The Influence of Spheroidizing Annealing Process on the Microstructure and Low-Temperature Impact Toughness of Q235 Steel Used in Coal Explosion-Proof Equipment


Abstract
1. Introduction
2. Experimental Details
2.1. Experimental Materials
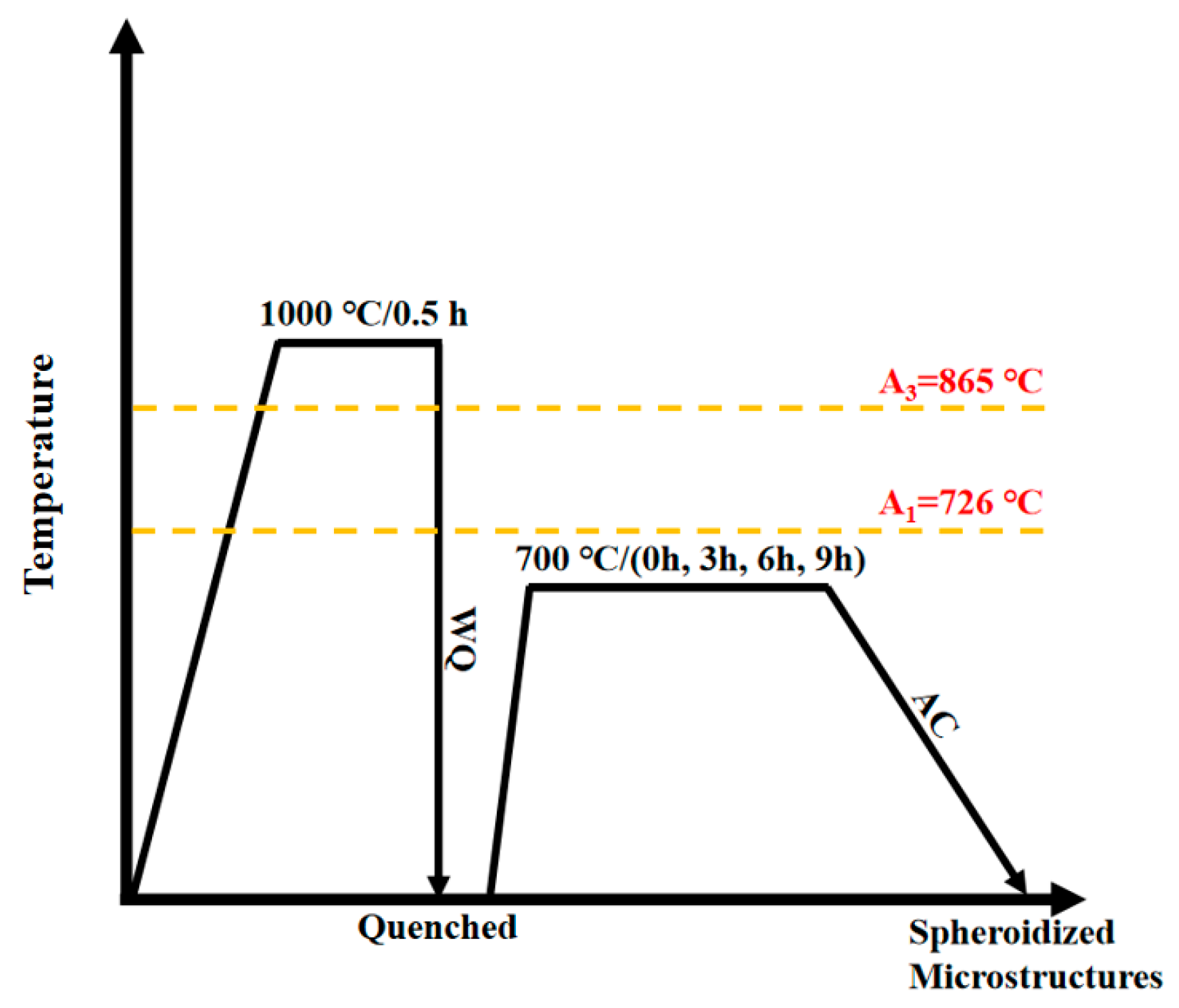
2.2. Experimental Method
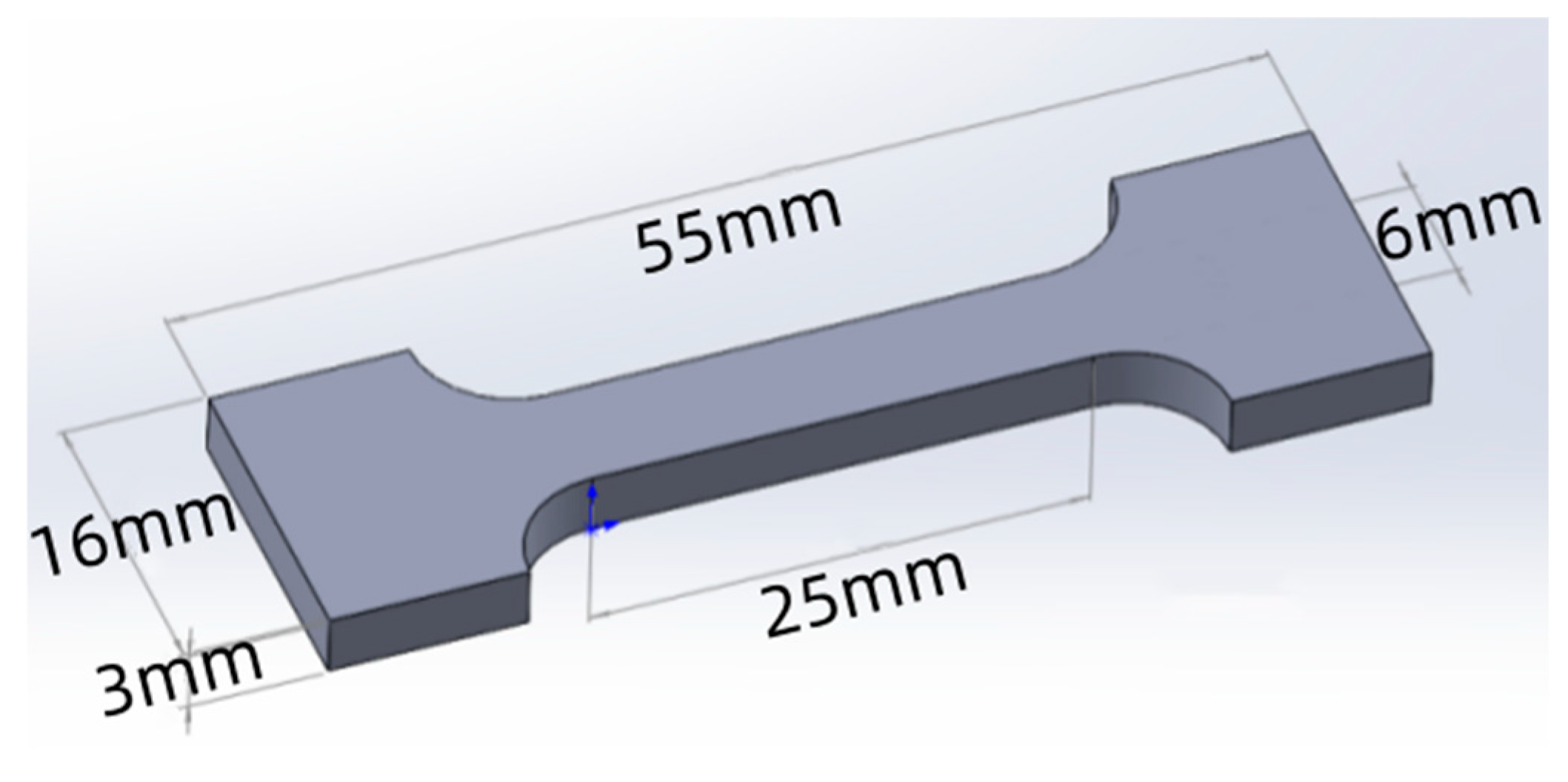
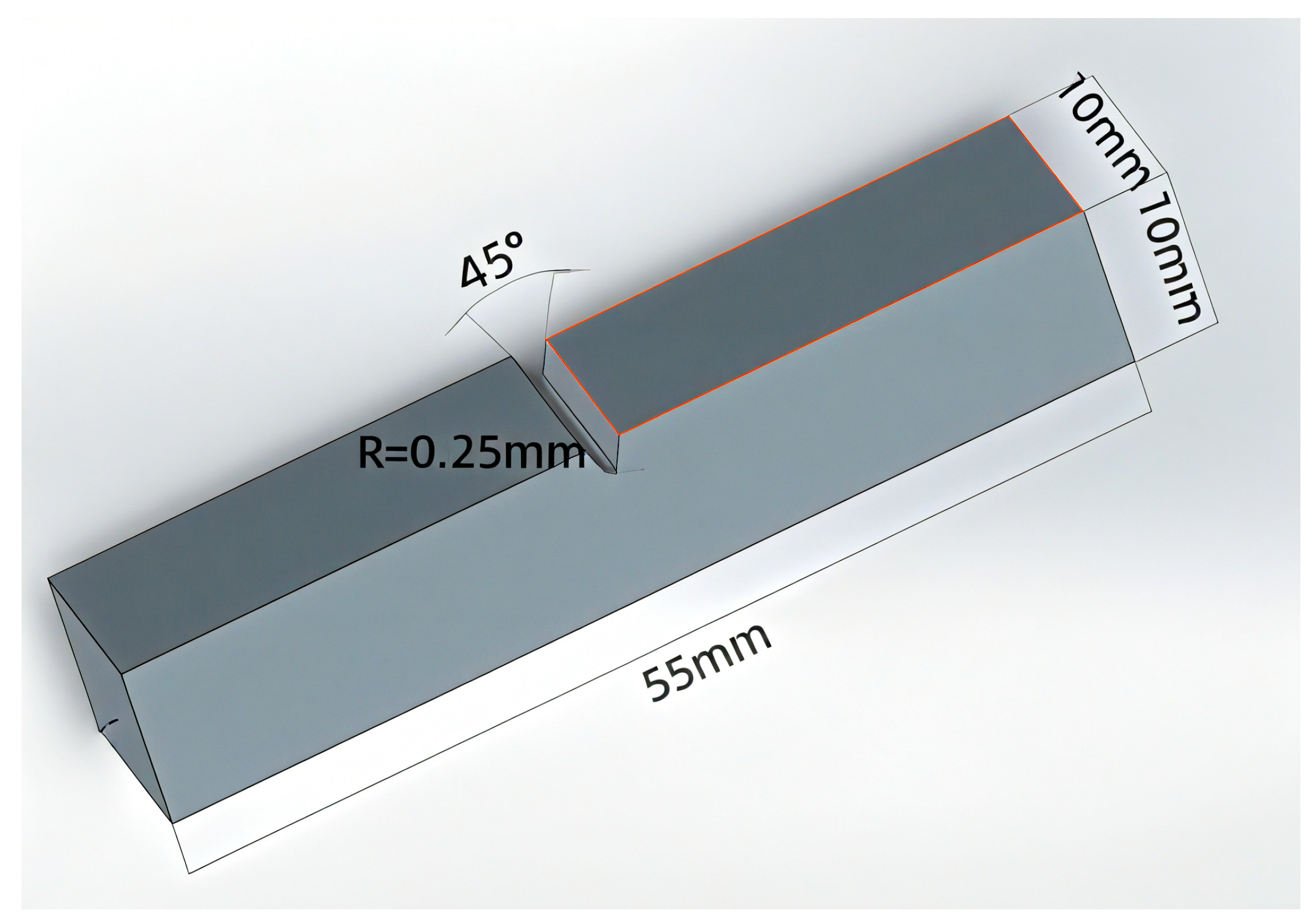
2.3. Performance Testing
3. Results and Discussion
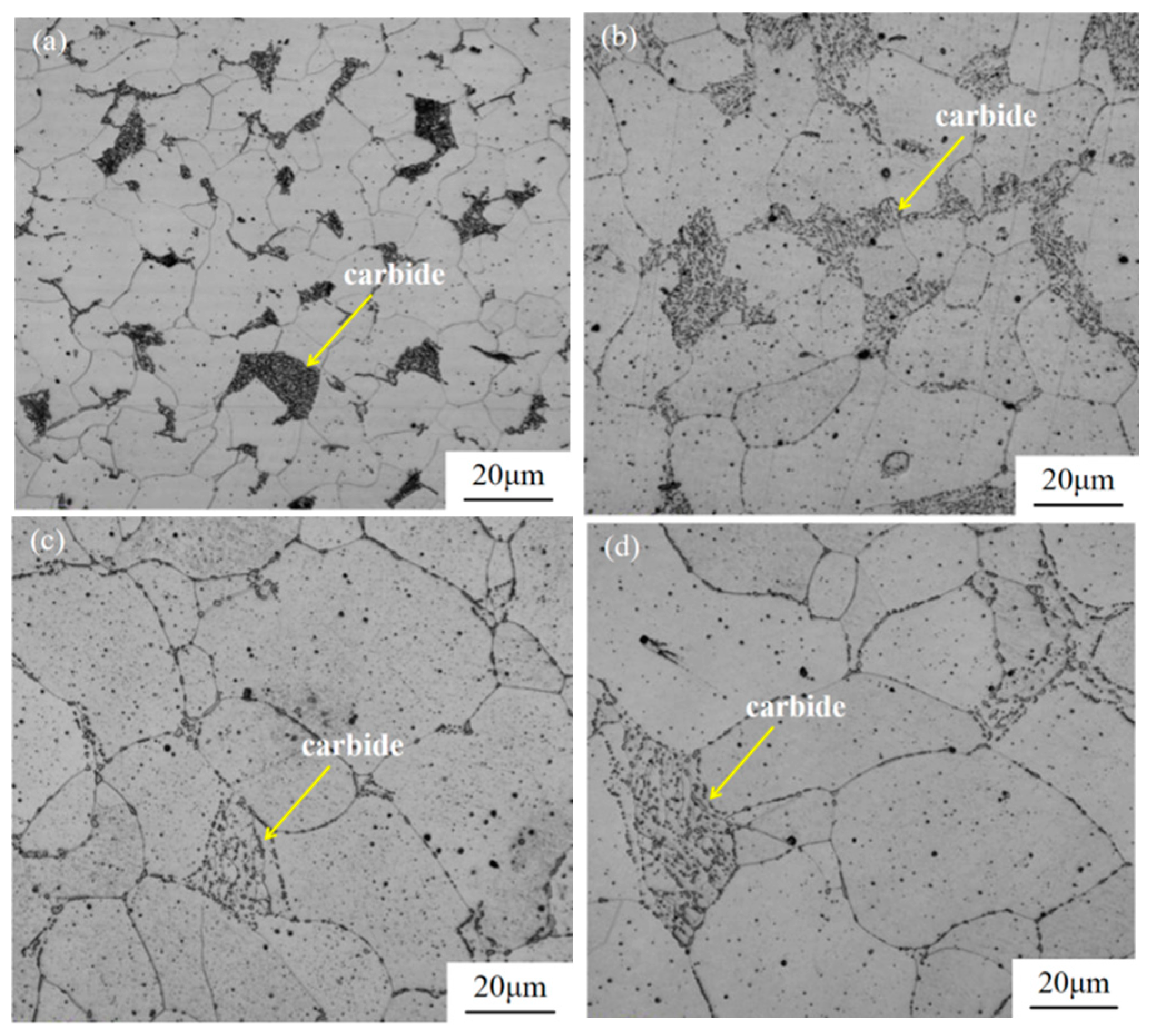
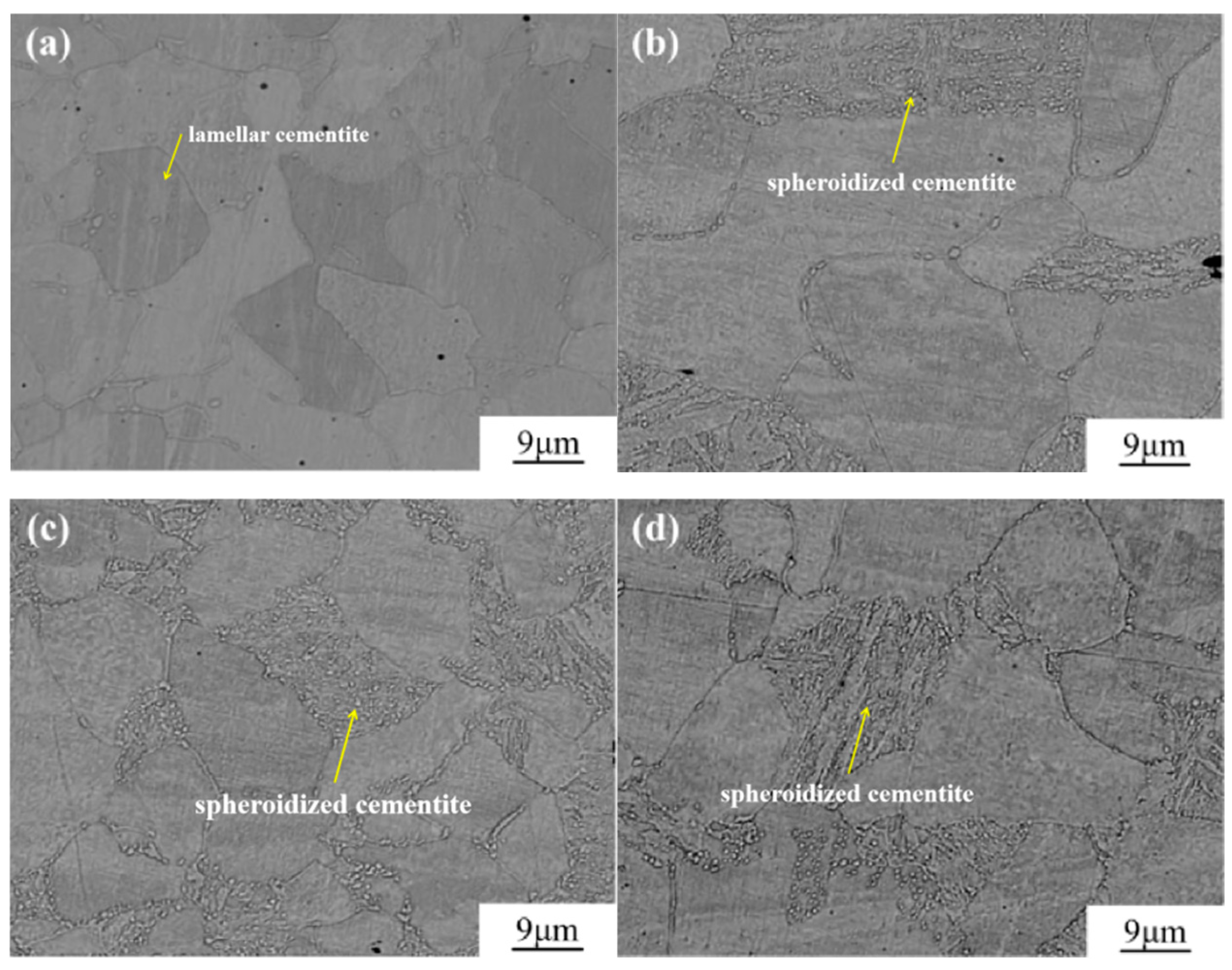
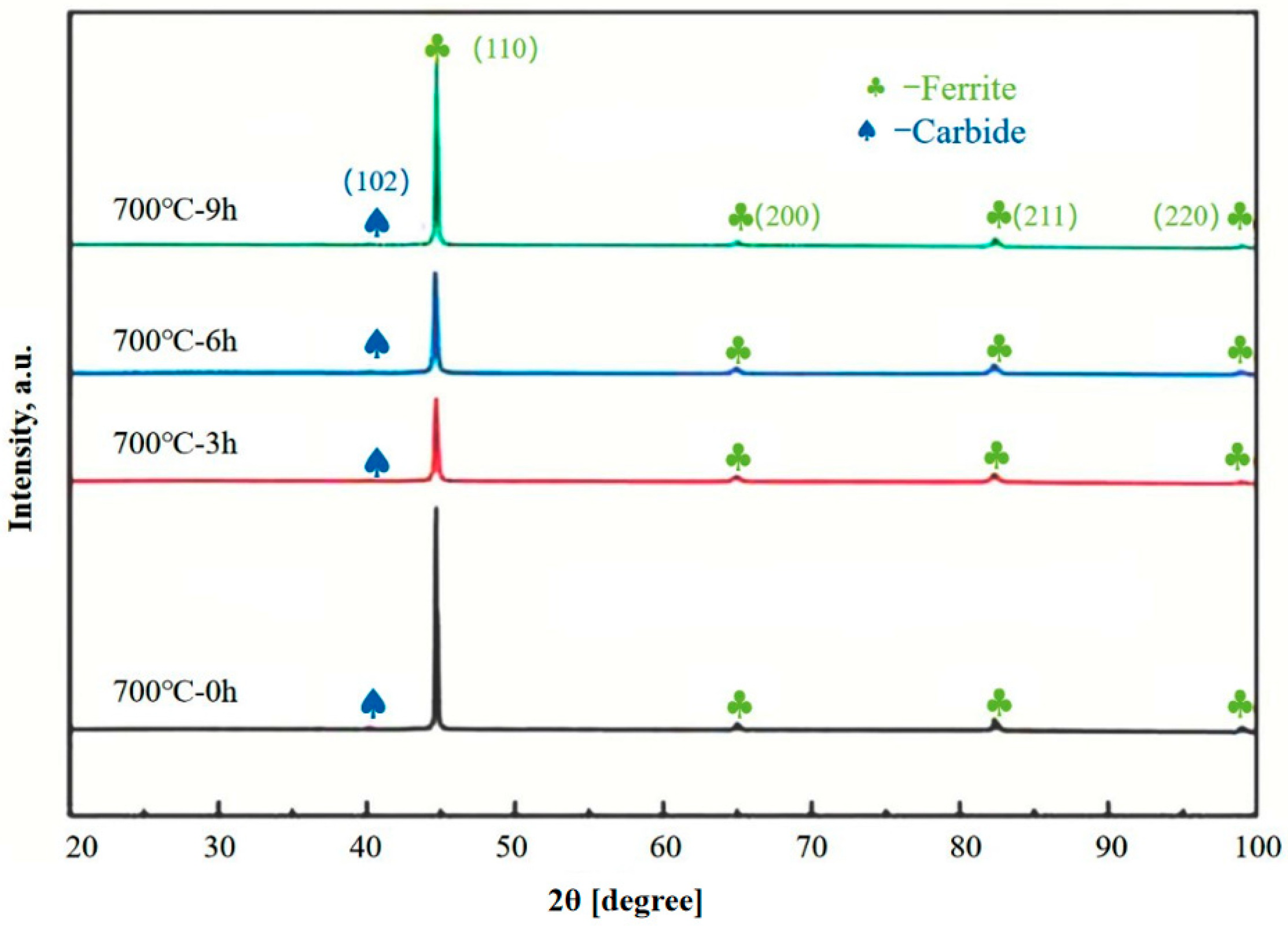
3.1. Spheroidizing Annealing for Treatment and Microstructure Evolution
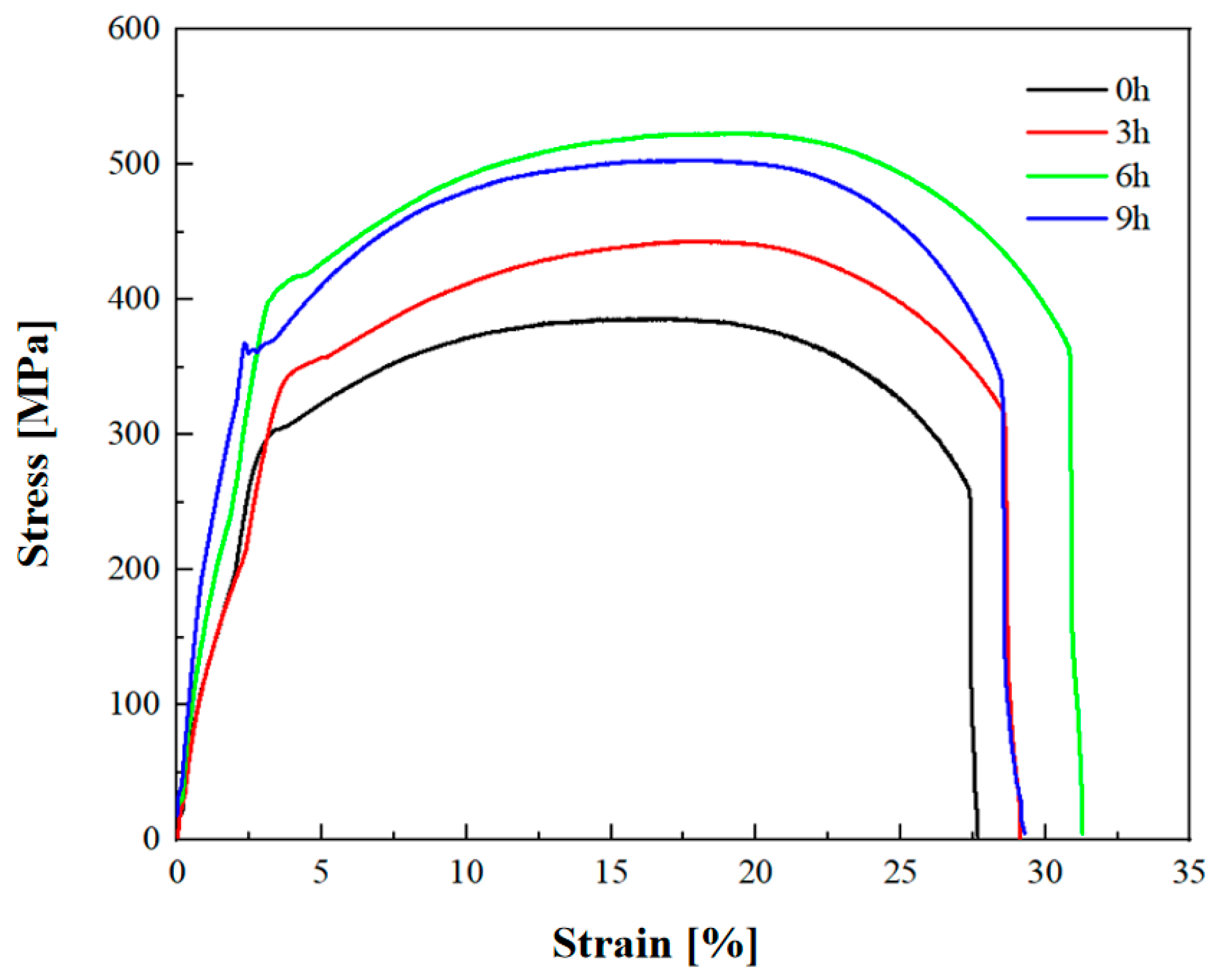
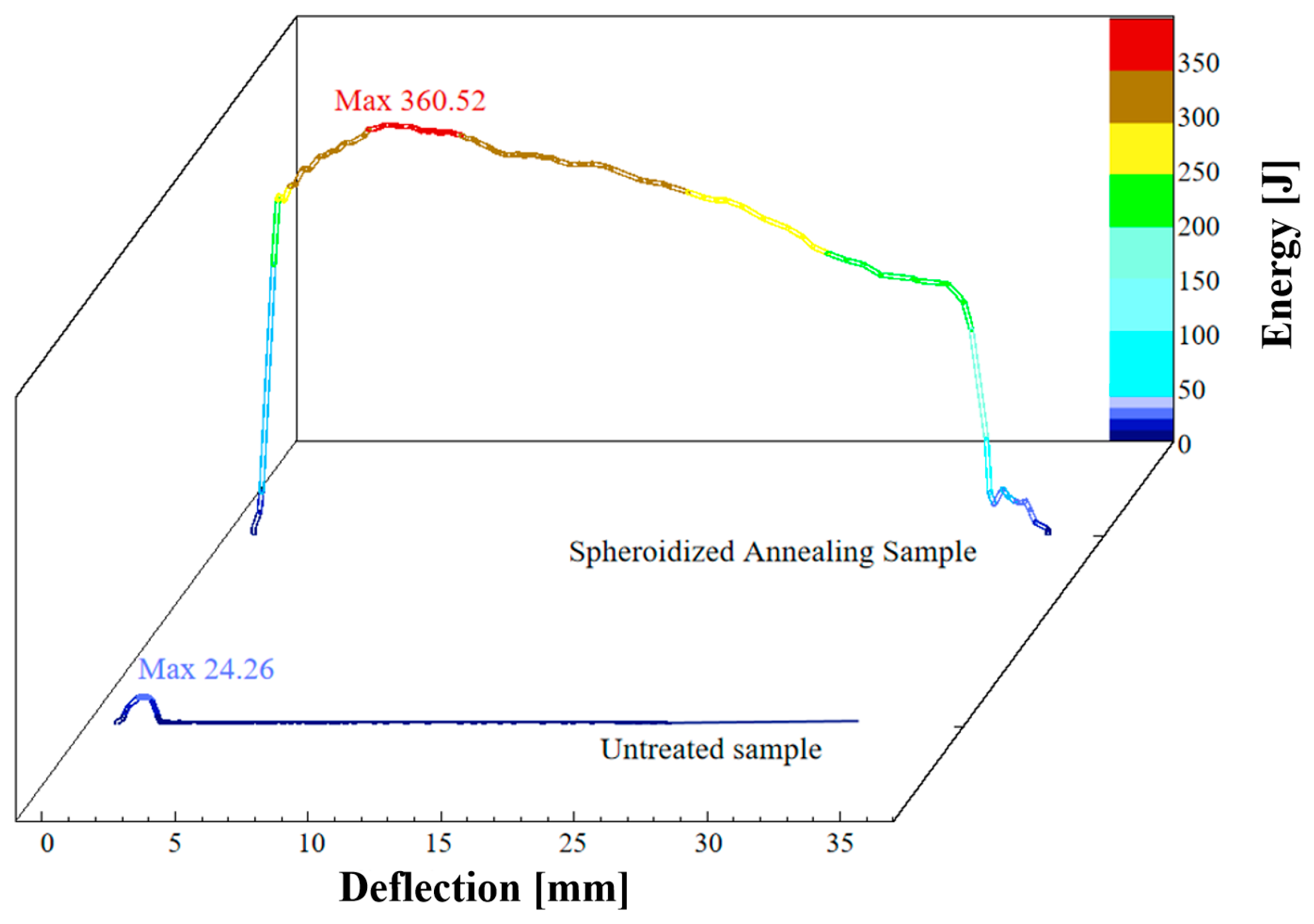
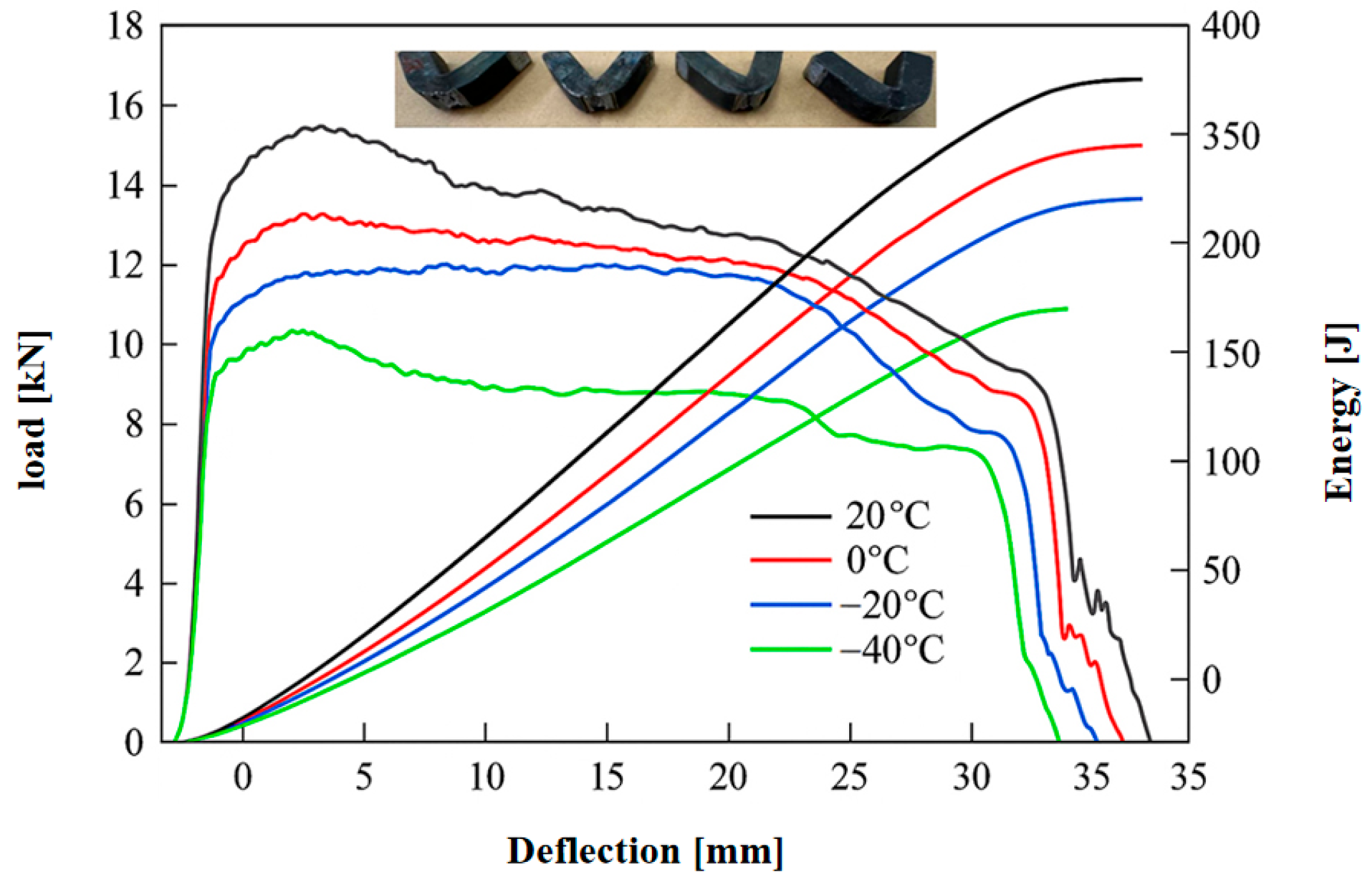
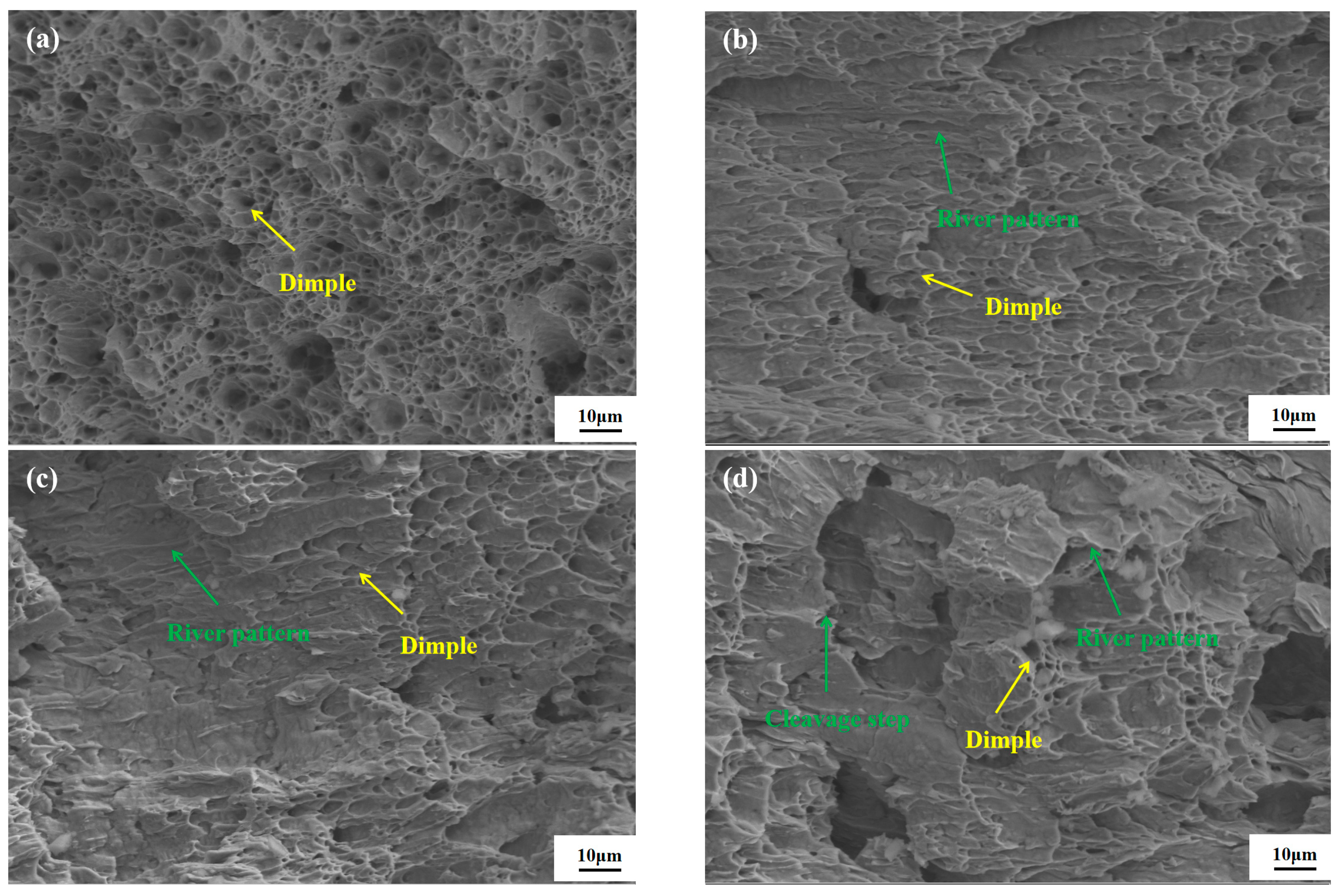
3.2. Spheroidizing Annealing for the Treatment of Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| E | impact energy |
| T | test temperature |
| Fy | represents the yield strength at temperature T |
| Yield strength at temperature T′ | |
| qs | Q235B steel temperature sensitivity coefficient |
