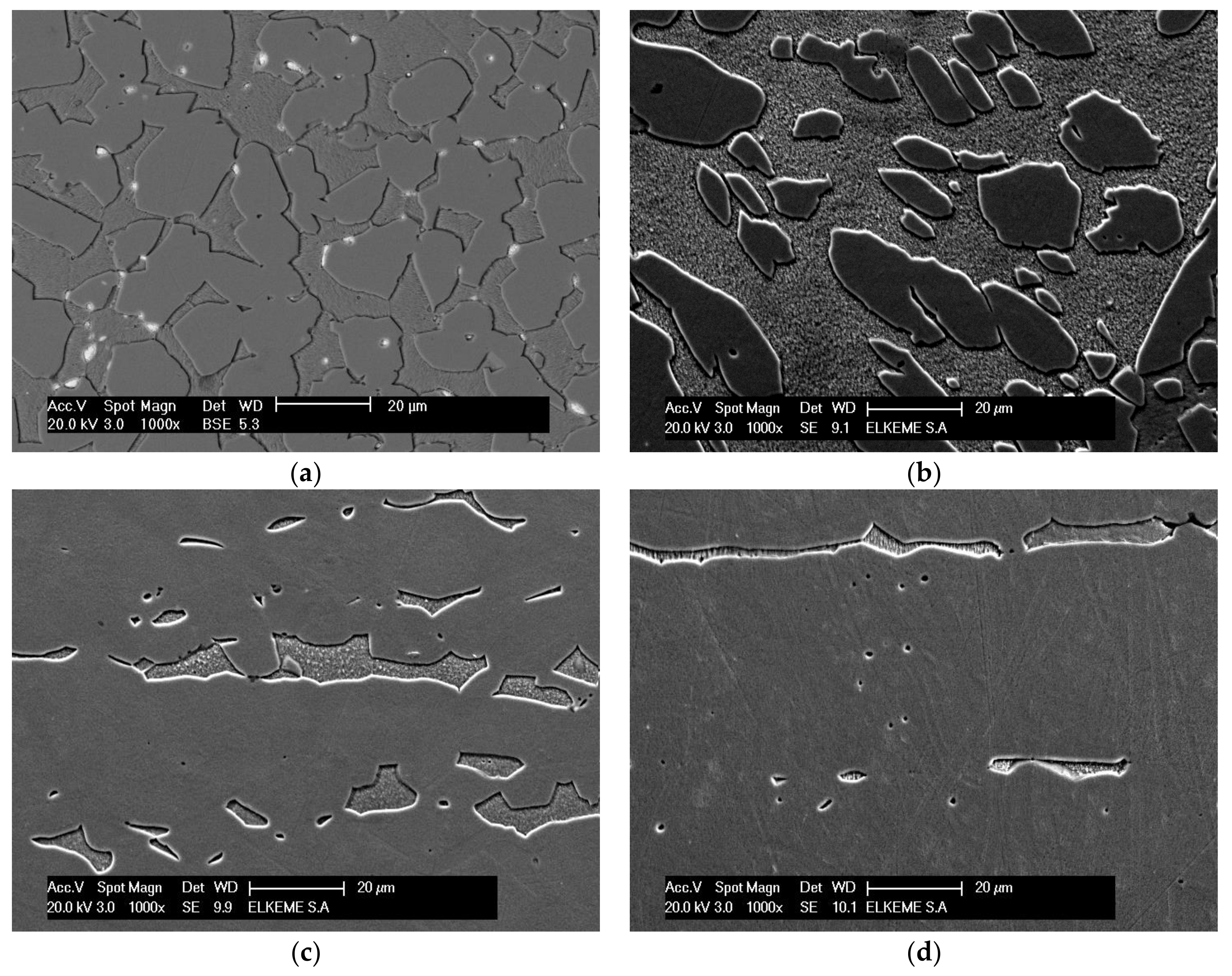
3.1. Microstructure and Mechanical Properties
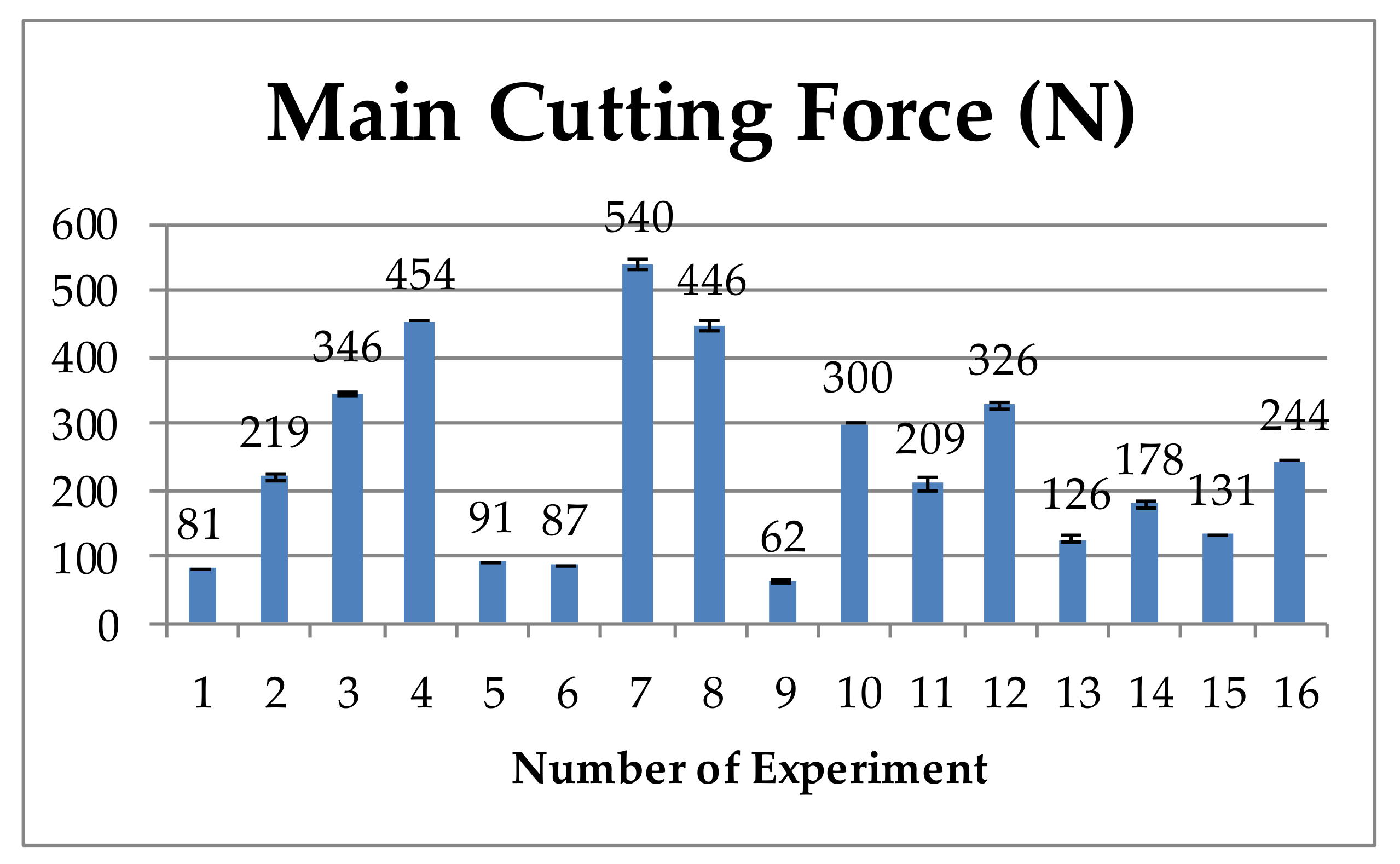
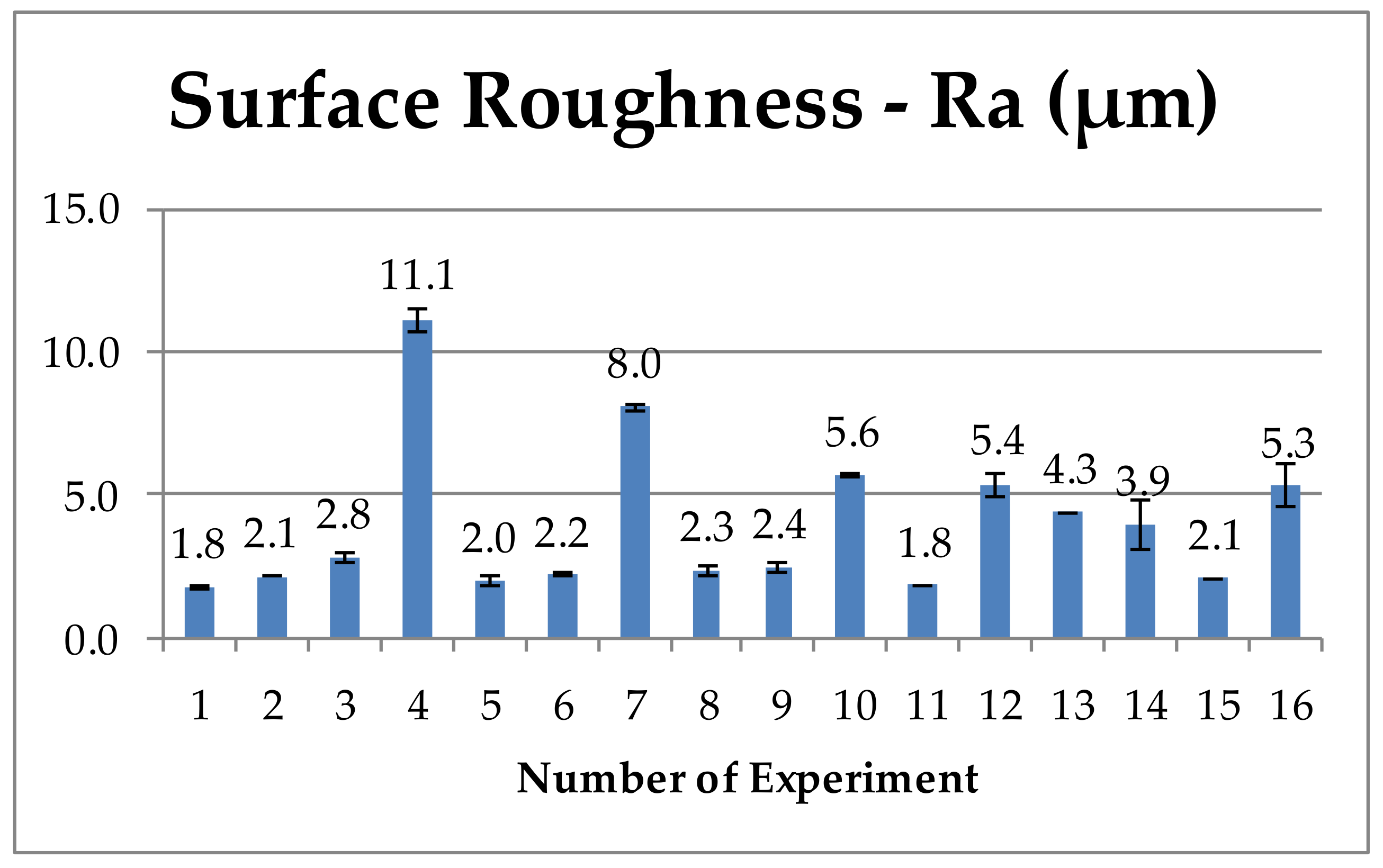
