1. Introduction
Heat treatment plays an important role in providing the desired properties of steel components in the industrial environment. In general, there are several different heat-treating processes which can change and improve properties of the workpiece, such as strength, toughness, ductility, weldability, hardness, and wear resistance. Normally, heat-treated components are improved to operate under certain conditions; therefore, proper heat treatment and process parameters should be prescribed.
Among new technologies, laser hardening (LH) is particularly enforced in the industrial environment for hardening different materials [
1]. The focus of this paper is on the LH of hypo-eutectoid steels. LH is one of the surface heat treatments in which the energy of a laser is used to locally change the properties in the surface domain of the workpiece. The treatment is commonly used as a local surface heat treatment at the end of the manufacturing cycle because it improves the wear resistance and surface hardness.
Two of the first researchers to investigate laser surface heat treatment were Ashby and Easterling [
2], who put forward the thermal and kinetic model for LH to predict the structure and hardness of the transformed surface as a function of depth below the heat-treated surface. A comprehensive overview of different analytical and numerical models to predict the kinetics of phase transformation (PT) and corresponding hardness of the workpiece after LH was provided by Bojinović et al. [
3].
Two independent parameters (the absorbed laser power on a given area and the interaction time) of laser beam transformation hardening were identified by Meijer and Sprang [
4], who showed that these two parameters can be transformed into two functional parameters (the maximum surface temperature and the hardened depth). They also demonstrated that only the maximum surface temperature is needed to optimize the results (hardness, residual stresses, etc.), which can be used directly in adaptive control strategies.
The effects of changing some essential laser heat-treating parameters, such as the maximum surface temperature, the interaction time of the laser beam or the laser beam power, can be expressed as general technological maps, such as in the ASM International Handbook Committee [
5] or the papers of Grum [
6] or Hyungson and Sangwoo [
7]. Grum [
6] summarized a wide range of different influences on the process of laser surface hardening and presented the influence of different coatings and prior surface mechanical treatments on the absorptivity of the laser beam power, influence of constant heating rate on austenitization temperature
Ac3, influence of laser power and laser speed on depth of surface hardened area and residual stresses.
Probably the most extensive experimental work and corresponding technology processing map for LH of carbon steel was presented by Hyungson and Sangwoo [
7]. Their study included graphical maps for determination of optimal process parameters for LH and was based on carbon diffusion time in austenite and cooling time.
Bojinović et al. [
3] presented mathematical modelling of the LH process using a high-power diode laser and experimentally validated results of computer simulation (CS) based on the developed model. In the paper, it is shown how a change in heat input influences the kinetics of PT at the same maximum temperature on the surface of the workpiece and that heating rate has to be taken into account when calculating the kinetics of PT and the prediction of the depth of increased hardness.
Although there is a relatively large number of different approaches to determine the process parameters of LH and to foresee their effect on the final state of the workpiece, not many authors have discussed the initial microstructural boundary conditions and their influences on the process of the LH. Yet, microstructural initial boundary conditions in LH due to prior mechanical or heat treatment of a workpiece play an important role in the field of LH.
