A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries

Abstract
1. Introduction
2. Materials and Methods
2.1. Description of Drive Shaft
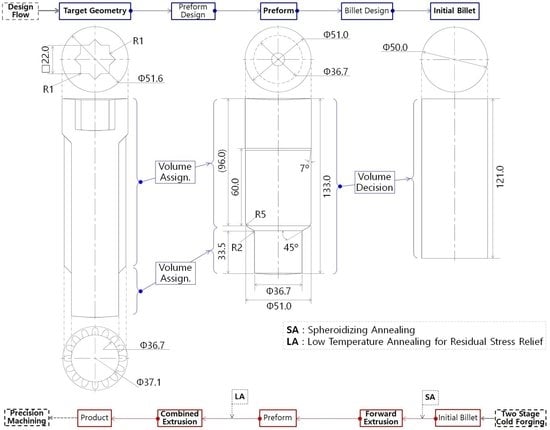
2.2. Process Design for Two-Stage Cold Forging
3. Mechanical Properties and Finite Element Models
3.1. Mechanical Properties of AISI 1035 Carbon Steel
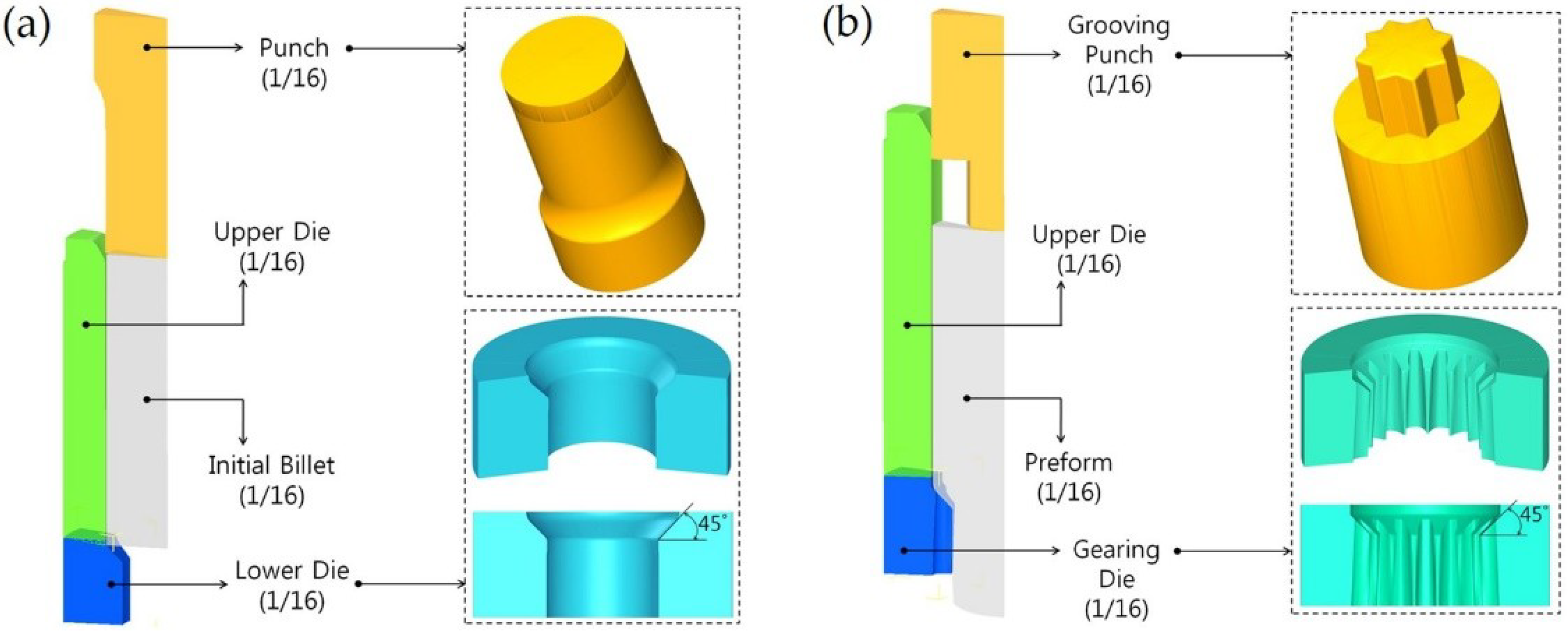
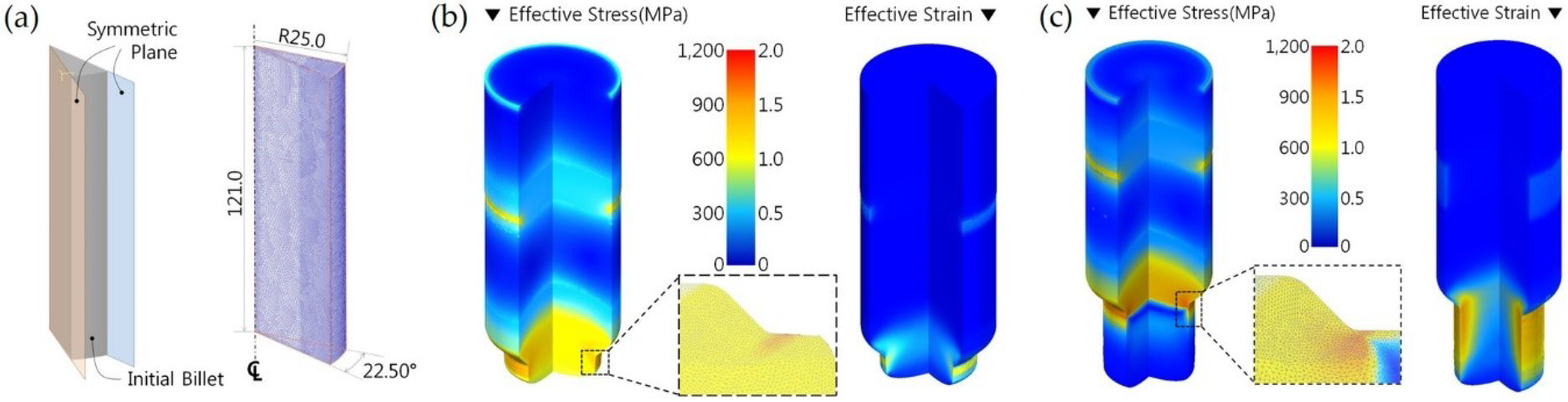
3.2. Three-Dimensional Finite Element Models
4. Numerical Simulations
4.1. Forward Extrusion Simulation for Preform
4.2. Forward-Backward Extrusion Simulation for Drive Shaft
4.3. Forging Load Predictions
5. Cold Forging Experiments for the Preform and Drive Shaft
6. Results and Discussions
6.1. 3D Shape Measurement of the Cold Forged Preform and Drive Shaft
6.2. Dimensional Suitability of the Preform
6.3. Geometric Accuracy of the Drive Shaft
7. Conclusions
- (1)
- To improve the workability and mechanical properties of AISI 1035 medium carbon steel material as cold-drawn round bar, spheroidizing and annealing were conducted. As a result of the spheroidizing annealing, the average grain size, which was initially measured to be about 8.84 μm for the raw material, was slightly increased to approximately 9.36 μm. This ensured that the heat treated AISI 1035 workpiece was well spheroidized. In addition, a series of uni-axial tensile and compressive tests were performed to investigate the mechanical properties before and after the spheroidizing and annealing, and the evaluated mechanical properties were confirmed to be enough improved for applying the two-stage cold forging process.
- (2)
- FEM-based cold forging simulations were performed to verify the suitability of the proposed two-stage cold forging, and the forging loads were also predicted. First, the forward extrusion process was numerically simulated to realize the preform from the spheroidizing annealed AISI 1035 round billet, thereafter, the forward-backward extrusion was also analyzed to visualize the drive shaft from the preform. As a result, it was ensured that the preform and the drive shaft could be successfully extruded without critical defects.
