Design of U-Geometry Parameters Using Statistical Analysis Techniques in the U-Bending Process


Abstract
:1. Introduction
2. Finite Element Method (FEM) Simulations and Experimental Procedures
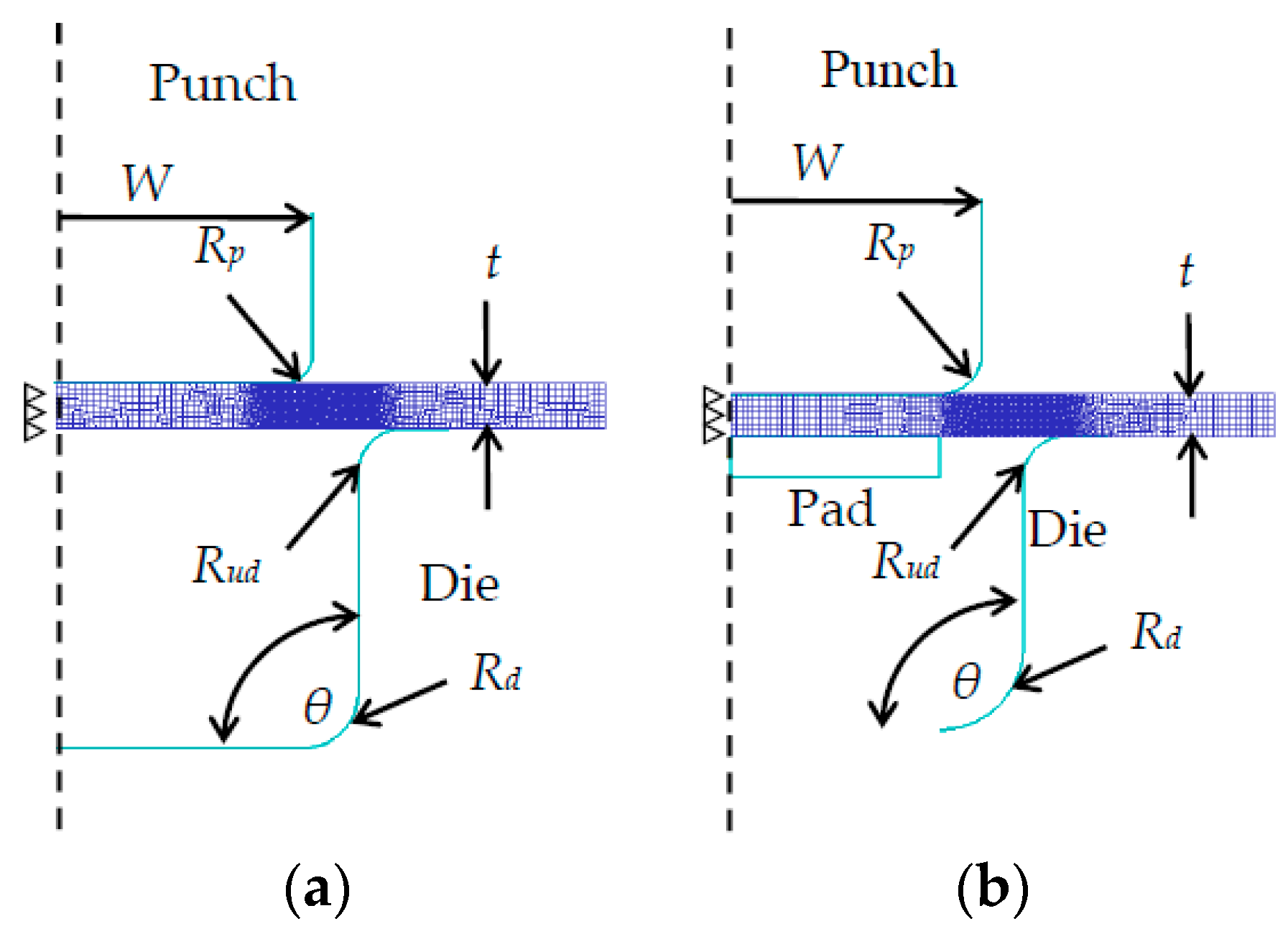
2.1. FEM Simulation Model
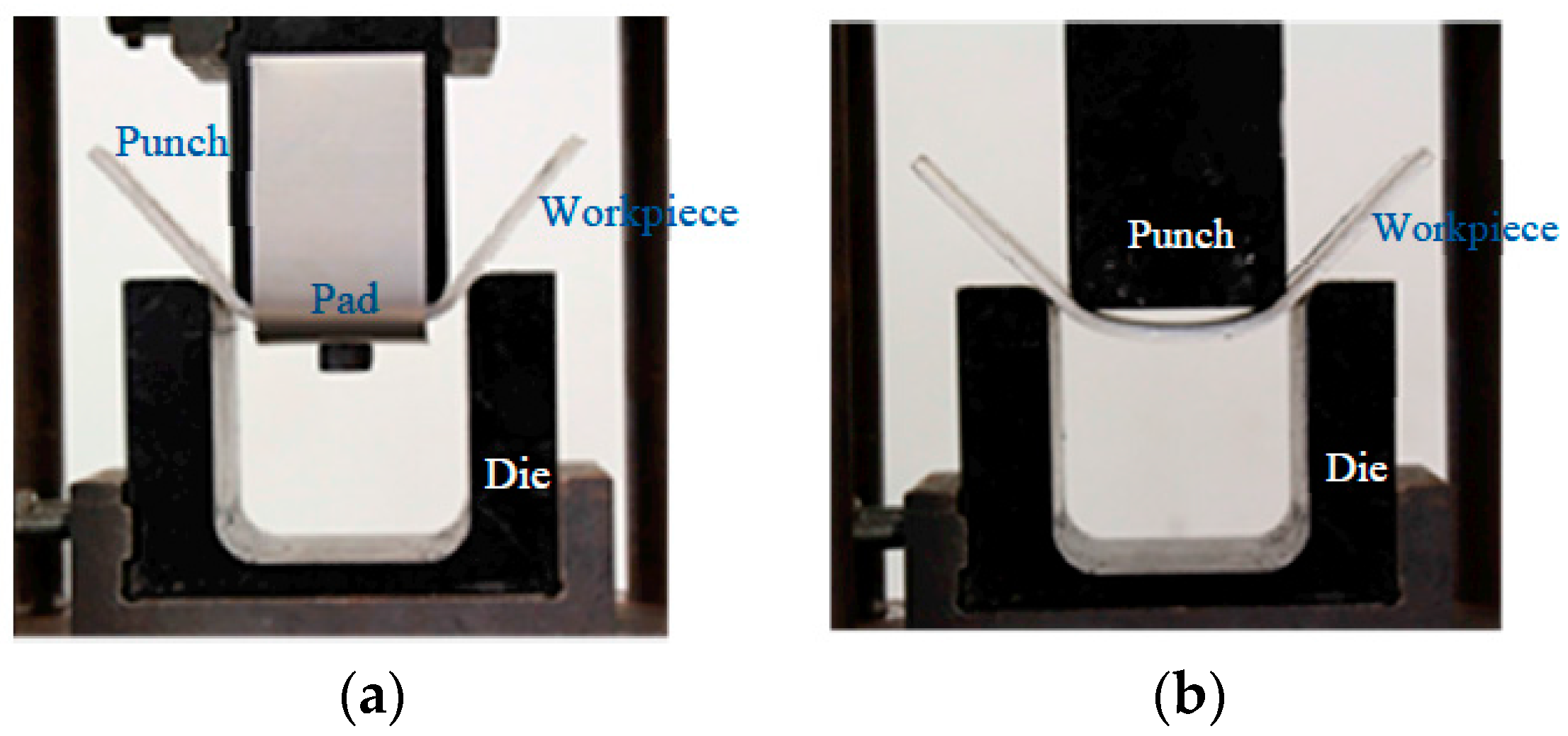
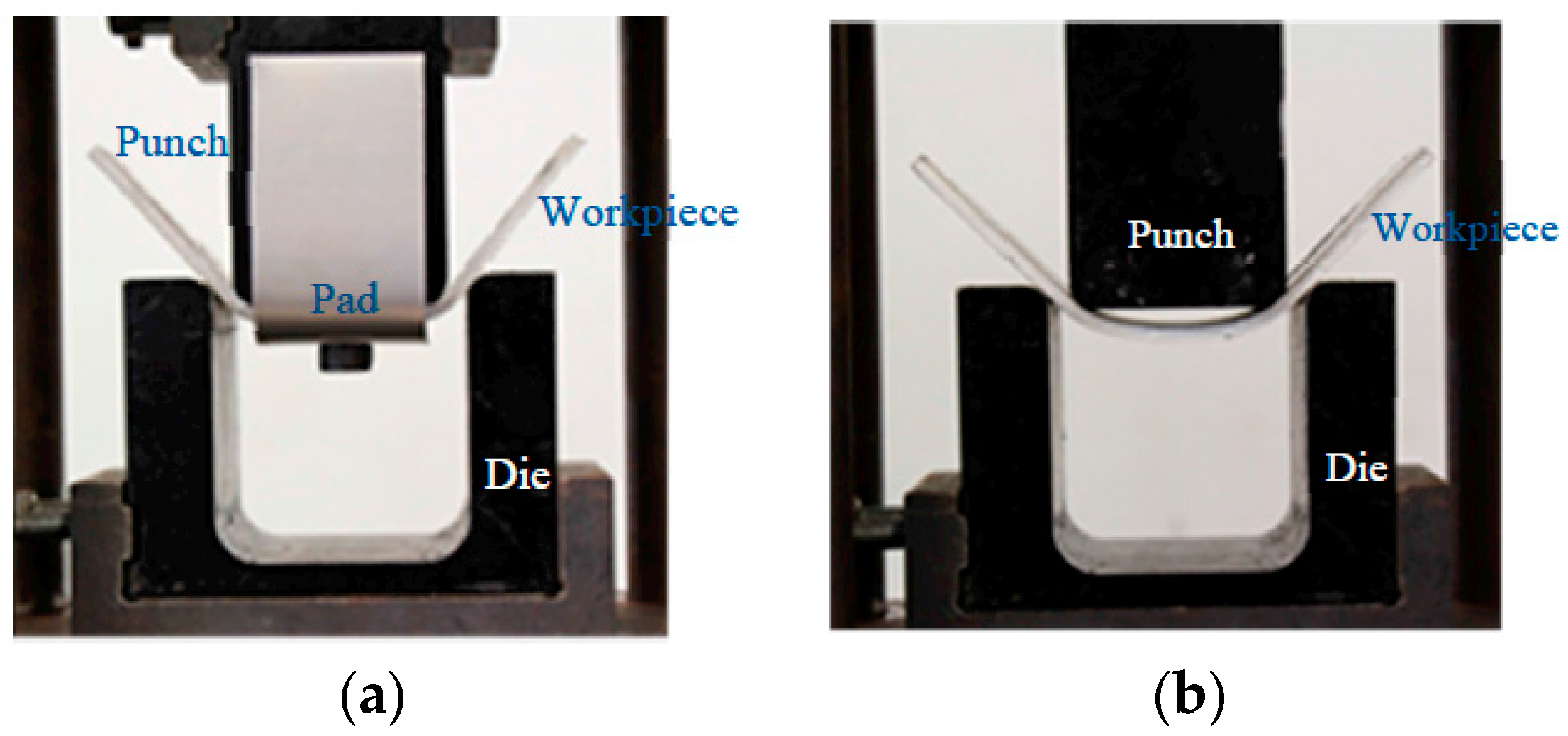
2.2. Experimental Procedures
2.3. Statistical Analysis Techniques
3. Results and Discussion
3.1. Effects of U-Geometry Parameters on the Spring-Back Characteristic
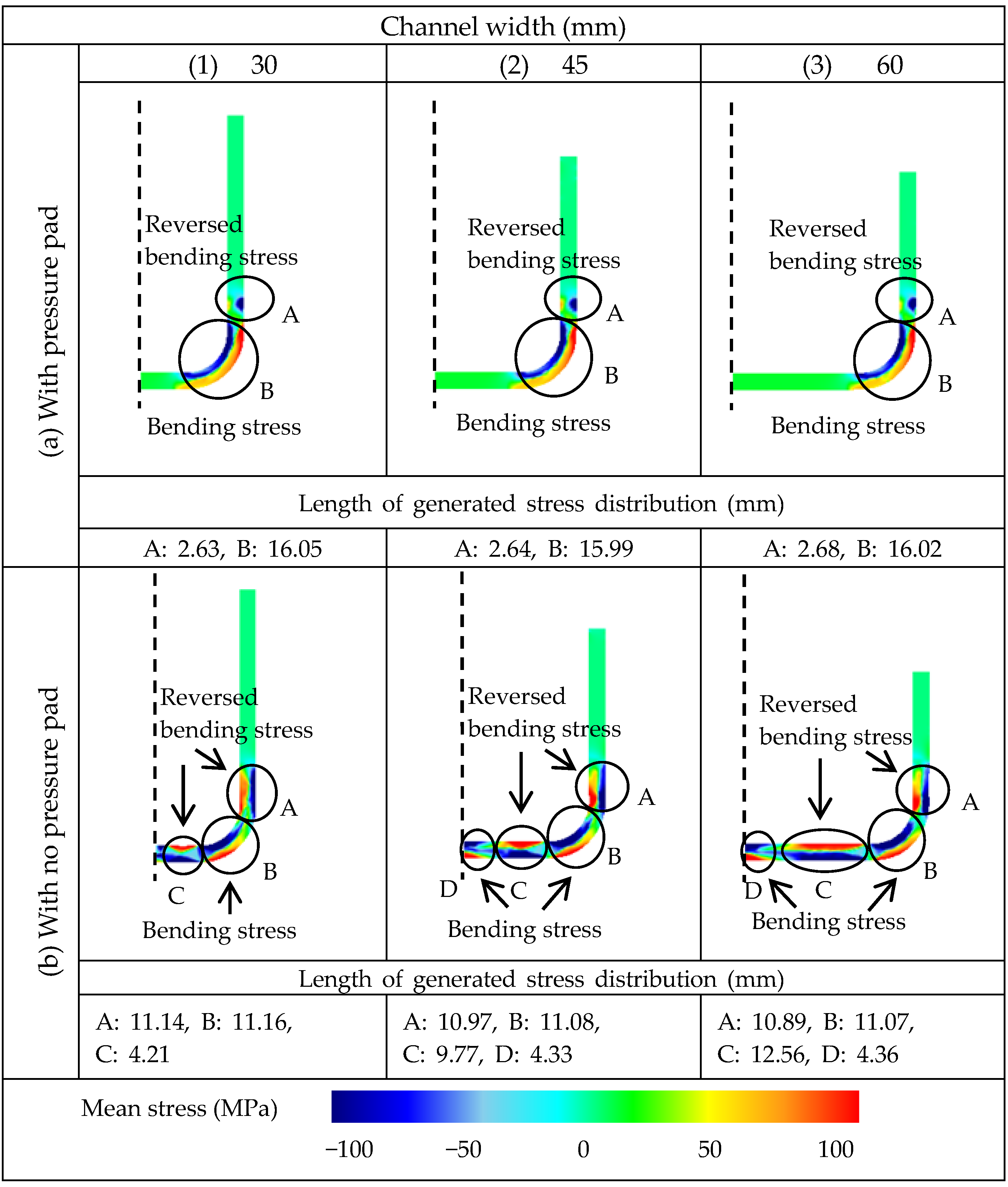
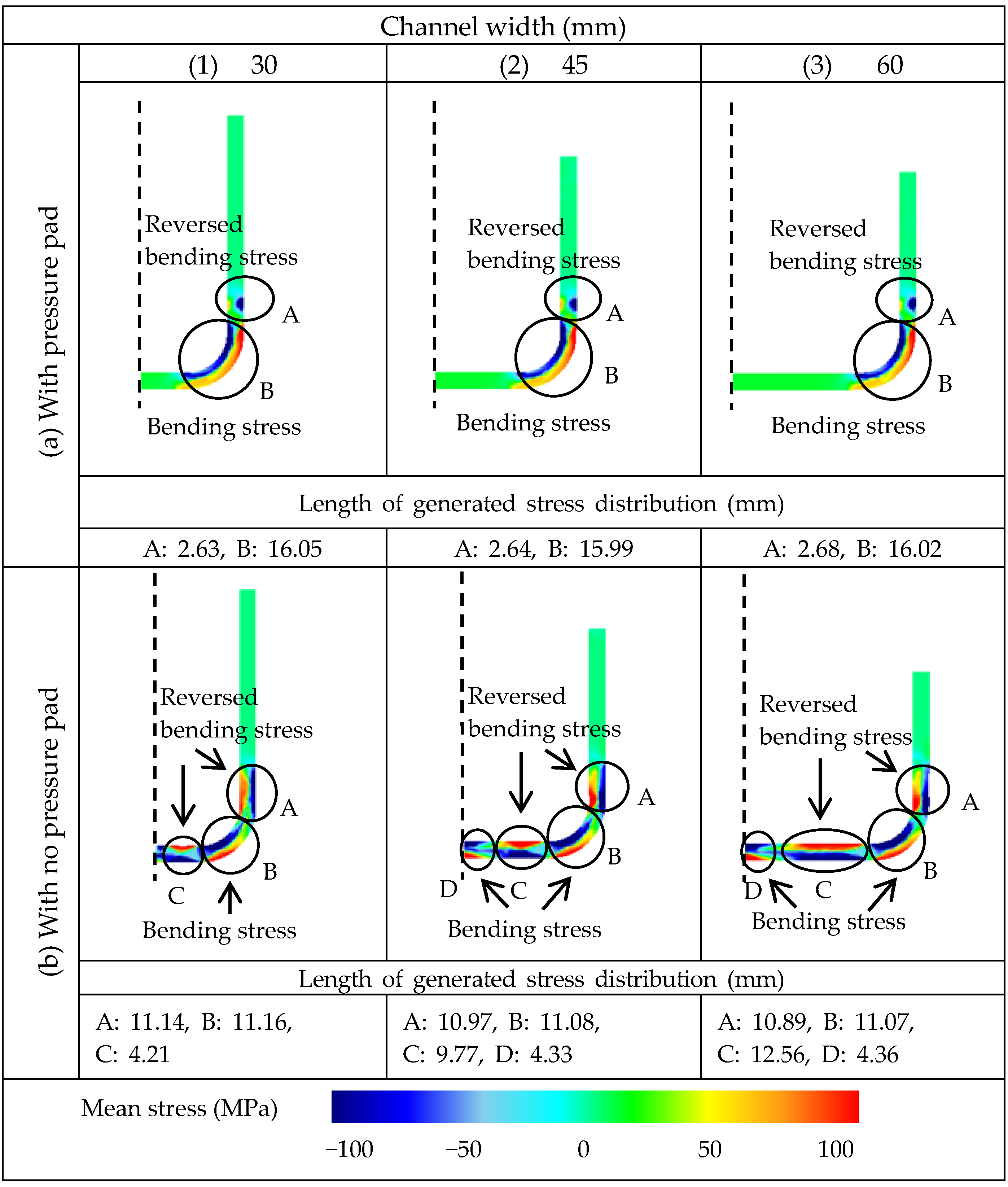
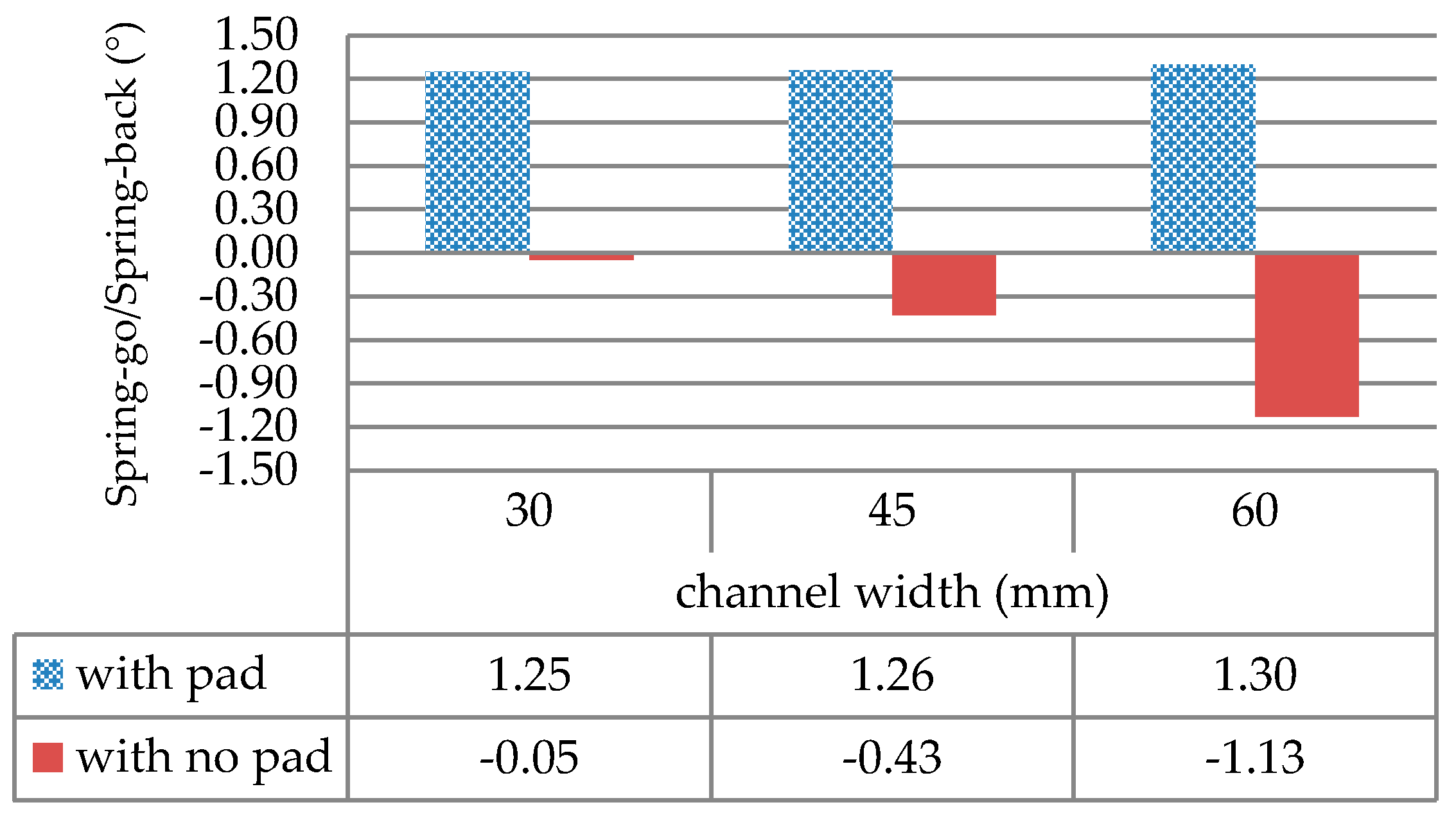
3.1.1. Channel Width
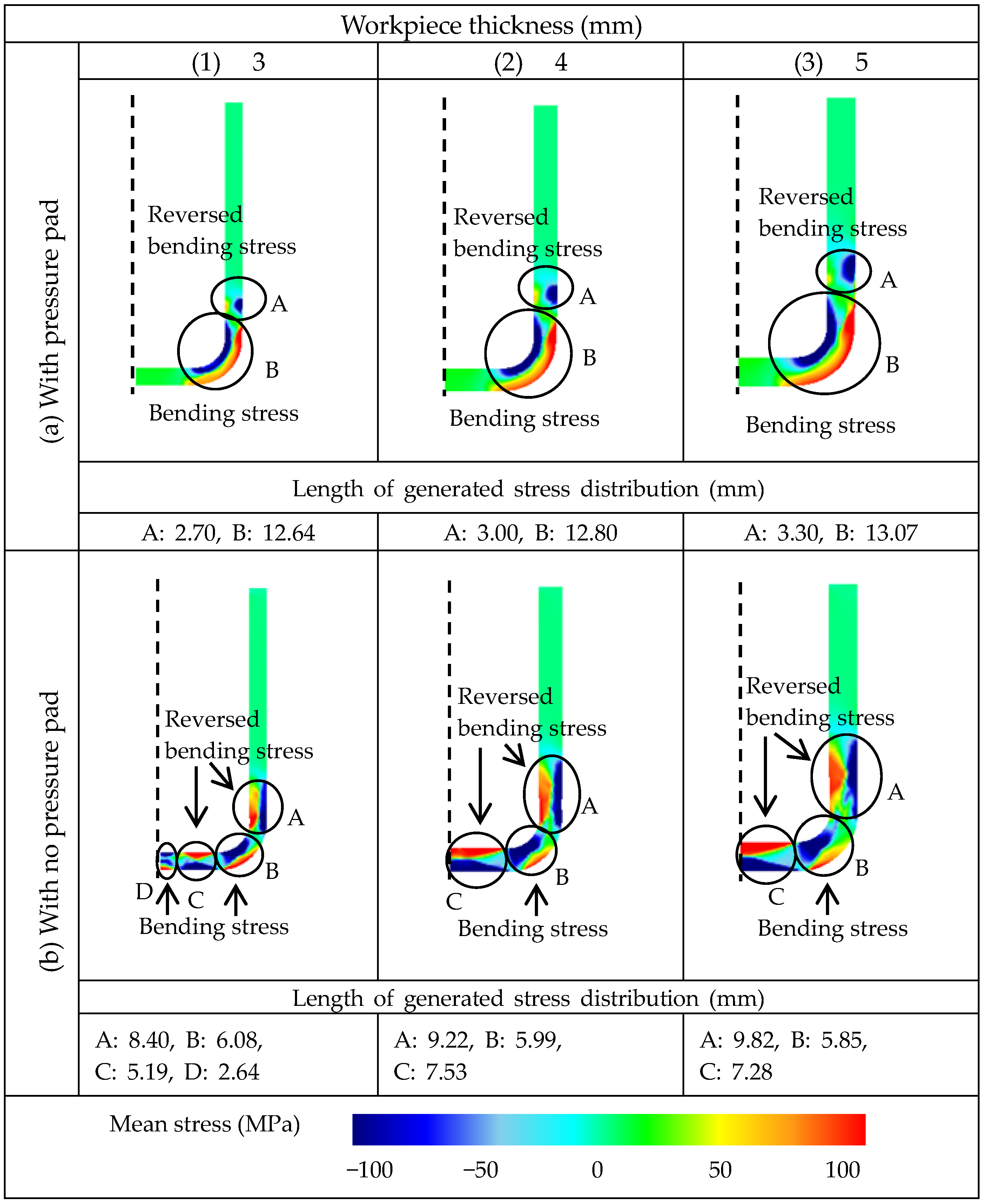
3.1.2. Workpiece Thickness
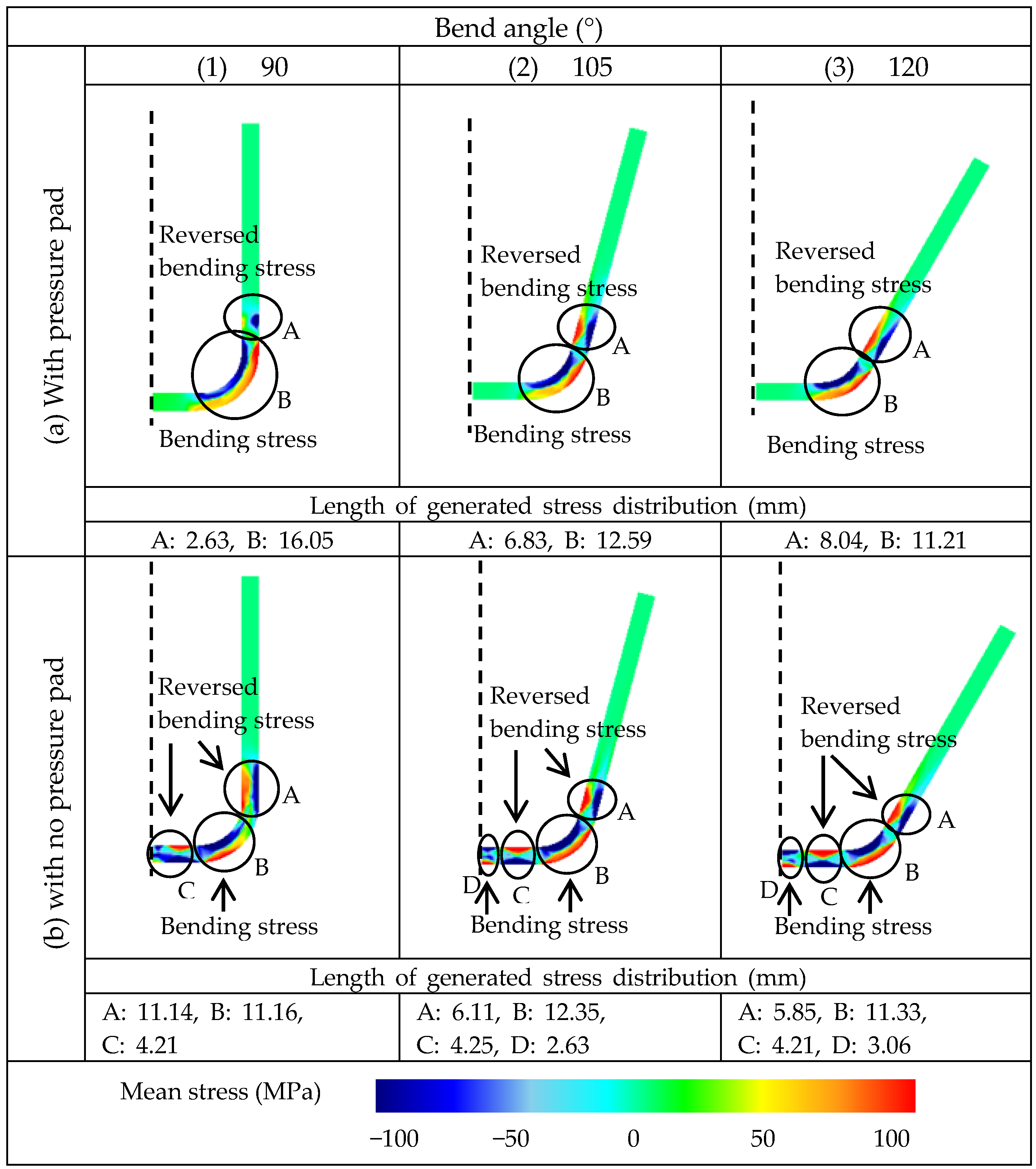
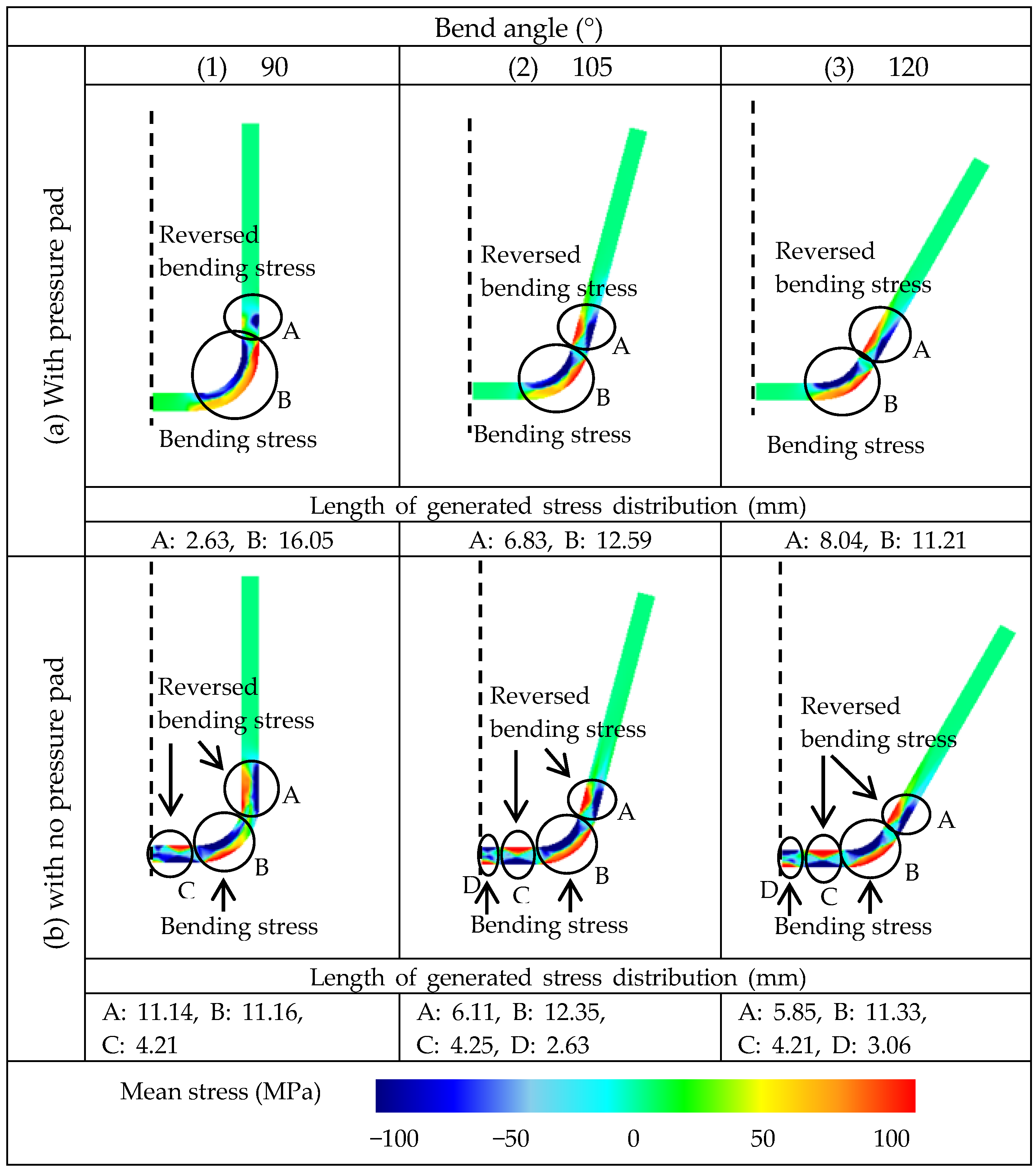
3.1.3. Bend Angle
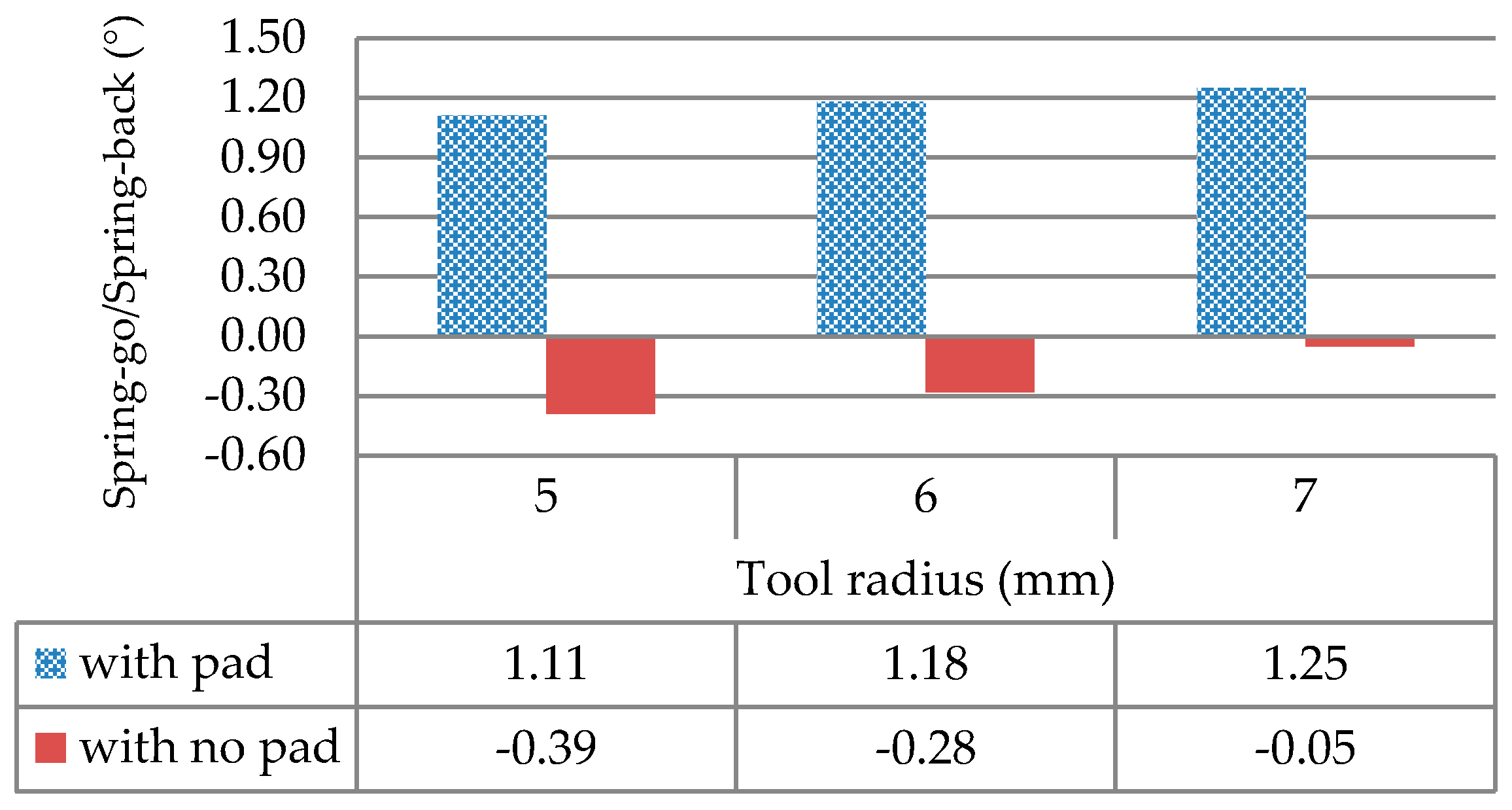
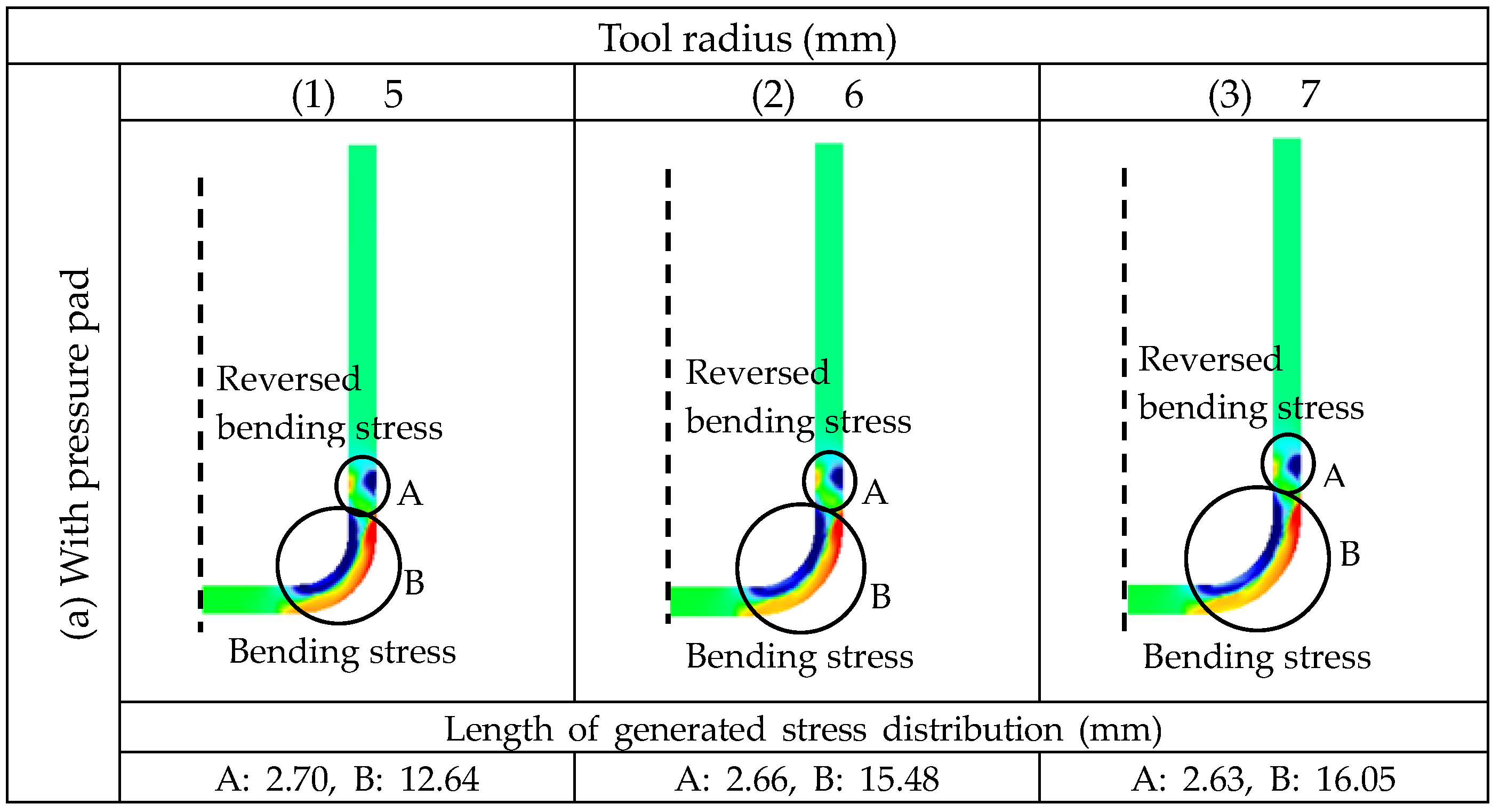
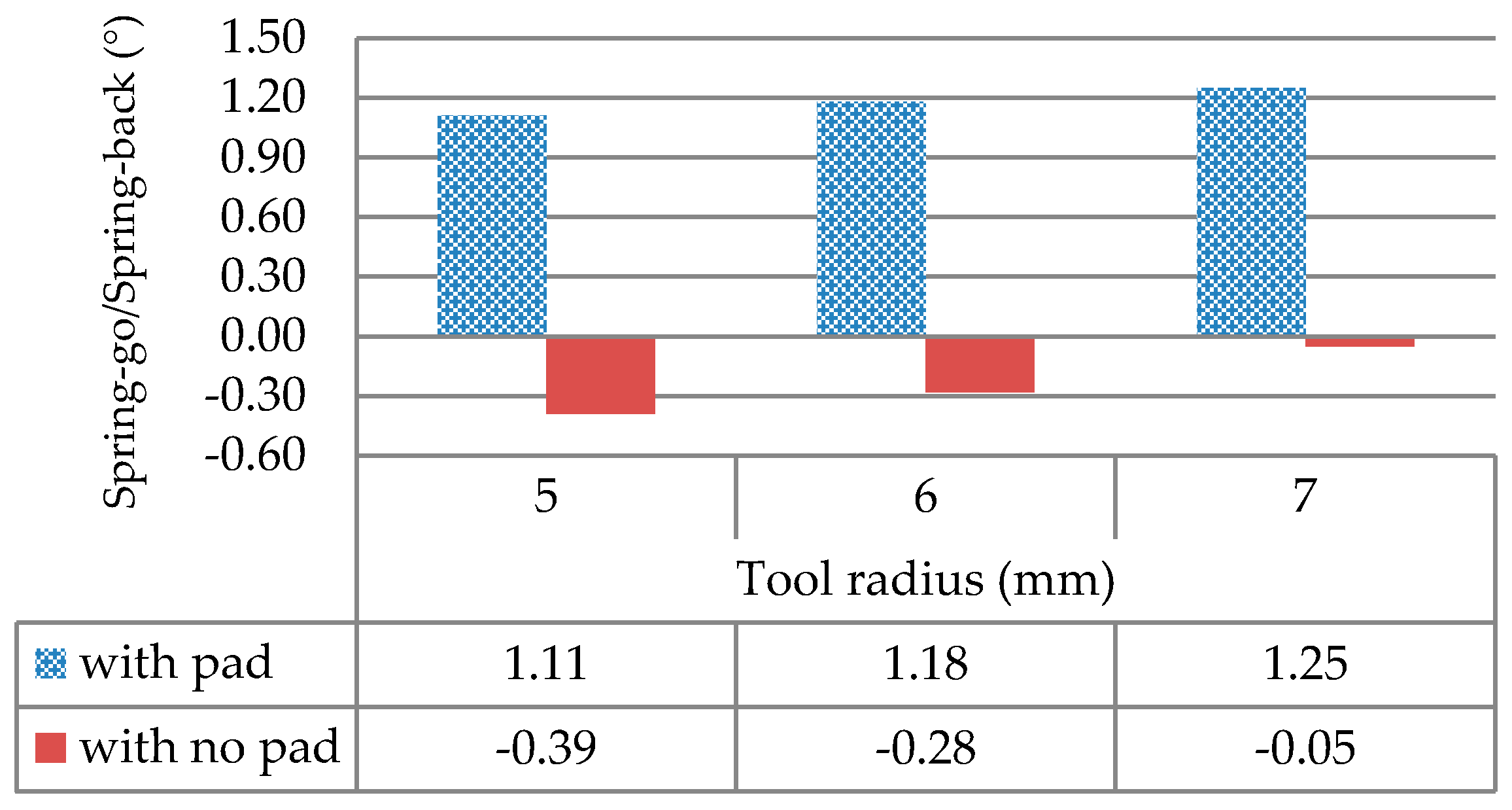
3.1.4. Tool Radius
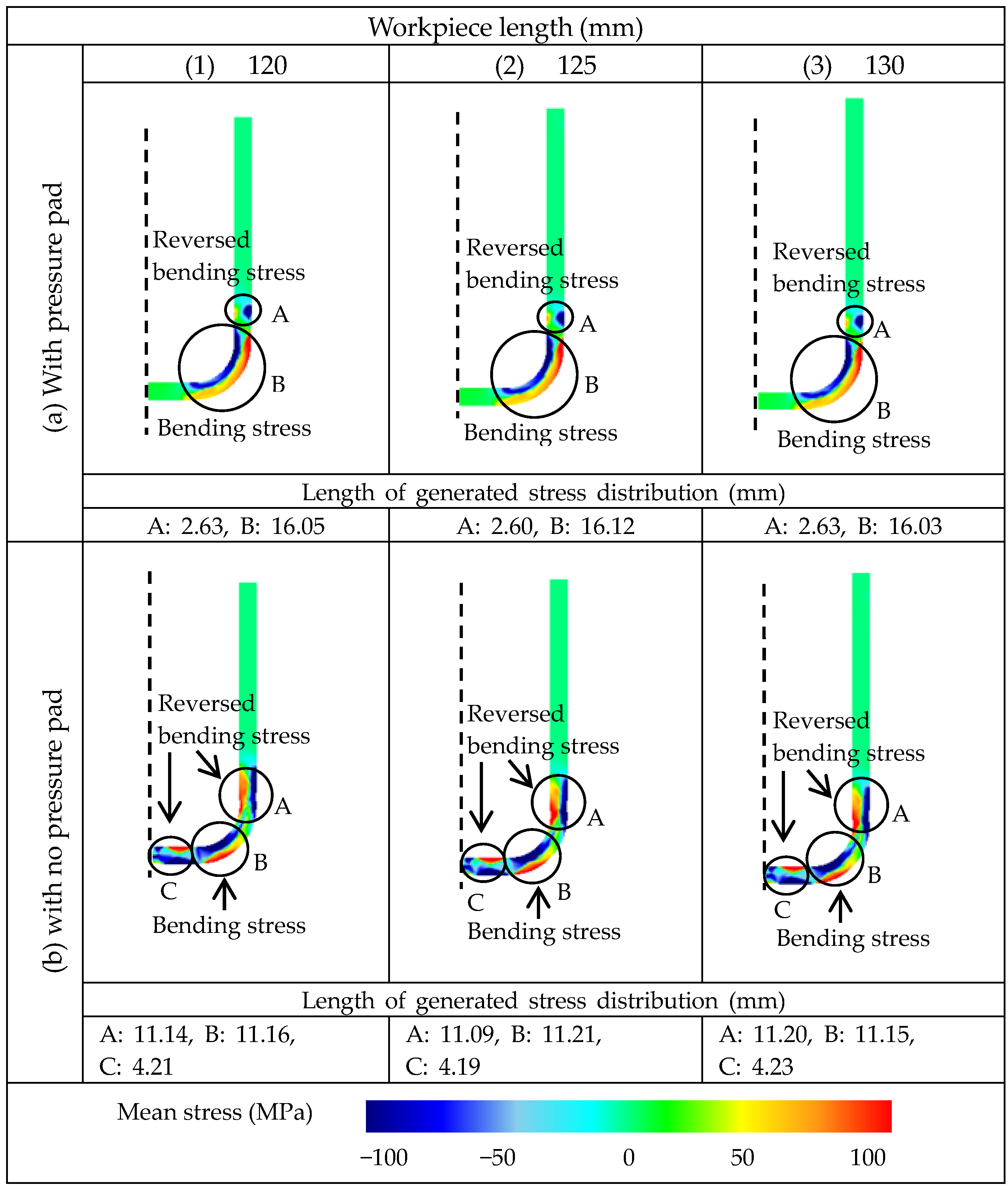
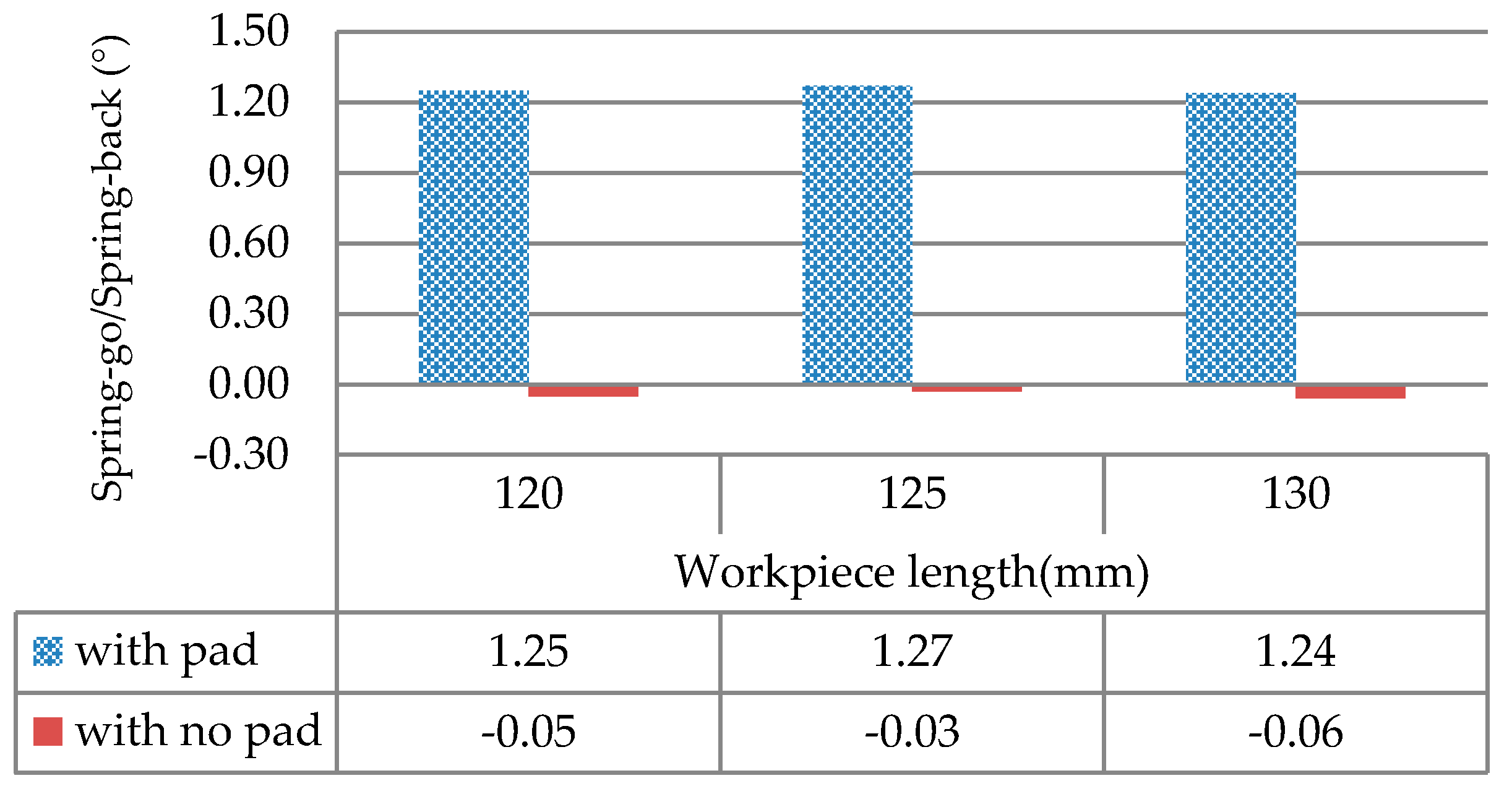
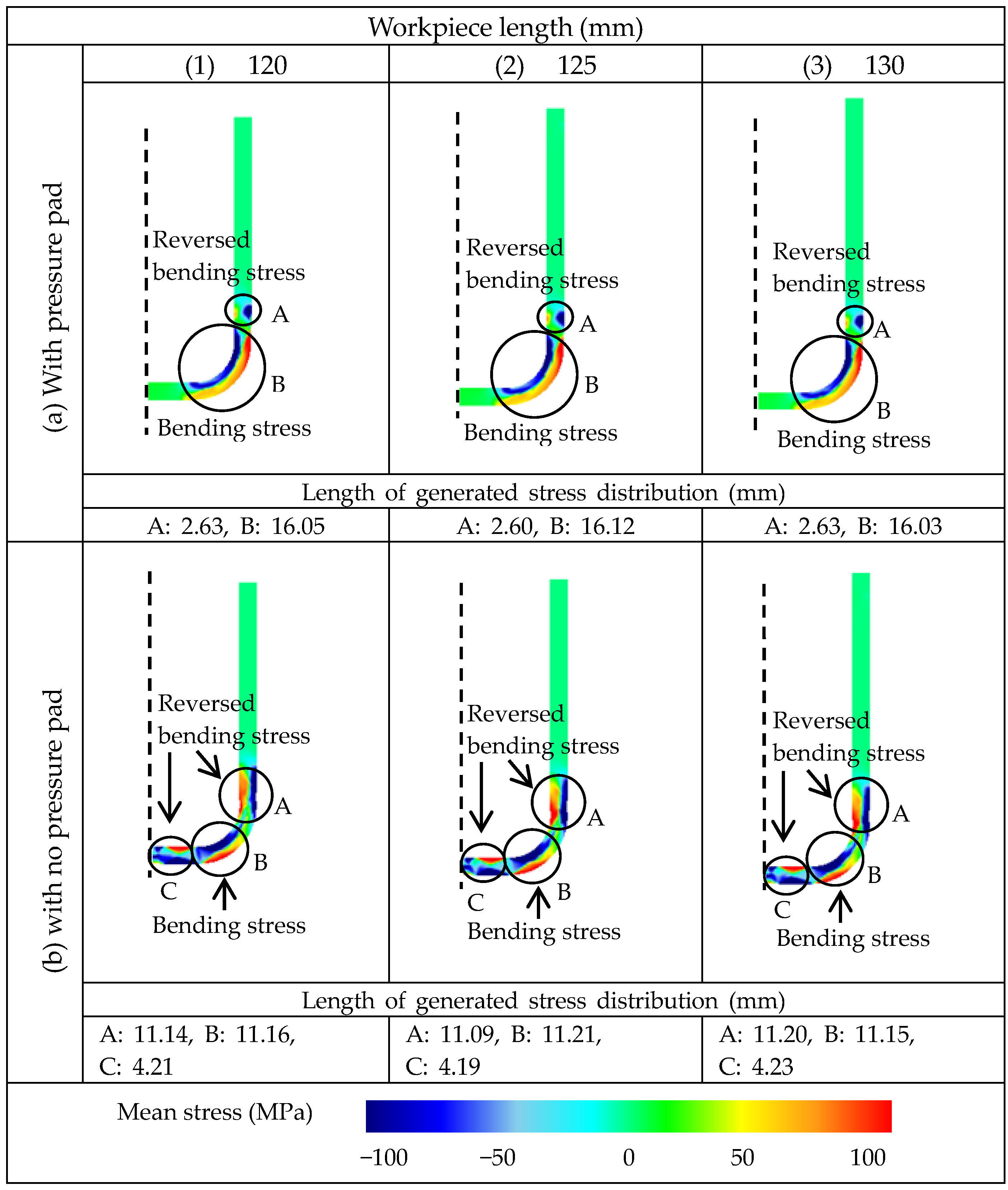
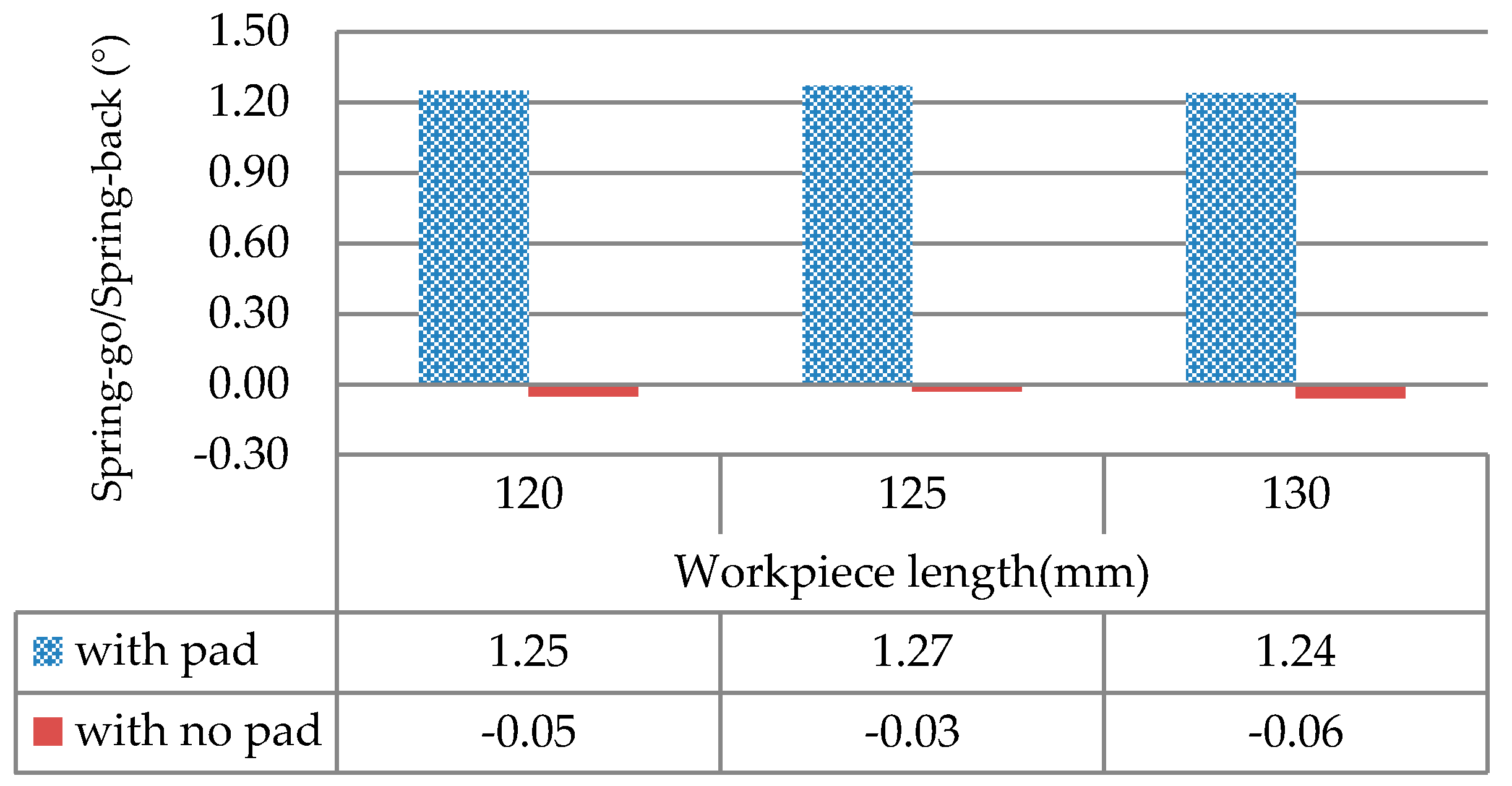
3.1.5. Workpiece Length
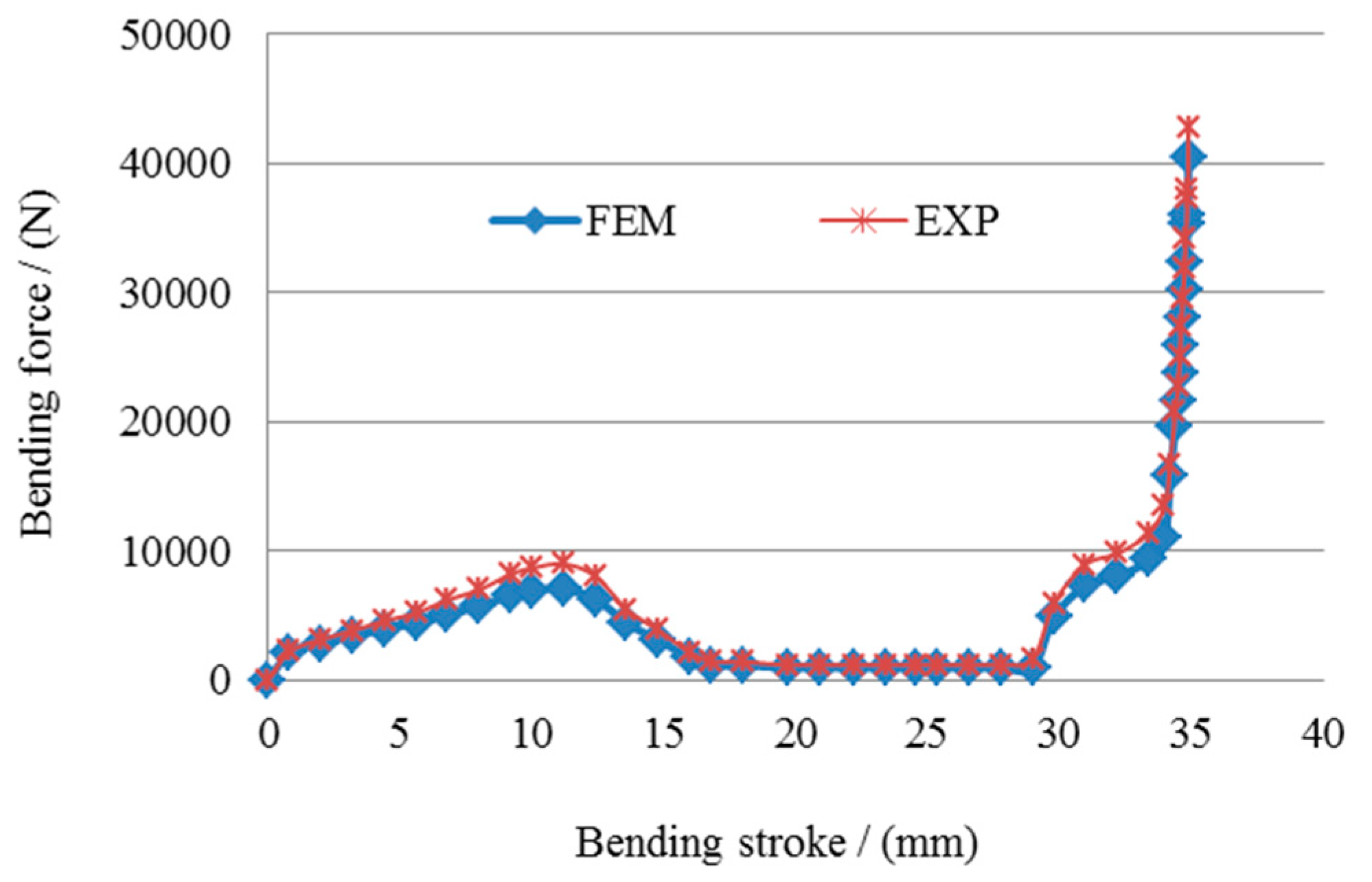
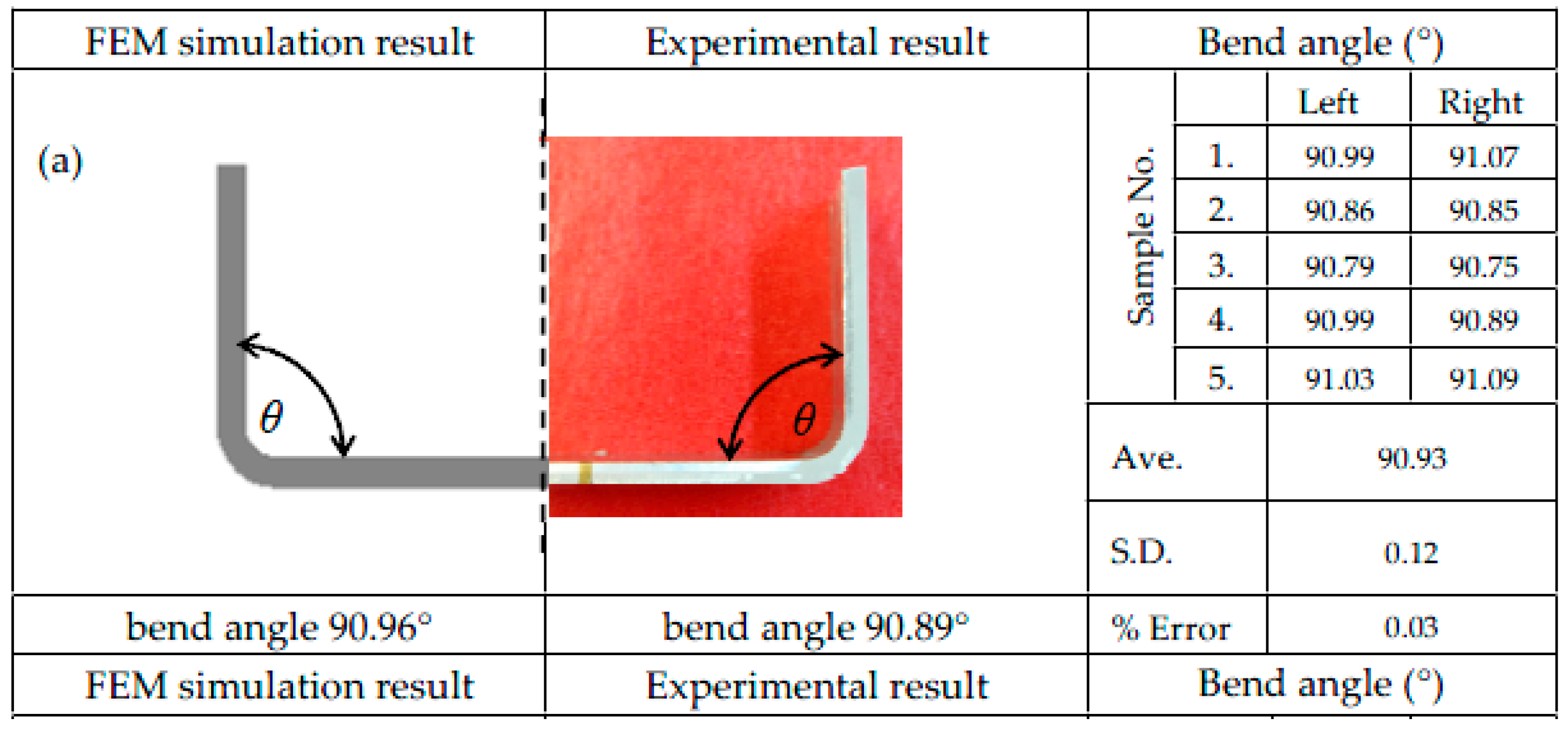
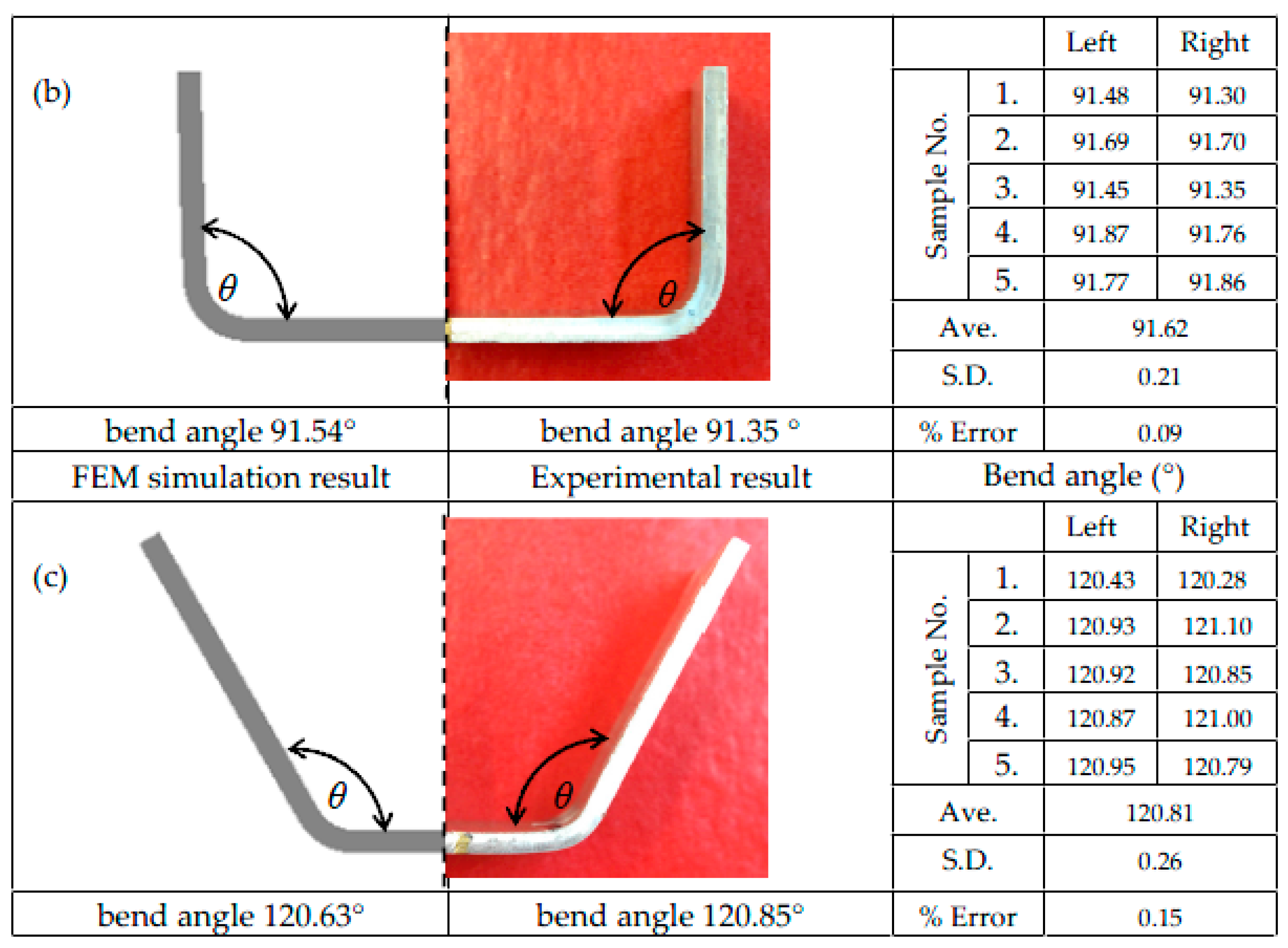
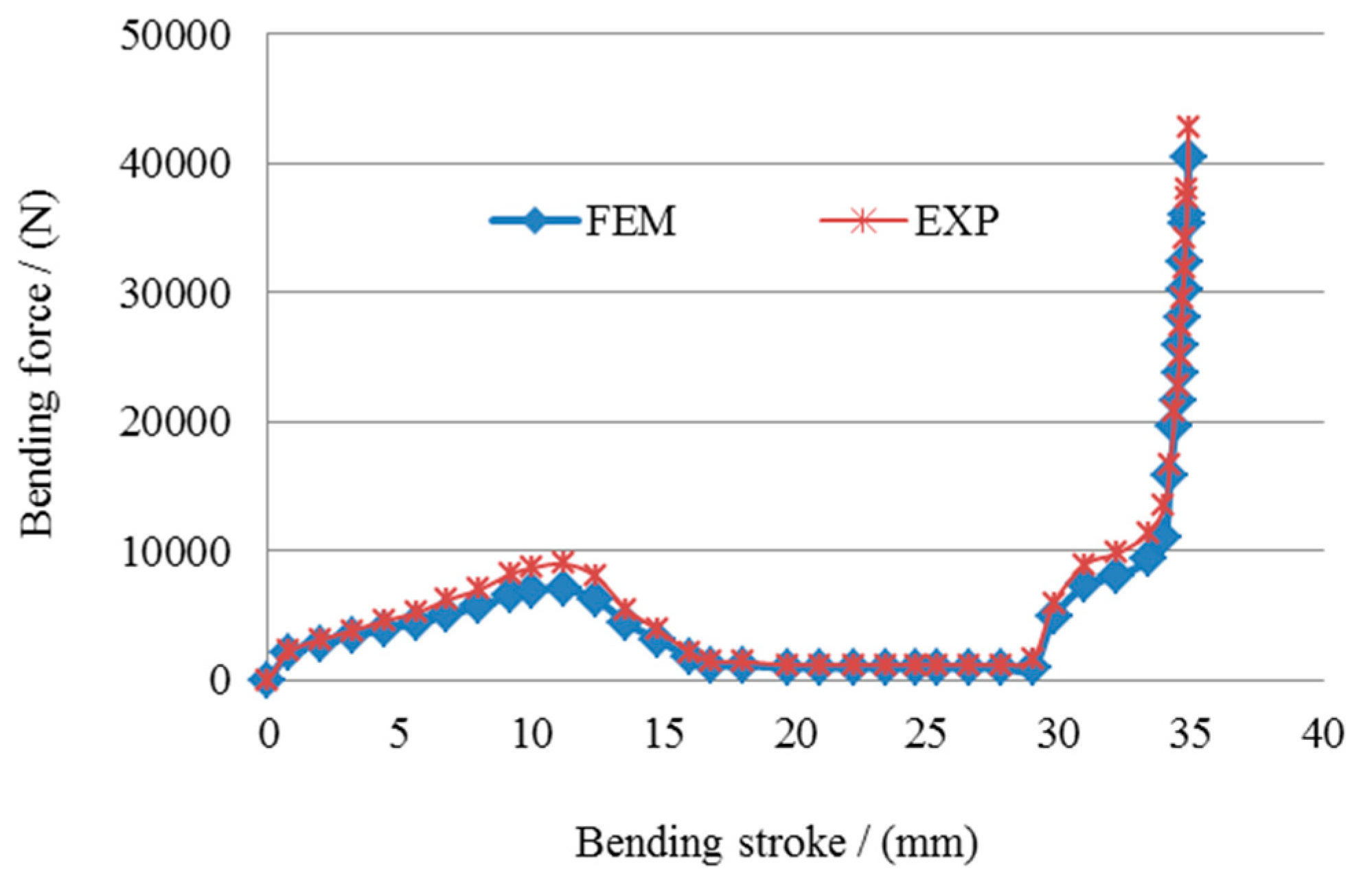
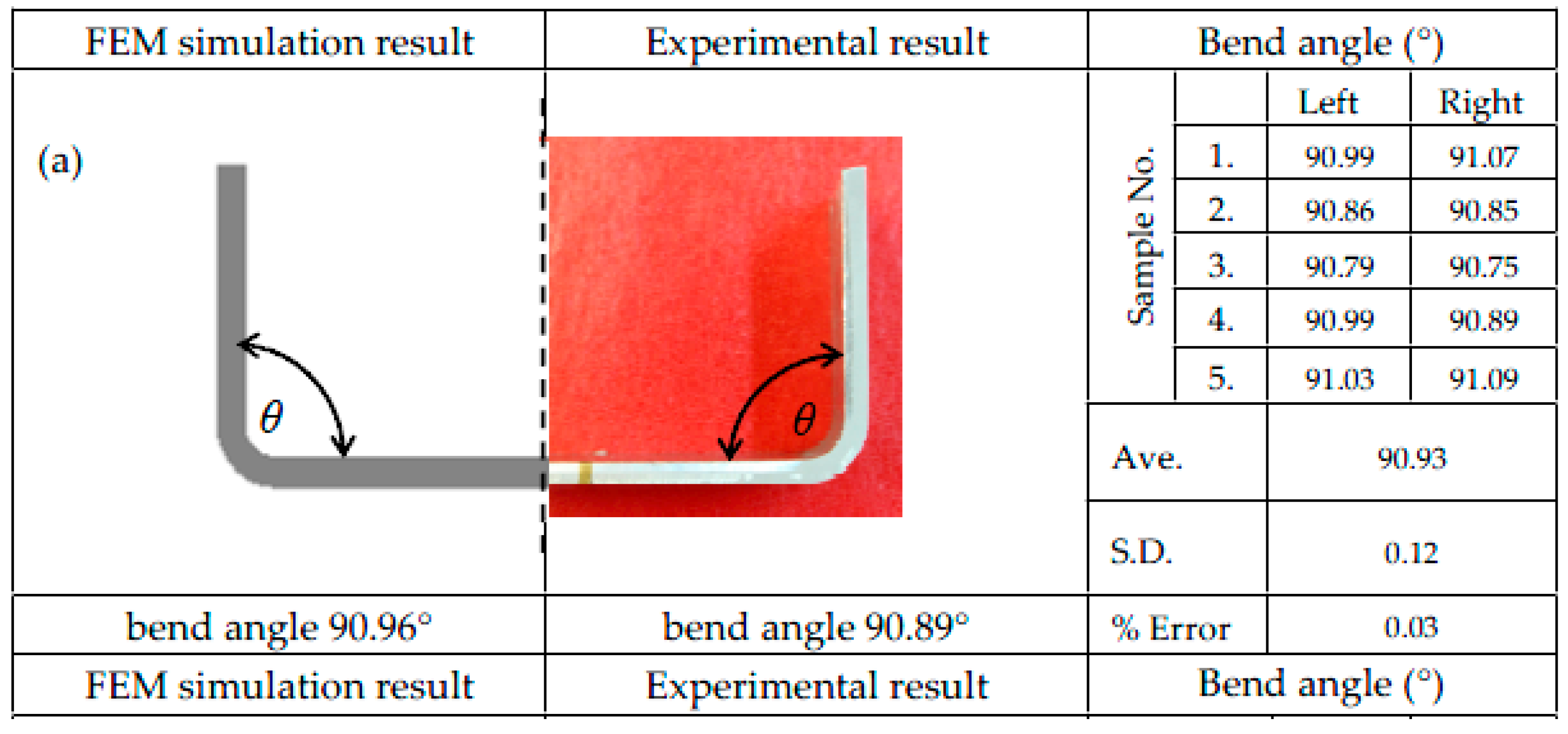
3.2. The Use of FEM Simulation and Its Validation
