Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material
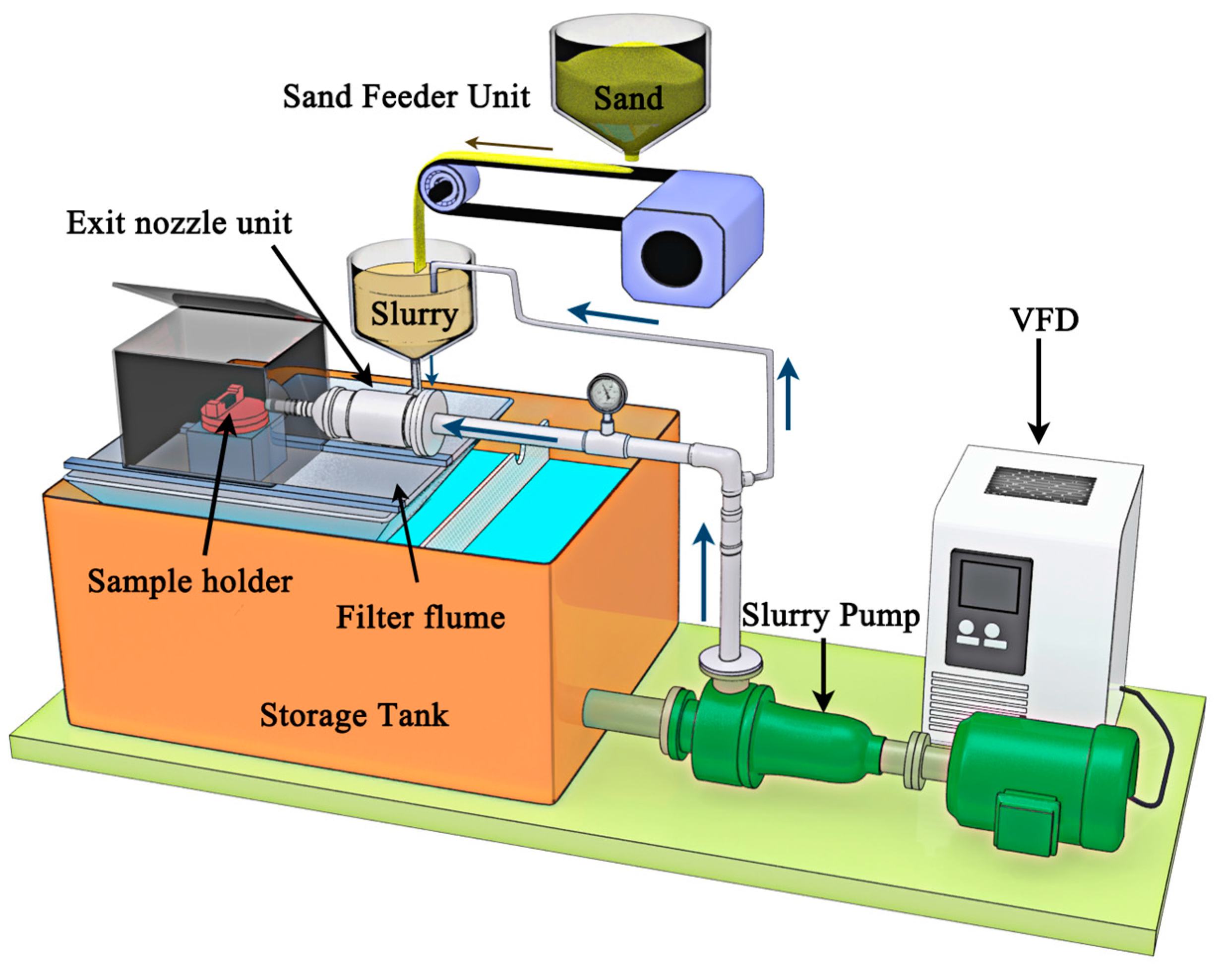
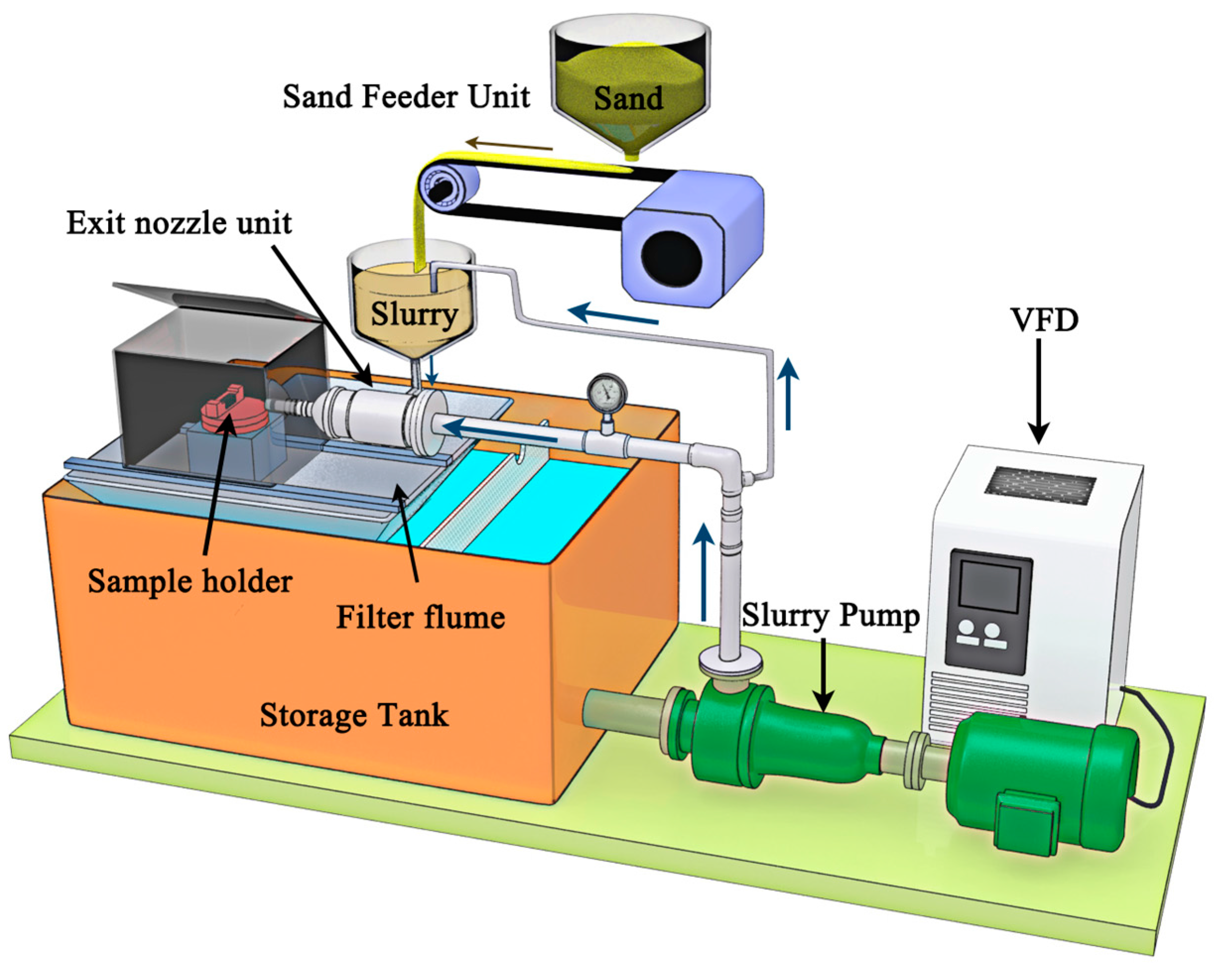
2.2. Slurry Erosion Test
3. Results
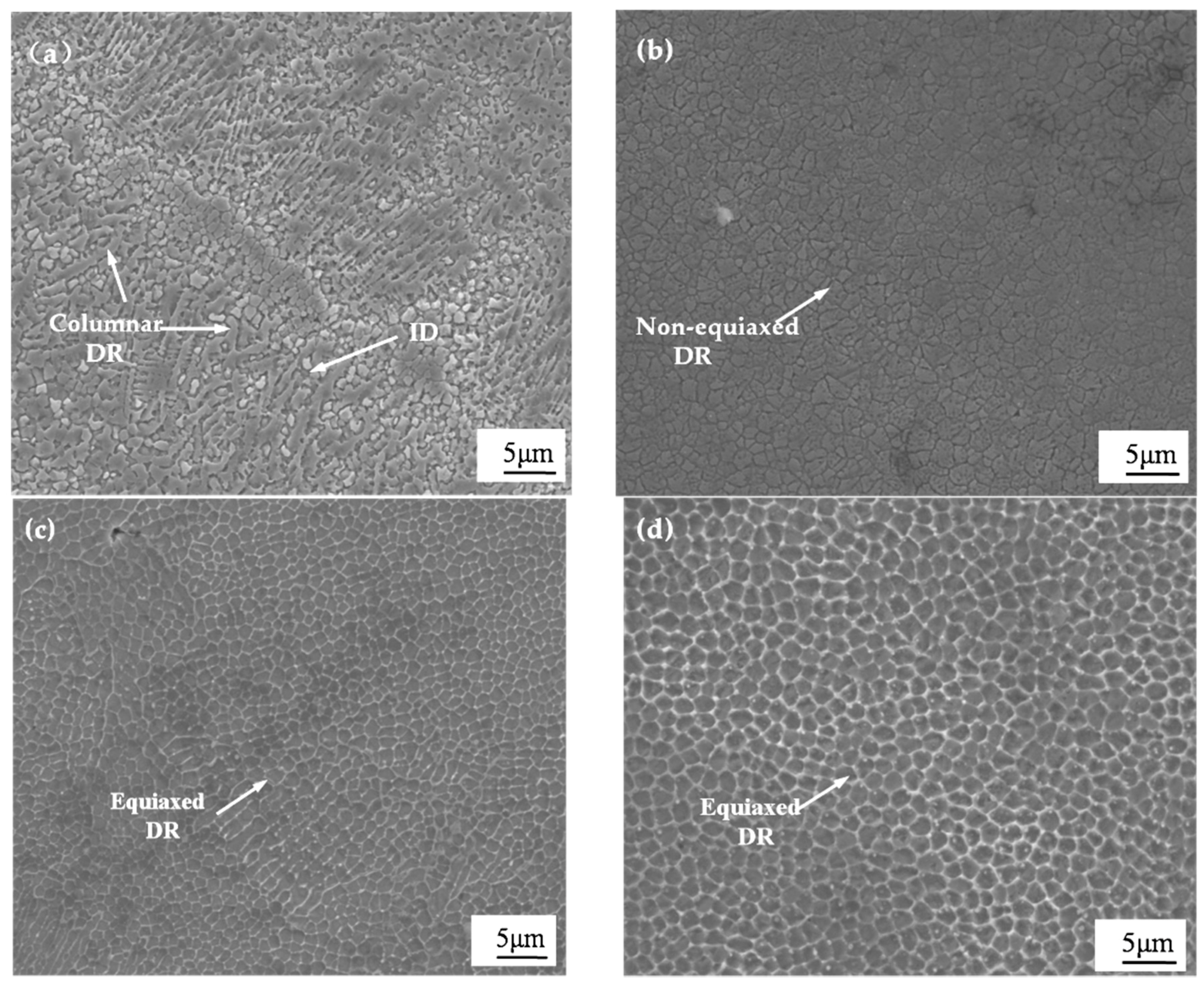
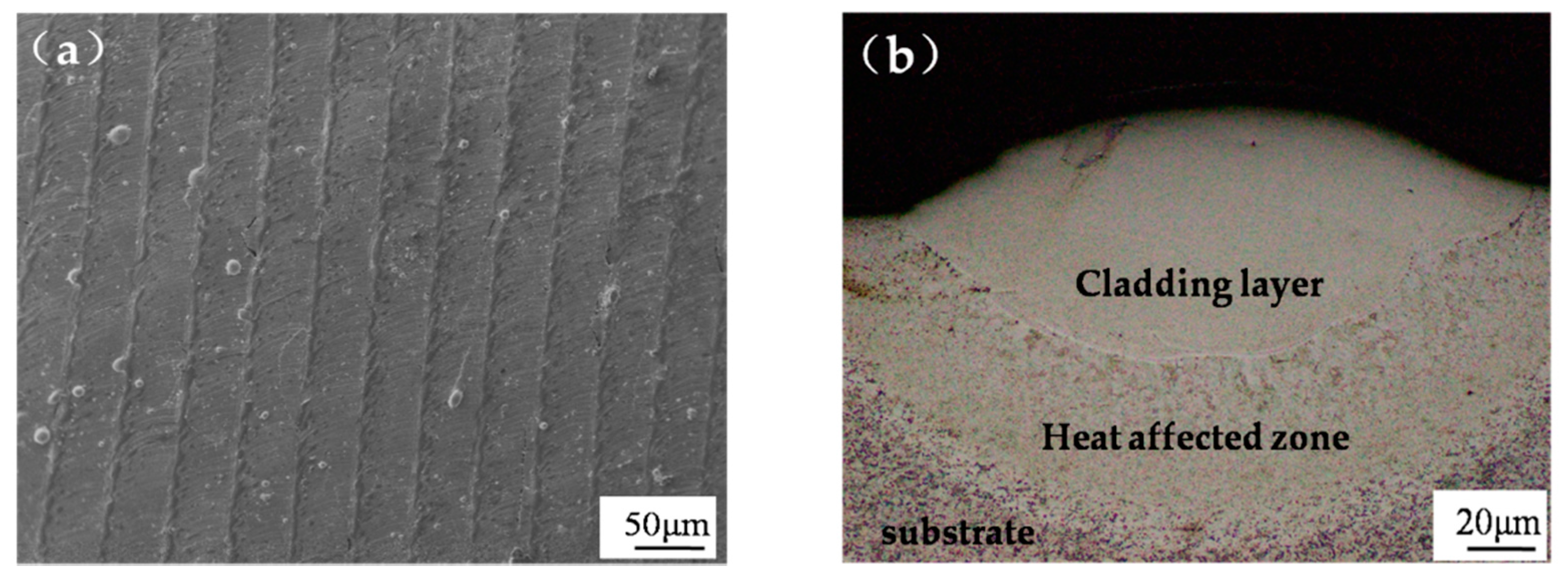
