
Operating Solutions to Improve the Direct Reduction of Iron Ore by Hydrogen in a Shaft Furnace


Abstract

1. Introduction
2. Mathematical Model
2.1. Model of the H2-DRSF
2.1.1. Principle of the Mathematical Model
- -
- The solid burden is modeled as a pseudocontinuous stack of spherical pellets (dp = 15 mm) with a constant bed porosity (). The solid flow is described according to Mullins’ model [40]. In this model, the radial velocity is proportional to the radial gradient of the axial velocity (Equation (5)):
- -
- The solid heat balance considers convection, conduction, heat exchange with the gas phase; the heat of the reactions is assumed to be entirely attributed to the solid phase (Equation (6)):
- -
- The gas flow through the packed bed of pellets is described via the Ergun equation [41], which can be combined with the gas continuity equation to solve for the pressure distribution (Equations (7) and (8)):
- -
- The gas heat balance also considers convection, conduction and heat exchange, as well as a specific term related to the evolution of the gas heat capacity during the reaction:
- -
- The pellets react according to a simplified grain model with the law of additive reaction times [42,43]. This kinetic model assumes that three distinct consecutive phenomena can be rate-limiting for each of the reduction reactions: gas diffusion in the bulk, gas diffusion in the pores of the pellet, and local chemical reactions. Each of these phenomena influences the reaction rate through a characteristic time , which can be expressed as:where is the iron oxide molar density, k is a kinetic factor, and fm is the driving force of the reaction. For a specific set of gas compositions and temperatures, the instantaneous reaction rate of each reduction reaction is calculated with the law of additive reaction times:where f, g, and h are conversion functions related to each phenomenon, and X is the conversion. See Ranzani et al. [16] for more details.
- -
- The temperatures and compositions of both phases at the inlets follow Dirichlet boundary conditions. The gas velocity is given at the gas inlet, the gas pressure is given at the top gas outlet, and the gas concentration is calculated according to the ideal gas law. The solid mass flow is given at the top of the furnace. Zero flux conditions are set at the symmetry axis and at the walls, except for the gas inlet.
