1. Introduction
Cast alloys of the Al-Si system are widely used as modern structural materials in the aircraft and automotive industries, among others, owing to their high specific strength, high resistance to dynamic loads, and low cost [
1]. Nevertheless, their extensive use in industry is often restricted by the presence of coarse-crystalline structures in alloys that consist of a α-Al solid solution and eutectic phases (α-Al + Si). It is known that the structure of the alloy formed accounts for strength characteristics and plasticity of silumins. In this regard, the morphology of the silicon crystals formed during eutectic crystallization and segregation from the solid solution of melts has a particular impact on the operational characteristics of the alloy.
A widely used method of influencing the microstructure of silicon precipitations in Al-Si alloys is the modification by ultrafine particles of compounds of rare-earth and refractory metals [
2,
3,
4,
5,
6,
7]. In this article, it is shown that the introduction of modifiers leads to a change in the temperatures of basic solidification processes and, accordingly, the morphology of basic structural-phase component materials. At present, a sufficiently large volume of experimental data on the use of metal oxides (γ-Al
2O
3, Al
2O
3, TiO
2, ZrO
2, SrO), carbides (TiCN), borides (Nb-B, Ti-B), carbon-bearing materials (BaCO
3, C), and their mixtures has been accumulated for modification of the microstructure of primary matrix grains, the eutectic mixture, and precipitations of secondary phases of Al-Si alloys [
8,
9,
10,
11,
12,
13,
14]. However, the literature presents ambiguous data on the influence of metal oxides on the microstructure of aluminum-silicon alloys. In References [
8,
9,
10,
11,
12,
13,
14], it was demonstrated that when modifying mixtures are used, one can observe the refinement of α-Al dendrites, their more uniform distribution, and refinement and change in the morphology of Si crystals in the eutectic mixture, which in turn enables the enhancement of mechanical properties. In Reference [
15], the authors explain the influence of P and Sr on the various morphologies of Si particles in alloys of the Al-7%Si type. The Si nucleates on the AlP but grows on the oxide substrate to develop a coarse plate-like morphology. After Sr addition, bifilms are no longer sequestered into primary Si particles, therefore remaining in suspension in the melt, available for blocking interdendritic and intergranular flow and providing the mechanism (by unfurling and inflating) for the initiation of porosity. The observed zero permeability of the solidifying dendrite mesh is proposed to be the result of the presence of bifilms. These will be rigidized by (i) the increased numbers and thickness of the oxide films because of the greater reactivity conferred by Sr, (ii) increased thickness of dams because of pileups if the melt treatment has been particularly poor, and (iii) partial inflation by hydrogen gas (if any). In Reference [
16], the results of reducing the silicon particle size to a submicron level in an aluminum-silicon alloy using a powder metallurgy process are presented. It was shown that the fine silicon particles with an average diameter of approximately 20 nm were dispersed in the Al matrix of a hypereutectic Al-Si alloy powder produced by the spinning water atomization process. This powder was sintered at 623–773 K for a maximum of 20.4 ks. The silicon particles became larger during sintering, but their size remained at a submicron level. It was also shown that the silicon particle size influenced the Vickers hardness of the alloy; the values of the Vickers hardness test were two to three times those of conventionally cast bars of the same alloy. The most effective method was the use of refractory metal oxides as modifying mixtures. In Reference [
9], the nanoparticles of Al
2O
3, TiO
2, and ZrO
2 were used to modify Al-Si alloys. In the course of such modification, the refinement of structural components and enhancement of mechanical properties (strength, unit elongation, and hardness) by 2% took place when introducing Al
2O
3 and by 3% when using TiO
2 and ZrO
2. However, there was no analysis of the experimental data obtained regarding the influence of the modified mixture introduced on the dendrite structure of silicon and on mechanical properties.
Earlier it was demonstrated [
17] that introducing a modifying mixture of Na
3AlF
6 + K
2ZrF
6 + TiO
2 + ZrO
2 into an Al-Si melt resulted in the uniform distribution of the eutectic (α-Al + Si) and, on average, the size of silicon crystals was reduced 1.5 times and the shape of Fe-bearing phases underwent refinement and changes, as compared to the initial unmodified alloy, occur. However, the solidification processes were not considered in detail, and the relationship between the nature of the modifiers introduced and the structure of precipitating phases was not revealed. The study of morphological characteristics of silicon crystals precipitated in the course of Al-Si solidification is relevant; because structural characteristics of silicon substantially influence the operational characteristics of the material, the study of the influence of the modifying mixtures on the properties and morphology of precipitated silicon crystals is urgent. In this paper, the results of the study of the influence of a modifying mixture based on Na
3AlF
6 + K
2ZrF
6 + TiO
2 + ZrO
2 on the morphology of Si particles in the Al-7%Si alloy are presented. The comparative data on the influence of the commercial K
2ZrF
6 and Arsal 2120 [
18] fluxes on the morphology of precipitated silicon in the Al-7%Si alloy are provided.
3. Results
According to the phase diagram of Al-Si, in the course of cooling of the melt of a hypoeutectic composition, the liquid becomes saturated toward a solid phase and primary solidification of the α-Al phase occurs. By the end of primary solidification, the liquid solution is enriched by silicon. Solidification of the α-phase finishes in the alloy, and the second stage begins—namely, the solidification of the melt of the eutectic composition. At the eutectic temperature, all of the liquid solidifies and the alloy consists of primary crystals of the α-phase and the eutectic mixture based on α-Al and Si, localized between matrix grains of α-Al. Then, on cooling, phase transformations in the solid state occur. When the temperature is decreased, silicon crystals (a solid aluminum solution in silicon of the variable composition) precipitate from α-Al crystals. Earlier in the published manuscript [
17], the XRD results were presented. According to the XRD data, the samples contained melt α-Al, containing phases β-Si, α-(Al
2FeSi) and β-(Al
5FeSi). The XRD results are confirmed by SEM studies, according to which phases α-(Al
2FeSi) and β-(Al
5FeSi) are clearly seen in the mode of electron backscattering. In addition, we performed XREDM when recording SEM in local points of different phases and calculated a theoretical chemical composition, which corresponds to the XRD data.