| CVN | Charpy V-Notch Toughness |
| SRO | Short-Range Ordering |
References
- Qamar, A.; Yao, H.X.; Muhammad, S.; Muhammad, R.; Sumbal, F. Metallic Minerals Production and Environmental Sustainability in China: Insights Using ARDL Bounds Testing and Wavelet Coherence Approaches. Resour. Policy 2024, 92, 105037. [Google Scholar] [CrossRef]
- Fang, C.D.; Cheng, Z.H.; You, Z.; Chen, Z.H.; Peng, J.A. Detailed Examination of China’s Clean Energy Mineral Consumption: Footprints, Trends, and Drivers. Sustainability 2023, 15, 16255. [Google Scholar] [CrossRef]
- Kaźmierczak, U.; Górniak-Zimroz, Z. Accessibility of Selected Key Non-Metallic Mineral Deposits in the Environmental and Social Context in Poland. Resources 2021, 10, 6. [Google Scholar] [CrossRef]
- Pan, R.K.; Cui, B.; Zhang, X.B.; Wang, Y.M.; Zheng, L.G. Study on Pressure Wave Response and Overpressure Attenuation Law of Explosion-Proof Doors. Process Saf. Environ. Prot. 2023, 169, 706–717. [Google Scholar] [CrossRef]
- Kadam, S. Explosion-Proof DP Switch. Process Plant Eng. 2020, 1, 38. [Google Scholar]