2.1.2. Numerical Solution
- An arbitrary pressure field is given.
- A preliminary velocity field is derived from via the Ergun equation.
- The pressure correction field is first set to 0. It is then calculated across the whole computational domain with the combined Ergun-continuity equation.
- is added to to correct it.
- The velocity field is corrected with via the Ergun equation, and the algorithm returns to step 2.
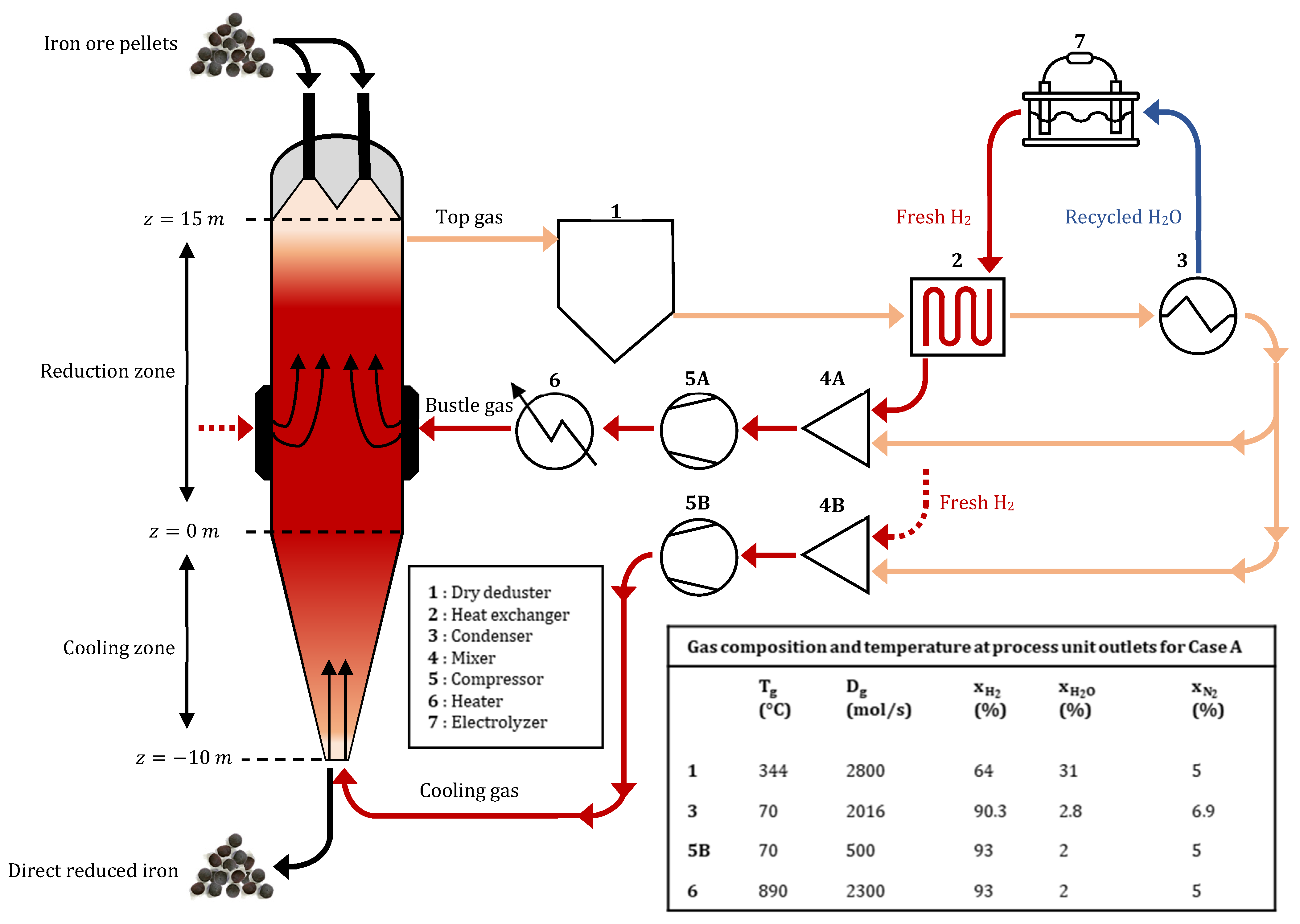
2.2. Model of the Gas Loop
3. Results and Discussion
3.1. Furnace Data and Operating Parameters
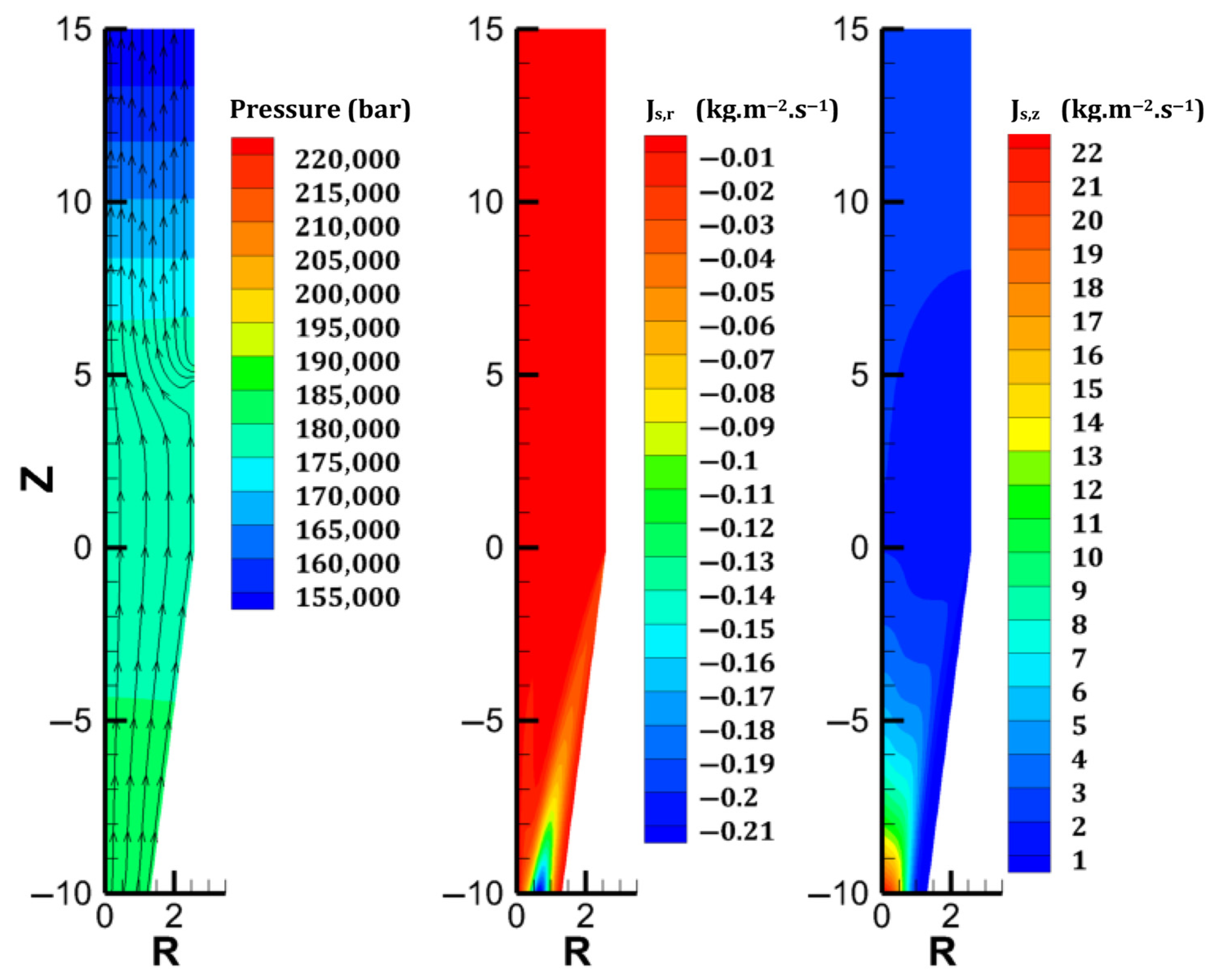
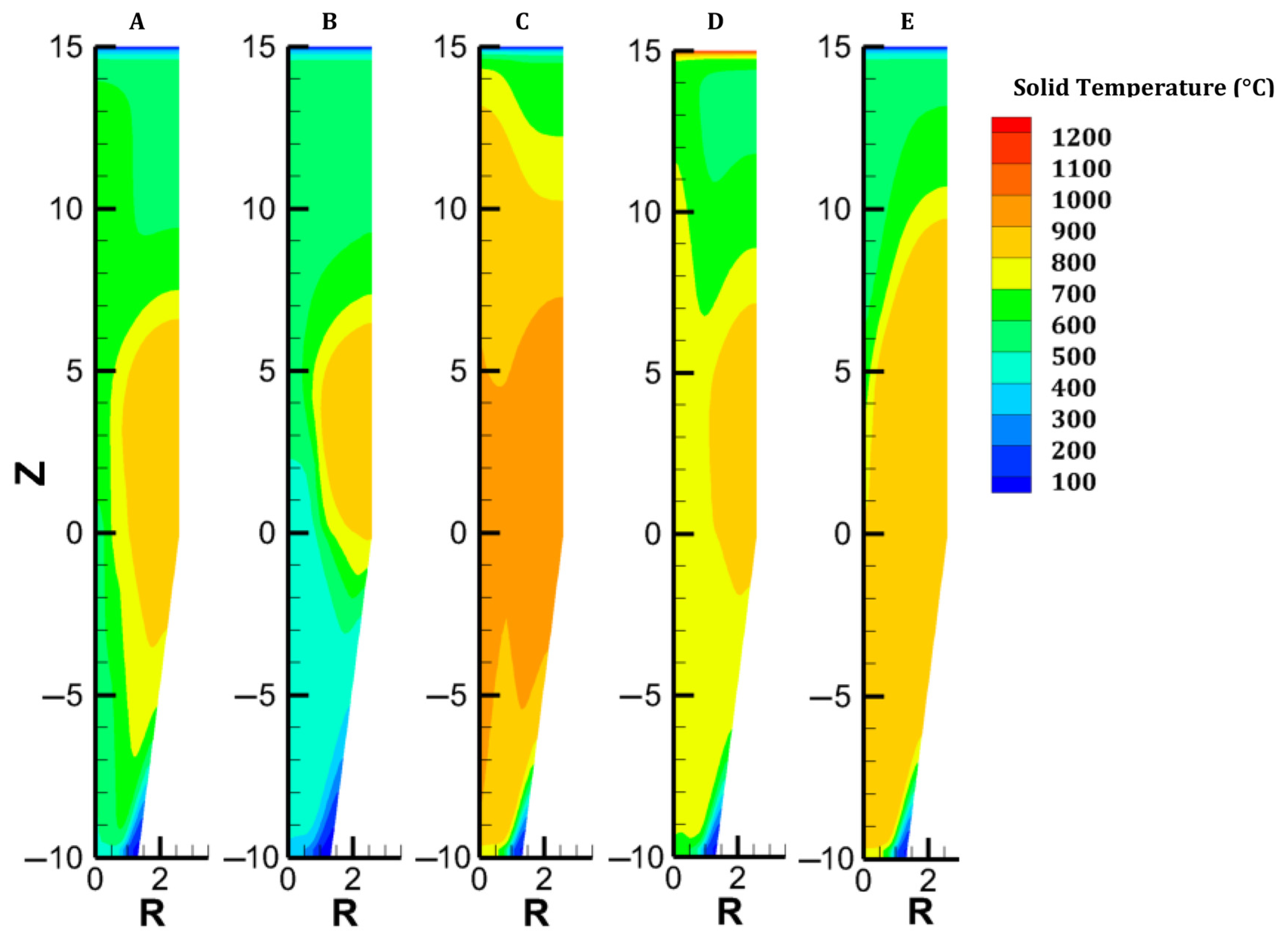
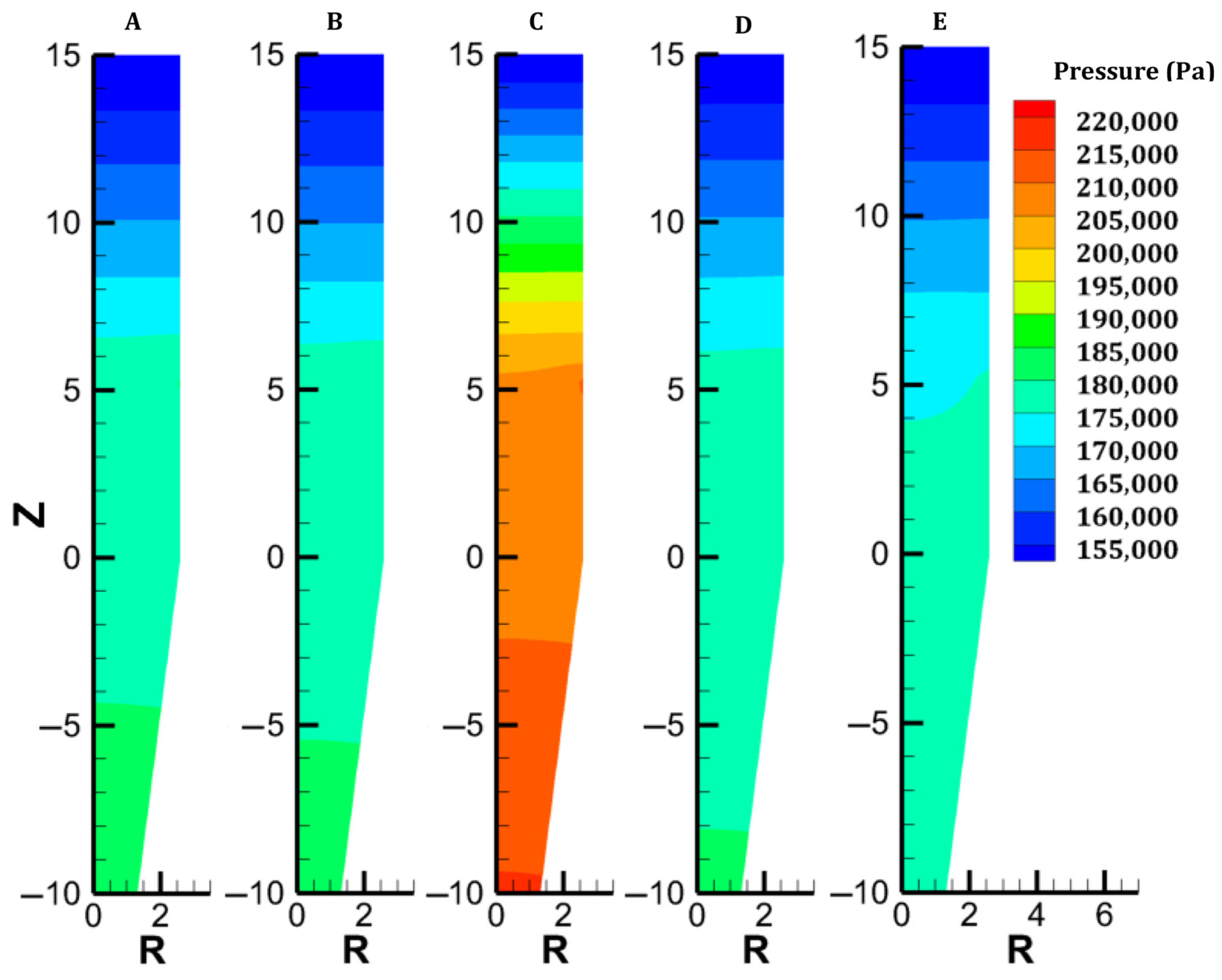
3.2. Case A—Reference Case Operation
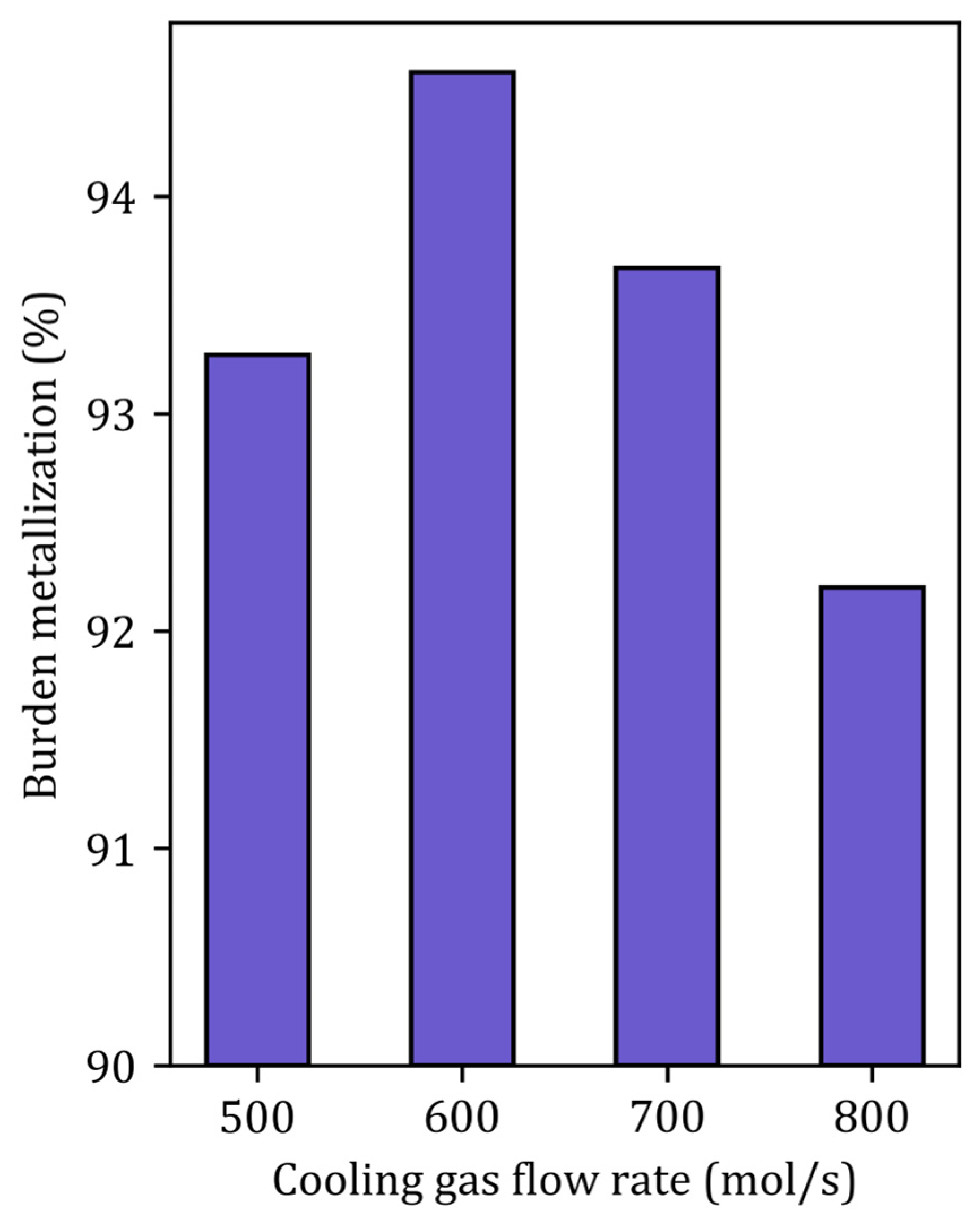
3.3. Case B—Redirecting Gas from the Bustle to the Cooling Inlet
3.4. Case C—Bustle Gas Temperature and Nitrogen Content
3.5. Case D—Introducing the Hot Burden
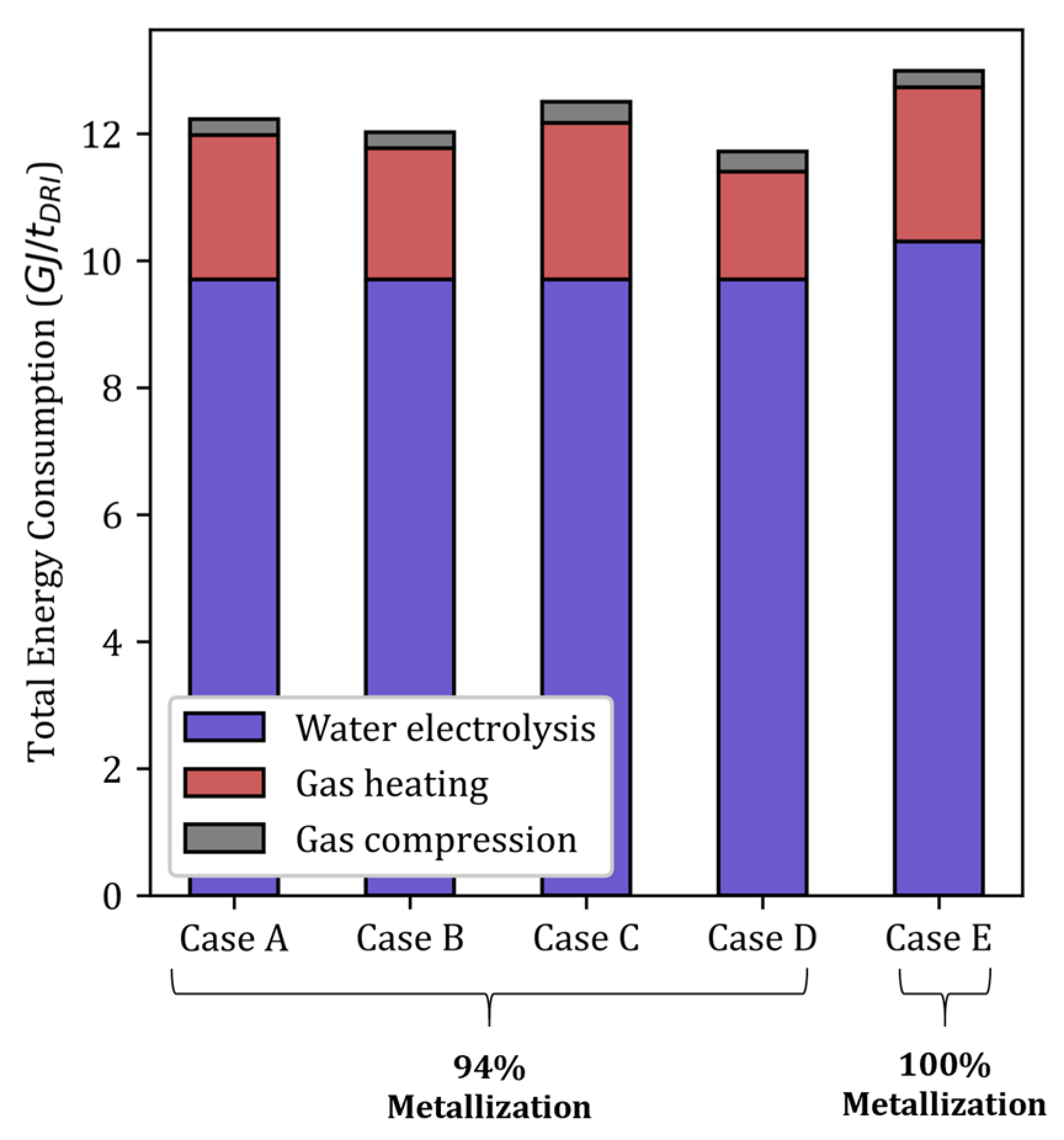
3.6. Case E—H2-DRSF with 100% DRI Metallization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BF | Blast furnace |
| BOF | Basic oxygen furnace |
