A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
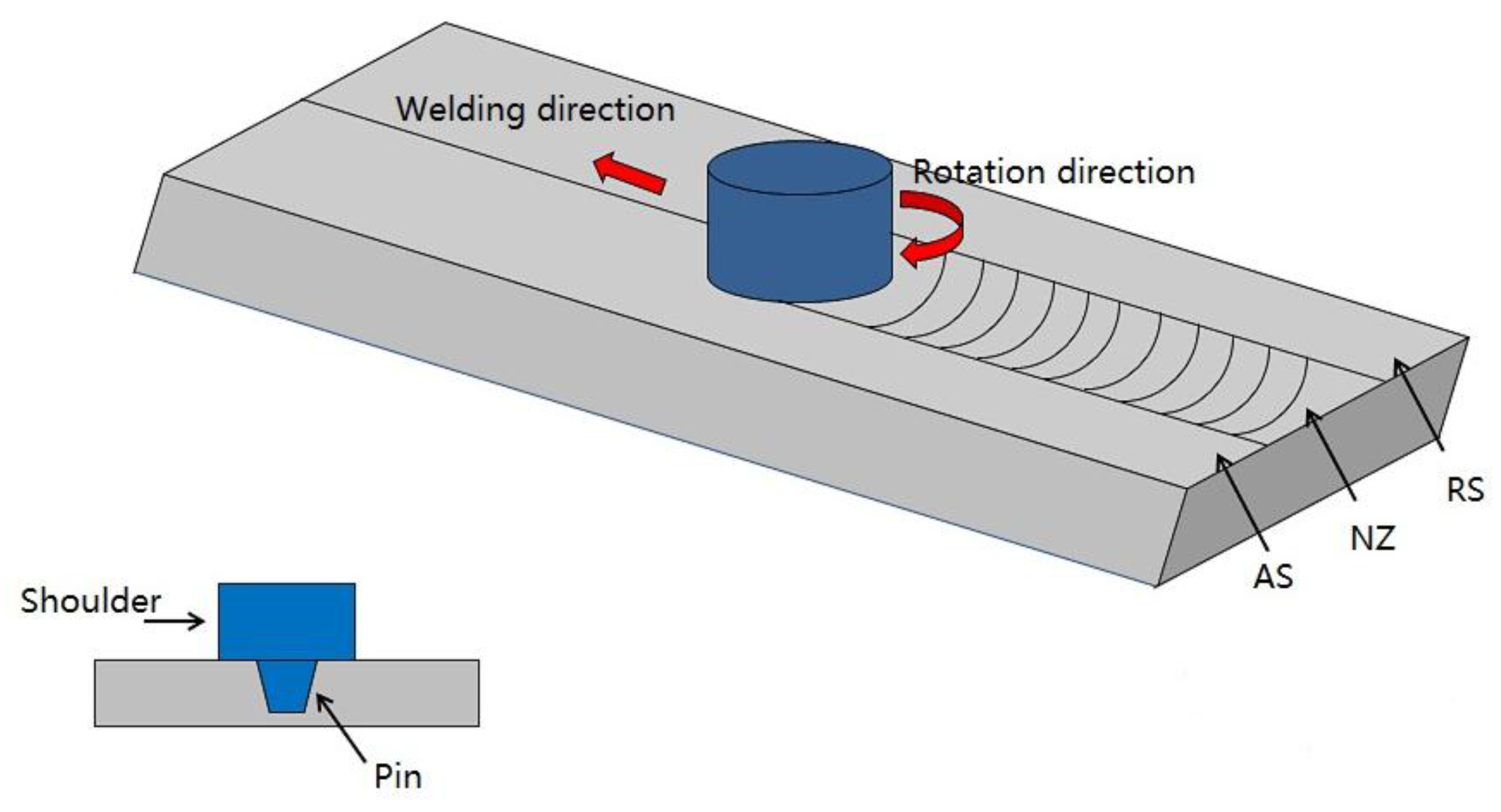
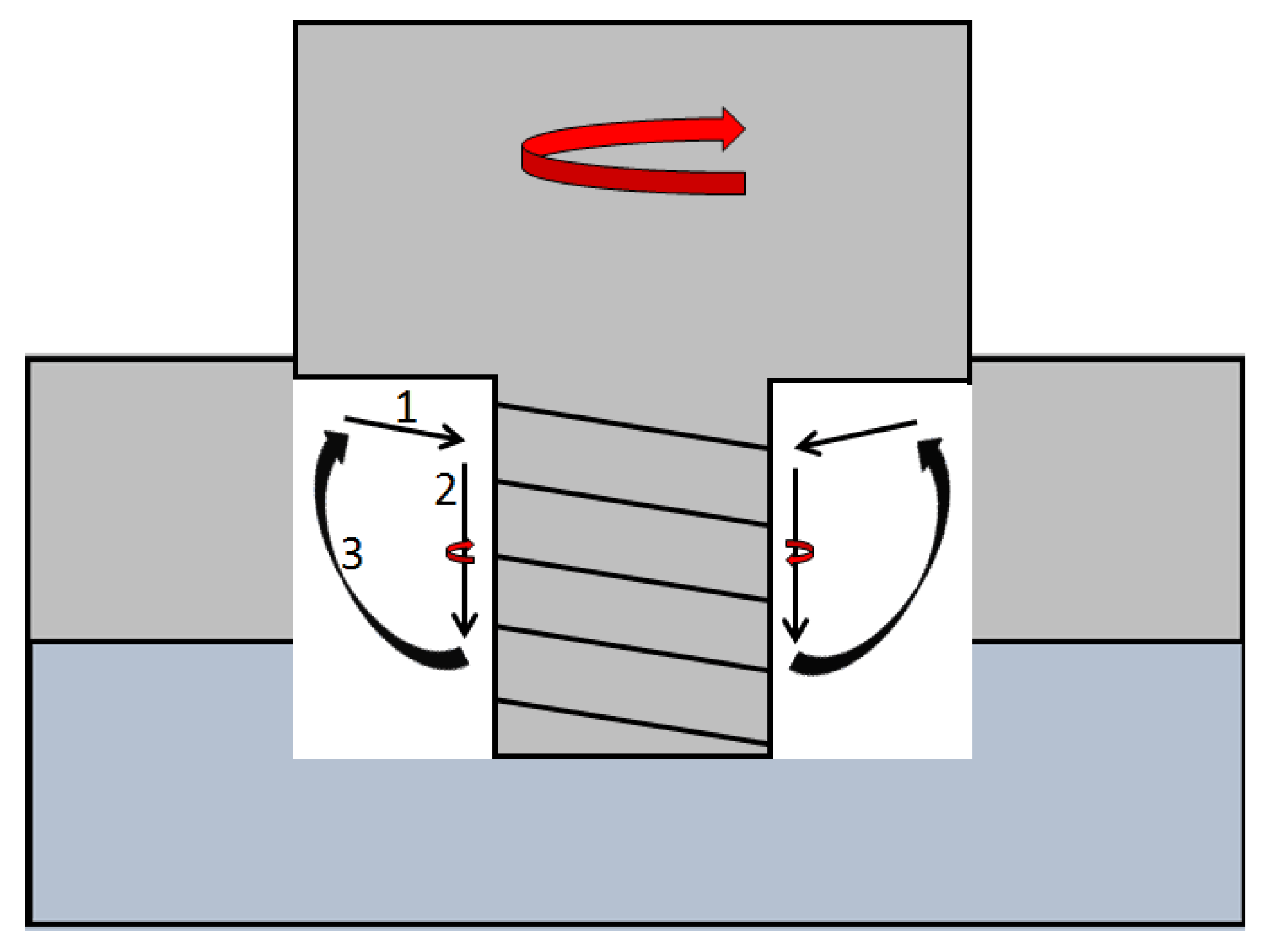
2. Brief Review of Friction Stir Welding (FSW)
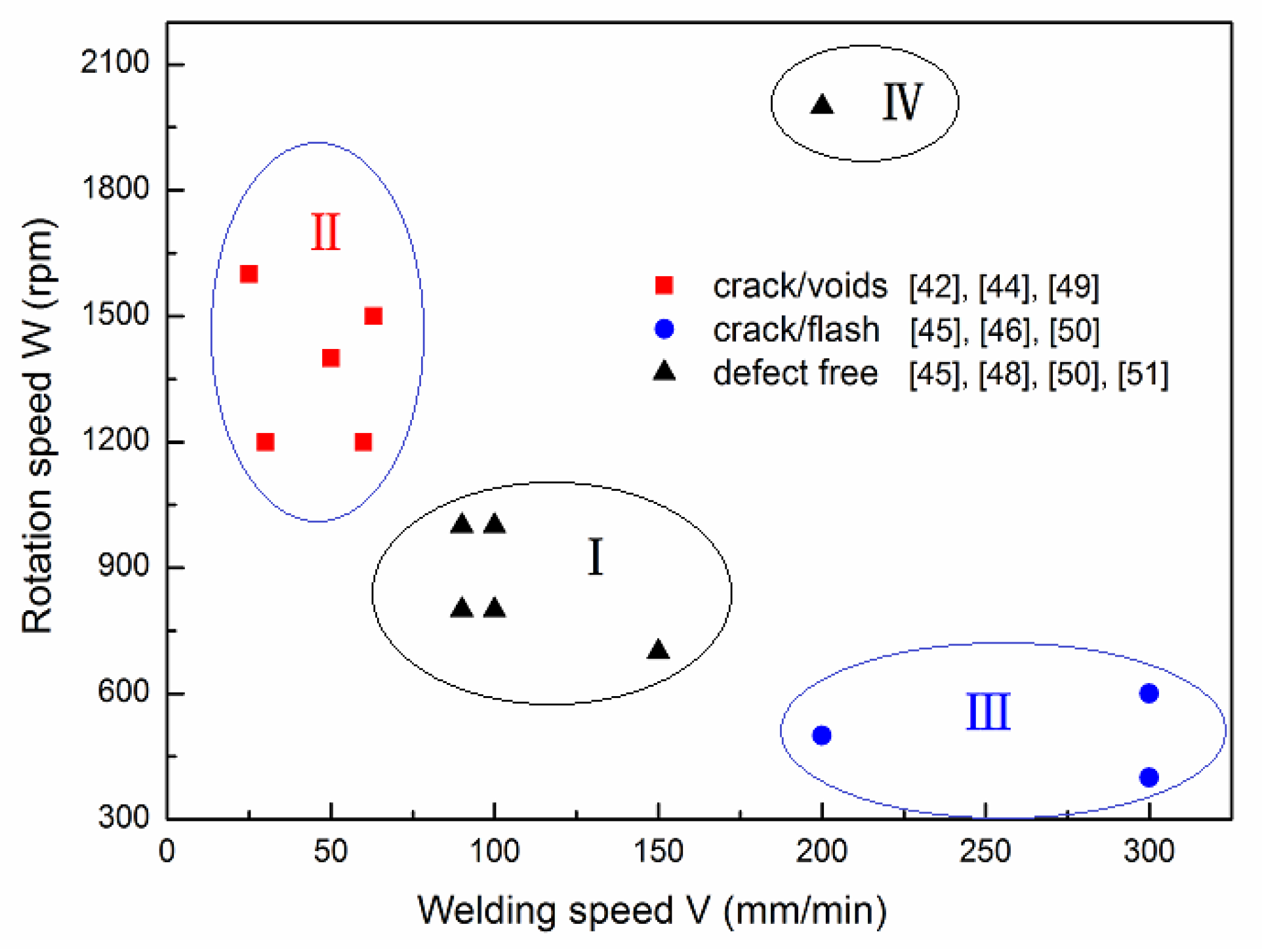
3. Macro-Defects of Friction Stir Welded (FSWed) Magnesium Alloys
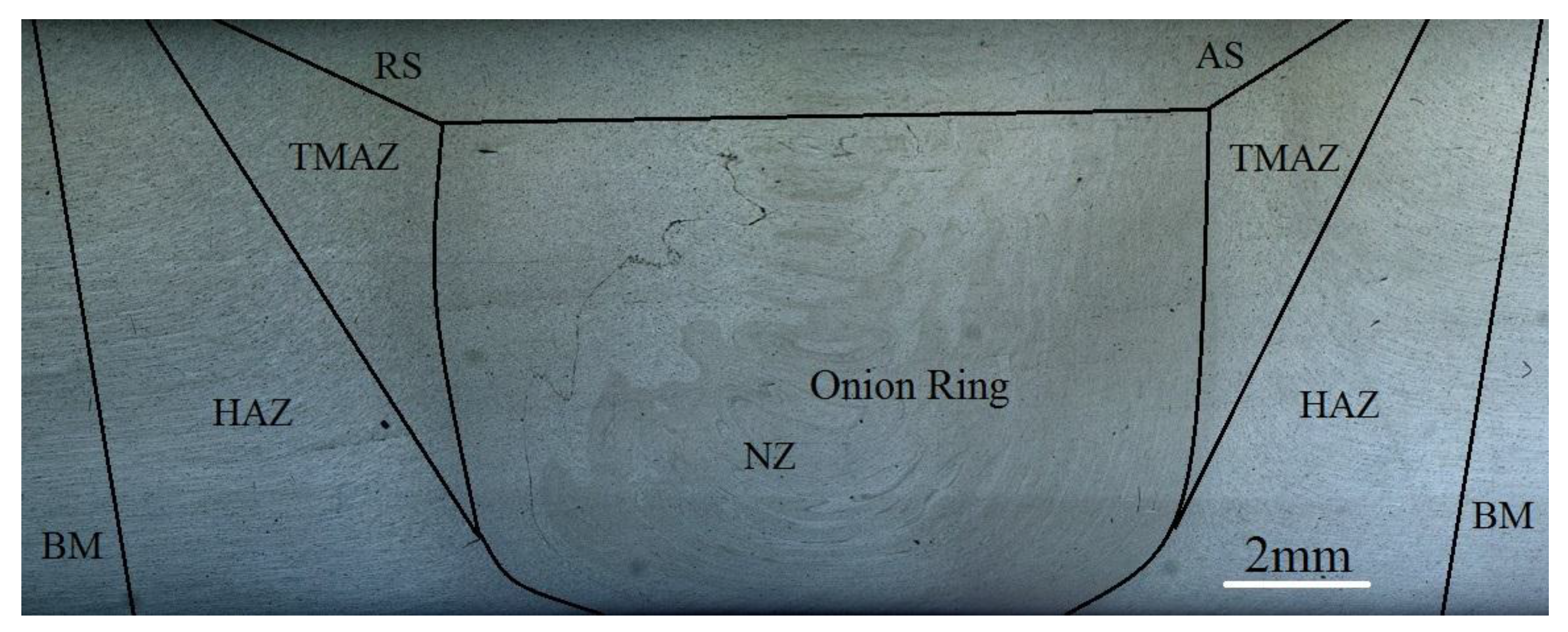
4. Macrostructure of FSW Joints
5. Microstructure of FSW Joints
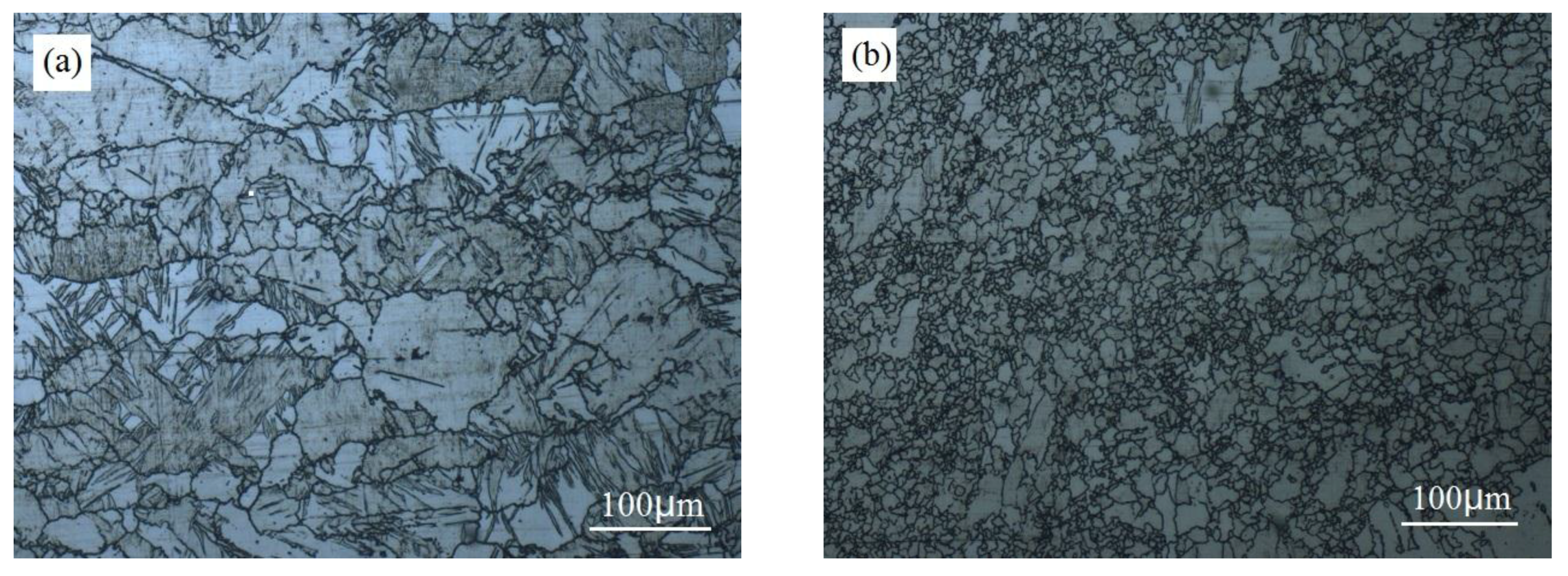
5.1. Distribution of Grain Size
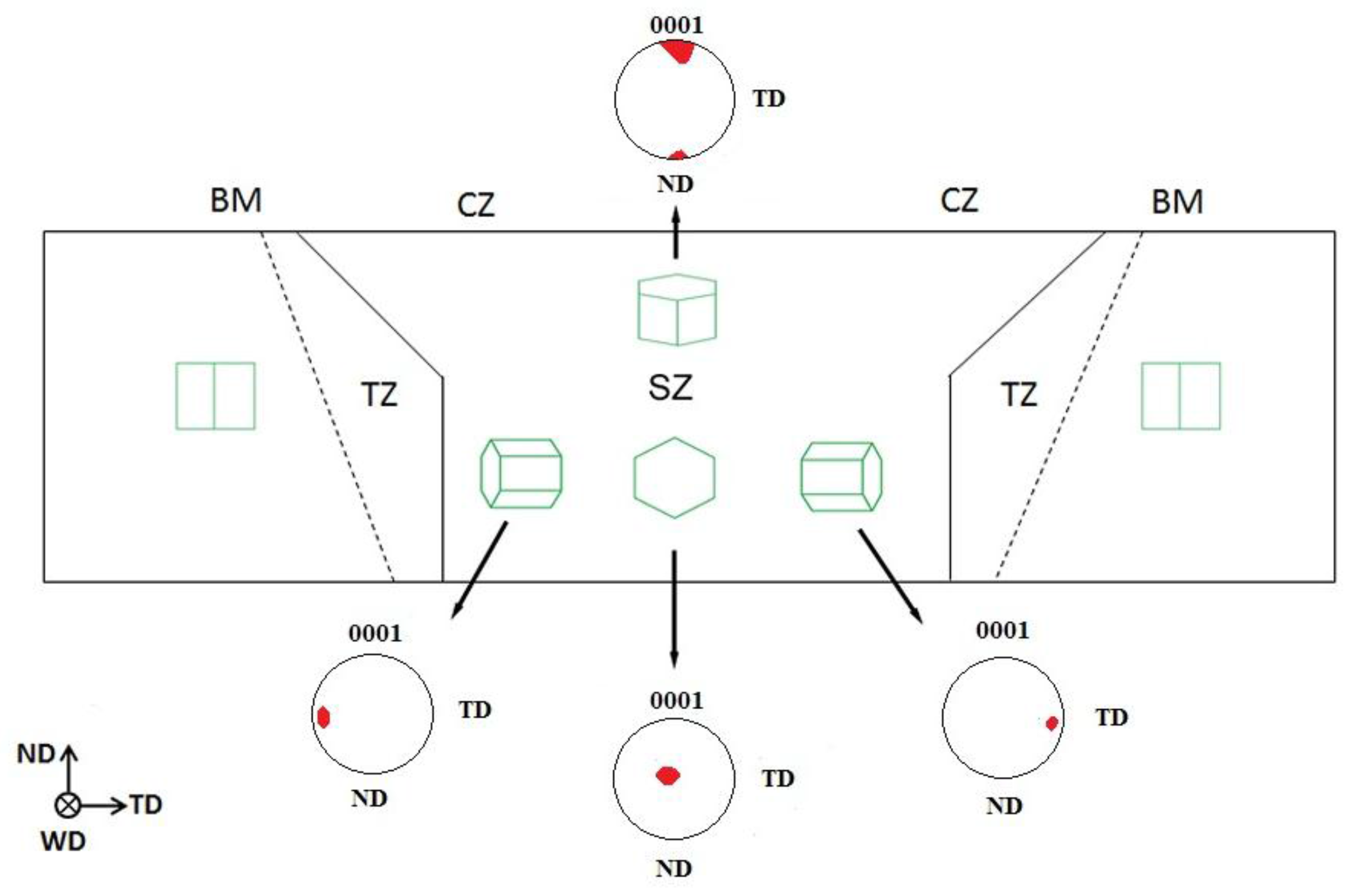
5.2. Texture Distribution
5.3. Grain Structure Development during FSW
6. Mechanical Properties of FSW Joint
6.1. Microhardness
6.2. Tensile Properties
7. Conclusions and Future Challenges
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Patel, V.K.; Bhole, S.D.; Chen, D.L. Influence of ultrasonic spot welding on microstructure in a magnesium alloy. Scr. Mater. 2011, 65, 911–914. [Google Scholar] [CrossRef]
- Sahu, P.K.; Pal, S. Influence of metallic foil alloying by FSW process on mechanical properties and metallurgical characterization of AM20 Mg alloy. Mater. Sci. Eng. A 2017, 684, 442–455. [Google Scholar] [CrossRef]
- Mironov, S.; Onum, T.; Sato, Y.S.; Yoneyama, S.; Kokawa, H. Tensile behavior of friction-stir welded AZ31 magnesium alloy. Mater. Sci. Eng. A 2017, 679, 272–281. [Google Scholar] [CrossRef]
- Dong, H.G.; Liao, C.Q.; Yang, L.Q. Microstructure and mechanical properties of AZ31B magnesium alloy gas metal arc weld. Trans. Nonferrous Met. Soc. China 2012, 22, 1336–1341. [Google Scholar] [CrossRef]
- Xiao, L.; Liu, L.; Chen, D.L.; Esmaeili, S. Resistance spot weld fatigue behavior and dislocation substructures in two different heats of AZ31 magnesium alloy. Mater. Sci. Eng. A 2011, 529, 81–87. [Google Scholar] [CrossRef]
- Chi, C.T.; Chao, C.G.; Liu, T.F.; Wang, C.C. Relational analysis between parameters and defects for electron beam welding of AZ-series magnesium alloys. Vacuum 2008, 82, 1177–1182. [Google Scholar] [CrossRef]