- Chen, J.X.; Chen, D.X.; Fan, Y. Design and Analysis of AGM Explosion Proof Plug Automatic Assembly and Inspection Production Line. J. Phys. Conf. Ser. 2024, 2902, 012002. [Google Scholar] [CrossRef]
- Zhao, Z.C.; Ning, J.; Su, J.; Jiang, Q.W.; Liu, D.H.; Gao, Q.; Wang, A. Microstructure Characterization and Mechanical Behaviour of Laser Additive Manufactured Ultrahigh-Strength M54 Steel. Mater. Res. Express 2022, 9, 036506. [Google Scholar] [CrossRef]
- Vinodh, S.; Ramakrishnan, T.; Padmanaban, R. Wear Behaviour of Friction Surfaced Al-Ni and Al-SiC Coatings over Mild Steel. Mater. Res. Express 2024, 12, 126507. [Google Scholar]
- Liang, L.H.; Ren, Y.Y.; Tian, Y.; José, A.A.G.; Zhang, P.; Zhu, X.L. Role of Pseudomonas fluorescens FSYZ01 on the Corrosion Behavior of Q235B Carbon Steel in Oilfield Produced Water. Environ. Sci. Pollut. Res. Int. 2023, 30, 62590–62601. [Google Scholar] [CrossRef]
- Wang, H.D.; Zhang, C.W.; Zhou, Z.Y.; Zhang, Y.Z.; Wang, K.S.; Wang, W.; Xu, X.L. Effect of the Microstructure on the Corrosion Behavior of Dissimilar Friction Stir-Welded 304 Austenitic Stainless Steel and Q235 Low-Carbon Steel Joints. Mater. Res. Express 2022, 9, 076508. [Google Scholar] [CrossRef]
