
Effect of Cooling Rate on Microstructure and Grain Refining Behavior of In Situ CeB6/Al Composite Inoculant in Aluminum


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
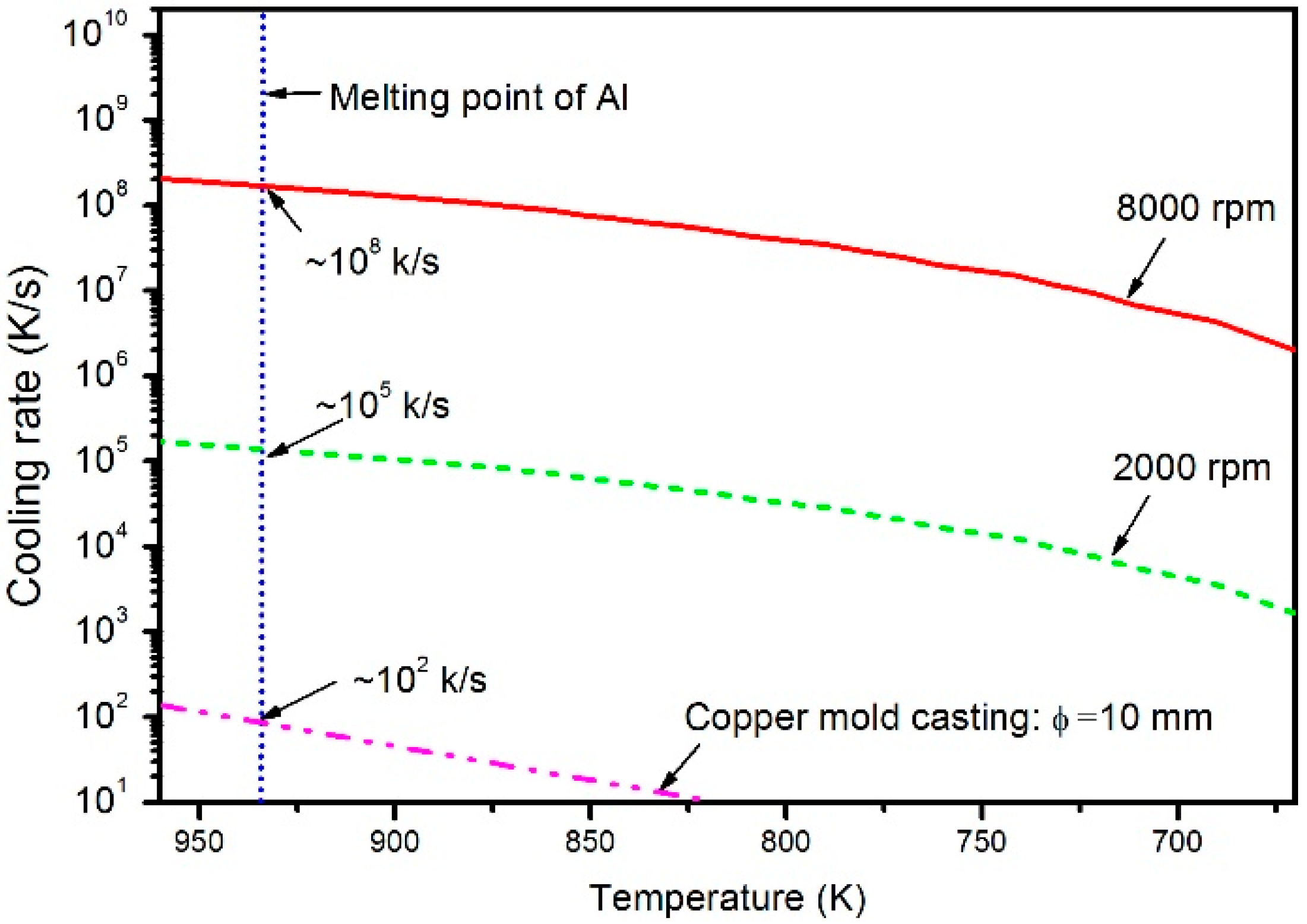