3.3. Statistical Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zong, Y.Y.; Liu, P.; Guo, B.; Shan, D. Springback evaluation in hot V-bending of Ti-6Al-4V alloy sheets. Int. J. Adv. Manuf. Technol. 2015, 76, 577–585. [Google Scholar] [CrossRef]
- Leu, D.K. Position deviation and springback in V-die bending process with asymmetric dies. Int. J. Adv. Manuf. Technol. 2015, 79, 1095–1108. [Google Scholar] [CrossRef]
- Dilip Kumar, K.; Appukuttan, K.K.; Neelakantha, V.L.; Naik, P.S. Experimental determination of spring back and thinning effect of aluminum sheet metal during L-bending operation. J. Mater. Des. 2014, 56, 613–619. [Google Scholar] [CrossRef]
- Lim, H.; Lee, M.G.; Sung, J.H.; Kim, J.H.; Wagoner, R.H. Time dependent springback of advanced high strength steels. Int. J. Plast. 2012, 29, 42–59. [Google Scholar] [CrossRef]
- Thipprakmas, S. Finite element analysis on the coined-bead mechanism during the V-bending process. Mater. Des. 2011, 32, 4909–4917. [Google Scholar] [CrossRef]
- Thipprakmas, S. Finite element analysis of punch height effect on V-bending angle. Mater. Des. 2010, 32, 4430–4436. [Google Scholar] [CrossRef]
- Thipprakmas, S. Finite element analysis of sided coined-bead technique in precision V-bending process. Int. J. Adv. Manuf. Technol. 2013, 65, 679–688. [Google Scholar] [CrossRef]
- Jiang, H.J.; Dai, H.L. A novel model to predict U-bending spring-back and time-dependent spring-back for a HSLA steel plate. Int. J. Adv. Manuf. Technol. 2015, 81, 1055–1066. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Boochakul, U. Comparison of spring-back characteristics in symmetrical and asymmetrical U-bending processes. Int. J. Precis. Eng. Manuf. 2015, 16, 1441–1446. [Google Scholar] [CrossRef]