3.2. Machinability Evaluation
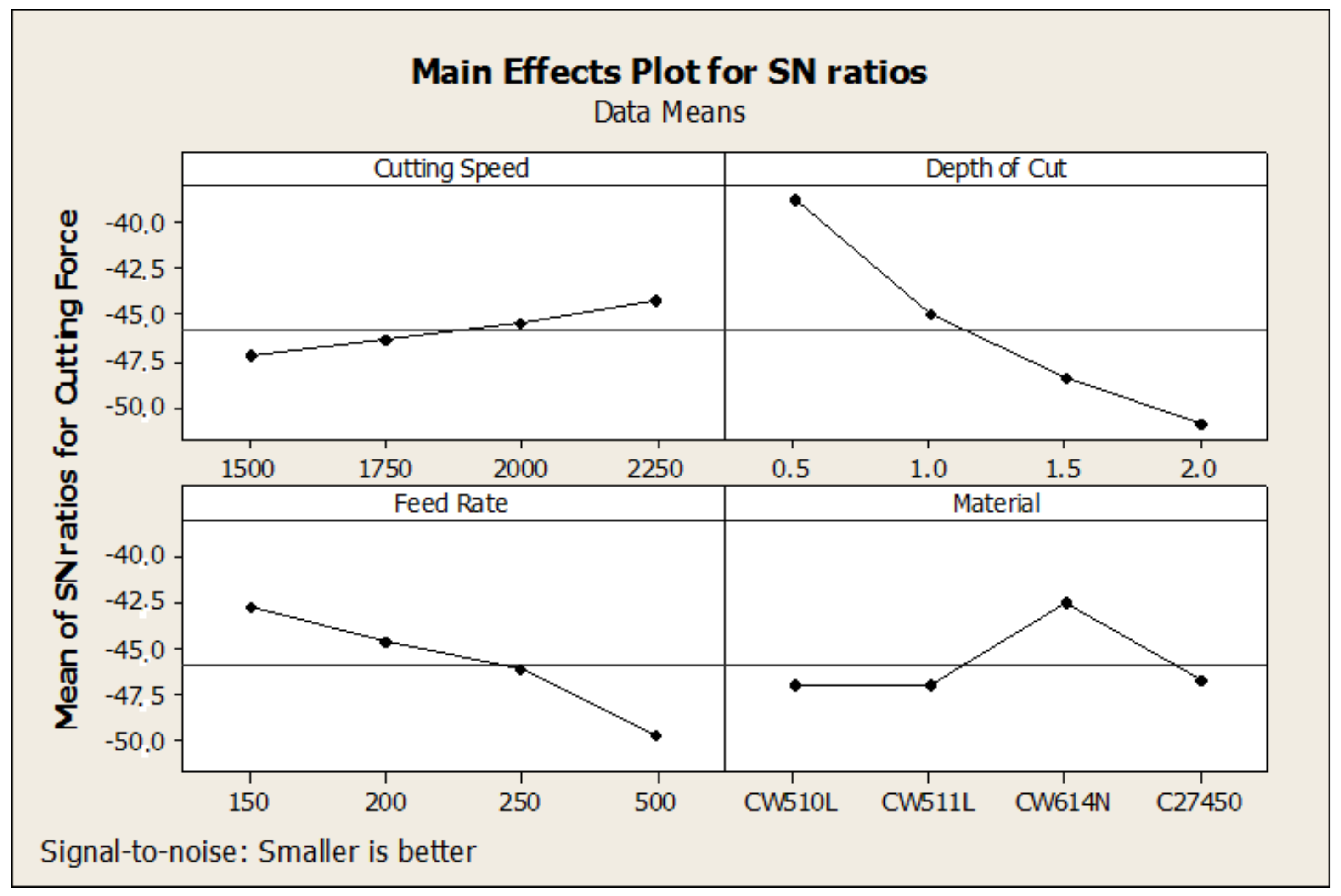
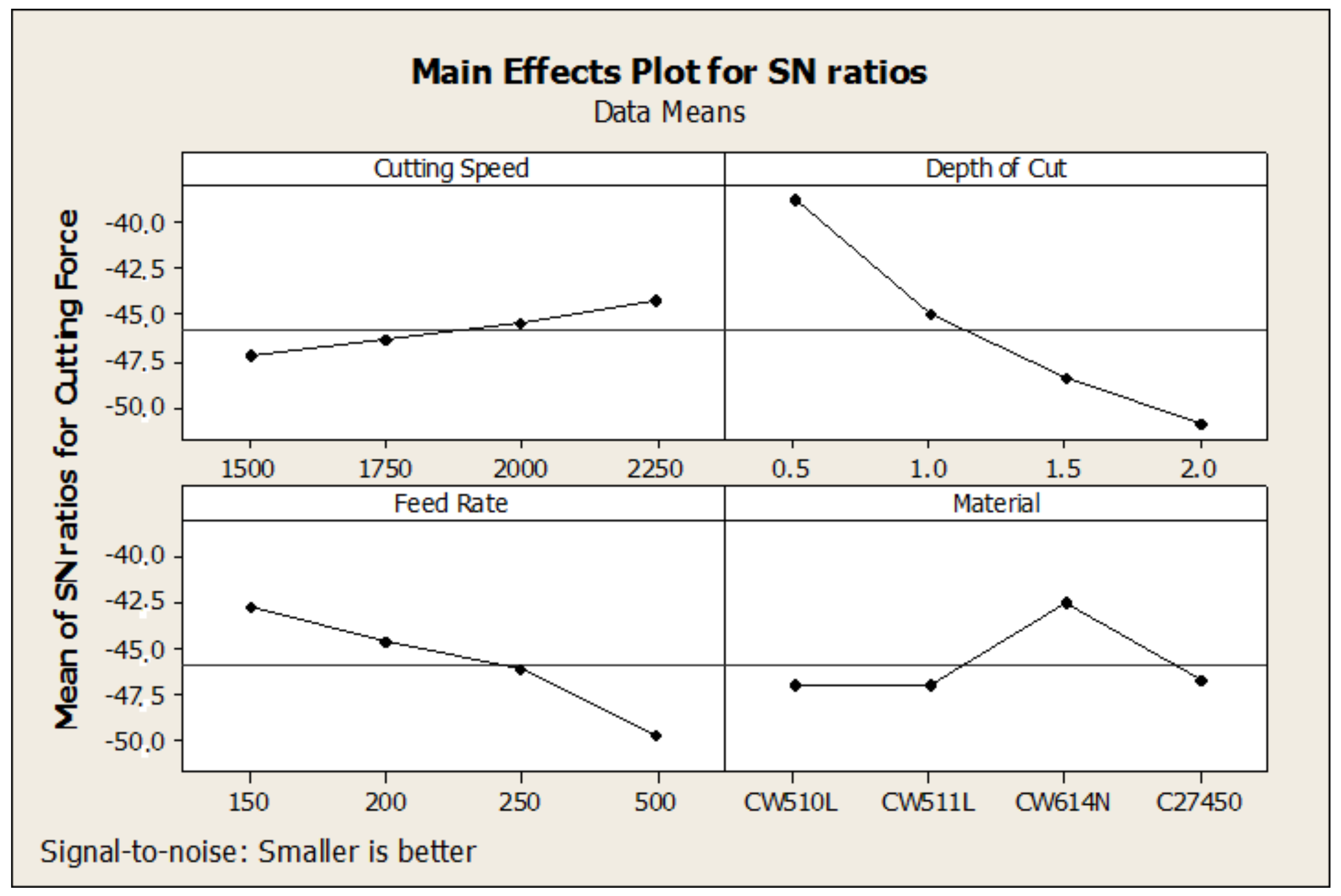
