High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
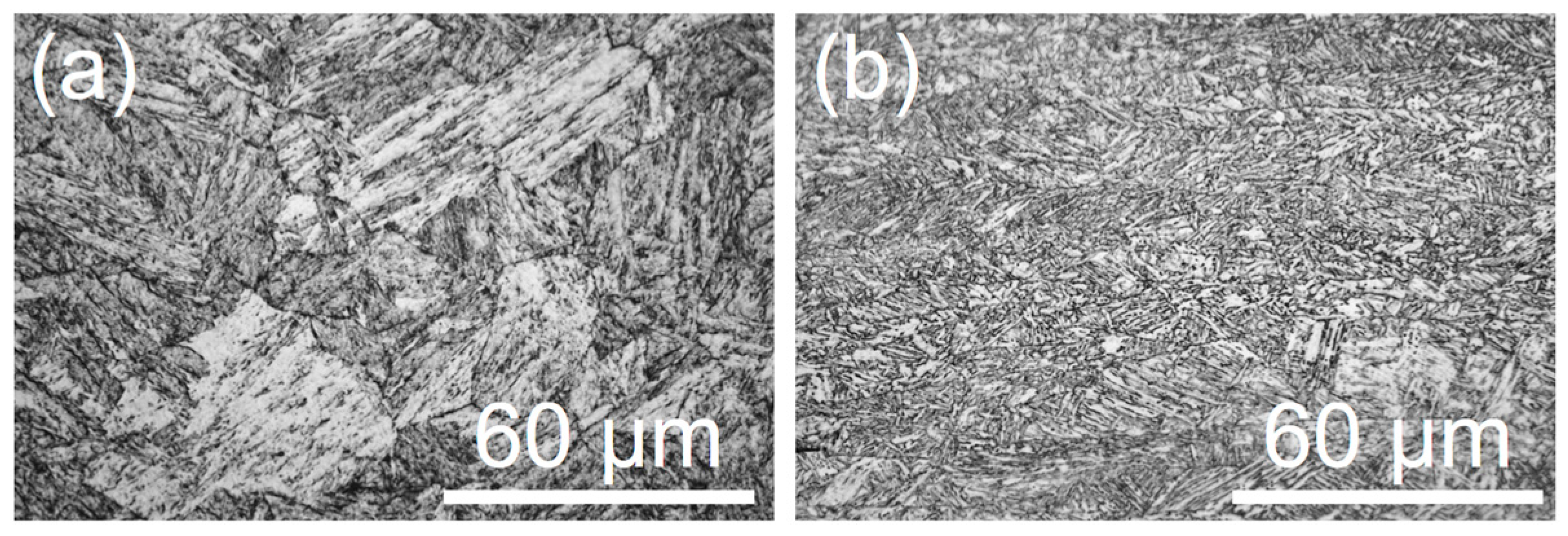
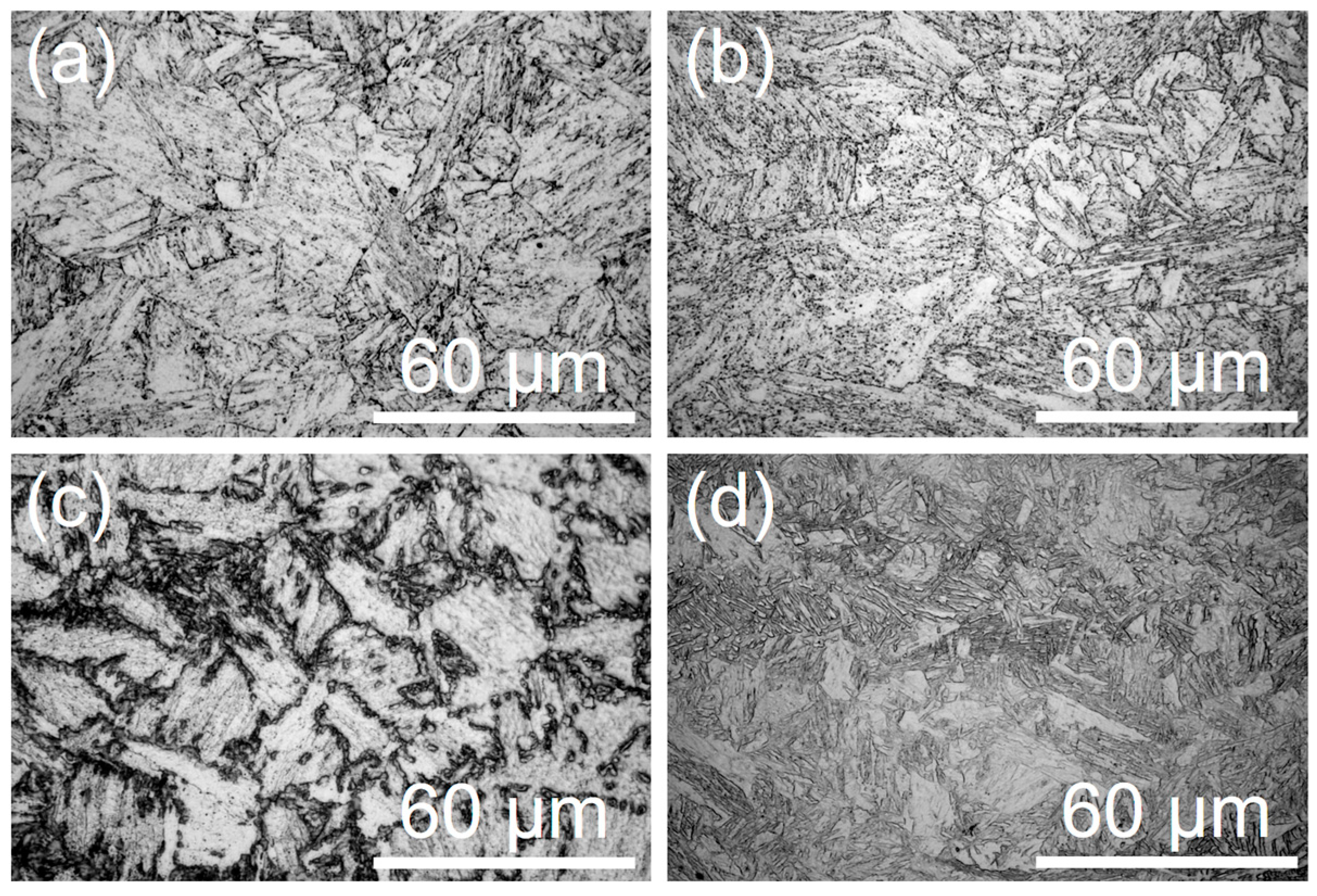
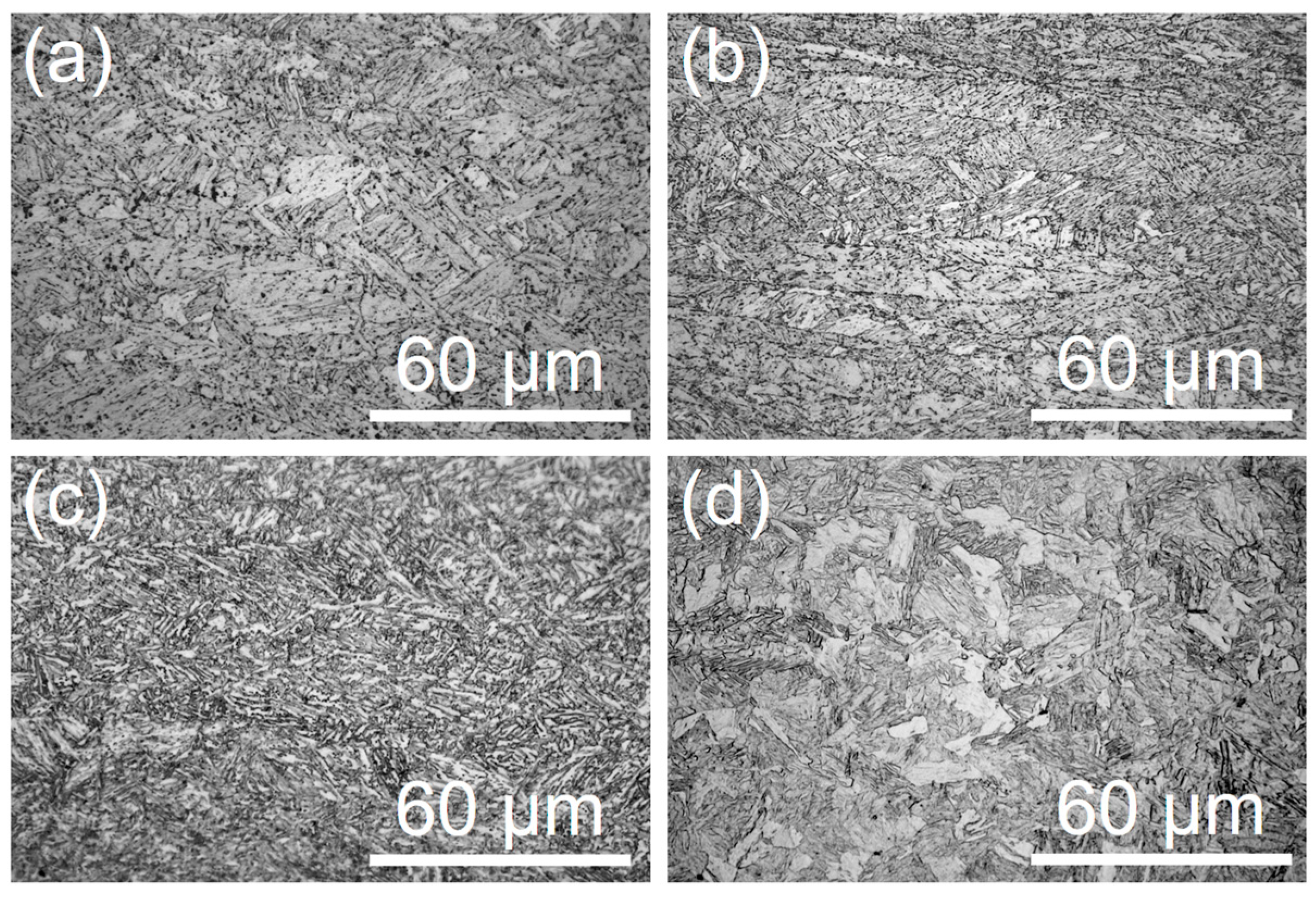
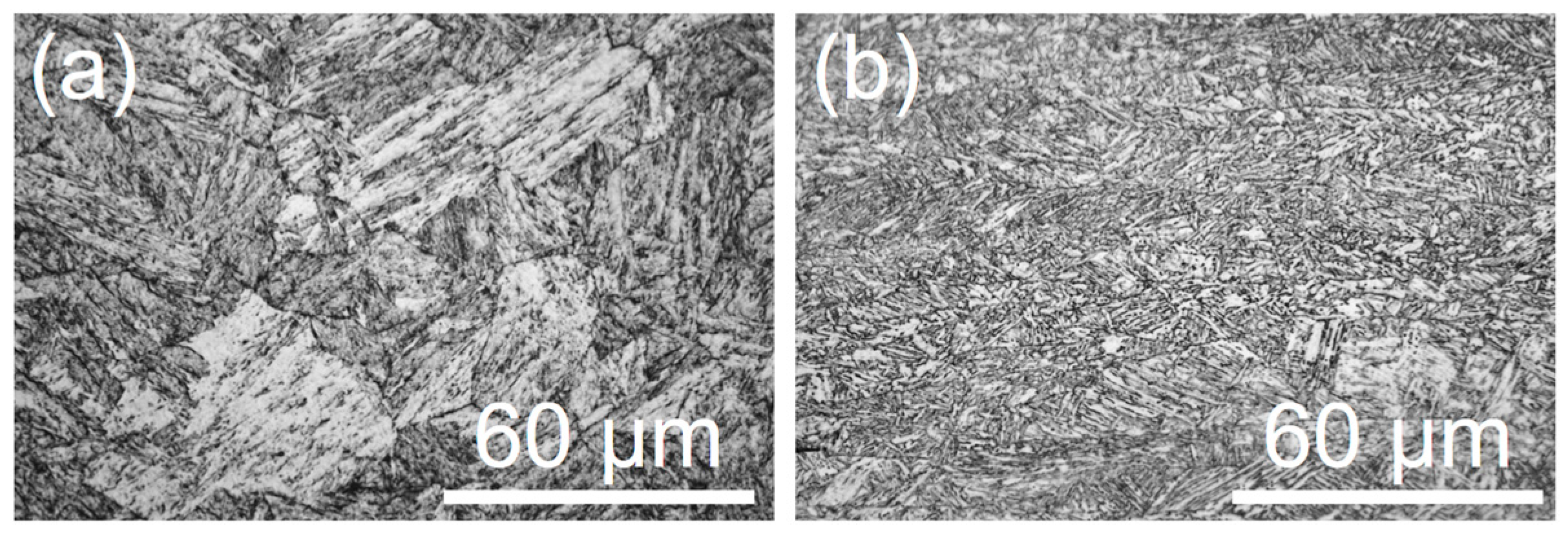
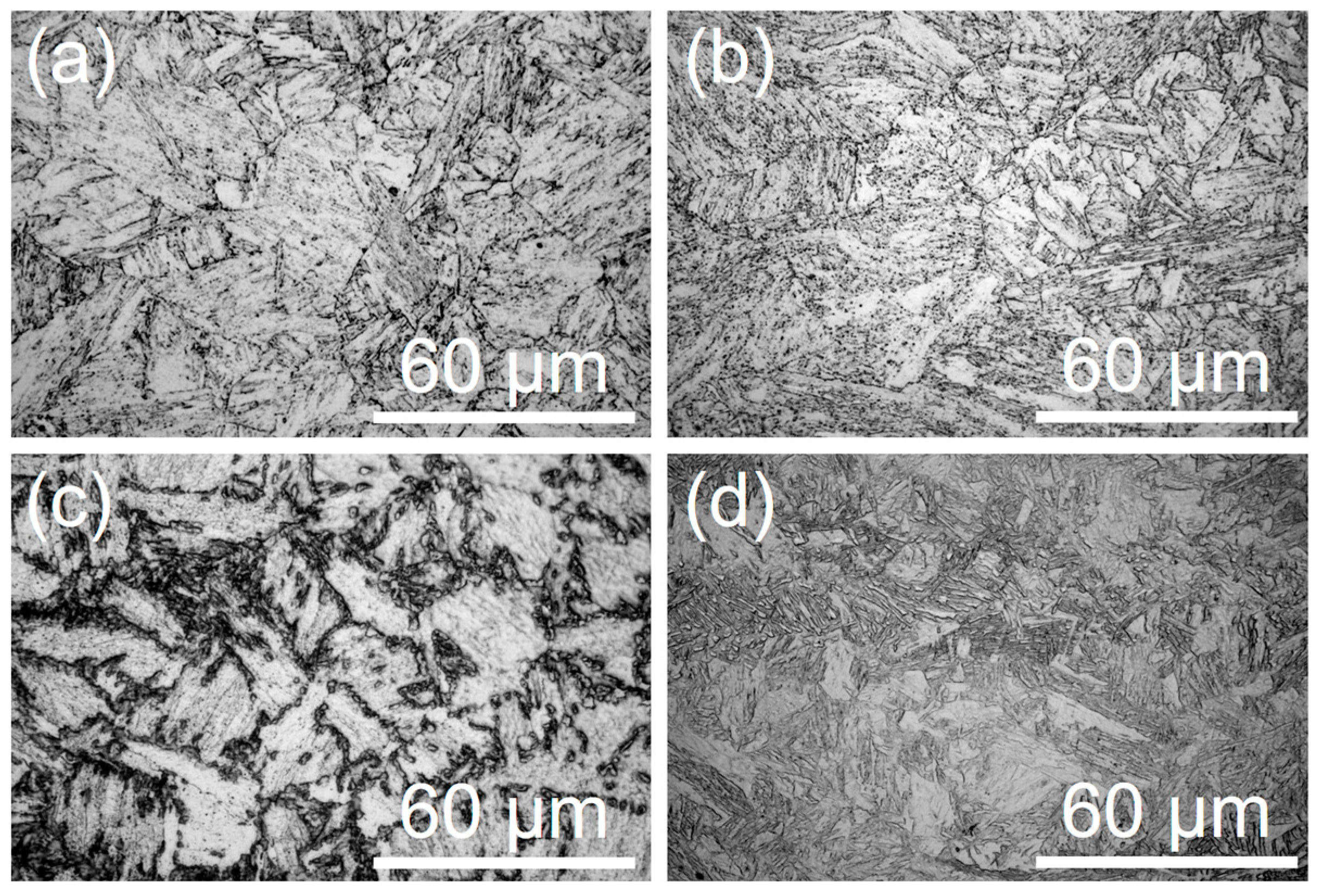
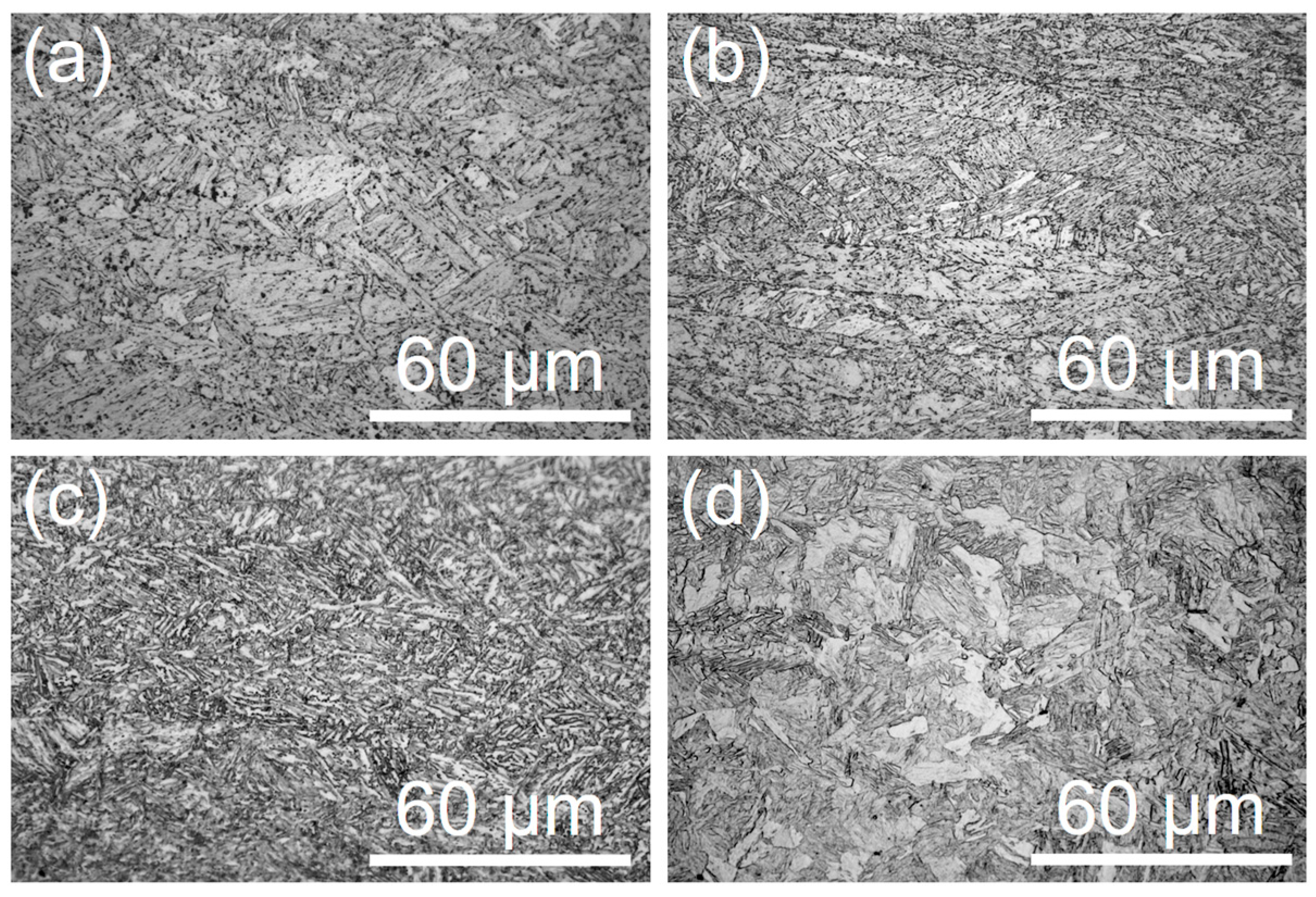
3.1. Quenched and Tempered Microstructure
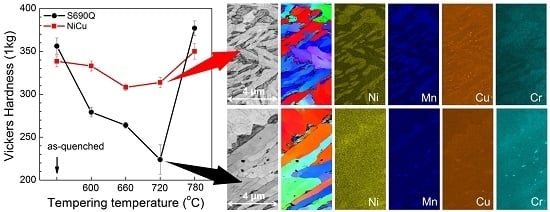
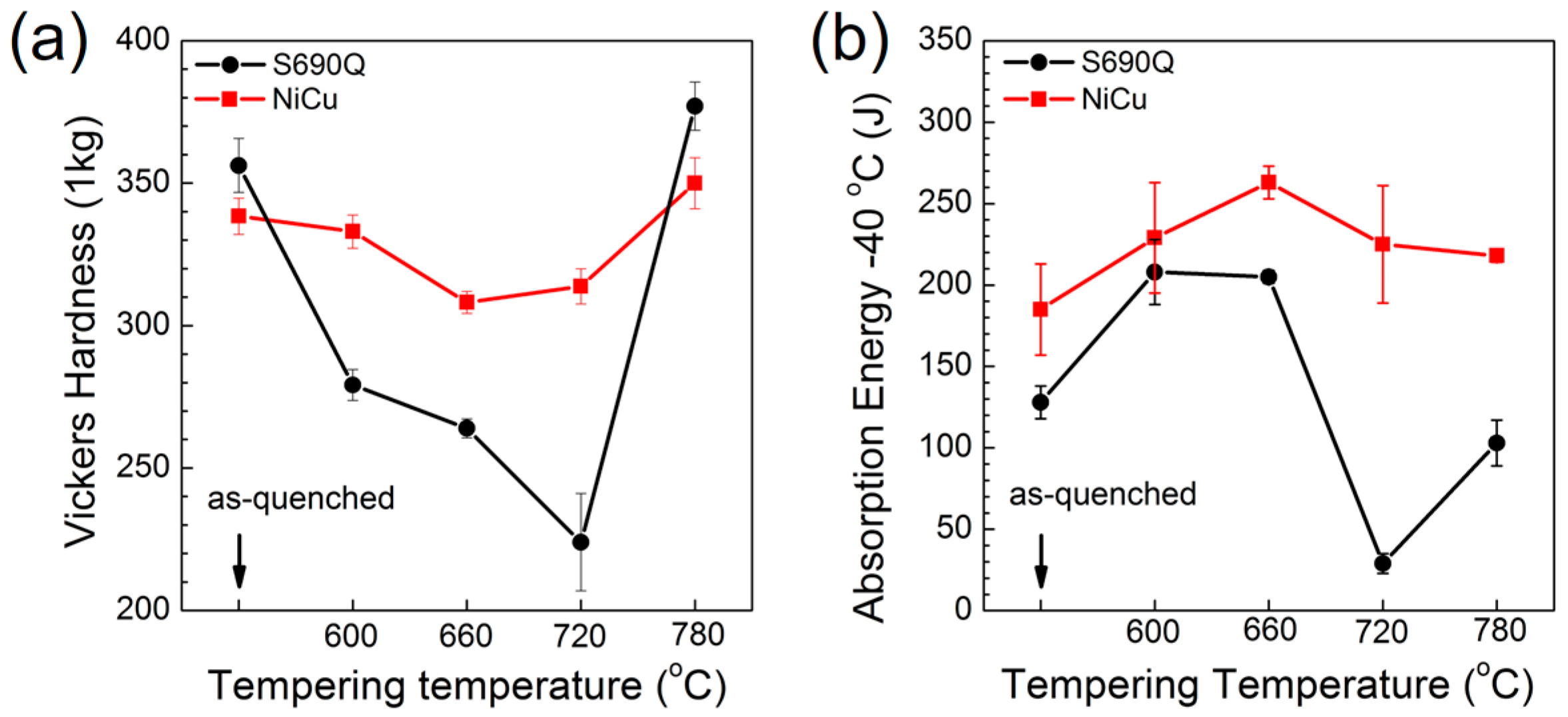
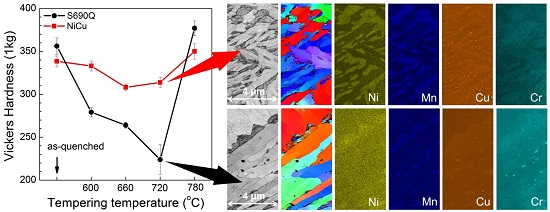
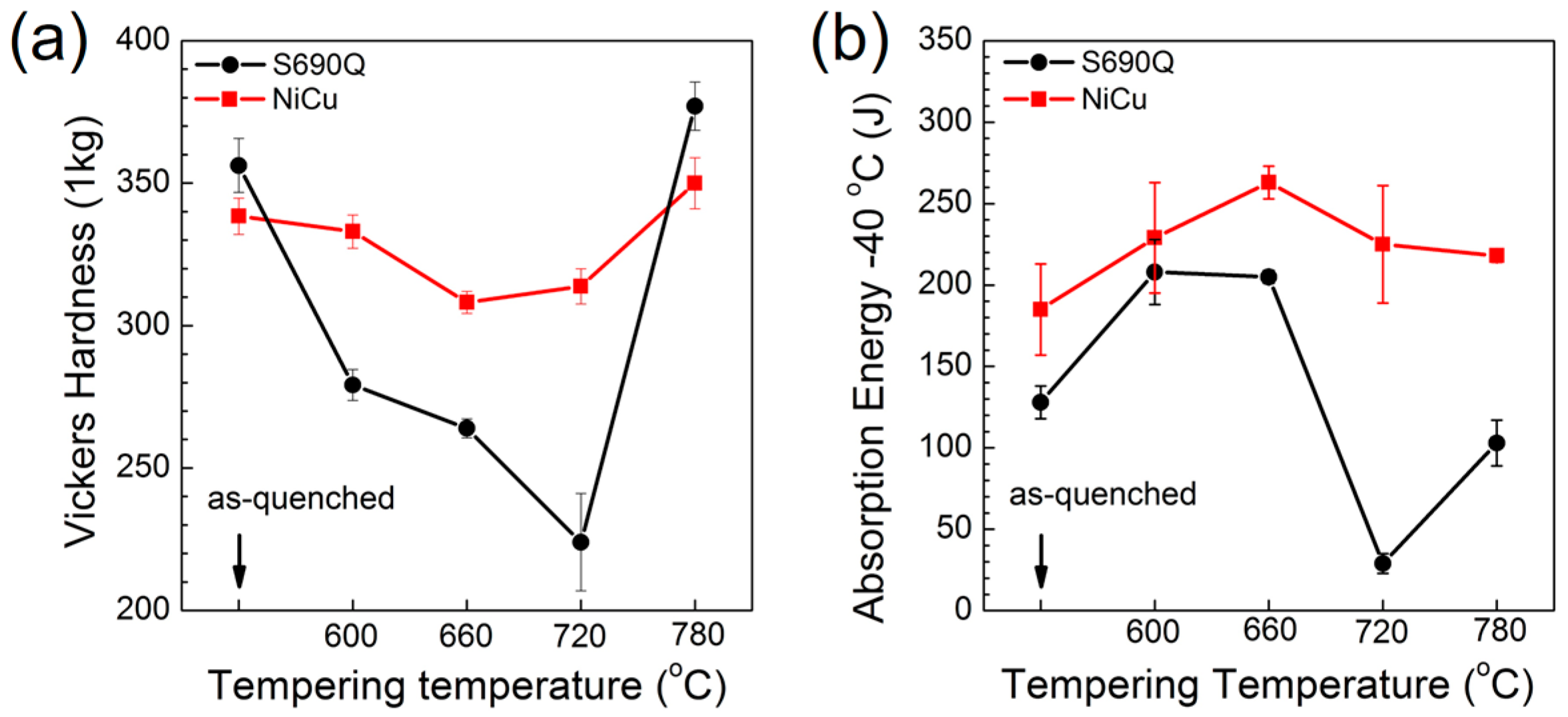
3.2. Mechanical Properties of Offshore Steels
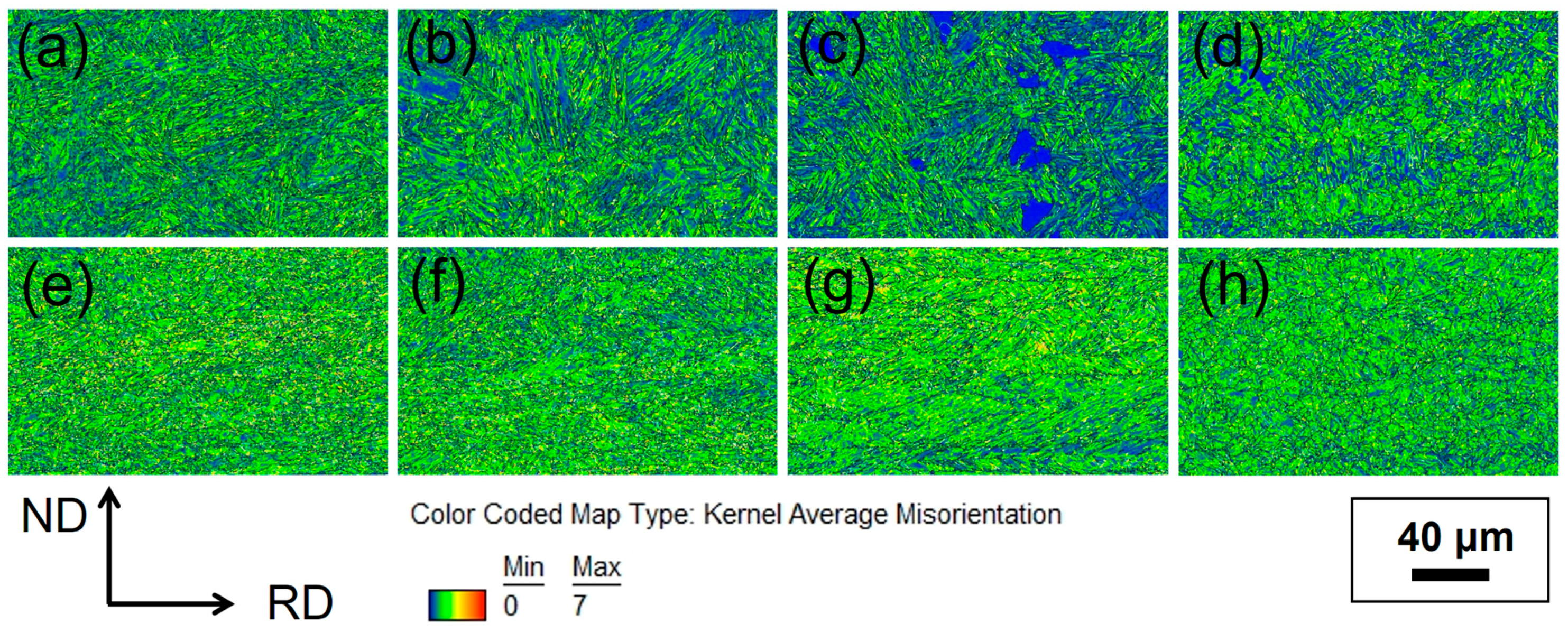
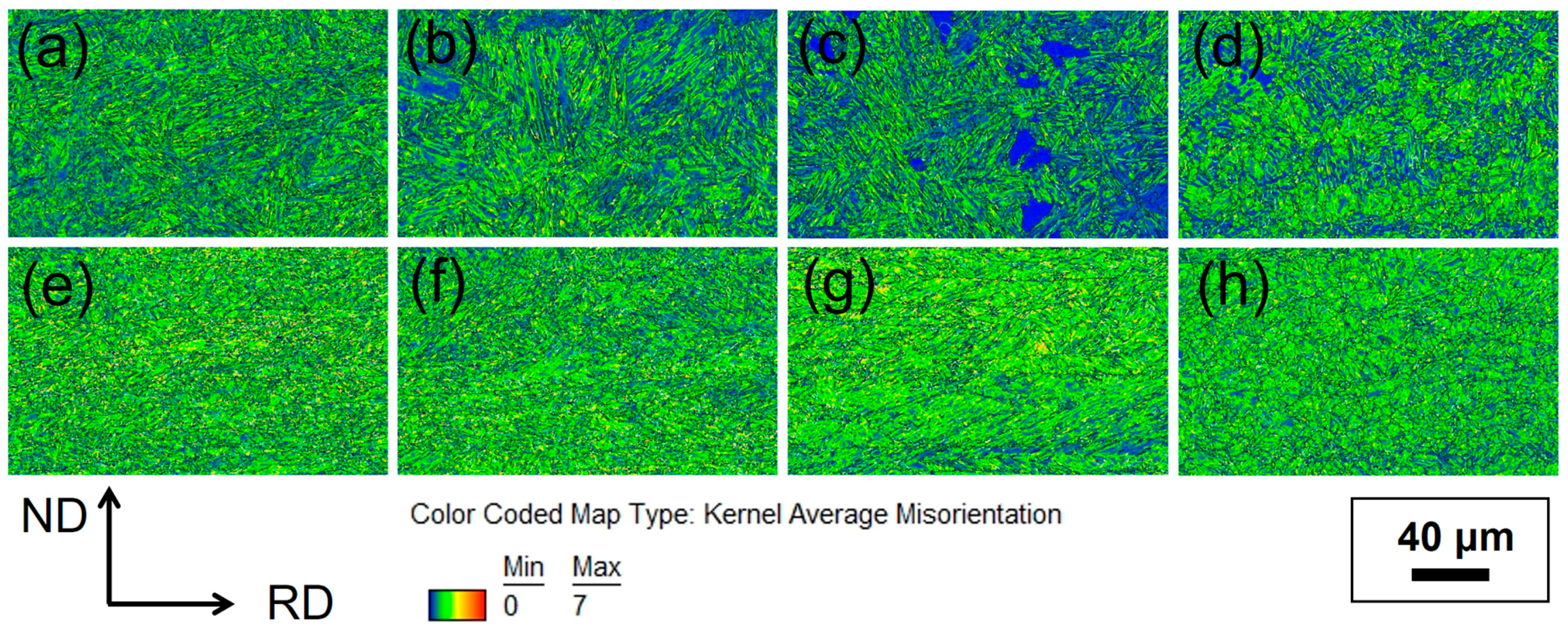
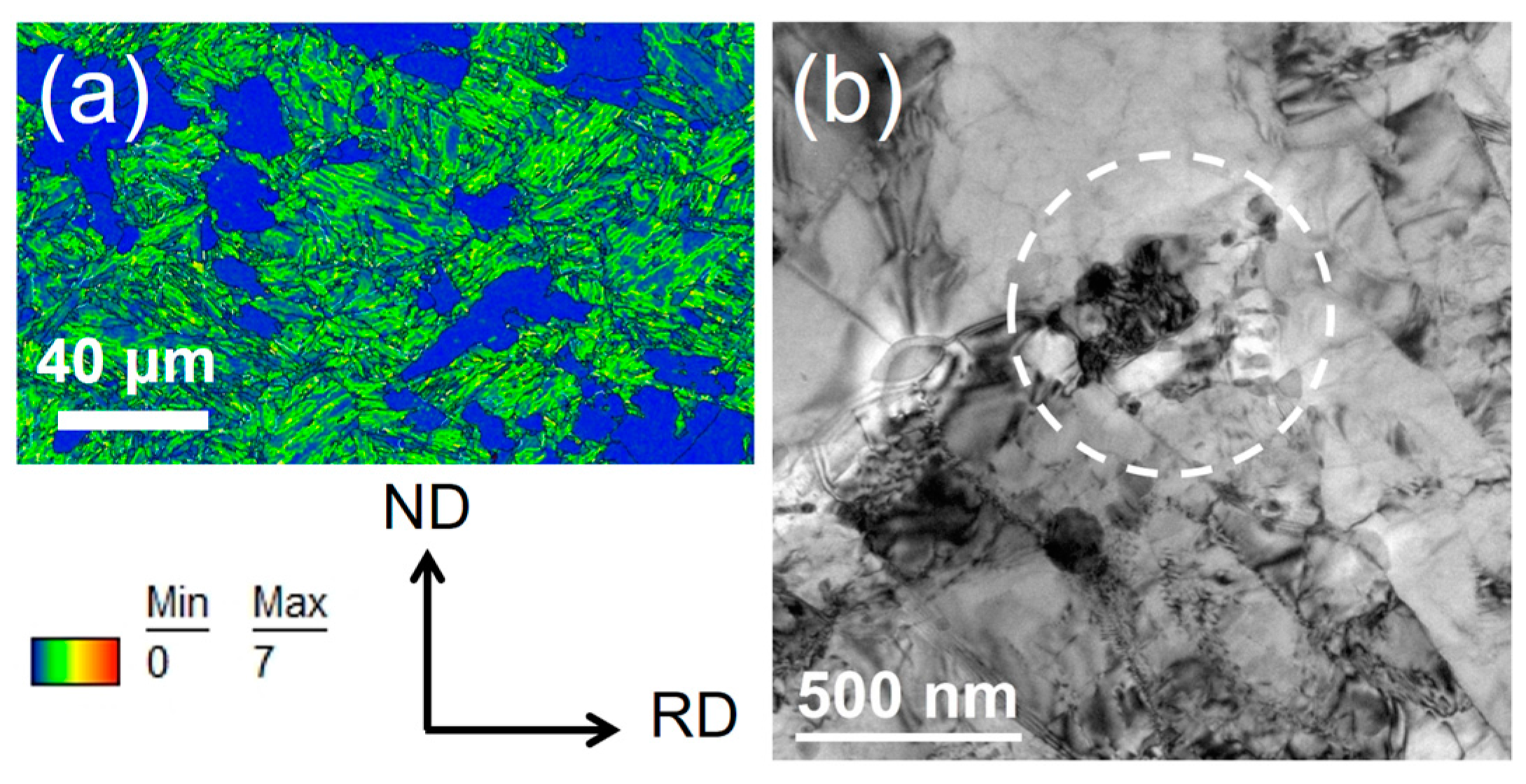
3.3. Analysis of Kernel Average Misorientation (KAM)
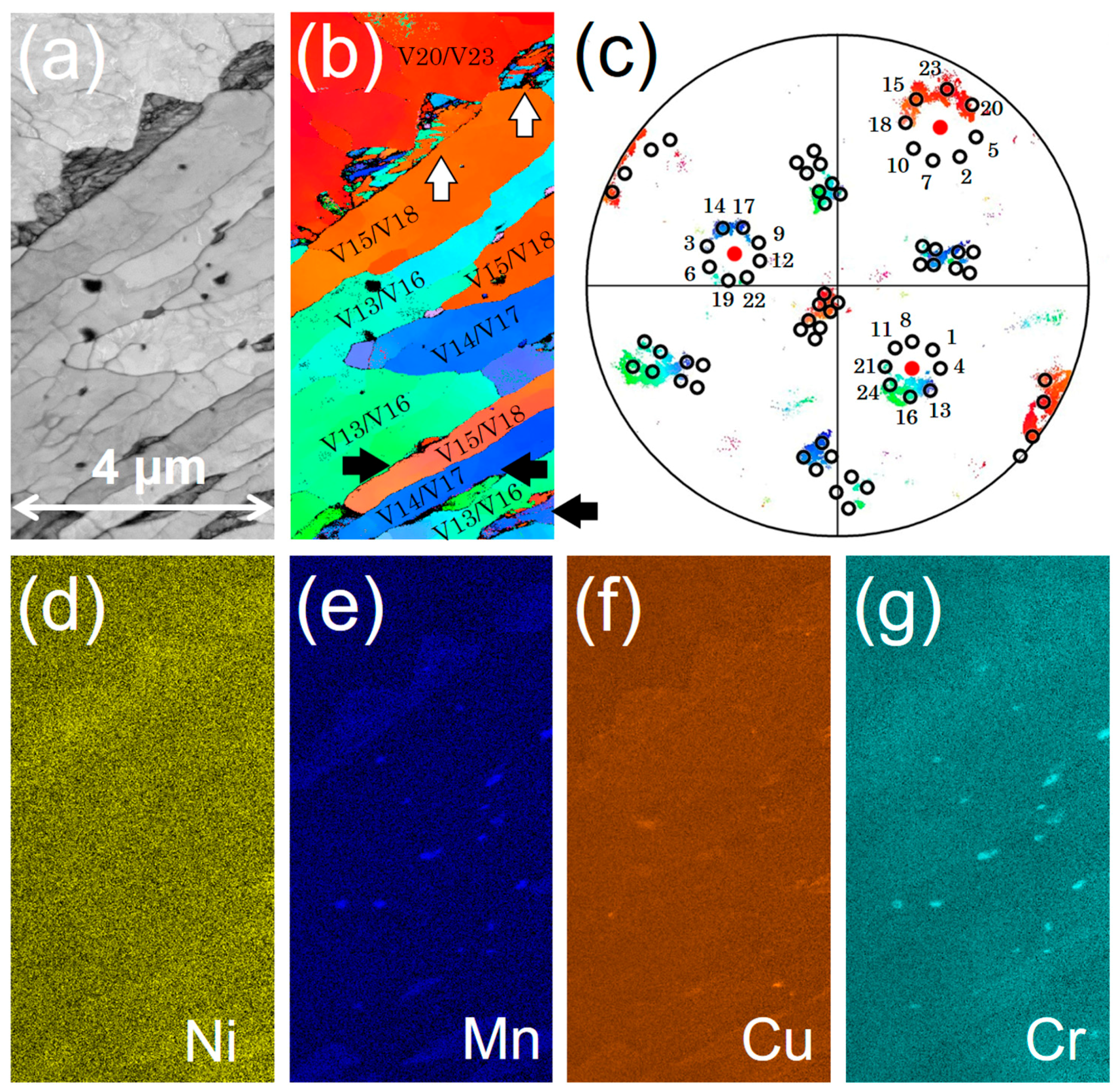
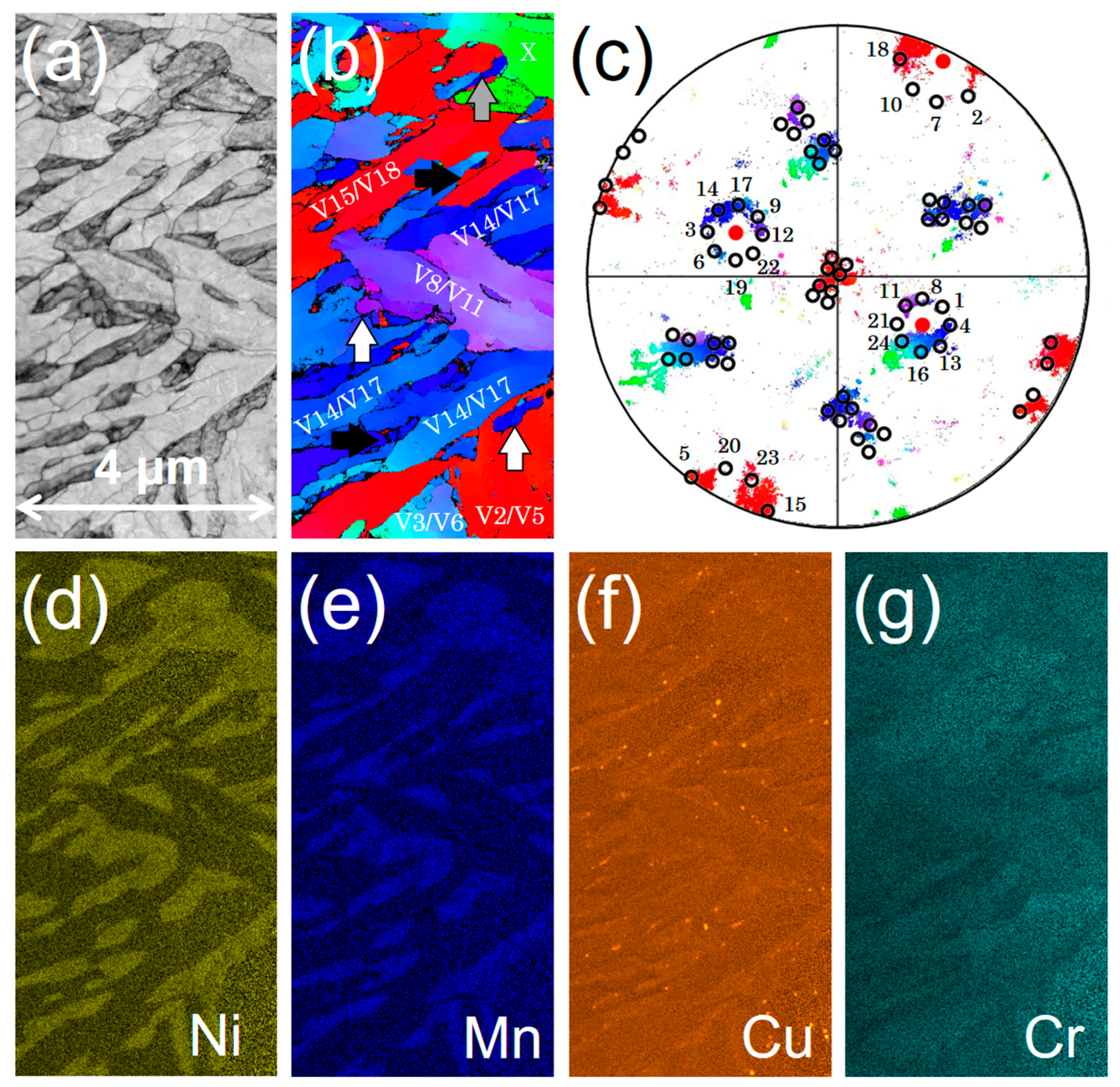
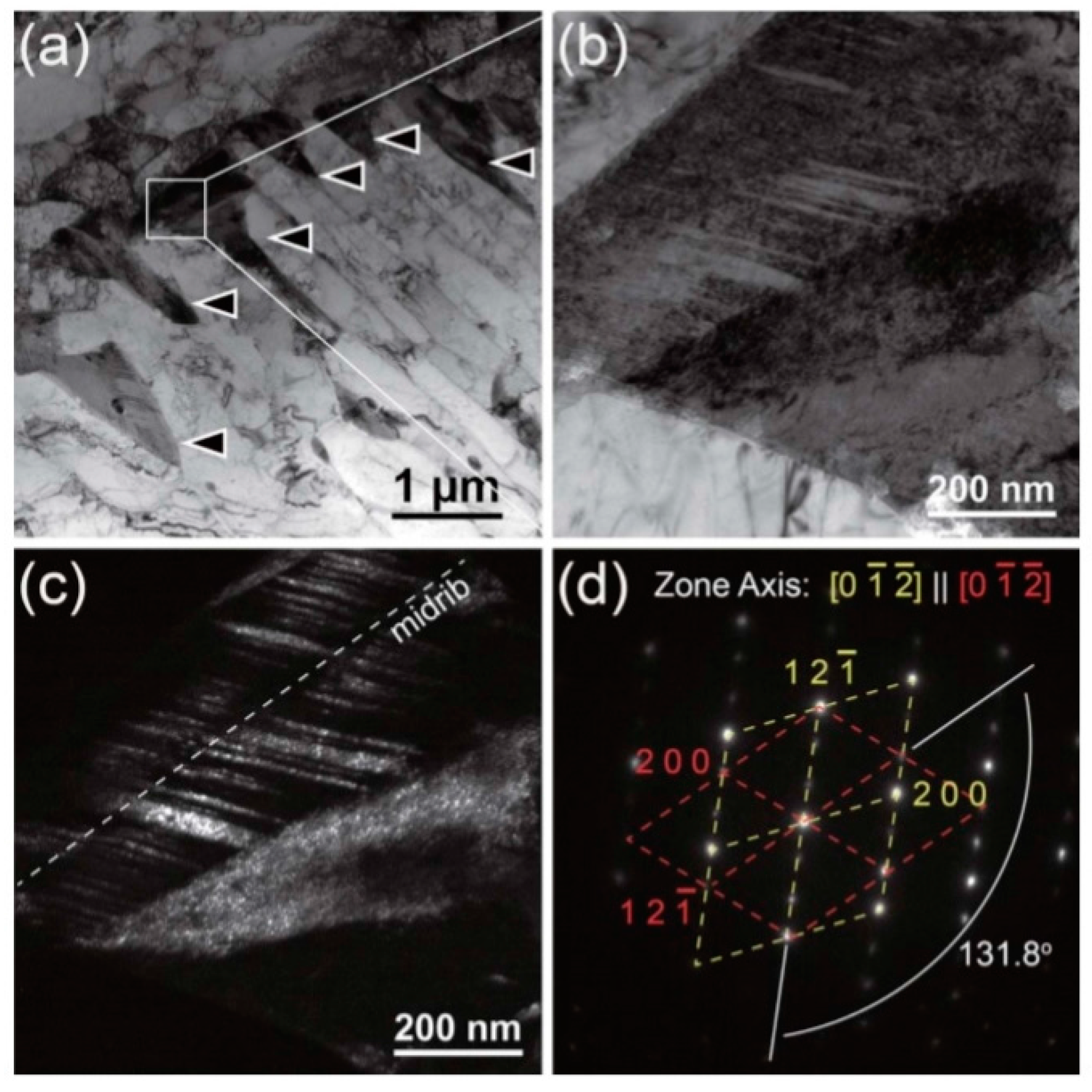
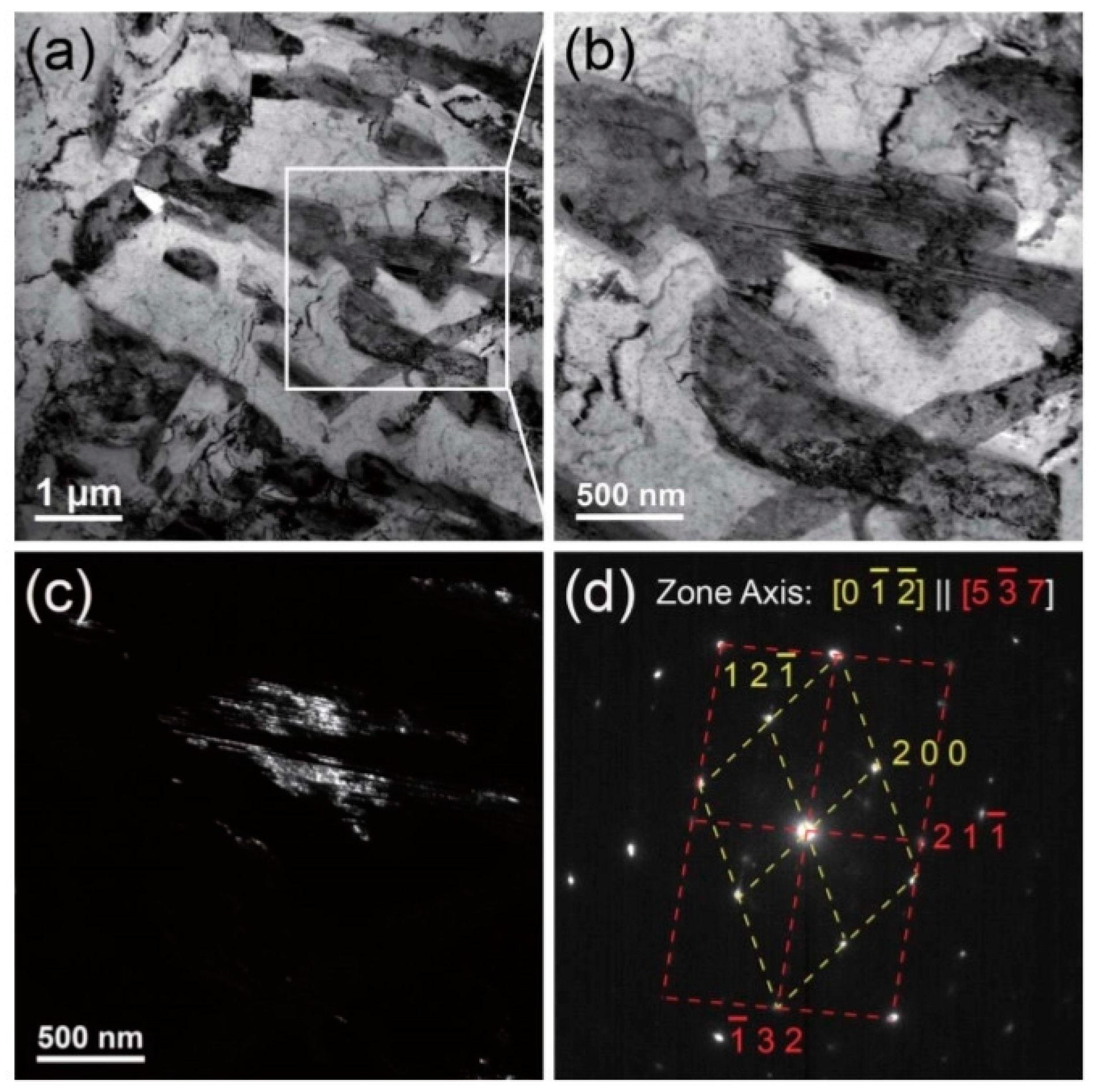
