Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools

 ,
,  ,
, 

 and
and
Abstract
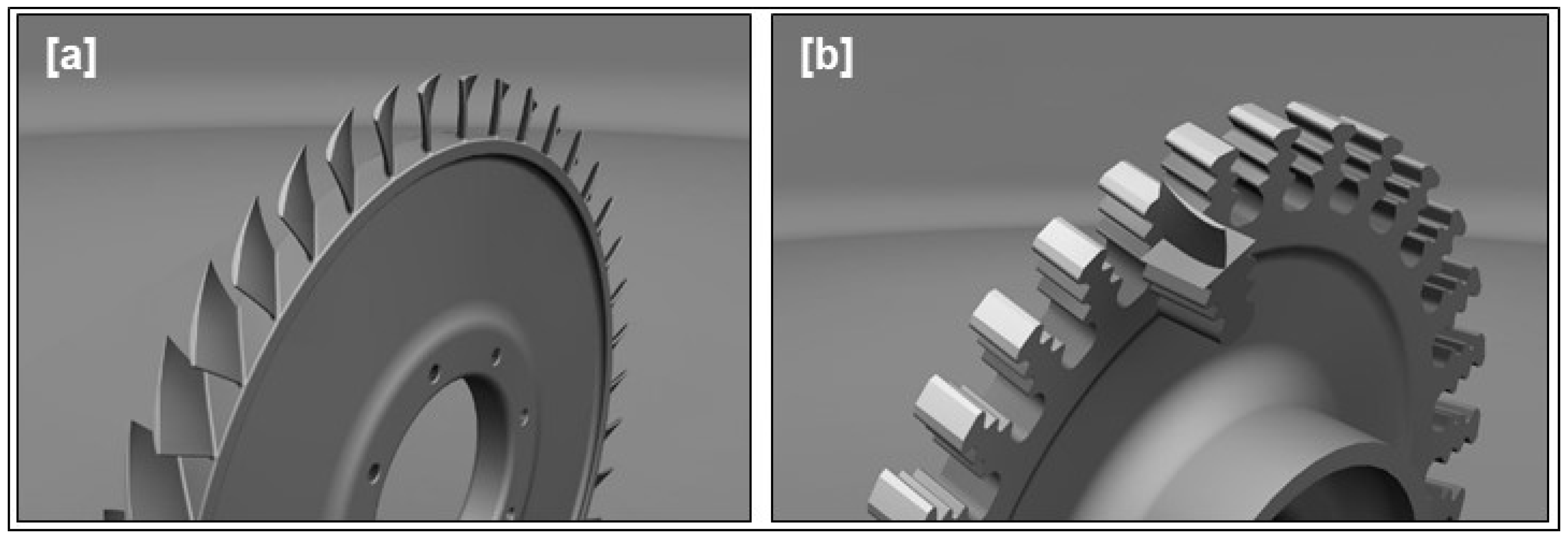
1. Introduction
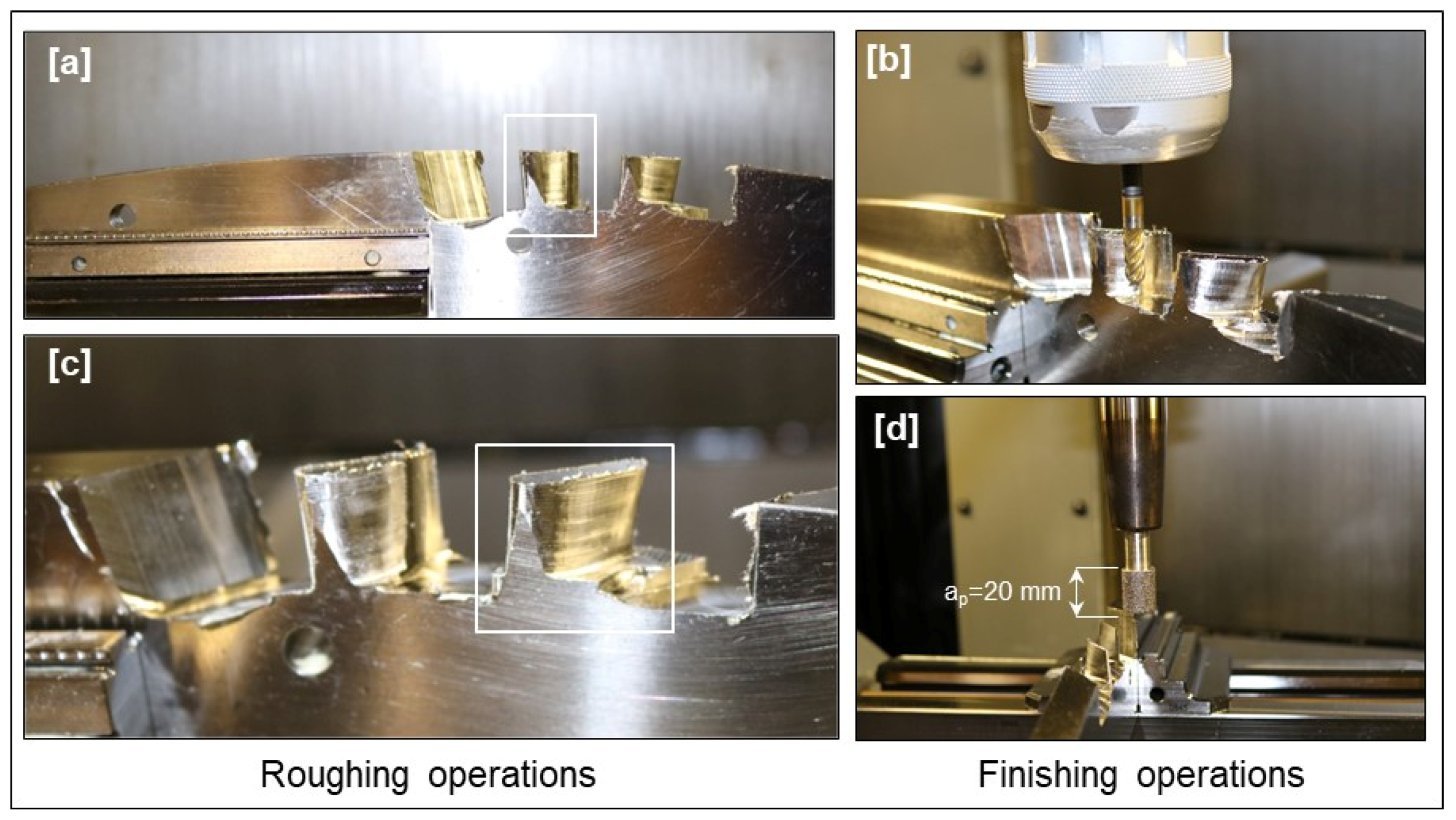
2. Experimental Setup and Tests Performance
3. Results and Discussion
3.1. Cutting Forces
3.2. Surface Roughness
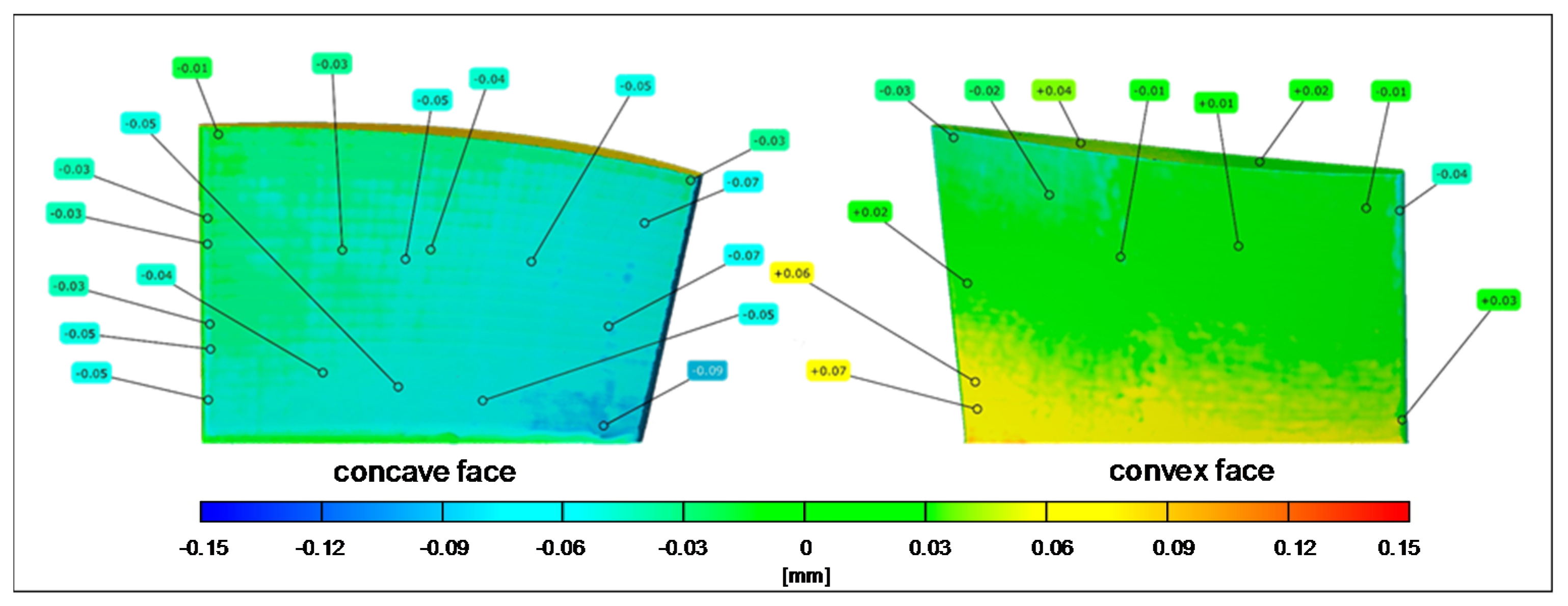
3.3. Dimensional Deviation
4. Conclusions
- Flank SAM technique applied to roughing operations presented higher material removal rates when compared with conventional milling process, reaching 240 mm3/s. This means that the process has been optimized through manufacturing time reduction.
- Conversely, this increase of material removal rates is governed by the increase of cutting forces during SAM roughing in a ≈40% and ≈100% for medium and maximum force values, respectively. Nonetheless, in respect to finishing tasks, where material removal rates are similar for both techniques, SAM showed lower cutting forces. In particular, the values are reduced ≈20% and ≈15% for medium and maximum force values, respectively.
- Regarding surface roughness, the topography obtained with both techniques presents a regular pattern that is associated to each technology. However, the surface roughness values present high differences between them. Specifically, the use of SAM technique implies a reduction of ≈45% and ≈28% in Ra and Rz, respectively.
- Concerning dimensional accuracy, the use of SAM generates deviations below the current aeronautical requirements in this type of components.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Asociación Española de Tecnologías de Defensa, Aeronáutica y Espacio. Available online: https://www.tedae.org/uploads/attachments/1461082017_retos-del-sector-aeronutico-en-espaa-gua-estratgica-2015-2025-pdf.pdf (accessed on 30 August 2017).