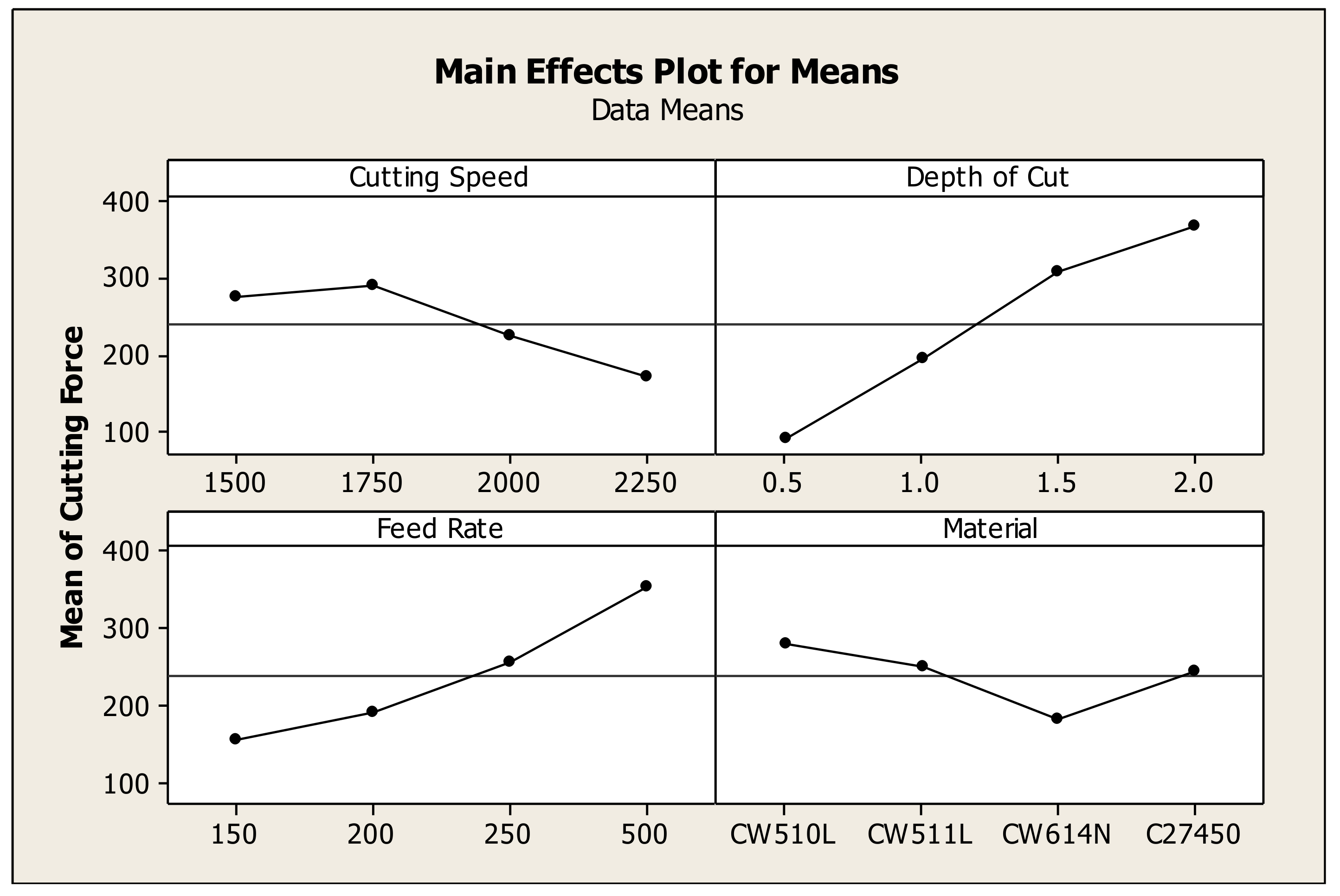
3.3. Cutting-Force Optimization
- Alloy type: CW614N;
- Cutting speed: 2250 rpm;
- Depth of cut: 0.5 mm;
- Feed rate: 150 mm/min.
