Application of the Constitutive Model in Finite Element Simulation: Predicting the Flow Behavior for 5754 Aluminum Alloy during Hot Working

Abstract
1. Introduction
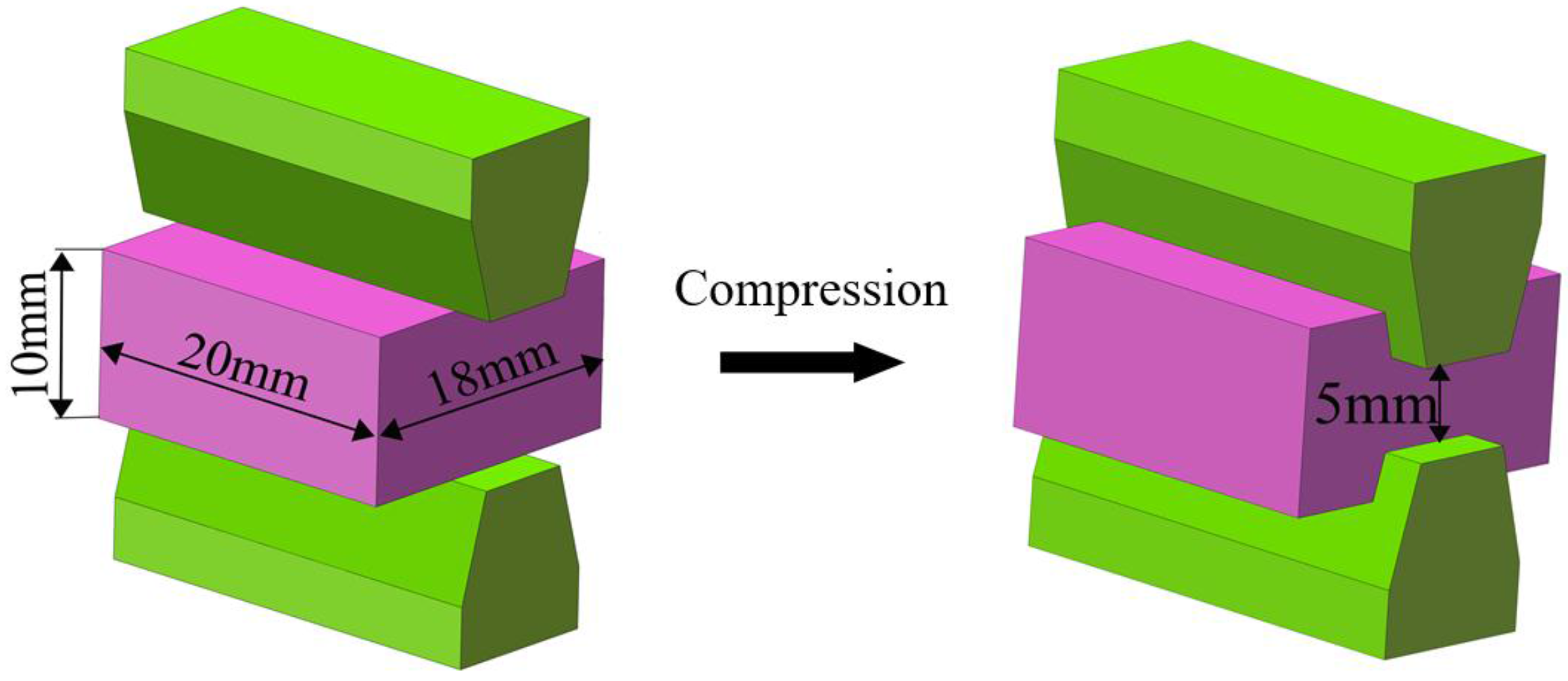
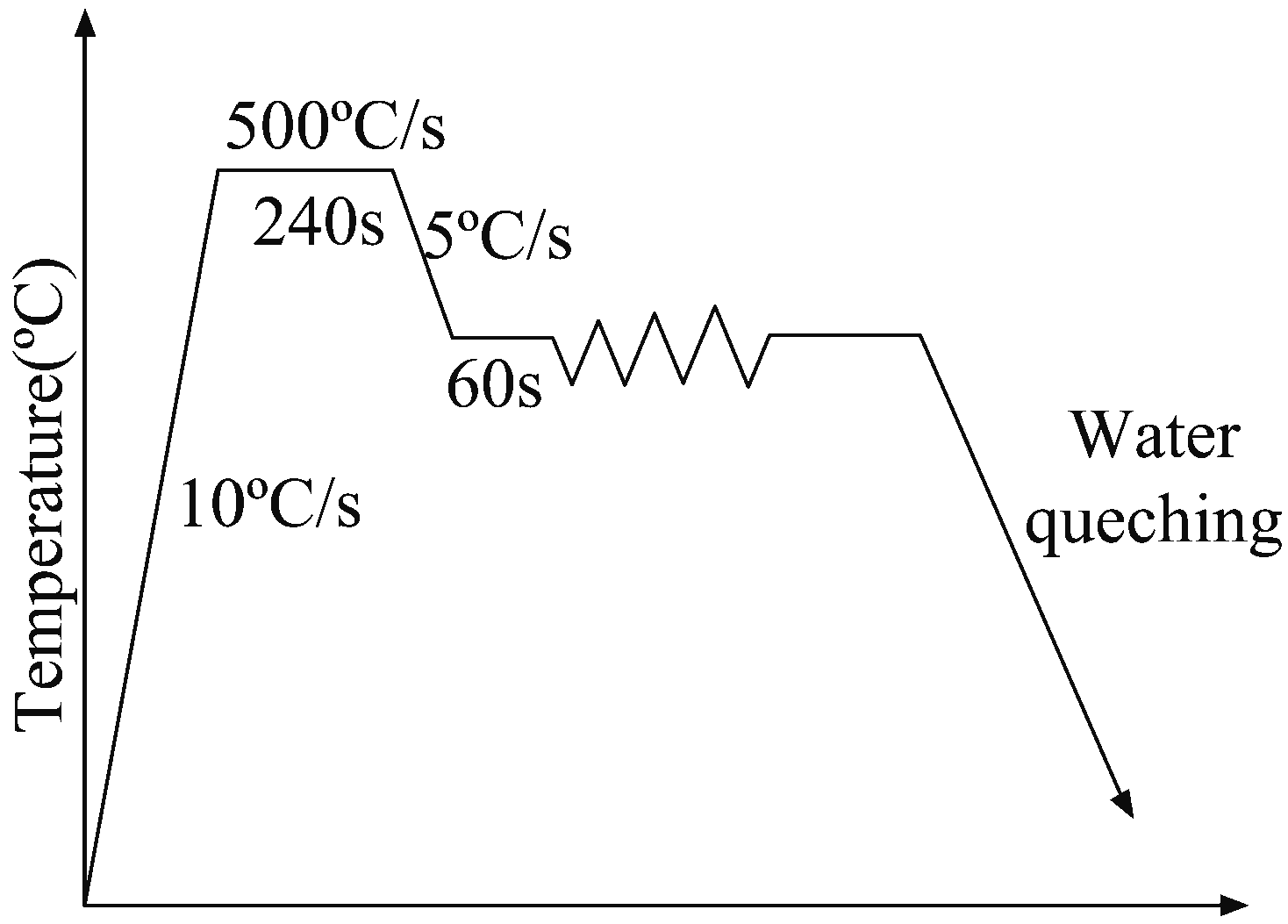
2. Material and Experimental Procedure
3. Results and Discussion
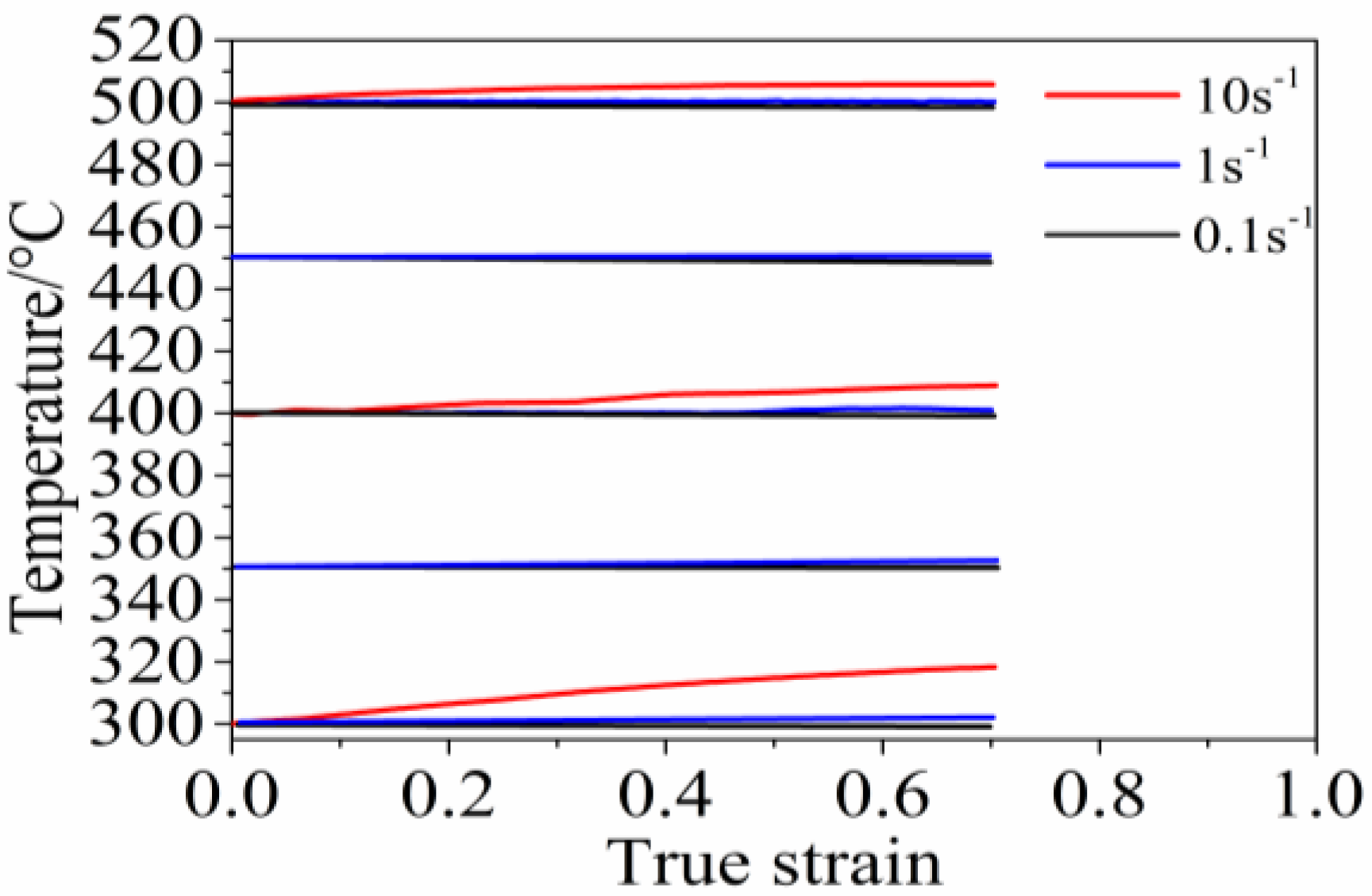
3.1. Temperature Correction
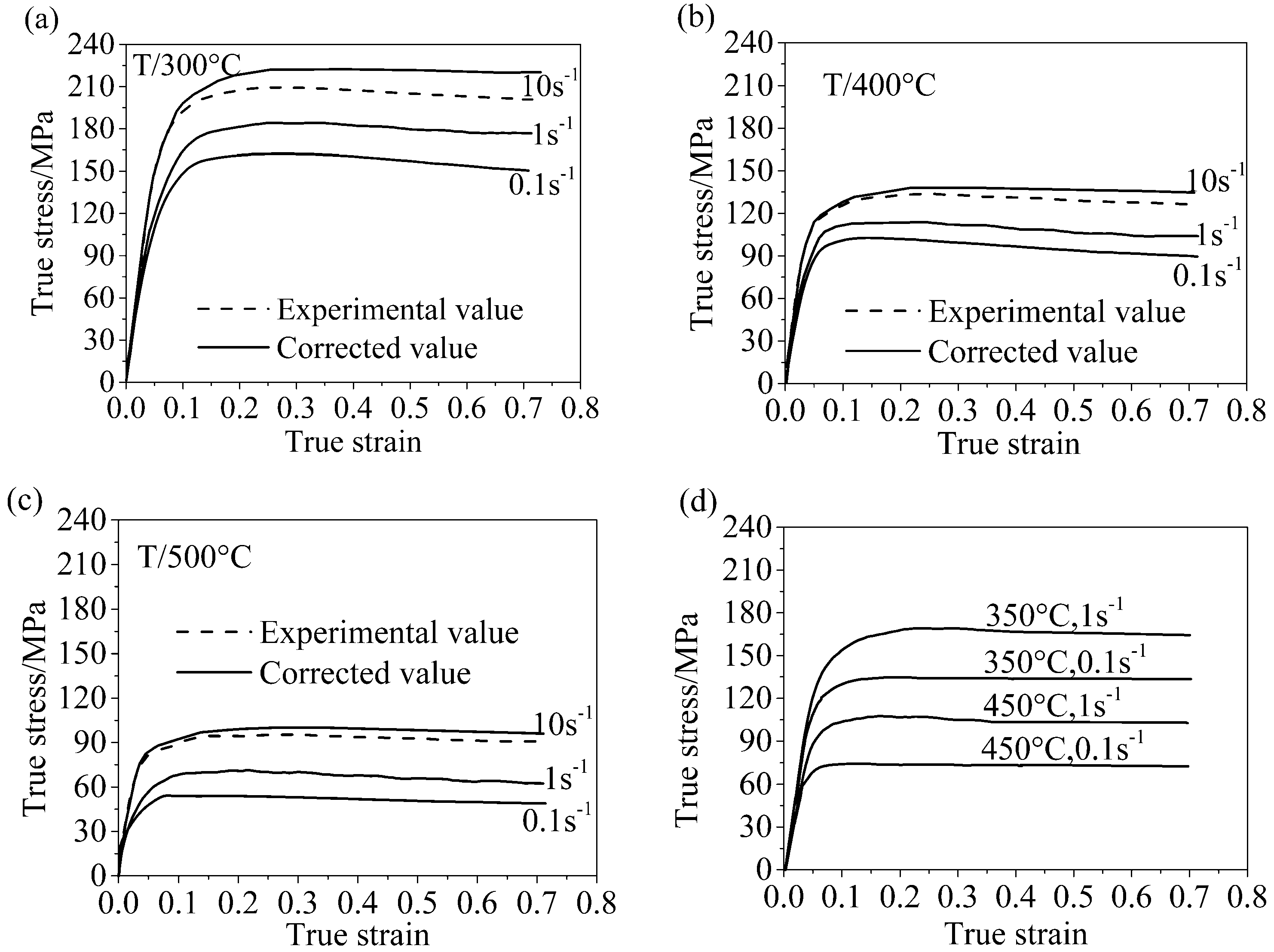