- Mateo, A. On the feasibility of BLISK produced by linear friction welding. Revista Metalurgia 2014. [Google Scholar] [CrossRef]
- Moussaoui, K.; Mouseigne, M.; Senatore, J.; Chieragatti, R.; Lamesle, P. Influence of milling on the fatigue lifetime of a Ti6Al4V titanium alloy. Metals 2015, 5, 1148–1162. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A.; Veselovac, D. Technological and economical comparison of roughing strategies via milling, sinking-EDM, wire-EDM and ECM for titanium- and nickel-based blisks. CIRP J. Manuf. Sci. Technol. 2013, 6, 198–203. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Barreiro, J.; Fernández-Abia, A.I.; López de Lacalle, L.N. Nozzle design of combined use of MQL and cryogenic gas in machining. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 87–95. [Google Scholar] [CrossRef]
- Klocke, F.; Krämer, K.; Sangermann, H.; Lung, D. Thermo-mechanical tool load during high performance cutting of hard-to-cut materials. Procedia Fifth Conf. High Perform. Cut. 2012, 1, 295–300. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Study on the machinability characteristics of superalloy Inconel 718 during high speed turning. Mater. Des. 2009, 30, 1718–1725. [Google Scholar] [CrossRef]
- Modern Machine Shop. Available online: https://www.mmsonline.com/articles/wire-edm-for-jet-engine-fir-trees (accessed on 24 August 2017).
- Torres, A.; Arbizu, I.; Pérez, C. Analytical modelling of energy density and optimization of the EDM machining parameters of Inconel 600. Metals 2017, 7, 166. [Google Scholar] [CrossRef]
- Sánchez, J.A.; López de Lacalle, L.N.; Lamikiz, A.; Bravo, U. Dimensional accuracy optimisation of multi-stage planetary EDM. Int. J. Mach. Tools Manuf. 2002, 42, 1643–1648. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Y.B.; Fu, C.; Jia, Z. Surface integrity of alumina machines by electrochemical discharge assisted diamond wire sawing. J. Manuf. Process. 2018, 31, 96–102. [Google Scholar] [CrossRef]
- Włodzimierz, W.; Jacek, T. Modern technology of the turbine blades removal machining. In Proceedings of the 8 International Conference Advanced Manufacturing Operations, Kranevo, Bulgary, 18–20 June 2008. [Google Scholar]
- Petrilli, R. Super abrasive machining for PM. Met. Powder Rep. 2012, 67, 38–41. [Google Scholar] [CrossRef]
- Erickson, R.E. Method of Machining between Contoured Surfaces with Cup Shaped Tool. U.S. Patent US2011/0189924 A1, 4 August 2011. [Google Scholar]
- Erickson, R.E.; Faughnan, P.R., Jr. Method of Machining Integral Bladed Rotors for a Gas Turbine Engine. U.S. Patent 7967659 B2, 28 June 2011. [Google Scholar]
- Curtis, D.T.; Soo, S.L.; Aspinwall, D.K.; Sage, C. Electrochemical superabrasive machining of a nickel-based aeroengine alloy using mounted grinding points. CIRP Ann. Manuf. Technol. 2009, 58, 173–176. [Google Scholar] [CrossRef]
- Aspinwall, D.K.; Soo, S.L.; Curtis, D.T.; Mantle, A.L. Profiled superabrasive grinding wheels for the machining of a nickel based superalloy. CIRP Ann. Manuf. Technol. 2007, 56, 335–338. [Google Scholar] [CrossRef]
- Guo, C.; Ranganath, S.; McIntosh, D.; Elfizy, A. Virtual high performance grinding with CBN wheels. CIRP Ann. Manuf. Technol. 2008, 57, 325–328. [Google Scholar] [CrossRef]
- Radical Departures. Available online: https://www.radical-departures.net/articles/flexible-grinding-no-grinder-required/ (accessed on 14 August 2017).