- Zuo, S.C.; Wang, D.C.; Yang, C.Q.; Hu, P.P.; Bi, R.; Du, B. Stress Relaxation Behavior of Low Carbon Steel at Different Temperatures. Mater. Res. Express 2023, 10, 105801. [Google Scholar] [CrossRef]
- Zhang, C.J.; Wang, W.L. Study on Mechanical Performance of CoW/ZrO2 Composite Film Prepared on Q235B Steel by Pulse Electrodeposition. Int. J. Electrochem. Sci. 2022, 17, 220424. [Google Scholar] [CrossRef]
- Liu, X.Y.; Bu, Y.D.; Wang, Y.Q.; Guan, Y. Ultra-Low Cyclic Fatigue Fracture of Q235B and Q345B Steels and Their Butt Welded Joints. Int. J. Steel Struct. 2022, 22, 430–449. [Google Scholar] [CrossRef]
- Tian, L.S.; Zhong, L.W.; Yan, P.B.; Chao, G. Study of Direct Alloying of Steels by Carbon Reduction of Cr2O3 under Vacuum. J. Mater. Res. Technol. 2024, 28, 3903–3910. [Google Scholar] [CrossRef]
- Wang, X.J.; Sun, X.J.; Song, C.; Chen, H.; Han, W.; Pan, F. Enhancement of Yield Strength by Chromium/Nitrogen Alloying in High-Manganese Cryogenic Steel. Mater. Sci. Eng. A 2017, 698, 110–116. [Google Scholar] [CrossRef]
