
Resistance Spot Weldability of Galvanize Coated and Uncoated TRIP Steels

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
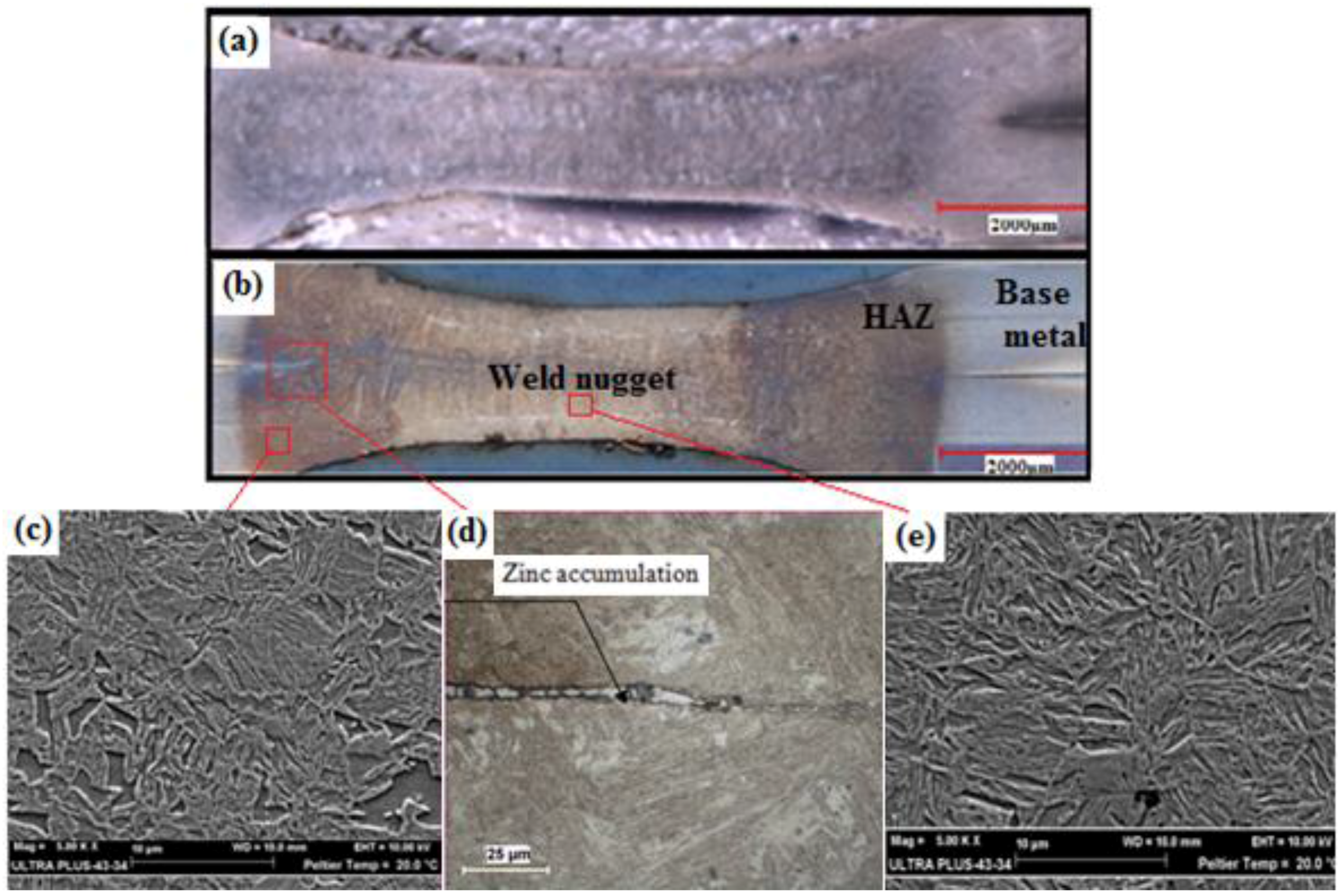
3.1. Microstructure and Nugget Geometry of the Weldment
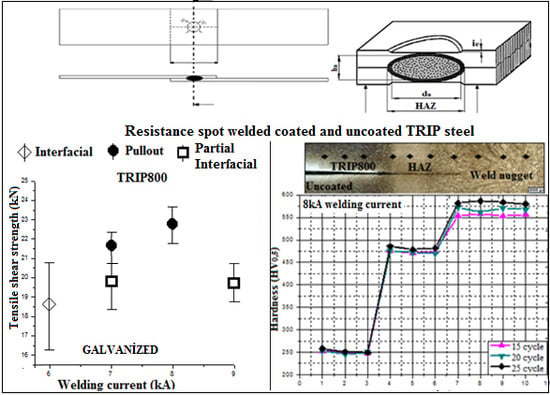
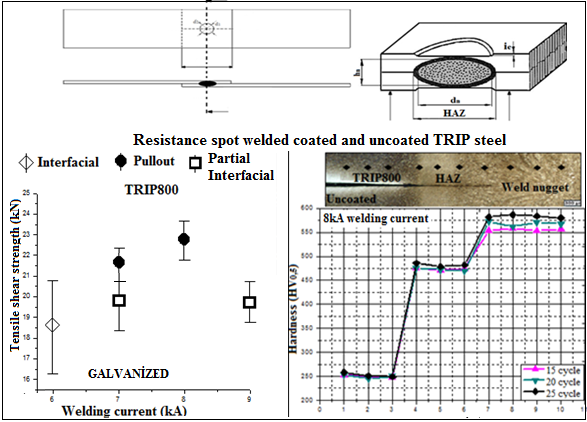