| CFD | Computational fluid dynamics |
| DEM | Discrete element method |
| DR | Direct reduction |
| DRI | Directly reduced iron |
| DRSF | Direct reduction shaft furnace |
| EAF | Electric arc furnace |
| GM | Grain model |
| GPM | Grainy pellet model |
| GUD | Gas utilization degree |
| HBI | Hot briquetted iron |
| NTU | Number of transfer units |
| SCM | Shrinking core model |
Nomenclature
| Latin | |
| ab | Specific area of the pellets per unit bed volume, m2 m−3 |
| B | Constant of Mullins’ model, m |
| cp,s | mass specific heat of the solid, J kg−1 K−1 |
| cp,g | molar specific heat of the gas, J mol−1 K−1 |
| cH2 | gas concentration in H2, mol m−3 |
| ct | gas concentration, mol m−3 |
| dp | pellet diameter, m |
| Dg | gas flow rate, mol s−1 |
| Ds | solid flow rate, kg s−1 |
| fm | reaction driving force, mol m−3 |
| h | heat transfer coefficient, W m−2 K−1 |
| k | kinetic factor associated with a characteristic time, m s−1 |
| K | permeability coefficient in the Ergun equation, kg m−3 s−1 |
| P | gas pressure, Pa |
| r | radius, m |
| rn | reaction rate of reaction number n, mol s−1 m−3 |
| Si | source term associated with gas species i, mol m−3 s−1 |