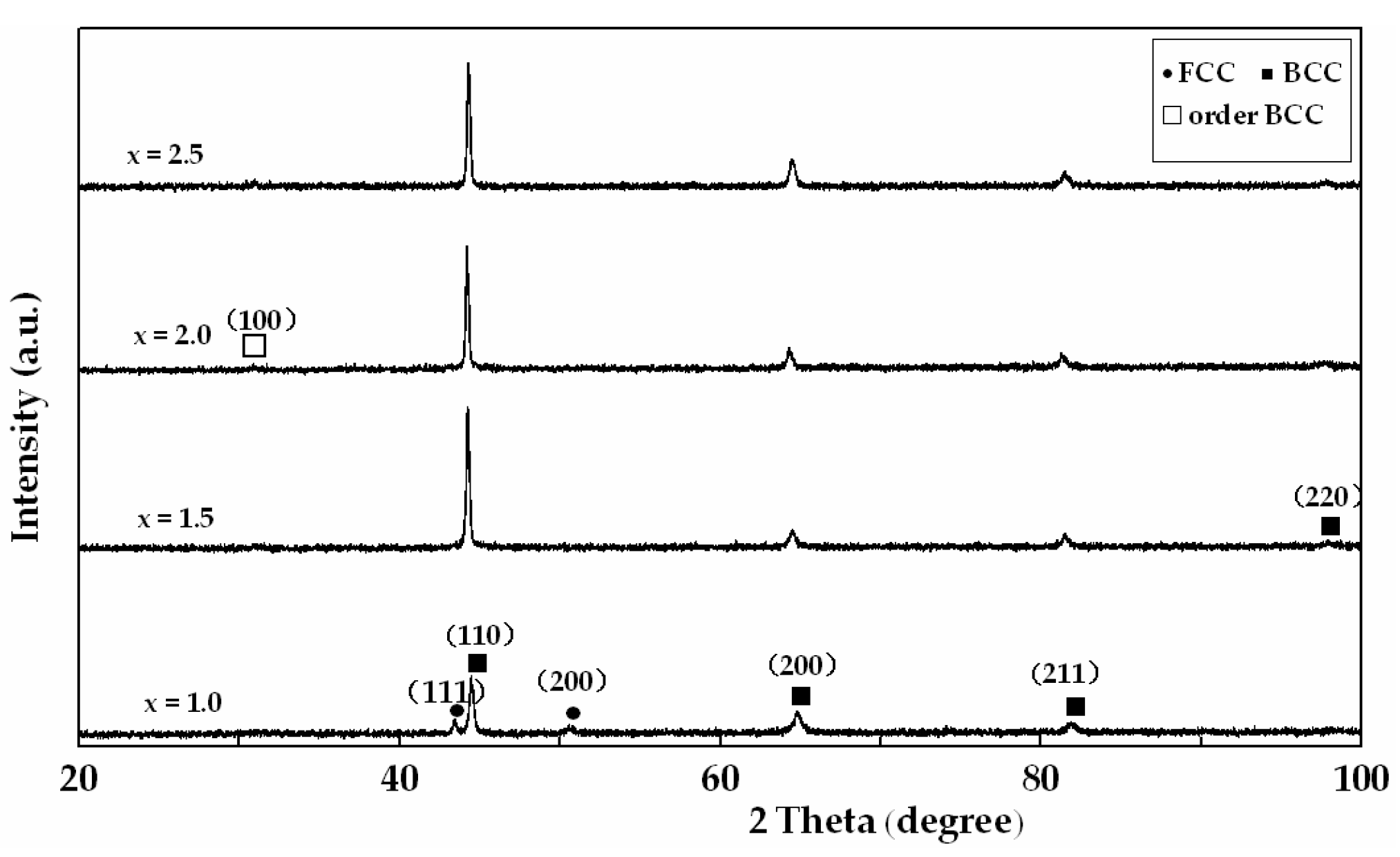
3.1. Microstructure and XRD Analysis
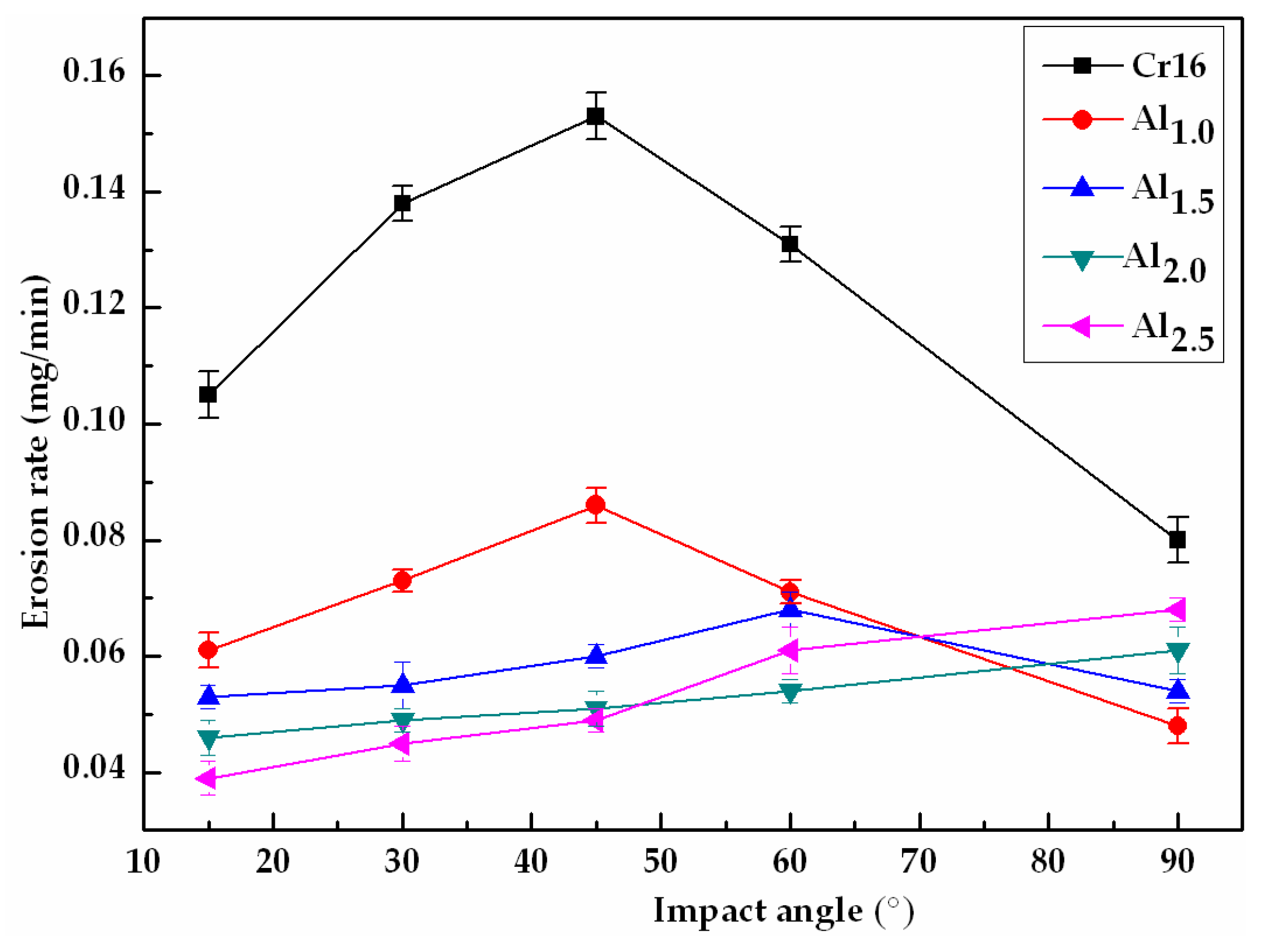
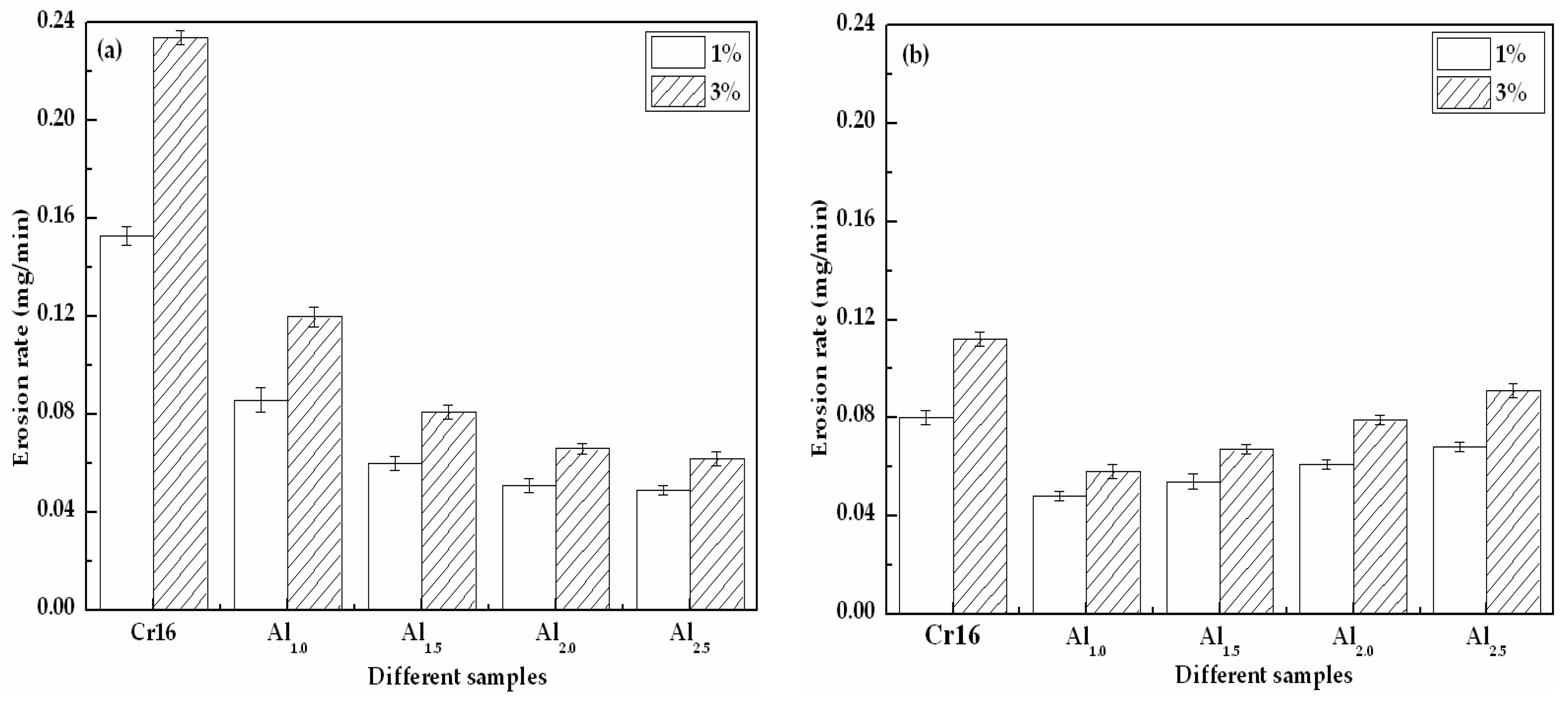
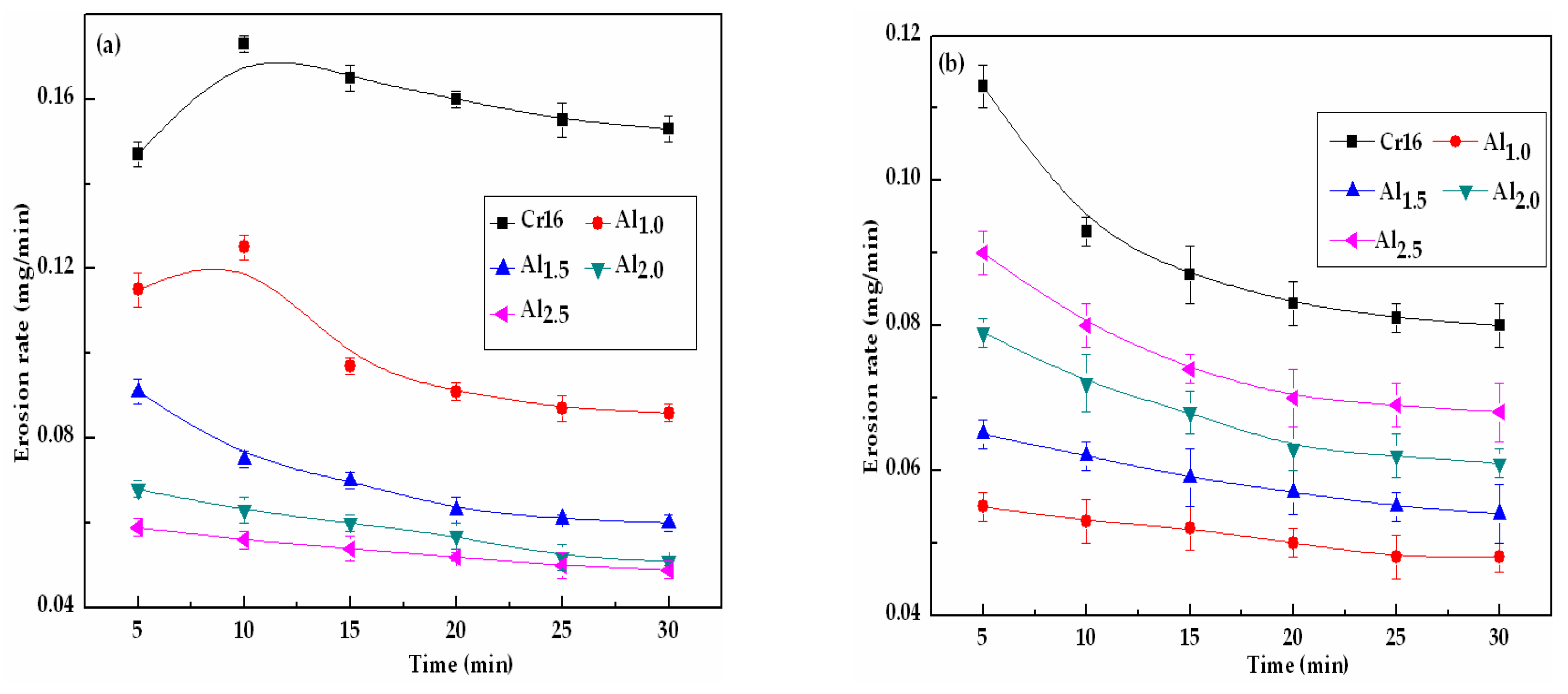
3.2. Results of Slurry Erosion Tests
3.3. Observation of Eroded Surfaces