- Sinha, M.K.; Madarkar, R.; Ghosh, S.; Vao, P.V. Application of eco-friendly nanofluids during grinding of Inconel 718 through small quantity lubrication. J. Clean. Prod. 2017, 141, 1359–1375. [Google Scholar] [CrossRef]
- Iturbe, A.; Hormaetxe, E.; Garay, A.; Arrazola, P.J. Surface integrity analysis when machining Inconel 718 with conventional cryogenic cooling. Procedia CIRP 2016, 45, 67–70. [Google Scholar] [CrossRef]
- Caggiano, A.; Teti, R. CBN grinding performance improvement in aircraft engine components manufacture. Procedia CIRP 2009, 9, 109–114. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A.; Sánchez, J.A.; Cabens, I. Cutting conditions and tool optimization in the high-speed milling of aluminium alloys. Proc. Inst. Mech. Eng. 2001, 215, 1257–1269. [Google Scholar] [CrossRef]
- Suárez, A.; López de Lacalle, L.N.; Polvorosa, R.; Veiga, F.; Wretland, A. Effects of high-pressure cooling on the wear patterns on turning inserts usedon alloy IN718. Mater. Manuf. Process. 2017, 32, 678–686. [Google Scholar] [CrossRef]
- Pottlacher, G.; Hosaeus, H.; Kaschnitz, E.; Seifter, A. Thermophysical properties of solid and liquid Inconel 718 Alloy. Scand. J. Metall. 2002, 31, 161–168. [Google Scholar] [CrossRef]
- Pereira, O.; Urbikain, G.; Rodríguez, A.; Fernández-Valdivielso, A.; Calleja, A.; Ayesta, I.; López de Lacalle, L.N. Internal Cryolubrication approach for Inconel 718 milling. Procedia Manuf. 2017, 13, 89–93. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting in high-speed machining of Inconel 718 and Ti-6Al-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Razak, N.; Chen, Z.; Pasang, T. Effects of increasing feed rate on tool deterioration and cutting force during end milling of 718plus superalloy using cemented tungsten carbide tool. Metals 2017, 7, 441. [Google Scholar] [CrossRef]
- Mohammed, N.; Makich, H. On the Physics of Machining Titanium Alloys: Interactions between Cutting Parameters, Microstructure and Tool Wear. Metals 2014, 4, 335–358. [Google Scholar] [CrossRef]
- Bhatt, A.; Attia, H.; Vargas, R.; Thomson, V. Wear mechanisms of WC coated and uncoated tools in finish turning of Inconel 718. Tribol. Int. 2010, 43, 1113–1121. [Google Scholar] [CrossRef]
- Hosokawa, A.; Ueda, T.; Onishi, R.; Tanaka, R.; Furumoto, T. Turning of difficult-to-machine materials with actively driven rotary tool. CIRP Ann. Manuf. Technol. 2010, 59, 89–92. [Google Scholar] [CrossRef]
- Costes, J.P.; Guillet, Y.; Poulachon, G.; Dessoly, M. Tool-life and wear mechanisms of CBN tools in machining of Inconel 718. Int. J. Mach. Tools Manuf. 2007, 47, 1081–1087. [Google Scholar] [CrossRef]
- Lamikiz, A.; López de Lacalle, L.N.; Sánchez, J.A.; Bravo, U. Calculation of the specific cutting coefficients and geometrical aspects in sculptured surface machining. J. Mach. Sci. Technol. 2005, 9, 411–436. [Google Scholar] [CrossRef]
- Fernández de Larrinoa, J. Optimización de procesos de recubrimiento para herramientas de corte. In Tecnologías de Recubrimiento, Métodos de Caracterización y Optimización de las Propiedades; University of the Basque Country: Bilbao, Spain, 2015. [Google Scholar]
- Barthelmä, F.; Frank, H.; Schiffler, M.; Bartsch, A. Hard coatings to improve the machining of nickel based materials. Procedia CIRP 2016, 46, 294–298. [Google Scholar] [CrossRef]
