
Numerical Simulation and Experimental Validation of Residual Stress in Heavy Machine Tool Crossbeam Casting During Demolding

Abstract
1. Introduction
- Multiphysical field coupling process simulation based on the FDM, FEM, and local stiffness coefficient method to handle the interface constraints between the mold and the casting.
- The introduction of an equivalent spring boundary to simulate the release of demolding stress.
- The measured data by the blind-hole method are used for verification, and the process parameters are optimized based on the proposed simulation model.
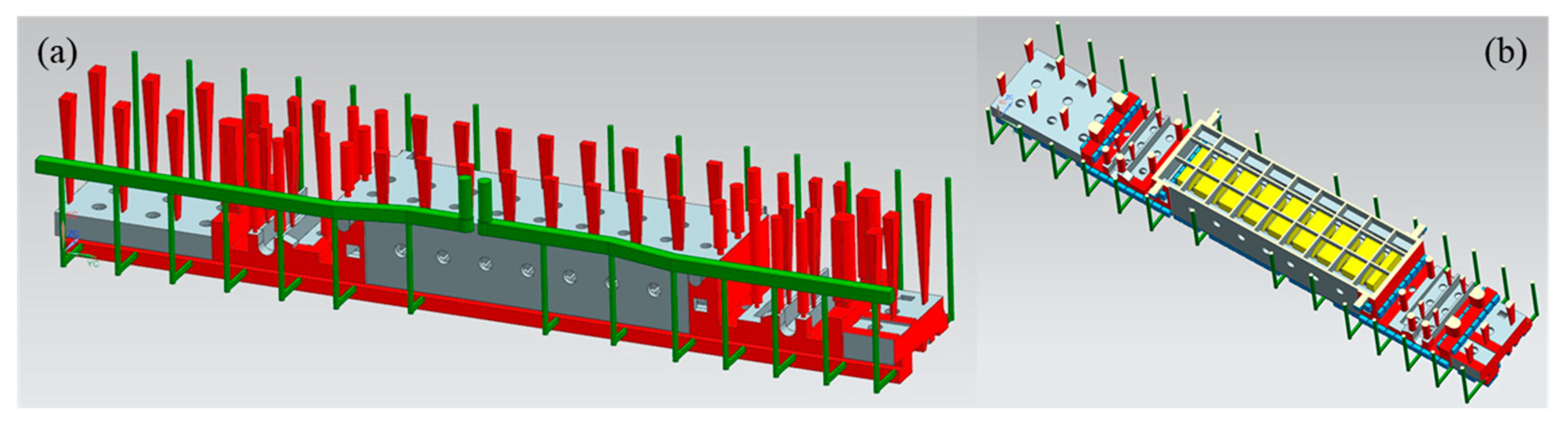
2. Casting Process Design
3. Residual Stress Simulation and Testing Methods
3.1. Preprocessing
3.2. Numerical Simulation Theory
3.2.1. Fluid–Thermal Coupling Model