4. Conclusions
- (1)
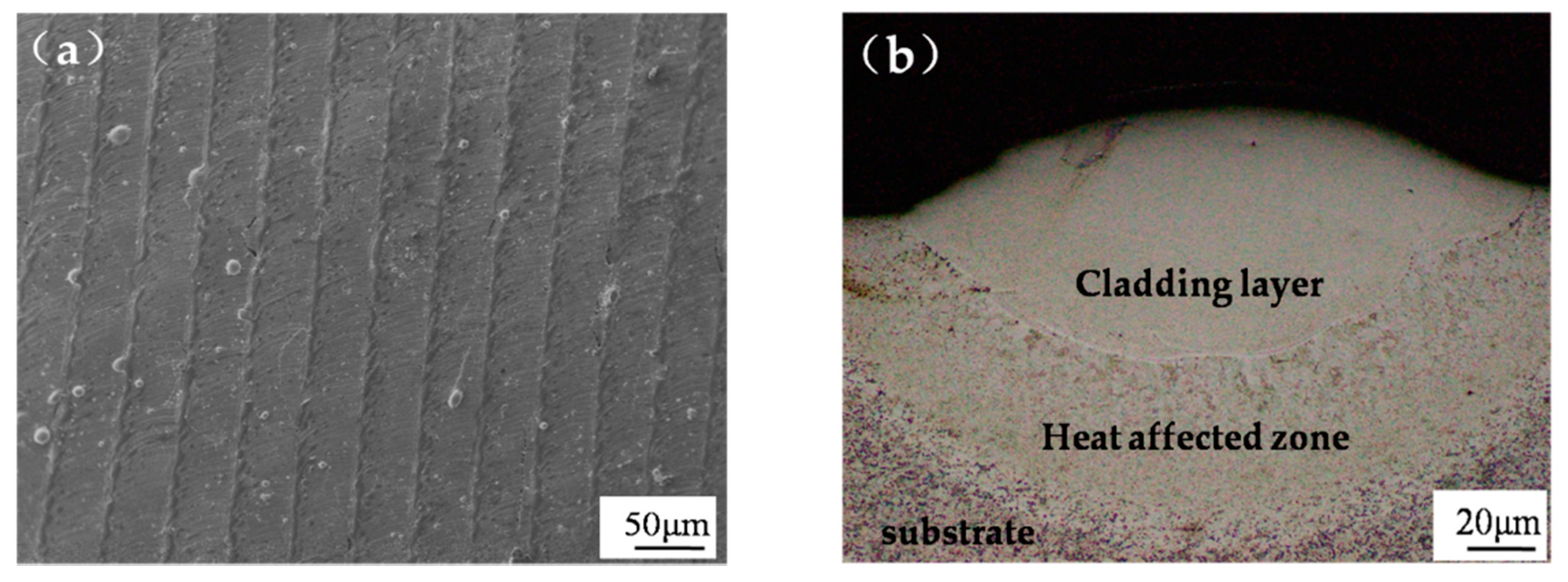
- AlxCoCrFeNiTi0.5 HEA coatings with few pores and the good metallurgical combination could be fabricated on Q345 substrate by laser cladding with the optimized processing parameters.