3.2. Tensile Shear Performance of Weldment
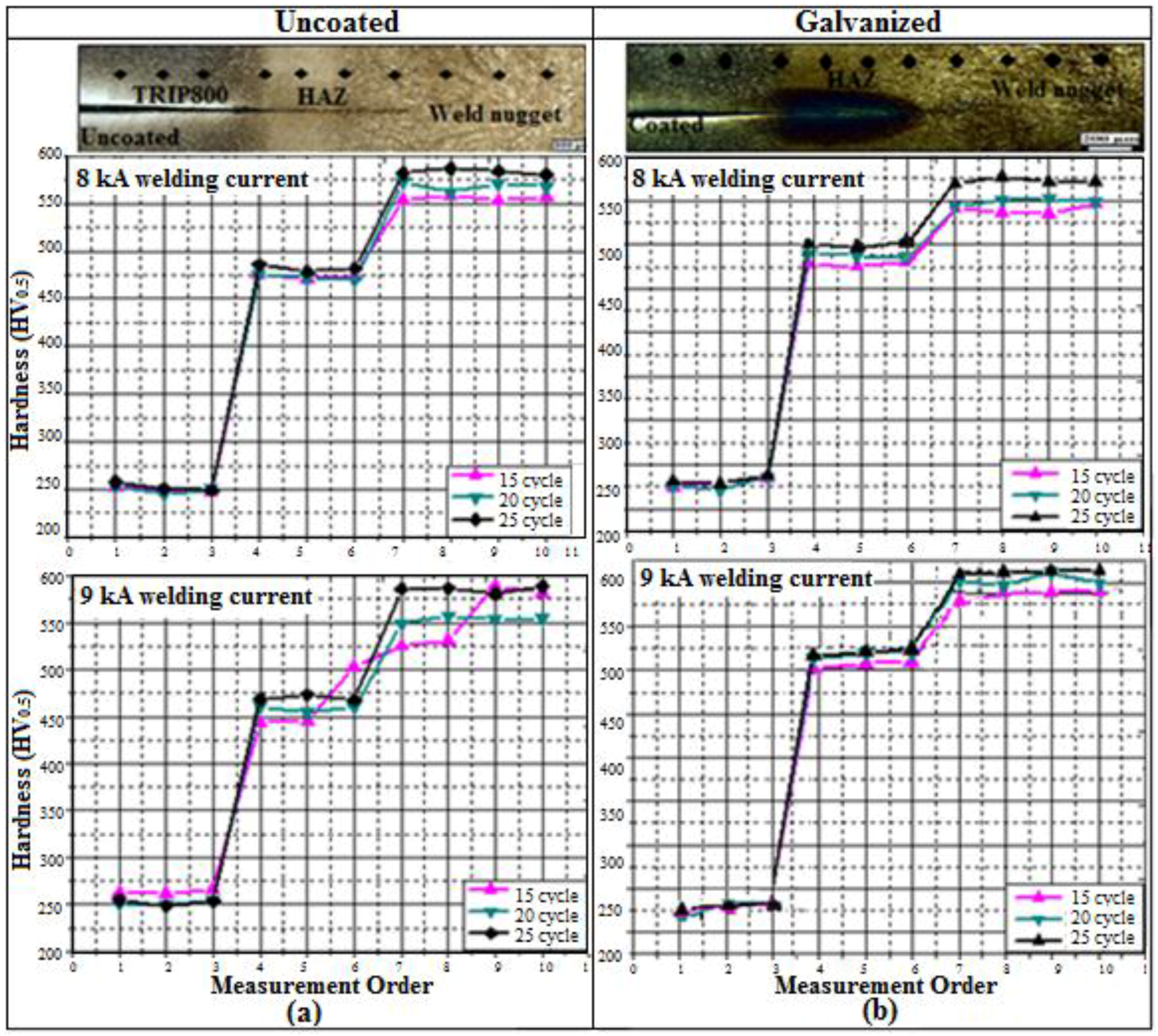
3.3. Hardness Measurement
4. Conclusions
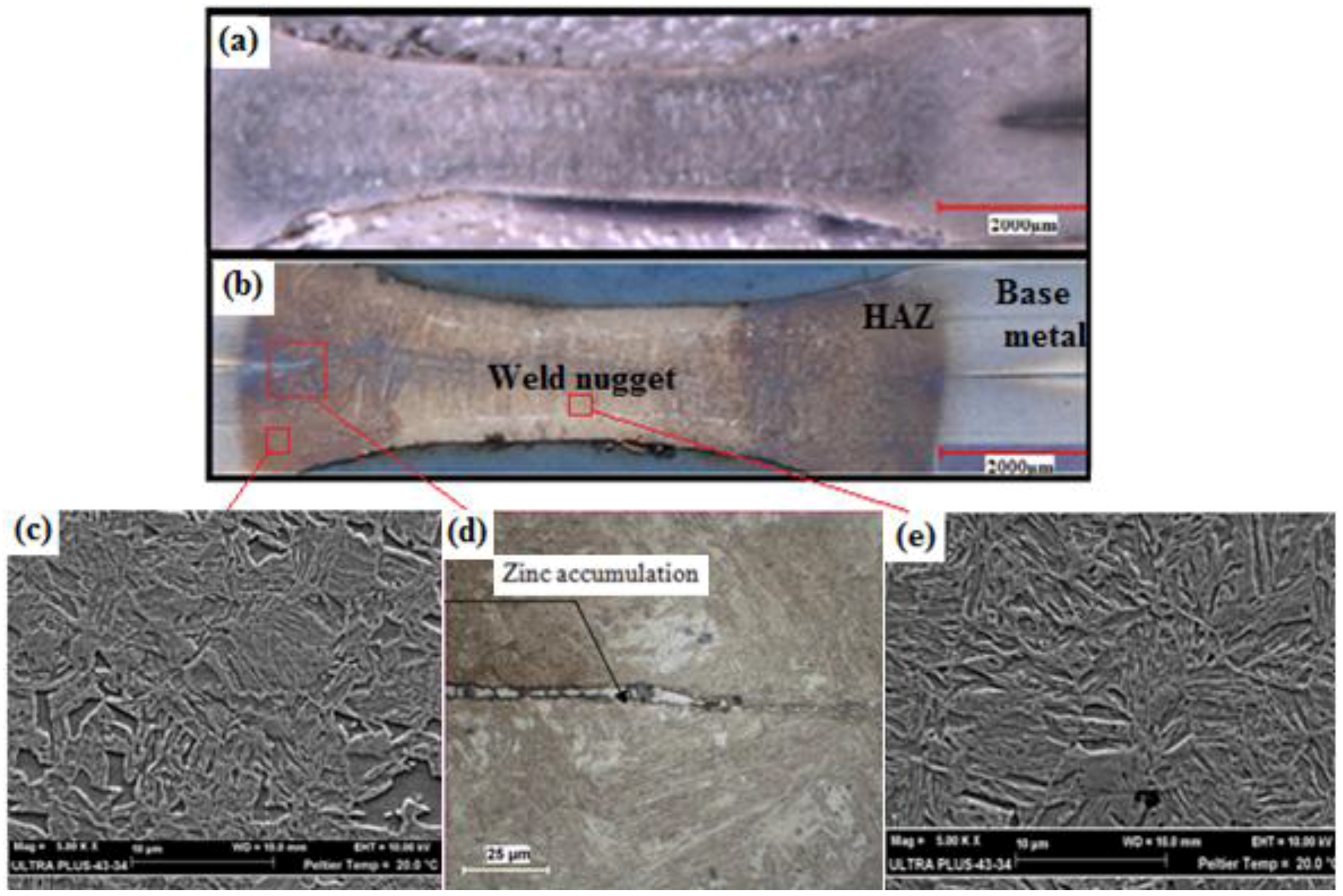
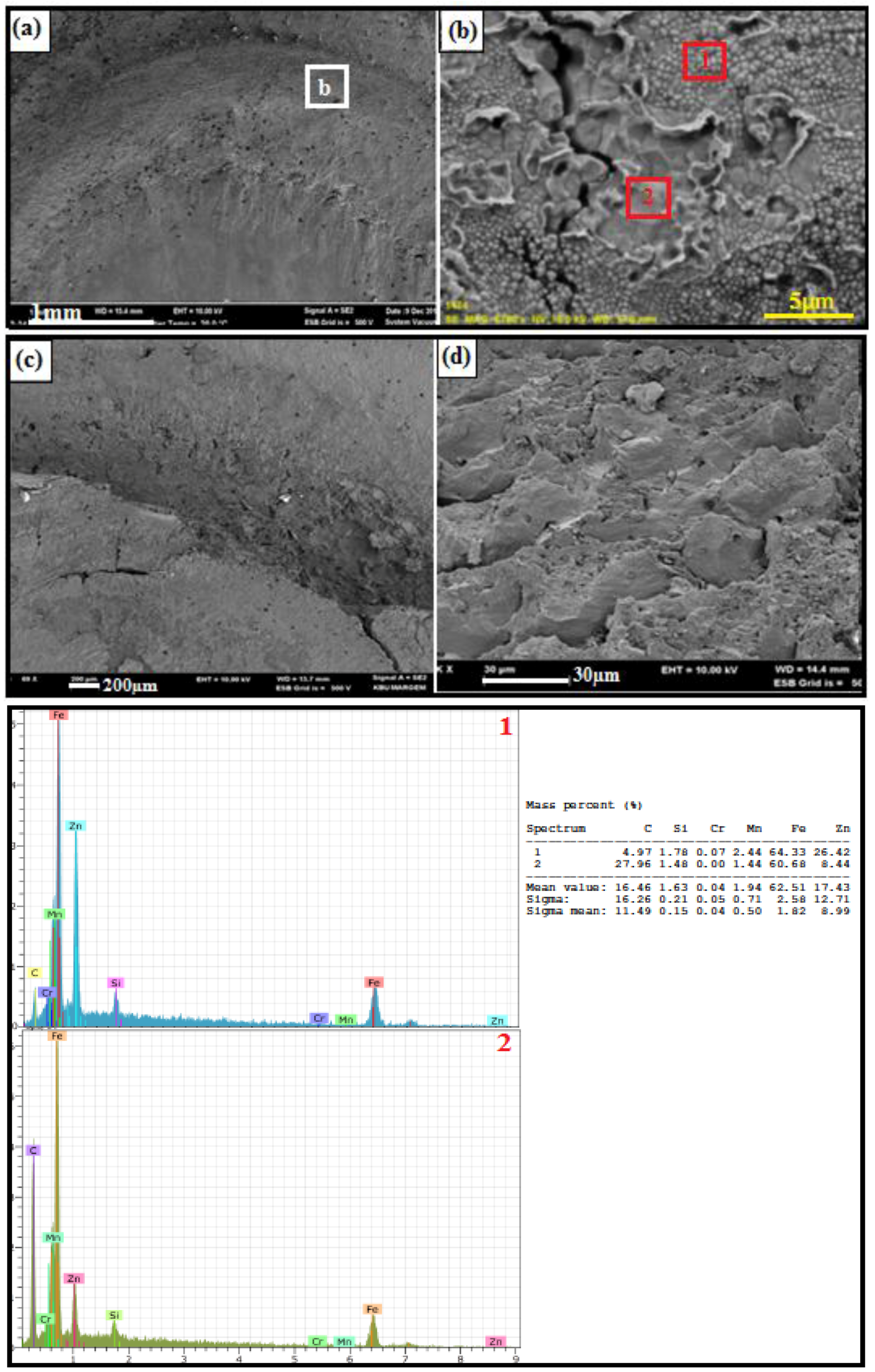
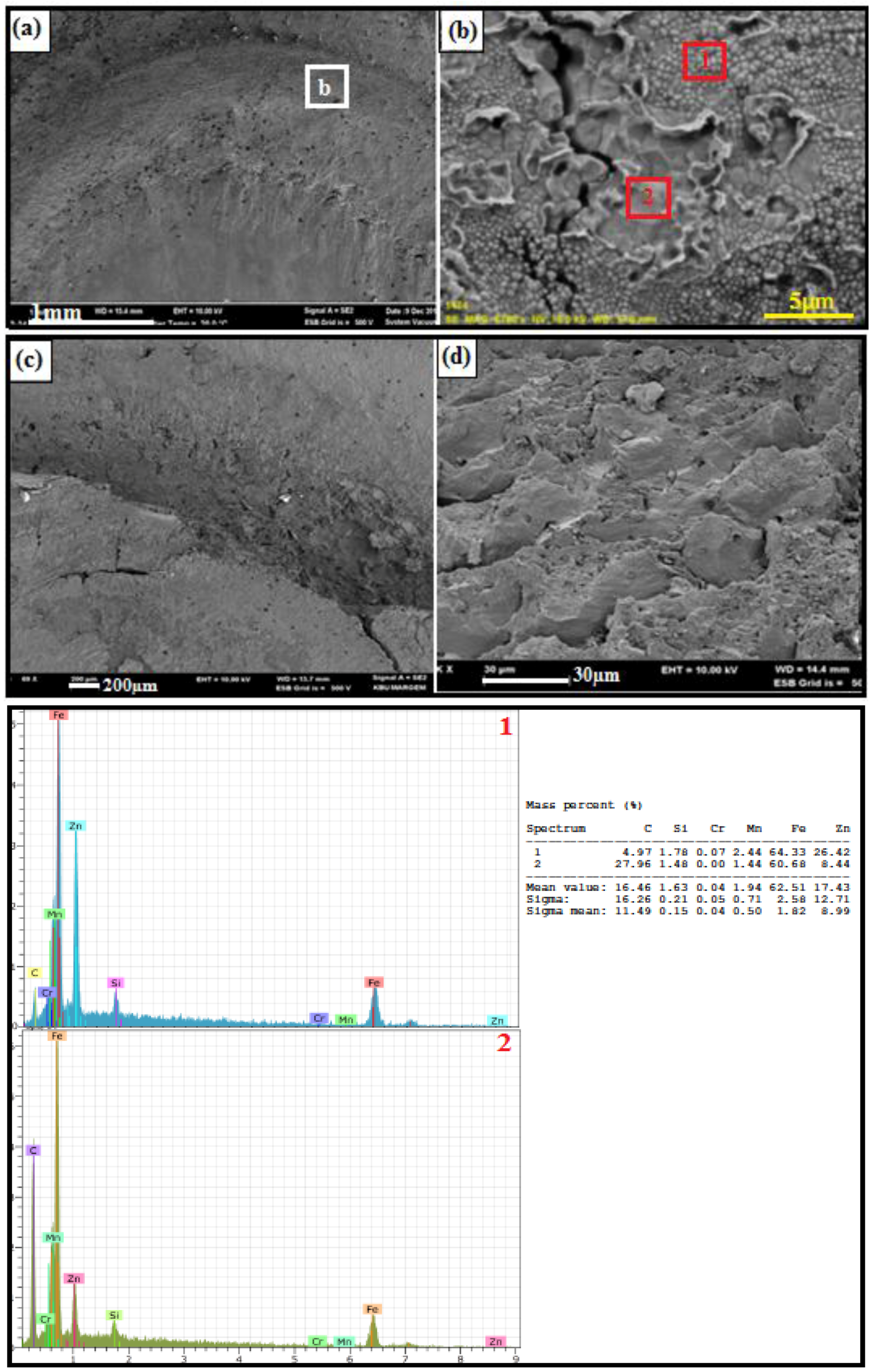
- The microstructure of both weldments was decorated by the predominantly martensite phases