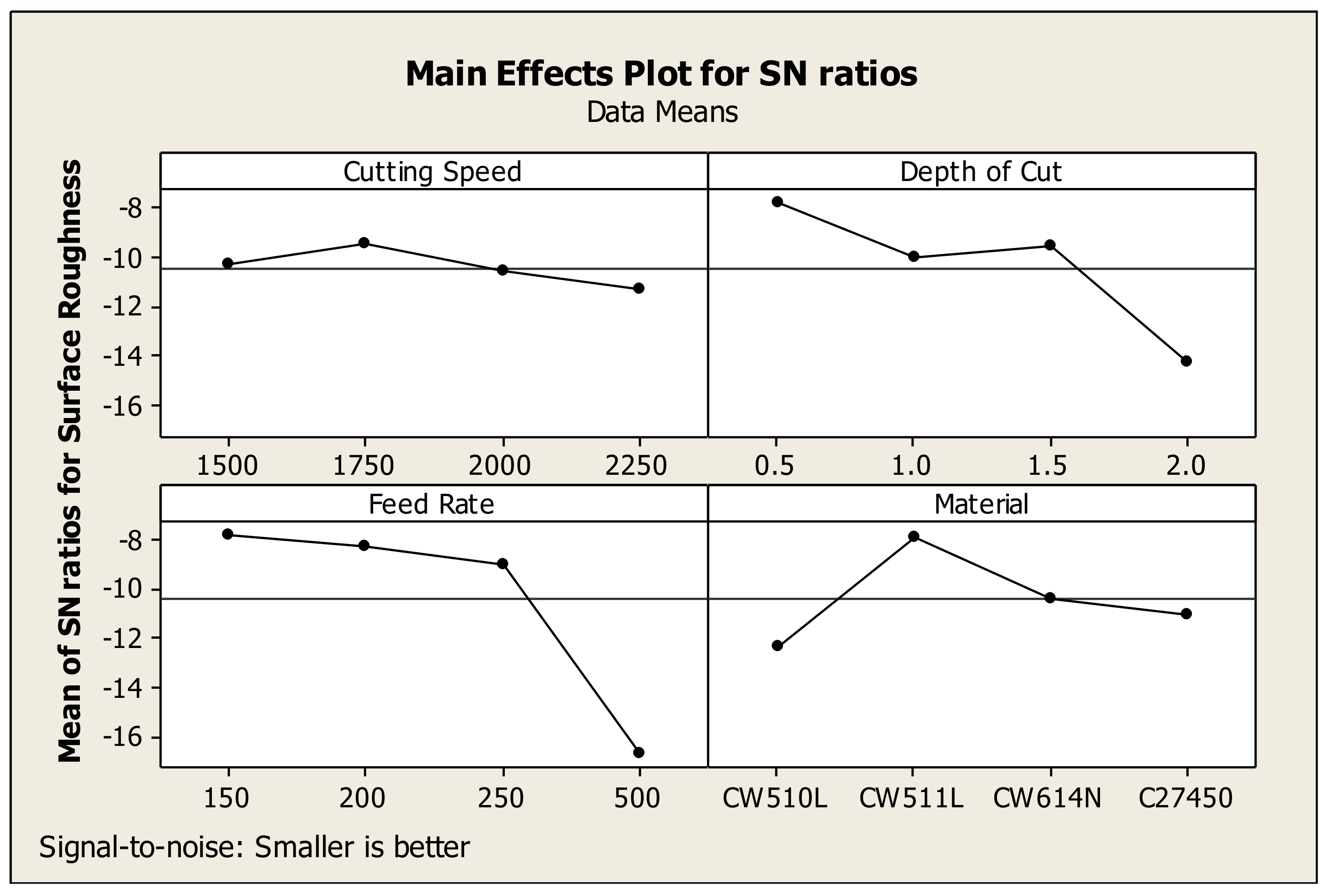
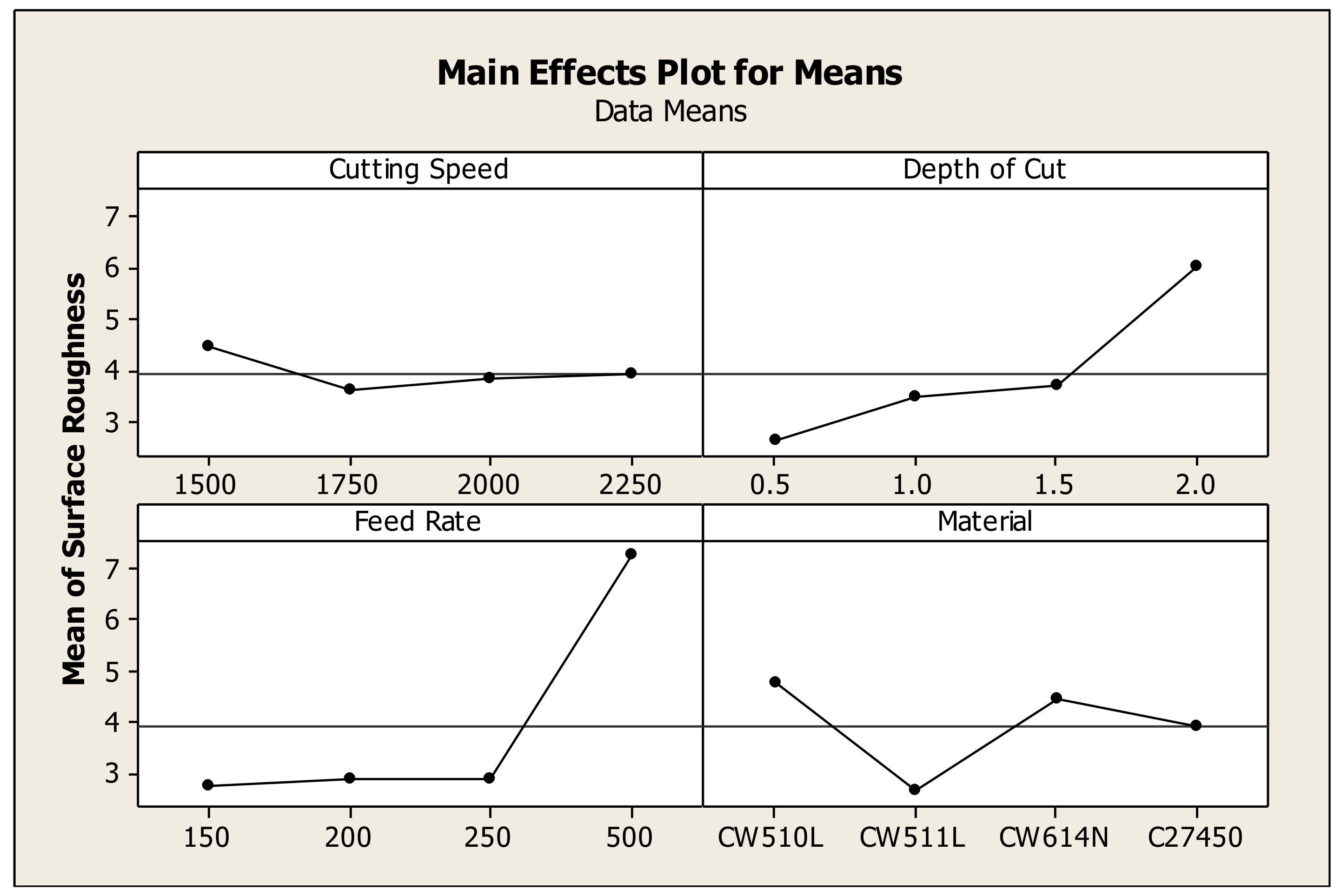
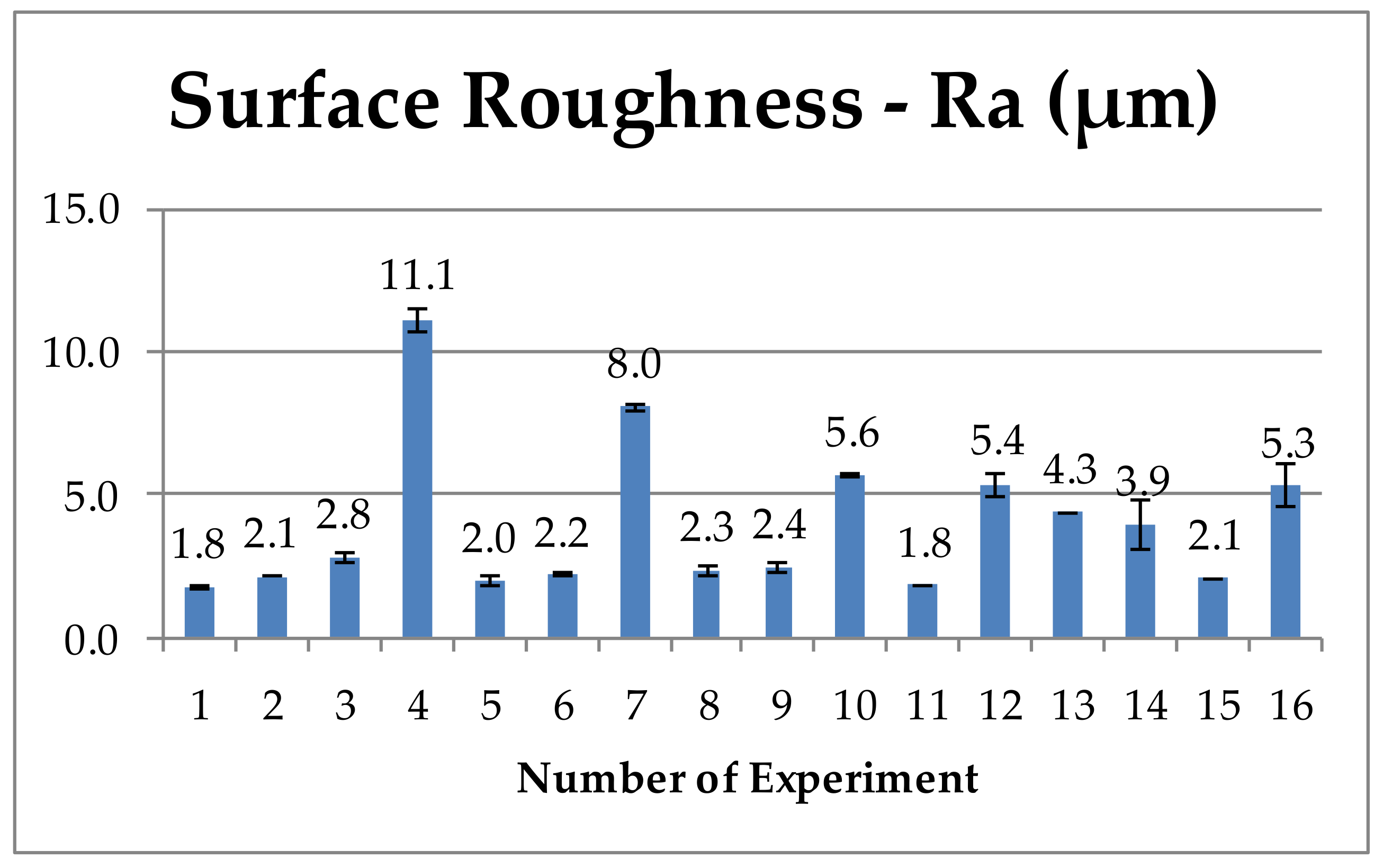
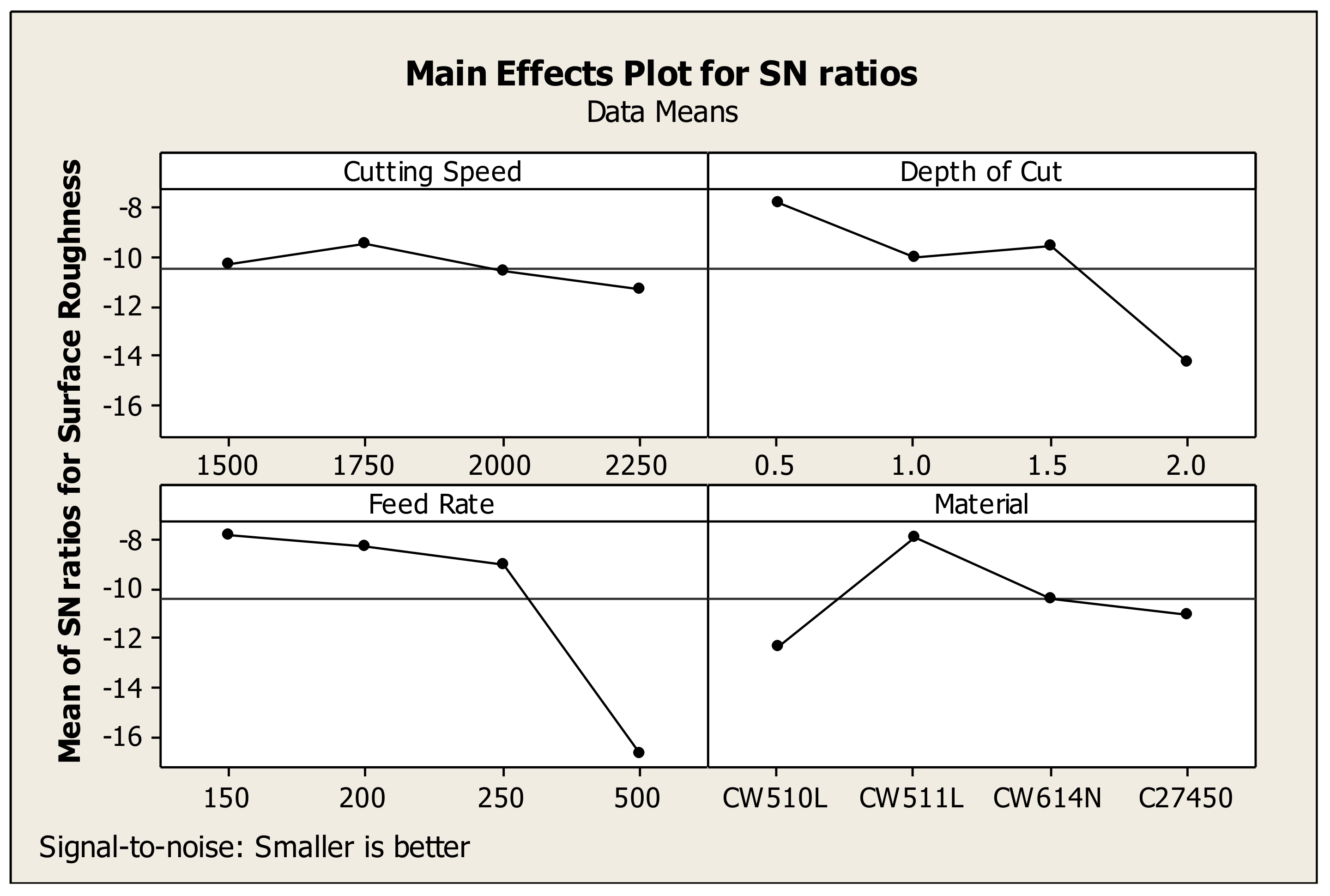