- (2)
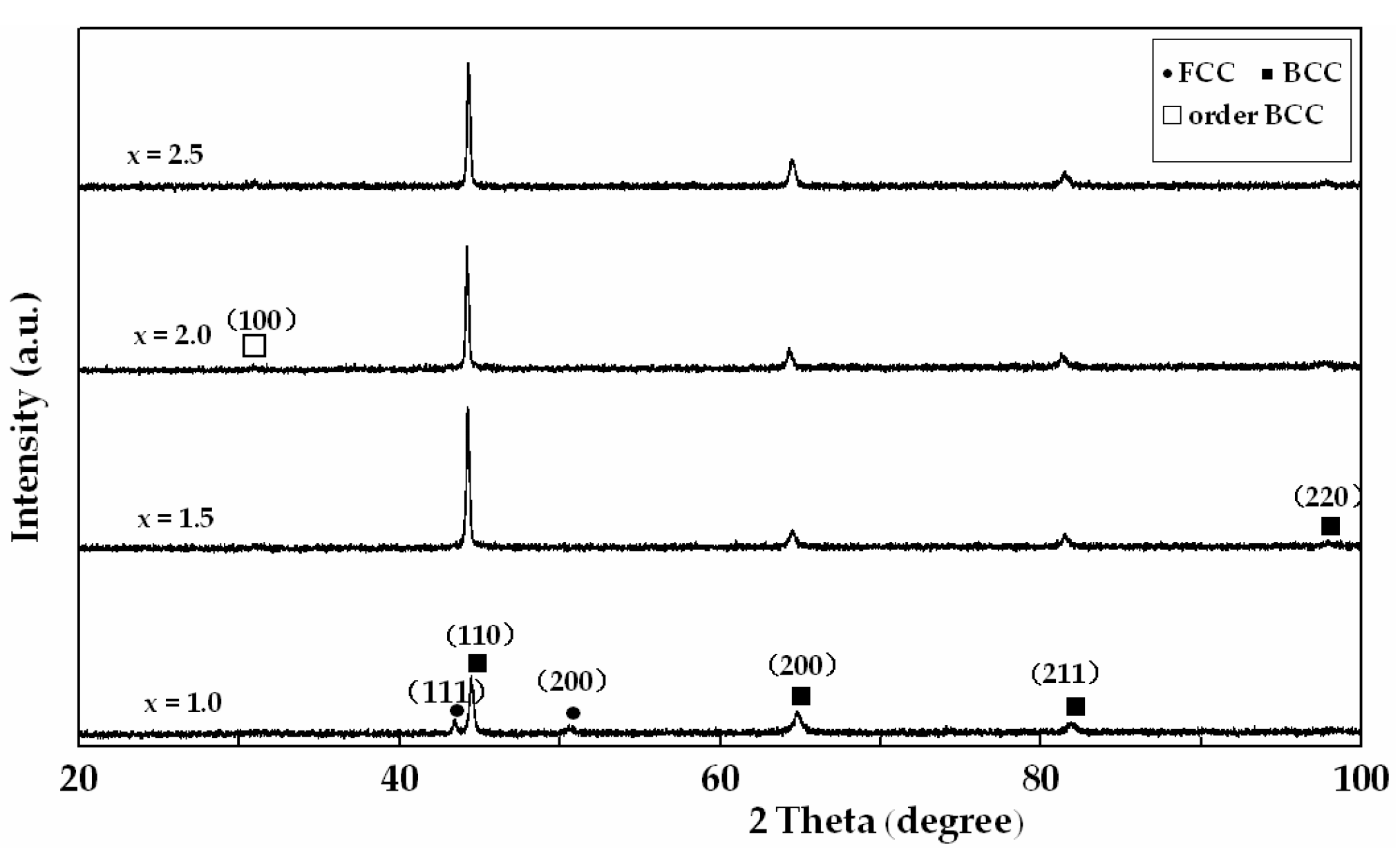
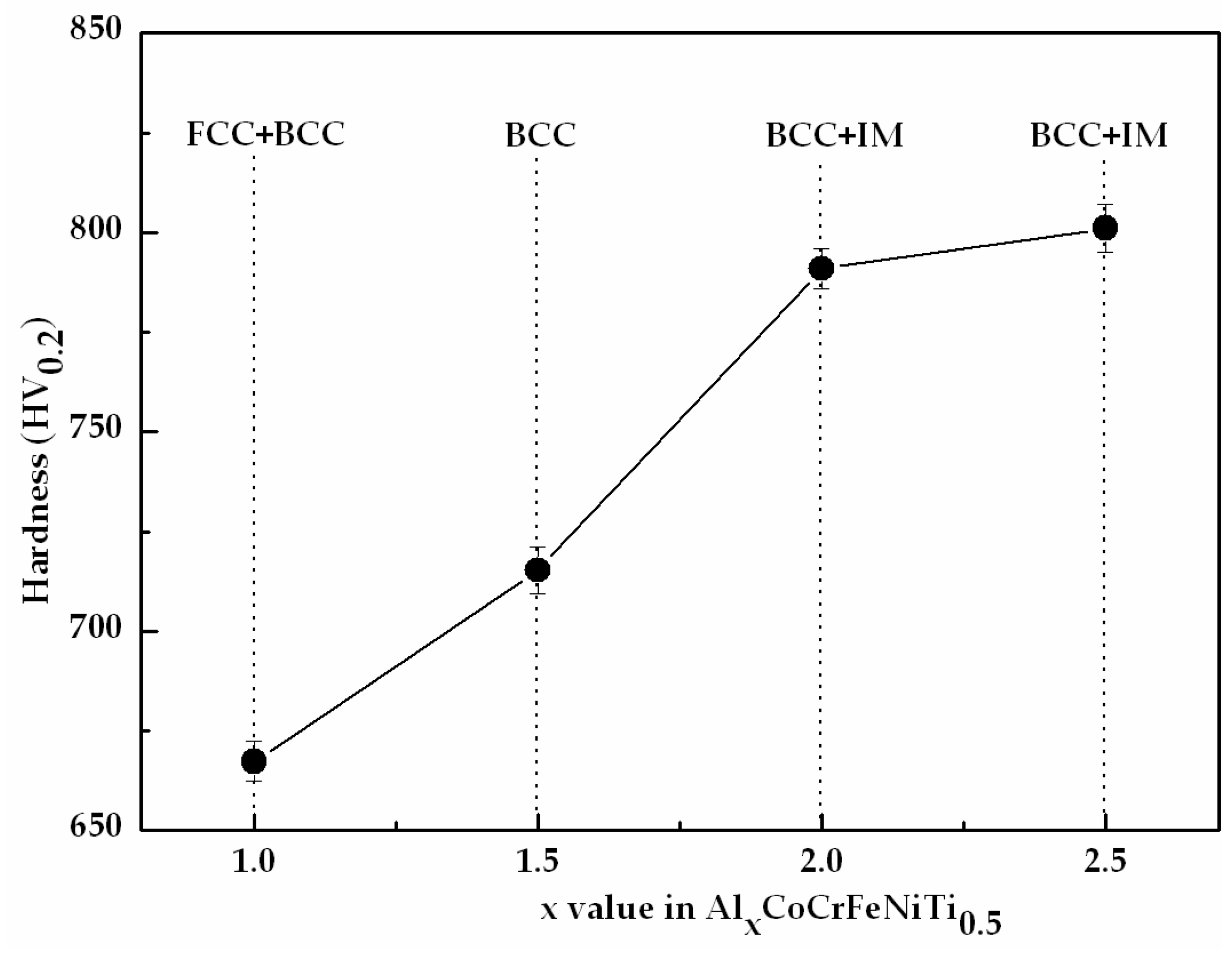
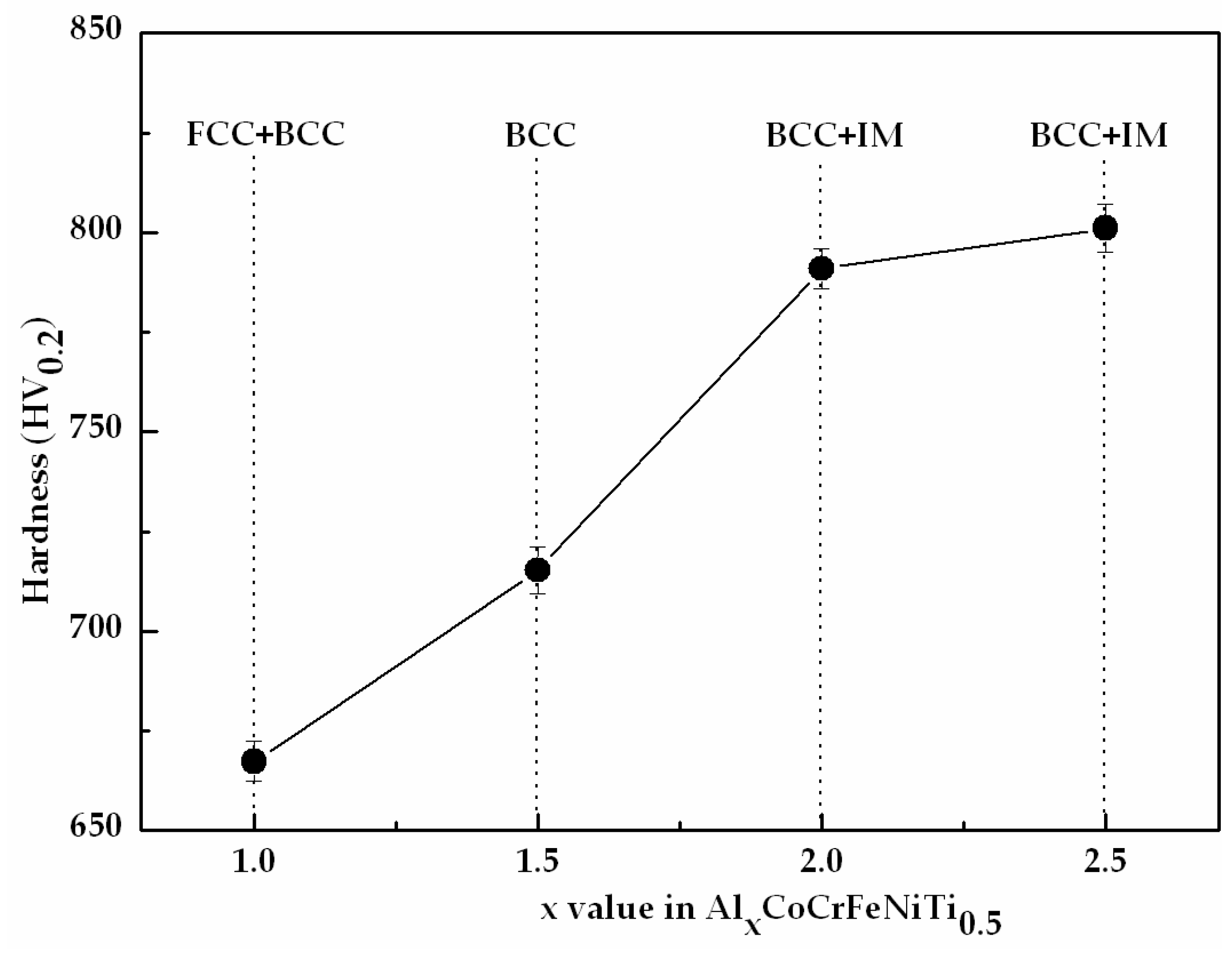
- The crystal structures of AlxCoCrFeNiTi0.5 HEA coatings evolve from FCC plus BCC mixture phases for x = 1.0 to single BCC phase for x = 1.5, and then to BCC and IM mixture phases for x = 2.0 and 2.5. The microhardness of AlxCoCrFeNiTi0.5 HEA coatings increased obviously with the addition of Al element content. The Al2.5 HEA coating has the highest hardness of 801.1 HV.
- (3)
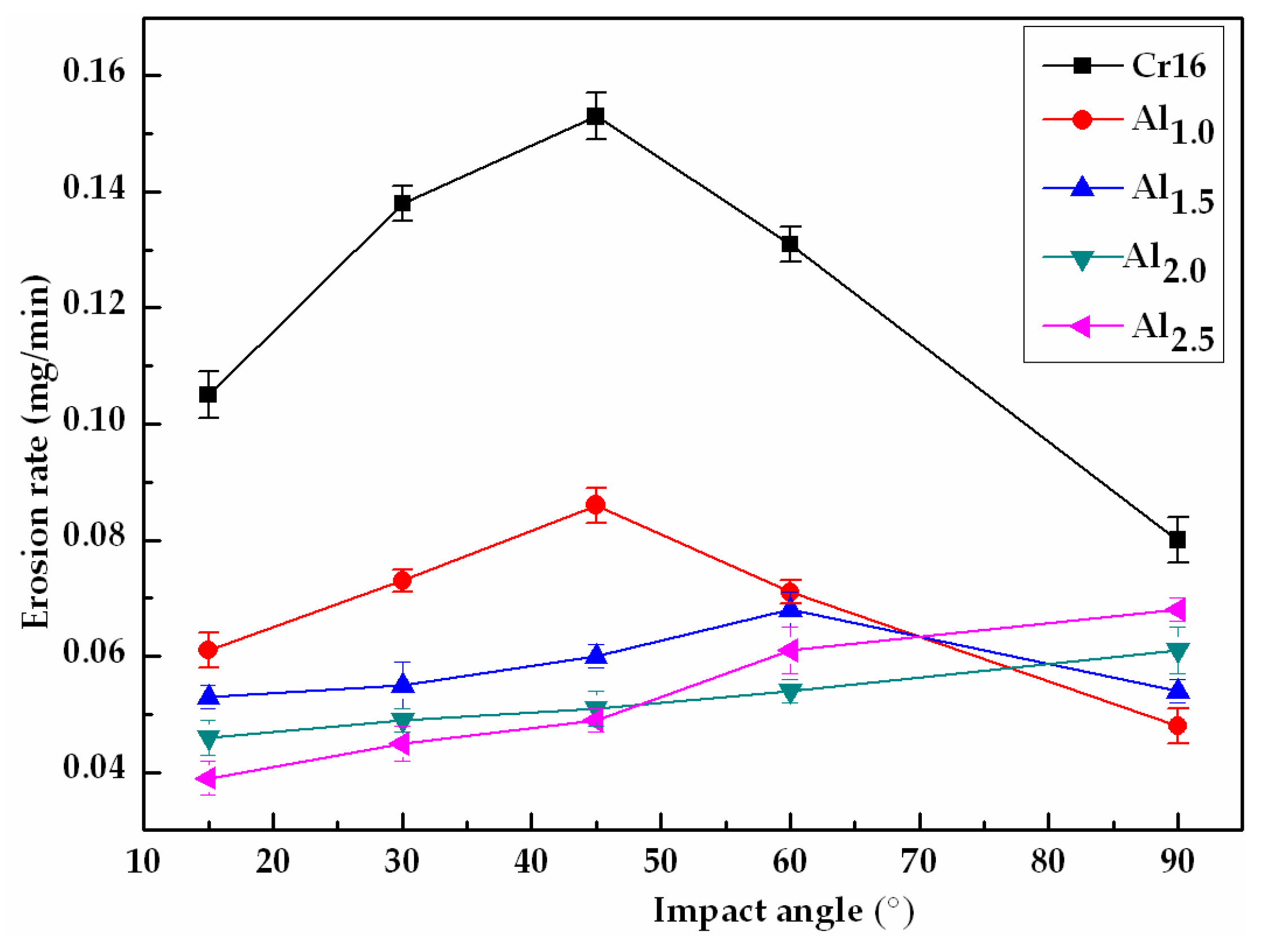
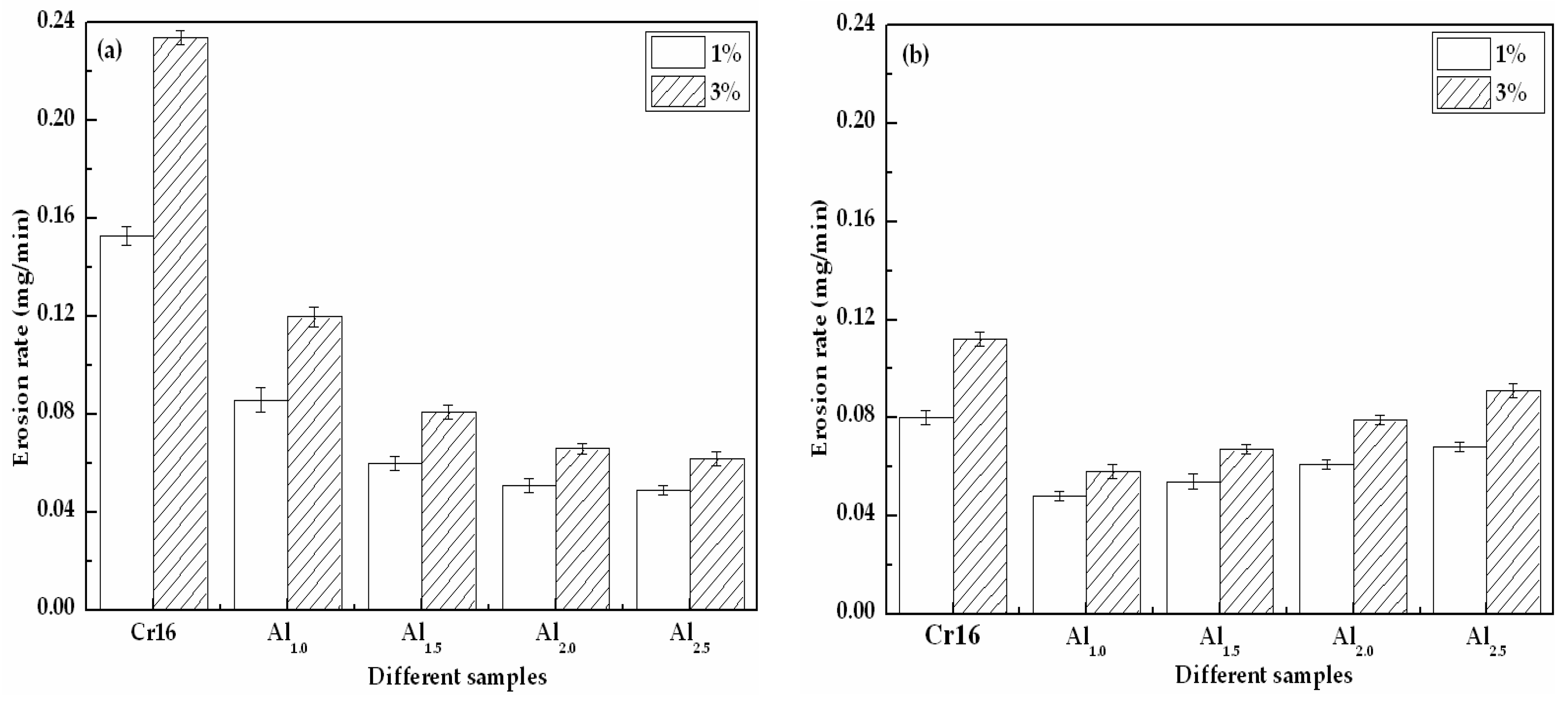
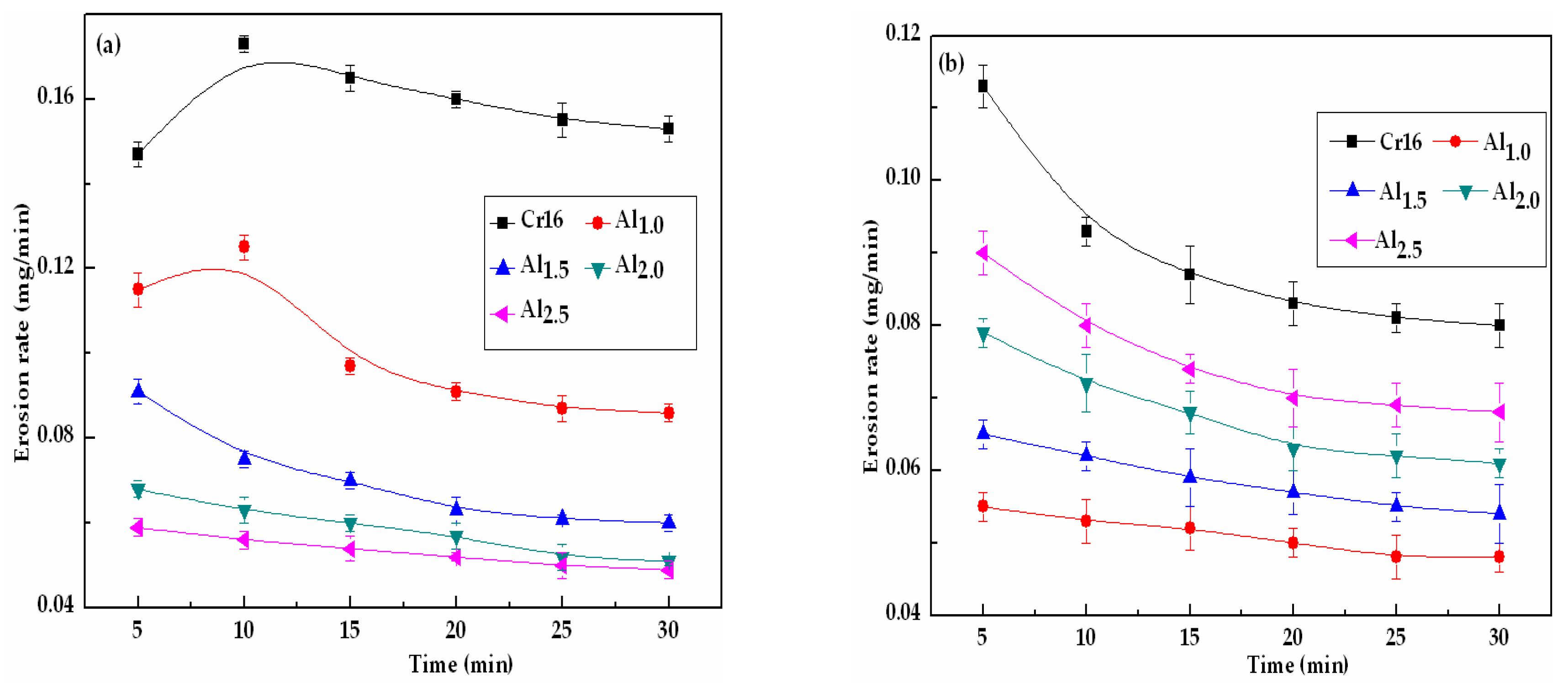
- AlCoCrFeNiTi0.5 HEA coating exhibits the ductile erosion mode under slurry erosion, a mixed erosion mode (neither ductile nor brittle) for Al1.5CoCrFeNiTi0.5HEA coating, whereas the Al2.0CoCrFeNiTi0.5 and Al2.5CoCrFeNiTi0.5HEA coatings exhibit the brittle erosion mode. AlCoCrFeNiTi0.5 HEA coating showed good slurry erosion resistance at all the investigated impingement angles due to its high hardness, good plasticity, and low stacking fault energy. The erosion rate of Al1.0 HEA coating is 1.78 times lower than Cr16 alloy at 45° impingement angle and 1.68 times lower at 90° impingement angle. The erosion rates of the test materials increase nonlinearly with the increase in the sand concentration at 45° and 90° impingement angles. The erosion time has no effect on the wear mechanism noticeably.
- (4)
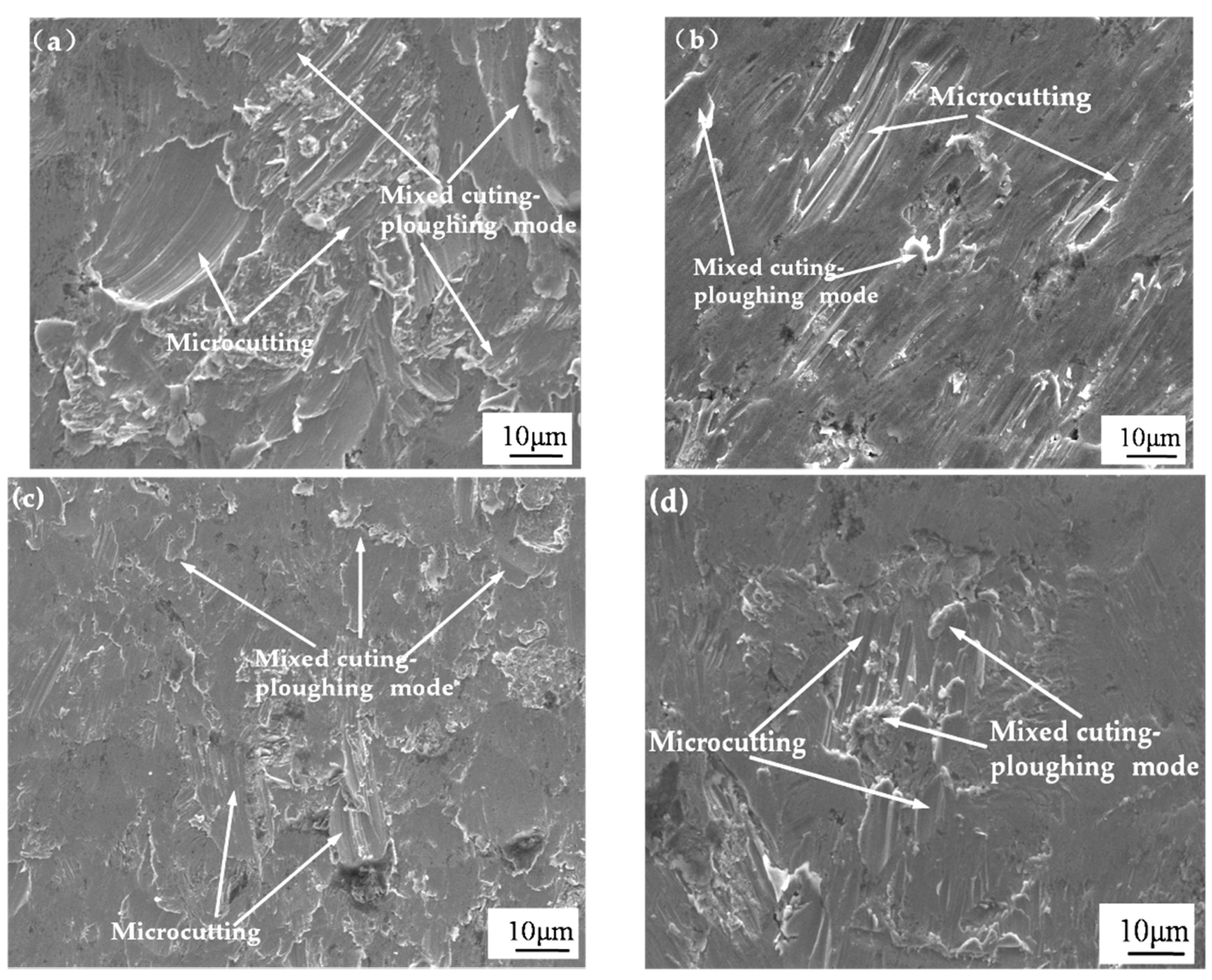
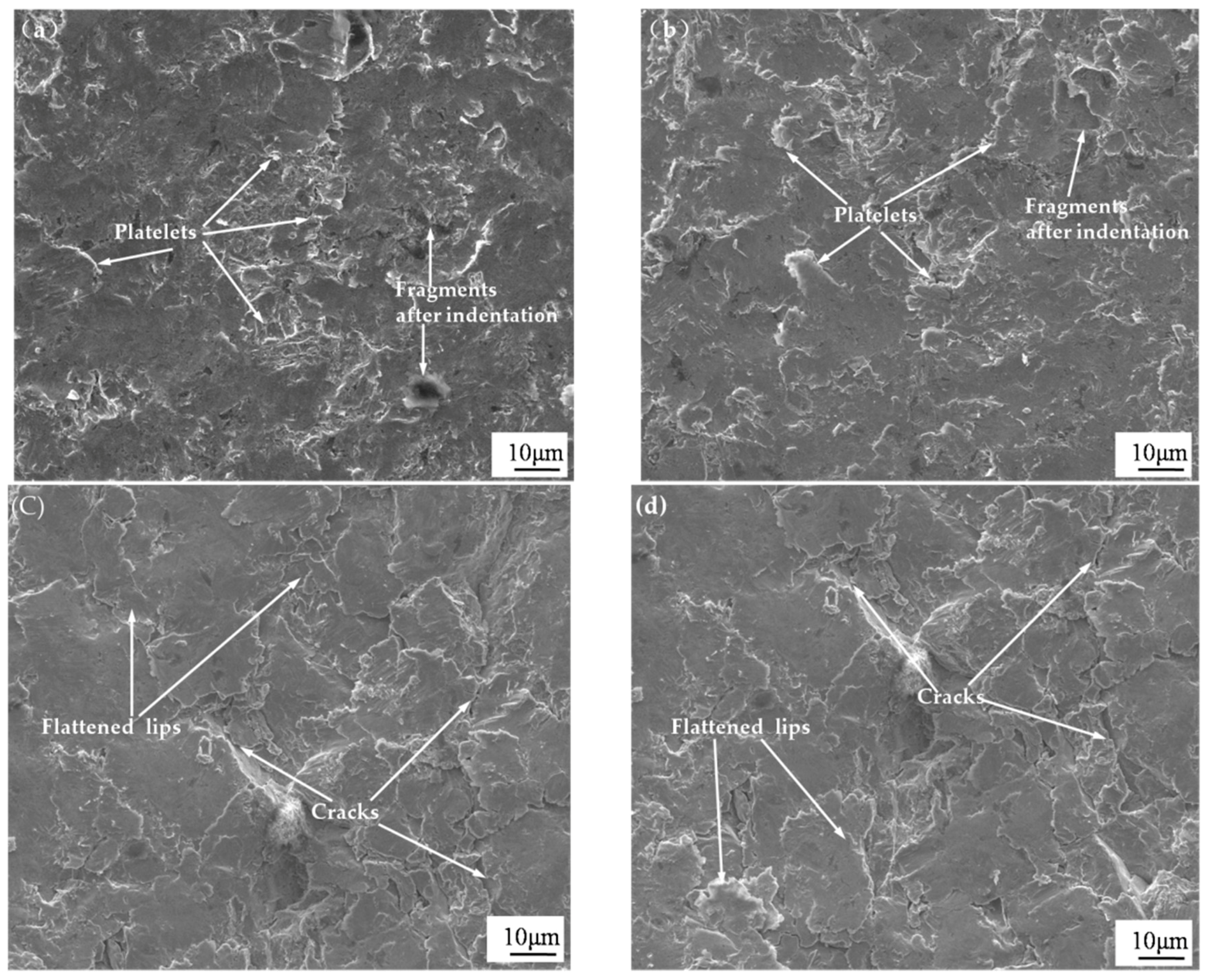
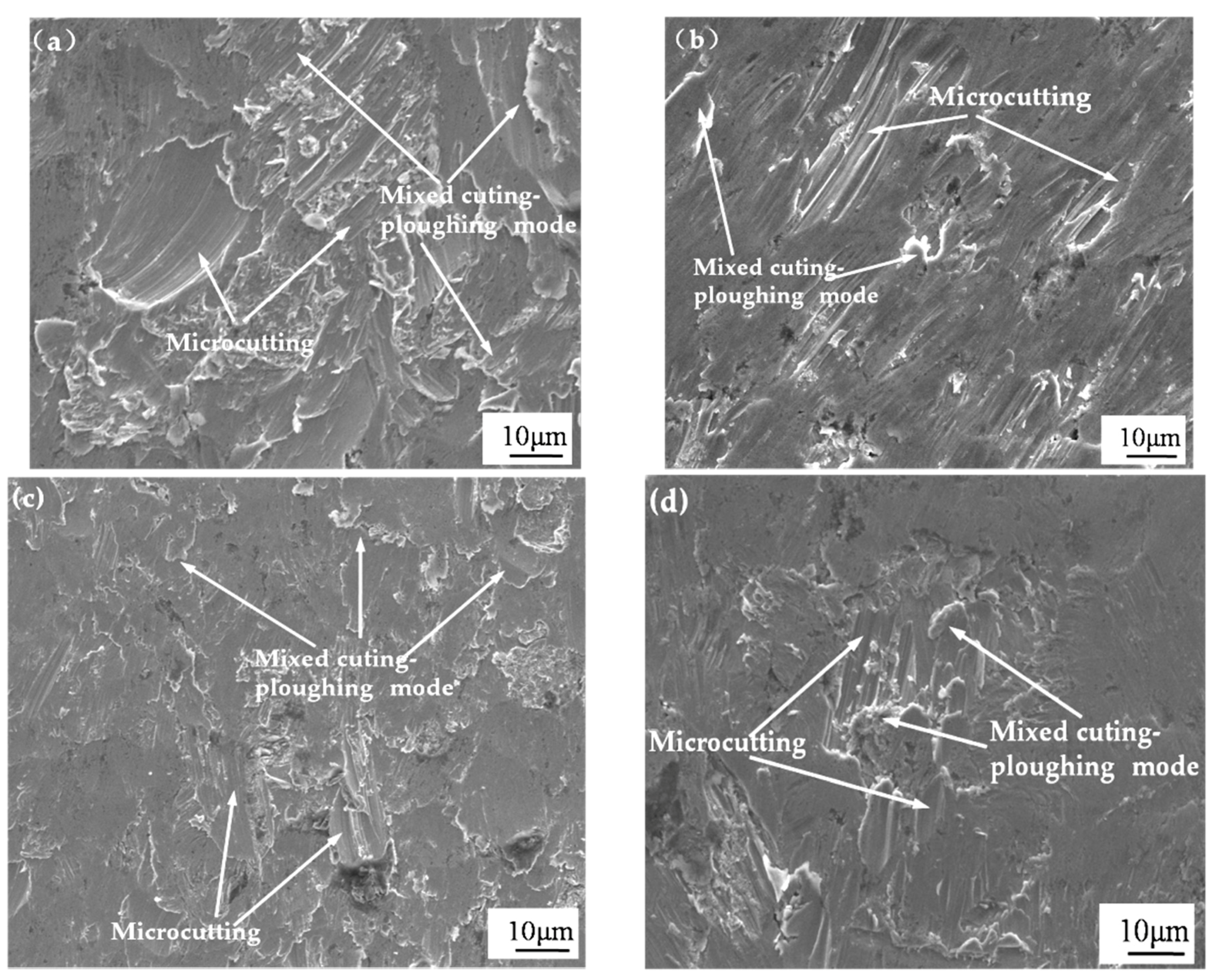
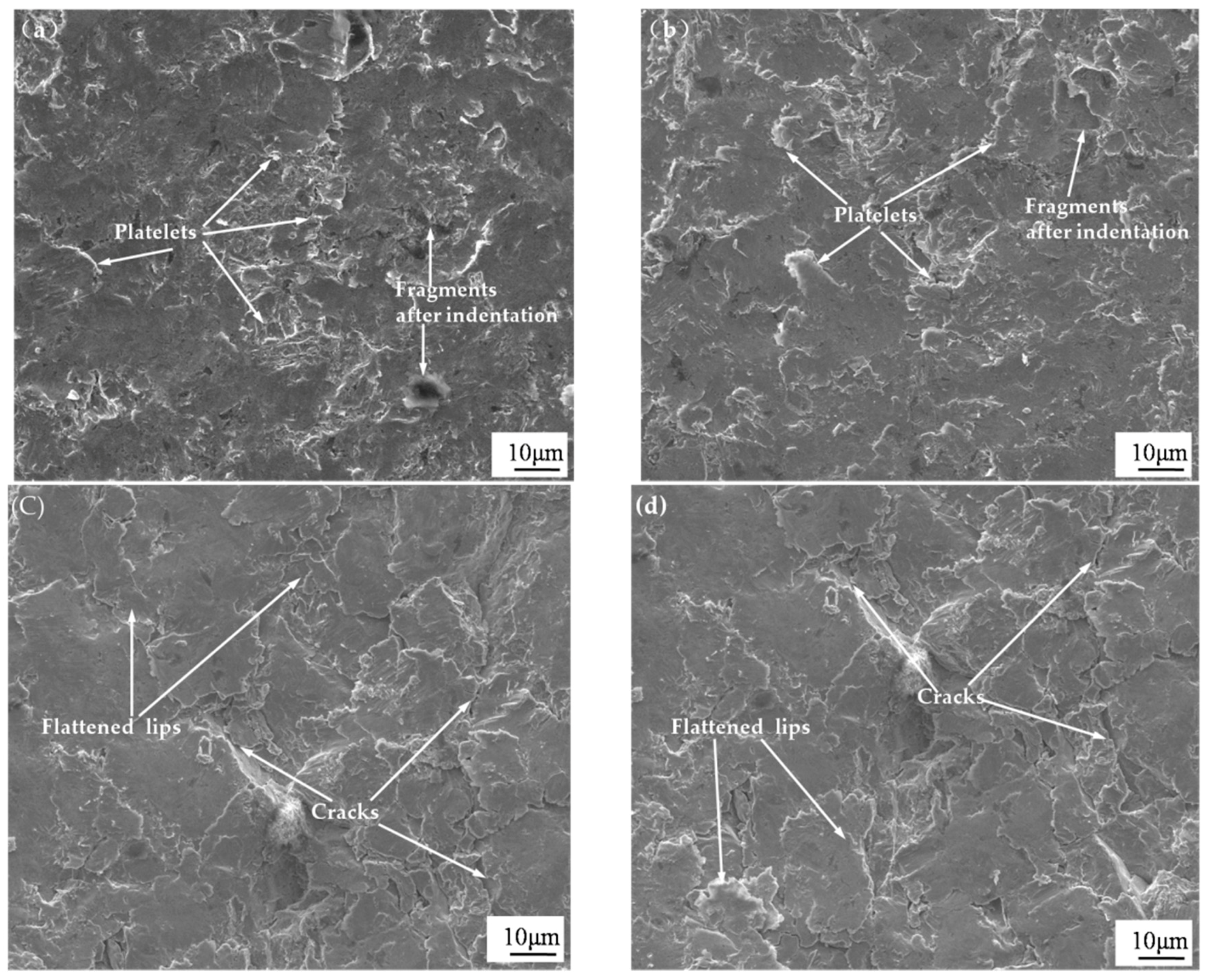
- SEM observation confirms the dominant erosion mechanism for all HEA coatings was microcuting and mixed cutting and ploughing at low impingement angle. Platelets were observed to be the primary erosion mechanism for Al1.0 and Al1.5 HEA coatings at normal impingement angle, compared to repetitive plastic deformation and fatigue fracture being the prevailing material removal phenomenon for Al2.0 and Al2.5 HEA coatings.