3.1. Confirmation of Cooling Rate
3.2. Effect of Cooling Rate on the Microstructure
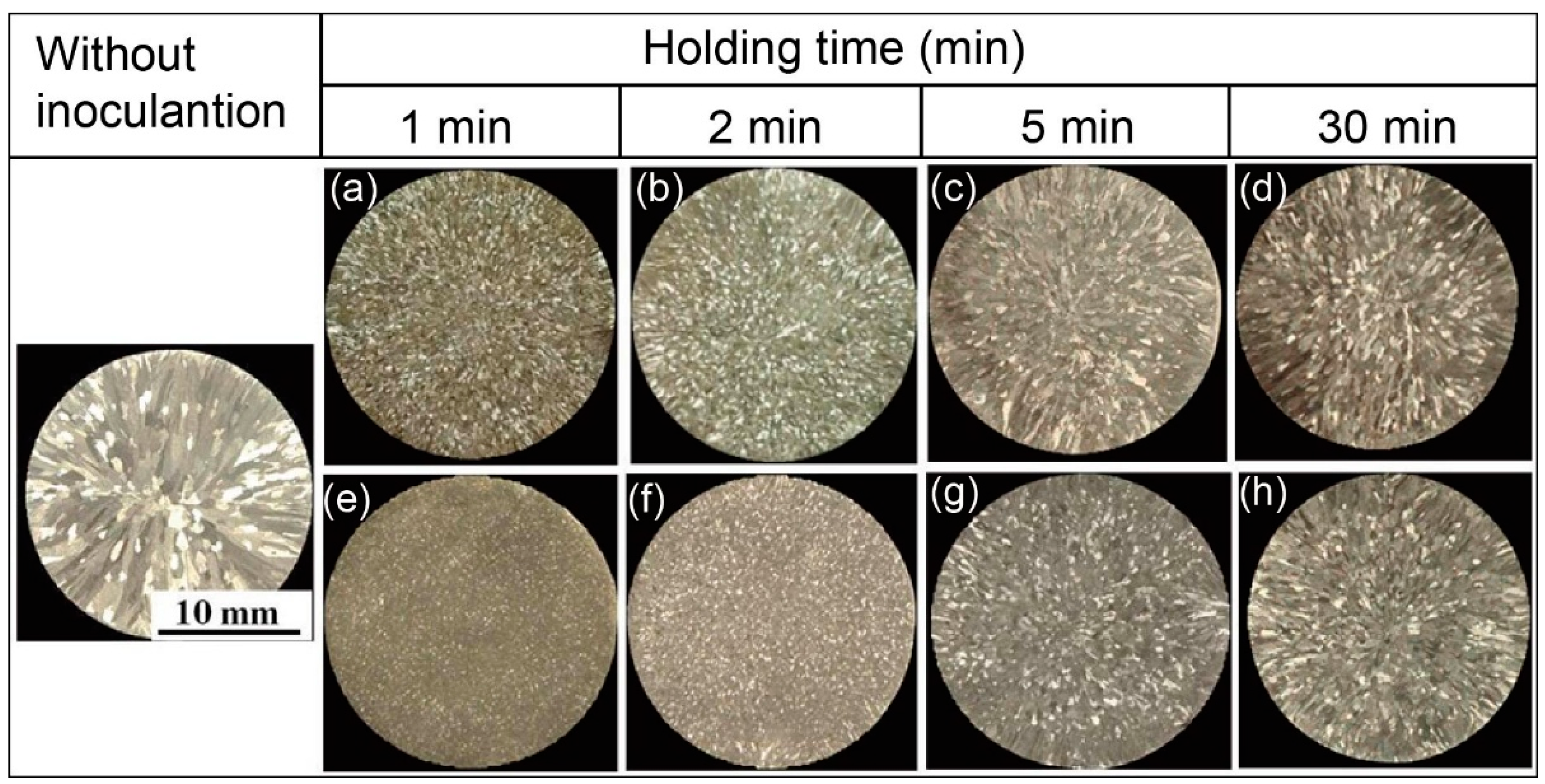
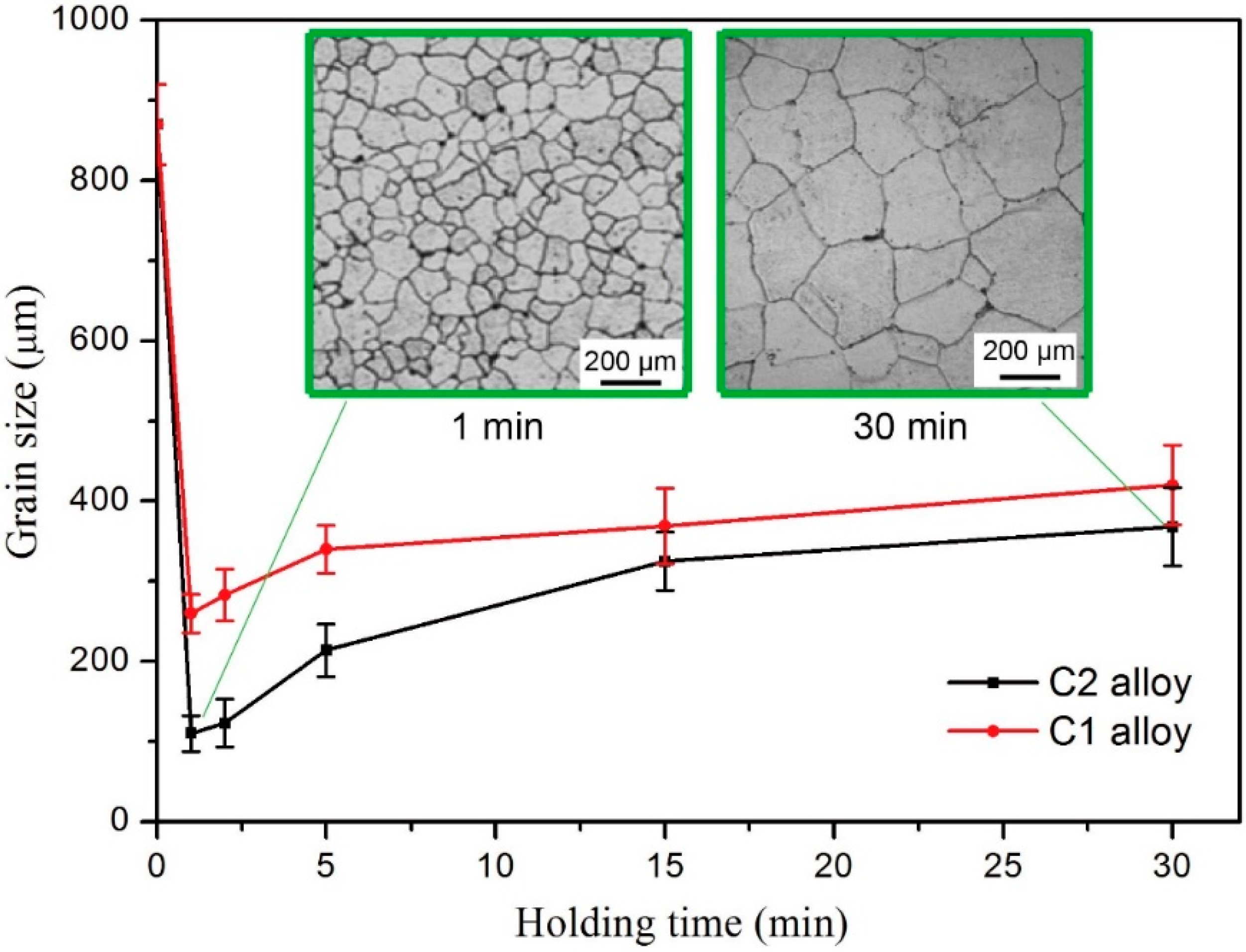
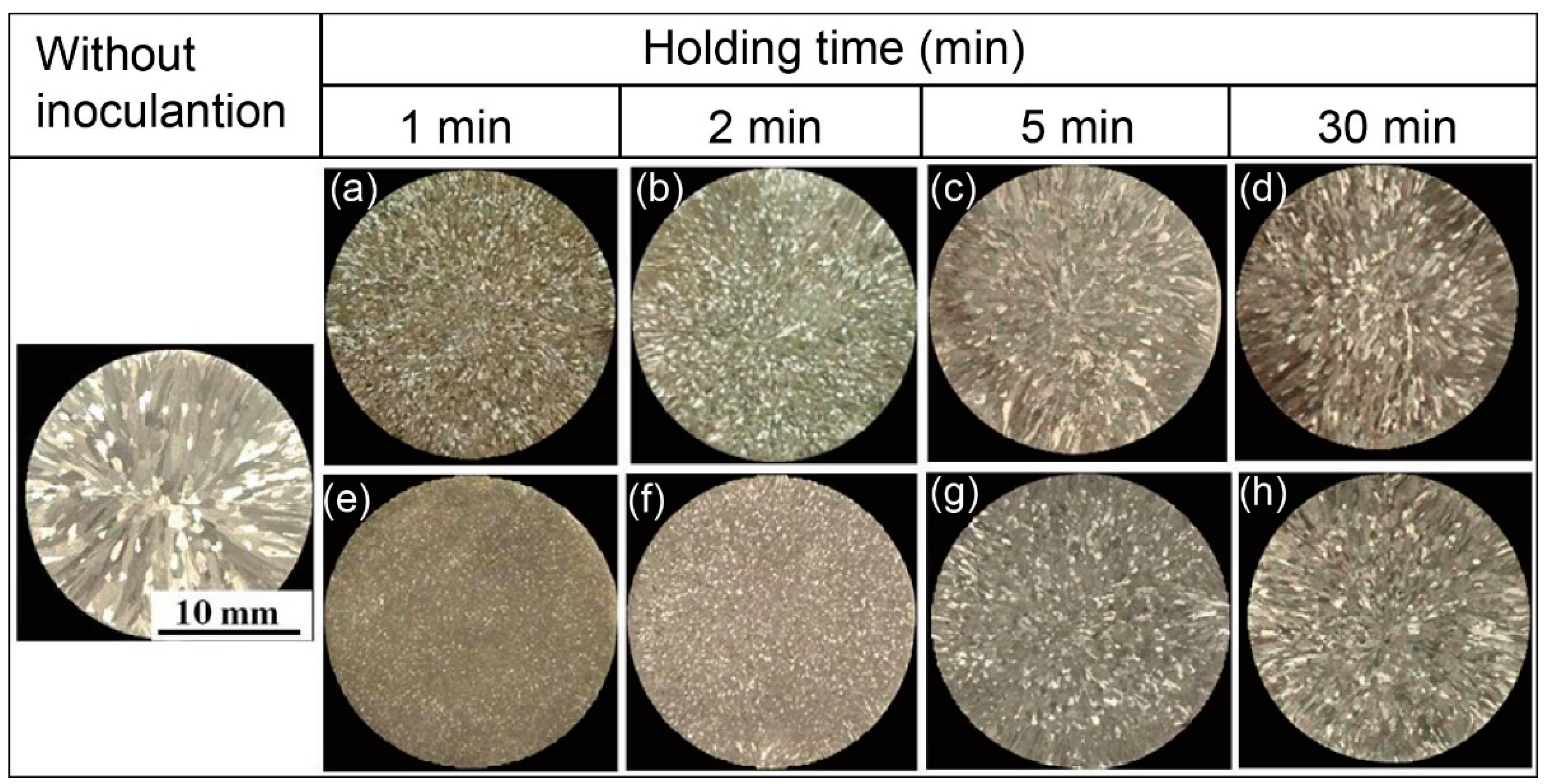
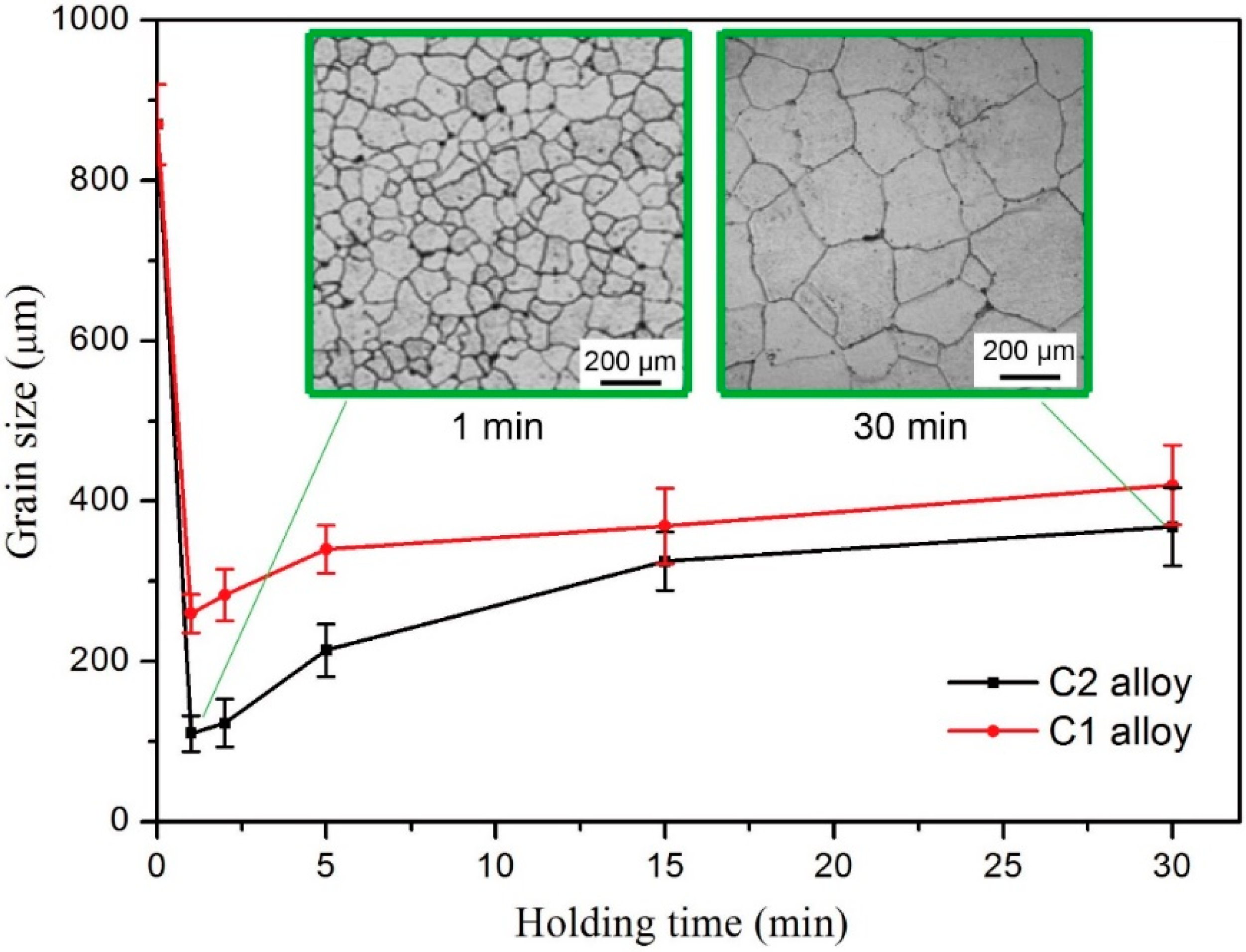