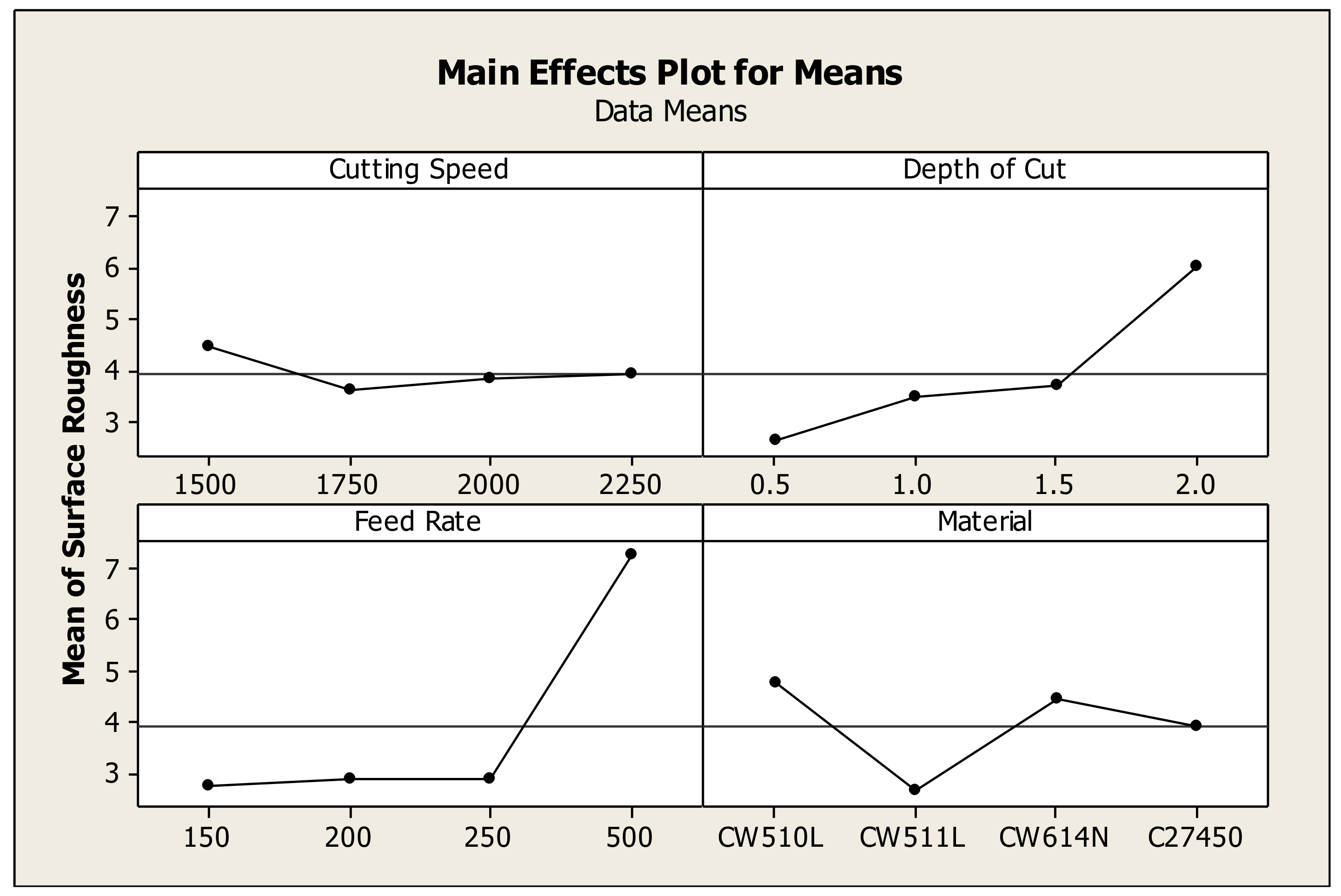
3.4. Surface-Roughness Optimization
- Alloy type: CW511L;
- Cutting speed: 1750 rpm;
- Depth cut: 0.50 mm;
- Feed rate: 150 mm/min.