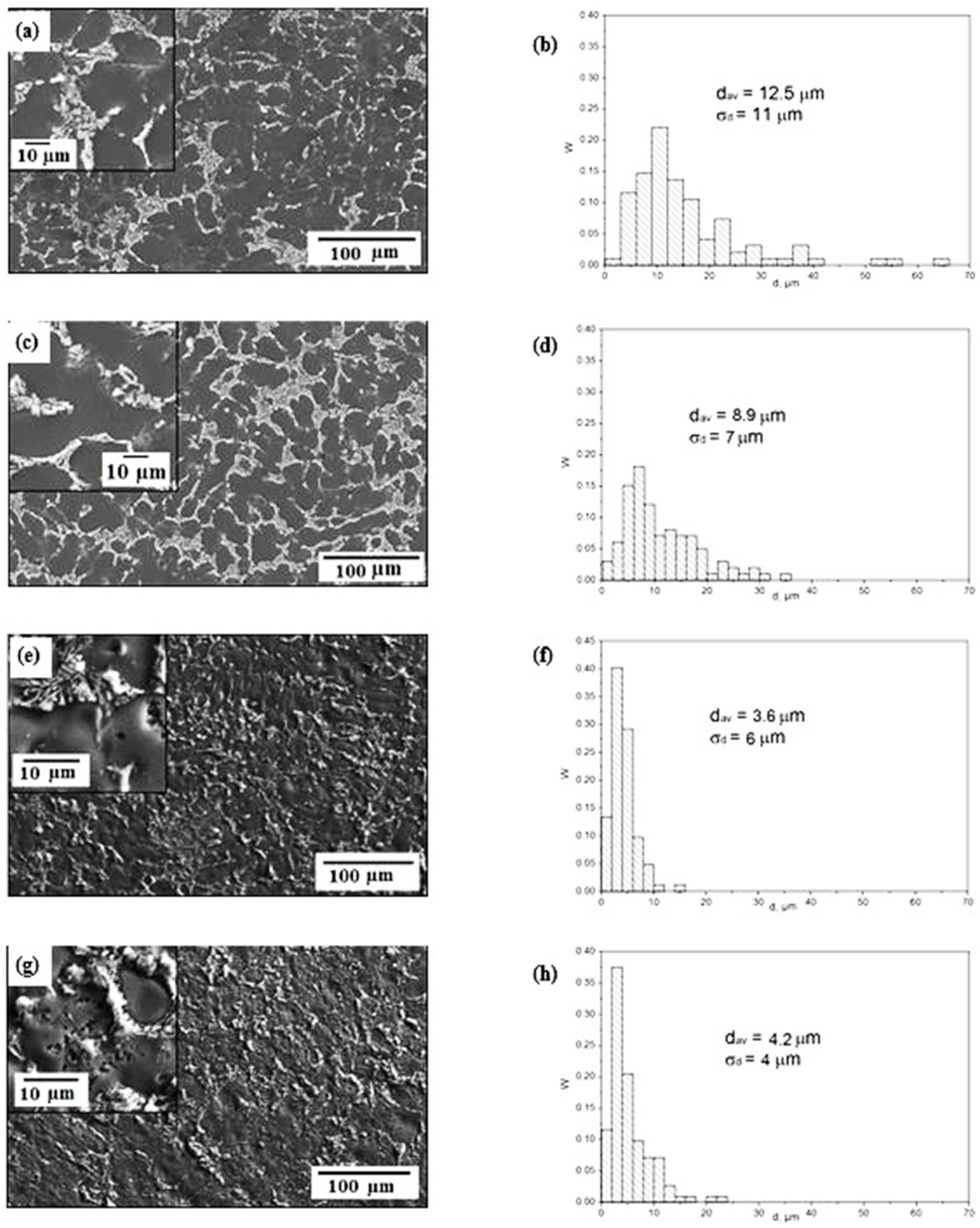
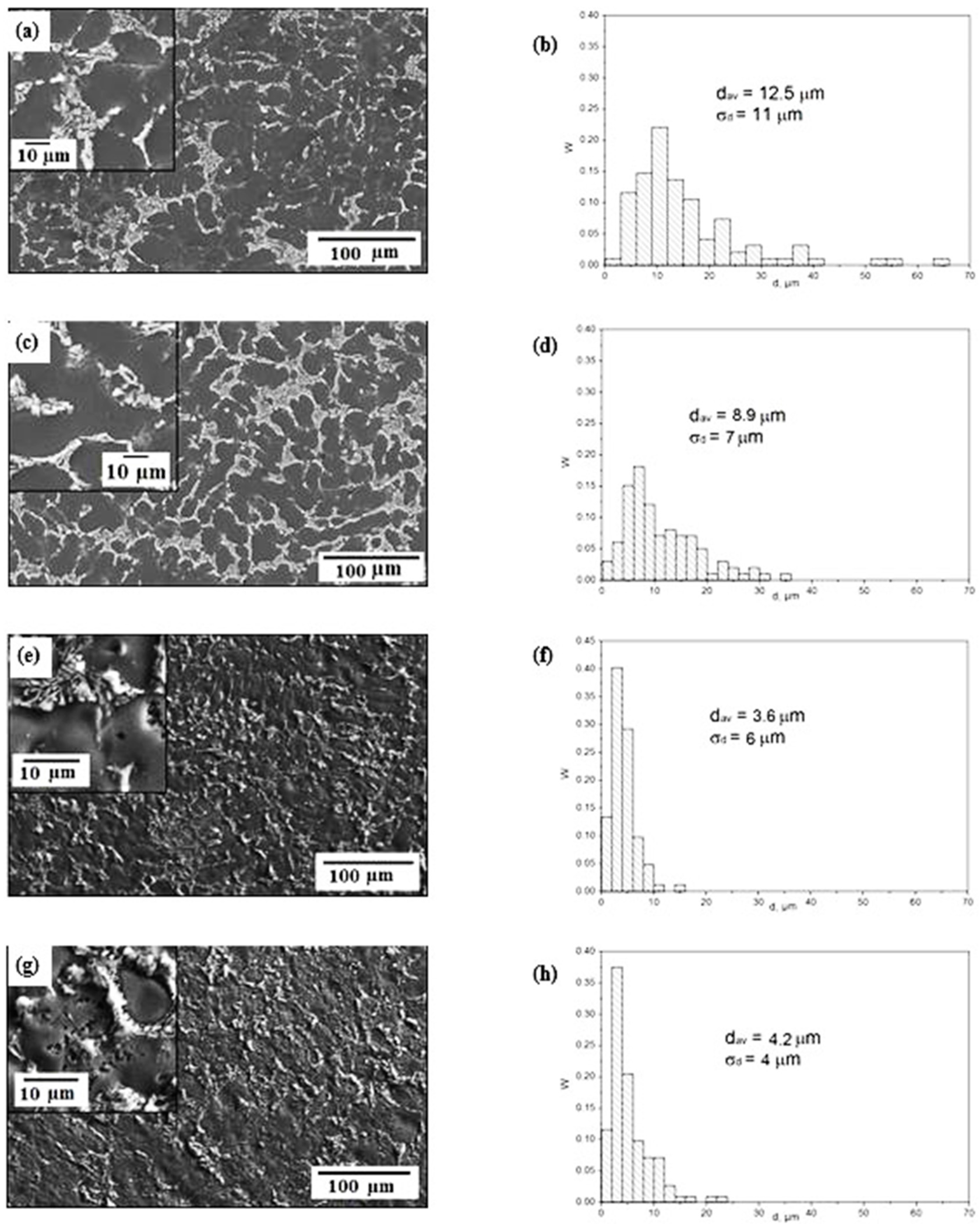
Figure 1 shows SEM images of the Al-7%Si alloy supplemented with modifying mixtures of a different chemical composition from that of the unmodified sample. According to the SEM data, silicon that precipitated in the eutectic composition in the initial Al-7%Si alloy (without the introduction of MM) was characterized by a needle- and/or plate-like texture and uneven distribution. Nonuniform distribution and local accumulation of eutectic mixture (α-Al + Si) were observed in the melt in some areas in
Figure 1a. The size of silicon particles in the eutectic mixture was from ~2.5 to ~64 µm, and the average size of particles was ~12.5 µm in
Figure 1b.
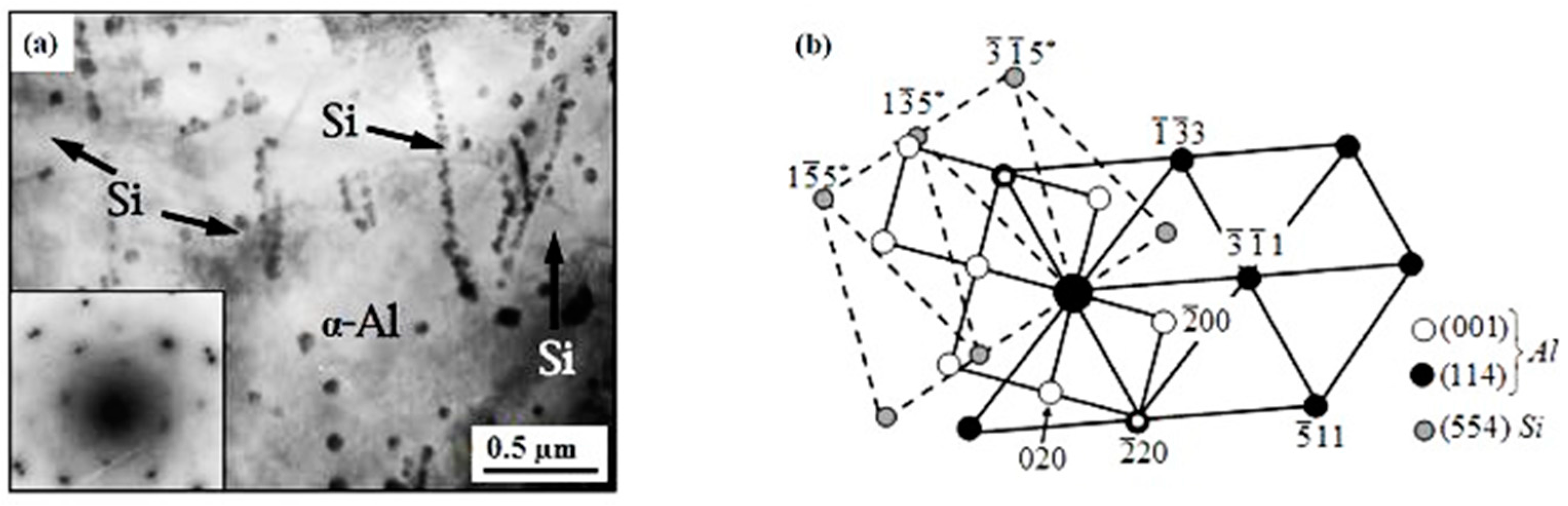
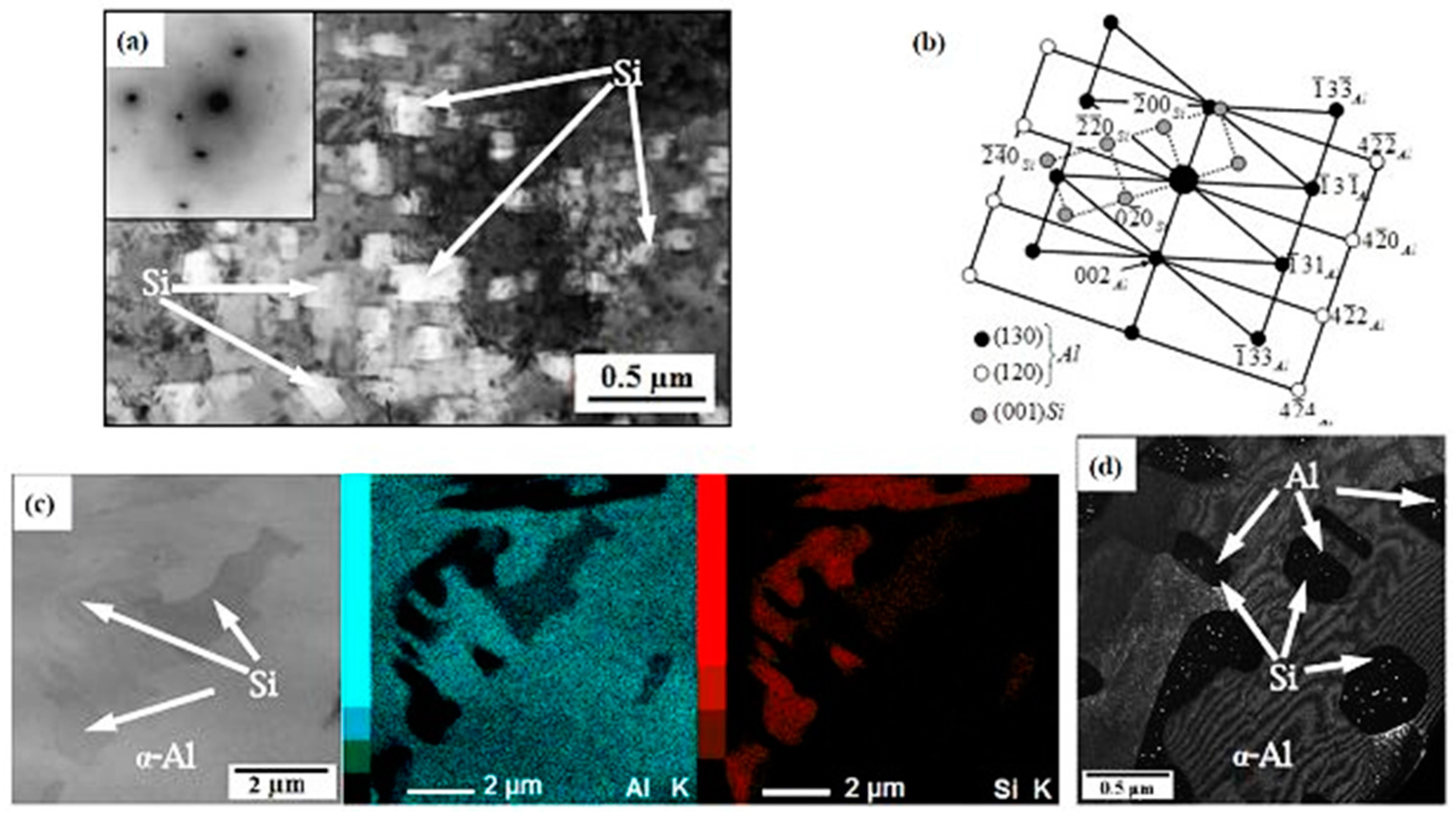
According to the TEM data, in the initial state of the Al-7%Si alloy, within the α-Al grain, there were Si particles of 0.07 µm in the form of chains (
Figure 2a, marked by arrows). Colonies of silicon particles (virtually a Si phase) were located inside the grain chaotically at a distance between particles of up to 0.03 µm. When the structure was investigated by the TEM method, it was discovered that the particles of the eutectic and Si grains segregated from the solid solution had a defect-free structure. This was confirmed by the absence of dislocations in silicon particles by the results of TEM studies (
