Mechanical Properties and Microstructure Evolution of Mg-6 wt % Zn Alloy during Equal-Channel Angular Pressing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Properties
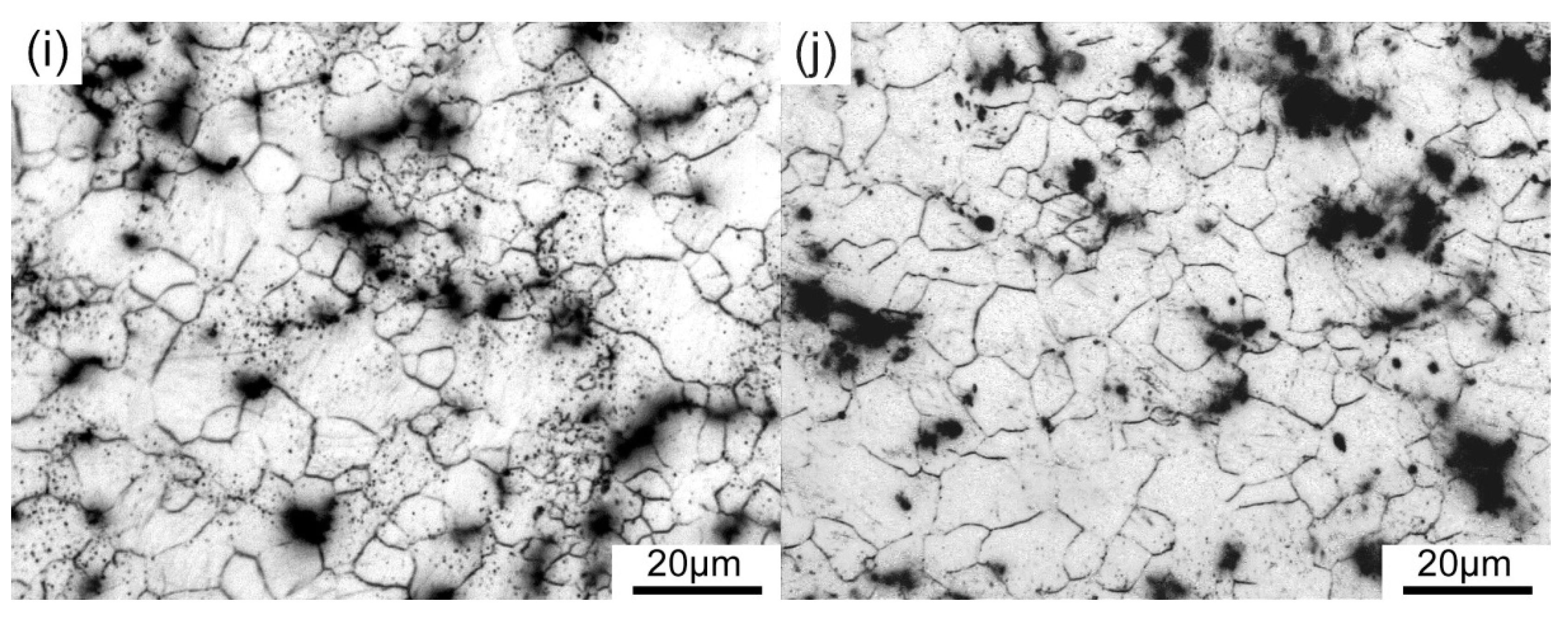
3.2. Microstructure
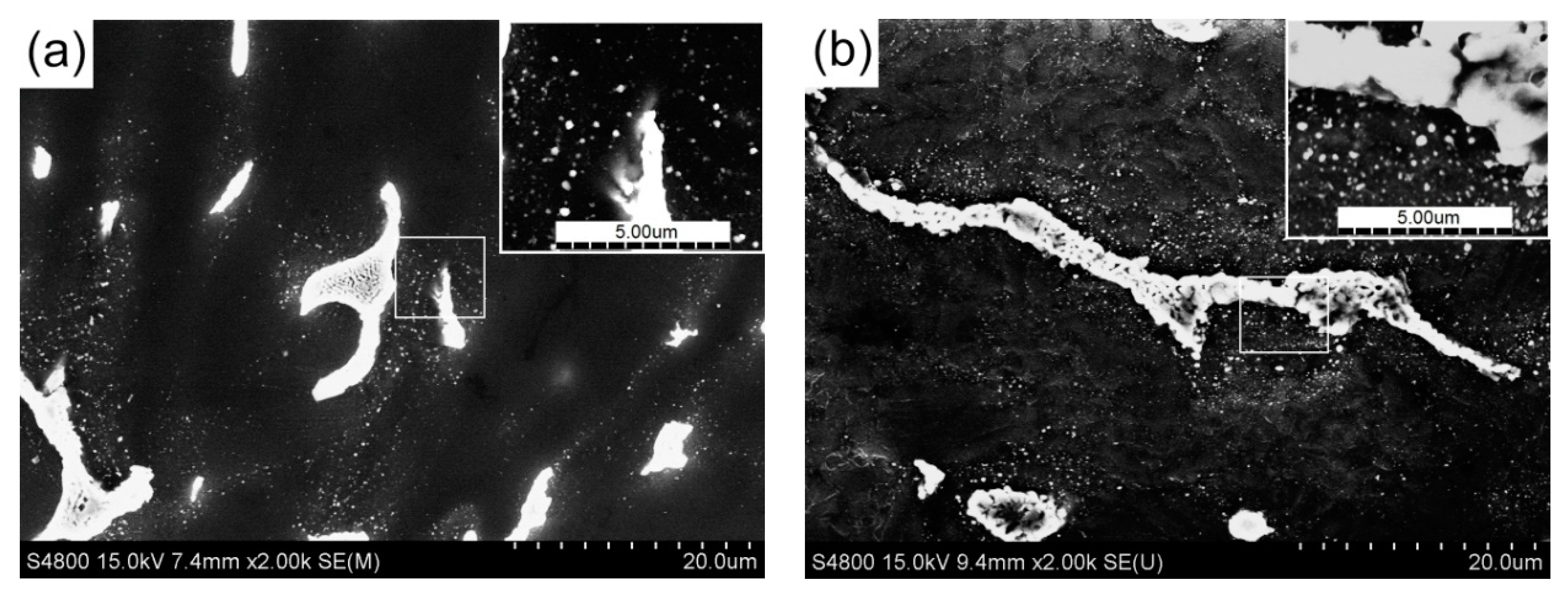
3.3. Precipitate Behavior
4. Discussion
4.1. Effects of ECAP on the Mechanical Properties of Mg-6Zn Alloy
4.2. Formation Mechanism of Inhomogeneous Grain Structure in Mg-6Zn Alloy during ECAP
4.3. Precipitation Behavior of the Intermetallic Phase in the Mg-6Zn during ECAP
5. Conclusions
- (1)
- ECAP was effective for grain refinement in Mg-6Zn alloy. A bi-modal grain structure formed at low temperatures, which was stable during ECAP at 160 °C and 200 °C.
- (2)
- MgZn2 phase and Mg4Zn7 phase were generated from the Mg-6Zn alloy during the ECAP process.
- (3)
- The mechanical properties increased after two passes of ECAP. During further deformation, the strengths nearly remained constant when processed at 160 °C but decreased when processed at 200 °C and 240 °C.