- Phanitwong, W.; Thipprakmas, S. Centered coined-bead technique for precise U-bent part fabrication. Int. J. Adv. Manuf. Technol. 2015, 84, 2139–2150. [Google Scholar] [CrossRef]
- Li, H.; Chen, J.; Yang, J. Experiment and numerical simulation on delamination during the laminated steel sheet forming processes. Int. J. Adv. Manuf. Technol. 2013, 68, 641–649. [Google Scholar] [CrossRef]
- Nanu, N.; Brabie, G. Analytical model for prediction of springback parameters in the case of U stretch-bending process as a function of stresses distribution in the sheet thickness. Int. J. Mech. Sci. 2012, 64, 11–21. [Google Scholar] [CrossRef]
- Lee, J.Y.; Lee, J.W.; Lee, M.G.; Barlat, F. An application of homogeneous anisotropic hardening to springback prediction in pre-strained U-draw/bending. Int. J. Solids Struct. 2012, 49, 3562–3572. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Phanitwong, W. Finite element analysis of bending mechanism and spring-back/spring-go feature in various U-bending processes. Steel Res. Int. 2012, 351–354. [Google Scholar]
- Seong, D.Y.; Jung, C.G.; Yang, D.Y.; Ahn, J.; Na, S.J.; Chung, W.J.; Kim, J.H. Analysis of core shear stress in welded deformable sandwich plates to prevent de-bonding failure during U-bending. J. Mater. Process. Technol. 2010, 210, 1171–1179. [Google Scholar] [CrossRef]