Cho [
8] presented the kinetics of austenite formation during continuous heating of a multiphase steel and investigated the influence of reaustenization kinetics from a pearlite-ferrite structure during continuous heating. He analyzed the effects of heating rates and starting microstructures on the kinetics of austenite formation as a result of the preliminary treatment of the workpiece. In the study, the workpieces were made from highly hardenable steel with a carbon content of 0.16% (no material designation is given in the reference). Their prior microstructure (PM) was either bainite or a combination of α-ferrite (α-Fe) and pearlite. The workpieces with the α-Fe and pearlite microstructure were subjected to three types of preliminary treatment: hot rolling (HR), cold rolling (CR) with a thickness reduction of 20% (20CR), and CR with a thickness reduction of 50% (50CR). The constant heating rates were between 0.3 and 300 °C/s. Cho concluded that as the heating rate increased, so did the austenitization temperatures
Ac1 and
Ac3, which is commonly known from the atlas handbook of Orlich and Pietrzeniuk [
9]. Furthermore, he showed that the austenite kinetics of CR material are less sensitive to heating rates than HR material and that bainite material reveals the fastest transformation rates followed by the 50CR, 20CR, and HR material. In his opinion, the trend is consistent with the austenite formation starting from the dissolved pearlite region followed by the growth of the austenite into the ferrite matrix. Therefore, the workpiece with a prior bainite microstructure, which consists of a fine matrix of α-Fe and Fe
3C, can supply abundant austenite nucleation sites and short diffusion distance, resulting in a transformation which follows equilibrium even for high constant heating rates such as 100 °C/s. CR elongates ferrite grains and fragments pearlite lamellae, thus increasing nucleation sites of austenite and thereby showing faster transformation than HR material.
Clarke et al. [
10] also presented extensive experimental work on the effects of the PM and the heating rate on the induction hardening of AISI 5150 steel. To assess the effects of the PM and heating rate on the austenitization kinetics, the authors performed induction dilatometry on AISI 5150 steel with ferrite-pearlite and tempered martensite PMs. To simulate industrial processes, the variations in constant heating rates from 0.3 to 300 °C/s were applied, and post-hardening metallography and hardness testing were performed. The results showed that the transformation kinetics for prior ferrite-pearlite microstructures are significantly slower than for prior tempered martensite microstructures. They also published data indicating that the difference in
Ac1 and
Ac3 temperature for a prior normalized workpiece and a prior quenched and tempered workpiece was around 15 °C for
Ac1 and 42 °C for
Ac3 at a nominal heating rate of 300 °C/s, which is also congruent with findings presented by Cho [
8].
The prior size of grains in the microstructure has a significant effect on the kinetics of austenite formation and consequently on the Ac1 and Ac3 temperatures and therefore on the depth of increased hardness in the LH heat treatment. A smaller prior grain size leads to more potential sites for nucleation and a shorter diffusion distance in comparison with coarser prior grains. Shorter diffusion distance speeds up the austenite formation starting from the dissolved pearlite region, leading to the austenite growth into ferrite matrix, resulting in faster austenitization and homogenization of austenite. A lower driving force is therefore required for the formation of austenite due to the presence of more potential sites for nucleation and shorter diffusion distances, which is reflected in the heat treatment in lower Ac1 and Ac3 temperatures.
The history of the prior heat and mechanical treatment is stored in every workpiece and reflected in its microstructure. The microstructure of the workpiece is reflected in the size and shape of the grains and its homogeneity, micro- and macrohardness and dislocation distribution and the various chemical inclusions in it. The microstructure of the workpiece affects its macroscopic properties. All of this affects the heat treatment process and consequently the final state of the workpiece. As LH mainly constitutes a form of final heat treatment in industrial conditions, the microstructure of the workpiece prior to this stage is often the result of multiple preliminary stages of treatment. It is thus important to understand the effects of individual types of preliminary treatments so that the appropriate technological parameters for the LH process can be determined.
A mathematical model, along with the corresponding numerical implementation, for the LH of hypo-eutectoid steel 50CrV4 was presented by Bojinović et al. [
3]. The prediction of the effects of the investigated process parameters obtained by their numerical model was validated experimentally on a workpiece with a simple geometrical shape, which gave the model the required physical credibility. While in the work of Bojinović et al. [
3], the influence of different heat input on the kinetics of PT at the same maximum temperature on the surface of the workpiece was analyzed, and the inclusion of the heating rate in the calculation of the kinetics of the PT and prediction of the depth of the increased hardness were done, in this paper, the same numerical model is tested in the CS and analysis of the effects of different PMs and heating rates on the austenite kinetics, and resulting hardness after the LH on the hypo-eutectoid steel 50CrV4 is measured.