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Manisekaran, T.; Kamaraj, M.; Sharrif, S.M.; Joshi, S.V. Slurry erosion studies on surface modified 13Cr-4Ni steels: Effect of angle of impingement and particle size. J. Mater. Eng. Perform. 2007, 16, 567–572. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Lim, C.Y.H.; Nguyen, V.B.; Wan, Y.M.; Nai, B.; Zhang, Y.W.; Gupta, M. Slurry erosion characteristics and erosion mechanisms of stainless steel. Tribol. Int. 2014, 79, 1–7. [Google Scholar] [CrossRef]
- Varalakshmi, S.; Rao, G.A.; Kamaraj, M.; Murty, B.S. Hot consolidation and mechanical properties of nanocrystalline equiatomic AlFeTiCrZnCu high entropy alloy after mechanical alloying. J. Mater. Sci. 2010, 45, 5158–5163. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Soare, V.; Mitrica, D.; Constantin, I.; Badilita, V.; Stoiciu, F.; Popescu, A.-M.J.; Carcea, I. Influence of remelting on microstructure, hardness and corrosion behaviour of AlCoCrFeNiTi high entropy alloy. Mater. Sci. Technol. 2015, 31, 1194–1200. [Google Scholar] [CrossRef]
- Shi, Y.Z.; Yang, B.; Liaw, P.K. Corrosion-resistance high-entropy alloys: A review. Metals 2017, 7, 43. [Google Scholar] [CrossRef]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Ocelik, V.; Janssen, N.; Smith, S.N.; De Hosson, J.T.M. Additive manufacturing of high-entropy alloys by laser processing. JOM 2016, 68, 1810–1818. [Google Scholar] [CrossRef]
- Huang, C.; Zhang, Y.Z.; Vilar, R.; Shen, J.Y. Dry sliding wear behavior of laser clad TiVCrAlSi high entropy alloy coatings on Ti-6A1-4V substrate. Mater. Des. 2012, 41, 338–343. [Google Scholar] [CrossRef]
- Yue, T.M.; Xie, H.; Lin, X.; Yang, H.O.; Meng, G.H. Solidification behaviour in laser cladding of AlCoCrCuFeNi high-entropy alloy on magnesium substrates. J. Alloys Compd. 2014, 587, 588–593. [Google Scholar] [CrossRef]