3.2.2. Mechanics Constitutive Model
3.2.3. Calculation Method for Demolding Process
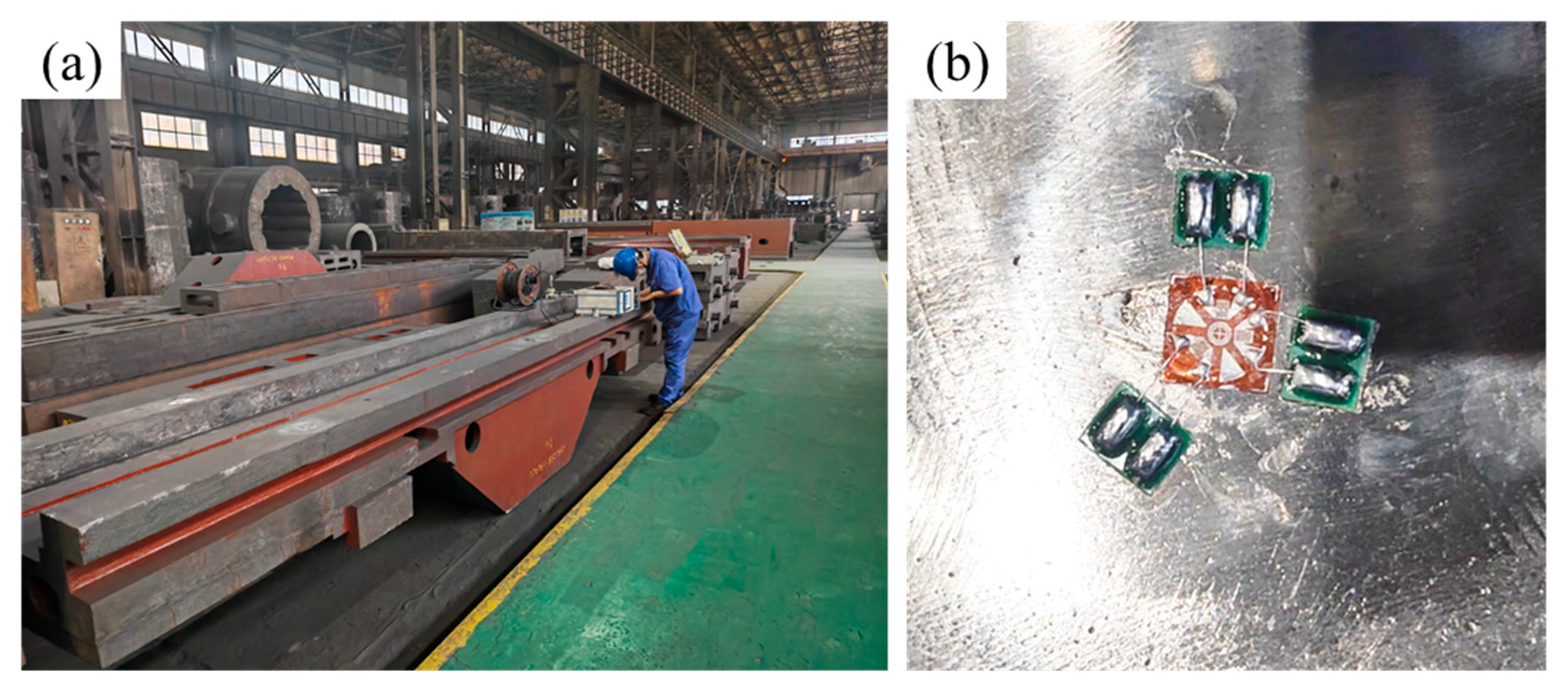
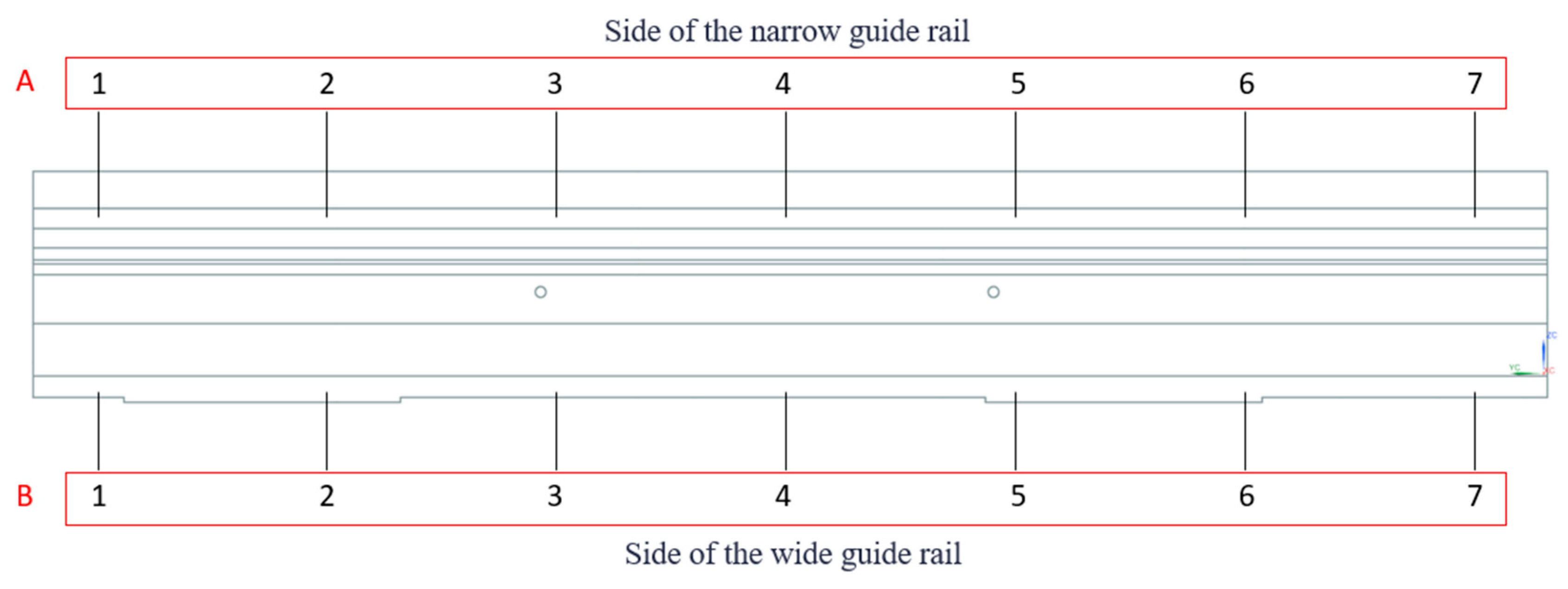
3.3. Experimental Test Methods
3.3.1. Blind-Hole Method for Residual Stress Measurement