| T | temperature, K |
| u | velocity vector, m s−1 |
| radial (axial) velocity of phase (solid or gas), m s−1 | |
| v | reaction rate, s−1 |
| xi | molar fraction of gas species i |
| X | oxide conversion degree |
| z | height, m |
| Greek | |
| ΔrH | heat of reaction, J mol−1 |
| εbed | porosity of the pellet bed |
| ρb | apparent mass density of the pellet bed, kg m−3 |
| ρs | iron oxide molar density, mol m−3 |
| ρg | mass density of the gas, kg.m−3 |
| Γg | gas thermal conductivity, W m−1 K−1 |
| Γr,e, Γz,e | radial (axial) effective thermal conductivity of the pellet bed, W m−1 K−1 |
| τ | characteristic time, s |
| Subscripts | |
| chem | chemical reaction |
| e | effective |
| eq | equilibrium |
| ext | gas external diffusion |
| diff | gas diffusion in the pores |
| g | gas |
| i | a species |
| n | reduction reaction (1, 2 or 3) |
| s | solid |
| r | radial coordinate |
| X | oxide conversion degree |
| z | axial coordinate |
References
- IEA (International Energy Agency). Iron and Steel Technology Roadmap. 2020. Available online: https://www.iea.org/reports/iron-and-steel-technology-roadmap (accessed on 23 January 2025).