3.3. Effect of Holding Time on Grain Refinement of Melt-Spun Inoculants
4. Discussion
5. Conclusions
- (1)
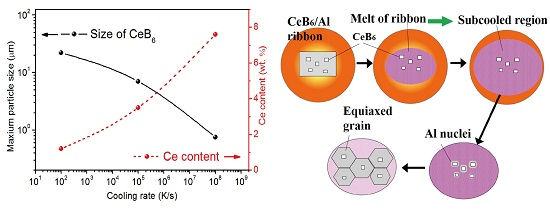
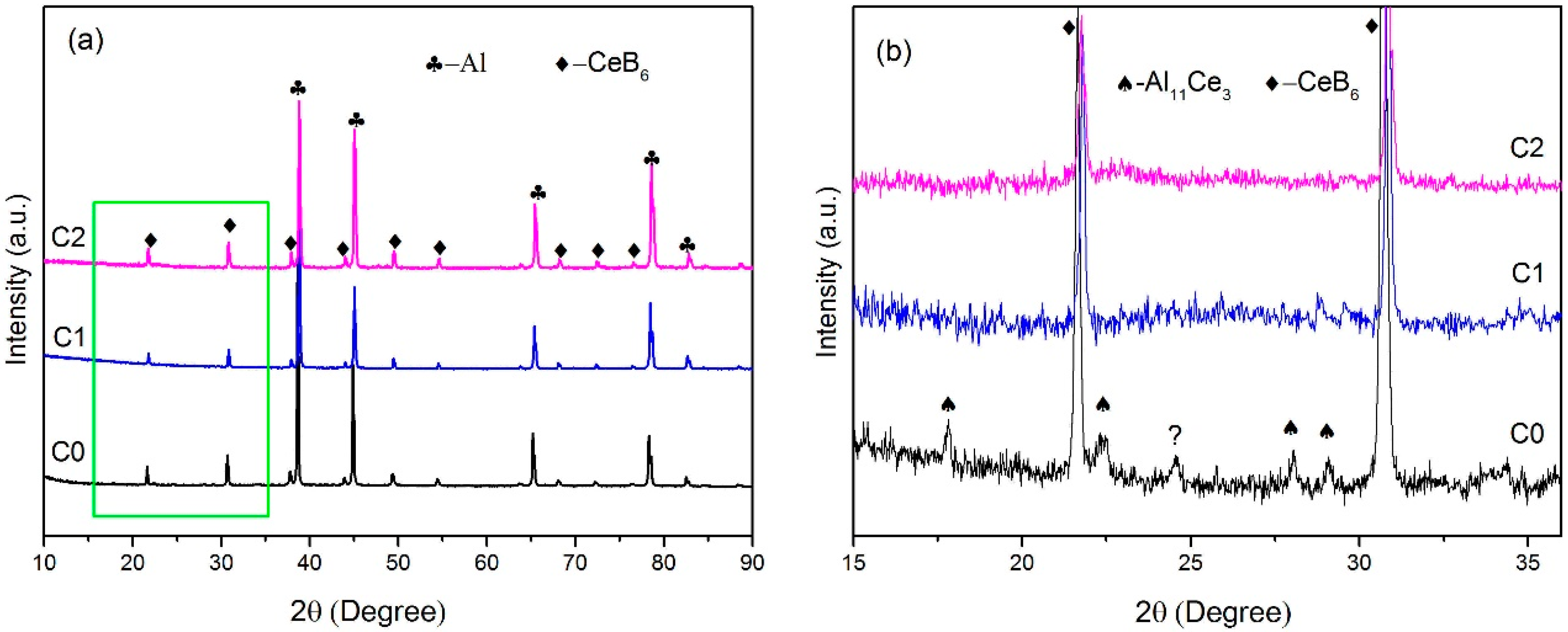
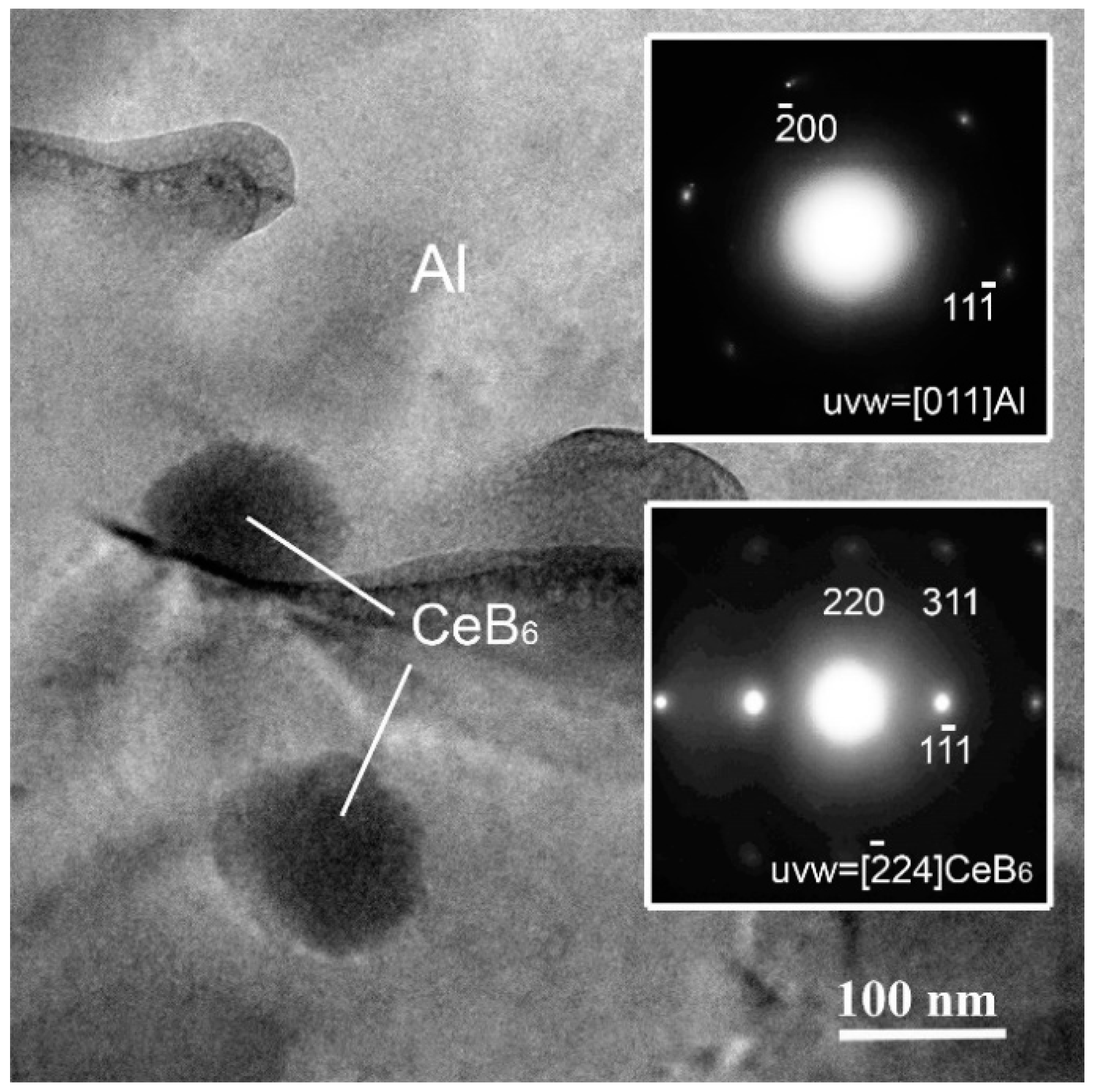