- Wang, A.H.; Xu, H.G.; Yang, P. Nd:YAG laser butt welding of a 12 vol. % SiC particulate-reinforced magnesium alloy composite. Mater. Lett. 2007, 61, 4023–4026. [Google Scholar] [CrossRef]
- Yu, S.Y.; Chen, X.J.; Huang, Z.Q.; Liu, Y.H. Microstructure and mechanical properties of friction stir welding of AZ31B magnesium alloy added with cerium. J. Rare Earths 2010, 28, 317–320. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Pilchak, A.L.; Juhas, M.C.; Williams, J.C. Microstructural refinement and property enhancement of cast light alloys via friction stir processing. Scr. Mater. 2008, 58, 361–366. [Google Scholar] [CrossRef]
- Feng, A.H.; Xiao, B.L.; Maz, Y.; Chen, R.S. Effect of friction stir processing procedures on microstructure and mechanical properties of Mg-Al-Zn casting. Metall. Mater. Trans. A 2009, 40, 2447–2456. [Google Scholar] [CrossRef]
- Maz, Y. Friction stir processing technology: A review. Metall. Mater. Trans. A 2009, 39, 642–658. [Google Scholar]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Microstructure and tensile properties of friction stir welded AZ31B magnesium alloy. Mater. Sci. Eng. A 2008, 472, 179–186. [Google Scholar]
- Chowdhury, S.M.; Chen, D.L.; Bhole, S.D.; Cao, X. Tensile properties and strain-hardening behavior of double-sided arc welded and friction stir welded AZ31B magnesium alloy. Mater. Sci. Eng. A 2010, 527, 2951–2961. [Google Scholar] [CrossRef]
- Chowdhury, S.H.; Chen, D.L.; Bhole, S.D.; Cao, X.; Wanjara, P. Friction stir welded AZ31 magnesium alloy: Microstructure, texture, and tensile properties. Metall. Mater. Trans. A 2013, 44, 323–336. [Google Scholar] [CrossRef]
- Liu, D.J.; Xin, R.L.; Zhao, L.Z. Effect of textural variation and twinning activity on fracture behavior of friction stir welded AZ31 Mg alloy in bending tests. J. Alloys Compd. 2017, 693, 808–815. [Google Scholar] [CrossRef]