in the weld nugget. Martensite, bainite, and retained austenitic phases were evaluated in the HAZ.
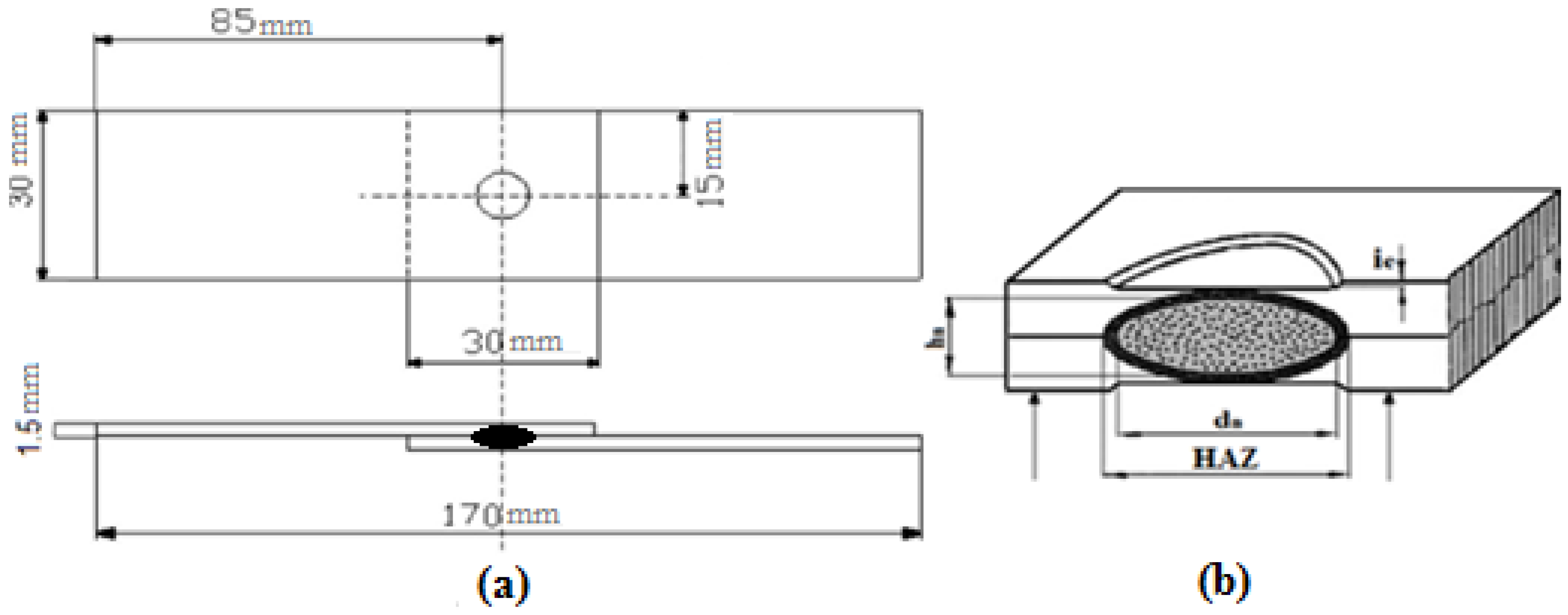
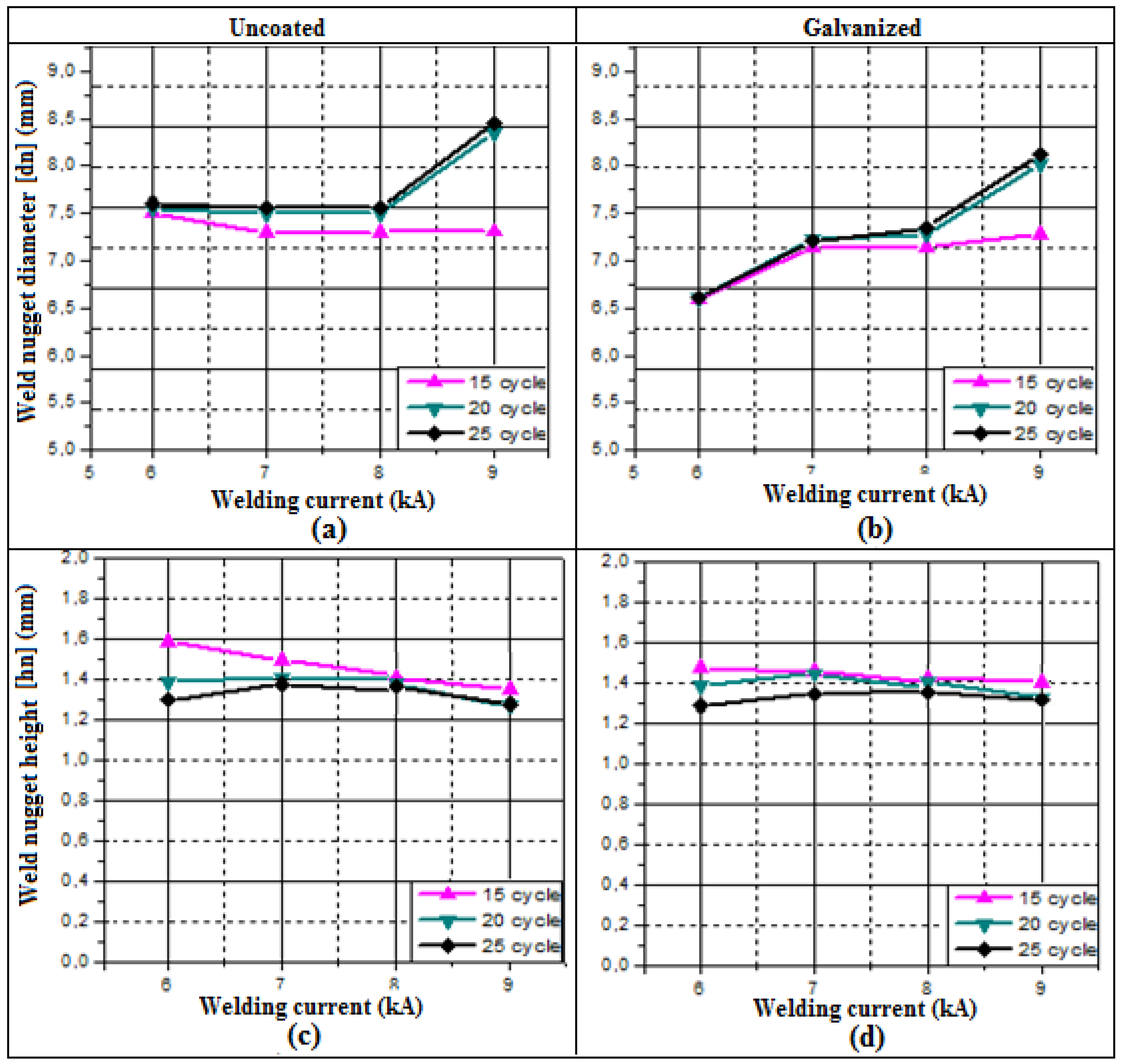
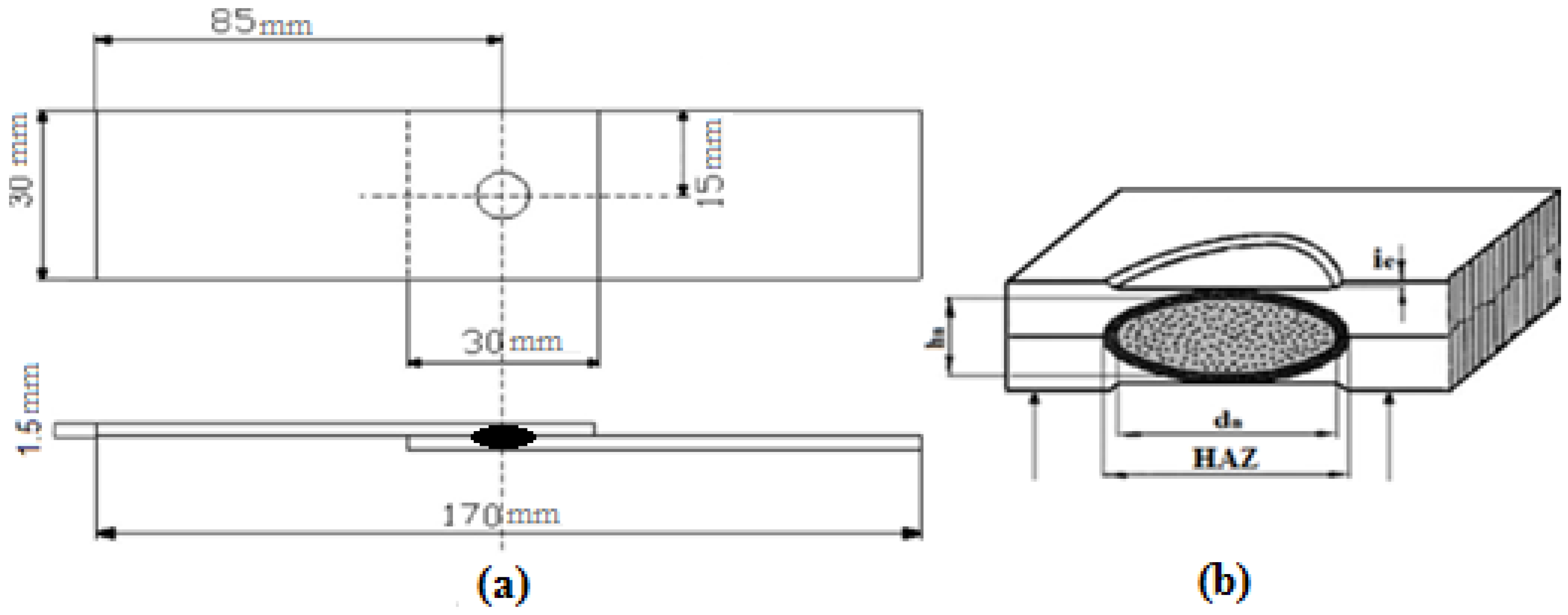
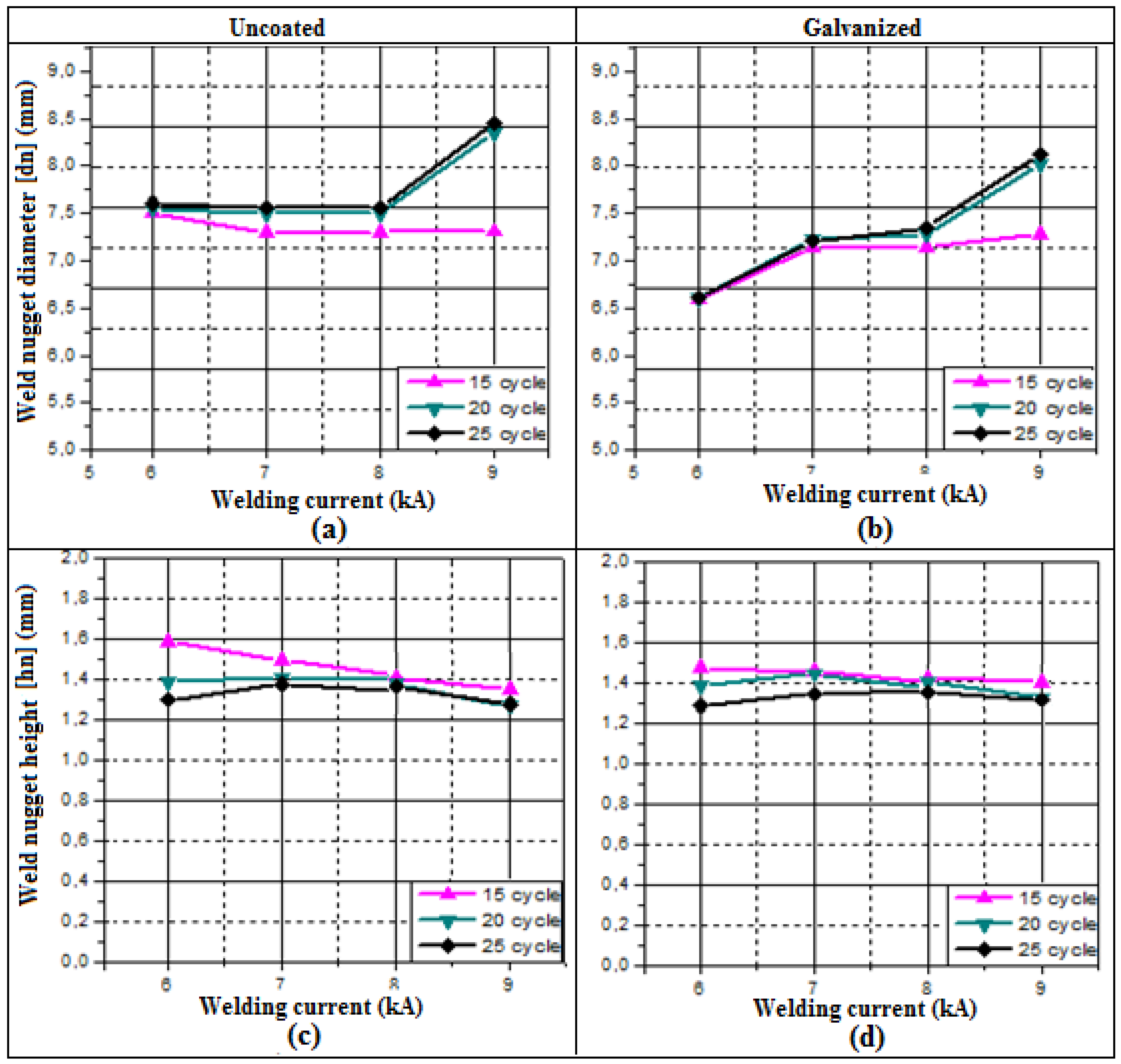
- It was found that the nugget diameter increased with increasing welding currents greater than 6 kA for all welding times (15, 20 and 25 cycles). Using a welding current greater than 6 kA causes more forging of soft zones and decreases the nugget height. The galvanized coating on the surface of the TRIP steel resulted in a smaller nugget diameter and a thicker nugget cross section.