- (4)
- The mechanical properties of the ECAP Mg-6Zn alloy was determined by a combination of grain refinement strengthening, precipitation hardening, and texture softening.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable Metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Manivasagam, G.; Suwas, S. Biodegradable Mg and Mg Based Alloys for Biomedical Implants. Mater. Sci. Technol. 2014, 30, 515–520. [Google Scholar] [CrossRef]
- Chen, Y.; Yan, J.; Wang, Z.; Yu, S.; Wang, X.; Yuan, Z.; Zhang, X.; Zhao, C.; Zheng, Q. In vitro and in vivo corrosion measurements of Mg-6Zn alloys in the bile. Mater. Sci. Eng. C Mater. Biol. Appl. 2014, 42, 116–123. [Google Scholar] [CrossRef] [PubMed]
- Jang, Y.; Tan, Z.; Jurey, Z.; Xu, Z.; Dong, Z.; Collins, B.; Yun, Y.; Sankar, J. Understanding corrosion behavior of Mg-Zn-Ca alloys from subcutaneous mouse model: Effect of Zn element concentration and plasma electrolytic oxidation. Mater. Sci. Eng. C 2015, 48, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Ma, A.B.; Jiang, J.H.; Saito, N.; Shigematsu, I.; Yuan, Y.C. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes. Mater. Sci. Eng. A 2009, 513–514, 122–127. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. The evolution of homogeneity and grain refinement during equal-channel angular pressing: A model for grain refinement in ECAP. Mater. Sci. Eng. A 2005, 398, 66–76. [Google Scholar] [CrossRef]
- Lin, H.K.; Huang, J.C.; Langdon, T.G. Relationship between texture and low temperature superplasticity in an extruded AZ31 Mg alloy processed by ECAP. Mater. Sci. Eng. A 2005, 402, 250–257. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Principles of grain refinement and superplastic flow in magnesium alloys processed by ECAP. Mater. Sci. Eng. A 2009, 501, 105–114. [Google Scholar] [CrossRef]
- Song, Y.W.; Han, E.H.; Shan, D.Y.; Yim, C.D.; You, B.S. The effect of Zn concentration on the corrosion behavior of Mg–xZn alloys. Corros. Sci. 2012, 60, 238–245. [Google Scholar] [CrossRef]
- Gao, J.H.; Guan, S.K.; Ren, Z.W.; Sun, Y.F.; Zhu, S.J.; Wang, B. Homogeneous corrosion of high pressure torsion treated Mg–Zn–Ca alloy in simulated body fluid. Mater. Lett. 2011, 60, 691–693. [Google Scholar] [CrossRef]
- Ying, T.; Zheng, M.Y.; Li, Z.T.; Qiao, X.G.; Xu, S.W. Thermal conductivity of as-cast and as-extruded binary Mg–Zn alloys. J. Alloys Compd. 2015, 621, 250–255. [Google Scholar] [CrossRef]
- Tong, L.B.; Zheng, M.Y.; Hu, X.S.; Wu, K.; Xu, S.W.; Kamado, S.; Kojima, Y. Influence of ECAP routes on microstructure and mechanical properties of Mg–Zn–Ca alloy. Mater. Sci. Eng. A 2010, 527, 4250–4256. [Google Scholar] [CrossRef]
- Yan, K.; Sun, Y.S.; Bai, J.; Xue, F. Microstructure and mechanical properties of ZA62 Mg alloy by equal-channel angular pressing. Mater. Sci. Eng. A 2011, 528, 1149–1153. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Grain refinement and mechanical behavior of a magnesium alloy processed by ECAP. J. Mater. Sci. 2010, 45, 4827–4836. [Google Scholar] [CrossRef]
- Zhao, Z.D.; Chen, Q.; Wang, Y.B.; Shu, D.Y. Effect of predeformation on semi-solid microstructure of ZK60+RE magnesium alloy. Trans. Nonferrous Met. Soc. China 2009, 19, 535–539. [Google Scholar] [CrossRef]