- Avettand-Fènoël, M.N.; Simar, A. A review about friction stir welding of metal matrix composites. Mater. Charact. 2016, 120, 1–17. [Google Scholar] [CrossRef]
- Salih, O.S.; Ou, H.; Sun, W.; McCartney, D.G. A review of friction stir welding of aluminium matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Thomas, W.M.; Staines, D.G.; Norris, I.M. Friction stir welding tools and developments. Weld. World 2003, 47, 10–17. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; Debroy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Zhang, Y.N.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Padmanaban, G.; Balasubramanian, V. An experimental investigation on friction stir welding of AZ31B magnesium alloy. Int. J. Adv. Manuf. Technol. 2010, 49, 111–121. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef]
- Yang, Q.; Mironov, S.; Sato, Y.S.; Okamoto, K. Material flow during friction stir spot welding. Mater. Sci. Eng. A 2010, 527, 4389–4398. [Google Scholar] [CrossRef]
- Colligan, K. Material flow behavior during friction stir welding of aluminum. Weld. Res. 1999, 172, 229–237. [Google Scholar]
- Gerlich, A.; Su, P.; Yamamoto, M.; North, T.H. Material flow and intermixing during dissimilar friction stir welding. Sci. Technol. Weld. Join. 2008, 13, 254–264. [Google Scholar] [CrossRef]
- Guerra, M.; Schmidt, C.; McClure, J.C.; Murr, L.E.; Nunes, A.C. Flow patterns during friction stir welding. Mater. Charact. 2003, 49, 95–101. [Google Scholar] [CrossRef]
- Su, P.; Gerlich, A.; North, T.H.; Bendzsak, G.J. Intermixing in dissimilar friction stir spot welds. Metall. Mater. Trans. A 2007, 38, 584–595. [Google Scholar] [CrossRef]
- Rajakumar, S.; Razalrose, A.; Balasubramanian, V. Friction stir welding of AZ61A magnesium alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 277–292. [Google Scholar] [CrossRef]
- Lee, W.B.; Yeon, Y.M.; Jung, S.B. Mechanical properties related to microstructural variation of 6061 Al alloy joints by friction stir welding. Mater. Trans. 2004, 45, 1700–1705. [Google Scholar] [CrossRef]