- Kunce, I.; Polansk, M.; Karczewski, K.; Plocinski, T.; Kurzydlowski, K.J. Microstructural characterisation of high-entropy alloy AlCoCrFeNi fabricated by laser engineered net shaping. J. Alloys Compd. 2015, 648, 751–758. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Zhang, Y.; Kim, T.N.; Chen, G.L. Microstructure characterizations and strengthening mechanism of multi-principal component AlCoCrFeNiTi0.5 solid solution alloy with excellent mechanical properties. Mater. Lett. 2008, 62, 2673–2676. [Google Scholar] [CrossRef]
- Jiao, Z.M.; Ma, S.G.; Chu, M.Y.; Yang, H.J.; Wang, Z.H.; Zhang, Y.; Qiao, J.W. Superior mechanical properties of AlCoCrFeNiTix high-entropy alloys upon dynamic loading. J. Mater. Eng. Perform. 2015, 25, 451–456. [Google Scholar] [CrossRef]
- Guo, S.; Liu, C.T. Phase stability in high entropy alloys: Formation of solid-solution phase or amorphous phase. Prog. Nat. Sci. Mater. Int. 2011, 21, 433–446. [Google Scholar] [CrossRef]
- Tang, Z.; Gao, M.C.; Diao, H.Y.; Yang, T.F.; Liu, J.P.; Zuo, T.T.; Zhang, Y.; Lu, Z.P.; Cheng, Y.Q.; Zhang, Y.W.; et al. Aluminum alloying effects on lattice types, microstructures, and mechanical behavior of high-entropy alloys systems. JOM 2013, 65, 1848–1858. [Google Scholar] [CrossRef]
- Zhang, K.B.; Fu, Z.Y. Effects of annealing treatment on phase composition and microstructure of CoCrFeNiTiAlx high-entropy alloys. Intermetallics 2012, 22, 24–32. [Google Scholar] [CrossRef]
- Tong, C.J.; Chen, M.R.; Chen, S.K.; Yeh, Y.W.; Shun, T.T.; Lin, S.J.; Chang, S.Y. Mechanical performance of the AlxCoCrCuFeNi high-Entropy alloy system with multiprincipal elements. Metall. Mater. Trans. A 2005, 36, 263–1271. [Google Scholar]
- Wang, Y.F.; Yang, Z.G. Finite element model of erosive wear on ductile and brittle materials. Wear 2008, 265, 871–878. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Shakoor, R.A.; Zagho, M.M.; Mohamed, A.M.A. Erosion behavior of API X100 pipeline steel at various impact angles and particle speeds. Metals 2016, 6, 232. [Google Scholar] [CrossRef]
- Wen, D.C. Erosion and wear behavior of nitrocarburized DC53 tool steel. Wear 2010, 268, 629–636. [Google Scholar] [CrossRef]