- Marretta, L.; Lorenzo, R.D. Influence of material properties variability on spring-back and thinning in sheet stamping processes: A stochastic analysis. Int. J. Adv. Manuf. Technol. 2010, 51, 117–134. [Google Scholar] [CrossRef]
- Tang, B.; Zhao, G.; Wang, Z. A mixed hardening rule coupled with Hill48’ yielding function to predict the spring-back of sheet U-bending. Int. J. Mater. Form. 2008, 1, 169–175. [Google Scholar] [CrossRef]
- Zhang, D.; Cui, Z.; Ruan, X.; Li, Y. An analytical model for predicting spring back and side wall curl of sheet after U-bending. Comput. Mater. Sci. 2007, 38, 707–715. [Google Scholar] [CrossRef]
- Phanitwong, W.; Thipprakmas, S. Development of anew spring-back factor for a wiping die bending process. Mater. Des. 2016, 89, 749–758. [Google Scholar] [CrossRef]
- Lange, K. Handbook of Metal Forming; McGraw-Hill: New York, NY, USA, 1985; pp. 1–35. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation Model | Plane Strain Model | |
|---|---|---|
| Object types | Workpiece: Elasto-plastic Punch/Die/Pad: Rigid | |
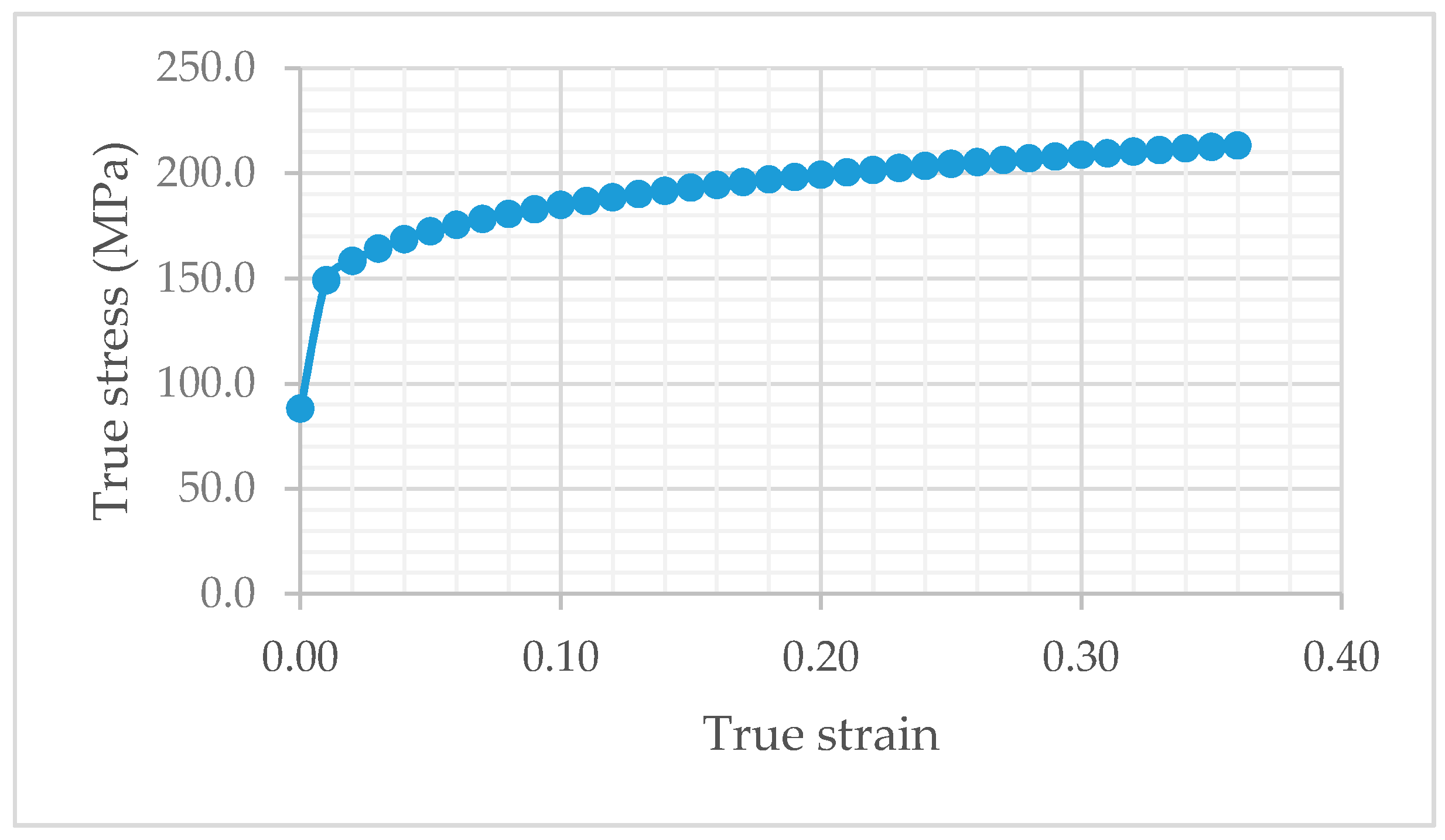
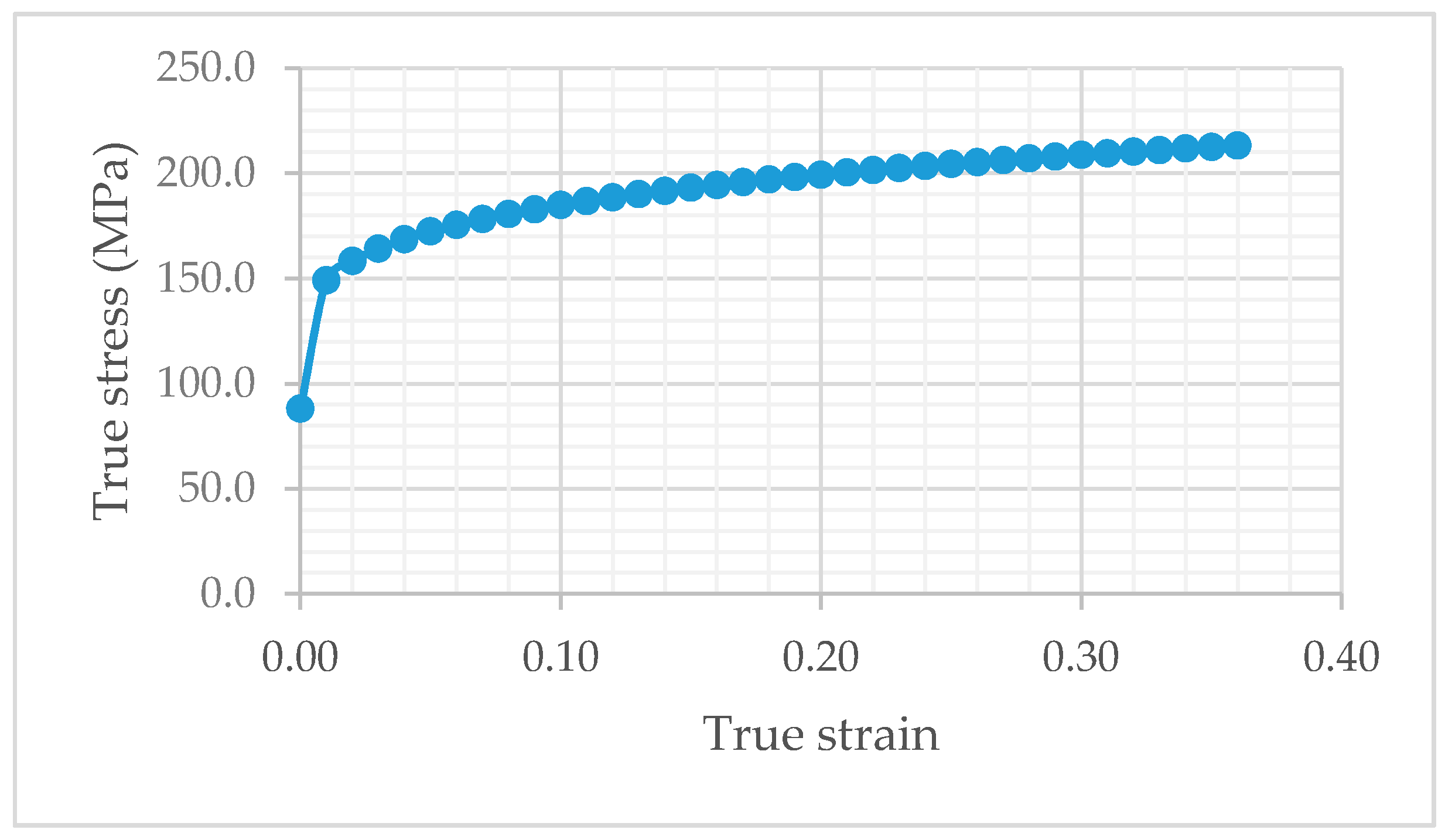
| Workpiece material | A1100-O (JIS) Ultimate tensile stress (σu): 102.5 MPa Elongation (δ): 43.5% Plastic anisotropy (r0): 0.521 Young’s modulus (E): 69000 MPa Poisson’s ratio (ν): 0.33 | |
| Friction coefficient (µ) | 0.1 | |
| Flow curve equation | ||
| Punch velocity | 30 mm/min | |