3.2. The Flow Curves of 5754 Aluminum Alloy
3.3. Constitutive Model
3.4. The Application of the Developed Model in FEM
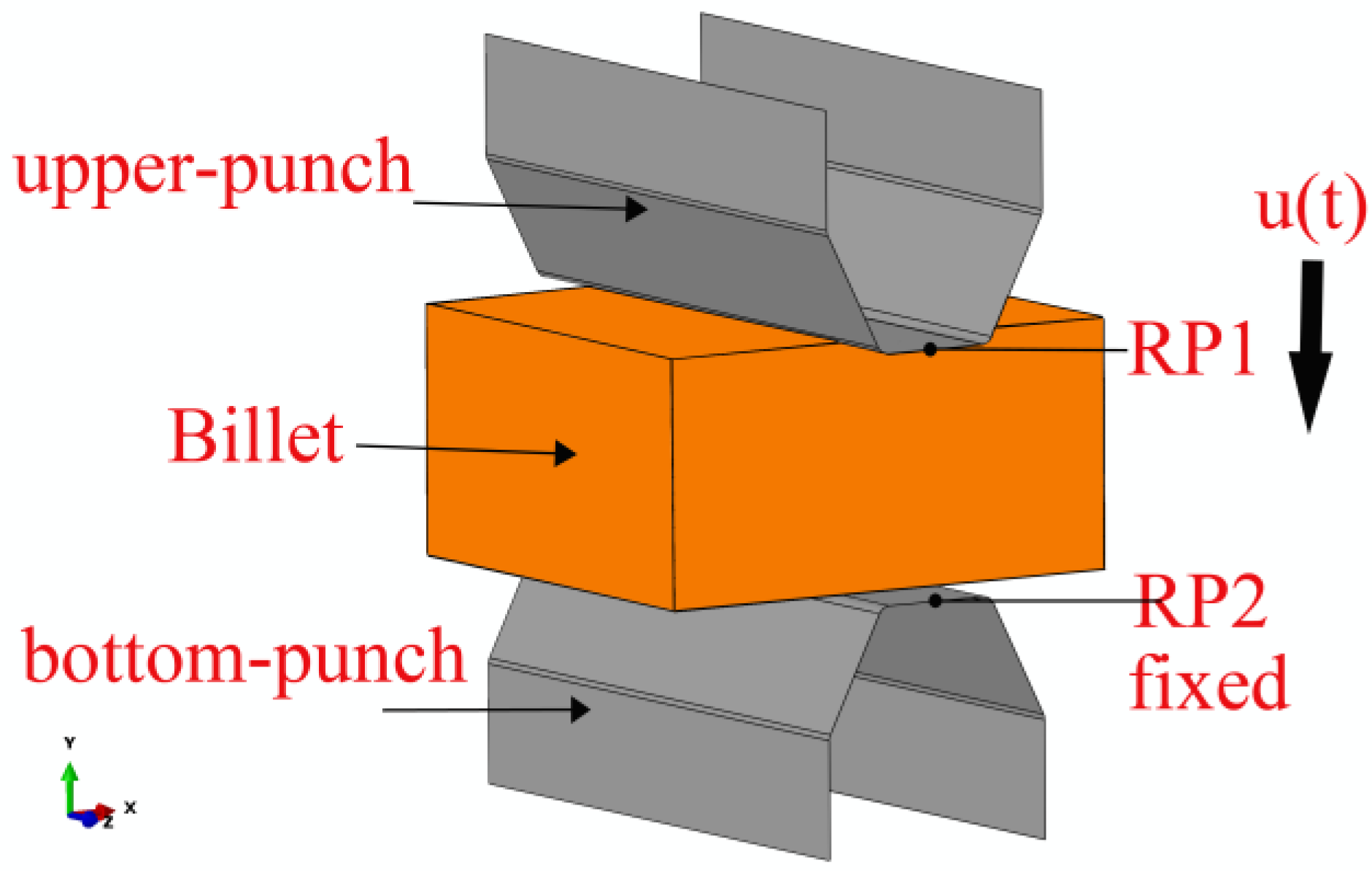
3.5. Finite Element Model
4. Conclusions
- (1)
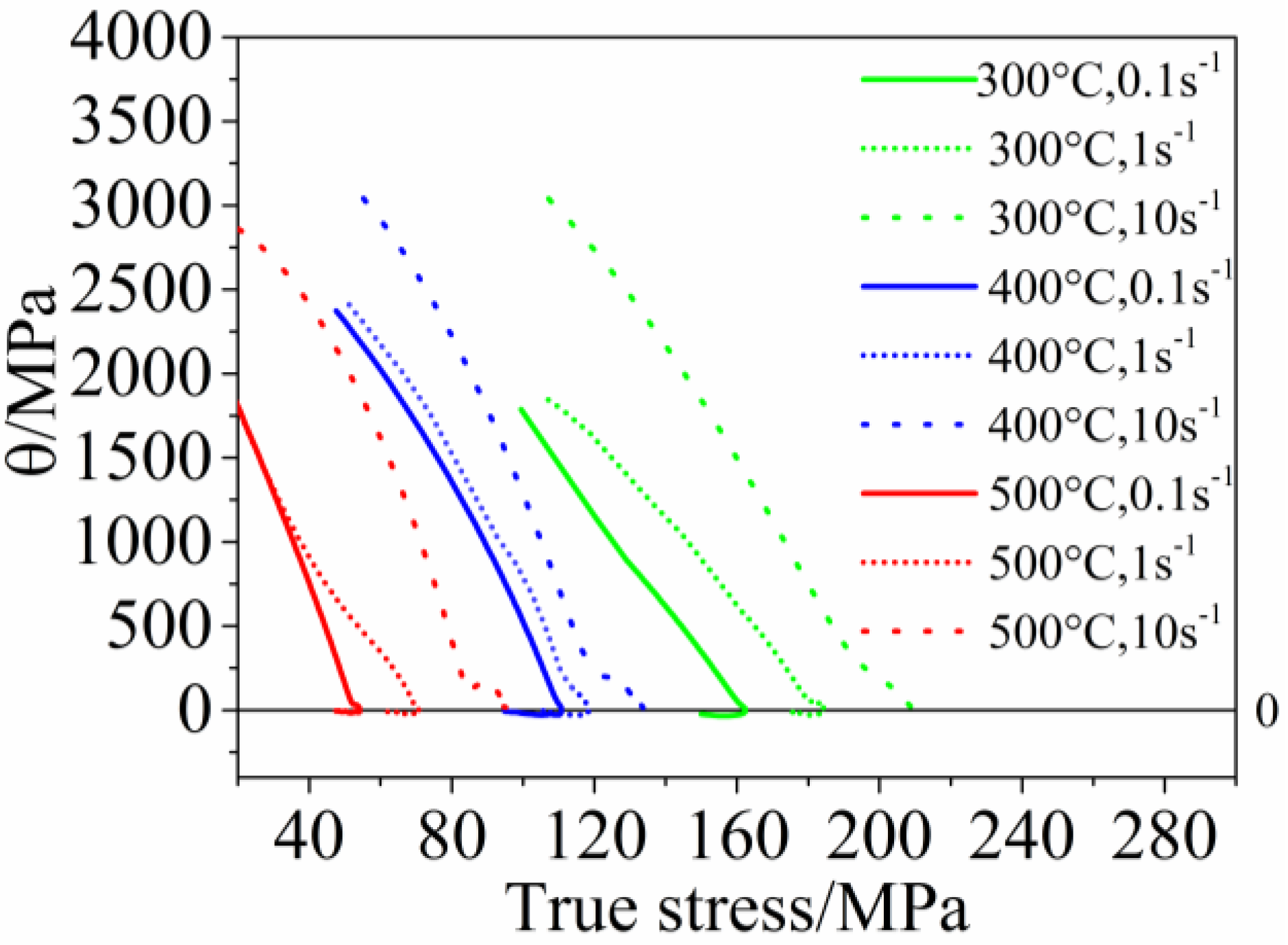
- The strain rate and deformation temperature have significant influence on the flow behavior of 5754 aluminum alloy. The flow stress increases with increasing strain rate and decreases with increasing deformation temperature. In addition, the true stress increases with the true strain in the early stages, but in the later period, the true stress remains constant, which represents the classical characteristics of work hardening (WH) and dynamic recovery (DRV). However, the flow curves of 5754 aluminum alloy at medium and low strain rates did not reach a strict dynamic equilibrium. The flow curve decreases slightly with the increase of strain due to the CDRX (extended DRV). Meanwhile, the calculated work hardening rate shows that DRV and CDRX are the main softening mechanisms of 5754 aluminum alloy during deformation.
- (2)
- The developed Arrhenius constitutive model of 5754 aluminum alloy is embedded in ABAQUS by encoding the UHARD subroutine to simulate the hot compression deformation.