- Patisson, F.; Mirgaux, O. Hydrogen Ironmaking: How It Works. Metals 2020, 10, 922. [Google Scholar] [CrossRef]
- Wang, R.R.; Zhao, Y.Q.; Babich, A.; Senk, D.; Fan, X.Y. Hydrogen direct reduction (H-DR) in steel industry—An overview of challenges and opportunities. J. Clean. Prod. 2021, 329, 129797. [Google Scholar] [CrossRef]
- Vogl, V.; Åhman, M.; Nilsson, L.J. Assessment of hydrogen direct reduction for fossil-free steelmaking. J. Clean. Prod. 2018, 203, 736–745. [Google Scholar] [CrossRef]
- Shahabuddin, M.; Brooks, G.; Rhamdhani, M.A. Decarbonisation and hydrogen integration of steel industries: Recent development, challenges and technoeconomic analysis. J. Clean. Prod. 2023, 395, 136391. [Google Scholar] [CrossRef]
- Sun, M.; Pang, K.; Barati, X.; Meng, X. Hydrogen-Based Reduction Technologies in Low-Carbon Sustainable Ironmaking and Steelmaking: A Review. J. Sustain. Metall. 2024, 10, 10–25. [Google Scholar] [CrossRef]
- Somers, J. Technologies to Decarbonise the EU Steel Industry; EUR 30982 EN; Publications Office of the European Union: Luxembourg, 2022; ISBN 978-92-76-47147-9. [CrossRef]
- Öhman, A.; Karakaya, E.; Urban, F. Enabling the transition to a fossil-free steel sector: The conditions for technology transfer for hydrogen-based steelmaking in Europe. Energy Res. Soc. Sci. 2022, 84, 102384. [Google Scholar] [CrossRef]
- Chai, X.; Yue, Q.; Zhang, Y.; Wang, Q. Analysis of Energy Consumption and Its Influencing Factors in Hydrogen Metallurgy Process. Steel Res. Int. 2022, 93, 2100730. [Google Scholar] [CrossRef]
- Shao, L.; Wang, Q.; Qu, Y.; Saxén, H.; Zou, Z. A Numerical Study on the Operation of the H2 Shaft Furnace with Top Gas Recycling. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2021, 52, 451–459. [Google Scholar] [CrossRef]
- Shao, L.; Xu, J.; Saxén, H.; Zou, Z. A numerical study on process intensification of hydrogen reduction of iron oxide pellets in a shaft furnace. Fuel 2023, 348, 128375. [Google Scholar] [CrossRef]
- Zare Ghadi, A.; Radfar, N.; Valipour, M.S.; Sohn, H.Y. A Review on the Modeling of Direct Reduction of Iron Oxides in Gas-Based Shaft Furnaces. Steel Res. Int. 2023, 94, 2200742. [Google Scholar] [CrossRef]
- Fei, Y.; Guan, X.; Kuang, S.; Yu, A.; Yang, N. A Review on the Modeling and Simulation of Shaft Furnace Hydrogen Metallurgy: A Chemical Engineering Perspective. ACS Eng. Au 2024, 4, 145–165. [Google Scholar] [CrossRef]
- Quatravaux, T. A graphical tool to describe the operating point of the direct reduction shaft processes. Metals 2023, 13, 1568. [Google Scholar] [CrossRef]
- Tsay, Q.T.; Ray, W.H.; Szekely, J. The modeling of hematite reduction with hydrogen plus carbon monoxide mixtures: Part I. The behavior of single pellets. AIChE J. 1976, 22, 1064–1072. [Google Scholar] [CrossRef]
- Ranzani da Costa, A.; Wagner, D.; Patisson, F. Modelling a new, low CO2 emissions, hydrogen steelmaking process. J. Clean. Prod. 2013, 46, 27–35. [Google Scholar] [CrossRef]
- Takahashi, R.; Takahashi, Y.; Yagi, J.; Omori, Y. Operation and Simulation of Pressurized Shaft Furnace for Direct Reduction. Trans. Iron Steel Inst. Jpn. 1986, 26, 765–774. [Google Scholar] [CrossRef]
- Takenaka, Y.; Kimura, Y.; Narita, K.; Kaneko, D. Mathematical model of direct reduction shaft furnace and its application to actual operations of a model plant. Comput. Chem. Eng. 1986, 10, 67–75. [Google Scholar] [CrossRef]
- Tsay, Q.T.; Ray, W.H.; Szekely, J. The modeling of hematite reduction with hydrogen plus carbon monoxide mixtures: Part II. The direct reduction process in a shaft furnace arrangement. AIChE J. 1976, 22, 1072–1079. [Google Scholar] [CrossRef]