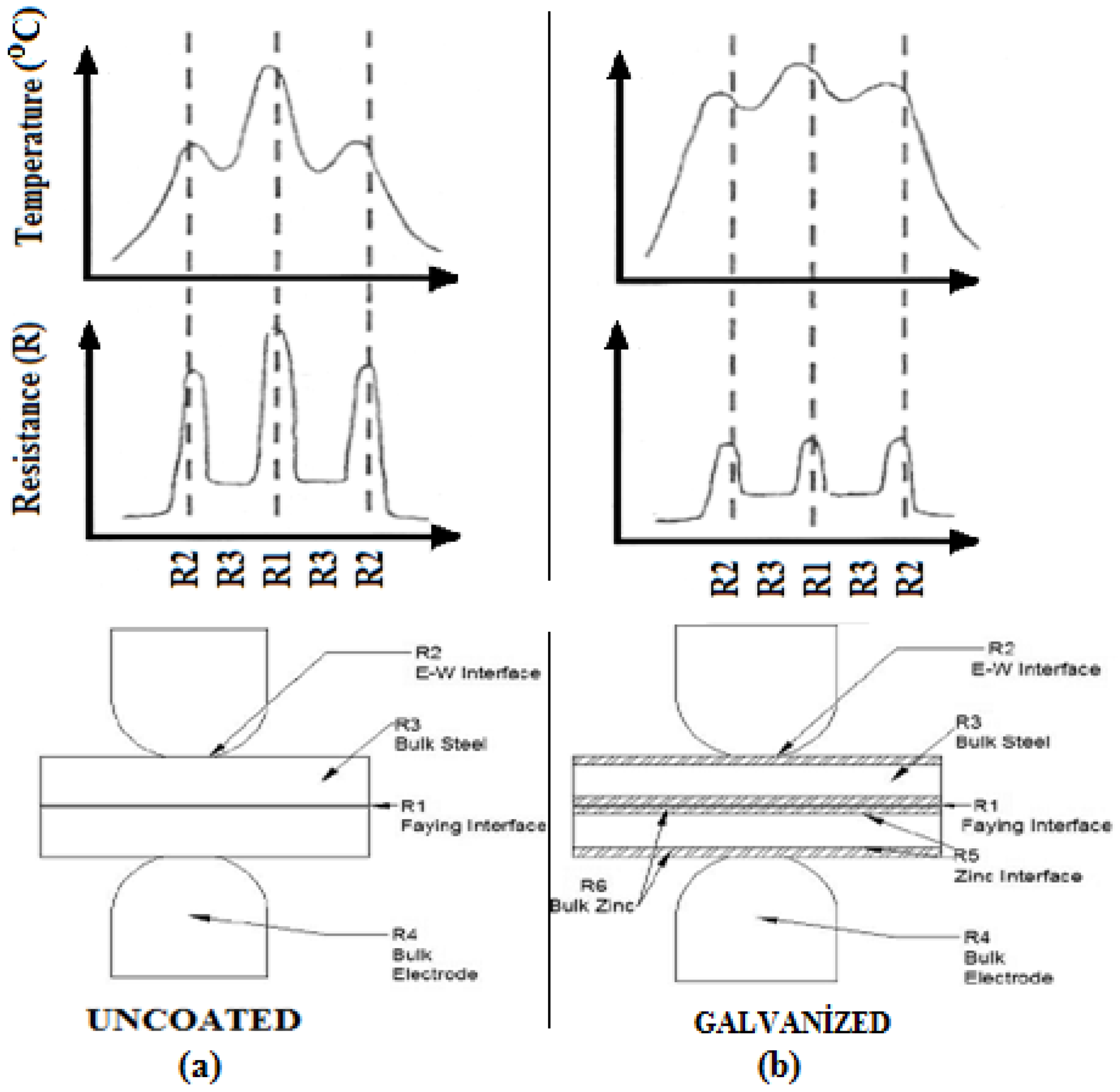
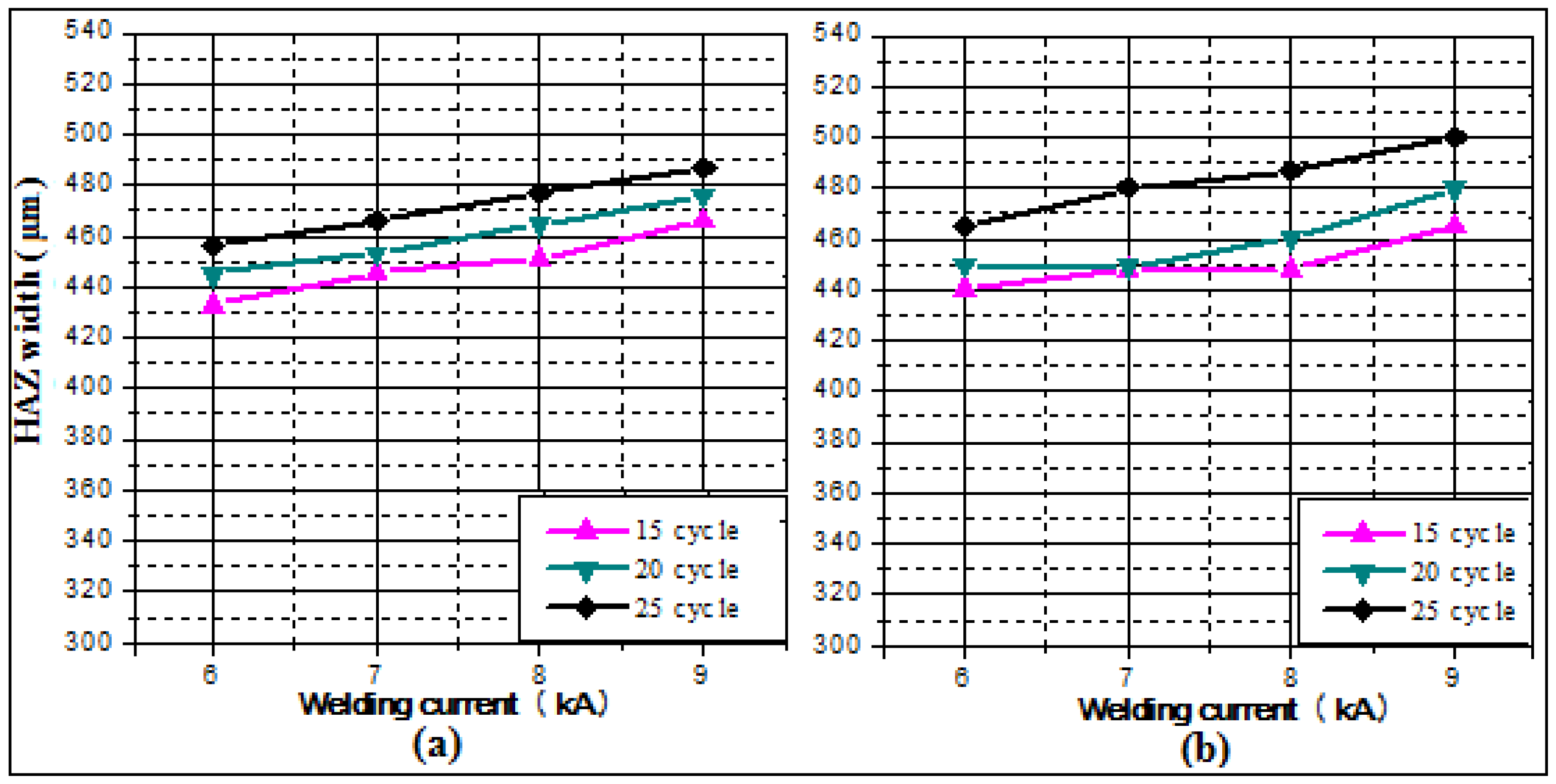
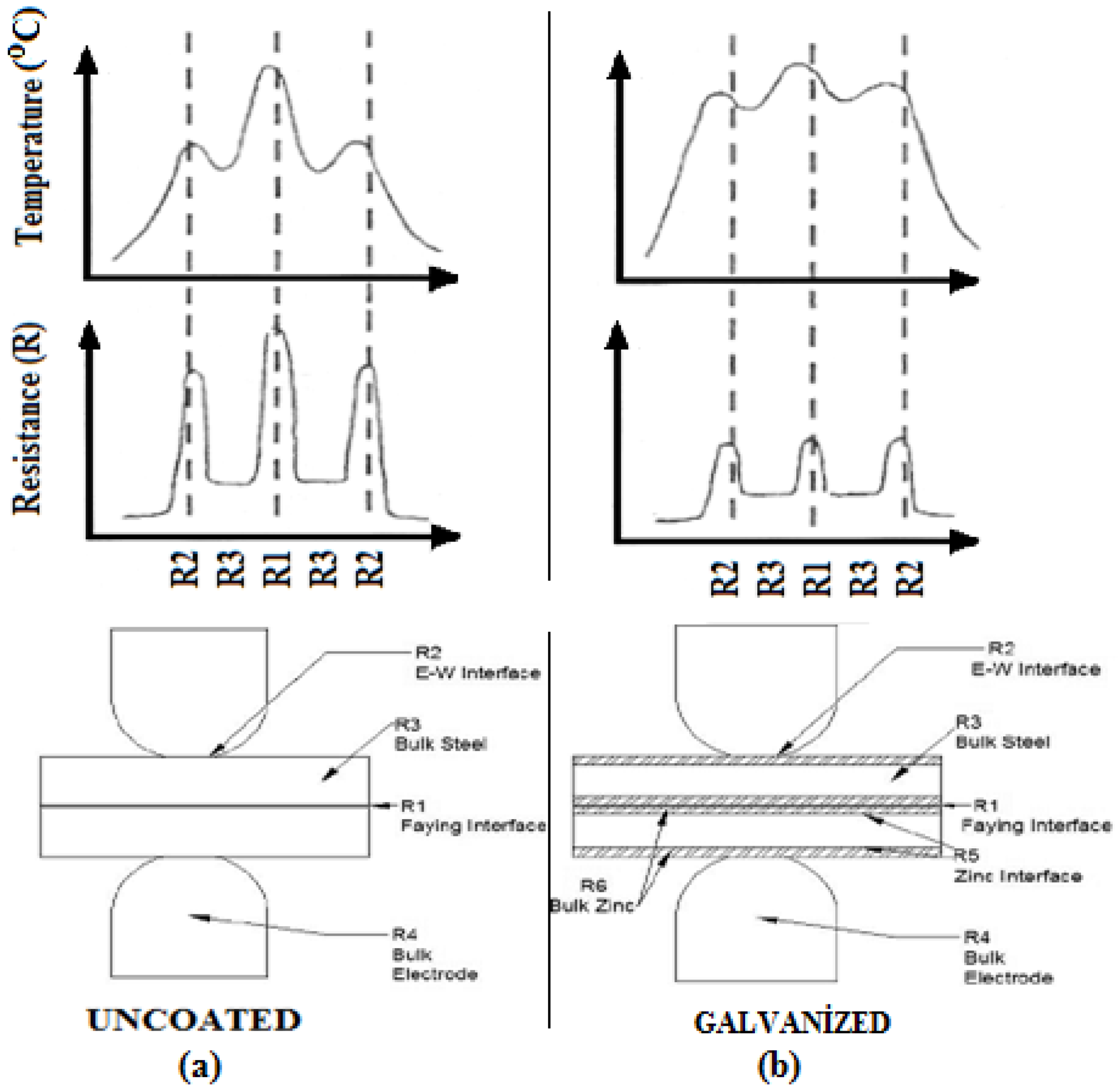
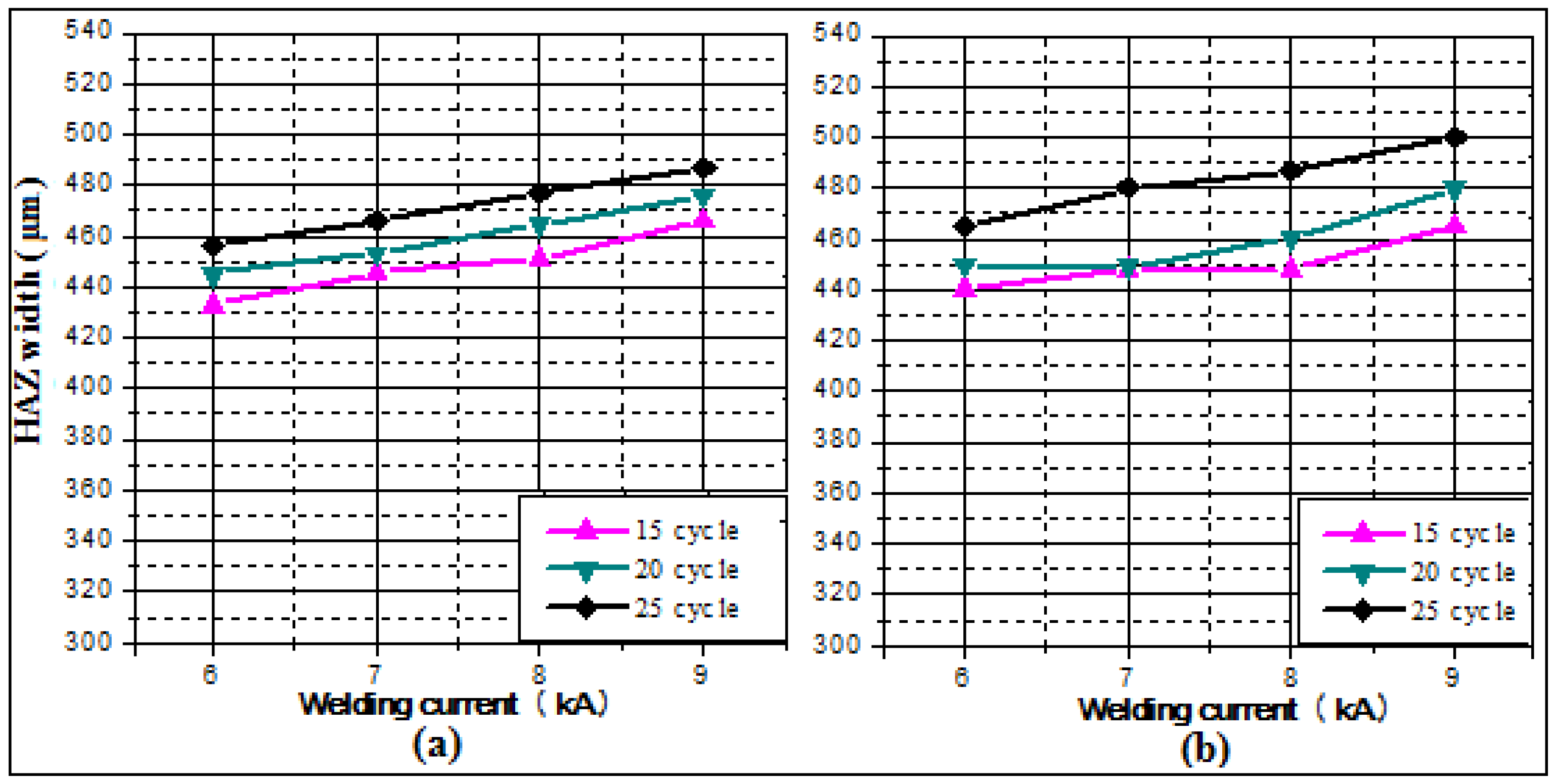
- The HAZ of the galvanized TRIP800 weldment was found to be slightly larger due to the higher thermal conductivity of the galvanized steel.