- He, X.; Gu, F.; Ball, A. A review of numerical analysis of friction stir welding. Prog. Mater. Sci. 2014, 65, 1–66. [Google Scholar] [CrossRef]
- Dialami, N.; Chiumenti, M.; Cervera, M.; Agelet de Saracibar, C. Challenges in thermo-mechanical analysis of friction stir welding processes. Arch Comput. Methods Eng. 2017, 24, 189–225. [Google Scholar] [CrossRef]
- Kıral, B.G.; Tabanoğlu, M.; Serindağ, H.T. Finite element modeling of friction stir welding in aluminum alloys joint. Math. Comput. Appl. 2013, 18, 122–131. [Google Scholar] [CrossRef]
- Ulysse, P. Three-dimensional modeling of the friction stir-welding process. Int. J. Mach. Tools Manuf. 2002, 42, 1549–1557. [Google Scholar] [CrossRef]
- Heurtier, P.; Jones, M.J.; Desrayaud, C.; Driver, J.H.; Montheillet, F.; Allehaux, D. Mechanical and thermal modelling of friction stir welding. J. Mater. Process. Technol. 2006, 171, 348–357. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Metall. Mater. Trans. A 2000, 32, 3023–3031. [Google Scholar] [CrossRef]
- Mahoney, M.W.; Rhodes, C.G.; Flintoff, J.G.; Bingel, W.H.; Spurling, R.A. Properties of friction-stir-welded 7075 T651 aluminum. Metall. Mater. Trans. A 1997, 29, 1955–1964. [Google Scholar] [CrossRef]
- Suni, B.R.; Reddy, G.P.K.; Mounika, A.S.N.; Sree, P.N.; Pinneswari, P.R. Joining of AZ31 and AZ91 Mg alloys by friction stir welding. J. Magnes. Alloys 2015, 3, 330–334. [Google Scholar]
- Jaiganesh, V.; Sevvel, P. Effect of process parameters on the microstructural characteristics and mechanical properties of AZ80AMg alloy during friction stir welding. Trans. Indian Inst. Metals 2015, 68, 99–104. [Google Scholar] [CrossRef]
- Rose, A.R.; Manisekar, K.; Balasubramanian, V. Influences of welding speed on tensile properties of friction stir welded AZ61A magnesium alloy. J. Mater. Eng. Perform. 2012, 21, 257–265. [Google Scholar] [CrossRef]
