The Effect of Deep Cryogenic Treatment on the Corrosion Behavior of Mg-7Y-1.5Nd Magnesium Alloy


Abstract
:1. Introduction
2. Experimental Methods
2.1. Materials and Characterization
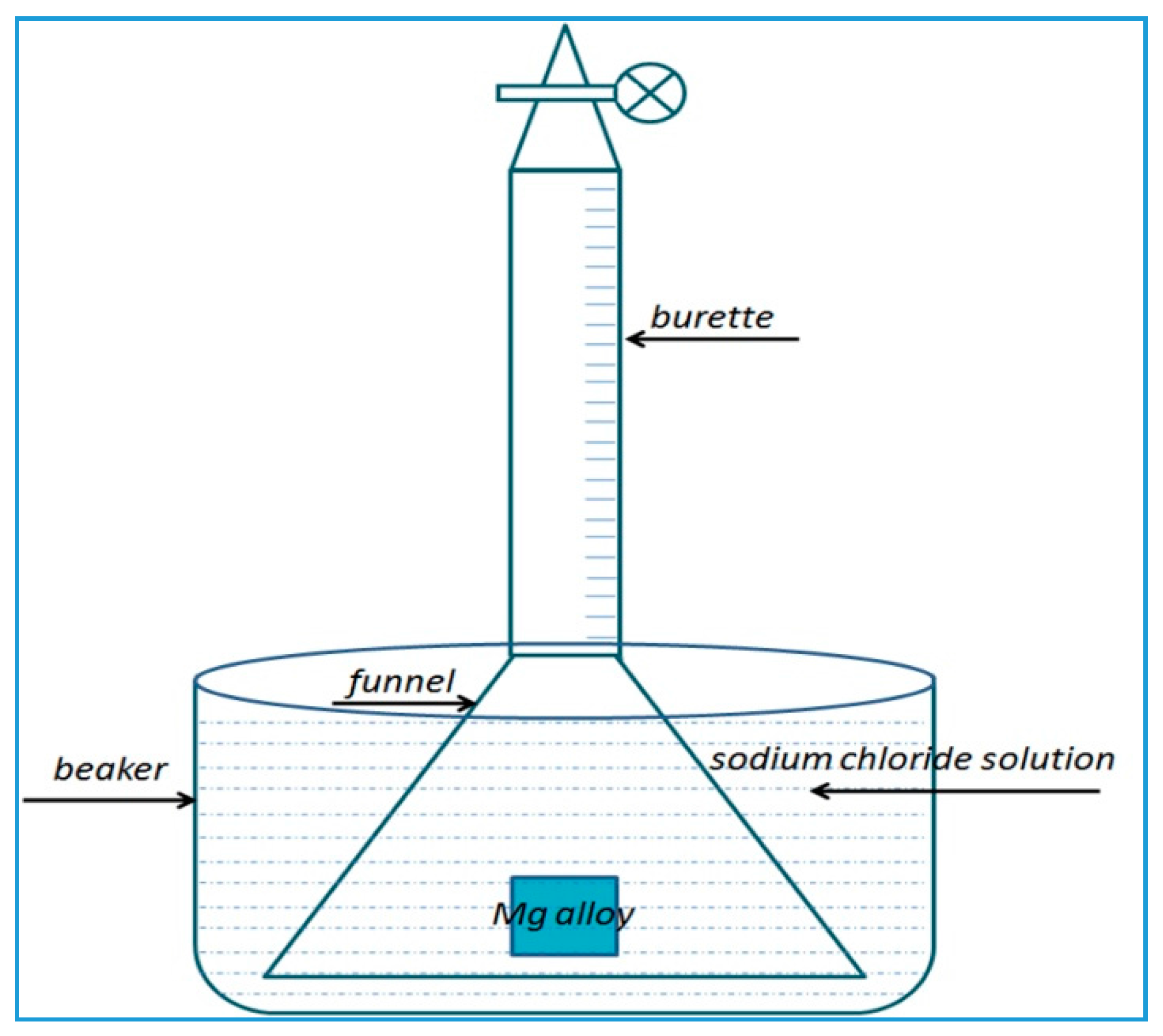
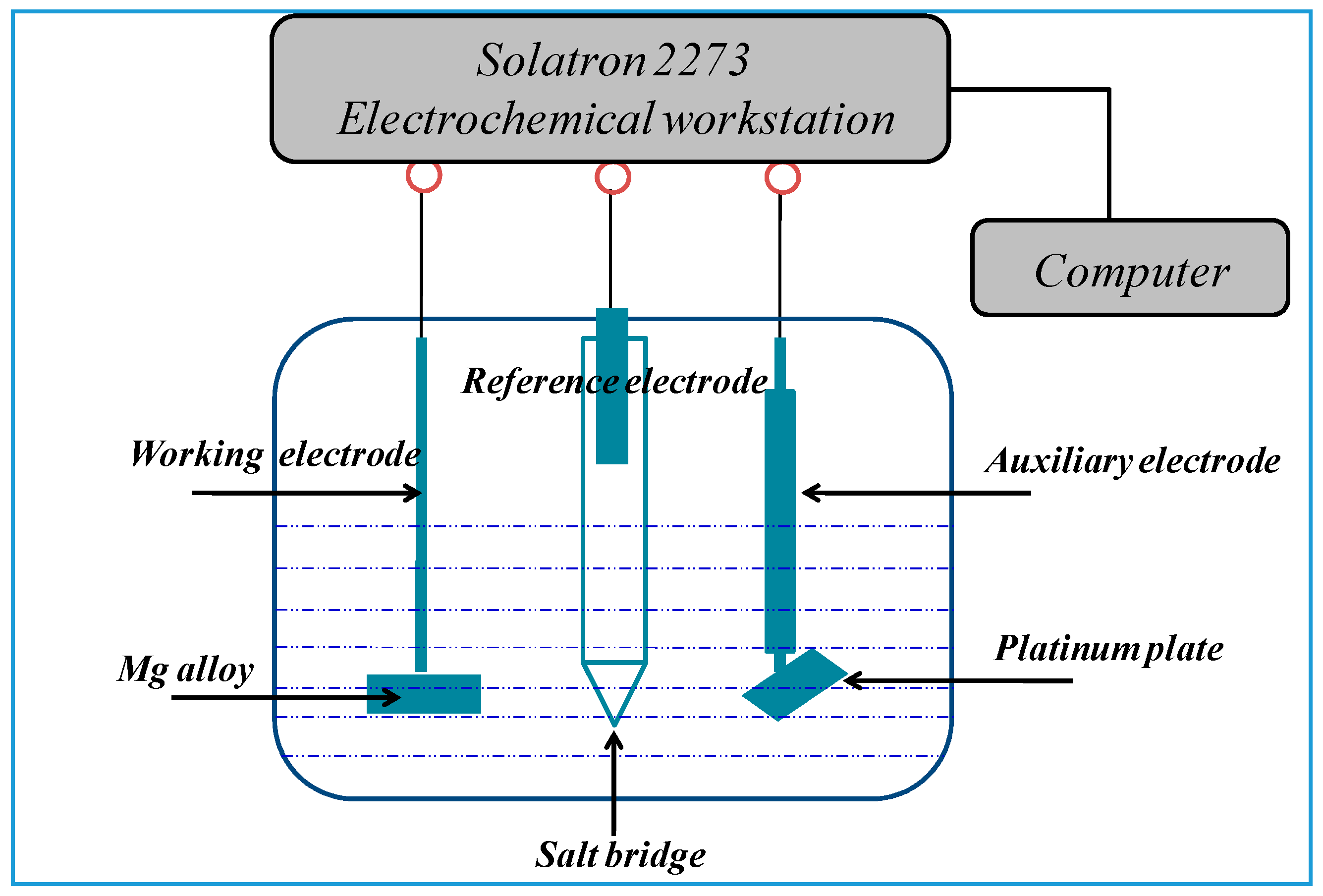
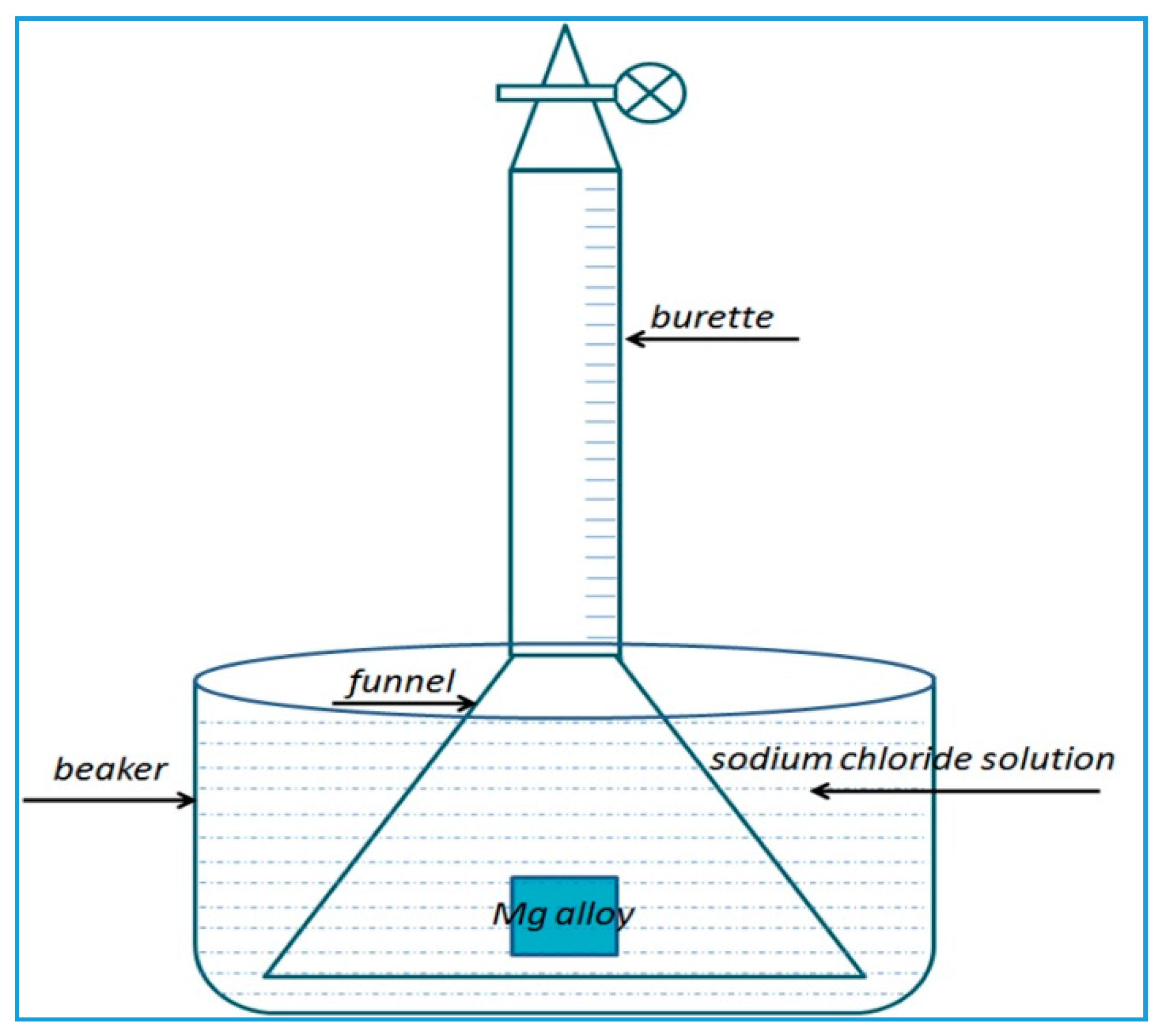