- (3)
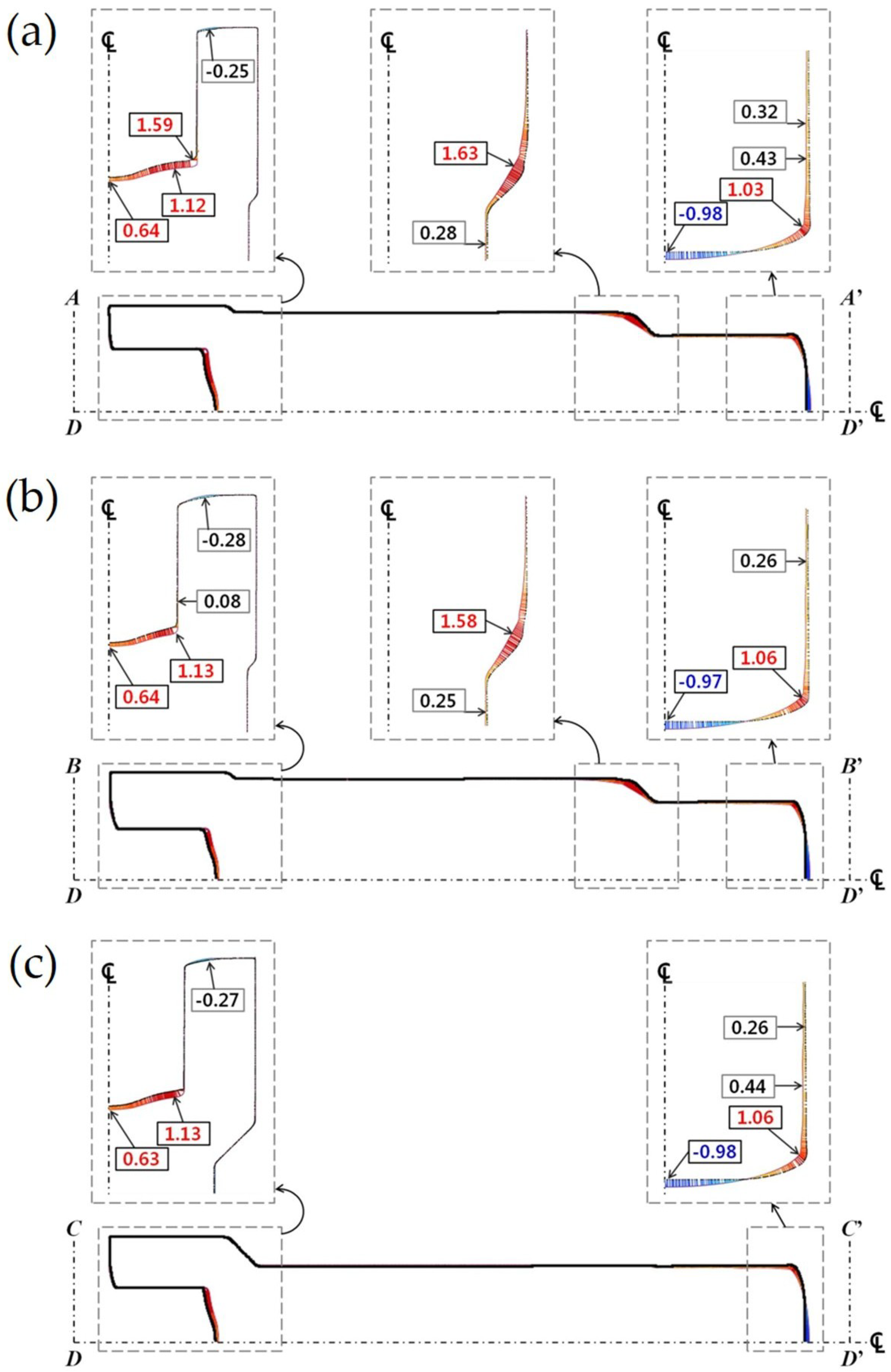
- The cross-sectional configurations of the preform and the drive shaft derived from the numerical cold extrusion simulations and the 3D scanned features were compared with the required target geometries. The excessive deformations and the considerable dimensional errors were then locally observed around the tooth ends on the forward extruded spur gear region and the protruded extremity at the central area of the lower shaft, but these errors were ignored after consideration of the required dimension and its permissible error. Consequently, it was verified that the dimensional variations of the preform and the drive shaft satisfied each other well.