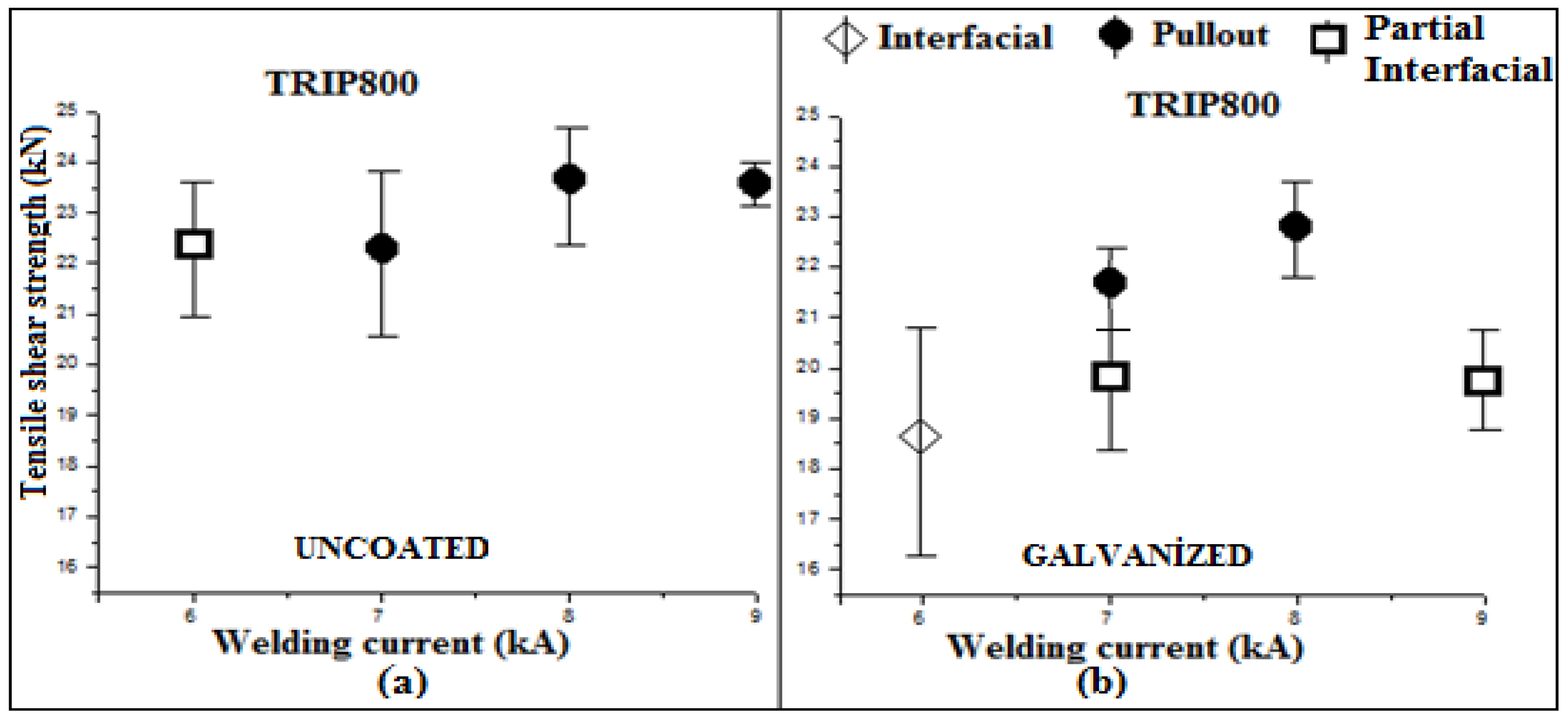
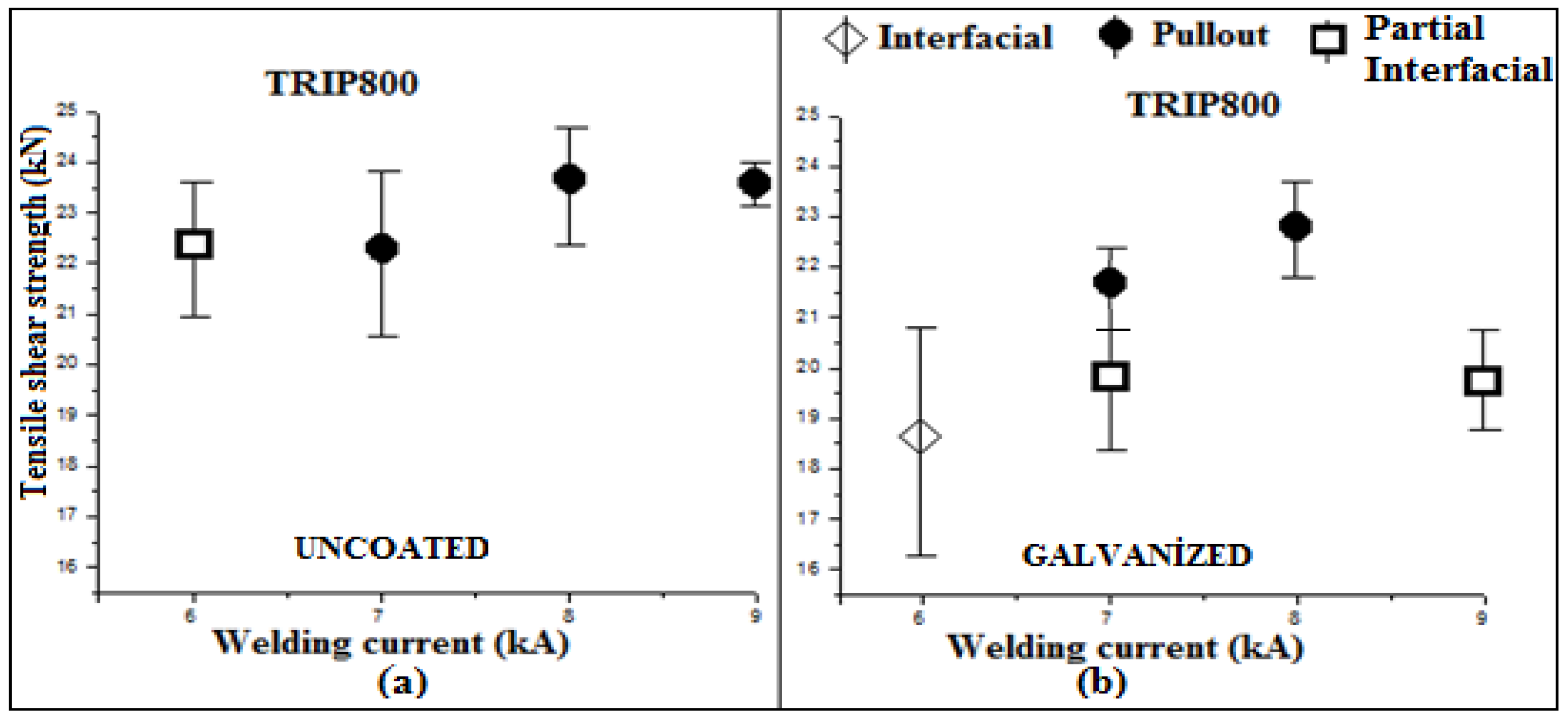
- The tensile shear strength of both weldments improves by increasing the heat input associated with the welding current and the welding time, except 9 kA. The coating presents a negative effect on the strength and failure mode.
- A partial interfacial failure (PIF) mode was observed in the uncoated sample joined at 6 kA for all welding times due to insufficient heat input. Meanwhile, a PIF mode due to excessive heat input was also observed in the galvanized sample joined at 9 kA for all welding times.
- The welding current and welding time range, to obtain indented weld nugget geometry and a desired PF mode for the uncoated sample, should be higher. Increasing the heat input up to expulsion enables joining at a larger area, which provides an extended nugget size and a desired PF mode for both weldments.
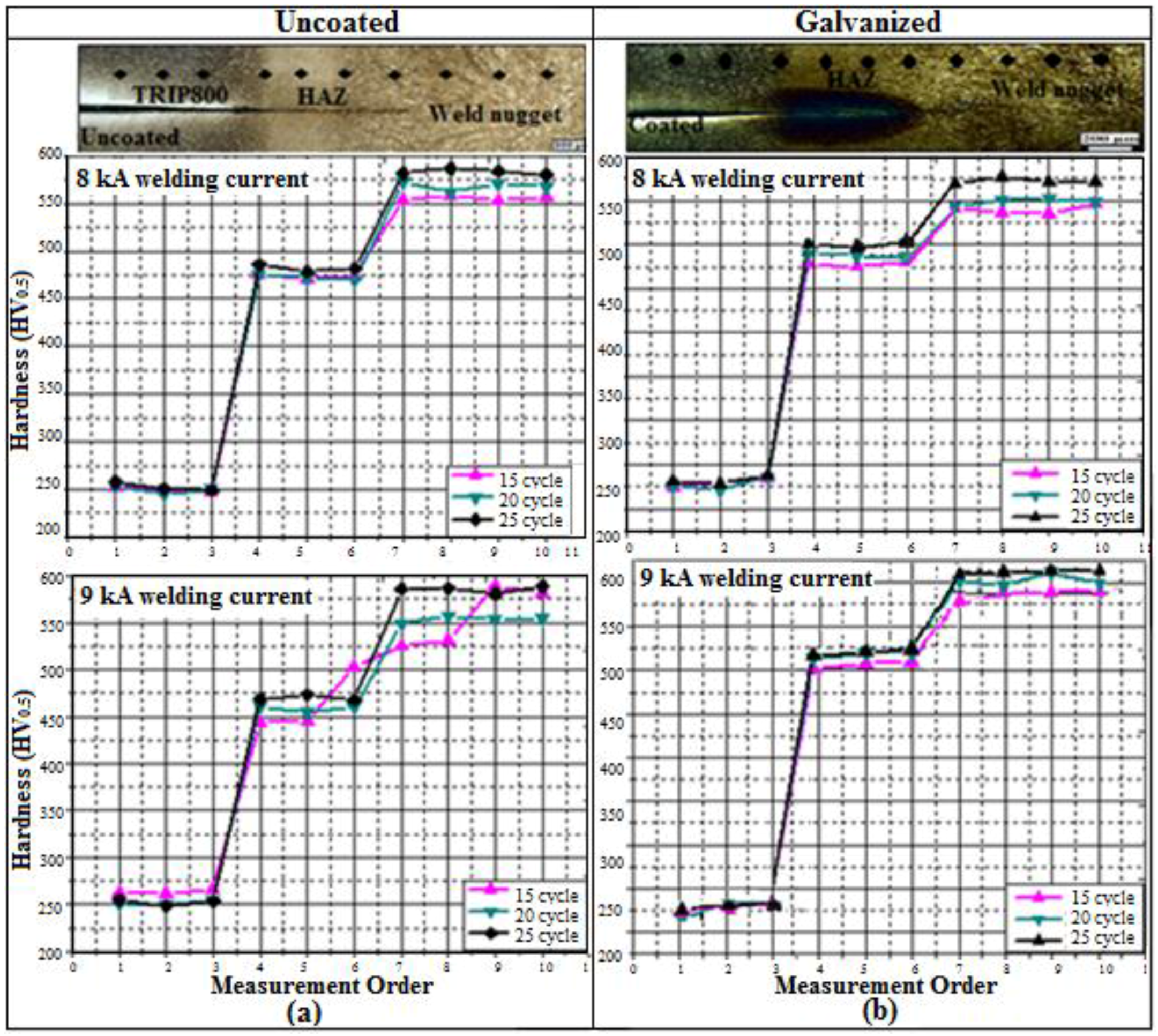
- It was found that hardness increased in the fusion zone and the HAZ of both weldments due to martensitic transformation. In addition, the HAZ hardness of the galvanized weldment was found to be slightly higher. It is believed that coating leads to the conduction of heat faster, thus preventing the coarsening of the grains in the HAZ, so fine grains cause high hardness.