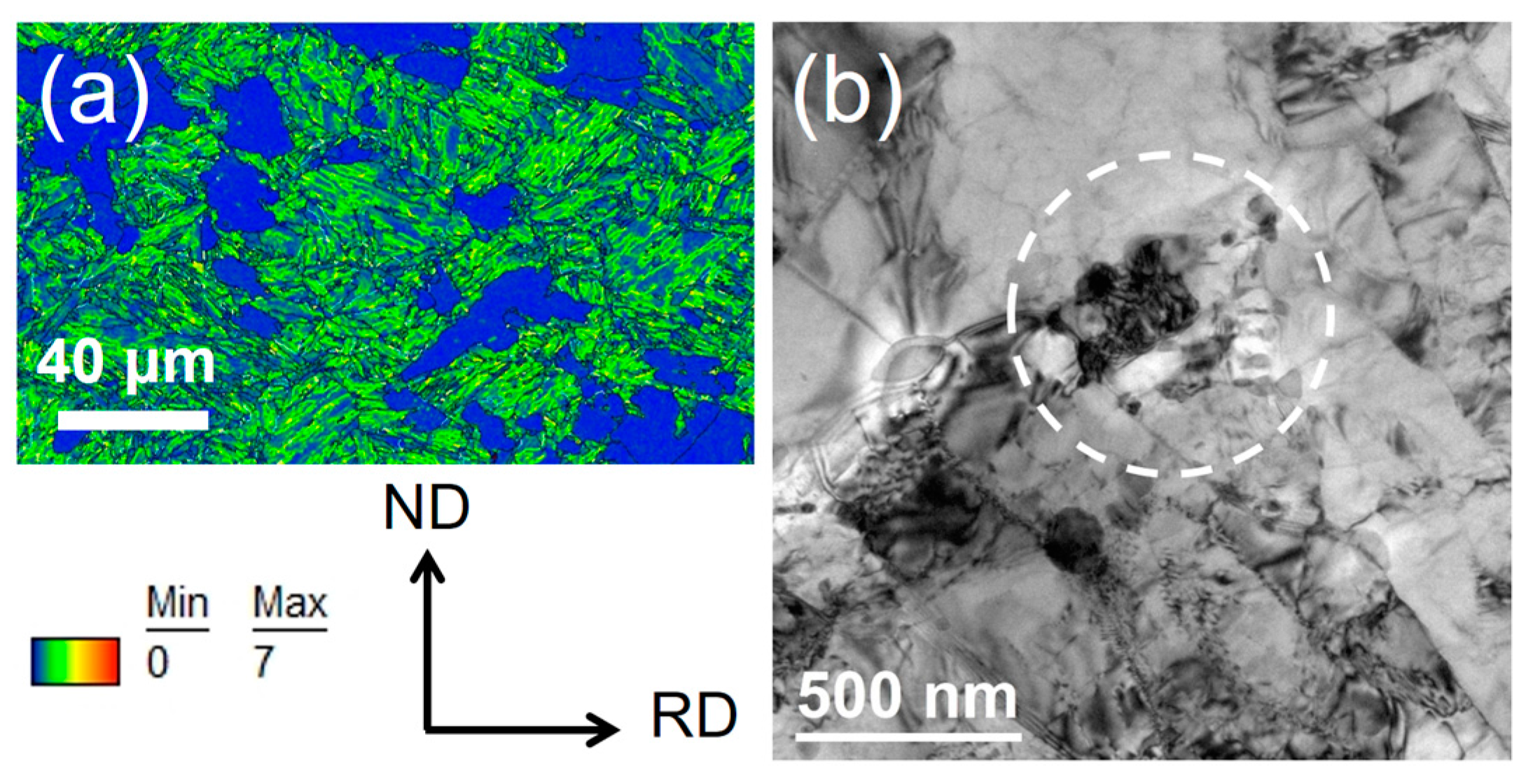
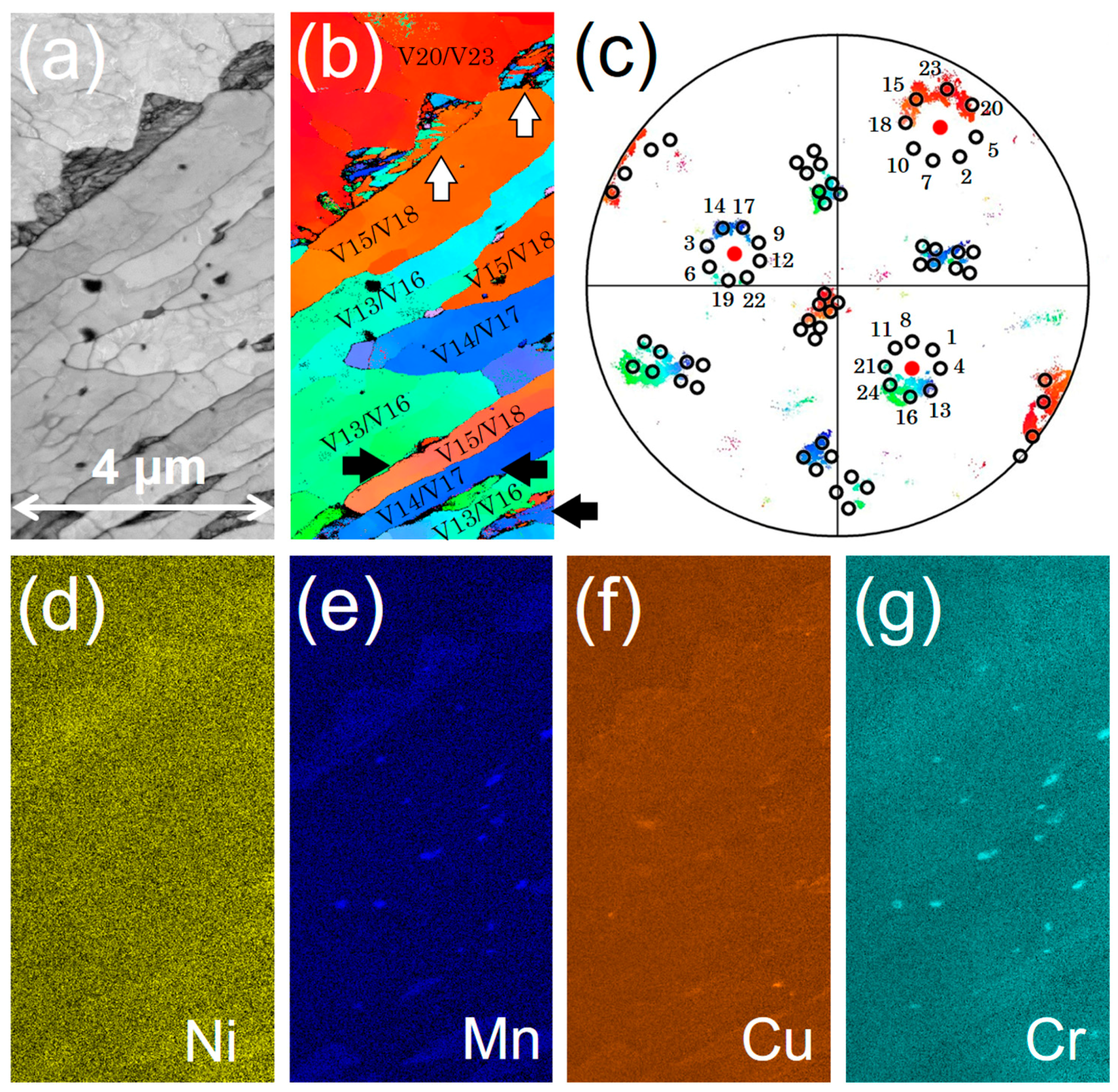
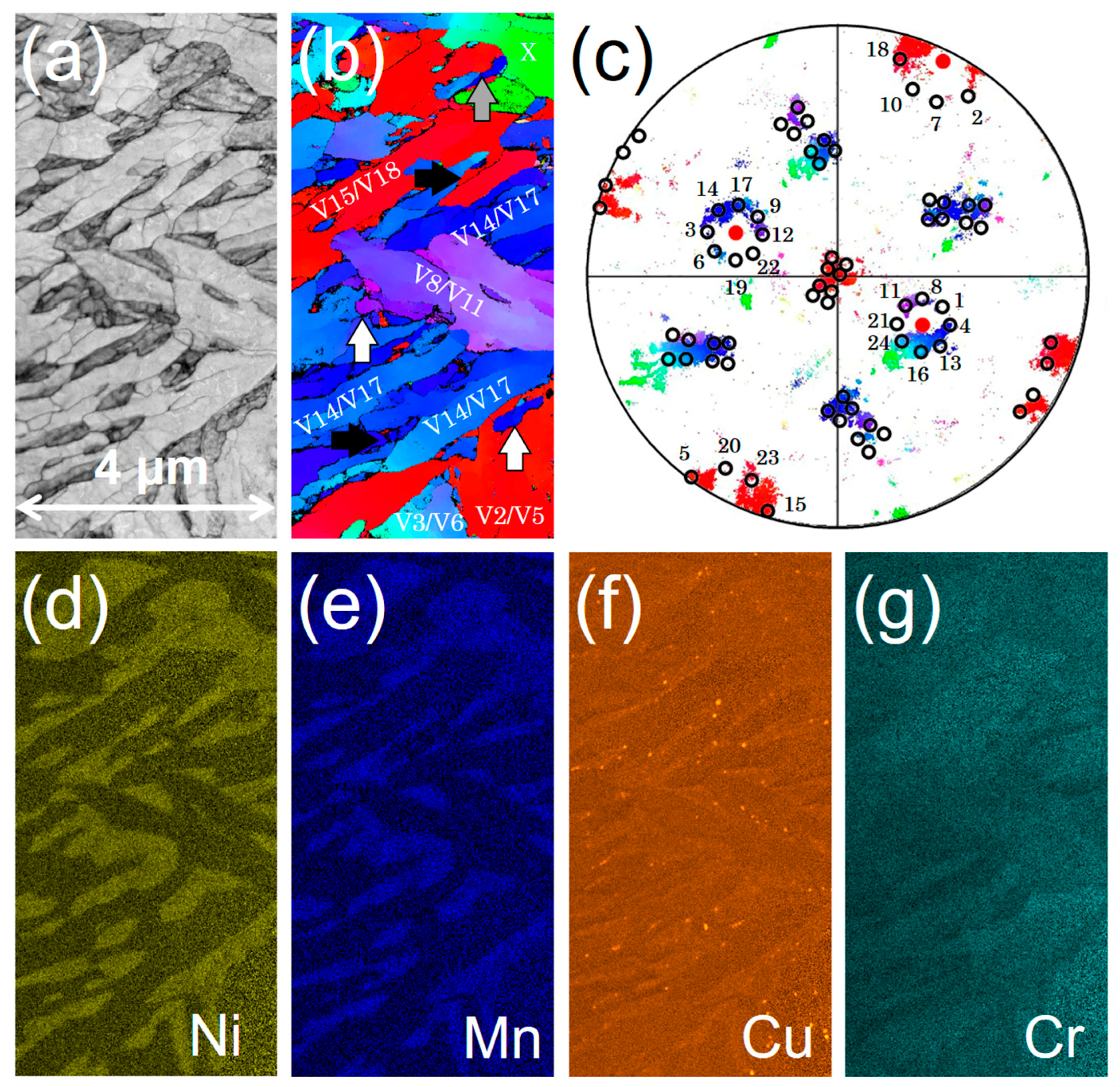
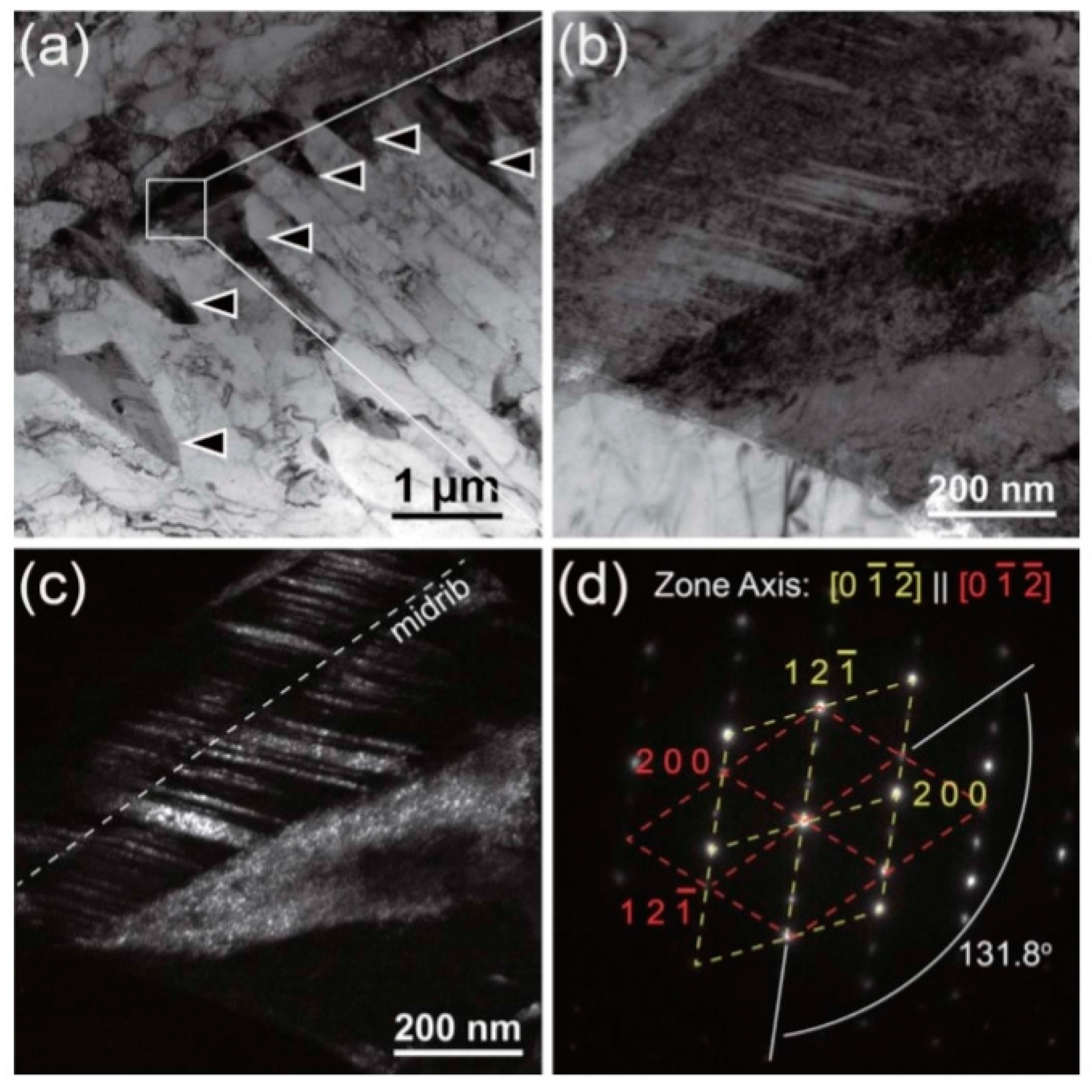
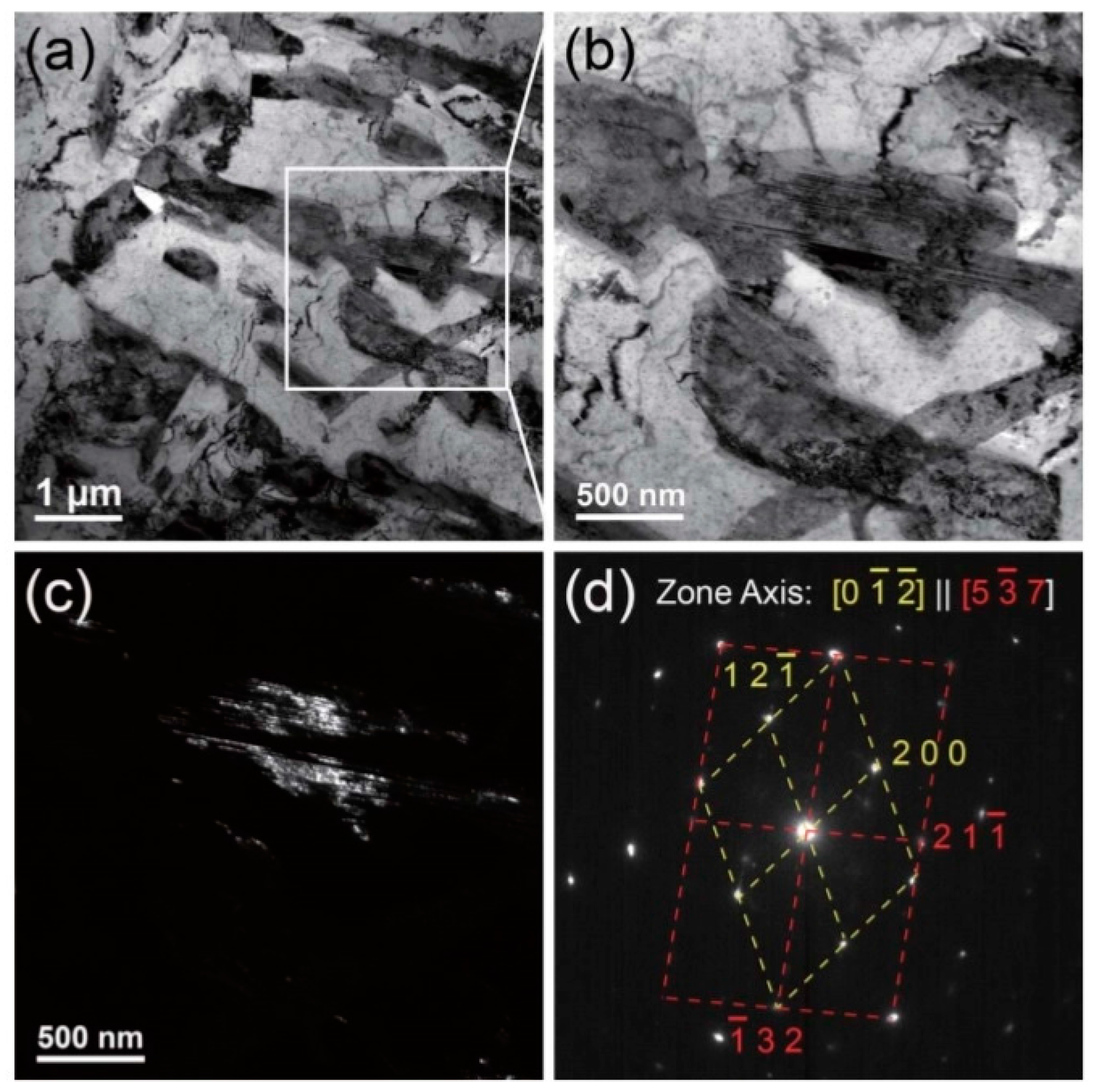
3.4. Investigations by Transmission Kikuchi Diffraction (TKD)
4. Discussion
- The level of martensite coalescence is higher in S690Q steel;
- Lenticular martensite forms as M/A phases in S690Q steel, whereas lath martensite forms as M/A phases in NiCu steel;
- M/A phases form primarily along prior austenite grain boundaries or packet boundaries in S690Q steel, whereas M/A phases primarily form along lath boundaries in NiCu steel;
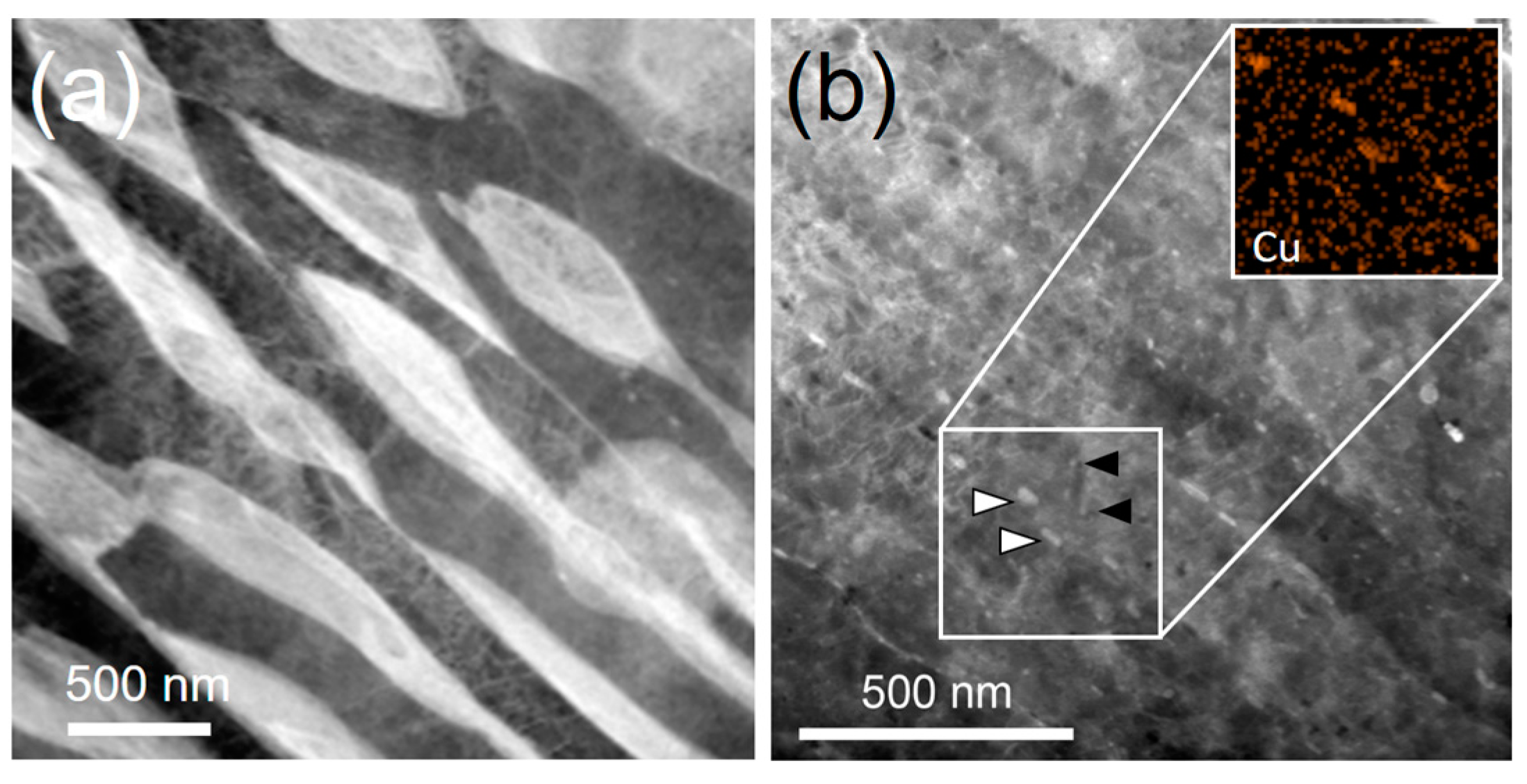
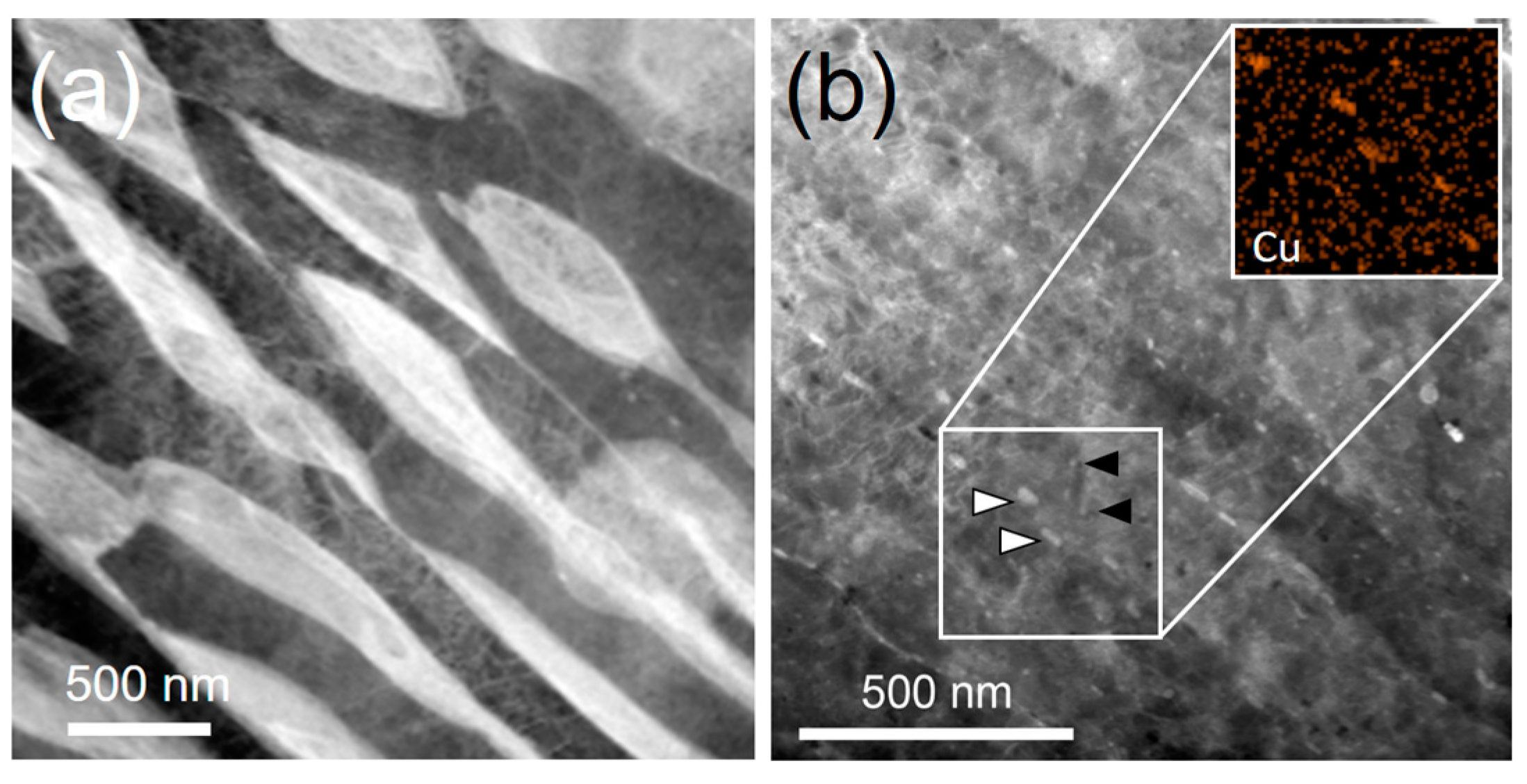
- Copper particles form in NiCu steel.
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Standard, N. Material Data Sheets for Structural Steel; Norwegian Technology Center: Oslo, Norway, 2000; Volume M-120. [Google Scholar]