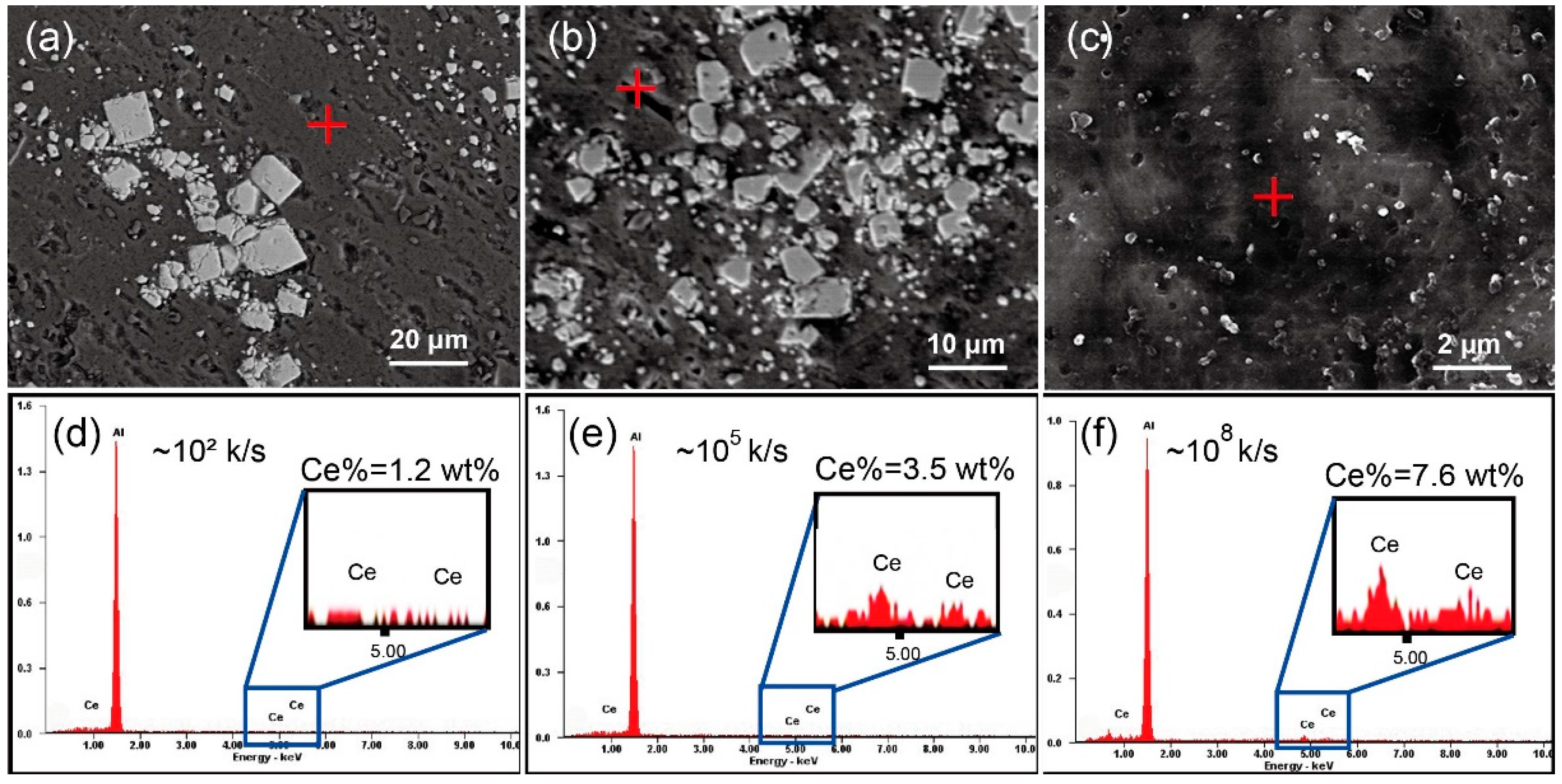
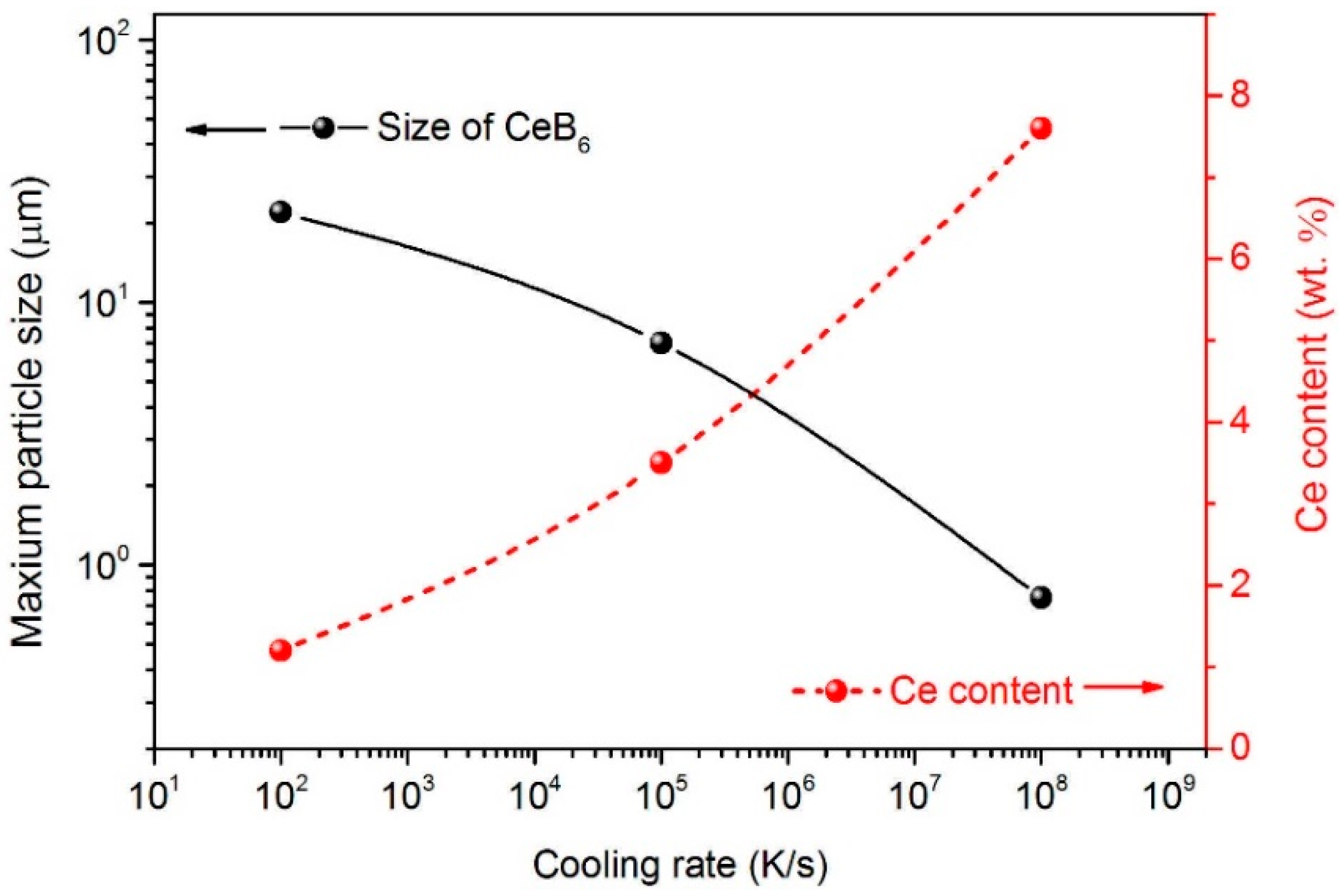
- The microstructure, chemical composition, and grain refining effect of CeB6/Al inoculant are all strongly depended on the cooling rate in preparation. With high cooling rate of ~108 K/s, the sizes of CeB6 particles can be reduced to ~100 nm and the content of Ce in Al matrix is obviously increased to form supersaturated Al–Ce solid solution.
- (2)
- The grain refining efficiency of melt-spun inoculant is strongly dependent on the holding time. The optimum holding time of the inoculation is within 2 min, which is very valuable and crucial for future industrial application.