- (3)
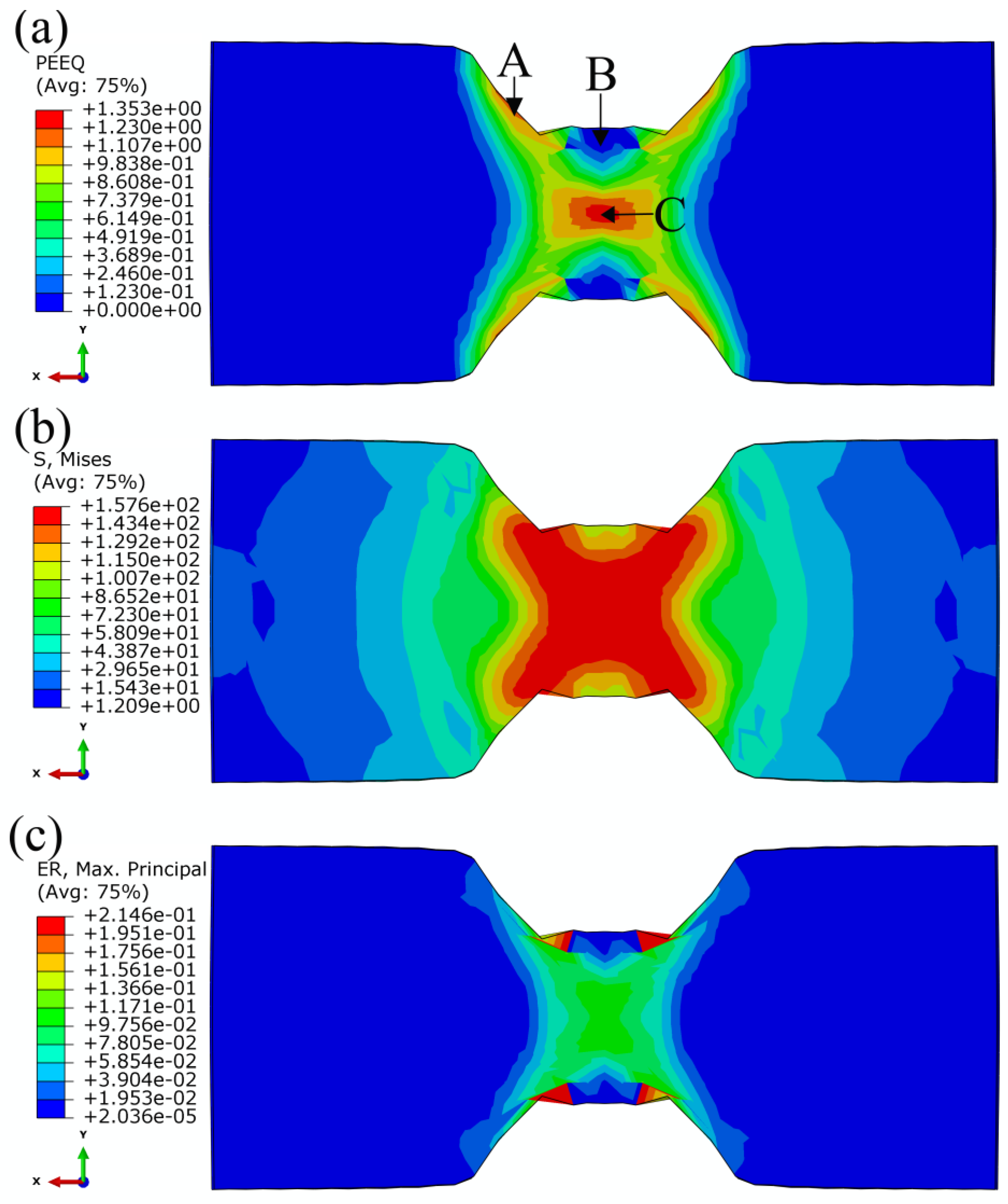
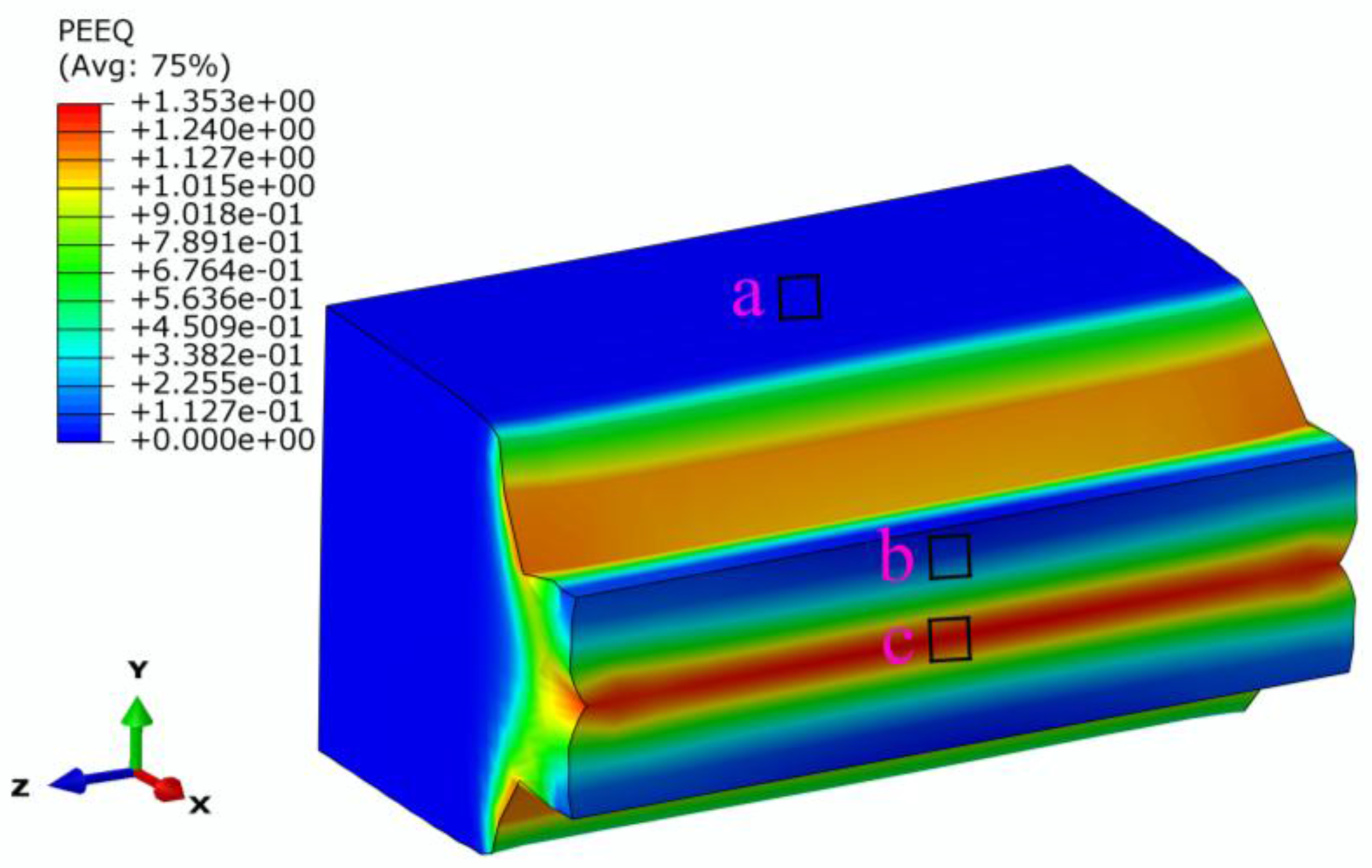
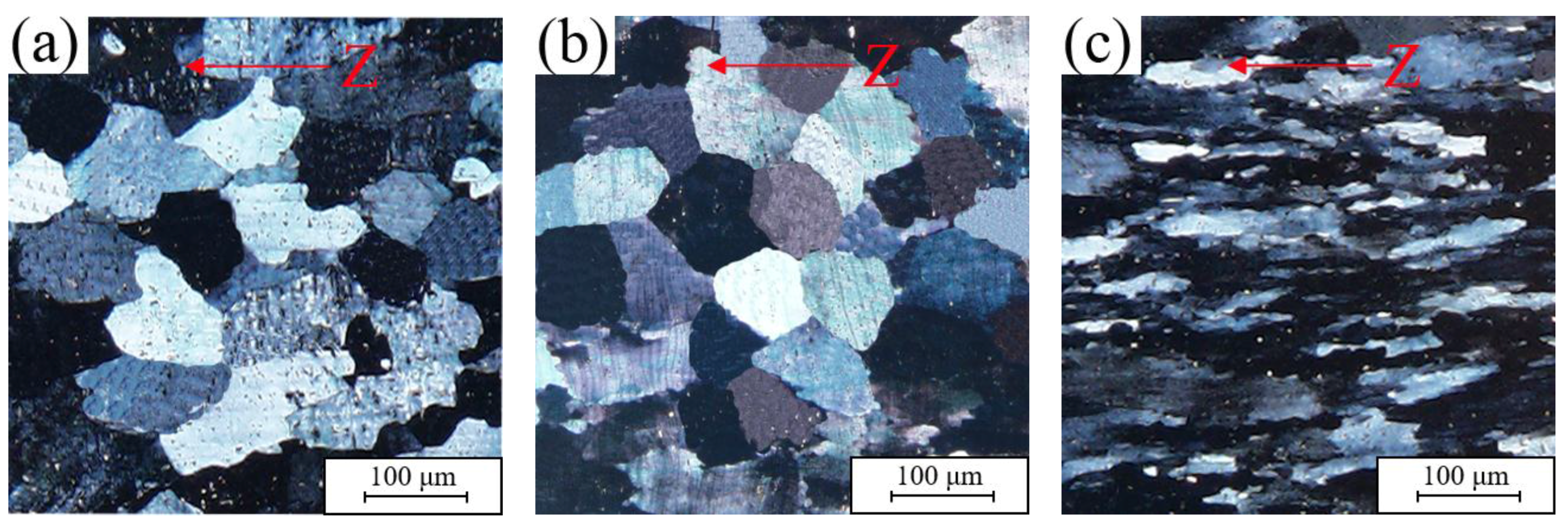
- The simulated PEEQ shows that uneven deformation occurs in the deformation zone of the specimen. There is almost no plastic strain in the B region indicating that the flow of the material in this region is poor and this area still retains the un-deformed grains. At the central region C, the sample produces the largest plastic strain, which causes the grain of the region to be compressed into a fibrous morphology. The simulated results coincide well with the observed grain morphology. Therefore, the FEM simulation of the embedded constitutive model can effectively describe the flow behavior of the material.
- (4)
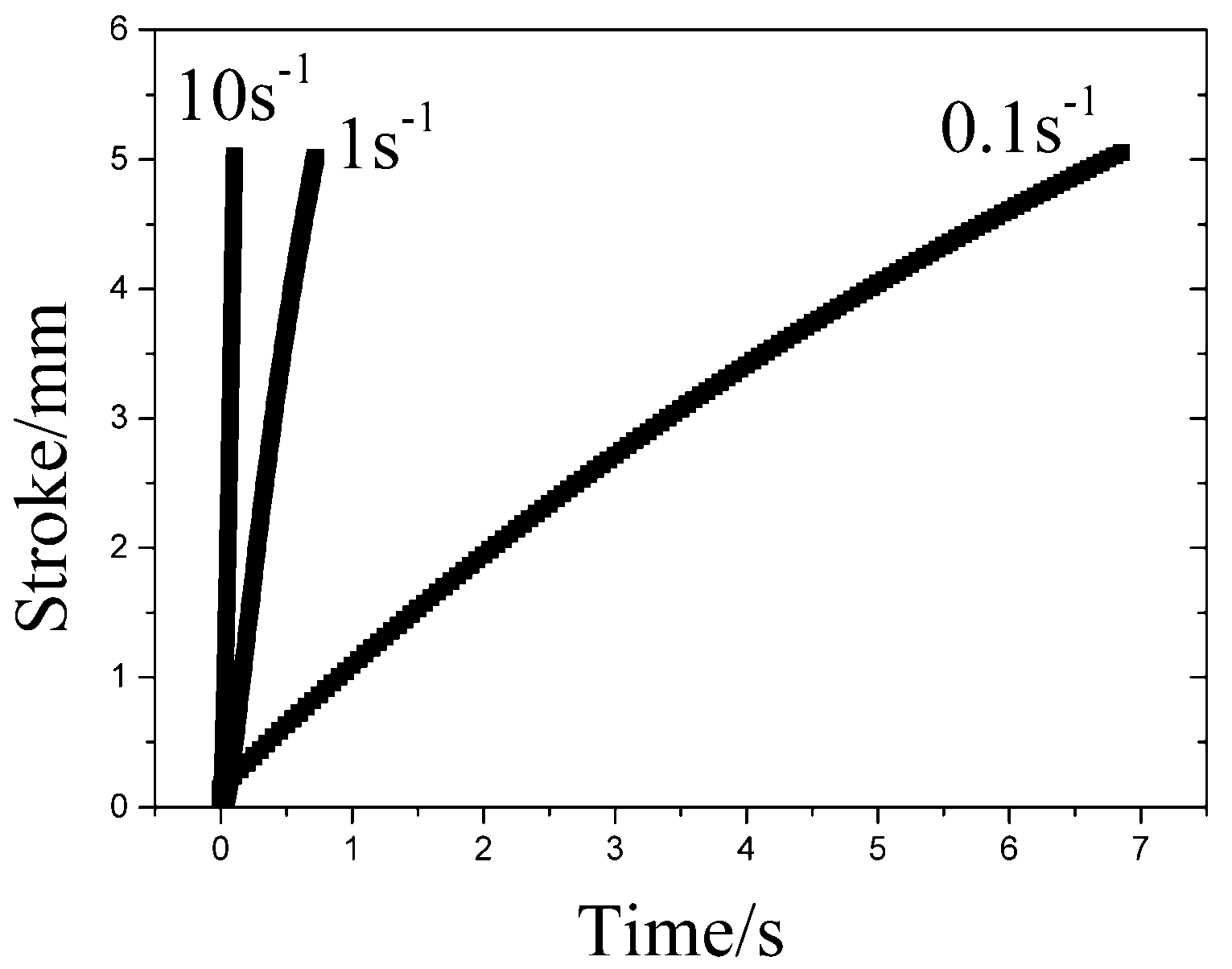
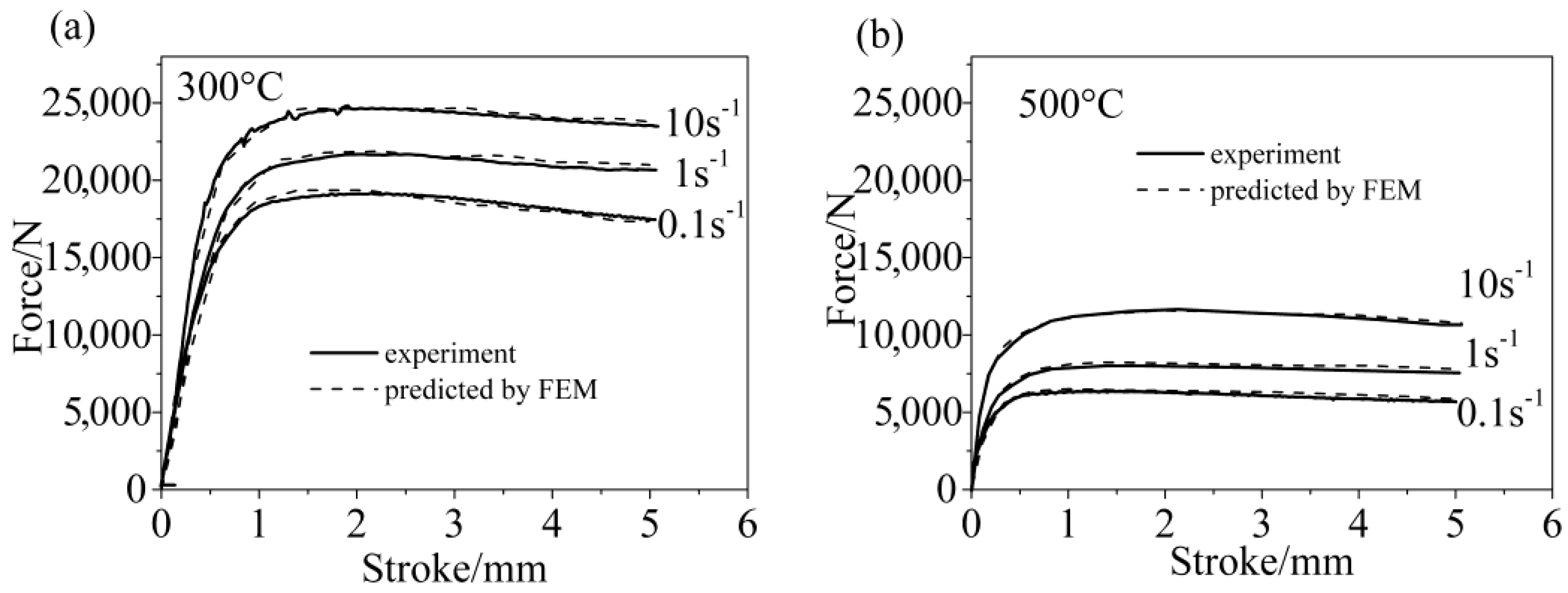
- The stroke-force of the die at different strain rates and deformation temperatures is further simulated and predicted by the FEM of the embedded constitutive model. The predicted stroke-force curves agree well with the experimental data at 0.1–10 s−1 and 300–500 °C. Then, the predictive ability is evaluated by R and AARE and the calculated value of R and AARE are 0.997% and 1.25%, respectively. These results indicate that the FEM of the embedded constitutive model can accurately simulate and analyze the hot working behavior of 5754 aluminum alloy, which can provide a reference for other forming processes of the alloy.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sellars, C.M.; Mctegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Changizian, P.; Zarei-Hanzaki, A.; Roostaei, A.A. The high temperature flow behavior modeling of az81 magnesium alloy considering strain effects. Mater. Des. 2012, 39, 384–389. [Google Scholar] [CrossRef]
- Jha, J.S.; Tewari, A.; Mishra, S.; Toppo, S. Constitutive relations for Ti-6Al-4V hot working. Procedia Eng. 2017, 173, 755–762. [Google Scholar] [CrossRef]
- Jabbari Taleghani, M.A.; Ruiz Navas, E.M.; Salehi, M.; Torralba, J.M. Hot deformation behaviour and flow stress prediction of 7075 aluminium alloy powder compacts during compression at elevated temperatures. Mater. Sci. Eng. A 2012, 534, 624–631. [Google Scholar] [CrossRef]