Figure 2).
The introduction of 0.4 mass. % UFP in the aluminum melt resulted in a more uniform distribution of eutectic throughout the sample section. Note that there was a considerable decrease in the sizes of plate-like eutectic silicon in
Figure 1c. As in the initial alloy, eutectic silicon had a needle- or plate-like texture; at that, the range of silicon distribution by sizes was two times less and was ~1.8–36 µm (
Figure 1d). The average size of Si crystals was ~8.9 µm, which is considerably less than that of the initial alloy. According to TEM, it was established that apart from plate-like Si particles, as well as in the initial alloy, fine-dispersed particles of secondary Si were present in α-Al grains (
Figure 3). It was shown that after the introduction of 0.4 mass. % UFP, they were distributed throughout the volume more uniformly. A conglomeration of Si particles was not observed in
Figure 3a. The size of dispersed particles of secondary Si in α-Al was ≤50 nm, which is substantially less than that in the initial sample. The particles of the Si phase of both eutectic silicon and secondary silicon had a defect-free structure. The formation of the Si plates was described in Reference [
15]. The subsequent planar growth of Si crystals straightens the bifilms, thereby creating long straight cracks in association with the primary Si particles. The long Si particles reflect the length of the straightened-out bifilms. The straightened cracks are proposed to be the primary reason for the reduced properties of unmodified alloys. Oxides can lead to the favored growth of substrates, discouraging both particulate and plate-like primary Si in favor of a coral-like growth of eutectic Al-Si at a lower temperature, avoiding the straightening of bifilm cracks and thereby conferring a benefit on mechanical properties [
15].
When 0.2 mass. % K
2ZrF
6 was introduced into the aluminum melt, there was also a uniform distribution of eutectic (α-Al + Si) throughout the sample section (
Figure 1e). According to SEM data, there was more than a three-fold reduction of the average size of crystals of eutectic Si in the sample supplemented with K
2ZrF
6 compared to the initial alloy, as they were ~3.6 µm (
Figure 1f). The introduction of 0.2 mass. % K
2ZrF
6 led not only to the decrease in the sizes of Si crystals, but also to a change in their morphology (
Figure 4). There was more than a three-fold decrease of the sizes of needle- and/or plate-like Si crystals.