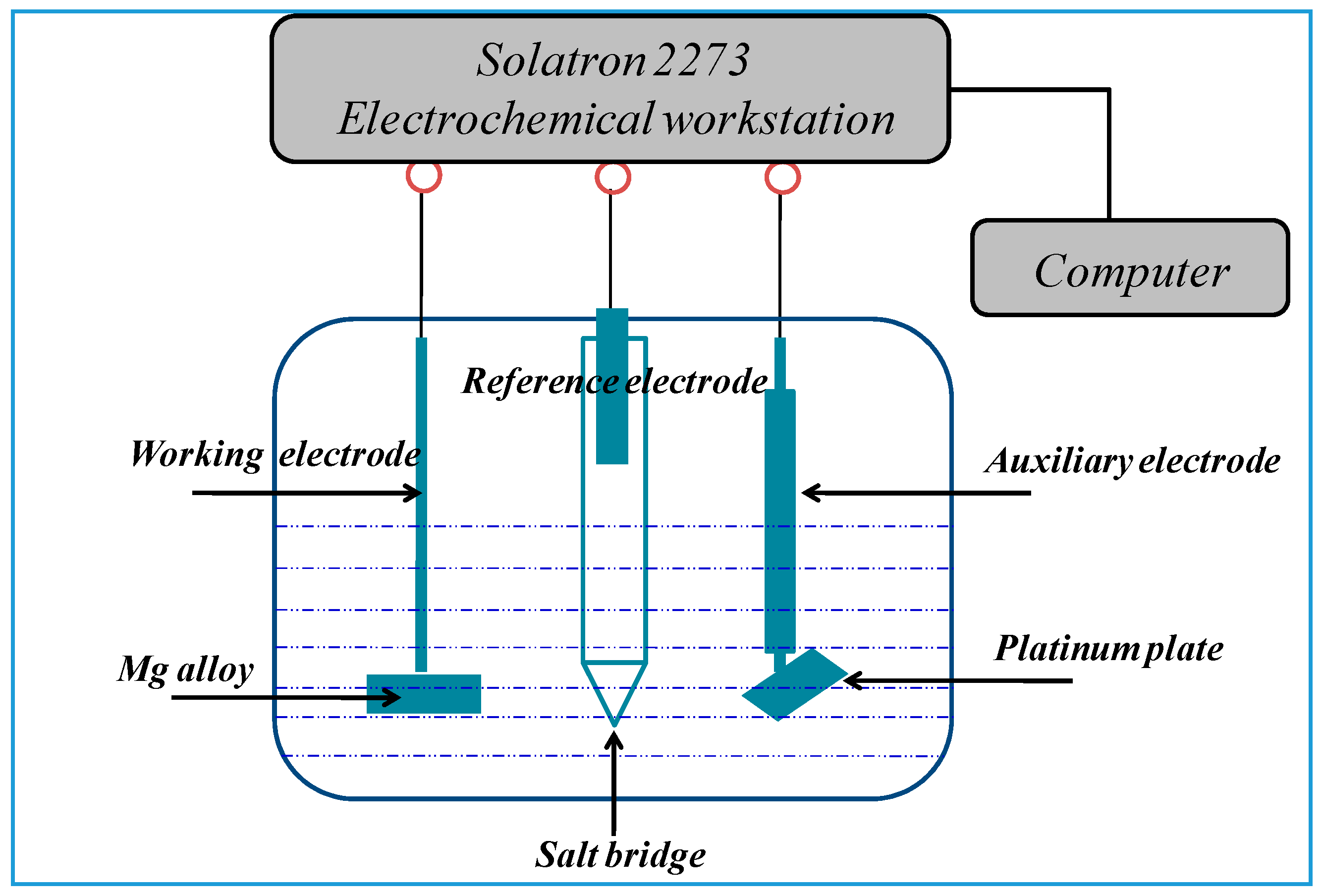
2.2. Corrosion and Electrochemical Tests
3. Results and Discussion
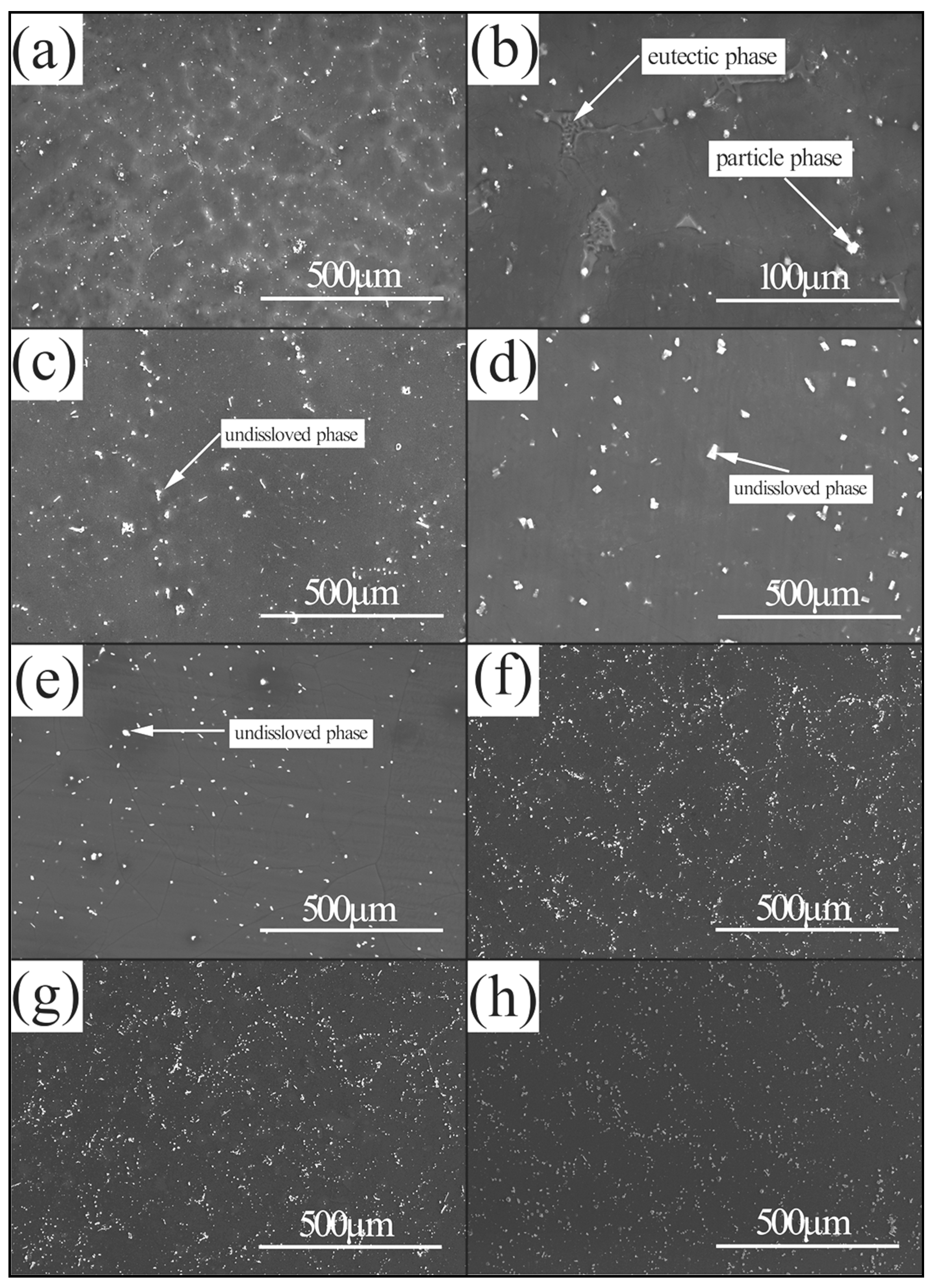
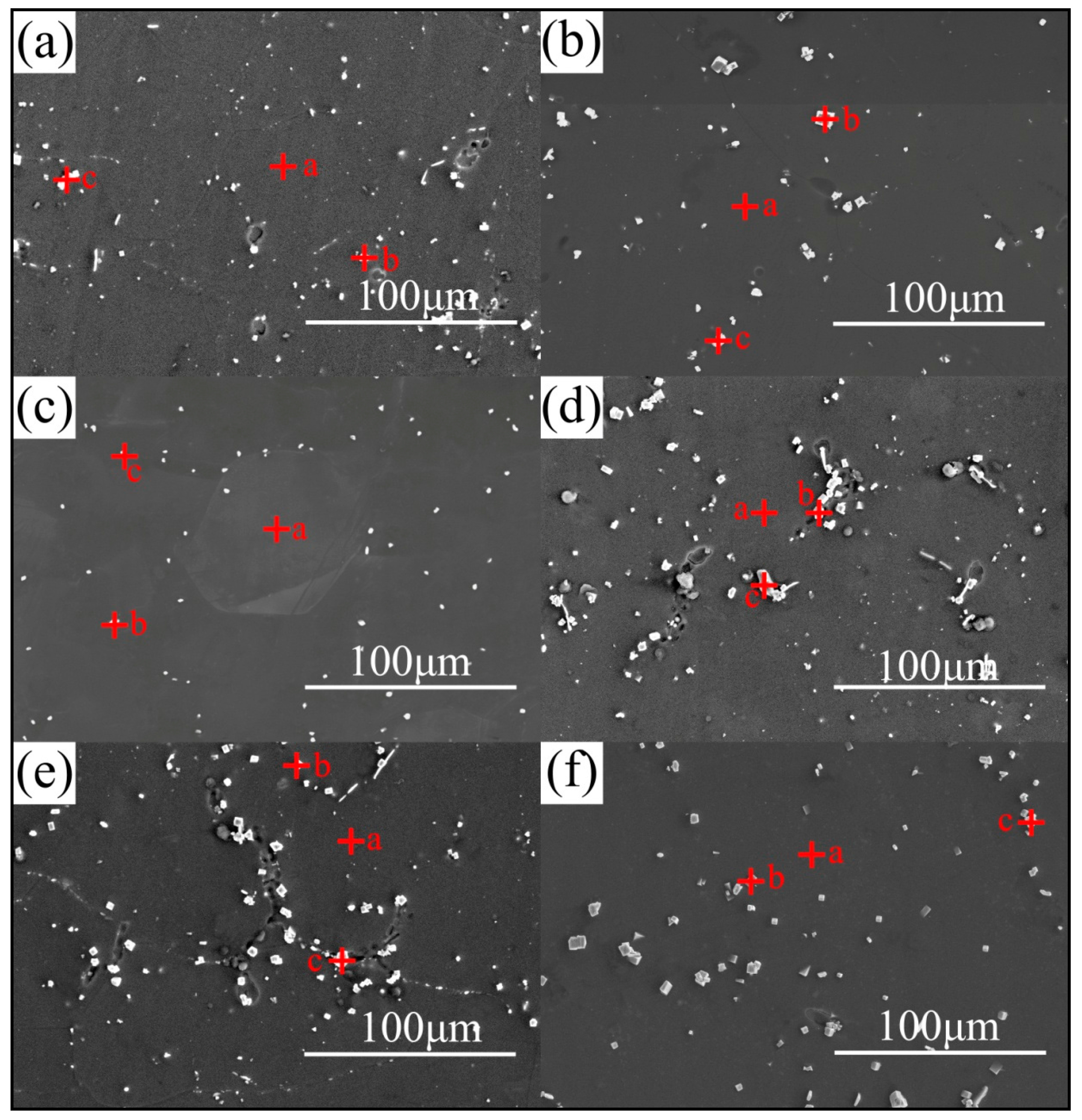
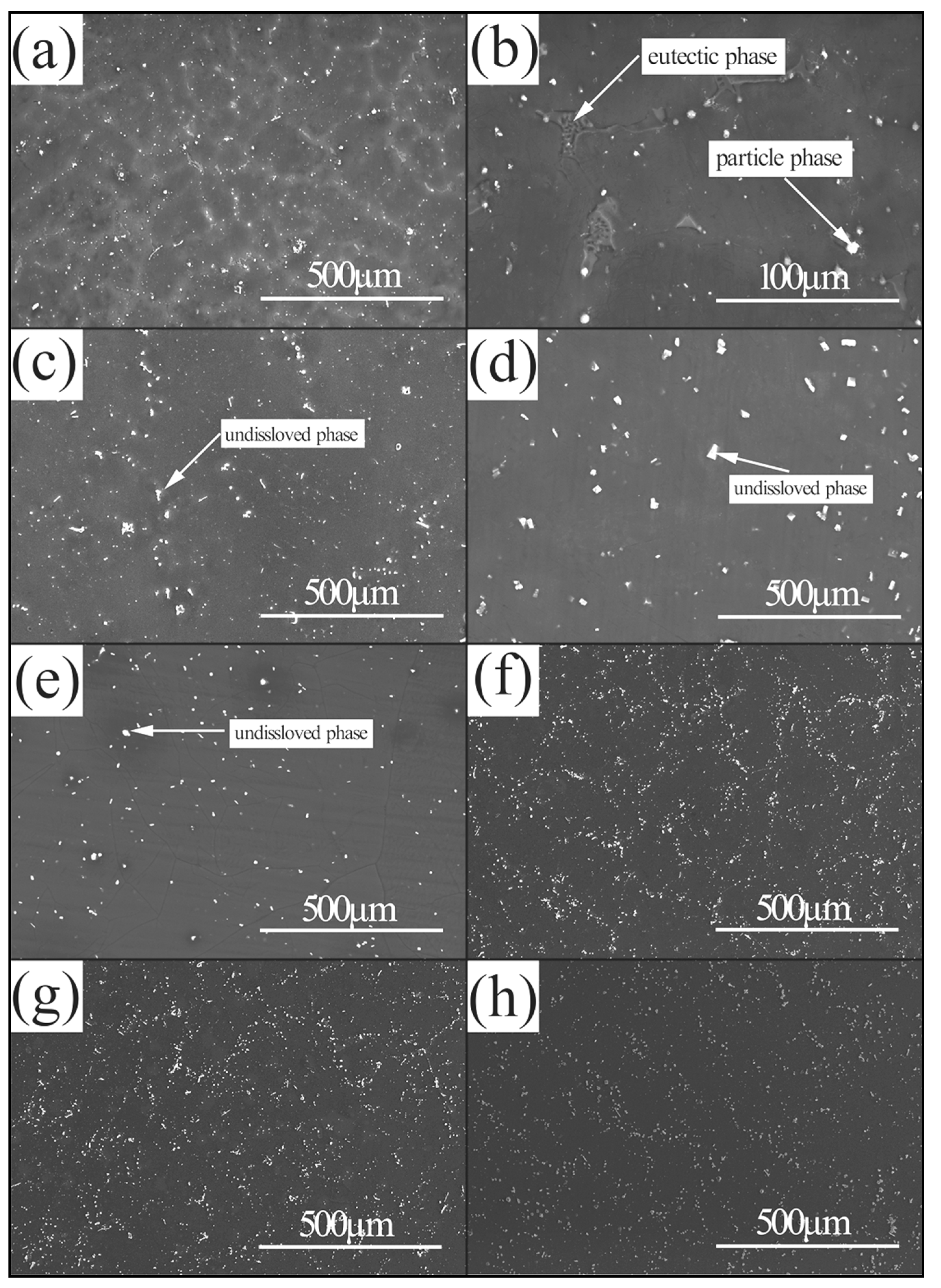
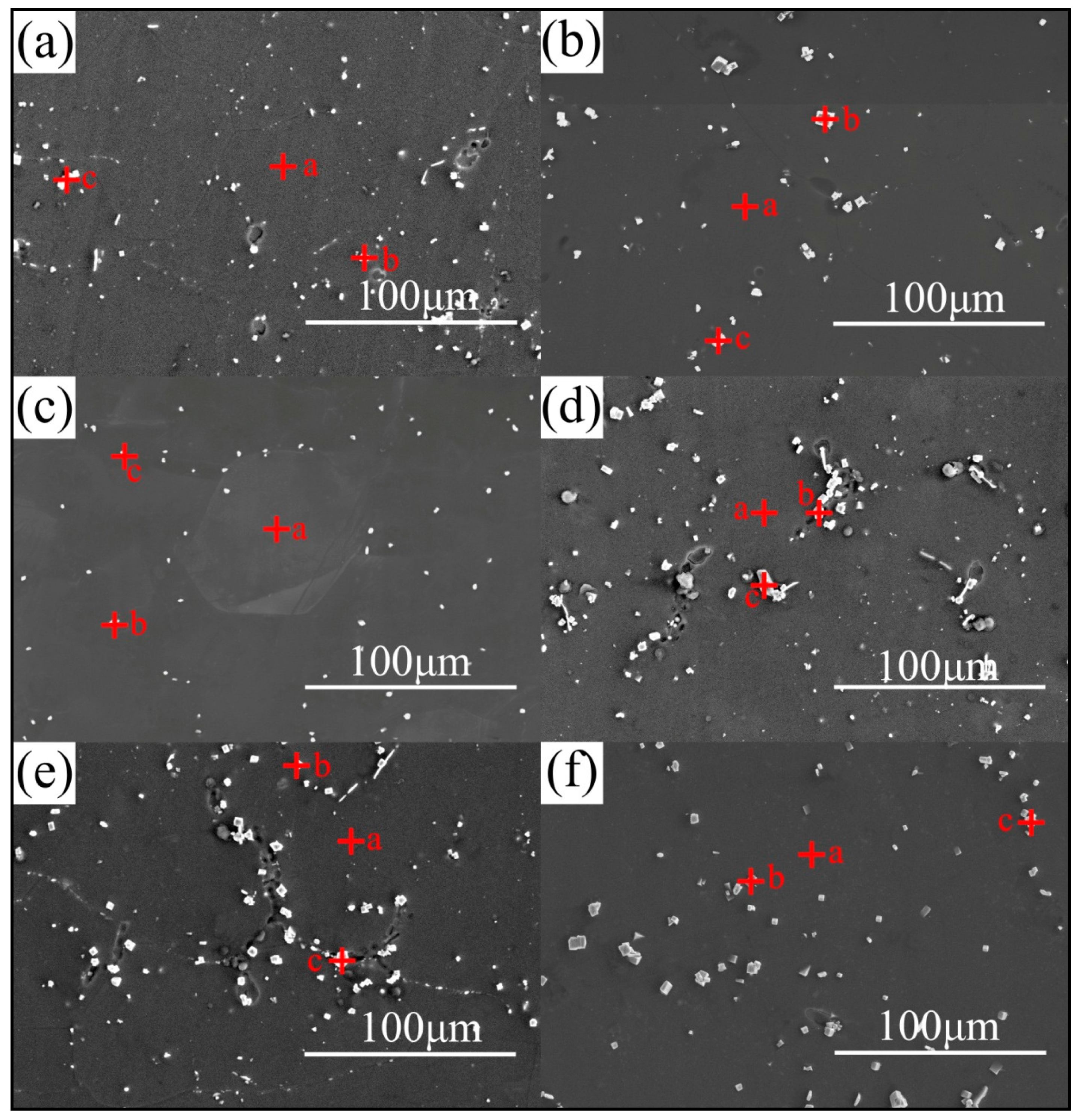
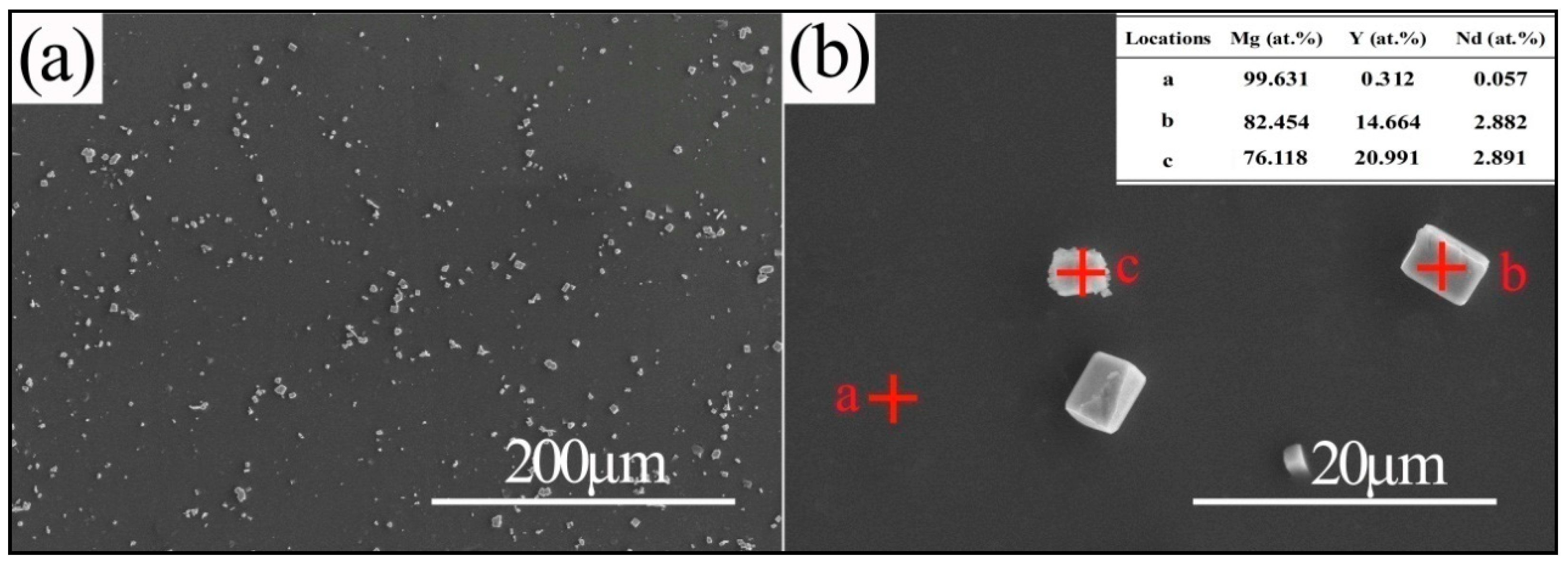