- Rezaei Ashtiani, H.R.; Parsa, M.H.; Bisadi, H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum. Mater. Sci. Eng. A 2012, 545, 61–67. [Google Scholar] [CrossRef]
- Han, Y.; Qiao, G.; Sun, J.; Zou, D. A comparative study on constitutive relationship of as-cast 904l austenitic stainless steel during hot deformation based on arrhenius-type and artificial neural network models. Comput. Mater. Sci. 2013, 67, 93–103. [Google Scholar] [CrossRef]
- Jenab, A.; Karimi Taheri, A. Experimental investigation of the hot deformation behavior of AA7075: Development and comparison of flow localization parameter and dynamic material model processing maps. Int. J. Mech. Sci. 2014, 78, 97–105. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Phaniraj, C.; Ravishankar, C.; Bhaduri, A.K.; Sivaprasad, P.V. Prediction of high temperature flow stress in 9Cr–1Mo ferritic steel during hot compression. Int. J. Press. Vessels Pip. 2011, 88, 501–506. [Google Scholar] [CrossRef]
- Phaniraj, C.; Samantaray, D.; Mandal, S.; Bhaduri, A.K. A new relationship between the stress multipliers of garofalo equation for constitutive analysis of hot deformation in modified 9Cr–1Mo (P91) steel. Mater. Sci. Eng. A 2011, 528, 6066–6071. [Google Scholar] [CrossRef]
- Hor, A.; Morel, F.; Lebrun, J.-L.; Germain, G. An experimental investigation of the behaviour of steels over large temperature and strain rate ranges. Int. J. Mech. Sci. 2013, 67, 108–122. [Google Scholar] [CrossRef]
- Ciccarelli, D.; El Mehtedi, M.; Jäger, A.; Spigarelli, S. Analysis of flow stress and deformation mechanism under hot working of ZK60 magnesium alloy by a new strain-dependent constitutive equation. J. Phys. Chem. Solids 2015, 87, 183–195. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. Constitutive analysis to predict high-temperature flow stress in modified 9Cr–1Mo (P91) steel. Mater. Des. 2010, 31, 981–984. [Google Scholar] [CrossRef]
- He, X.; Yu, Z.; Liu, G.; Wang, W.; Lai, X. Mathematical modeling for high temperature flow behavior of as-cast Ti–45Al–8.5Nb–(W,B,Y) alloy. Mater. Des. 2009, 30, 166–169. [Google Scholar] [CrossRef]