- MacKenzie, S. Overview of the mechanisms of failure in heat treated steel components. In Failure Analysis of Heat Treated Steel Components; Totten, G.E., Canale, L.D.C.F., Mesquita, R.A., Eds.; ASM International: Materials Park, OH, USA, 2008; p. 640. [Google Scholar]
- Sinha, A.K. Physical Metallurgy Handbook; McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]
- Honeycombe, R.K.W.; Bhadeshia, H.K.D.H. Steels: Microstructure and Properties, 3rd ed.; Elsevier Ltd., International: Butterworth-Heinemann, Oxford, UK, 2006. [Google Scholar]
- Briant, C.L.; Banerji, S.K. Tempered martensite embrittlement in phosphorus doped steels. Metall. Trans. A 1979, 10, 1729–1737. [Google Scholar] [CrossRef]
- Thomas, G. Retained austenite and tempered martensite embrittlement. Metall. Trans. A 1978, 9, 439–450. [Google Scholar] [CrossRef]
- Sarikaya, M.; Jhingan, A.K.; Thomas, G. Retained austenite and tempered martensite embrittlement in medium carbon steels. Metall. Trans. A 1983, 14, 1121–1133. [Google Scholar] [CrossRef]
- Materkowski, J.P.; Krauss, G. Tempered martensite embrittlement in sae 4340 steel. Metall. Trans. A 1979, 10, 1643–1651. [Google Scholar] [CrossRef]
- Horn, R.M.; Ritchie, R.O. Mechanisms of tempered martensite embrittlement in low alloy steels. Metall. Trans. A 1978, 9, 1039–1053. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Edmonds, D. Tempered martensite embrittlement: Role of retained austenite and cemenite. Met. Sci. 1979, 13, 325–334. [Google Scholar]
- Krauss, G. Steels: Processing, Structure, and Performance; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Kitahara, H.; Ueji, R.; Tsuji, N.; Minamino, Y. Crystallographic features of lath martensite in low-carbon steel. Acta Mater. 2006, 54, 1279–1288. [Google Scholar] [CrossRef]