3.5. Analysis of Variance (ANOVA)
4. Conclusions
- Cutting force is optimized using the following conditions (using signal-to-noise and data means): the optimal alloy type is CW614N, cutting speed = 2250 rpm, depth cut = 0.5 mm and feed rate = 150 mm/min. ANOVA showed that the contributions of the above factors are 11.13%, 3.57%, 64.40% and 20.47%, respectively. The analysis coming from data means and S/N response tables indicated that the depth of cut is the most influential factor, while ANOVA proved that this parameter has the highest percent contribution (Pp = 64.40%) and, consequently, plays the most affecting role in the determination of cutting-force measurements. Also, since the percentage error (0.43%) contribution in ANOVA analysis is lower than 50%, no repetition of any experiment is needed.
- Surface roughness is optimized using the following conditions (using signal-to-noise and data means): the optimal alloy type is CW511L, cutting speed = 1750 rpm, depth cut = 0.50 mm and feed rate = 150 mm/min. The contributions of the above factors are 9.78%, 0.95%, 23.46% and 55.31%, respectively, according to the ANOVA technique. The same ranking order was also achieved by the S/N method. Feed rate has the highest percentage contribution (Pp = 55.31%), as it was proven by ANOVA and it constitutes also the most influential factor according to data means and S/N response tables. Since the percentage error (10.51%) contribution deduced from ANOVA analysis is lower than 50%, no experimental repetition is required.
- Confirmation experiments indicated that a considerable agreement leading to around 10% deviation was achieved for cutting force (predicted 34.59 N vs. experimental 39.37 N). Although surface-roughness experiments resulted in higher differences (predicted 1.22 μm vs. experimental 1.71 μm), the obtained values are considered comparable and of the same order of magnitude, taking into account the entire spectrum of the tested conditions.
- In terms of cutting-force optimization, the leaded alloy CW614N exhibited the highest machinability performance, while for surface roughness, the lead-free CW511L was appointed as the optimum alloy selection. Although leaded brasses still dominate in the machining industry, this result offers a hopeful perspective, expanding the horizons for further research towards machinability improvement through further alloy and microstructural design.
5. Further Research
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kim, H.S.; Kim, W.Y.; Song, K.H. Effect of post-heat treatment in ECAP processed Cu-40%Zn brass. J. Alloys Compd. 2012, 536, S200–S203. [Google Scholar] [CrossRef]
- Kumar, R.; Dasharath, S.M.; Kang, P.C.; Koch, C.C.; Mula, S. Enhancement of mechanical properties of low stacking fault energy brass processed by cryorolling followed by short-annealing. Mater. Des. 2015, 67, 637–643. [Google Scholar] [CrossRef]
- Pantazopoulos, G.; Toulfatzis, A. Fracture modes and mechanical characteristics of machinable brass rods. Metallogr. Microstruct. Anal. 2012, 1, 106–114. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Atsumi, H. Fabrication and properties of lead-free machinable brass with Ti additive by powder metallurgy. Powder Technol. 2011, 205, 242–249. [Google Scholar] [CrossRef]
- La Fontaine, A.; Keast, V.J. Compositional distributions in classical and lead-free brasses. Mater. Charact. 2006, 57, 424–429. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Leaded brass rods C38500 for automatic machining operations. J. Mater. Eng. Perform. 2002, 11, 402–407. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Besseris, G.J.; Paipetis, A.S. Machinability evaluation and screening of leaded and lead-free brasses using a non-linear robust multifactorial profiler. Int. J. Adv. Manuf. Technol. 2016, 86, 3241–3254. [Google Scholar] [CrossRef]
- Doostmohammadi, H.; Moridshahi, H. Effect of Si on microstructure, ordering transformation and properties of the Cu60Zn40 alloy. J. Alloys Compd. 2015, 640, 401–407. [Google Scholar] [CrossRef]
- Rajabi, Z.; Doostmohammadi, H. Effect of addition of tin on the microstructure and machinability of α-brass. Mater. Sci. Technol. 2018. [Google Scholar] [CrossRef]
- Imai, H.; Shufeng, L.; Atsumi, H.; Kosaka, Y.; Kojima, A.; Kondoh, K. Development of lead-free machinable brass with bismuth and graphite particles by powder metallurgy process. Mater. Trans. 2010, 51, 855–859. [Google Scholar] [CrossRef]
- Suksongkarm, P.; Rojananan, S.; Rojananan, S. Using recycled bismuth-tin solder in novel machinable lead-free brass. Mater. Trans. 2017, 58, 1754–1760. [Google Scholar] [CrossRef]
- Nobel, C.; Hofmann, U.; Klocke, F.; Veselovac, D. Experimental investigation of chip formation, flow, and breakage in free orthogonal cutting of copper-zinc alloys. Int. J. Adv. Manuf. Technol. 2016, 84, 1127–1140. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Microstructure and properties of lead-free brasses using post-processing heat treatment cycles. Mater. Sci. Technol. 2016, 32, 1771–1781. [Google Scholar] [CrossRef]
- Klocke, F.; Nobel, C.; Veselovac, D. Influence of tool coating, tool material, and cutting speed on the machinability of low-leaded brass alloys in turning. Mater. Manuf. Process. 2016, 31, 895–1903. [Google Scholar] [CrossRef]
- Schultheiss, F.; Johansson, D.; Bushlya, V.; Zhou, J.; Nilsson, K.; Ståhl, J.E. Comparative Study on the Machinability of Lead-Free Brass. J. Clean. Prod. 2017, 149, 366–377. [Google Scholar] [CrossRef]
- Ekinovic, S.; Begovic, E.; Silajdzija, A. Comparison of machined surface quality obtained by high-speed machining and conventional turning. Mach. Sci. Technol. 2007, 11, 531–551. [Google Scholar] [CrossRef]