| Pressure pad velocity | 30 mm/min | |
| Workpiece geometries | Thickness (t) | With pad: 3 mm, 4 mm, 5 mm |
| Without pad: 1 mm, 2 mm, 3 mm | ||
| Length (WPL): 120 mm, 125 mm, 130 mm | ||
| U-die geometries | Tool radius (Rp) | With pad: 5 mm, 6 mm, 7 mm |
| Without pad: 3 mm, 4 mm, 5 mm | ||
| Bend angle (θ): 90°, 105°, 120° | ||
| Channel width (W): 30 mm, 45 mm, 60 mm | ||
| Upper die radius (Rud): 5 mm | ||
| Depth of U-die (D): 35–55 mm | ||
| Parameters | Parameter Levels | Units | |||
|---|---|---|---|---|---|
| Low | Medium | High | |||
| Channel width (W) | With pad | 30 | 45 | 60 | mm |
| With no pad | |||||
| Bend angle (θ) | With pad | 90 | 105 | 120 | ° |
| With no pad | |||||
| Workpiece length (WPL) | With pad | 120 | 125 | 130 | mm |
| With no pad | |||||
| Tool radius (Rp) | With pad | 5 | 6 | 7 | mm |
| With no pad | 3 | 4 | 5 | ||
| Workpiece thickness (t) | With pad | 3 | 4 | 5 | mm |
| With no pad | 1 | 2 | 3 | ||
| FEM No. | U-Geometry Parameters | Spring-Back (°) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| θ | Wp | Rp | t | WPL | ||||||||
| with Pad | with no Pad | with Pad | with no Pad | with Pad | with no Pad | with Pad | with no Pad | with Pad | with no Pad | with Pad | with no Pad | |
| 1 | 90 | 90 | 30 | 30 | 5 | 3 | 3 | 1 | 120 | 120 | 1.11 | 0.33 |
| 2 | 120 | 90 | 30 | 30 | 5 | 3 | 3 | 1 | 120 | 130 | 0.29 | 0.80 |
| 3 | 90 | 90 | 60 | 30 | 5 | 3 | 3 | 3 | 120 | 120 | 1.56 | 0.67 |