- Dastur, Y.N.; Leslie, W.C. The Mechanism of Rapid Work Hardening in Hadfield Manganese Steel. Strength Met. Alloys 1979, 1, 619–623. [Google Scholar]
- Saeed, A.A.; Mosecker, L.; Schwedt, A.; Bleck, W. Characterization and Prediction of Flow Behavior in High-Manganese Twinning Induced Plasticity Steels: Part I. Mechanism Maps and Work-Hardening Behavior. Metall. Mater. Trans. A 2011, 43, 1688–1704. [Google Scholar] [CrossRef]
- Yu, Y.J.; Lan, L.F.; Ding, F.X.; Wang, L.P. Mechanical Properties of Hot-Rolled and Cold-Formed Steels after Exposure to Elevated Temperature: A Review. Constr. Build. Mater. 2019, 213, 360–376. [Google Scholar] [CrossRef]
- Qiu, X.; Song, H.; Zhang, H.Z. Mechanical Properties of Hot-Stamped Spherical Shell Q235 Steel after Exposure to Elevated Temperature. J. Mater. Civ. Eng. 2024, 36, 04023537. [Google Scholar] [CrossRef]
- Gurumurthy, B.M.; Sharma, S.; Kini, U.A.; Hegde, A.; Patil, A. Mechanical Characteristics Evaluation of Dual Phase and Related Hardening Techniques on AISI 4340 Steel. J. Mech. Eng. Sci. 2018, 12, 4018–4029. [Google Scholar] [CrossRef]