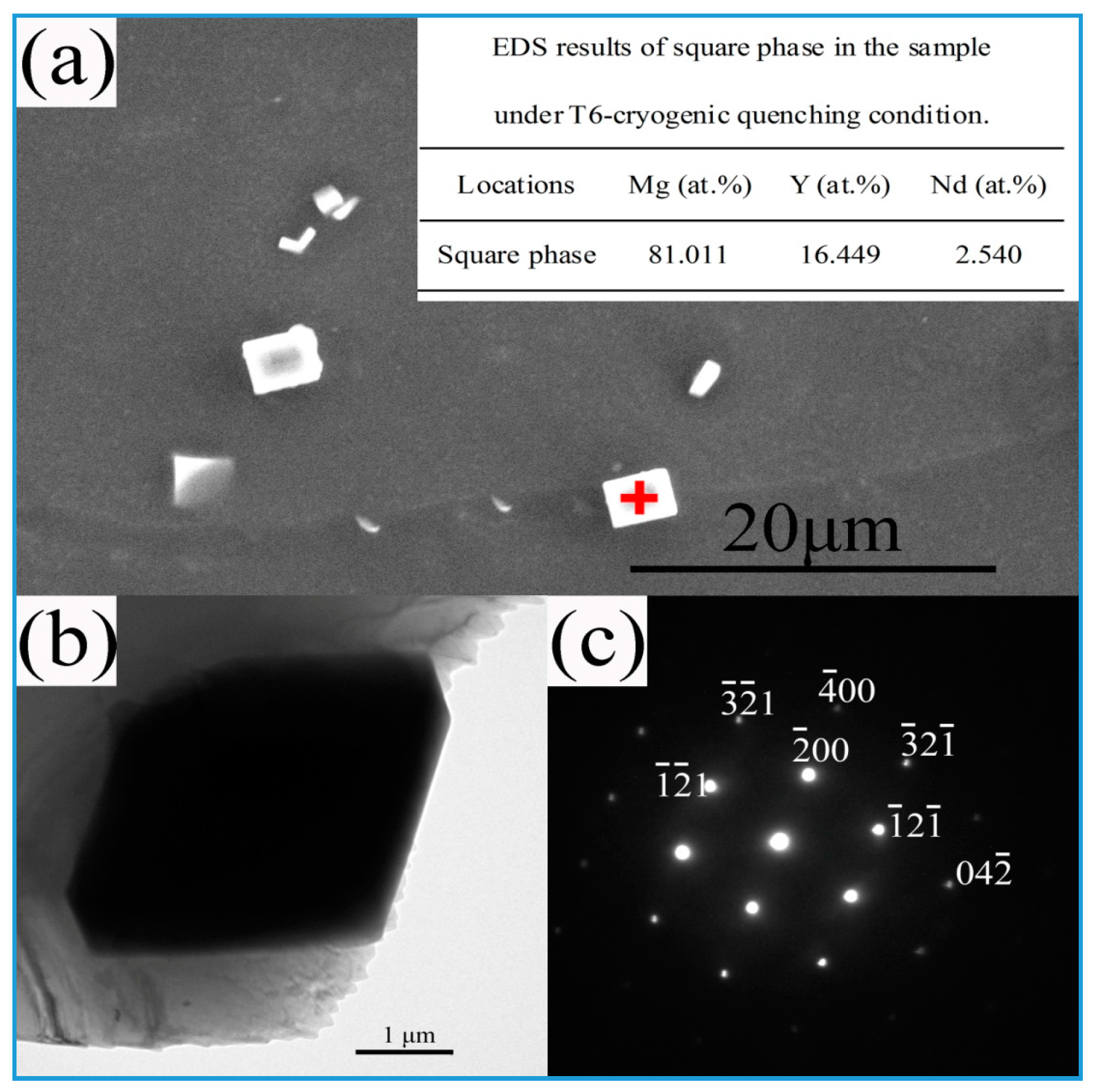
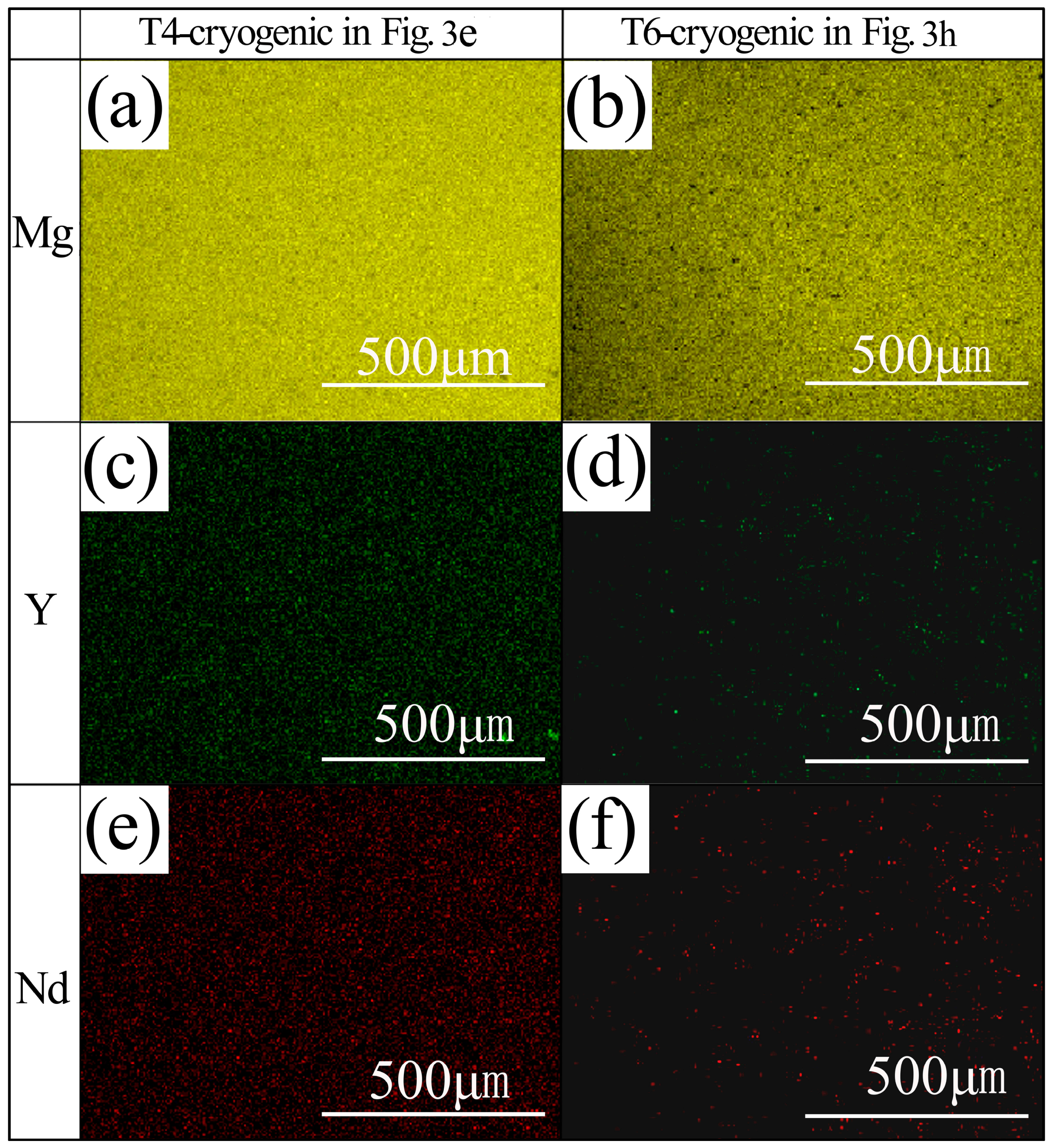
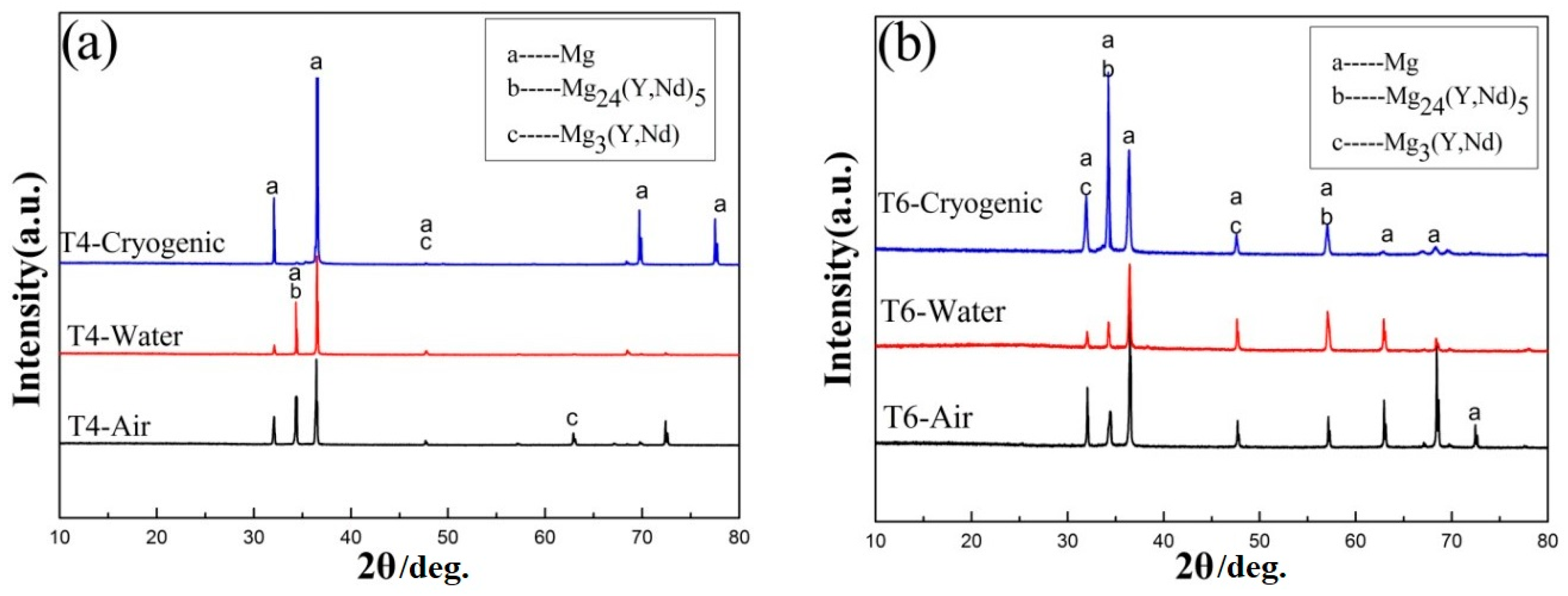
3.1. Microstructure of Mg-7Y-1.5Nd Alloy
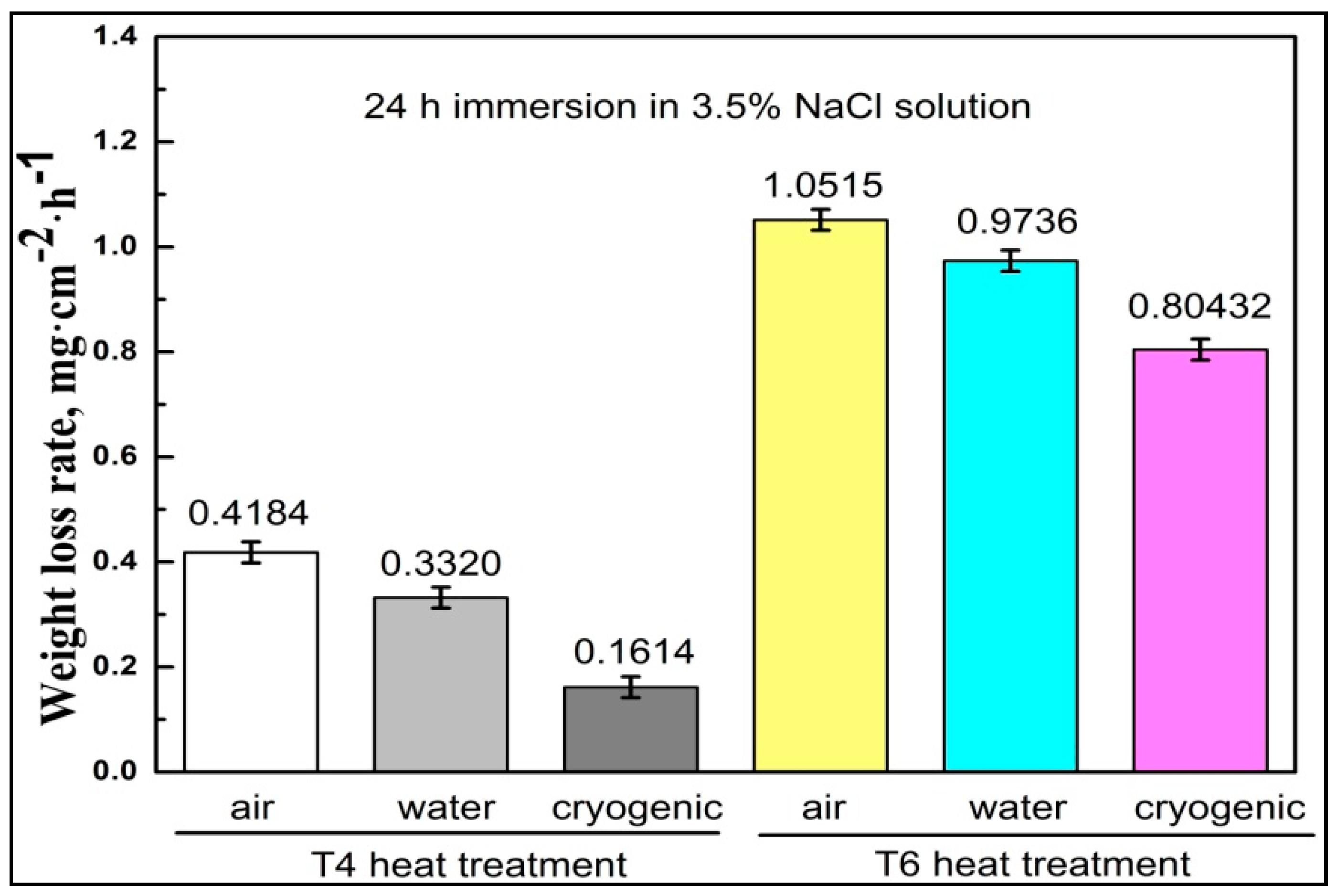
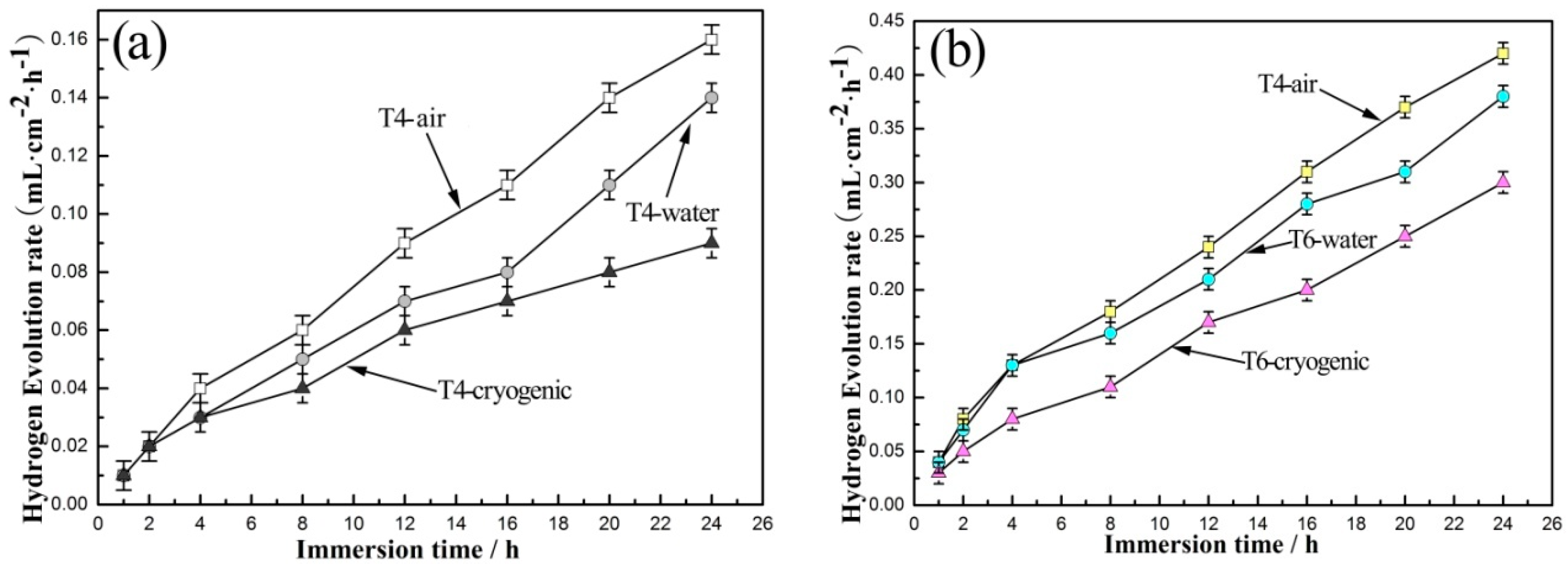
3.2. Weight Loss Rate and Gas Collection
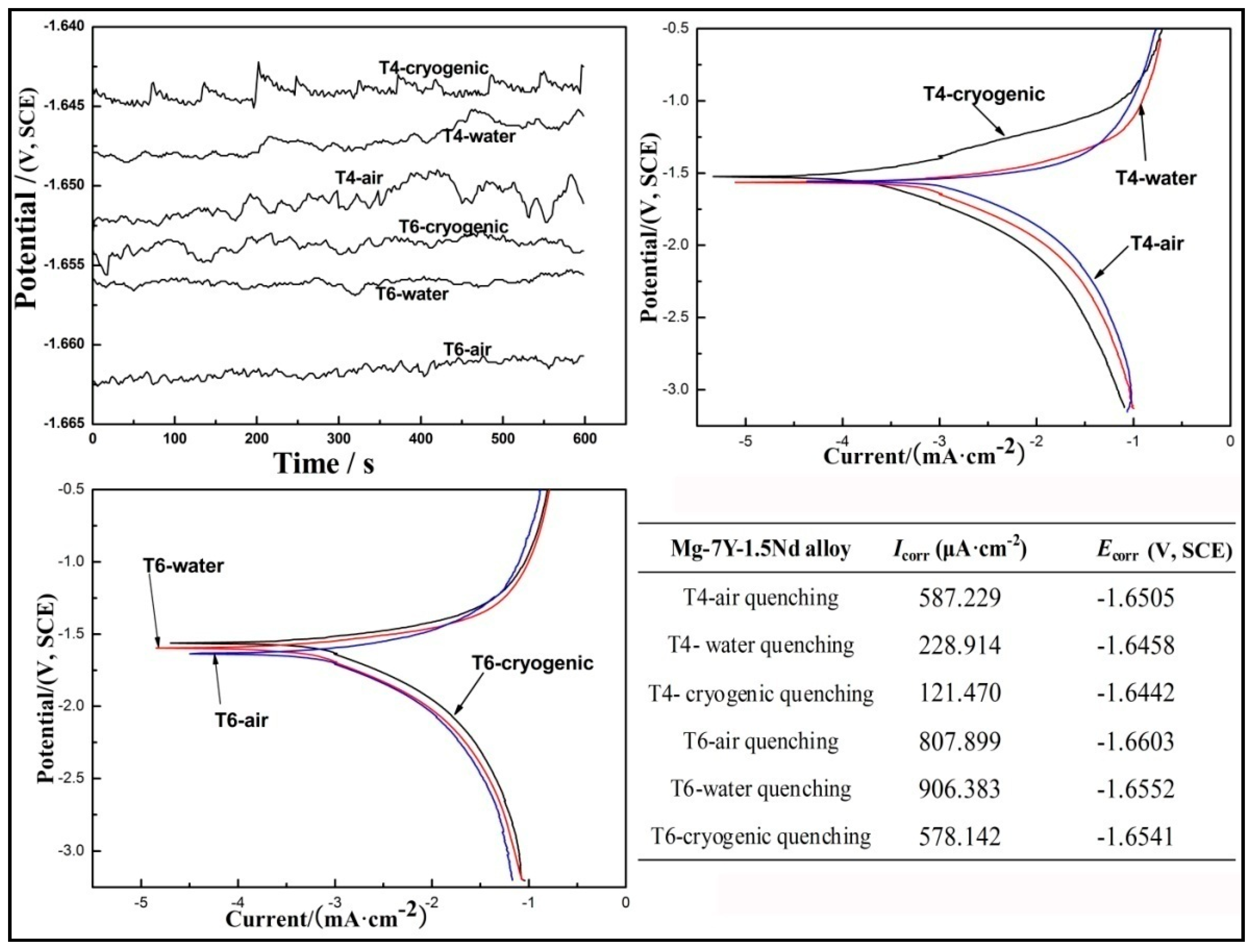