- Huo, D.; Chen, W.; Teng, X.; Lin, C.; Yang, K. Modeling the influence of tool deflection on cutting force and surface generation in micro-milling. Micromachines 2017, 8, 188. [Google Scholar] [CrossRef]
- Jomaa, W.; Songmene, V.; Bocher, P. Predictive analytical modeling of cutting forces generated by high-speed machining of ductile and hard metals. Mach. Sci. Technol. 2017, 21, 335–361. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Besseris, G.; Pantazopoulos, G.; Stergiou, C. Characterization and comparative machinability investigation of extruded and drawn copper alloys using non-parametric multi-response optimization and orthogonal arrays. Int. J. Adv. Manuf. Technol. 2011, 57, 811–826. [Google Scholar] [CrossRef]
- Hassan, K.; Kumar, A.; Garg, M.P. Experimental investigation of material removal rate in CNC turning using Taguchi method. Int. J. Eng. Res. Appl. 2012, 2, 1581–1590. [Google Scholar]
- Vaxevanidis, N.M.; Kechagias, J.D.; Fountas, N.A.; Manolakos, D.E. Evaluation of machinability in turning of engineering alloys by applying artificial neural networks. Open Constr. Build. Technol. J. 2014, 8, 389–399. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Davim, J.P. Optimal MQL and cutting conditions determination for desired surface roughness in turning of brass using genetic algorithms. Mach. Sci. Technol. 2012, 16, 304–320. [Google Scholar] [CrossRef]
- Kilickap, E.; Yardimeden, A.; Çelik, Y.H. Mathematical modelling and optimization of cutting force, tool wear and surface roughness by using artificial neural network and response surface methodology in milling of Ti-6242S. Appl. Sci. 2017, 7, 1064. [Google Scholar] [CrossRef]
- Koklu, U.; Basmaci, G. Evaluation of tool path strategy and cooling condition effects on the cutting force and surface quality in micromilling operations. Metals 2017, 7, 426. [Google Scholar] [CrossRef]
- Haddag, B.; Atlati, S.; Nouari, M.; Moufki, A. Dry machining aeronautical aluminum alloy AA2024-T351: Analysis of cutting forces, chip segmentation and built-up edge formation. Metals 2016, 6, 197. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Youssef, H.; El-Hofy, H.; Ahmed, M. Prediction and optimization of drilling parameters in drilling of AISI 304 and AISI 2205 steels with PVD monolayer and multilayer coated drills. J. Manuf. Mater. Process. 2018, 2, 16. [Google Scholar] [CrossRef]
- Box, G.E.P.; Hunter, W.G.; Hunter, J.S. Statistics for Experimenters: Design, Innovation, Discover, 2nd ed.; Wiley: Hoboken, NJ, USA, 2005. [Google Scholar]
- Taguchi, G. Introduction to Quality Engineering; Asian Productivity Organization: Tokyo, Japan, 1986. [Google Scholar]
- European Committee for Standardization (CEN). BS EN 12164: Copper and Copper Alloys: Rod for Free Machining Purposes; European Committee for Standardization (CEN): Brussels, Belgium, 2011. [Google Scholar]
- American Society for Testing and Materials (ASTM). ASTM E407-07ε1: Standard Practice for Microetching Metals and Alloys; American Society for Testing and Materials (ASTM): West Conshohocken, PA, USA, 2007. [Google Scholar]
- CEN. BS EN ISO 6892-1: Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature; European Committee for Standardization (CEN): Brussels, Belgium, 2009. [Google Scholar]
- International Organization for Standardization (ISO). ISO 6507-1: Metallic Materials—Vickers Hardness Test—Part 1: Test Method; International Organization for Standardization (ISO): Geneva, Switzerland, 2005. [Google Scholar]
- ISO. ISO 3685: Tool-Life Testing with Single-Point Turning Tools; International Organization for Standardization (ISO): Geneva, Switzerland, 1993. [Google Scholar]
- ASME. ANSI B46.1: Surface Texture (Surface Roughness, Waviness, and Lay); ASME: New York, NY, USA, 2009. [Google Scholar]
- Pantazopoulos, G.; Vazdirvanidis, A. Characterization of microstructural aspects of machinable α-β phase brass. Microsc. Anal. 2008, 22, 13–16. [Google Scholar]
- Yousefieh, M.; Shamanian, M.; Arghavan, A.R. Analysis of design of experiments methodology for optimization of pulsed current GTAW process parameters for ultimate tensile strength of UNS S32760 welds. Metallogr. Microstruct. Anal. 2012, 1, 85–91. [Google Scholar] [CrossRef]
- Ma, Y.; Hu, H.; Northwood, D.; Nie, X. Optimization of the electrolytic plasma oxidation processes for corrosion protection of magnesium alloy AM50 using the Taguchi method. J. Mater. Process. Technol. 2007, 182, 58–64. [Google Scholar] [CrossRef]
- Yousefieh, M.; Shamanian, M.; Saatchi, A. Optimization of the pulsed current gas tungsten arc welding (PCGTAW) parameters for corrosion resistance of super duplex stainless steel (UNS S32760) welds using the Taguchi method. J. Alloys Compd. 2011, 509, 782–788. [Google Scholar] [CrossRef]
- Mariajayaprakash, A.; Senthilvelan, T. Optimizing process parameters of screw conveyor (sugar mill boiler) through failure mode and effect analysis (FMEA) and Taguchi method. J. Fail. Anal. Prev. 2014, 14, 772–783. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Brass Alloys | Rp0.2 (MPa) | Rm (MPa) | A50 (%) | Hardness HV1 | β-Phase (%) |
|---|---|---|---|---|---|
| CW614N | 300 | 430 | 28 | 132 | 33 |
| CW510L | 250 | 460 | 41 | 127 | 60 |
| CW511L | 250 | 380 | 42 | 116 | 5 |
| C27450 | 185 | 320 | 48 | 98 | 2 |
| Alloy/(Spec. Limits) | Sn | Zn | Pb | Fe | Ni | Al | Cu |
|---|---|---|---|---|---|---|---|
| CuZn39Pb3 (CW614N) | 0.26 | Rem. | 2.97 | 0.23 | 0.064 | 0.018 | 58.32 |
| EN 12164 (CuZn39Pb3/CW614N) | 0.30 max | Rem. | 2.5–3.5 | 0.30 max | 0.30 max | 0.050 max | 57–59 |
| CuZn42 (CW510L) | 0.0058 | Rem. | 0.10 | 0.0342 | 0.0030 | 0.0002 | 57.46 |