- Beake, B.D.; Fox-Rabinovich. Progress in high temperature nanomechanical testing of coatings for optimising their performance in high speed machining. Surface Coat. Technol. 2014, 255, 102–111. [Google Scholar] [CrossRef]
- Uhlmann, E.; Oyanedel, J.A.; Gerstenberger, R.; Frank, H. nc-AlTiN/a-Si3N4 and nc-AlCrN/a-Si3N4 nanocomposite coatings as protection layer for PCBN tools in hard machining. Surface Coat. Technol. 2013, 237, 142–148. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Kvalev, A.I.; Aguirre, M.H.; Beake, B.D.; Yamamoto, K.; Veldhuis, S.C.; Endrino, J.L.; Wainstein, D.L.; Rashkovskiy, A.Y. Design and performance of AlTiN and TiAlCrN PVD coatings for machining of hard to cut materials. Surface Coat. Technol. 2009, 204, 489–496. [Google Scholar] [CrossRef]
- Bo, P.; Barton, M.; Plakhotnik, D.; Pottmann, H. Towards efficient 5-axis flank CNC machining of free-form surfaces via fitting envelopes of surfaces of revolution. CAD Comput. Aided Des. 2016, 79, 1–11. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; López de Lacalle, L.N. Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process. J. Mater. Process. 2012, 212, 516–522. [Google Scholar] [CrossRef]
- Klocke, F.; Schmitt, R.; Zeis, M.; Heidemanns, L.; Kerkhoff, J.; Heinen, D.; Klink, A. Technological and economical assessment of alternative process chains for blisk manufacture. Procedia CIRP 2015, 35, 67–72. [Google Scholar] [CrossRef]
- Wu, C.Y. Arbitrary surface flank milling & flanksam in the design and manufacturing of jet engine fan and compressor airfoils. In Proceedings of the ASME Turbo Expo 2012 GT 2012, Copenhagen, Denmark, 11–15 June 2012. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Fe | Nb | Mo | Ti | Al | B | C | Mn | Si | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 52.5 | 19 | 1 | 17 | 5 | 3 | 1 | 0.6 | 0.01 | 0.08 | 0.35 | 0.35 | 1.79 |
| Hardness | Young’s Modulus | Tensile Strength | Density | Specific Heat | Melting Temp. | Thermal Conduct | ||||||
| 42 HRc | 206 GPa | 1.73 GPa | 8470 kg/m3 | 461 J/(kg·K) | 1550 K | 15 W/(m·K) | ||||||
| OPERATION | ROUGHING | ROUGHING | FINISHING | FINISHING |
|---|---|---|---|---|
 |  |  |  | |
| STRATEGY | Milling | Flank SAM | Flank Milling | Flank SAM |
 |  |  |  | |
| Cutting Conditions | ||||
| F | 0.03 mm/tooth | 45 mm/min | 0.03 mm/tooth | 500 mm/min |
| Vc | 20 m/min | 900 m/min | 40 m/min | 900 m/min |
| ap | 5 mm | 20 mm | 20 mm | 20 mm |
| ae | 16 mm | 16 mm | 0.2 mm | 0.2 mm |
| OPER. TIME | 3 min 38 s | 1 min 43 s | 16 s | 14 s |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
González, H.; Calleja, A.; Pereira, O.; Ortega, N.; López de Lacalle, L.N.; Barton, M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals 2018, 8, 24. https://doi.org/10.3390/met8010024
González H, Calleja A, Pereira O, Ortega N, López de Lacalle LN, Barton M. Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals. 2018; 8(1):24. https://doi.org/10.3390/met8010024
Chicago/Turabian StyleGonzález, Haizea, Amaia Calleja, Octavio Pereira, Naiara Ortega, L. Norberto López de Lacalle, and Michael Barton. 2018. "Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools" Metals 8, no. 1: 24. https://doi.org/10.3390/met8010024
APA StyleGonzález, H., Calleja, A., Pereira, O., Ortega, N., López de Lacalle, L. N., & Barton, M. (2018). Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools. Metals, 8(1), 24. https://doi.org/10.3390/met8010024