3.3. Electrochemical Characterization and Analysis
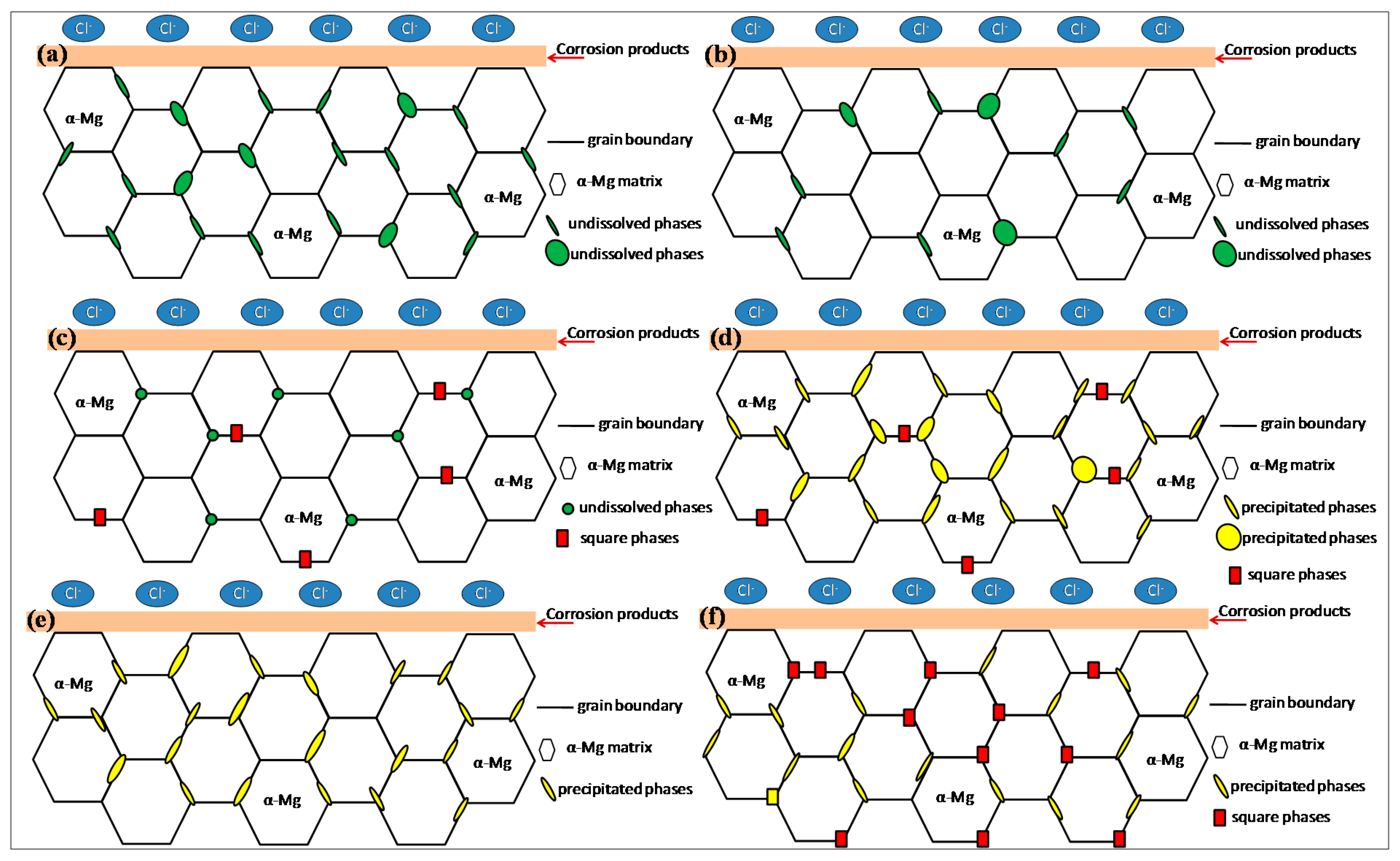
3.4. Corrosion Mechanism
4. Conclusions
- (1)
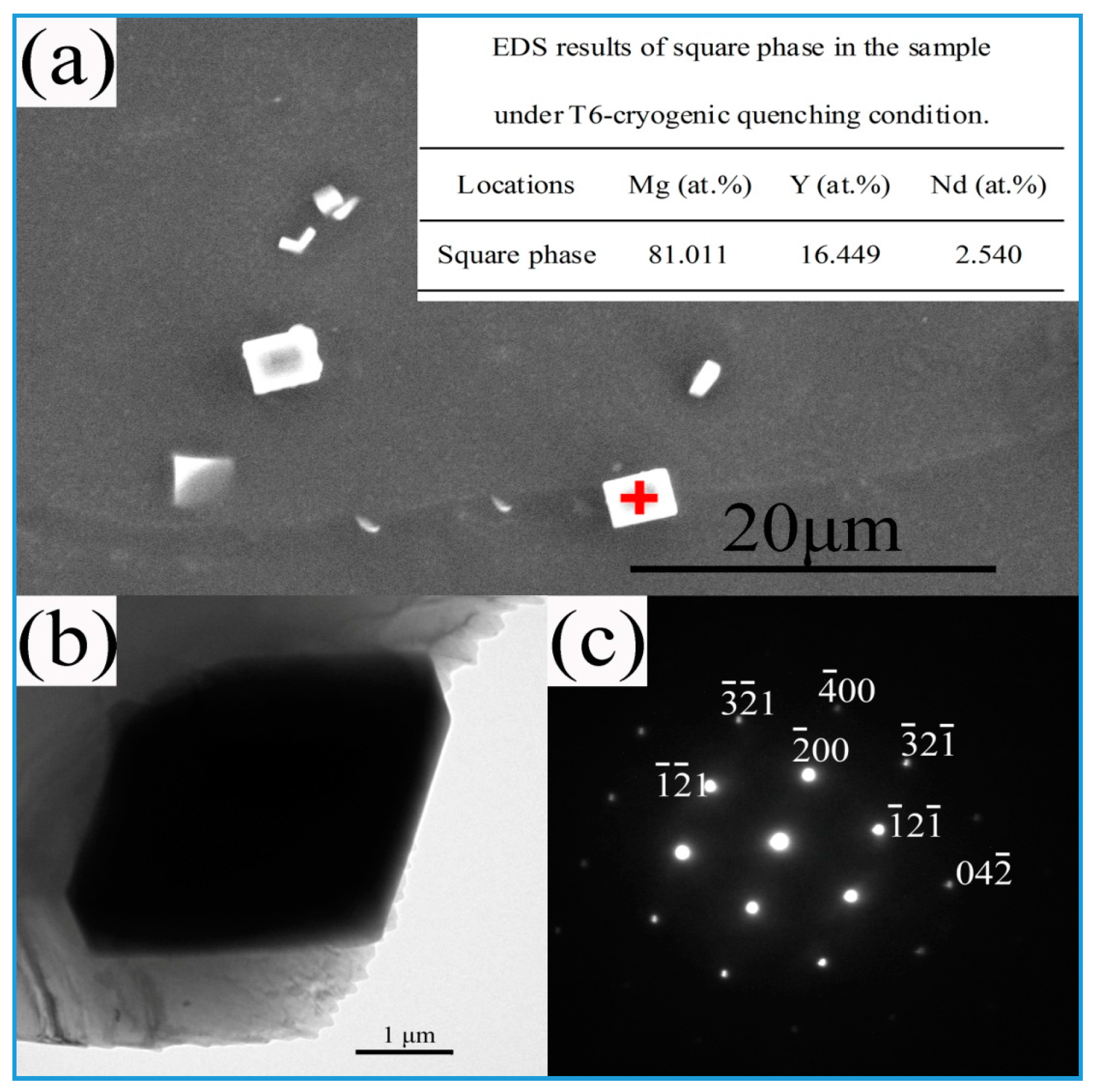
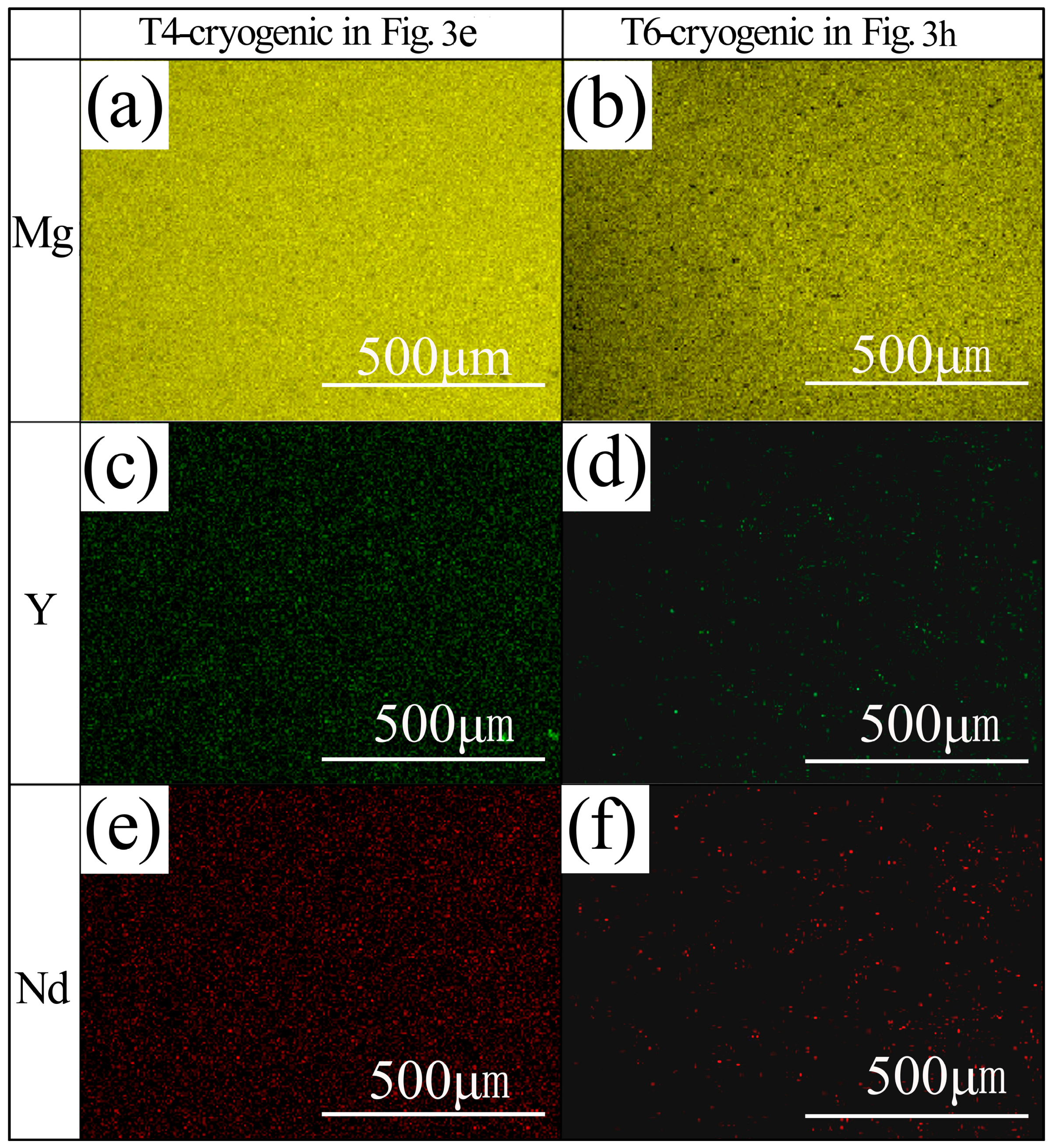
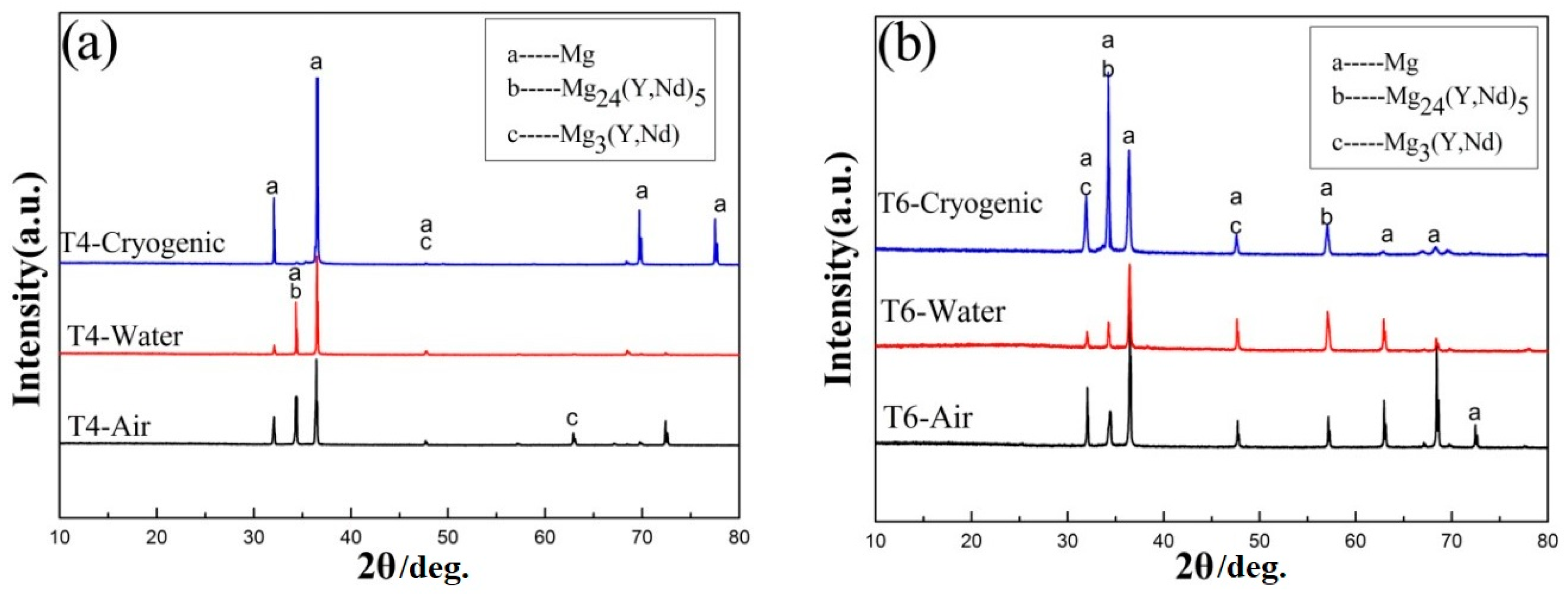
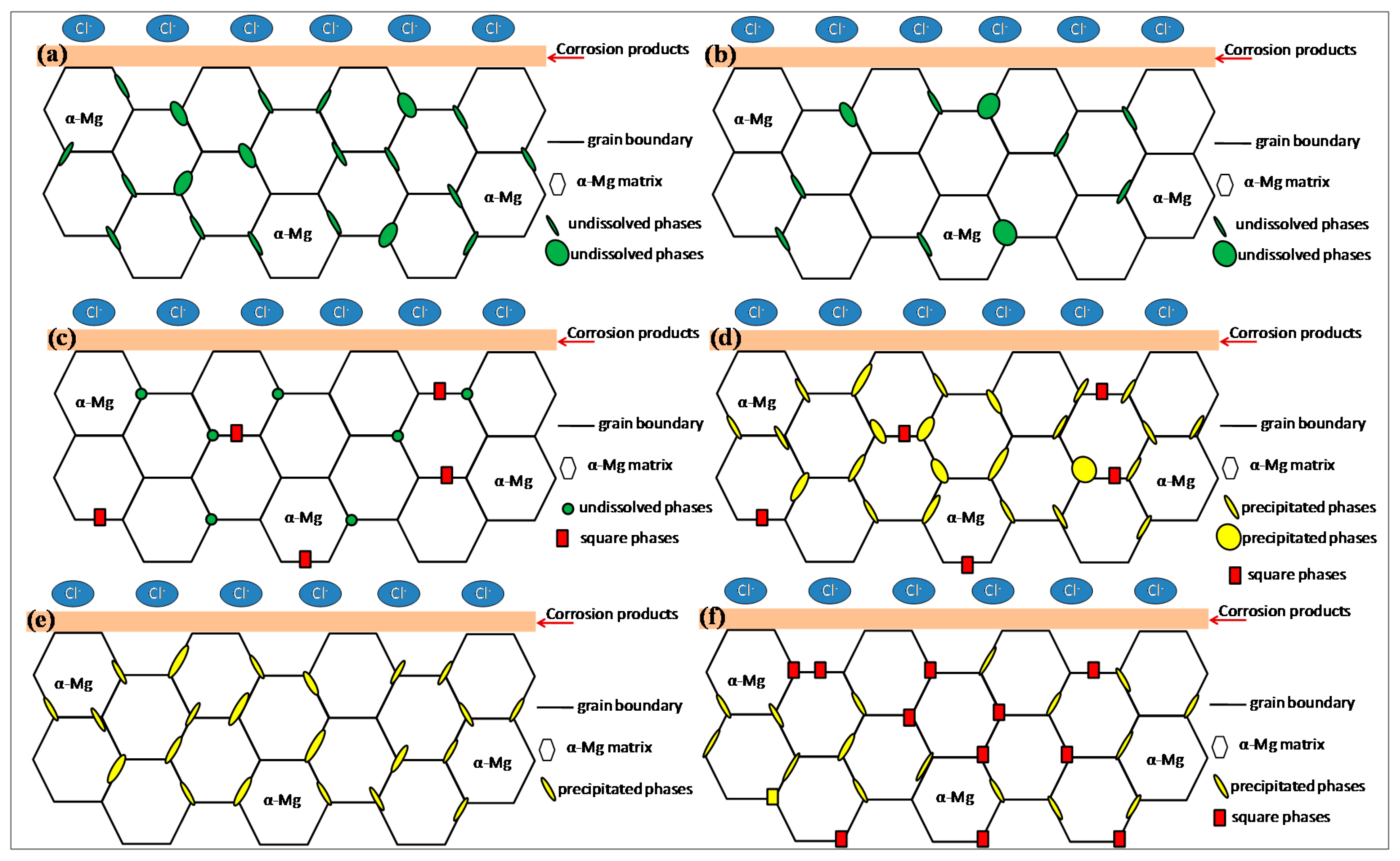
- The T4 sample subjected to deep cryogenic treatment showed the least precipitated phases and formed the largest supersaturated solid solution. By contrast, the precipitated phases of the T6 sample exposed to deep cryogenic treatment were distributed more uniformly. Many square phases were formed along the grain boundaries.