- (4)
- Finally, it was ensured that the two-stage cold forging process, which was composed of the preform operation and the forward-backward extrusion, can be successfully applied for producing the drive shaft with an irregular hexadecagonal deep groove and sixteen-tooth spur gear geometries.
Funding
Conflicts of Interest
References
- Zhang, Q.; Ben, N.Y.; Yang, K. Effect of Variational Friction and Elastic Deformation of Die on Oscillating Cold Forging for Spline Shaft. J. Mater. Process. Technol. 2017, 244, 166–177. [Google Scholar] [CrossRef]
- Chitkara, N.R.; Kim, Y.J. Near-Net Shape Forging of a Crown Gear: Some Experimental Results and Analysis. Int. J. Mach. Tools Manuf. 2001, 41, 325–346. [Google Scholar] [CrossRef]
- Jung, S.Y.; Kang, M.C.; Kim, C.; Kim, C.H.; Chang, Y.J.; Han, S.M. A Study on the Extrusion by a Two-Step Process for Manufacturing Helical Gear. Int. J. Adv. Manuf. Technol. 2009, 41, 684–693. [Google Scholar] [CrossRef]
- Kamouneh, A.; Ni, J.; Stephenson, D.; Vriesen, R. Investigation of Work Hardening of Flat-Rolled Helical-Involute Gears through Grain-Flow Analysis, FE-Modeling, and Strain Signature. Int. J. Mach. Tools Manuf. 2007, 47, 1285–1291. [Google Scholar] [CrossRef]
- Kim, S.Y.; Kubota, S.; Yamanaka, M. Application of CAE in Cold Forging and Heat Treatment Processes for Manufacturing of Precision Helical Gear Part. J. Mater. Process. Technol. 2008, 201, 25–31. [Google Scholar] [CrossRef]
- Maeno, T.; Mori, K.; Ichikawa, Y.; Sugawara, M. Use of Liquid Lubricant for Backward Extrusion of Cup with Internal Spline using Pulsating Motion. J. Mater. Process. Technol. 2017, 244, 273–281. [Google Scholar] [CrossRef]
- Ku, T.W.; Kim, L.H.; Kang, B.S. Process Simplification of Multi-Stage Forging for the Outer Race of a CV Joint. Mater. Manuf. Process. 2014, 29, 85–92. [Google Scholar] [CrossRef]
- Ku, T.W.; Kim, L.H.; Kang, B.S. Multi-Stage Cold Forging and Experimental Investigation for the Outer Race of Constant Velocity Joints. Mater. Des. 2013, 49, 368–385. [Google Scholar] [CrossRef]
- Lee, D.J.; Kim, D.J.; Kim, B.M. New Processes to Prevent a Flow Defect in the Combined Forward-Backward Cold Extrusion on a Piston-Pin. J. Mater. Process. Technol. 2013, 139, 422–427. [Google Scholar] [CrossRef]
- Schrader, T.; Shirgaokar, M.; Altan, T. A Critical Evaluation of the Double Cup Extrusion Test for Selection of Cold Forging Lubricants. J. Mater. Process. Technol. 2007, 189, 36–44. [Google Scholar] [CrossRef]
- Ku, T.W.; Kang, B.S. Tool Design and Experimental Verification for Multi-Stage Cold Forging Process of the Outer Race. Int. J. Precis. Eng. Manuf. 2014, 15, 1995–2004. [Google Scholar] [CrossRef]
- Matsumoto, R.; Hayashi, K.; Utsunomiya, H. Experimental and Numerical Analysis of Friction in High Aspect Ratio Combined Forward-Backward Extrusion with Retreat and Advanced Pulse Ram Motion on a Servo Press. J. Mater. Process. Technol. 2014, 214, 936–944. [Google Scholar] [CrossRef]