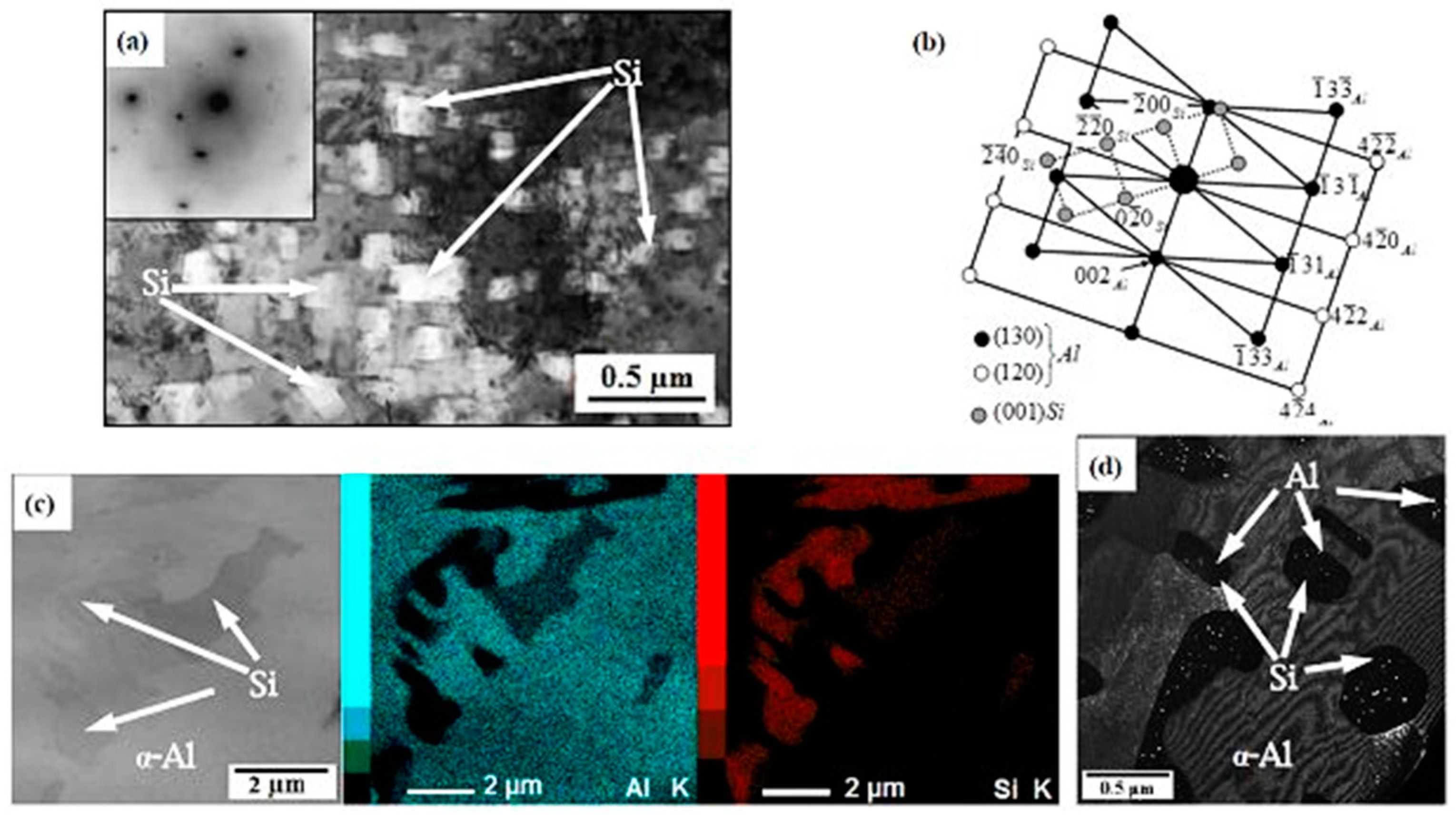
According to TEM, secondary silicon particles of a different shape formed in the α-Al grain. Crystals with a cubic shape and the size of ~0.05–2 µm and fine-dispersed particles similar to a spherical shape with the size of 0.008–0.07 µm were present in
Figure 4a. It is possible to presume that the introduction of modifiers resulted in the local change in the concentration composition of the alloy.
Figure 4d presents a dark-field TEM image of the modified Al-7%Si alloy, in which one can see that within coarse Si crystals of ~0.5 µm, there were Al nanoparticles of less than 30 nm. These data were justified by energy dispersive analysis and microdiffraction patterns taken of this area. One might suppose that during the cooling of the alloy in a solid state, the concentration of the aluminum sufficient for the precipitation of secondary α-Al grains increased locally in the grains of silicon (Si), representing a solid solution of aluminum in silicon. In the region of the eutectic, eutectic silicon precipitates had various geometrical shapes different from an needle- or plate-like one.