The results of the CS were also experimentally verified, and the experimental results were compared to the computed ones. The LH process was performed experimentally with different technological parameters, which were defined so that the temperature field on the surface of the workpieces was comparable. For this purpose, two different energy inputs and two different interaction times between the laser beam and the workpiece were taken into account. To analyze the influence of the prior workpiece microstructure, two different microstructures were taken into account, too. The first microstructure resulted from the preliminary heat treatment using the process of normalization (hereinafter referred to as ‘N-group workpieces’), and the second resulted from quenching and tempering (hereinafter referred to as ‘QT-group workpieces’). To obtain different heat-treating conditions, two cases with different technological parameters were used. Thus, in combination with different PMs, four different cases were considered (e.g., N1, N2, QT1, and QT2), where the effect of the PM of the workpiece and the heating rate on the austenite kinetics and depth of the increased hardness in the workpiece made of steel 50CrV4 was investigated.
5. Comparison of the Results of Computer Simulation and Measurements
For the purpose of verification of the numerical model, CSs of the heat treatment process, taking into account two different prior microstructures of the steel under two different sets of technological parameters, were run (four different analyzed cases: N1, N2, QT1 and QT2). The prior microstructure (N, QT) has a negligible impact on the density, specific heat and thermal conductivity, but it does have an important impact on the austenitization temperatures Ac1 and Ac3.