| 4 | 120 | 90 | 60 | 30 | 5 | 3 | 3 | 3 | 120 | 130 | 0.34 | 0.93 |
| 5 | 90 | 90 | 30 | 30 | 7 | 5 | 3 | 1 | 120 | 120 | 1.25 | 0.69 |
| 6 | 120 | 90 | 30 | 30 | 7 | 5 | 3 | 1 | 120 | 130 | 0.32 | 0.93 |
| 7 | 90 | 90 | 60 | 30 | 7 | 5 | 3 | 3 | 120 | 120 | 1.62 | 0.50 |
| 8 | 120 | 90 | 60 | 30 | 7 | 5 | 3 | 3 | 120 | 130 | 0.49 | 0.78 |
| 9 | 90 | 90 | 30 | 60 | 5 | 3 | 5 | 1 | 120 | 120 | 0.95 | 0.57 |
| 10 | 120 | 90 | 30 | 60 | 5 | 3 | 5 | 1 | 120 | 130 | 0.06 | 0.52 |
| 11 | 90 | 90 | 60 | 60 | 5 | 3 | 5 | 3 | 120 | 120 | 1.31 | 0.95 |
| 12 | 120 | 90 | 60 | 60 | 5 | 3 | 5 | 3 | 120 | 130 | 0.04 | 0.96 |
| 13 | 90 | 90 | 30 | 60 | 7 | 5 | 5 | 1 | 120 | 120 | 1.45 | 0.36 |
| 14 | 120 | 90 | 30 | 60 | 7 | 5 | 5 | 1 | 120 | 130 | 0.33 | 0.42 |
| 15 | 90 | 90 | 60 | 60 | 7 | 5 | 5 | 3 | 120 | 120 | 1.39 | 0.69 |
| 16 | 120 | 90 | 60 | 60 | 7 | 5 | 5 | 3 | 120 | 130 | 0.37 | 0.55 |
| 17 | 90 | 120 | 30 | 30 | 5 | 3 | 3 | 1 | 130 | 120 | 1.52 | 1.07 |
| 18 | 120 | 120 | 30 | 30 | 5 | 3 | 3 | 1 | 130 | 130 | 0.24 | 1.74 |
| 19 | 90 | 120 | 60 | 30 | 5 | 3 | 3 | 3 | 130 | 120 | 1.54 | 0.25 |
| 20 | 120 | 120 | 60 | 30 | 5 | 3 | 3 | 3 | 130 | 130 | 0.36 | 0.16 |
| 21 | 90 | 120 | 30 | 30 | 7 | 5 | 3 | 1 | 130 | 120 | 1.93 | 0.87 |
| 22 | 120 | 120 | 30 | 30 | 7 | 5 | 3 | 1 | 130 | 130 | 0.27 | 1.56 |
| 23 | 90 | 120 | 60 | 30 | 7 | 5 | 3 | 3 | 130 | 120 | 1.65 | 0.63 |
| 24 | 120 | 120 | 60 | 30 | 7 | 5 | 3 | 3 | 130 | 130 | 0.47 | 0.53 |
| 25 | 90 | 120 | 30 | 60 | 5 | 3 | 5 | 1 | 130 | 120 | 1.30 | 1.00 |