- Kouadri-Henni, A.; Barrallier, L. Mechanical properties, microstructure and crystallographic texture of magnesium AZ91-D alloy welded by friction stir welding (FSW). Metall. Mater. Trans. A 2014, 45, 4983–4996. [Google Scholar] [CrossRef]
- Chen, J.; Fujii, H.; Sun, Y.F.; Morisada, Y.; Kondoh, K. Optimization of mechanical properties of fine-grained non-combustive magnesium alloy joint by asymmetrical double-sided friction stir welding. J. Mater. Process. Technol. 2017, 242, 117–125. [Google Scholar] [CrossRef]
- Kim, Y.G.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Three defect types in friction stir welding of aluminum die casting alloy. Mater. Sci. Eng. A 2006, 415, 250–254. [Google Scholar] [CrossRef]
- Xin, R.L.; Liu, D.J.; Shu, X.G.; Li, B.; Yang, X.F.; Liu, Q. Influence of welding parameter on texture distribution and plastic deformation behavior of as-rolled AZ31 Mg alloys. J. Alloys Compd. 2016, 670, 64–71. [Google Scholar] [CrossRef]
- Rouhi, S.; Ashjari, M.; Mostafapour, A. Experimental study on the effects of friction stir welding parameters on the quality and the mechanical properties of the AZ91 joints. Int. J. Eng. Dev. Res. 2015, 3, 234–239. [Google Scholar]
- Yang, J.; Ni, D.R.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Friction stir welding of as-extruded Mg-Al-Zn alloy with higher Al content. Mater. Charact. 2014, 96, 135–141. [Google Scholar] [CrossRef]
- Cavaliere, P.; Marco, P.P.D. Superplastic behavior of friction stir processed AZ91 magnesium alloy produced by high pressure die cast. J. Mater. Process. Technol. 2007, 184, 77–83. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.S.; Kokawa, H. Microstructure evolution during friction-stir welding of AZ31magnesium alloy. Acta Mater. 2015, 100, 301–312. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, Q.Z.; He, X.D.; Huang, J.; Yan, K.; Dong, J. Microstructure and mechanical properties of friction stir-welded Mg-2Nd-0.3Zn-0.4Zr magnesium alloy. J. Mater. Eng. Perform. 2014, 23, 4136–4142. [Google Scholar] [CrossRef]