During the modification of the Al-7%Si alloy with the 0.2 mass. % flux Arsal 2120, the distribution of the sizes of eutectic Si was in the range of ~1–20 µm; at that, the average size was
dav ≈ 4 µm (
Figure 1h,j). As in the case of the modification of 0.2 mass. % K
2ZrF
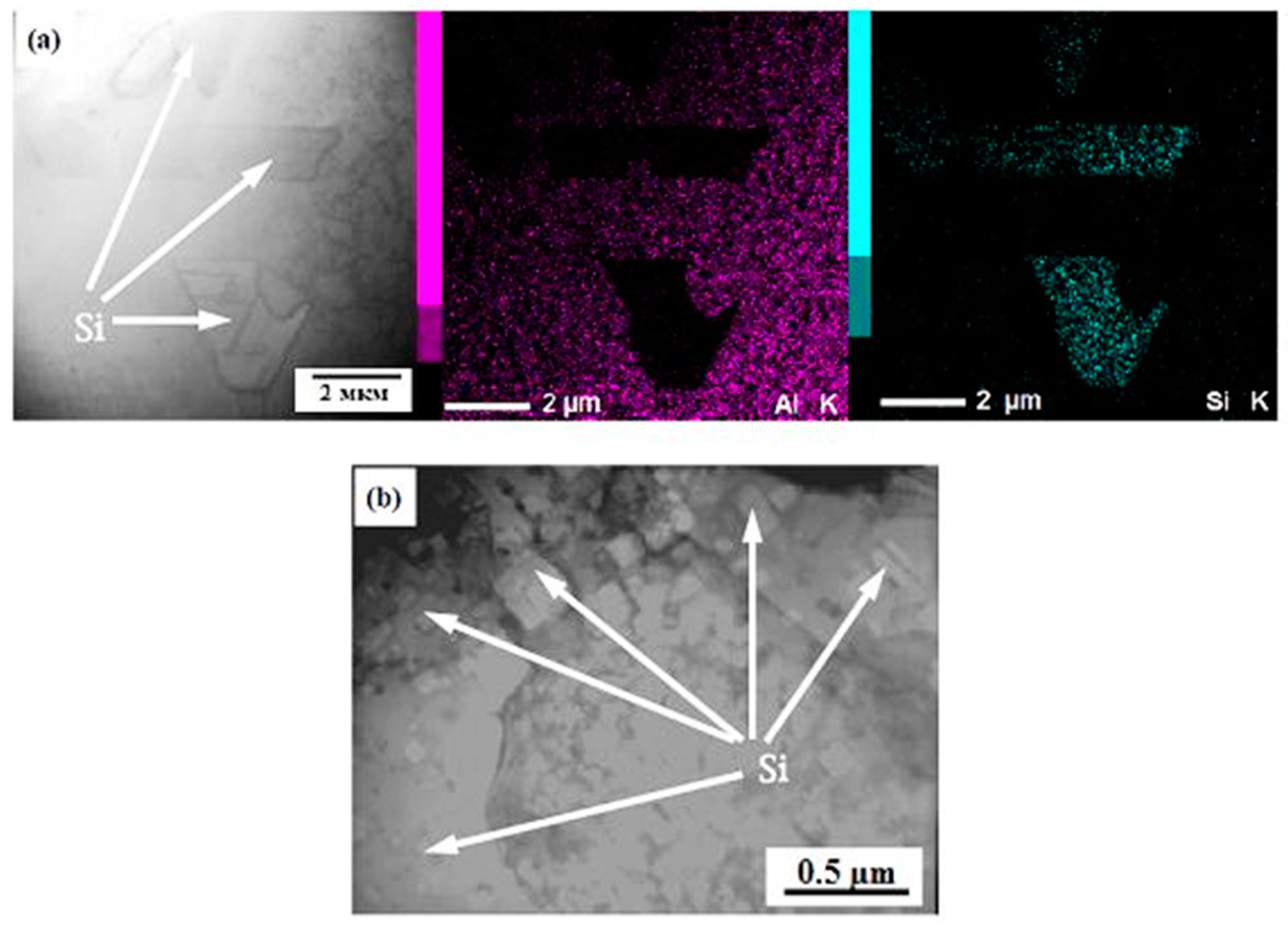
6, there was a change in the morphology of Si crystals precipitated in the eutectic region. Si particles in α-Al had a cubic shape with a size of 0.04–0.23 µm and coarser particles of different geometrical shapes (
Figure 5). In the region of the eutectic mixture solidification, there was silicon of a platelet shape. Precipitated silicon wafers had high lattice stresses and were characterized by a high concentration of defects and twins.
From the analysis of the data obtained, it is possible to conclude that all modifying mixtures introduced into the melt reduced the size of silicon wafers in the eutectic mixture and influenced the localization of secondary Si particles in α-Al. When introducing 0.4 mass. % UFP, consisting of Na
3AlF
6 + K
2ZrF
6 +TiO
2 + ZrO
2, the morphology of eutectic and secondary Si did not change, but the size of Si particles was reduced and they were distributed more uniformly throughout the volume. Similar results were observed in Reference [
14], where the influence of complex flux (K
2TiF
6 + BaCO
3 + C) on the microstructure of Al-7%Si, Al-9%Si, and other alloys was demonstrated. The authors demonstrated that treatment with the complex modifying flux led to the refinement of the eutectic (α-Al + Si), a more uniform distribution and refinement of α-Al dendrites, as well as a 72% reduction of the area of eutectic Si crystals compared to the unmodified alloy [
14]. It is necessary to note that metal oxide nanoparticles introduced into the melt precipitated in the alloy structure in the form of particles and agglomerates [
14]. They can serve as additional stress concentrators.
In our work, it has been shown that when 0.4 mass. % UFP was introduced into the mixture, the particles were distributed uniformly throughout the volume and assimilated by the melt. By virtue of fluorine-containing salts in the composition of the modifier, a number of chemical reactions, accompanied by a reduction of oxides up to a metallic fine-crystalline state, proceeded. These oxides could be considered as concentrators of grained primary grains and were fully assimilated by the melt. None of the methods (SEM, TEM, XRD) allowed for the detection of these particles. On the other hand, Reference [
8] demonstrated that when introducing a hypereutectic composition of γ-Al
2O
3 particles in the amount of 0.5–1.0% into the silumin melt, the morphology of coarse wafers of primary Si with a size of 78–400 µm transformed into a more compact material, containing 41–49 µm-sized particles of primary Si. In this case, γ-Al
2O
3 particles were located both in the matrix of the α-solid solution and in the primary crystals of Si [
8].
When introducing fluxes (0.2 mass. % K
2ZrF
6 and 0.2 mass. % Arsal 2120), not only a three-fold refinement of Si occurred, but also a change of its morphology. The particles of eutectic Si acquired a different geometrical shape. In Reference [
21] it was demonstrated that, when introducing Sr and Na during the casting of eutectic Al-Si alloys, the needle structure of eutectic Si transformed into a fine fibrous one. The achievement of the fine fibrous structure of eutectic Si due to the introduction of modifying agents was observed by others as well [
22,
23]. The rate of solidification processes and the solidification temperature determined the morphological characteristics of eutectic and secondary grains of silicon as well as a finite structure and, as a consequence, the required properties of alloys.