- Luo, S.J.; Chen, Q.; Zhao, Z.D. An investigation of microstructure evolution of RAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2009, 501, 146–152. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Gou, X.F.; Jiang, J.H.; Arhin, G.; Song, D.; Liu, H. Effect of heat treatment and deformation temperature on the mechanical properties of ECAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2016, 677, 125–132. [Google Scholar] [CrossRef]
- Ding, S.X.; Lee, W.T.; Chang, C.P.; Chang, L.W.; Kao, P.W. Improvement of strength of magnesium alloy processed by equal channel angular extrusion. Scr. Mater. 2008, 59, 1006–1009. [Google Scholar] [CrossRef]
- He, Y.B.; Pan, Q.L.; Qin, Y.J.; Liu, X.Y.; Li, W.B.; Chiu, Y.L.; Chen, J.J. Microstructure and mechanical properties of ZK60 alloy processed by two-step equal channel angular pressing. J. Alloys Compd. 2010, 492, 605–610. [Google Scholar] [CrossRef]
- Valle, J.A.; Ruano, O.A. Superplasticity in a magnesium alloy prepared with bimodal grain size distributions developed by dynamic recrystallisation. Mater. Lett. 2008, 62, 3391–3394. [Google Scholar] [CrossRef]
- Mendis, C.L.; Oh-ishi, K.; Kawamura, Y.; Honma, T.; Kamado, S.; Hono, K. Precipitation-Hardenable Mg–2.4 Zn–0.1 Ag–0.1 Ca–0.16 Zr (at.%) Wrought Magnesium Alloy. Acta Mater. 2009, 57, 749–760. [Google Scholar] [CrossRef]
- Mendis, C.L.; Oh-ishi, K.; Hono, K. Enhanced age hardening in a Mg–2.4 at.% Zn alloy by trace additions of Ag and Ca. Scr. Mater. 2007, 57, 485–488. [Google Scholar] [CrossRef]
- Gao, X.; Nie, J.F. Characterization of strengthening precipitate phases in a Mg–Zn alloy. Scr. Mater. 2007, 56, 645–648. [Google Scholar] [CrossRef]
- Gao, X.; Nie, J.F. Structure and thermal stability of primary intermetallic particles in an Mg–Zn casting alloy. Scr. Mater. 2007, 57, 655–658. [Google Scholar] [CrossRef]
- Singh, A.; Tsai, A.P. Structural characteristics of β1′ precipitates in Mg–Zn-based alloys. Scr. Mater. 2007, 57, 941–944. [Google Scholar] [CrossRef]
- Wei, L.Y.; Dunlop, G.L.; Westengen, H. The intergranular microstructure of cast Mg-Zn and Mg-Zn-rare earth alloys. Metall. Mater. Trans. A 1995, 26A, 1947–1955. [Google Scholar] [CrossRef]
- Xie, Y.P.; Wang, Z.Y.; Hou, Z.F. The phase stability and elastic properties of MgZn2 and Mg4Zn7 in Mg–Zn alloys. Scr. Mater. 2013, 68, 495–498. [Google Scholar] [CrossRef]







© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, J.; Qin, Z.; Yan, K. Mechanical Properties and Microstructure Evolution of Mg-6 wt % Zn Alloy during Equal-Channel Angular Pressing. Metals 2018, 8, 841. https://doi.org/10.3390/met8100841
Yan J, Qin Z, Yan K. Mechanical Properties and Microstructure Evolution of Mg-6 wt % Zn Alloy during Equal-Channel Angular Pressing. Metals. 2018; 8(10):841. https://doi.org/10.3390/met8100841
Chicago/Turabian StyleYan, Jingli, Zijun Qin, and Kai Yan. 2018. "Mechanical Properties and Microstructure Evolution of Mg-6 wt % Zn Alloy during Equal-Channel Angular Pressing" Metals 8, no. 10: 841. https://doi.org/10.3390/met8100841
APA StyleYan, J., Qin, Z., & Yan, K. (2018). Mechanical Properties and Microstructure Evolution of Mg-6 wt % Zn Alloy during Equal-Channel Angular Pressing. Metals, 8(10), 841. https://doi.org/10.3390/met8100841