| 26 | 120 | 120 | 30 | 60 | 5 | 3 | 5 | 1 | 130 | 130 | 0.08 | 1.87 |
| 27 | 90 | 120 | 60 | 60 | 5 | 3 | 5 | 3 | 130 | 120 | 1.33 | 0.42 |
| 28 | 120 | 120 | 60 | 60 | 5 | 3 | 5 | 3 | 130 | 130 | 0.05 | 0.38 |
| 29 | 90 | 120 | 30 | 60 | 7 | 5 | 5 | 1 | 130 | 120 | 1.45 | 1.71 |
| 30 | 120 | 120 | 30 | 60 | 7 | 5 | 5 | 1 | 130 | 130 | 0.33 | 1.31 |
| 31 | 90 | 120 | 60 | 60 | 7 | 5 | 5 | 3 | 130 | 120 | 1.39 | 0.73 |
| 32 | 120 | 120 | 60 | 60 | 7 | 5 | 5 | 3 | 130 | 130 | 0.34 | 0.45 |
| 33 | 105 | 105 | 45 | 45 | 6 | 4 | 4 | 2 | 125 | 125 | 0.30 | 2.71 |
| 34 | 90 | 90 | 45 | 45 | 6 | 4 | 4 | 2 | 125 | 125 | 1.52 | 2.53 |
| 35 | 120 | 120 | 45 | 45 | 6 | 4 | 4 | 2 | 125 | 125 | 0.38 | 2.62 |
| 36 | 105 | 105 | 30 | 30 | 6 | 4 | 4 | 2 | 125 | 125 | 0.41 | 1.50 |
| 37 | 105 | 105 | 60 | 60 | 6 | 4 | 4 | 2 | 125 | 125 | 0.47 | 2.16 |
| 38 | 105 | 105 | 45 | 45 | 5 | 3 | 4 | 2 | 125 | 125 | 0.42 | 2.15 |
| 39 | 105 | 105 | 45 | 45 | 7 | 5 | 4 | 2 | 125 | 125 | 0.41 | 2.68 |
| 40 | 105 | 105 | 45 | 45 | 6 | 4 | 3 | 1 | 125 | 125 | 0.33 | 1.65 |
| 41 | 105 | 105 | 45 | 45 | 6 | 4 | 5 | 3 | 125 | 125 | 0.47 | 1.18 |
| 42 | 105 | 105 | 45 | 45 | 6 | 4 | 4 | 2 | 120 | 120 | 0.46 | 2.16 |
| 43 | 105 | 105 | 45 | 45 | 6 | 4 | 4 | 2 | 130 | 130 | 0.45 | 2.37 |
| Parameters | SStreatment | % Contributions | ||
|---|---|---|---|---|
| with Pad | with no Pad | with Pad | with no Pad | |
| Bend angle (θ) | 12.52 | 0.39 | 91.07 | 1.81 |