In Reference [
19], it was mentioned that when introducing 0.4 mass. % UFP to the aluminum melt, a number of chemical reactions having a negative value of ΔG°298 were thermodynamically possible. One of the possible mechanisms of interaction of the modifier in the melt was reduced to chemical processes of the decomposition of complex salts K
2ZrF
6 and Na
3AlF
6, accompanied by the formation of fluorides of aluminum, potassium, and sodium, gaseous products, and metallic particles of Zr and Ti, reduced from oxides. Reduced metallic particles were the solidification centers in the melt. A high negative value of ΔG°298 in chemical reactions showed a high thermodynamic probability of the reactions proceeding. It is known that eutectic solidification represents a growth of crystals of two phases, α-Al and Si, among which eutectic silicon is the leading phase [
2]. Thermal effects of chemical reactions, proceeding during the interaction of MM with the melt, could influence the temperature and the rate of solidification and, correspondingly, the morphology of silicon crystals.
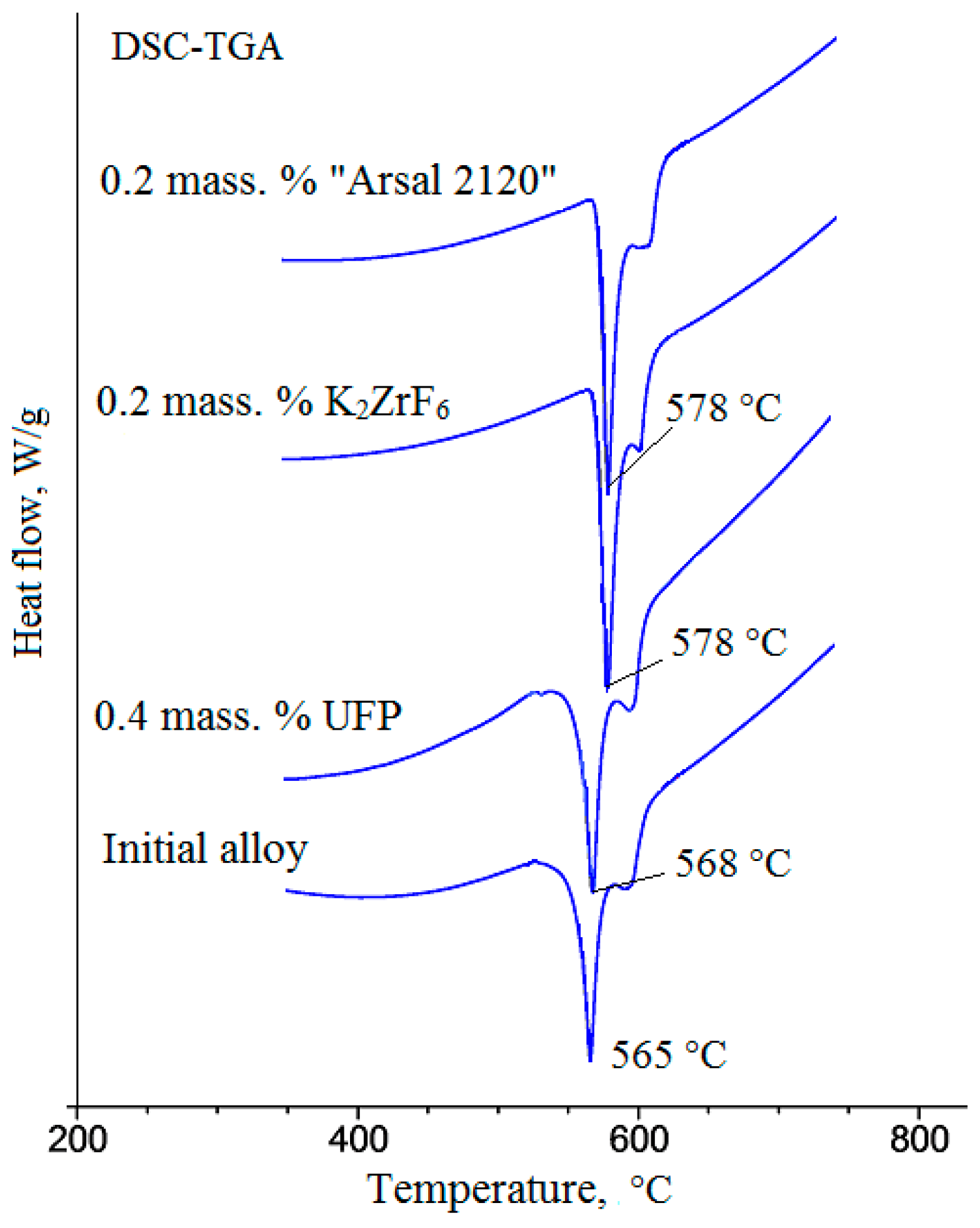
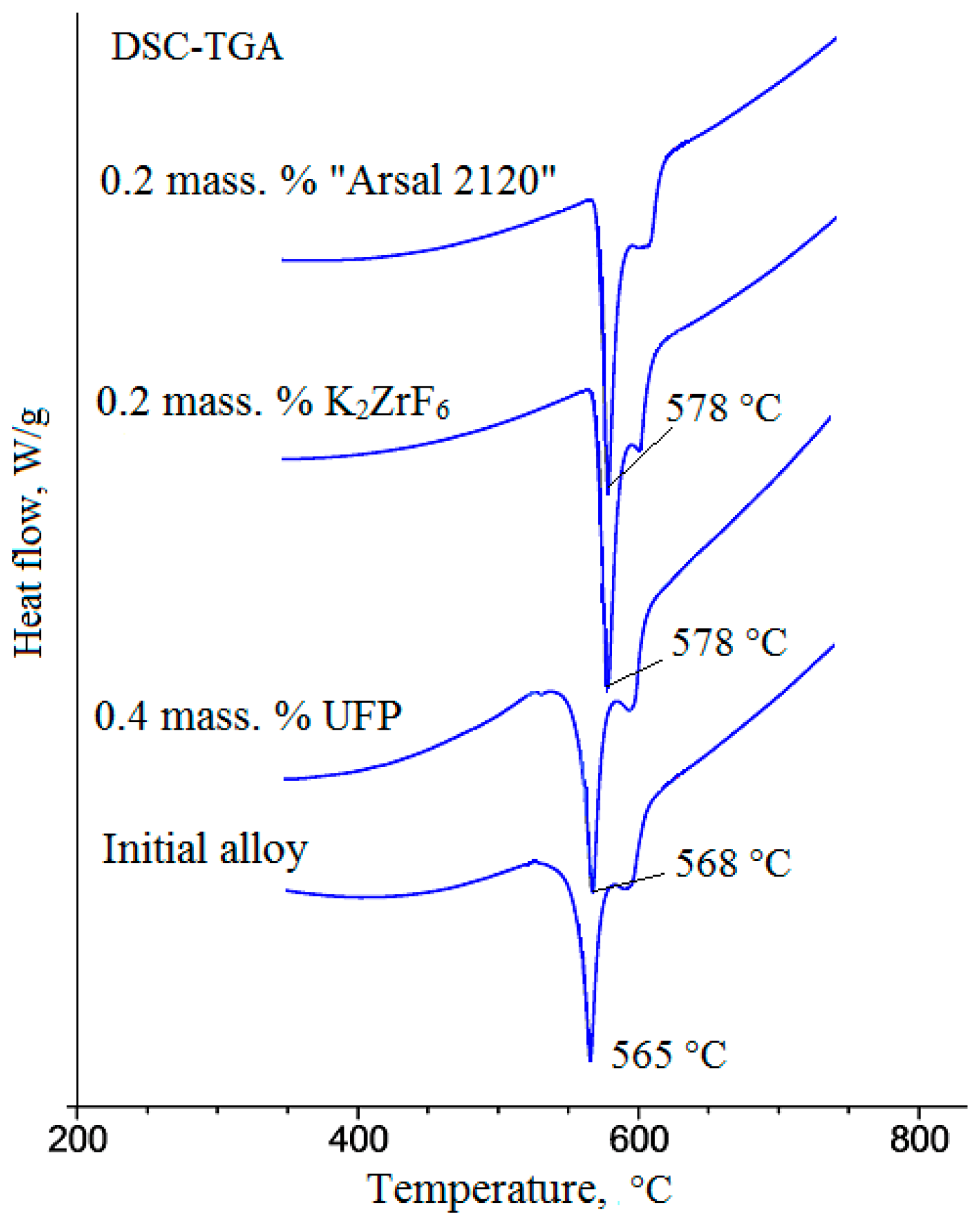
Figure 6 presents the DSC curves of the cooling of the Al-7%Si alloy both in the initial state and in the state when different modifying mixtures were introduced. It shows that after the introduction of 0.4 mass. % UFP, the solidification of eutectic Si proceeds at a higher temperature than that for the initial alloy, despite the fact that the liquidus temperature has changed by only 3 °С. According to the differential thermal analysis (DTA) data, a shift in the temperature of the crystallization of the eutectic containing silicon and aluminum crystals was observed. The structural changes during the solidification of eutectic Si were observed: the size of Si wafers decreased 1.5 times, but the morphology remained the same. Similar results were observed in Reference [
2], and it was demonstrated that with the increase of the Sm content in the ADC12 alloy, the temperature of the primary solidification changed by 2 °C each time the agent was added, and the wafers of eutectic Si were refined without alteration of its morphology.
After the introduction of fluorine-containing salts in the amount of 0.2 mass. % K
2ZrF
6 and 0.2 mass. % Arsal 2120, there was a significant temperature shift of the onset of precipitation of the primary Si crystals into the region of higher temperatures (by 13 °C) (