- Omori, T.Y. Reduction of iron oxide pellets in moving bed. Ironmak. Steelmak. 1979, 3, 93–100. [Google Scholar]
- Ajbar, A.; Alhumaizi, K.; Soliman, M. Modelling and parametric studies of direct reduction reactor. Ironmak. Steelmak. 2011, 38, 401–411. [Google Scholar] [CrossRef]
- Parisi, D.R.; Laborde, M.A. Modeling of counter current moving bed gas-solid reactor used in direct reduction of iron ore. Chem. Eng. J. 2004, 104, 35–43. [Google Scholar] [CrossRef]
- Shams, A.; Moazeni, F. Modeling and Simulation of the MIDREX Shaft Furnace: Reduction, Transition and Cooling Zones. JOM 2015, 67, 2681–2689. [Google Scholar] [CrossRef]
- Zare Ghadi, A.; Valipour, M.S.; Biglari, M. CFD simulation of two-phase gas-particle flow in the Midrex shaft furnace: The effect of twin gas injection system on the performance of the reactor. Int. J. Hydrogen Energy 2017, 42, 103–118. [Google Scholar] [CrossRef]
- Hamadeh, H.; Mirgaux, O.; Patisson, F. Detailed Modeling of the Direct Reduction of Iron Ore in a Shaft Furnace. Materials 2018, 11, 1865. [Google Scholar] [CrossRef]
- Li, Z.; Qi, Z.; Zhang, L.; Guo, M.; Liang, D.; Dong, Q. Numerical simulation of H2-intensive shaft furnace direct reduction process. J. Clean. Prod. 2023, 409, 137059. [Google Scholar] [CrossRef]
- Shao, L.; Yu, H.; Zhao, C. Effects of Room-Temperature Center Gas Distributor Injection on the H2 Shaft Furnace Process: A Numerical Study. Processes 2024, 12, 1666. [Google Scholar] [CrossRef]
- Tian, X.; Zhou, H.; Zhang, Y.; Zhang, T.; Huang, J.; Cai, H.; Kou, M.; Wu, S. Numerical simulation of the influence of operating parameters on the inner characteristics in a hydrogen-enriched shaft furnace. Int. J. Hydrogen Energy 2024, 55, 1131–1142. [Google Scholar] [CrossRef]
- Valipour, M.S.; Saboohi, Y. Numerical investigation of nonisothermal reduction of hematite using Syngas: The shaft scale study. Model. Simul. Mater. Sci. Eng. 2007, 15, 487. [Google Scholar] [CrossRef]
- Wu, S.; Xu, J.; Yagi, J.; Guo, X.; Zhang, L. Prediction of Pre-reduction Shaft Furnace with Top Gas Recycling Technology Aiming to Cut Down CO2 Emission. ISIJ Int. 2011, 51, 1344–1352. [Google Scholar] [CrossRef]
- Liu, Z.; Lu, S.; Wang, Y.; Zhang, J.; Cheng, Q.; Ma, Y. Study on optimization of reduction temperature of hydrogen-based Shaft Furnace—Numerical simulation and multi-criteria evaluation. Int. J. Hydrogen Energy 2023, 48, 16132–16142. [Google Scholar] [CrossRef]
- Xu, J.; Wu, S.; Kou, M.; Du, K. Numerical Analysis of the Characteristics Inside Pre-reduction Shaft Furnace and Its Operation Parameters Optimization by Using a Three-Dimensional Full Scale Mathematical Model. ISIJ Int. 2013, 53, 576–582. [Google Scholar] [CrossRef]
- Zhang, X.; Luo, Z.; Zou, Z. Numerical Analysis on Performance of COREX CGD Shaft Furnace with Top Gas Recycling. ISIJ Int. 2019, 59, 1972–1981. [Google Scholar] [CrossRef]
- Besseron, X.; Adhav, P.; Peters, B. Parallel Multi-Physics Coupled Simulation of a Midrex Blast Furnace. In Proceedings of the International Conference on High Performance Computing in Asia-Pacific Region Workshops, Nagoya, Japan, 25–27 January 2024; pp. 87–98. [Google Scholar]
- Hamadeh, H. Modélisation Mathématique Détaillée du Procédé de Réduction Directe du Minerai de fer. Ph.D. Dissertation, Université de Lorraine, Nancy, France, 2017. Available online: https://tel.archives-ouvertes.fr/tel-01740462 (accessed on 23 January 2025).