- Chen, J.; Ueji, R.; Fujii, H. Double-sided friction-stir welding of magnesium alloy with concave-convex tools for texture control. Mater. Des. 2015, 76, 181–189. [Google Scholar] [CrossRef]
- Liu, D.J.; Xin, R.L.; Li, Z.Y.; Liu, Z.; Zheng, X.; Liu, Q. The activation of twinning and texture evolution during bending of friction stir welded magnesium alloys. Mater. Sci. Eng. A 2015, 646, 145–153. [Google Scholar] [CrossRef]
- Pan, F.S.; Xu, A.L.; Deng, D.; Ye, J.H.; Jiang, X.Q.; Tang, A.T.; Ran, Y. Effects of friction stir welding on microstructure and mechanical properties of magnesium alloy Mg-5Al-3Sn. Mater. Des. 2016, 110, 266–274. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H. Effect of micro-texture on fracture location in friction stir weld of Mg alloy AZ61 during tensile test. Scr. Mater. 2003, 49, 161–166. [Google Scholar] [CrossRef]
- Feng, A.H.; Ma, Z.Y. Microstructure evolution of cast Mg-Al-Zn during friction stir processing and subsequent aging. Acta Mater. 2009, 57, 4248–4260. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H.; Lee, C.W. Grain structure evolution during friction-stir welding of AZ31 magnesium alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Chen, J.; Fujii, H.; Sun, Y.F.; Morisada, Y.; Kondoh, K. Effect of grain size on the microstructure and mechanical properties of friction stir welded non-combustive magnesium alloys. Mater. Sci. Eng. A 2012, 549, 176–184. [Google Scholar] [CrossRef]
- Sun, Y.F.; Fujii, H.S.; Takada, Y.; Tsuji, N.; Nakata, K.; Nogi, K. Effect of initial grain size on the joint properties of friction stir welded aluminum. Mater. Sci. Eng. A 2009, 527, 317–321. [Google Scholar] [CrossRef]
- Kwan, C.; Wang, Z.R. Microstructure evolution upon annealing of accumulative roll bonding (ARB) 1100 Al sheet materials: Evolution of interface microstructures. J. Mater. Sci. 2008, 43, 5045–5051. [Google Scholar] [CrossRef]