Author Contributions
Conflicts of Interest
References
- Baltazar Hernandez, V.H.H.; Okita, Y.; Zhou, Y. Second pulse current in resistance spot welded TRIP steel—Effects on the microstructure and mechanical behavior. Weld. J. 2012, 91, 278–285. [Google Scholar]
- Keeler, S.; Kimchi, M. Advanced High Strength Steel (AHSS). Application Guidelines, Committee on Automotive Applications, Version 5.0. Word Auto Steel, Ed.; 2014; 1–4. [Google Scholar]
- Word Auto Steel. Available online: http://www.worldautosteel.org/Projects/AHSS-Guidelines.aspx (accessed on 13 April 2010).
- Lacroix, G.; Pardoen, T.; Jacques, P.J. The fracture toughness of TRIP-assisted multiphase steels. Acta Mater. 2008, 56, 3900–3913. [Google Scholar] [CrossRef]
- Brauser, S.; Pepke, L.A.; Weber, G.; Rethmeier, M. Deformation behaviour of spot-welded high strength steels for automotive applications. Mater. Sci. Eng. A 2010, 527, 7099–7108. [Google Scholar] [CrossRef]
- Bian, J.; Zhu, Y.; Liu, X.H.; Wang, G.D. Development of hot dip galvanized steel strip and its application in automobile industry. J. Iron Steel Res. Int. 2006, 13, 47–50. [Google Scholar] [CrossRef]
- Hayat, F. Comparing properties of adhesive bonding, resistance spot welding, and adhesive weld bonding of galvanized and uncoated DP 600 steel. J. Iron Steel Res. Int. 2011, 18, 70–78. [Google Scholar] [CrossRef]
- Tumuluru, M. Effect of coatings on the resistance spot welding behavior of 780 MPa dual-phase steel. Weld. J. 2007, 86, 161–169. [Google Scholar]
- Tumuluru, M. Effects of baking on the structure and properties of resistance spot welds in 780 MPa dual-phase and TRIP steels. Weld. J. 2010, 89, 91–100. [Google Scholar]
- Amırthalingam, M.; Master of Science in Metallurgical and Materials Engineering. Microstructural Development during Welding of TRIP Steels; Indian Institute of Technology: Madras, Chennai, India, 2010. [Google Scholar]
- Arunchai, T.; Sonthipermpoon, K.; Apichayakul, P.; Tamee, K. Resistance spot welding optimization based on artificial neural network. Int. J. Manuf. Eng. 2014, 2014, 154784. [Google Scholar] [CrossRef]
- Williams, N.T.; Parker, J.D. Review of resistance spot welding of steel sheets-Part 2 Factors influencing electrode life. Int. Mater. Rev. 2014, 49, 77–108. [Google Scholar] [CrossRef]
- Ruuki Part of SSAB. Available online: http://www.ruukki.com/~/media/Files/Steel-products/Cold-rolled-metal-colour-galvanized-instructions/Ruukki-Resistance-welding-manual.pdf (accessed on 3 August 2014).
- Roach, B.W. Welding modern coated materials. Weld. Met. Fabr. 1988, 56, 167–170. [Google Scholar]
- Chan, K.R. Weldability and Degradation Study of Coated Electrodes for Resistance Spot Welding. Master’s Thesis, University of Waterloo, Waterloo, ON, Canada, 2005. [Google Scholar]
- Finlay, M.R. A study of resistance spot weldability of metallic coated steels and PVD coated electrodes. Master’s Thesis, University of Wollongong, Wollongong, New South Wales, Australia, 1995. [Google Scholar]
- Howe, P.; Kelly, S.C. A comparison of the resistance spot weldability of bare, hot-dipped, galvannealed, and electrogalvanized DQSK sheet steels. In Proceedings of the International Congress and Exposition, Detroit, MI, USA, 29 February–4 March 1988.
- Emre, H.E.; Kaçar, R. Development of weld lobe for resistance spot-welded TRIP800 steel and evaluation of fracture mode of its weldment. Int. J. Adv. Manuf. Technol. 2016, 83, 1737–1747. [Google Scholar] [CrossRef]
- Cho, Y.; Li, W.; Hu, S.J. Design of experiment analysis and weld lobe estimation for aluminum Resistance spot welding. Weld. J. 2006, 85, 45–51. [Google Scholar]
- Zhang, H.; Senkara, J. Resistance Welding: Fundamentals and Applications, 2nd ed.; CRC Press: New York, NY, USA, 2012; p. 197. [Google Scholar]
- Raoelison, R.; Fuentes, A.; Rogeon, P.H.; Carré, P.; Loulou, T.; Carron, D.; Dechalotte, F. Contact conditions on nugget development during resistance spot welding of Zn galvanized steel sheets using rounded tip electrodes. J. Mater. Process. Technol. 2012, 212, 1663–1669. [Google Scholar] [CrossRef]
- Li, M.V.; Dong, P.; Kimchi, M. Finite element modeling of resistance spot welding of galvanized steel. In Proceedings of the International Conference on Computer Technology in Welding, San Francisco, CA, USA, 8–11 July 1997; pp. 389–398.
- Aslanlar, S. The effect of nucleus size on mechanical properties in electrical resistance spot welding of sheets used in automotive industry. Mater. Des. 2006, 27, 125–131. [Google Scholar] [CrossRef]
- Chan, K.R.; Scotchmer, N.; Zhao, J.; Zhou, Y. Weldability Improvement Using Galvanized Electrodes for RSW of HDG Steel, SAE International Huys Industries Limited, 2005. Available online: http://huysindustries.com/data/uploads/articles/huysarticle04.pdf (accessed on 3 August 2014).
- Rogeon, P.H.; Carré, P.; Costa, J.; Sibilia, G.; Saindrenan, G. Characterization of electrical contact conditions in spot welding assemblies. J. Mater. Process. Technol. 2008, 195, 117–124. [Google Scholar] [CrossRef]
- Howe, P.; Kelly, S.C. Coating weight effect on the resistance spot weldability of electrogalvanized sheet steels. Weld. J. 1988, 67, 271–280. [Google Scholar]
- Shi, G.; Westgate, S.A. Techniques for improving the weldability of TRIP steel using resistance spot welding. Int. J. Join. Mater. 2004, 16, 9–14. [Google Scholar]
- Ma, C.; Chen, D.L.; Bhole, S.D.; Boudreae, G.; Lee, A.; Biro, E. Microstructure and fracture characteristics of spot-welded DP600 steel. Mater. Sci. Eng. A 2008, 485, 334–346. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Metal | C | Si | Mn | P | S | Cr | Mo | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| TRIP800 | 0.2 | 1.66 | 1.69 | 0.015 | 0.0002 | 0.006 | 0.011 | 0.43 | Balance |
| Welding Current (kA) | Electrode Force (kN) | Weld Time (Cycle) | Hold Time (Cycle) | Squeeze Time (Cycle) | Clamping Time (Cycle) | Electrode Type(F16) | Electrode Diameter (mm) |
|---|---|---|---|---|---|---|---|
| 6 7 8 9 | 6 | 15 20 25 | 15 | 25 | 15 | Spherical tip (Cu–Cr–Zr) | 5.5 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ertek Emre, H.; Kaçar, R. Resistance Spot Weldability of Galvanize Coated and Uncoated TRIP Steels. Metals 2016, 6, 299. https://doi.org/10.3390/met6120299
Ertek Emre H, Kaçar R. Resistance Spot Weldability of Galvanize Coated and Uncoated TRIP Steels. Metals. 2016; 6(12):299. https://doi.org/10.3390/met6120299
Chicago/Turabian StyleErtek Emre, Hayriye, and Ramazan Kaçar. 2016. "Resistance Spot Weldability of Galvanize Coated and Uncoated TRIP Steels" Metals 6, no. 12: 299. https://doi.org/10.3390/met6120299
APA StyleErtek Emre, H., & Kaçar, R. (2016). Resistance Spot Weldability of Galvanize Coated and Uncoated TRIP Steels. Metals, 6(12), 299. https://doi.org/10.3390/met6120299