- Arora, H.S.; Grewal, H.S.; Singh, H.; Mukherjee, S. Zirconium based bulk metallic glass—Better resistance to slurry erosion compared to hydroturbine steel. Wear 2013, 307, 28–34. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Zhang, Y.; Wang, Y.L.; Chen, G.L. Solid solution alloys of AlCoCrFeNiTix with excellent room-temperature mechanical properties. Appl. Phys. Lett. 2007, 90, 181904. [Google Scholar] [CrossRef]
- Nair, R.B.; Selvam, K.; Arora, H.S.; Mukherjee, S.; Singh, H.; Grewal, H.S. Slurry erosion behavior of high entropy alloys. Wear 2017, 386–387, 230–238. [Google Scholar] [CrossRef]
- Zaddach, A.J.; Niu, C.; Koch, C.C.; Irving, D.L. Mechanical properties and stacking fault energies of NiFeCrCoMn high-entropy alloy. JOM 2013, 65, 1780–1789. [Google Scholar] [CrossRef]
- Das, A. Revisiting stacking fault energy of steels. Metall. Mater. Trans. A 2016, 47, 748–768. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, G.C.; Xu, Y.J.; Wang, R.H.; Zhou, W.D.; Han, L.X.; Zhou, Y. Mechanism and effect of jet parameters on particle water jet rock breaking. Power Technol. 2017, 313, 231–244. [Google Scholar] [CrossRef]
- Burzynski, T.; Papini, M. Analytical models of the interference between incident and rebounding particles within an abrasive jet: Comparison with computer simulation. Wear 2007, 263, 1593–1601. [Google Scholar] [CrossRef]
- Ciampini, D.; Spelt, J.K.; Papini, M. Simulation of interference effects in particle streams following impact with a flat surface: Part II. Parametric study and implications for erosion testing and blast cleaning. Wear 2003, 254, 237–249. [Google Scholar] [CrossRef]
- Goyal, D.K.; Singh, H.; Kumar, H. An overview of slurry erosion control by the application of high velocity oxy fuel sprayed coatings. J. Eng. Tribol. 2011, 225, 1092–1105. [Google Scholar] [CrossRef]
- Padhy, M.K.; Saini, R.P. Effect of size and concentration of silt particles on erosion of Pelton turbine buckets. Energy 2009, 34, 1477–1483. [Google Scholar] [CrossRef]