- Htun, M.S.; Kyaw, S.T.; Lwin, K.T. Effect of Heat Treatment on Microstructures and Mechanical Properties of Spring Steel. J. Met. Mater. Miner. 2008, 18, 191–197. [Google Scholar]
- Kini, U.A.; Sharma, S.S.; Nayak, S.Y.; Heckadka, S.S. Mechanical Characterization of Heat Treated EN 9 Steel. Int. Conf. Eng. Inf. Technol. 2017, 17, 18. [Google Scholar]
- Hwang, H.; Bruno, G. Influence of the Initial Microstructure on the Spheroidization of SAE 52100 Bearing Steel. Steel Res. Int. 2015, 87, 112–125. [Google Scholar] [CrossRef]
- Wu, H.Y.; Han, D.X.; Du, Y.; Gao, H.X.; Du, L.X. Effect of Initial Spheroidizing Microstructure after Quenching and Tempering on Wear and Contact Fatigue Properties of Gr15 Bearing Steel. Mater. Today Commun. 2022, 30, 103152. [Google Scholar] [CrossRef]
- Dutta, S.; Panda, A.; Mitra, A.; Chatterjee, S.; Roy, R. Microstructural Evolution, Recovery and Recrystallization Kinetics of Isothermally Annealed Ultra Low Carbon Steel. Mater. Res. Express 2020, 7, 016554. [Google Scholar] [CrossRef]