- Zhou, L.; Huang, Z.Y.; Wang, C.Z.; Zhang, X.X.; Xiao, B.L.; Ma, Z.Y. Constitutive flow behaviour and finite element simulation of hot rolling of SiCp/2009Al composite. Mech. Mater. 2016, 93, 32–42. [Google Scholar] [CrossRef]
- Svyetlichnyy, D.; Nowak, J.; Biba, N.; Łach, Ł. Flow stress models for deformation under varying condition—Finite element method simulation. Int. J. Adv. Manuf. Technol. 2016, 87, 543–552. [Google Scholar] [CrossRef]
- Abbasi, S.M.; Shokuhfar, A. Prediction of hot deformation behaviour of 10Cr–10Ni–5Mo–2Cu steel. Mater. Lett. 2007, 61, 2523–2526. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.-S.; Zhong, J. Microstructural evolution in 42CrMo steel during compression at elevated temperatures. Mater. Lett. 2008, 62, 2132–2135. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Evolution of flow stress and microstructure during isothermal compression of waspaloy. Mater. Sci. Eng. A 2014, 615, 497–510. [Google Scholar] [CrossRef]
- Liao, C.-H.; Wu, H.-Y.; Lee, S.; Zhu, F.-J.; Liu, H.-C.; Wu, C.-T. Strain-dependent constitutive analysis of extruded AZ61 Mg alloy under hot compression. Mater. Sci. Eng. A 2013, 565, 1–8. [Google Scholar] [CrossRef]
- Wang, Y.; Peng, J.; Zhong, L.; Pan, F. Modeling and application of constitutive model considering the compensation of strain during hot deformation. J. Alloys Compd. 2016, 681, 455–470. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Beladi, H.; Hodgson, P.D. A novel high-strain-rate ferrite dynamic softening mechanism facilitated by the interphase in the austenite/ferrite microstructure. Acta Mater. 2017, 126, 44–57. [Google Scholar] [CrossRef]
- Jiang, F.; Zhang, H.; Li, L.; Chen, J. The kinetics of dynamic and static softening during multistage hot deformation of 7150 aluminum alloy. Mater. Sci. Eng. A 2012, 552, 269–275. [Google Scholar] [CrossRef]
- Yan, J.; Pan, Q.-L.; Li, A.-D.; Song, W.-B. Flow behavior of Al–6.2Zn–0.70Mg–0.30Mn–0.17Zr alloy during hot compressive deformation based on arrhenius and ann models. Trans. Nonferrous Metals Soc. China 2017, 27, 638–647. [Google Scholar] [CrossRef]
- Ji, G.; Li, F.; Li, Q.; Li, H.; Li, Z. A comparative study on arrhenius-type constitutive model and artificial neural network model to predict high-temperature deformation behaviour in aermet100 steel. Mater. Sci. Eng. A 2011, 528, 4774–4782. [Google Scholar] [CrossRef]