- Shao, L.; Zhang, X.; Zhao, C.; Qu, Y.; Saxén, H.; Zou, Z. Computational analysis of hydrogen reduction of iron oxide pellets in a shaft furnace process. Renew. Energy 2021, 179, 1537–1547. [Google Scholar] [CrossRef]
- Shao, L.; Zhang, X.; Zhao, C.; Zhai, Y.; Saxén, H.; Zou, Z. A study of options to enhance the operation of a H2 direct reduction shaft furnace using a two-dimensional model. Int. J. Hydrogen Energy 2024, 86, 124–131. [Google Scholar] [CrossRef]
- Yu, S.; Shao, L.; Zou, Z.; Saxén, H. A Numerical Study on the Performance of the H2 Shaft Furnace with Dual-Row Top Gas Recycling. Processes 2021, 9, 2134. [Google Scholar] [CrossRef]
- Ranzani da Costa, A. La Réduction du Minerai de fer par L’hydrogène: Étude Cinétique, Phénomène de Collage et Modélisation. Ph.D. Dissertation, Institut National Polytechnique de Lorraine, Nancy, France, 2011. [Google Scholar]
- Saleh, K.; Leturia, M. Stockage et écoulement des solides granulaires dans les silos: Concepts de base et théorie. Tech. Ing. 2020, 2258. [Google Scholar] [CrossRef]
- Ergun, S. Fluid Flow Through Packed Columns. Chem. Eng. Prog. 1952, 48, 89. [Google Scholar]
- Sohn, H.Y. The law of additive reaction times in fluid-solid reactions. Metall. Trans. B 1978, 9, 89–96. [Google Scholar] [CrossRef]
- Szekely, J.; Evans, J.W.; Sohn, H.Y. Gas-Solid Reactions; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Patankar, S. Numerical Heat Transfer and Fluid Flow; CRC Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Ferziger, J.H.; Perić, M.; Street, R.L. Computational Methods for Fluid Dynamics; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Korba, D.; Huang, W.; Randhir, K.; Petrasch, J.; Klausner, J.; AuYeung, N.; Li, L. A continuum model for heat and mass transfer in moving-bed reactors for thermochemical energy storage. Appl. Energy 2022, 313, 118842. [Google Scholar] [CrossRef]
- Karwa, R. Heat and Mass Transfer; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Yu, S.; Shao, L.; Zou, Z. Operation enhancement of the H2 shaft furnace: A numerical study on the impact of N2 mixing in feed gas. Int. J. Chem. React. Eng. 2024, 22, 813–821. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Operating Parameters | Case A | Case B | Case C | Case D | Case E | |
|---|---|---|---|---|---|---|
| Bustle gas | Dg (mol/s) | 2300 | 2100 | 2300 | 2300 | 2300 |
| T (°C) | 890 | 890 | 950 | 815 | 890 | |
| % H2 | 93 | 93 | 66 | 93 | 93 | |
| % H2O | 2 | 2 | 2 | 2 | 2 | |
| % N2 | 5 | 5 | 32 | 5 | 5 | |
| P (Pa) | 180,400 | 179,600 | 212,400 | 178,900 | 176,700 | |
| Cooling gas | Dg (mol/s) | 500 | 700 | 500 | 500 | 500 |
| T (°C) | 70 | 70 | 70 | 70 | 70 | |
| % H2 | 93 | 93 | 66 | 93 | 93 | |
| % H2O | 2 | 2 | 2 | 2 | 2 | |
| % N2 | 5 | 5 | 32 | 5 | 5 | |
| P (Pa) | 181,600 | 181,900 | 215,500 | 180,800 | 178,200 | |
| Solid burden inlet | Ds (kg/s) | 45 | 45 | 45 | 45 | 43 |
| T (°C) | 20 | 20 | 20 | 1200 | 20 | |
| % Fe2O3 | 96.65 | 96.65 | 96.65 | 96.65 | 96.65 | |
| Gangue | 3.35 | 3.35 | 3.35 | 3.35 | 3.35 | |
| ∅ (mm) | 15 | 15 | 15 | 15 | 15 | |
| bed porosity | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| Top gas | Dg (mol/s) | 2796 | 2800 | 2793 | 2802 | 2766 |
| T (°C) | 344 | 341 | 394 | 806 | 353 | |
| % H2 | 64.1 | 65.1 | 36.1 | 62.9 | 64.6 | |
| % H2O | 30.9 | 29.9 | 31.9 | 32.1 | 30.4 | |
| % N2 | 5 | 5 | 32 | 5 | 5 | |
| P (Pa) | 150,000 | 150,000 | 150,000 | 150,000 | 150,000 | |
| Solid DRI | Ds (t/h) | 117.19 | 117.22 | 117.18 | 116.86 | 109.88 |
| T (°C) | 261 | 166 | 402 | 330 | 403 | |
| % Fe2O3 | 0 | 0 | 0 | 0 | 0 | |
| % Fe3O4 | 0.5 | 2.82 | 0 | 0 | 0 | |
| % FeO | 7.71 | 5.04 | 8.26 | 7.11 | 0 | |
| % Fe | 87.16 | 87.51 | 87.11 | 88.24 | 95.15 | |
| % Gangue | 4.63 | 4.63 | 4.63 | 4.64 | 4.85 | |
| Metallization | % | 93.3 | 93.7 | 93.2 | 94.1 | 100 |
| Gas utilization degree (GUD) | - | 0.33 | 0.33 | 0.47 | 0.34 | 0.32 |
| Energy demand | GJ/tDRI | 12.20 | 11.99 | 12.47 | 11.68 | 12.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marsigny, A.; Mirgaux, O.; Patisson, F. Operating Solutions to Improve the Direct Reduction of Iron Ore by Hydrogen in a Shaft Furnace. Metals 2025, 15, 862. https://doi.org/10.3390/met15080862
Marsigny A, Mirgaux O, Patisson F. Operating Solutions to Improve the Direct Reduction of Iron Ore by Hydrogen in a Shaft Furnace. Metals. 2025; 15(8):862. https://doi.org/10.3390/met15080862
Chicago/Turabian StyleMarsigny, Antoine, Olivier Mirgaux, and Fabrice Patisson. 2025. "Operating Solutions to Improve the Direct Reduction of Iron Ore by Hydrogen in a Shaft Furnace" Metals 15, no. 8: 862. https://doi.org/10.3390/met15080862
APA StyleMarsigny, A., Mirgaux, O., & Patisson, F. (2025). Operating Solutions to Improve the Direct Reduction of Iron Ore by Hydrogen in a Shaft Furnace. Metals, 15(8), 862. https://doi.org/10.3390/met15080862