- Xu, Q.Z.; Liu, J.J.; Zhou, J.; Qiu, Z.H.; Yang, X.; Li, G. Surface Integrity, Corrosion Resistance, and Low-Temperature Impact Property of FH36 Marine Steel Subjected to Ultrasonic Surface Rolling Process. J. Mater. Sci. 2024, 59, 1736–1752. [Google Scholar] [CrossRef]
- Du, Y.; Gao, X.H.; Wang, X.N.; Wu, H.Y.; Sun, C.; Sun, G.S.; Du, L.X. Low-Temperature Impact Fracture Behavior of Medium Manganese Steel with BCC-FCC Duplex Microstructures. Metals 2024, 14, 293. [Google Scholar] [CrossRef]
- Gumuslu, T.; Kaba, M.; Atar, E.; Cimenoglu, H. Effect of Low-Temperature Nitriding on Impact-Sliding Wear Behavior of an Austenitic Stainless Steel at Room and Sub-Zero Temperatures. Tribol. Int. 2023, 185, 108560. [Google Scholar] [CrossRef]
- Matthew, F.; Yusra, A.; Sreeramamurthy, A.A. Improving the Low-Temperature Toughness of a High-Strength, Low-Alloy Steel with a Lamellarization Heat Treatment. Metals Mater. Int. 2023, 29, 879–891. [Google Scholar]
- EN 10025-2:2019; Hot Rolled Products of Structural Steels - Part 2: Technical Delivery Conditions for Non - Alloy Structural Steels. European Committee for Standardization: Brussels, Belgium, 2019.