- Guo, L.; Zhang, Z.; Li, B.; Xue, Y. Modeling the constitutive relationship of powder metallurgy Al–W alloy at elevated temperature. Mater. Des. 2014, 64, 667–674. [Google Scholar] [CrossRef]
- Li, J.; Li, F.; Cai, J.; Wang, R.; Yuan, Z.; Xue, F. Flow behavior modeling of the 7050 aluminum alloy at elevated temperatures considering the compensation of strain. Mater. Des. 2012, 42, 369–377. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, H.R. The flow behavior modeling of cast A356 aluminum alloy at elevated temperatures considering the effect of strain. Mater. Sci. Eng. A 2012, 535, 252–257. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Khalesian, A.R.; Abedi, H.R. Artificial neural network modeling to predict the hot deformation behavior of an A356 aluminum alloy. Mater. Des. 2013, 49, 386–391. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mg | Mn | Si | Fe | Gr | Zn | Cu |
|---|---|---|---|---|---|---|---|
| Bal. | 2.6 | 0.5 | 0.4 | 0.4 | 0.3 | 0.2 | 0.1 |
| Parameter | α | Q (KJ mol−1) | n | A |
|---|---|---|---|---|
| value | 0.0133 | 172.078 | 5.5593 | 2.27 × 1011 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.-Q.; Liu, L.-l. Application of the Constitutive Model in Finite Element Simulation: Predicting the Flow Behavior for 5754 Aluminum Alloy during Hot Working. Metals 2017, 7, 331. https://doi.org/10.3390/met7090331
Huang C-Q, Liu L-l. Application of the Constitutive Model in Finite Element Simulation: Predicting the Flow Behavior for 5754 Aluminum Alloy during Hot Working. Metals. 2017; 7(9):331. https://doi.org/10.3390/met7090331
Chicago/Turabian StyleHuang, Chang-Qing, and Lei-lei Liu. 2017. "Application of the Constitutive Model in Finite Element Simulation: Predicting the Flow Behavior for 5754 Aluminum Alloy during Hot Working" Metals 7, no. 9: 331. https://doi.org/10.3390/met7090331
APA StyleHuang, C.-Q., & Liu, L.-l. (2017). Application of the Constitutive Model in Finite Element Simulation: Predicting the Flow Behavior for 5754 Aluminum Alloy during Hot Working. Metals, 7(9), 331. https://doi.org/10.3390/met7090331