- Pak, J.H.; Bhadeshia, H.K.D.H.; Karlsson, L. Mechanism of misorientation development within coalesced martensite. Mater. Sci. Technol. 2012, 28, 918–923. [Google Scholar] [CrossRef]
- Pous-Romero, H.; Bhadeshia, H. Coalesced martensite in pressure vessel steels. J. Press. Vessel Technol. 2014, 136, 031402–031406. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Keehan, E.; Karlsson, L.; Andrén, H.O. Coalesced bainite. Trans. Indian Inst. Met. 2006, 59, 6. [Google Scholar]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Yen, H.-W.; Ooi, S.W.; Eizadjou, M.; Breen, A.; Huang, C.-Y.; Bhadeshia, H.K.D.H.B.; Ringer, S.P. Role of stress-assisted martensite in the design of strong ultrafine-grained duplex steels. Acta Mater. 2015, 82, 100–114. [Google Scholar] [CrossRef]
- Trimby, P.W.; Cao, Y.; Chen, Z.; Han, S.; Hemker, K.J.; Lian, J.; Liao, X.; Rottmann, P.; Samudrala, S.; Sun, J.; et al. Characterizing deformed ultrafine-grained and nanocrystalline materials using transmission kikuchi diffraction in a scanning electron microscope. Acta Mater. 