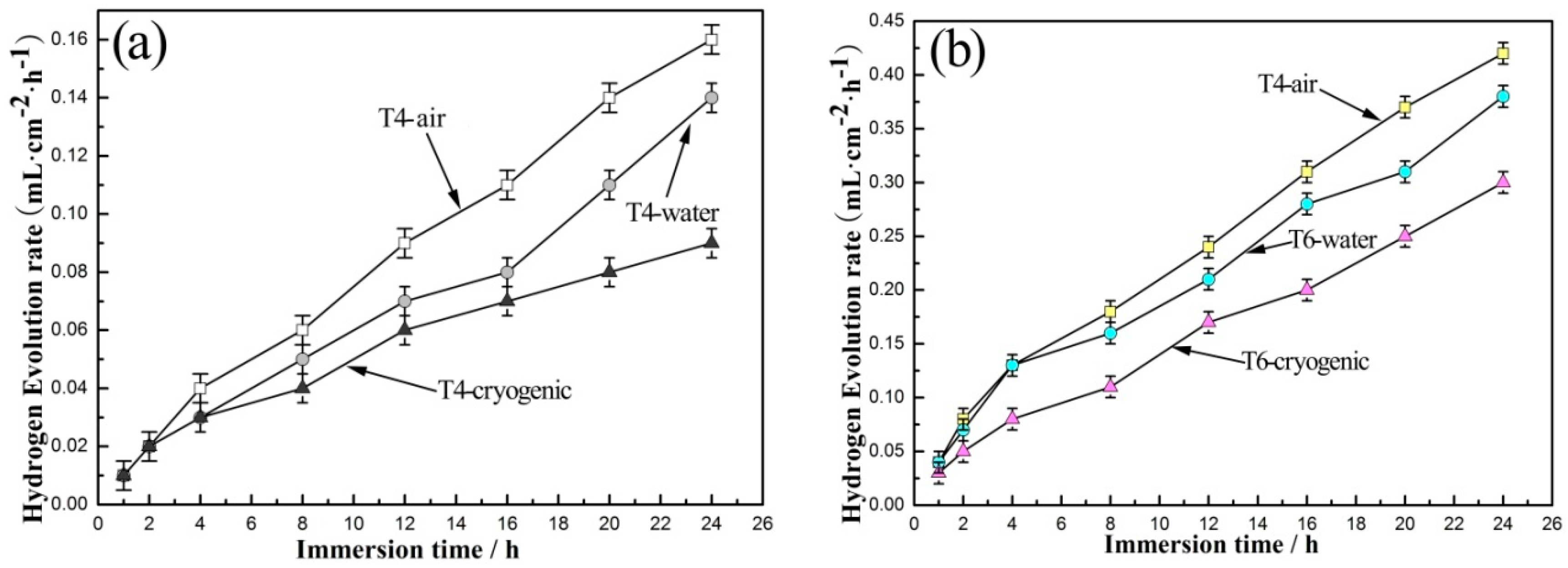
- (2)
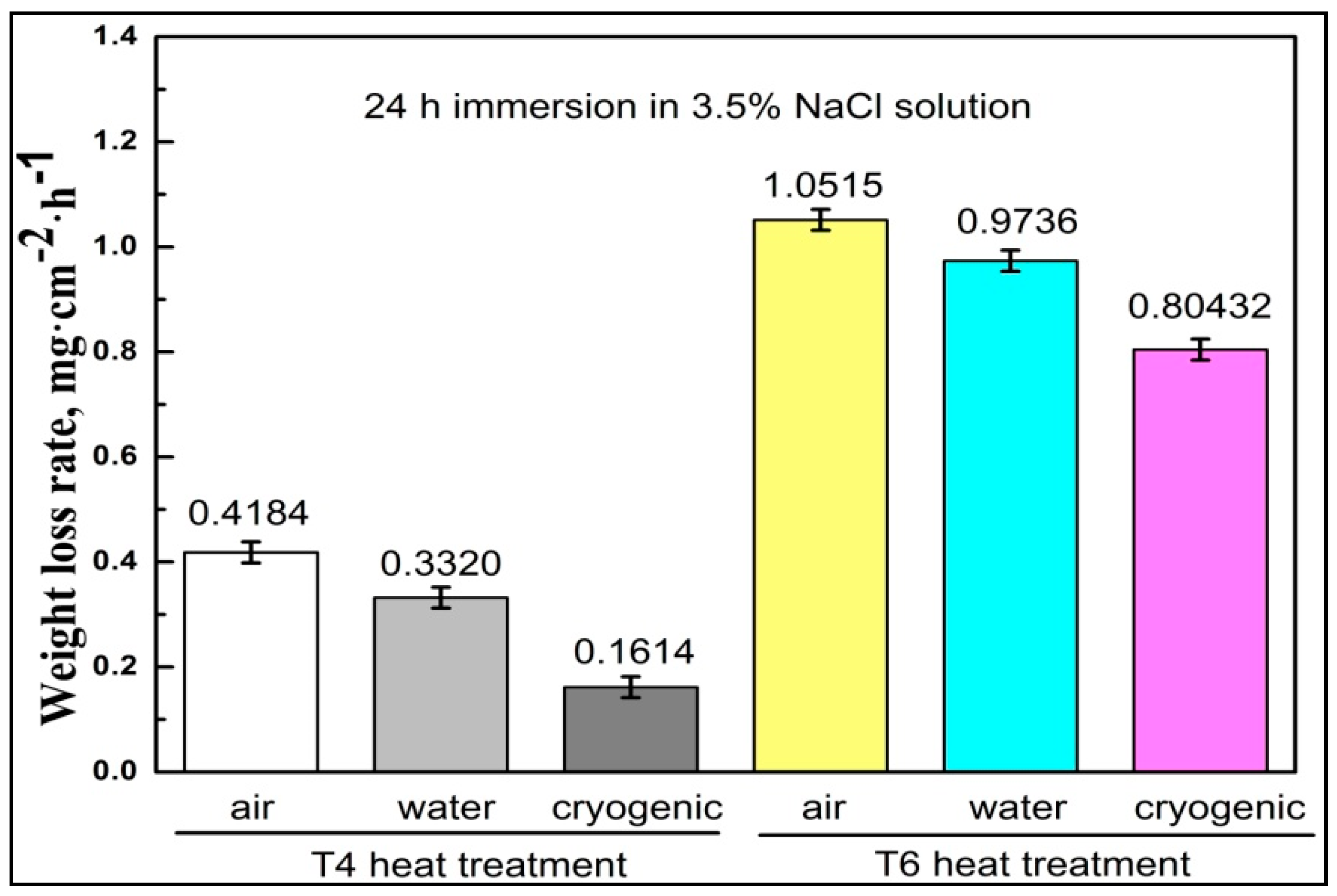
- The weight loss ratesof the Mg-7Y-1.5Nd alloy samples were arranged as follows: T4-cryogenic < T4-water < T4-air < T6-cryogenic < T6-water < T6-air. During the immersion period, the law of the relative hydrogen evolution rate was similar to that of the weight loss rate.
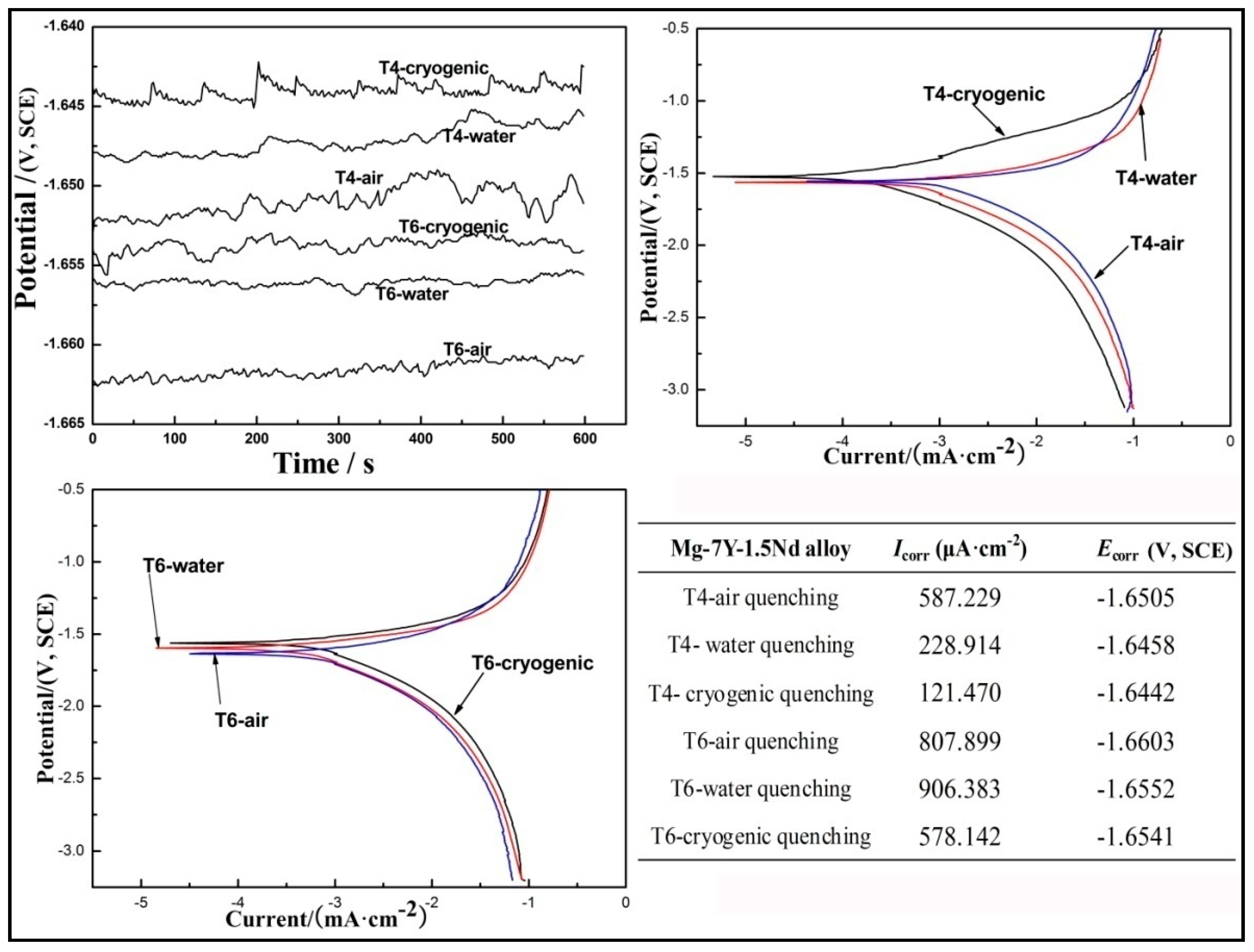
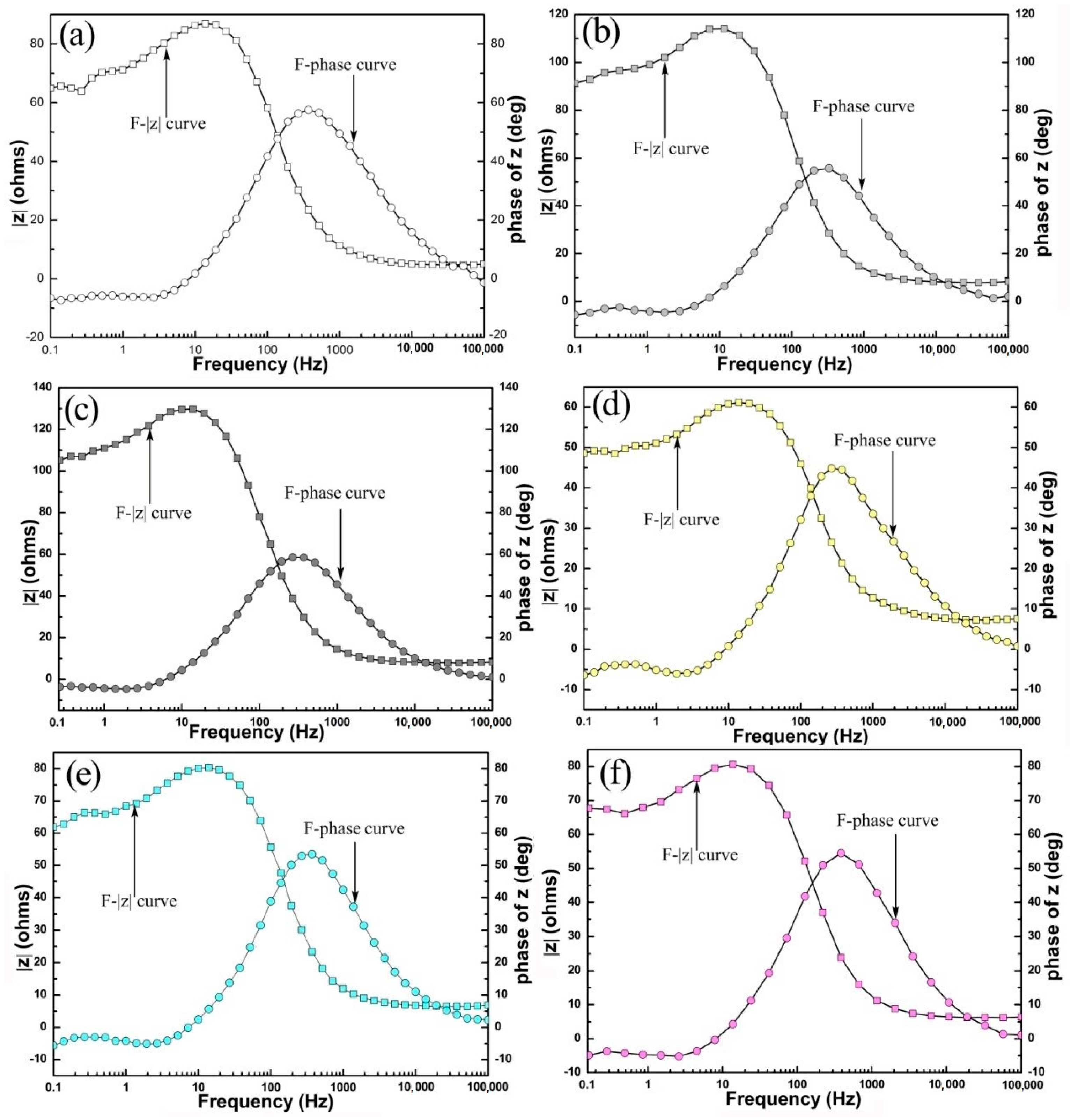