Figure 6); DSC curves for K
2ZrF
6 and Arsal 2120 virtually coincided. Crystallization at high temperatures was a consequence of supercooling. Such significant supercooling of the Al-7%Si alloy resulted in primary and eutectic Si crystals undergoing a three-fold refinement and acquiring different geometric shapes. When fluoride salts were used, there were decomposition processes, accompanied by an intensive thermal effect. The temperature increased in the melt locally, and, correspondingly, the solidification of primary crystals occurred at a higher temperature (573 °C) and was accompanied by rapid solidification from the melt. A modifying mixture containing oxides along with cryolite was more effective for the refinement of structural components of alloys. This was because processes of oxide decomposition were characterized by a less intensive thermal effect, and, as a consequence, the formation of a fine-crystalline structure occurred. As a result of chemical reactions, a multicomponent system with a high concentration of points of the solidification onset of the melt, formed from the products of oxide reduction, was distributed uniformly throughout the volume of the system. The presence of liquid fluoride-containing salts enabled a reduction of the surface energy of wetting and, correspondingly, a more uniform distribution of particles—points of solidification—throughout the volume of the melt.
The microstructure and mechanical properties of alloys in the initial state and after the introduction of various additives are presented in detail in References [
16,
19]. It was shown that for all of the modified samples, an increase in the relative elongation was characteristic. However, the temporary tear resistance for all samples varied from 14.4 kgs/mm
2 to 22 kgs/mm
2. For all of the modified samples, the increase in mechanical properties was due mainly to the decrease in the dimensions of the silicon wafers. However, the uneven distribution of the eutectic and its accumulation in alloys modified by commercial K
2ZrF
6 and Arsal 2120 influenced the strength values and the optimal relationship between the structure and mechanical properties. The introduction of MM to the melt led to a secondary liberation of silicon particles from the solid solution, due to which an optimal relationship between the structure and mechanical properties was achieved.

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}