- Ku, T.W.; Kang, B.S. Tool Design for Inner Race Cold Forging with Skew-Type Cross Ball Grooves. J. Mater. Process. Technol. 2014, 214, 1482–1502. [Google Scholar] [CrossRef]
- Ku, T.W.; Kang, B.S. Hardness-Controlled Tool Fabrication and Application to Cold Forging of Inner Race with Skewed Ball Grooves. Int. J. Adv. Manuf. Technol. 2014, 74, 1337–1354. [Google Scholar] [CrossRef]
- Miyachika, K.; Katanuma, H.; Iwanaga, J.; Mada, H. Hardened Layer and Bending Fatigue Strength of Induction Hardened Thermally Refined Steel Gears. J. Adv. Mech. Des. Syst. Manuf. 2009, 3, 136–145. [Google Scholar] [CrossRef]
- Knust, J.; Podszus, F.; Stonis, M.; Behrens, B.A.; Overmeyer, L.; Ullmann, G. Preform Optimization for Hot Forging Processes using Genetic Algorithms. Int. J. Adv. Manuf. Technol. 2017, 89, 1623–1634. [Google Scholar] [CrossRef]
- Sedighi, M.; Tokmechi, S. A New Approach to Preform Design in Forging Process of Complex Parts. J. Mater. Process. Technol. 2008, 197, 314–324. [Google Scholar] [CrossRef]
- Yang, C.C.; Liu, C.L. Improvement of the Mechanical Properties of 1022 Carbon Steel Coil by using the Taguchi Method to Optimize Spheroidized Annealing Conditions. Materials 2016, 9, 693. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | P | S | Fe |
|---|---|---|---|---|---|---|
| wt% | 0.350 | 0.800 | 0.275 | 0.003 | 0.005 | Bal. |
| Tensile Properties | Raw Material | Annealed Material |
|---|---|---|
| Young’s Modulus (GPa) | 196 | 196 |
| Yield Strength (MPa) | 410 | 350 |
| Ultimate Strength (MPa) | 755 | 643 |
| Poisson’s Ratio | 0.29 | 0.29 |
| Fracture Strain | 0.28214 | 0.32096 |
| Geometric Feature | Required Dimension | Permissible Reference | Dimensional Value | |||
|---|---|---|---|---|---|---|
| Predicted | Measured | |||||
| Preform | Upper Head | Outer Diameter | Φ51.0 | ±0.25 | 0.00 | 0.02 |
| Length | 96.0 | ±1.00 | 0.28 | −0.65 | ||
| Lower Shaft | Outer Diameter | Φ36.7 | ±0.25 | −0.02 | −0.03 | |
| Length | 33.5 | ±1.50 | 0.07 | 1.04 | ||
| Drive Shaft | Upper Head | Outer Diameter | Φ51.6 | ±0.25 | 0.01 | −0.04 |
| Length | 36.5 | ±1.50 | −0.01 | −0.25 | ||
| Groove Depth | 22.7 | −0.20~1.50 | 1.28 | −0.13 | ||
| Spur Gear | Face Width | 92.0 | ±1.50 | −0.65 | −0.49 | |
| Tooth Height | 5.9 | ±0.25 | 0.00 | 0.12 | ||
| Root Diameter | Φ37.1 | ±0.25 | 0.00 | 0.00 | ||
| Lower Shaft | Outer Diameter | Φ36.7 | ±0.25 | −0.01 | 0.24 | |
| Length | 35.0 | ±1.50 | −2.05 | −1.05 | ||
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ku, T.-W. A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries. Metals 2018, 8, 953. https://doi.org/10.3390/met8110953
Ku T-W. A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries. Metals. 2018; 8(11):953. https://doi.org/10.3390/met8110953
Chicago/Turabian StyleKu, Tae-Wan. 2018. "A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries" Metals 8, no. 11: 953. https://doi.org/10.3390/met8110953
APA StyleKu, T.-W. (2018). A Study on Two-Stage Cold Forging for a Drive Shaft with Internal Spline and Spur Gear Geometries. Metals, 8(11), 953. https://doi.org/10.3390/met8110953