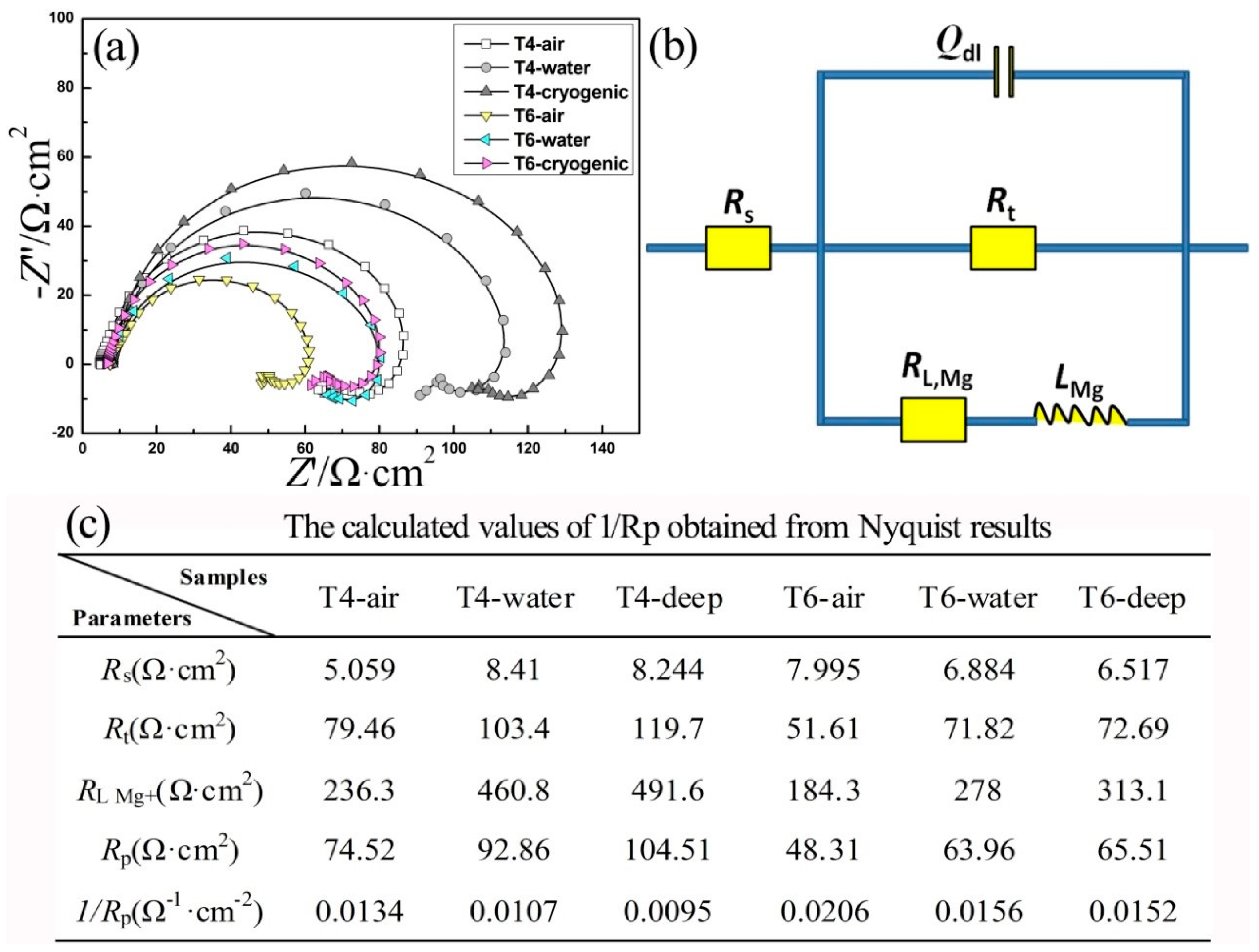
- (3)
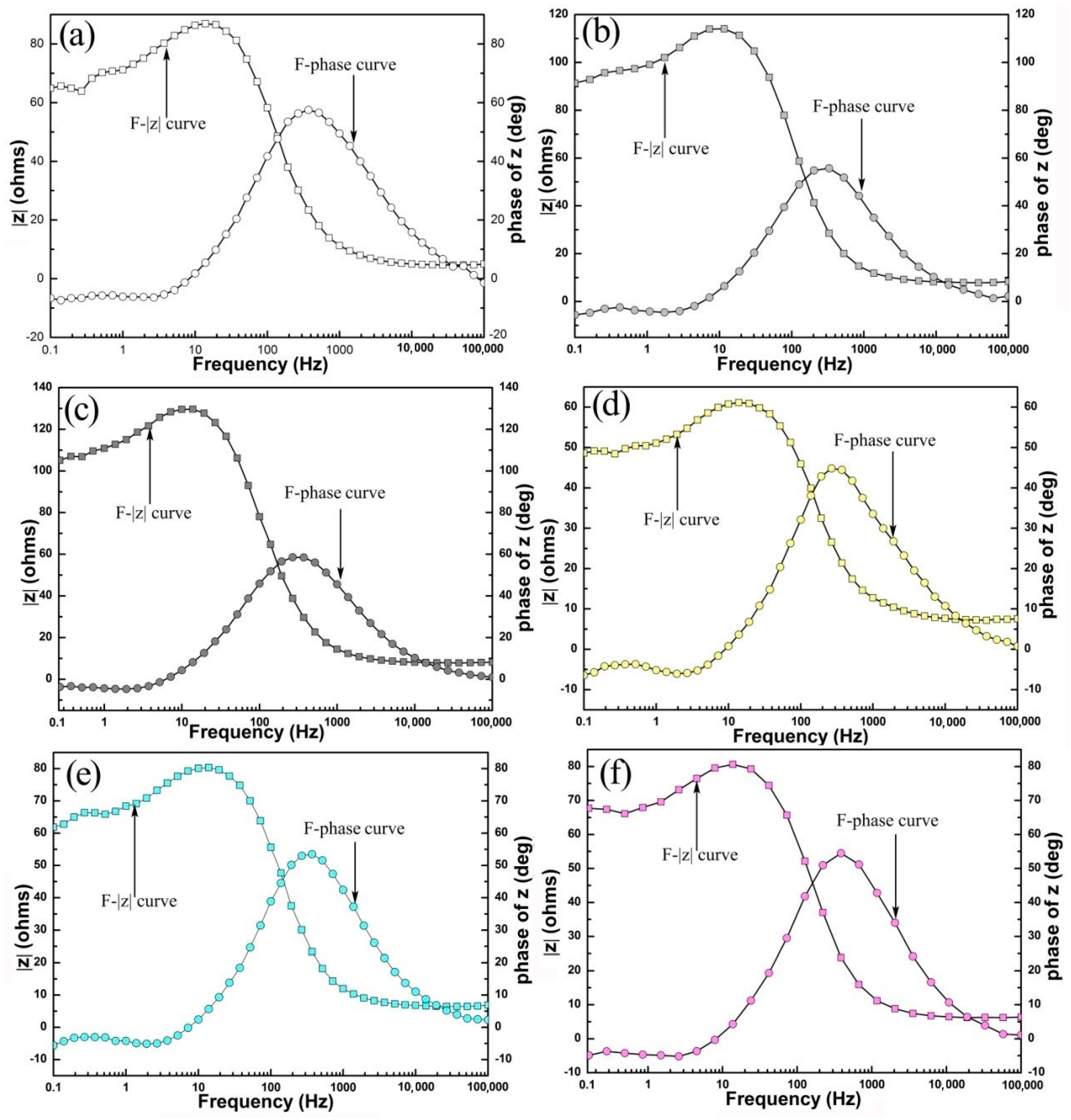
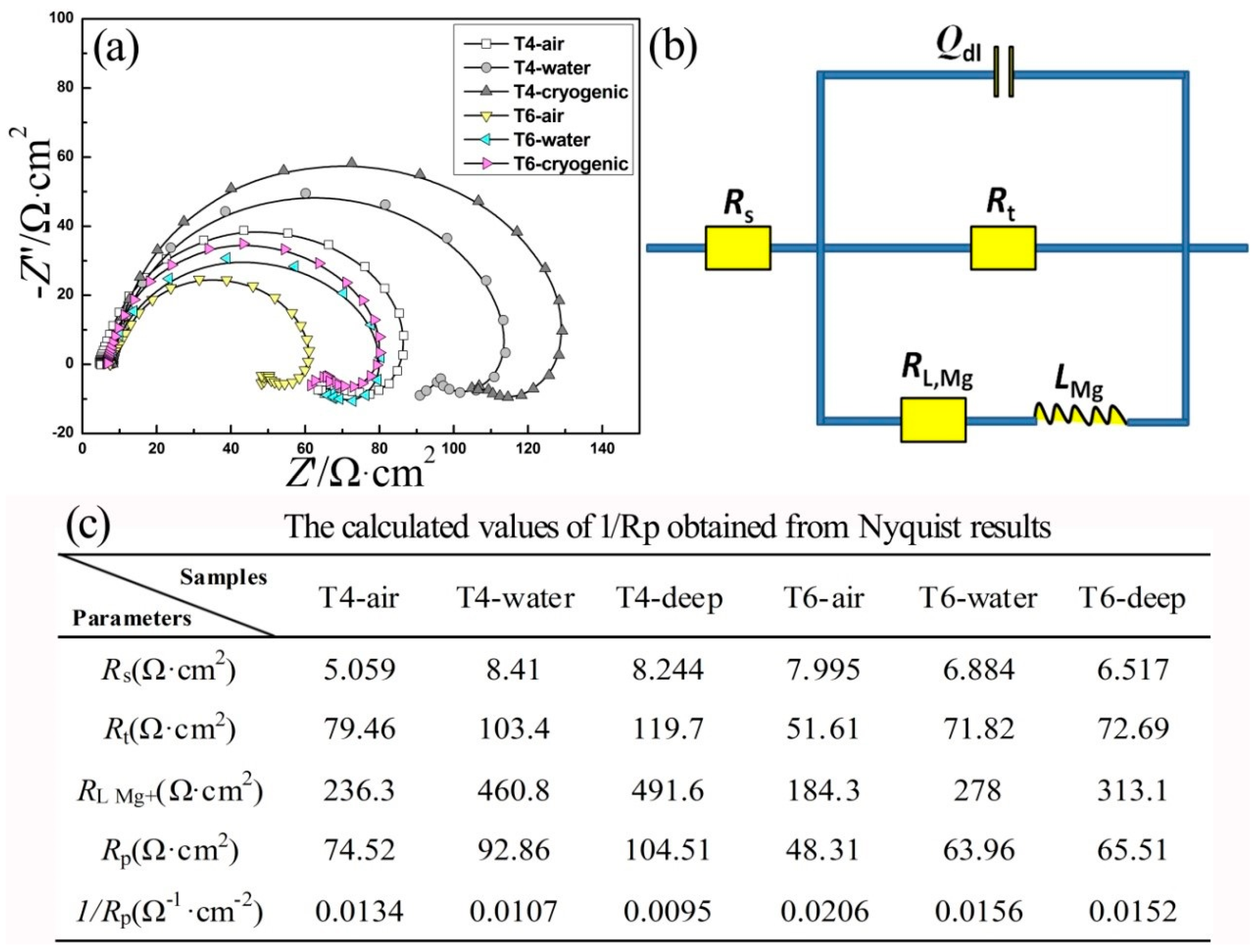
- The T4-cryogenic sample showed the most positive OCP because of the absence of the precipitated phases on the grain boundaries. The polarization curves revealed that the T6-cryogenic sample had a better corrosion resistance than the other T6 samples. Both the Bode and Nyquist diagrams proved this finding.