- (3)
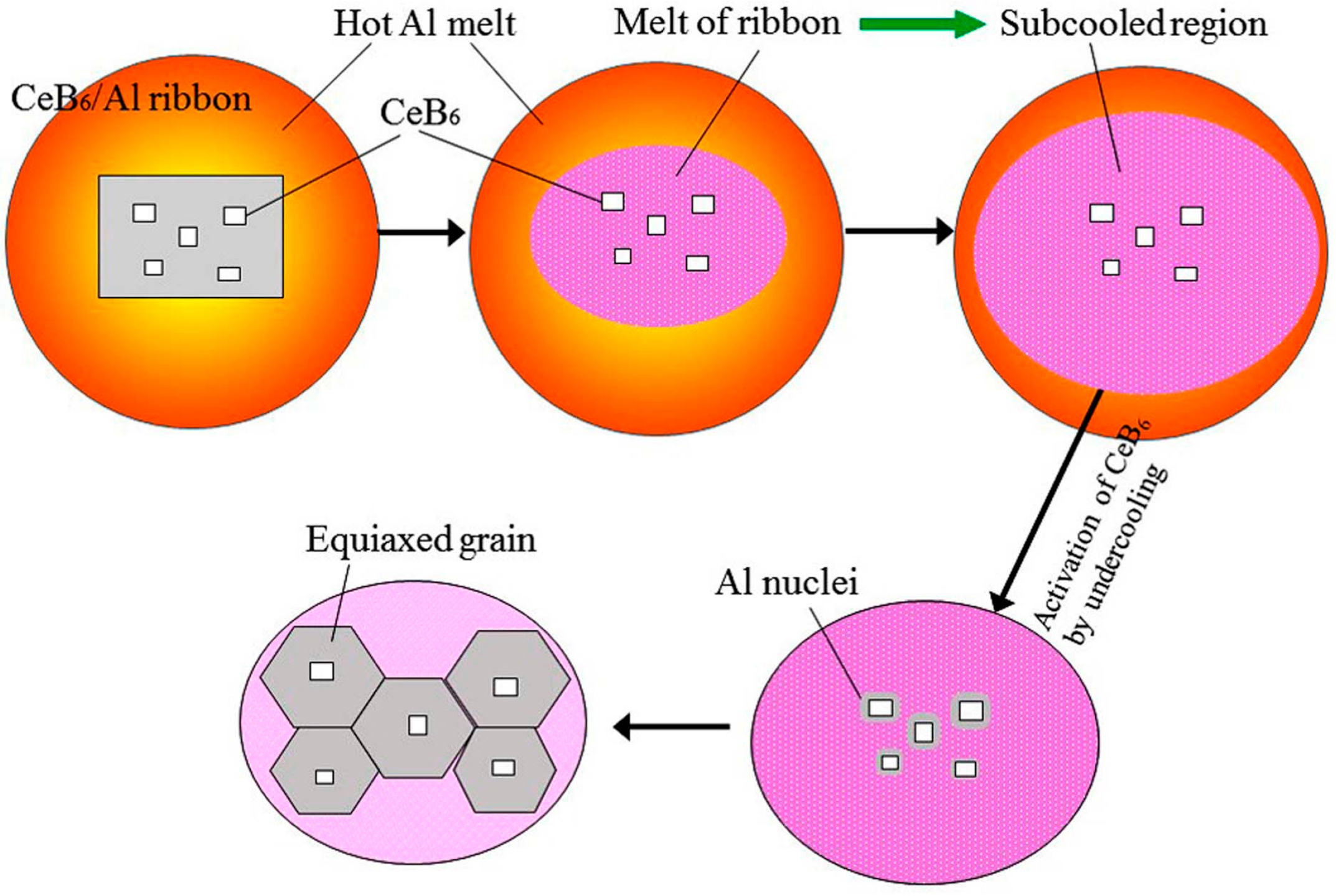
- A stationary grain refinement model is proposed to explain the detailed inoculation mechanism of melt-spun CeB6/Al composite inoculant, which agrees well with the very short holding time of CeB6/Al composite inoculant.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Murty, B.S.; Kori, S.A.; Chakraborty, M. Grain refinement of aluminum and its alloys by heterogeneous nucleation and alloying. Int. Mater. Rev. 2002, 47, 3–29. [Google Scholar] [CrossRef]
- Easton, M.A.; Stjohn, D.H. A model of grain refinement incorporating alloy constitution and potency of heterogeneous nucleant particles. Acta Mater. 2001, 49, 1867–1878. [Google Scholar] [CrossRef]
- Li, Q.L.; Xia, T.D.; Lan, Y.F.; Zhao, W.J.; Fan, L.; Li, P.F. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al–20%Si alloy. J. Alloys Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Easton, M.A.; StJohn, D.H. Improved prediction of the grain size of aluminum alloys that includes the effect of cooling rate. Mater. Sci. Eng. A 2008, 486, 8–13. [Google Scholar] [CrossRef]
- Verma, A.; Kumar, S.; Grant, P.S.; O’Reilly, K.A.Q. Influence of cooling rate on the Fe intermetallic formation in an AA6063 Al alloy. J. Alloys Compd. 2013, 555, 274–282. [Google Scholar] [CrossRef]
- Rajabi, M.; Simchia, A.; Davamia, P. Microstructure and mechanical properties of Al–20Si–5Fe–2X (X=Cu, Ni, Cr) alloys produced by melt-spinning. Mater. Sci. Eng. A 2008, 492, 443–449. [Google Scholar] [CrossRef]
- Chen, Z.W.; Lei, Y.M.; Zhang, H.F. Structure and properties of nanostructured A357 alloy produced by melt spinning compared with direct chill ingot. J. Alloys Compd. 2011, 509, 7473–7477. [Google Scholar] [CrossRef]
- Dong, T.S.; Cui, C.X.; Liu, S.J.; Yang, L.J.; Sun, J.B. Influence of rapid solidification of Cu–P intermediate alloy on wear resistance of Al–Si alloy. Rare Met. Mater. Eng. 2008, 37, 686–689. [Google Scholar]
- Liu, X.B.; Osawa, Y.; Takamori, S.; Mukai, T. Grain refinement of AZ91 alloy by introducing ultrasonic vibration during solidification. Mater. Lett. 2008, 62, 2872–2875. [Google Scholar] [CrossRef]
- Quested, T.E.; Dinsdale, A.T.; Greer, A.L. Thermodynamic modelling of growth restriction effects in aluminum alloys. Acta Mater. 2005, 53, 1323–1334. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. Grain refinement of Al alloys: Mechanisms determining as-cast grain size in directional solidification. Acta Mater. 2005, 53, 4643–4653. [Google Scholar] [CrossRef]
- Pineda, D.A.; Martorano, M.A. Columnar to equiaxed transition in directional solidification of inoculated melts. Acta Mater. 2013, 61, 1785–1797. [Google Scholar] [CrossRef]
- Dong, X.X.; He, L.J.; Mi, G.B.; Li, P.J. Two directional microstructure and effects of nanoscale dispersed Si particles on microhardness and tensile properties of AlSi7Mg melt-spun alloy. J. Alloys Compd. 2015, 618, 609–614. [Google Scholar] [CrossRef]
- Wang, K.; Cui, C.X.; Wang, Q.; Liu, S.J.; Gu, C.S. The microstructure and formation mechanism of core–shell-like TiAl3/Ti2Al20Ce in melt-spun Al–Ti–B–Re grain refiner. Meter. Lett. 2012, 85, 153–156. [Google Scholar] [CrossRef]
- Uzun, O.; Karaaslan, T.; Gogebakan, M.; Keskin, M. Hardness and microstructural characteristics of rapidly solidified Al–8–16 wt. % Si alloy. J. Alloys Compd. 2002, 376, 149–157. [Google Scholar] [CrossRef]
- Takayama, S. Amorphous structures and their formation and stability. J. Mater. Sci. 1976, 11, 164–185. [Google Scholar] [CrossRef]
- Kalay, Y.E.; Chumbley, L.S.; Anderson, I.E.; Napolitano, R.E. Characterization of hypereutectic Al–Si powders solidified under far-from equilibrium conditions. Metall. Mater. Trans. A 2007, 38, 1452–1457. [Google Scholar] [CrossRef]
- Xu, C.L.; Wang, H.Y.; Qiu, F.; Yang, Y.F.; Jiang, Q.C. Cooling rate and microstructure of rapidly solidified Al–20 wt. % Si alloy. Mater. Sci. Eng. A 2006, 417, 275–280. [Google Scholar] [CrossRef]
- Karaköse, E.; Keskin, M. Effect of solidification rate on the microstructure and microhardness of a melt-spun Al–8Si–1Sb alloy. J. Alloys Compd. 2009, 479, 230–236. [Google Scholar] [CrossRef]