| Workpiece thickness (t) | 0.28 | 1.10 | 2.01 | 5.11 |
| Tool radius (Rp) | 0.19 | - | 1.37 | - |
| Channel width (W) | - | 0.01 | - | 0.05 |
| Workpiece length (WPL) | - | 0.14 | - | 0.66 |
| Bend angle (θ) × Bend angle (θ) | 0.76 | - | 5.55 | - |
| Channel width (W) × Channel width (W) | - | 13.17 | - | 60.93 |
| Workpiece thickness (t) × Workpiece thickness (t) | - | 3.67 | - | 16.96 |
| Bend angle (θ) × Workpiece thickness (t) | - | 2.82 | - | 13.05 |
| Workpiece thickness (t) × Workpiece length (WPL) | - | 0.31 | - | 1.43 |
| Total | 13.75 | 21.61 | 100.00 | 100.00 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phanitwong, W.; Boochakul, U.; Thipprakmas, S. Design of U-Geometry Parameters Using Statistical Analysis Techniques in the U-Bending Process. Metals 2017, 7, 235. https://doi.org/10.3390/met7070235
Phanitwong W, Boochakul U, Thipprakmas S. Design of U-Geometry Parameters Using Statistical Analysis Techniques in the U-Bending Process. Metals. 2017; 7(7):235. https://doi.org/10.3390/met7070235
Chicago/Turabian StylePhanitwong, Wiriyakorn, Untika Boochakul, and Sutasn Thipprakmas. 2017. "Design of U-Geometry Parameters Using Statistical Analysis Techniques in the U-Bending Process" Metals 7, no. 7: 235. https://doi.org/10.3390/met7070235
APA StylePhanitwong, W., Boochakul, U., & Thipprakmas, S. (2017). Design of U-Geometry Parameters Using Statistical Analysis Techniques in the U-Bending Process. Metals, 7(7), 235. https://doi.org/10.3390/met7070235