- (4)
- The T4-deep sample had the least precipitated phases, which acted as the cathode of the electrochemical reaction for accelerating the corrosion of the α-Mg matrix. The T6-deep sample also showed a better corrosion resistance because of the uniformly distributed precipitated phases. The square phases had a more negative potential than the α-Mg matrix. The square phases were preferentially corroded instead of the α-Mg matrix, which played an important role in the retention of magnesium. A greater amount of square phases suggests a better corrosion resistance of Mg-7Y-1.5Nd alloy. Nonetheless, a deeper insight into square phases is needed.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Rokhlin, L.L. Mg Alloys Containing Rare Earth Metals; Taylor and Francis: London, UK, 2003; Volume 1, pp. 1–12. [Google Scholar]
- Liang, S.; Guan, D.; Tan, X. The relation between heat treatment and corrosion behavior of Mg-Gd-Y-Zr alloy. Mater. Des. 2011, 32, 1194–1199. [Google Scholar] [CrossRef]
- Jun, W.; Jian, M.; Zhang, D.; Tang, D. Effect of Y for enhanced age hardening response and mechanical properties of Mg-Gd-Y-Zr alloys. Mater. Sci. Eng. A 2007, 456, 78–84. [Google Scholar]
- Liu, M.; Schmutz, P.; Uggowitzer, P.J.; Song, G.; Atrens, A. The influence of yttrium (Y) on the corrosion of Mg-Y binary alloys. Corros. Sci. 2010, 52, 3687–3701. [Google Scholar] [CrossRef]
- Chang, J.; Guo, X.; He, S.; Fu, P.; Peng, L.; Ding, W. Investigation of the corrosion for Mg-xGd-3Y-0.4Zr (x = 6, 8, 10, 12 wt. %) alloys in a peak-aged condition. Corros. Sci. 2008, 50, 166–177. [Google Scholar] [CrossRef]
- Peng, Q.; Ma, N.; Fang, D.; Li, H.; Liu, R.; Tian, Y. Microstructures, aging behaviour and mechanical properties in hydrogen and chloride media of backward extruded Mg-Y based biomaterials. J. Mech. Behav. Biomed. 2013, 17, 176–185. [Google Scholar] [CrossRef] [PubMed]
- Shi, L.L.; Huang, Y.; Yang, L.; Feyerabend, F.; Mendis, C.; Willumeit, R.; Hort, N. Mechanical properties and corrosion behavior of Mg-Gd-Ca-Zr alloys for medical applications. J. Mech. Behav. Biomed. 2015, 47, 38–48. [Google Scholar] [CrossRef] [PubMed]
- Sudholz, A.D.; Gusieva, K.; Chen, X.B.; Muddle, B.C.; Gibson, M.A.; Birbilis, N. Electrochemical behaviour and corrosion of Mg-Y alloys. Corros. Sci. 2011, 53, 2277–2282. [Google Scholar] [CrossRef]
- Birbilis, N.; Easton, M.A.; Sudholz, A.D.; Zhu, S.M.; Gibson, M.A. On the corrosion of binary magnesium-rare earth alloys. Corros. Sci. 2009, 51, 683–689. [Google Scholar] [CrossRef]
- Rokhlin, L.L.; Dobatkina, T.V.; Tarytina, I.E.; Timofeev, V.N.; Balakhchi, E.E. Peculiarities of the phase relations in Mg-rich alloys of the Mg-Nd-Y system. J. Alloys Compd. 2004, 367, 17–19. [Google Scholar] [CrossRef]
- Xin, R.; Song, B.; Zeng, K.; Huang, G.; Liu, Q. Effect of aging precipitation on mechanical anisotropy of an extruded Mg-Y-Nd alloy. Mater. Des. 2012, 34, 384–388. [Google Scholar] [CrossRef]
- Zhu, S.M.; Nie, J.F. Serrated flow and tensile properties of a Mg-Y-Nd alloy. Scr. Mater. 2004, 50, 51–55. [Google Scholar] [CrossRef]
- Nie, J.F. Precipitation and hardening in magnesium alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef]
- Takenaka, T.; Ono, T.; Narazaki, Y.; Naka, Y.; Kawakami, M. Improvement of corrosion resistance of magnesium metal by rare earth elements. Electrochim. Acta 2007, 53, 117–121. [Google Scholar] [CrossRef]
- Zucchi, F.; Grassi, V.; Frignani, A. Electrochemical behaviour of a magnesium alloy containing rare earth elements. J. Appl. Electrochem. 2006, 36, 195–204. [Google Scholar] [CrossRef]
- Ben-Hamu, G.; Eliezer, D.; Shin, K.S.; Cohen, S. The relation between microstructure and corrosion behavior of Mg-Y-RE-Zr alloys. J. Alloys Compd. 2007, 431, 269–276. [Google Scholar] [CrossRef]
- Jiang, Q.; Ma, M.; Zhang, K.; Li, X.; Li, Y.; Shi, G.; Yuan, J. Corrosion behavior of extrusion, under-aged, peaked-aged and over-aged WE93 alloys in NaHSO3 solutions. J. Rare Earths 2014, 32, 1170–1174. [Google Scholar] [CrossRef]
- Ma, X.; Jiang, Q.; Li, Y.; Hou, B. Effect of heat treatment on corrosion behaviors of Mg-5Y-1.5Nd alloys. Int. J. Electrochem. 2016, 2016, 7097589. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Investigating the effect of the quench environment on the final microstructure and wear behavior of 1.2080 tool steel after deep cryogenic heat treatment. Mater. Des. 2013, 45, 316–322. [Google Scholar] [CrossRef]
- Gavriljuk, V.G.; Theisen, W.; Sirosh, V.V.; Polshin, E.V.; Kortmann, A.; Mogilny, G.S.; Tarusin, Y.V. Low-temperature martensitic transformation in tool steels in relation to their deep cryogenic treatment. Acta Mater. 2013, 61, 1705–1715. [Google Scholar] [CrossRef]
- Amini, K.; Araghi, A.; Akhbarizadeh, A. Effect of deep cryogenic heat treatment on the wear behavior of carburized DIN 1.7131 grade steel. Acta Metall. Sin. 2015, 28, 348–353. [Google Scholar] [CrossRef]
- Yong, J.; Ding, C.; Qiong, J. Effect of cryogenic thermocycling treatment on the structure and properties of magnesium alloy AZ91. Met. Sci. Heat Treat. 2012, 53, 589–591. [Google Scholar] [CrossRef]
- Liu, Y.; Shao, S.; Xu, C.S.; Zeng, X.S.; Yang, X.J. Effect of cryogenic treatment on the microstructure and mechanical properties of Mg-1.5Zn-0.15Gd magnesium alloy. Mater. Sci. Eng. A 2013, 588, 76–81. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Investigating the effect of quench environment and deep cryogenic treatment on the wear behavior of AZ91. Mater. Des. 2014, 54, 154–160. [Google Scholar] [CrossRef]
- Raman, R.K.S. The role of microstructure in localized corrosion of magnesium alloys. Metall. Mater. Trans. A 2004, 35, 2525–2531. [Google Scholar] [CrossRef]
- Jiang, Q.; Ma, M.; Zhang, K.; Li, X.; Li, Y.; Shi, G.; Yuan, J. The corrosion behaviors of Mg-7Gd-5Y-1Nd-0.5Zr alloy under (NH4)2SO4, NaCl and Ca(NO3)2 salts spray condition. J. Magn. Alloys 2013, 1, 230–234. [Google Scholar] [CrossRef]
- Jiang, Q.; Ma, M.; Zhang, K.; Li, X.; Li, Y.; Shi, G.; Yuan, J. Atmospheric corrosion of Mg-rare earth alloy in typical inland and marine environments. Corros. Eng. Sci. Technol. 2014, 49, 651–655. [Google Scholar] [CrossRef]
- Smola, B.; Joska, L.; Březina, V.; Stulíková, I.; Hnilica, F. Microstructure, corrosion resistance and cytocompatibility of Mg-5Y-4Rare Earth-0.5Zr (WE54) alloy. Mater. Sci. Eng. C 2012, 32, 659–664. [Google Scholar] [CrossRef]
- Zhang, X.; Yuan, G.; Mao, L.; Niu, J.; Fu, P.; Ding, W. Effects of extrusion and heat treatment on the mechanical properties and biocorrosion behaviors of a Mg-Nd-Zn-Zr alloy. J. Mech. Behav. Biomed. 2012, 7, 77–86. [Google Scholar] [CrossRef] [PubMed]
- Lu, F.; Ma, A.; Jiang, J.; Guo, Y.; Yang, D.; Song, D.; Chen, J. Significantly improved corrosion resistance of heat-treated Mg-Al-Gd alloy containing profuse needle-like precipitates within grains. Corros. Sci. 2015, 94, 171–178. [Google Scholar] [CrossRef]
- Zhou, W.; Shen, T.; Aung, N.N. Effect of heat treatment on corrosion behaviour of magnesium alloy AZ91D in simulated body fluid. Corros. Sci. 2010, 52, 1035–1041. [Google Scholar] [CrossRef]
- Gunde, P.; Furrer, A.; Hänzi, A.C.; Schmutz, P.; Uggowitzer, P.J. The influence of heat treatment and plastic deformation on the bio-degradation of a Mg-Y-RE alloy. Mater. Res. A 2010, 92, 409–418. [Google Scholar]
- Nie, J.F.; Muddle, B.C. Characterisation of strengthening precipitate phases in a Mg-Y-Nd alloy. Acta Mater. 2000, 48, 1691–1703. [Google Scholar] [CrossRef]
- Ma, M.; Zhang, K.; Li, X.; Li, Y.; Shi, G.; Yuan, J. Influence of solution and aging on the microstructures and mechanical properties of complex deformed WE93 alloy. Mater. Des. 2013, 51, 73–78. [Google Scholar] [CrossRef]
- Chang, J.W.; Guo, X.W.; Fu, P.H.; Peng, L.M.; Ding, W.J. Effect of heat treatment on corrosion and electrochemical behaviour of Mg-3Nd-0.2Zn-0.4Zr (wt. %) alloy. Electrochim. Acta 2007, 52, 3160–3167. [Google Scholar] [CrossRef]
- Smola, B.; Stulıková, I. Equilibrium and transient phases in Mg-Y-Nd ternary alloys. J. Alloys Compd. 2004, 381, L1–L2. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. Corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.L.; Liu, M.; Shi, Z.; Cao, F.; Dargusch, M.S. Review of recent developments in the field of magnesium corrosion. Adv. Eng. Mater. 2015, 17, 400–453. [Google Scholar] [CrossRef]
- Esmaily, M.; Mortazavi, N.; Shahabi-Navid, M.; Svensson, J.E.; Halvarsson, M.; Nyborg, L.; Johansson, L.G. Effect of rheocasting on corrosion of AM50 Mg alloy. J. Electrochem. Soc. 2015, 162, C85–C95. [Google Scholar] [CrossRef]
- Pawar, S.; Zhou, X.; Thompson, G.E.; Scamans, G.; Fan, Z. The role of intermetallics on the corrosion initiation of twin roll cast AZ31 Mg alloy. J. Electrochem. Soc. 2015, 162, C442–C448. [Google Scholar] [CrossRef]
- Nam, N.D. Role of zinc in enhancing the corrosion resistance of Mg-5Ca alloys. J. Electrochem. Soc. 2016, 163, C76–C84. [Google Scholar] [CrossRef]
- Song, G.L.; Xu, Z. The surface, microstructure and corrosion of magnesium alloy AZ31 sheet. Electrochim. Acta 2010, 55, 4148–4161. [Google Scholar] [CrossRef]
- Zhao, M.C.; Liu, M.; Song, G.; Atrens, A. Influence of the β-phase morphology on the corrosion of the Mg alloy AZ91. Corros. Sci. 2008, 50, 1939–1953. [Google Scholar] [CrossRef]
- Qiao, Z.; Shi, Z.; Hort, N.; Abidin, N.I.Z.; Atrens, A. Corrosion behaviour of a nominally high purity Mg ingot produced by permanent mould direct chill casting. Corros. Sci. 2012, 61, 185–207. [Google Scholar] [CrossRef]
- Song, G.L.; Xu, Z. Crystal orientation and electrochemical corrosion of polycrystalline Mg. Corros. Sci. 2012, 63, 100–112. [Google Scholar] [CrossRef]
- Cano, Z.P.; McDermid, J.R.; Kish, J.R. Cathodic activity of corrosion filaments formed on Mg alloy AM30. J. Electrochem. Soc. 2015, 162, C732–C740. [Google Scholar] [CrossRef]
- Shi, Z.; Liu, M.; Atrens, A. Measurement of the corrosion rate of magnesium alloys using Tafel extrapolation. Corros. Sci. 2010, 52, 579–588. [Google Scholar] [CrossRef]
- Cao, F.; Shi, Z.; Song, G.L.; Liu, M.; Dargusch, M.S.; Atrens, A. Influence of casting porosity on the corrosion behaviour of Mg0.1Si. Corros. Sci. 2014, 88, 255–269. [Google Scholar] [CrossRef]
- Cao, F.; Shi, Z.; Hofstetter, J.; Uggowitzer, P.J.; Song, G.; Liu, M.; Atrens, A. Corrosion of ultra-high-purity Mg in 3.5% NaCl solution saturated with Mg(OH)2. Corros. Sci. 2013, 75, 78–99. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment | Homogenizing | Ageing |
|---|---|---|
| As cast | - | - |
| T4-air | 535 °C, 16 h + air quenching, 12 h | - |
| T4-water | 535 °C, 16 h + water quenching, 12 h | - |
| T4-cryogenic | 535 °C, 16 h + liquid nitrogen quenching, 12 h | - |
| T6-air | 535 °C, 16 h + air quenching, 12 h | 225 °C, 14 h + air quenching, 12 h |
| T6-water | 535 °C, 16 h + water quenching, 12 h | 225 °C, 14 h + water quenching, 12 h |
| T6-cryogenic | 535 °C, 16 h + liquid nitrogen quenching, 12 h | 225 °C, 14 h + liquid nitrogen quenching, 12 h |
| Locations | Alloys | Mg (at. %) | Y (at. %) | Nd (at. %) |
|---|---|---|---|---|
| a | T4-air | 98.832 | 1.031 | 0.137 |
| T4-water | 98.621 | 1.213 | 0.166 | |
| T4-cryogenic | 98.378 | 1.424 | 0.198 | |
| T6-air | 99.717 | 0.249 | 0.034 | |
| T6-water | 99.718 | 0.253 | 0.029 | |
| T6-cryogenic | 99.739 | 0.230 | 0.031 | |
| b | T4-air | 75.229 | 20.461 | 4.310 |
| T4-water | 80.162 | 17.564 | 2.274 | |
| T4-cryogenic | 74.307 | 21.224 | 4.469 | |
| T6-air | 81.394 | 16.102 | 2.504 | |
| T6-water | 82.032 | 15.704 | 2.264 | |
| T6-cryogenic | 82.683 | 15.621 | 1.696 | |
| c | T4-air | 75.916 | 21.637 | 2.447 |
| T4-water | 76.498 | 21.391 | 2.111 | |
| T4-cryogenic | 76.112 | 21.791 | 2.097 | |
| T6-air | 77.393 | 21.903 | 0.704 | |
| T6-water | 76.818 | 22.662 | 0.520 | |
| T6-cryogenic | 76.347 | 22.921 | 0.732 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Q.; Yang, L.; Hou, B. The Effect of Deep Cryogenic Treatment on the Corrosion Behavior of Mg-7Y-1.5Nd Magnesium Alloy. Metals 2017, 7, 427. https://doi.org/10.3390/met7100427
Jiang Q, Yang L, Hou B. The Effect of Deep Cryogenic Treatment on the Corrosion Behavior of Mg-7Y-1.5Nd Magnesium Alloy. Metals. 2017; 7(10):427. https://doi.org/10.3390/met7100427
Chicago/Turabian StyleJiang, Quantong, Lihui Yang, and Baorong Hou. 2017. "The Effect of Deep Cryogenic Treatment on the Corrosion Behavior of Mg-7Y-1.5Nd Magnesium Alloy" Metals 7, no. 10: 427. https://doi.org/10.3390/met7100427
APA StyleJiang, Q., Yang, L., & Hou, B. (2017). The Effect of Deep Cryogenic Treatment on the Corrosion Behavior of Mg-7Y-1.5Nd Magnesium Alloy. Metals, 7(10), 427. https://doi.org/10.3390/met7100427