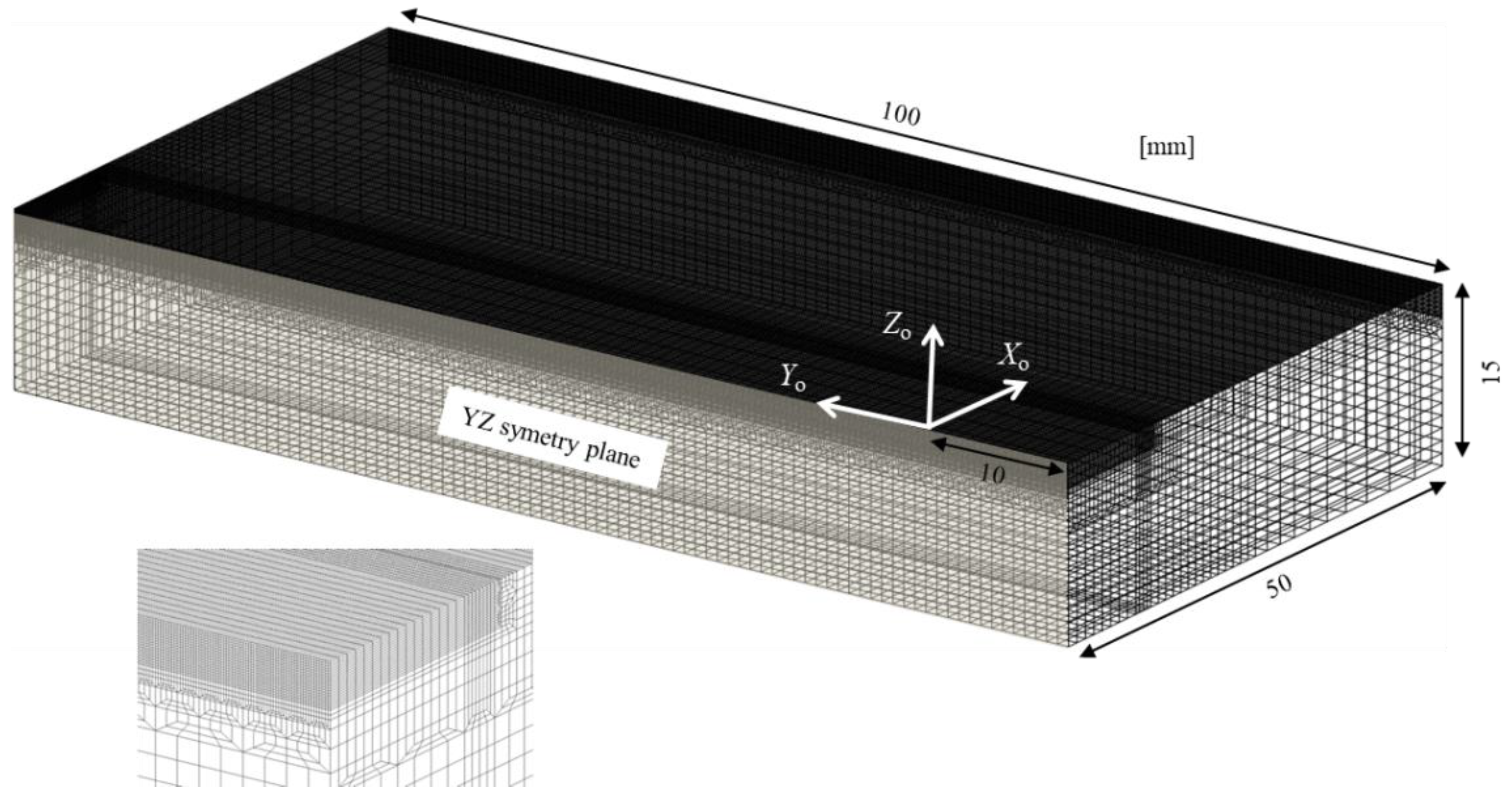
In order to understand the resulting hardness through the thickness of the sample, the evolution of the PT for a particular material point was observed. The resulting hardness is a function of both the PM and applied process parameters. The same material point was selected in all four cases and was chosen to be positioned at 1.1 mm under the heat-affected surface of the workpiece and at the cross-section with
Y = 60 mm.
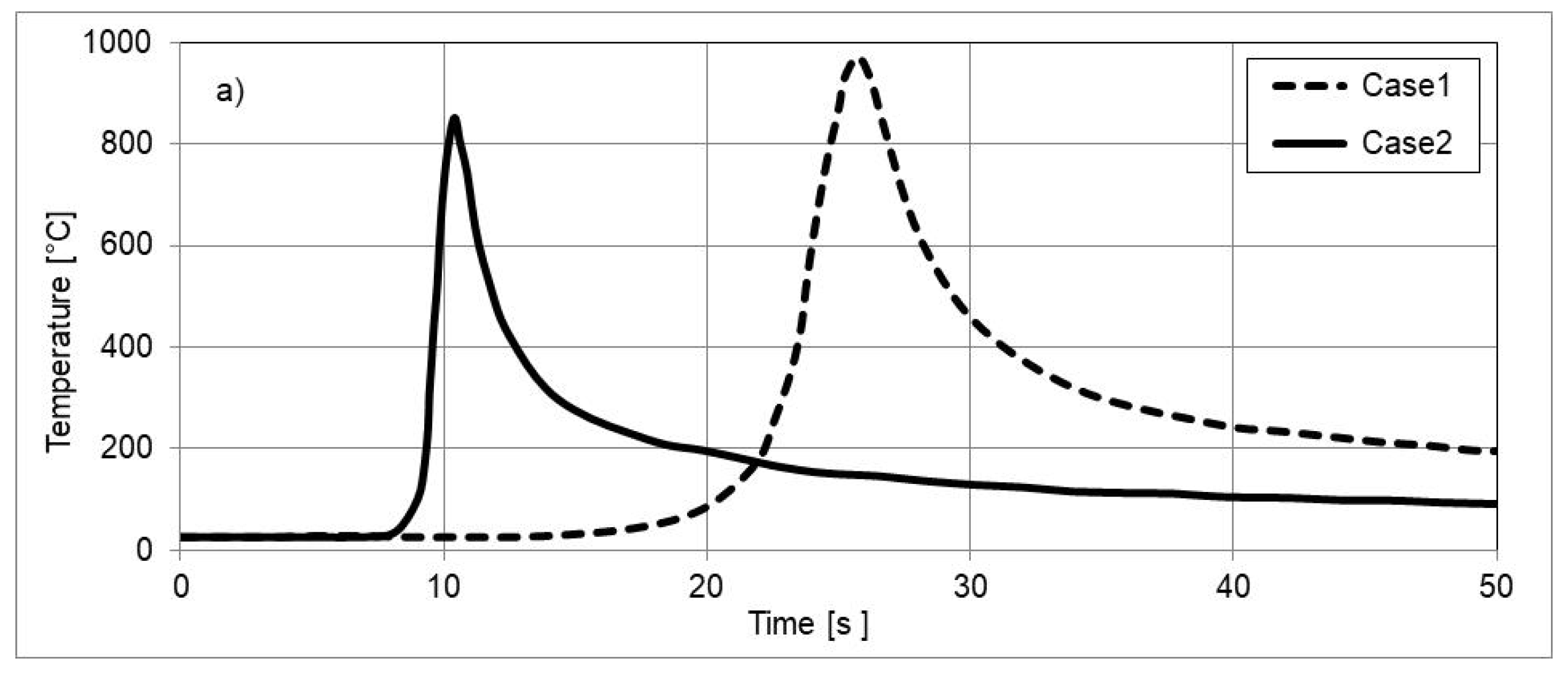
Figure 5 displays the evolution of temperature and its change rate only for PM N because the evolution for PM QT varies by less than 1 °C. When comparing Case 1 and Case 2, a higher maximum temperature can be observed in Case 1 at the selected point (
Figure 5). The temperature was found to be 970 °C in Case 1 and 855 °C in Case 2, which could be explained as a consequence of different heat inputs due to different process parameters for the two cases (see
Table 6). The opposite is true for the temperature change rate, which is larger in Case 2 than in Case 1 (see the time evolution of the temperature change rate in
Figure 5b).
The temperature dependency of the respective volume fractions of emerging austenite (ϕ
A) and disappearing pearlite (ϕ
P) and ferrite (ϕ
F) can be demonstrated using the PT evolutions shown in
Figure 6. Based on the results shown in
Figure 6, we can conclude that complete austenitization has occurred in the transformation for both prior microstructures (N1 and QT1) in Case 1, while in Case 2, complete austenitization has occurred only in the transformation of the PM QT (QT2), and the austenitization of the PM N (N2) is only partial. In Case 2, the initial temperature for austenite formation