2014, 62, 69–80. [Google Scholar] [CrossRef]
- Miyamoto, G.; Takayama, N.; Furuhara, T. Accurate measurement of the orientation relationship of lath martensite and bainite by electron backscatter diffraction analysis. Scr. Mater. 2009, 60, 1113–1116. [Google Scholar] [CrossRef]
- Kurdjumov, G.V.; Sachs, G. ber den mechanismus der stahlhӓrtung. Z. Phys. 1930, 64, 325–343. [Google Scholar] [CrossRef]
- Lee, H.-Y.; Yen, H.-W.; Chang, H.-T.; Yang, J.-R. Substructures of martensite in Fe-1C-17Cr stainless steel. Scr. Mater. 2010, 62, 670–673. [Google Scholar] [CrossRef]
- Mujahid, M.; Lis, A.K.; Garcia, C.I.; DeArdo, A.J. Hsla-100 steels: Influence of aging heat treatment on microstructure and properties. J. Mater. Eng. Perform. 1998, 7, 247–257. [Google Scholar] [CrossRef]
- Ray, P.K.; Ganguly, R.I.; Kumar Panda, A. Influence of heat treatment parameters on structure and mechanical properties of an hsla-100 steel. Steel Res. 2002, 73, 347–355. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | Cr | Ni | Mo | Cu | Al | Ti + Nb | N | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S690Q 1 | Bal. | 0.08–0.16 | 0.20–0.40 | 0.90–1.00 | <0.65 | 0.80–1.00 | <0.50 | 0.10–0.40 | <0.08 | <0.04 | <0.009 |
| Fe | C | Si | Mn | Cr | Ni | Mo | Cu | Al | Ti + Nb + V | N | |
| NiCu 2 | Bal. | 0.04–0.08 | 0.20–0.40 | 0.90–1.00 | <0.65 | 2.5–3.5 | <0.50 | 1.0–2.0 | <0.08 | <0.06 | <0.009 |
| Variant Number | Plane Parallel | Direction Parallel |
|---|---|---|
| V1 | ||
| V2 | ||
| V3 | ||
| V4 | ||
| V5 | ||
| V6 | ||
| V7 | ||
| V8 | ||
| V9 | ||
| V10 | ||
| V11 | ||
| V12 | ||
| V13 | ||
| V14 | ||
| V15 | ||
| V16 | ||
| V17 | ||
| V18 | ||
| V19 | ||
| V20 | ||
| V21 | ||
| V22 | ||
| V23 | ||
| V24 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yen, H.-W.; Chiang, M.-H.; Lin, Y.-C.; Chen, D.; Huang, C.-Y.; Lin, H.-C. High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels. Metals 2017, 7, 253. https://doi.org/10.3390/met7070253
Yen H-W, Chiang M-H, Lin Y-C, Chen D, Huang C-Y, Lin H-C. High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels. Metals. 2017; 7(7):253. https://doi.org/10.3390/met7070253
Chicago/Turabian StyleYen, Hung-Wei, Meng-Hsuan Chiang, Yu-Chen Lin, Delphic Chen, Ching-Yuan Huang, and Hsin-Chih Lin. 2017. "High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels" Metals 7, no. 7: 253. https://doi.org/10.3390/met7070253
APA StyleYen, H.-W., Chiang, M.-H., Lin, Y.-C., Chen, D., Huang, C.-Y., & Lin, H.-C. (2017). High-Temperature Tempered Martensite Embrittlement in Quenched-and-Tempered Offshore Steels. Metals, 7(7), 253. https://doi.org/10.3390/met7070253