- Grewal, H.S.; Arora, H.S.; Agrawa, A.; Singha, H.; Mukherjee, S. Slurry erosion of thermal spray coatings: Effect of sand concentration. Procedia Eng. 2013, 68, 484–490. [Google Scholar] [CrossRef]
- Singh, H.; Goyal, K.; Goyal, D.K. Experimental investigations on slurry erosion behaviorof HVOF and HVOLF sprayed coatings on hydraulic turbine steel. Trans. Indian Inst. Met. 2017, 70, 1585–1592. [Google Scholar] [CrossRef]
- Goyal, D.K.; Singh, H.; Kumar, H.; Sahni, V. Slurry erosion behavior of HVOF sprayed WC-10Co-4Cr and Al2O3 + 13TiO2 coatings on a turbine steel. Wear 2012, 289, 46–57. [Google Scholar] [CrossRef]
- Grewal, H.S.; Agrawal, A.; Singh, H. Slurry erosion mechanism of hydroturbine steel: Effect of operating parameters. Tribol. Lett. 2013, 52, 287–303. [Google Scholar] [CrossRef]
- Wheeler, D.W.; Wood, R.J.K. Erosion of hard surface coatings for use in offshore gate valves. Wear 2005, 258, 526–536. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters (Unit) | Quantitative Value |
|---|---|
| Impinged angle (°) | 15, 30, 45, 60, 90 |
| Impinged velocity (m/s) | 10.08 |
| Impinged medium | Tap water mixed with fresh river sand |
| Nozzle diameter (mm) | 8 |
| Erosion time (min) | 30 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Ma, A.; Ji, X.; Jiang, J.; Bao, Y. Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding. Metals 2018, 8, 126. https://doi.org/10.3390/met8020126
Zhao J, Ma A, Ji X, Jiang J, Bao Y. Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding. Metals. 2018; 8(2):126. https://doi.org/10.3390/met8020126
Chicago/Turabian StyleZhao, Jianhua, Aibin Ma, Xiulin Ji, Jinghua Jiang, and Yayun Bao. 2018. "Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding" Metals 8, no. 2: 126. https://doi.org/10.3390/met8020126
APA StyleZhao, J., Ma, A., Ji, X., Jiang, J., & Bao, Y. (2018). Slurry Erosion Behavior of AlxCoCrFeNiTi0.5 High-Entropy Alloy Coatings Fabricated by Laser Cladding. Metals, 8(2), 126. https://doi.org/10.3390/met8020126