- Chang, C.I.; Lee, C.J.; Huang, J.C. Relationship between grain size and Zener-Holloman parameter during friction stir processing in AZ31 Mg alloys. Scr. Mater. 2004, 51, 509–514. [Google Scholar] [CrossRef]
- Liu, Z.; Xin, R.L.; Liu, D.J.; Shu, X.G.; Liu, Q. Textural variation in triple junction region of friction stir welded Mg alloys and its influence on twinning and fracture. Mater. Sci. Eng. A 2016, 658, 185–191. [Google Scholar] [CrossRef]
- Liu, D.J.; Xin, R.L.; Yu, H.N.; Liu, Z. Comparative examinations on the activity and variant selection of twinning during tension and compression of magnesium alloys. Mater. Sci. Eng. A 2016, 658, 229–237. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H. Basal plane texture and flow pattern in friction stir weld of a magnesium alloy. Metall. Mater. Trans. A 2003, 34, 987–994. [Google Scholar] [CrossRef]
- Shang, Q.; Ni, D.R.; Xue, P.; Xiao, B.L.; Ma, Z.Y. Evolution of local texture and its effect on mechanical properties and fracture behavior of friction stir welded joint of extruded Mg-3Al-1Zn alloy. Mater. Charact. 2017, 128, 14–22. [Google Scholar] [CrossRef]
- Yang, J.; Wang, D.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Effects of rotation rates on microstructure, mechanical properties, and fracture behavior of friction stir-welded (FSW) AZ31 magnesium alloy. Metall. Mater. Trans. A 2013, 44, 517–530. [Google Scholar] [CrossRef]
- Yu, Z.Z.; Choo, H.; Feng, Z.L.; Vogel, S.C. Influence of thermo-mechanical parameters on texture and tensile behavior of friction stir processed Mg alloy. Scr. Mater. 2010, 63, 1112–1115. [Google Scholar] [CrossRef]
- Prangnell, P.B.; Heason, C.P. Grain structure formation during friction stir welding observed by the stop action technique. Acta Mater. 2005, 53, 3179–3192. [Google Scholar] [CrossRef]
- Mironov, S.; Motohashi, Y.; Kaibyshev, R.; Somekawa, H.; Mukai, T.; Tsuzaki, K. Development of fine-grained structure caused by friction stir welding process of a ZK60A magnesium alloy. Mater. Trans. 2009, 50, 610–617. [Google Scholar] [CrossRef]