- Maleki, M.; Mirzadeh, H.; Zamani, M. Effect of Intercritical Annealing Time at Pearlite Dissolution Finish Temperature (Ac1f) on Mechanical Properties of Low-Carbon Dual-Phase Steel. J. Mater. Eng. Perform. 2019, 28, 2178–2183. [Google Scholar] [CrossRef]
- Ghaemifar, S.; Mirzadeh, H. Enhanced Mechanical Properties of Dual-Phase Steel by Repetitive Intercritical Annealing. Can. Metall. Q. 2017, 56, 459–463. [Google Scholar] [CrossRef]
- Maleki, M.; Mirzadeh, H.; Zamani, M. Influence of Intercritical Annealing on Microstructure and Mechanical Properties of Dual-Phase Steel. Steel Res. Int. 2018, 89, 1700412. [Google Scholar] [CrossRef]
- Zhao, J.Z.; Wang, J.; Li, J.; Zhang, S.G.; Luo, F.H. The Effects of Super-Fast Heating Rate and Holding Time on the Microstructure and Properties of DP Fe-0.16C-1.4Mn Sheet Steel. Materials 2024, 17, 4982. [Google Scholar] [CrossRef] [PubMed]
- Ohmura, T.; Tsuzaki, K. Evaluation of Matrix Strength of Fe-C As-Quenched and Quench-Tempered Martensite Using Nanoindentation Techniques. J. Phys. IV 2003, 112, 267–270. [Google Scholar] [CrossRef]
- Tang, H.; Peng, J.X.; Peng, H.; Yang, Y.M.; Gao, Q.; Xiao, L.F.; Li, H.; Zheng, L.F.; Chen, Z.X.; Yang, Z.G. Test and Theoretical Investigations on Flexural Behavior of High-Performance H-Shaped Steel Beam with Local Corrosion in Pure Bending Zone. Steel Res. Int. 2024, 315, 118445. [Google Scholar] [CrossRef]
- Maeda, M.; Shimamura, J.; Suzuki, S. Effect of Cementite Dispersion on Void Formation Process in Spheroidize-Annealed Steels. ISIJ Int. 2018, 8, 1490–1499. [Google Scholar] [CrossRef]
- Najafi, M.; Mirzadeh, H.; Alibeyki, M. Tempering of Deformed and As-Quenched Martensite in Structural Steel. J. Min. Metall. Sect. B Metall. 2019, 55, 95–99. [Google Scholar] [CrossRef]
- Ponge, D.; Raabe, D.; Song, R. Microstructure and Crystallographic Texture of an Ultrafine Grained C-Mn Steel and Their Evolution during Warm Deformation and Annealing. Acta Mater. 2005, 53, 845–858. [Google Scholar]
- Nasiri, Z.; Mirzadeh, H. Spheroidization Heat Treatment and Intercritical Annealing of Low Carbon Steel. J. Min. Metall. Sect. B Metall. 2019, 55, 6. [Google Scholar] [CrossRef]
- Pang, J.C.; Yang, W.F.; Wang, G.D.; Zheng, S.J.; Misra, R.D.K.; Yi, H.L. Divorced Eutectoid Transformation in High-Al Added Steels Due to Heterogeneous Nucleation of κ-Carbide. Scr. Mater. 2022, 209, 114395. [Google Scholar] [CrossRef]
- ASTM A36/A36M-05; Standard Specification for Carbon Structural Steel Shapes, Sheets and Strip for Bridge Construction. ASTM International: West Conshohocken, PA, USA, 2005.
- Qian, L.H.; Guo, P.H.; Zhang, F.C.; Meng, J.V.; Zhang, M. Abnormal Room Temperature Serrated Flow and Strain Rate Dependence of Critical Strain of a Fe–Mn–C Twin-Induced Plasticity Steel. Mater. Sci. Eng. A 2013, 561, 266–269. [Google Scholar] [CrossRef]
- Rösler, J.; Harders, H.; Bäker, M. Mechanical Behavior of Engineering Materials. Mater. Sci. Eng. A 2007, 458, 1–11. [Google Scholar]
- Sujita, S.S.; Sutanto, R.S. Study on Mechanical Properties of Pack Carburizing ASTM A36 Steel with Energizer Pomacea Canalikulata Lamarck Shell Powder. Global J. Eng. Technol. Adv. 2022, 11, 096–102. [Google Scholar] [CrossRef]
- Sun, Y.F.; Hu, S.M.; Xiao, Z.Y.; You, S.S.; Zhao, J.Y.; Lv, Y. Effects of Nickel on Low-Temperature Impact Toughness and Corrosion Resistance of High-Ductility Ductile Iron. Mater. Des. 2012, 41, 37–42. [Google Scholar] [CrossRef]
- Luo, Z.; Shi, Y.; Zhou, X.; Xue, X.; Peng, X. Low- and Elevated-Temperature Constitutive Model of Cold-Formed Titanium-Clad Bimetallic Steel Sections. J. Constr. Steel Res. 2024, 221, 108881. [Google Scholar] [CrossRef]
- Liao, X.; Wei, H.; Feng, L.; Ban, H. Low-Cycle Fatigue Behavior for Stainless-Clad 304 + Q235B Bimetallic Steel. Int. J. Fatigue 2022, 159, 106831. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | S | P | Impurity | Fe |
|---|---|---|---|---|---|---|---|
| Content [wt.%] | 0.12 | 0.51 | 0.27 | ≤0.045 | ≤0.045 | ≤0.01 | Bal. |
| Spheroidization Annealing Time [h] | Yield Strength [MPa] | Ultimate Tensile Strength [MPa] |
|---|---|---|
| 0 | 292.21 | 385.63 |
| 3 | 329.86 | 439.81 |
| 6 | 392.08 | 522.77 |
| 9 | 353.42 | 503.71 |
| Temperatures [°C] | Average Energy [J] | Specimen 1 | Specimen 2 | Specimen 3 |
|---|---|---|---|---|
| 20 | 360.52 | 365.54 | 358.96 | 357.06 |
| 0 | 323.14 | 318.47 | 322.68 | 328.27 |
| −20 | 291.62 | 295.71 | 292.03 | 287.12 |
| −40 | 228.23 | 225.84 | 229.18 | 229.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lan, Y.; Liu, X.; Li, G. The Influence of Spheroidizing Annealing Process on the Microstructure and Low-Temperature Impact Toughness of Q235 Steel Used in Coal Explosion-Proof Equipment. Metals 2025, 15, 833. https://doi.org/10.3390/met15080833
Zhang H, Lan Y, Liu X, Li G. The Influence of Spheroidizing Annealing Process on the Microstructure and Low-Temperature Impact Toughness of Q235 Steel Used in Coal Explosion-Proof Equipment. Metals. 2025; 15(8):833. https://doi.org/10.3390/met15080833
Chicago/Turabian StyleZhang, Hongkui, Yipeng Lan, Xinming Liu, and Guanglong Li. 2025. "The Influence of Spheroidizing Annealing Process on the Microstructure and Low-Temperature Impact Toughness of Q235 Steel Used in Coal Explosion-Proof Equipment" Metals 15, no. 8: 833. https://doi.org/10.3390/met15080833
APA StyleZhang, H., Lan, Y., Liu, X., & Li, G. (2025). The Influence of Spheroidizing Annealing Process on the Microstructure and Low-Temperature Impact Toughness of Q235 Steel Used in Coal Explosion-Proof Equipment. Metals, 15(8), 833. https://doi.org/10.3390/met15080833