- Dong, X.X.; He, L.J.; Li, P.J. Gradient microstructure and multiple mechanical properties of AlSi9Cu alloy ribbon produced by melt spinning. J. Alloys Compd. 2014, 612, 20–25. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Bian, X.F.; Wang, Y.; Liu, X.F. Microstructure and grain refining performance of melt-spun Al–5Ti–1B master alloy. Mater. Sci. Eng. A 2003, 352, 8–15. [Google Scholar] [CrossRef]
- Tong, X.C.; Fang, H.S. Al–TiC composites In Situ-processed by ingot metallurgy and rapid solidification technology: Part I. Microstructural evolution. Metall. Trans. A 1998, 29, 875–891. [Google Scholar] [CrossRef]
- Brochu, M.; Portillo, G. Grain refinement during rapid solidification of aluminum-zirconium alloys using electrospark deposition. Metall. Trans. 2013, 6, 934–939. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wang, X.; Cui, C.X.; Zhao, L.C.; Liu, S.J.; Chen, C. Fabrication, microstructure and refining mechanism of in situ CeB6/Al inoculant in aluminum. Mater. Des. 2015, 65, 432–437. [Google Scholar] [CrossRef]
- Liu, S.Q.; Wang, X.; Cui, C.X.; Zhao, L.C. Enhanced grain refinement of in situ CeB6/Al composite inoculant on pure aluminum by microstructure control. J. Alloys Compd. 2017, 701, 926–934. [Google Scholar] [CrossRef]
- Nie, J.F.; Liu, X.F.; Wu, Y.Y. The influences of B dopant on the crystal structure and nucleation ability of TiCx in the Al melt. Meter. Res. Bull. 2013, 48, 1645–1650. [Google Scholar] [CrossRef]
- Wang, K.; Cui, C.X.; Wang, Q.; Qi, Y.M.; Wang, C. Fabrication of in situ AlN–TiN/Al inoculant and its refining efficiency and reinforcing effect on pure aluminum. J. Alloys Compd. 2013, 547, 5–10. [Google Scholar] [CrossRef]
- Wang, X.; Gong, P.; Yao, K.F. Mechanical behavior of bulk metallic glass prepared by copper mold casting with reversed pressure. J. Mater. Process Technol. 2016, 237, 270–276. [Google Scholar] [CrossRef]
- Sjöberg, L.E. A general model for modifying Stokes’ formula and its least-squares solution. J. Geod. 2003, 77, 459–464. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. The effect of the size distribution of inoculant particles on as-cast grain size in aluminum alloy. Acta Mater. 2004, 52, 3859–3868. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Material | Material |
|---|---|---|
| Al | Wheel | |
| Initial temperature, T0 (K) | 1123 (T10) | 293 (T20) |
| Thermal conductivity, k (W/(m·K)) | 237 (k1) | 398 (k2) |
| Specific heat capacity, c (J/(kg·K)) | 880 (c1) | 386 (c2) |
| Density, ρ (kg/m3) | 2700 (ρ1) | 8930 (ρ2) |
| Thermal storage coefficient, b = (W /(m2·K)) | 23729.98 (b1) | 37,039 (b2) |
| Coefficient in Fourier’s equation, α = k/cρ | 9.59 × 10−5 (α1) | - |
| Latent heat of Al, L (kJ/kg) | 396.67 | - |
| Ribbon–wheel interface temperature Ti = (b1T10 + b2T20)/(b1 + b2) (K) | 617.11 | - |
| Solidus temperature, Ts (K) | 933.37 | - |
| Thickness of the ribbons, χ (μm) | - | - |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Cui, C.; Wang, X.; Li, N.; Shi, J.; Cui, S.; Chen, P. Effect of Cooling Rate on Microstructure and Grain Refining Behavior of In Situ CeB6/Al Composite Inoculant in Aluminum. Metals 2017, 7, 204. https://doi.org/10.3390/met7060204
Liu S, Cui C, Wang X, Li N, Shi J, Cui S, Chen P. Effect of Cooling Rate on Microstructure and Grain Refining Behavior of In Situ CeB6/Al Composite Inoculant in Aluminum. Metals. 2017; 7(6):204. https://doi.org/10.3390/met7060204
Chicago/Turabian StyleLiu, Shuiqing, Chunxiang Cui, Xin Wang, Nuo Li, Jiejie Shi, Sen Cui, and Peng Chen. 2017. "Effect of Cooling Rate on Microstructure and Grain Refining Behavior of In Situ CeB6/Al Composite Inoculant in Aluminum" Metals 7, no. 6: 204. https://doi.org/10.3390/met7060204
APA StyleLiu, S., Cui, C., Wang, X., Li, N., Shi, J., Cui, S., & Chen, P. (2017). Effect of Cooling Rate on Microstructure and Grain Refining Behavior of In Situ CeB6/Al Composite Inoculant in Aluminum. Metals, 7(6), 204. https://doi.org/10.3390/met7060204