- Yuan, W.; Mishra, R.S.; Carlson, B.; Verma, R.; Mishra, R.K. Material flow and microstructural evolution during friction stir spot welding of AZ31 magnesium alloy. Mater. Sci. Eng. A 2012, 543, 200–209. [Google Scholar] [CrossRef]
- Mironov, S.; Yang, Q.; Takahashi, H.; Takahashi, I. Specific character of material flow in near-surface layer during friction stir processing of AZ31 magnesium alloy. Metall. Mater. Trans. A 2010, 41, 1016–1024. [Google Scholar] [CrossRef]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Beer, A.G.; Barnett, M.R. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Metall. Mater. Trans. A 2007, 38, 1856–1867. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Masse, J.E.; Barrallier, L. Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.W.; Liaw, P.K.; Feng, Z. Texture variation and its influence on the tensile behavior of a friction-stir processed magnesium alloy. Scr. Mater. 2006, 54, 1859–1964. [Google Scholar] [CrossRef]
- Afrin, N.; Chen, D.L.; Cao, X.; Jahazi, M. Strain hardening behavior of a friction stir welded magnesium alloy. Scr. Mater. 2007, 57, 1004–1007. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier Ltd.: Oxford, UK, 2004. [Google Scholar]






© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Qin, F.; Liu, C.; Wu, Z. A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals 2017, 7, 524. https://doi.org/10.3390/met7120524
Li Y, Qin F, Liu C, Wu Z. A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals. 2017; 7(12):524. https://doi.org/10.3390/met7120524
Chicago/Turabian StyleLi, Yajie, Fengming Qin, Cuirong Liu, and Zhisheng Wu. 2017. "A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys" Metals 7, no. 12: 524. https://doi.org/10.3390/met7120524
APA StyleLi, Y., Qin, F., Liu, C., & Wu, Z. (2017). A Review: Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Magnesium Alloys. Metals, 7(12), 524. https://doi.org/10.3390/met7120524