| EN 12164 (CuZn42/CW510L) | 0.30 max | Rem. | 0.20 max | 0.30 max | 0.30 max | 0.050 max | 57–59 |
| CuZn38As (CW511L) | 0.0042 | Rem. | 0.09 | 0.0189 | 0.0012 | 0.0002 | 62.04 |
| EN 12164 (CuZn38As/CW511L) | 0.10 max | Rem. | 0.20 max | 0.10 max | 0.30 max | 0.050 max | 61.5–63.5 |
| CuZn36 (C27450) | 0.0144 | Rem. | 0.21 | 0.0244 | 0.0030 | 0.0247 | 63.38 |
| Copper Development Association (CDA) (CuZn36/C27450) | - | Rem. | 0.25 max | 0.35 max | - | - | 60–65 |
| Parameters | Units | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|
| Cutting Speed | rpm (m/min) | 1500 (165) | 1750 (192) | 2000 (220) | 2250 (247) |
| Depth of Cut | mm | 0.5 | 1.0 | 1.5 | 2.0 |
| Feed Rate | mm/min | 150 | 200 | 250 | 500 |
| Material | - | CW510L | CW511L | C27450 | CW614N |
| Number of Experiment | Parameters | |||
|---|---|---|---|---|
| Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | |
| 1 | 1500 | 0.5 | 150 | CW510L |
| 2 | 1500 | 1.0 | 200 | CW511L |
| 3 | 1500 | 1.5 | 250 | C27450 |
| 4 | 1500 | 2.0 | 500 | CW614N |
| 5 | 1750 | 0.5 | 200 | C27450 |
| 6 | 1750 | 1.0 | 150 | CW614N |
| 7 | 1750 | 1.5 | 500 | CW510L |
| 8 | 1750 | 2.0 | 250 | CW511L |
| 9 | 2000 | 0.5 | 250 | CW614N |
| 10 | 2000 | 1.0 | 500 | C27450 |
| 11 | 2000 | 1.5 | 150 | CW511L |
| 12 | 2000 | 2.0 | 200 | CW510L |
| 13 | 2250 | 0.5 | 500 | CW511L |
| 14 | 2250 | 1.0 | 250 | CW510L |
| 15 | 2250 | 1.5 | 200 | CW614N |
| 16 | 2250 | 2.0 | 150 | C27450 |
| Number of Experiment | Material | Quality Characteristics Results | |||||
|---|---|---|---|---|---|---|---|
| CF (N) REP 1 | CF (N) REP 2 | CF (N) AVERAGE | SR (µm) REP 1 | SR (µm) REP 2 | SR (µm) AVERAGE | ||
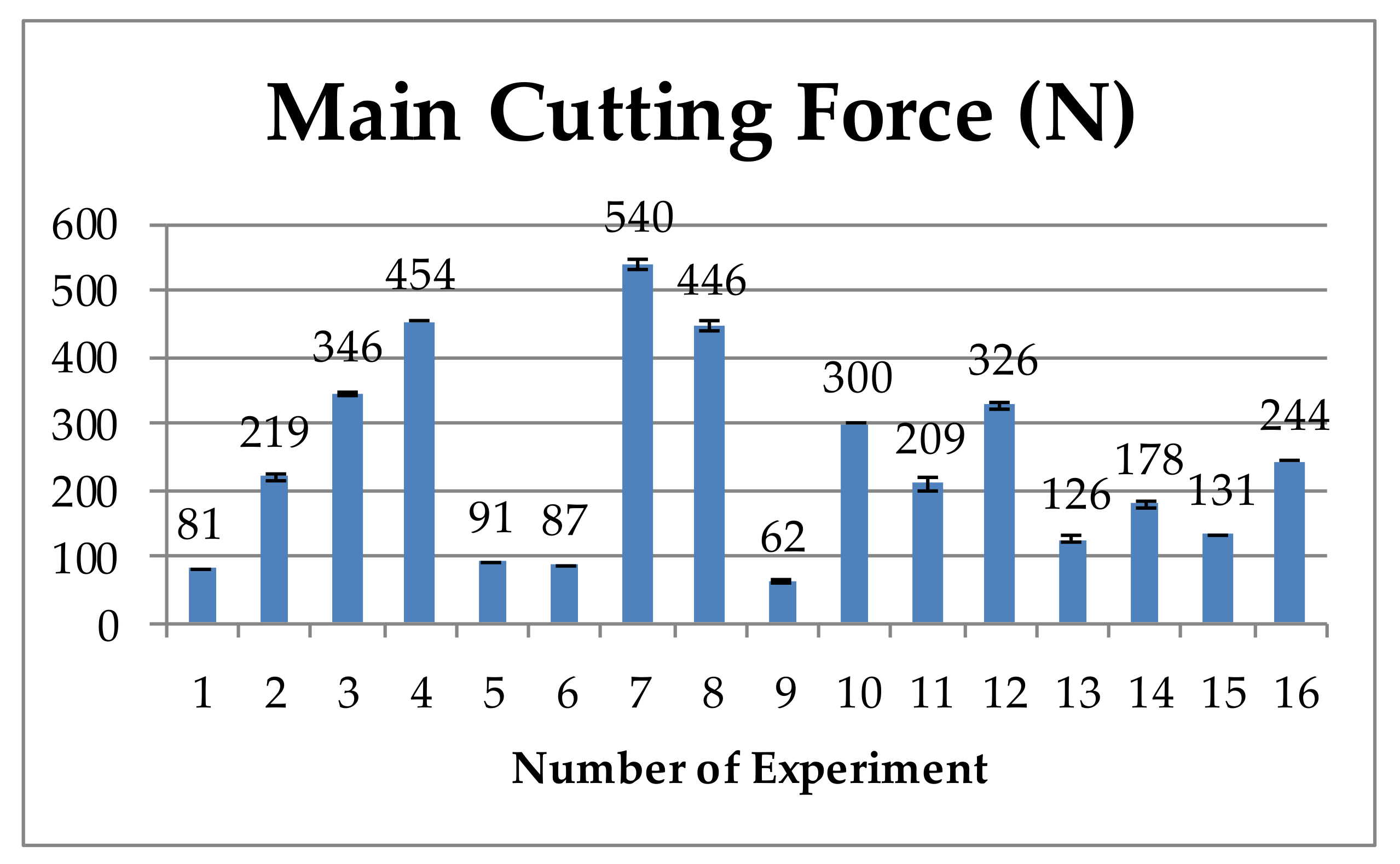
| 1 | CW510L | 81 | 80 | 81 | 1.8 | 1.7 | 1.8 |
| 2 | CW511L | 214 | 223 | 219 | 2.1 | 2.2 | 2.1 |
| 3 | C27450 | 344 | 348 | 346 | 2.9 | 2.7 | 2.8 |
| 4 | CW614N | 454 | 454 | 454 | 10.8 | 11.4 | 11.1 |
| 5 | C27450 | 91 | 90 | 91 | 1.9 | 2.0 | 2.0 |
| 6 | CW614N | 86 | 87 | 87 | 2.1 | 2.2 | 2.2 |
| 7 | CW510L | 544 | 535 | 540 | 8.1 | 8.0 | 8.0 |
| 8 | CW511L | 441 | 450 | 446 | 2.2 | 2.5 | 2.3 |
| 9 | CW614N | 63 | 61 | 62 | 2.6 | 2.3 | 2.4 |
| 10 | C27450 | 301 | 299 | 300 | 5.7 | 5.6 | 5.6 |
| 11 | CW511L | 202 | 215 | 209 | 1.8 | 1.8 | 1.8 |
| 12 | CW510L | 328 | 324 | 326 | 5.6 | 5.1 | 5.4 |
| 13 | CW511L | 122 | 129 | 126 | 4.4 | 4.3 | 4.3 |
| 14 | CW510L | 181 | 174 | 178 | 3.3 | 4.5 | 3.9 |
| 15 | CW614N | 131 | 131 | 131 | 2.1 | 2.1 | 2.1 |
| 16 | C27450 | 242 | 245 | 244 | 4.7 | 5.8 | 5.3 |
| Response Table | Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material |
|---|---|---|---|---|
| Level 1 | −47.21 | −38.77 | −42.74 | −47.00 |
| Level 2 | −46.37 | −45.01 | −44.63 | −47.03 |
| Level 3 | −45.51 | −48.54 | −46.15 | −42.52 |
| Level 4 | −44.26 | −51.03 | −49.82 | −46.80 |
| Difference | 2.95 | 12.26 | 7.08 | 4.51 |
| Rank | 4 | 1 | 2 | 3 |
| Quality Characteristic | Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material | Experimental Value | Predicted Value |
|---|---|---|---|---|---|---|
| Cutting Force | 2250 | 0.5 | 150 | CW614N | 39.37 N | 34.59 N |
| Surface Roughness | 1750 | 0.5 | 150 | CW511L | 1.71 μm | 1.22 μm |
| Response Table | Cutting Speed (rpm) | Depth of Cut (mm) | Feed Rate (mm/min) | Material |
|---|---|---|---|---|
| Level 1 | −10.325 | −7.819 | −7.776 | −12.368 |
| Level 2 | −9.496 | −10.034 | −8.315 | −7.957 |
| Level 3 | −10.623 | −9.603 | −8.983 | −10.396 |
| Level 4 | −11.331 | −14.318 | −16.700 | −11.054 |
| Difference | 1.836 | 6.499 | 8.924 | 4.411 |
| Rank | 4 | 2 | 1 | 3 |
| Factor | Degrees of Freedom | Sum of Squares (SS) | Corrected Sum of Squares (SS’) | Variance | Percent Contribution Pp (%) | Rank |
|---|---|---|---|---|---|---|
| Cutting Speed | 3 | 19.0425 | 18.8254 | 6.3475 | 3.5728 | 4 |
| Depth of Cut | 3 | 339.5408 | 339.3238 | 113.1803 | 64.3992 | 1 |
| Feed Rate | 3 | 108.0831 | 107.8660 | 36.0277 | 20.4715 | 2 |
| Material | 3 | 58.8660 | 58.6489 | 19.6220 | 11.1308 | 3 |
| Error | 19 | 1.3746 | 2.2428 | 0.0723 | 0.4257 | - |
| Total | 31 | 526.9070 | 526.9070 | - | 100.0000 | - |
| Factor | Degrees of Freedom | Sum of Squares (SS) | Corrected Sum of Squares (SS’) | Variance | Percent Contribution Pp (%) | Rank |
|---|---|---|---|---|---|---|
| Cutting Speed | 3 | 7.3498 | 3.5422 | 2.4499 | 0.9460 | 4 |
| Depth of Cut | 3 | 91.6606 | 87.8530 | 30.5535 | 23.4625 | 2 |
| Feed Rate | 3 | 210.9051 | 207.0974 | 70.3017 | 55.3085 | 1 |
| Material | 3 | 40.4101 | 36.6025 | 13.4700 | 9.7753 | 3 |
| Error | 19 | 24.1149 | 39.3453 | 1.2692 | 10.5078 | - |
| Total | 31 | 374.4404 | 374.4404 | - | 100.0000 | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toulfatzis, A.I.; Pantazopoulos, G.A.; David, C.N.; Sagris, D.S.; Paipetis, A.S. Machinability of Eco-Friendly Lead-Free Brass Alloys: Cutting-Force and Surface-Roughness Optimization. Metals 2018, 8, 250. https://doi.org/10.3390/met8040250
Toulfatzis AI, Pantazopoulos GA, David CN, Sagris DS, Paipetis AS. Machinability of Eco-Friendly Lead-Free Brass Alloys: Cutting-Force and Surface-Roughness Optimization. Metals. 2018; 8(4):250. https://doi.org/10.3390/met8040250
Chicago/Turabian StyleToulfatzis, Anagnostis I., George A. Pantazopoulos, Constantine N. David, Dimitrios S. Sagris, and Alkiviadis S. Paipetis. 2018. "Machinability of Eco-Friendly Lead-Free Brass Alloys: Cutting-Force and Surface-Roughness Optimization" Metals 8, no. 4: 250. https://doi.org/10.3390/met8040250
APA StyleToulfatzis, A. I., Pantazopoulos, G. A., David, C. N., Sagris, D. S., & Paipetis, A. S. (2018). Machinability of Eco-Friendly Lead-Free Brass Alloys: Cutting-Force and Surface-Roughness Optimization. Metals, 8(4), 250. https://doi.org/10.3390/met8040250