Ac1 is lower for PM QT compared to PM N, which is the reason for complete austenitization in the case of PM QT, even though the rate of temperature change is the same for both PMs. According to the simulation,
Ac1 is 752 °C for PM QT and 792 °C for PM N (
Table 9). A shift of the start of ferrite transformation into austenite to lower temperatures for PM QT with respect to PM N is also evident. In Case 1, the temperature shift is 60 °C, while in Case 2, it is 65 °C (
Figure 6). Another reason for only partial austenitization of PM N in Case 2 (N2) is different heating conditions (i.e., lower maximum temperature and higher temperature change rate compared to Case 1, see
Figure 5) as a consequence of greater laser beam power and laser beam velocity.
A comparison of the computed maximum depths of the increased hardness
Zmax
c with the corresponding measured values
Zmax
m is shown in
Table 10. The computed values, which are the result of the formation of the martensite microstructure, were computed using Equation (4). Upon considering the tabulated values, it follows that the computed values are close to the measured values for all four cases. This proves the robustness of the numerical model and the suitability of the mathematical model, developed by Bojinović et al. [
3], for the calculation of the kinetics of the PTs and the associated increased hardness domain. The accordance between the computation and measurements is pronounced when the microscopic picture of the microstructure is compared with the respective FE representation of the martensite area in the 58.2 mm ≤
Y ≤ 61.8 mm, 0.0 mm ≤
Z ≤ −3.6 mm domain of the symmetry plane in
Figure 7.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}