3.3.2. Infrared Measurement of Unboxing Temperature
4. Residual Stress Simulation Analysis and Verification
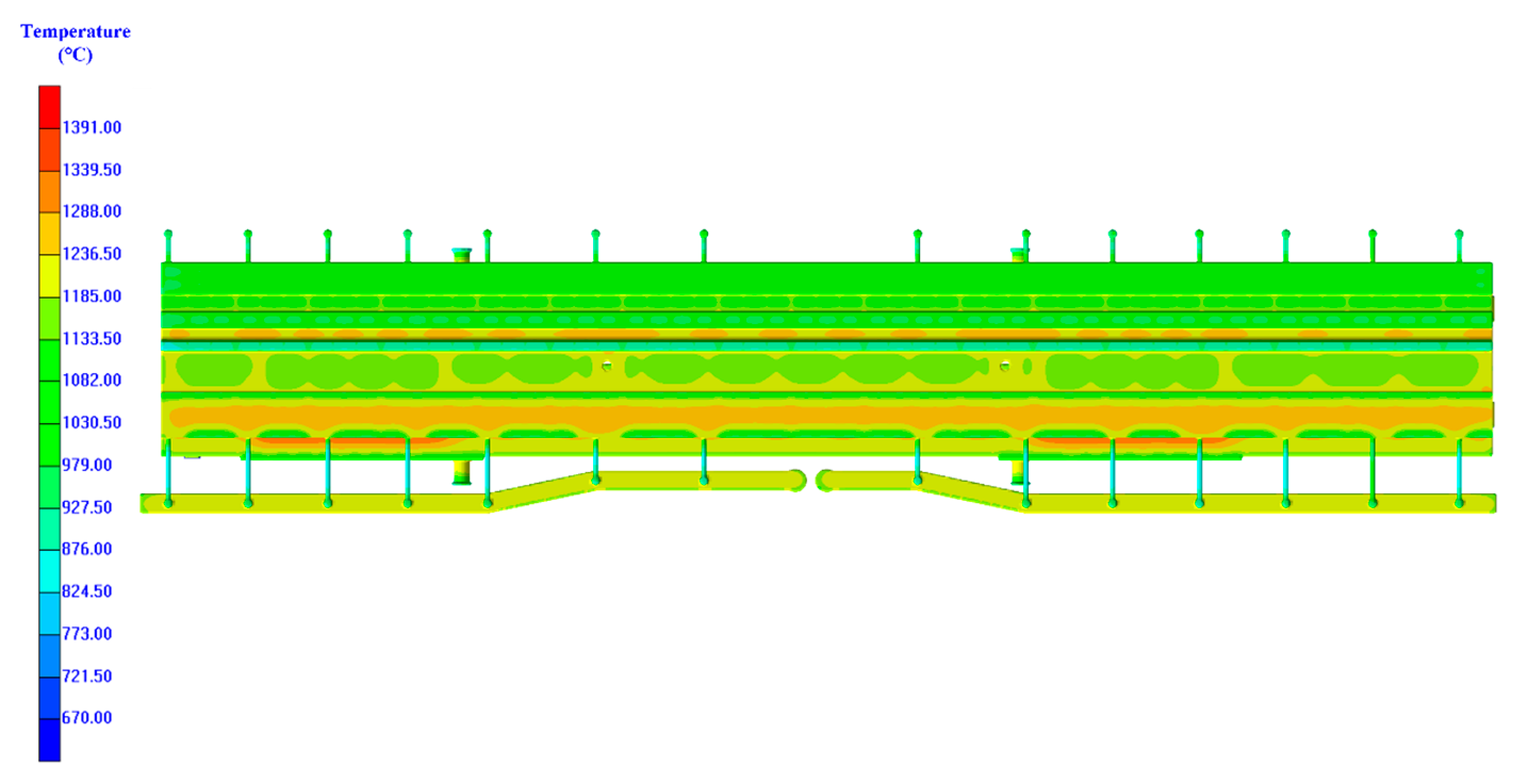
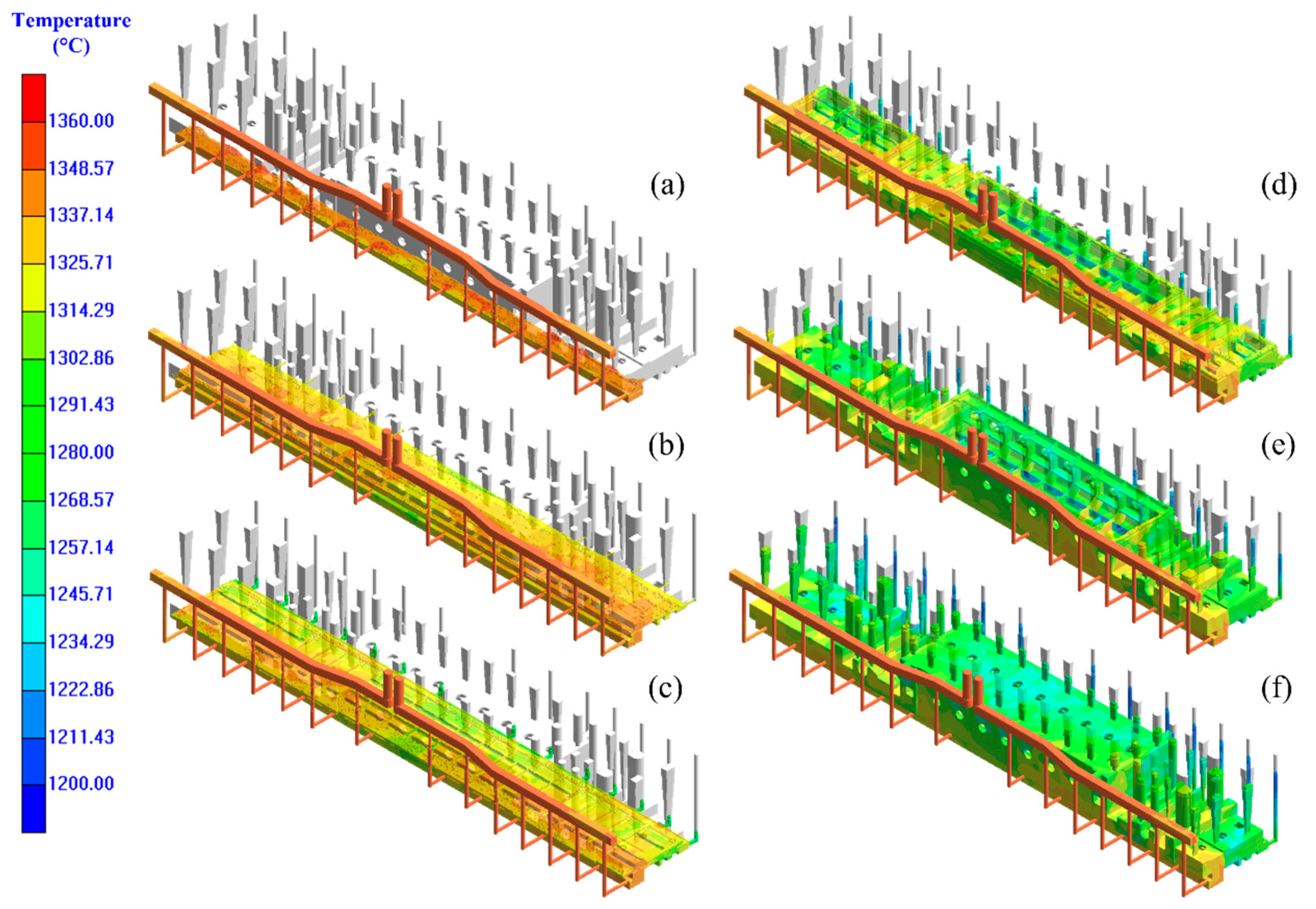
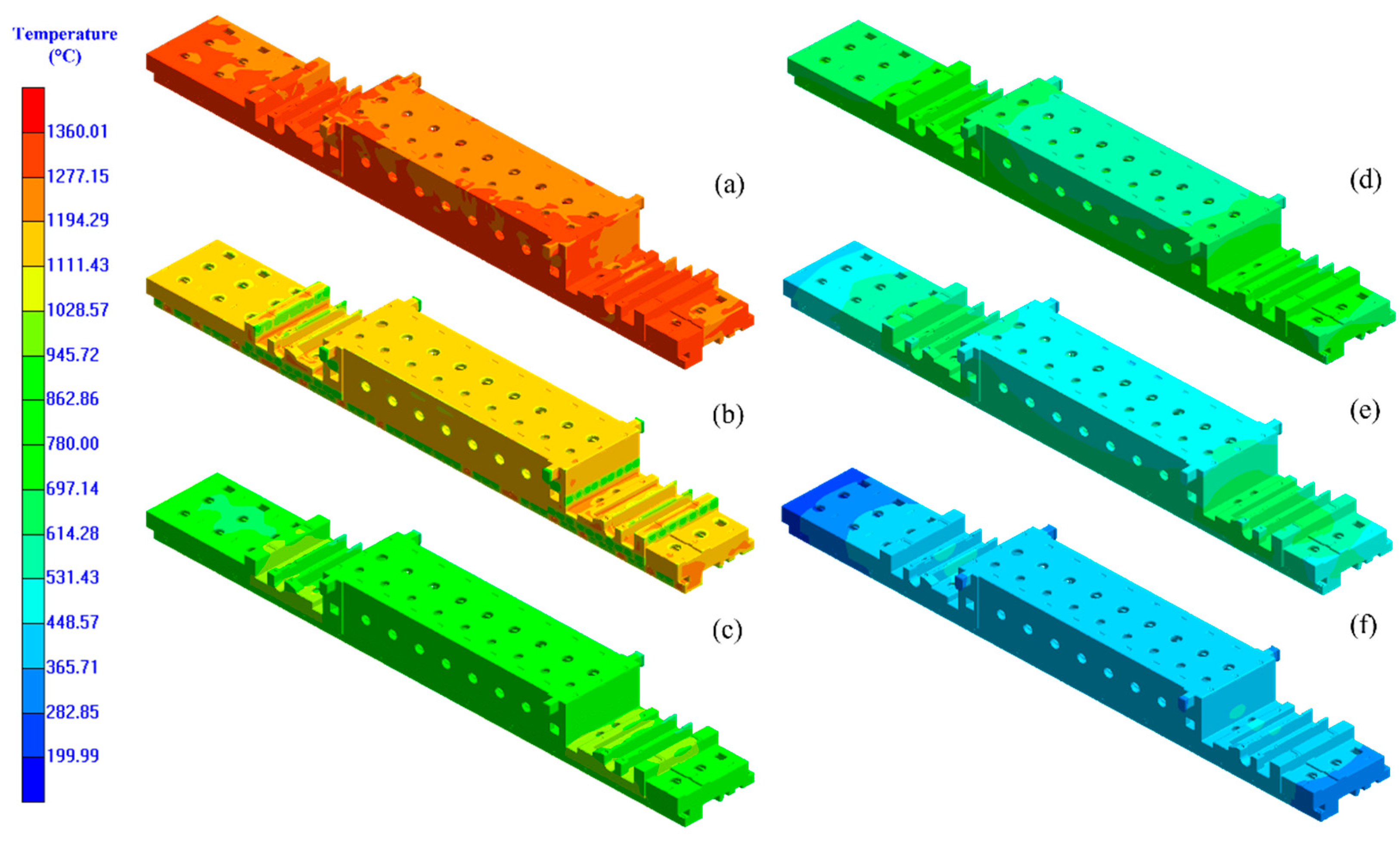
4.1. Filling and Solidification Process Simulation Analysis
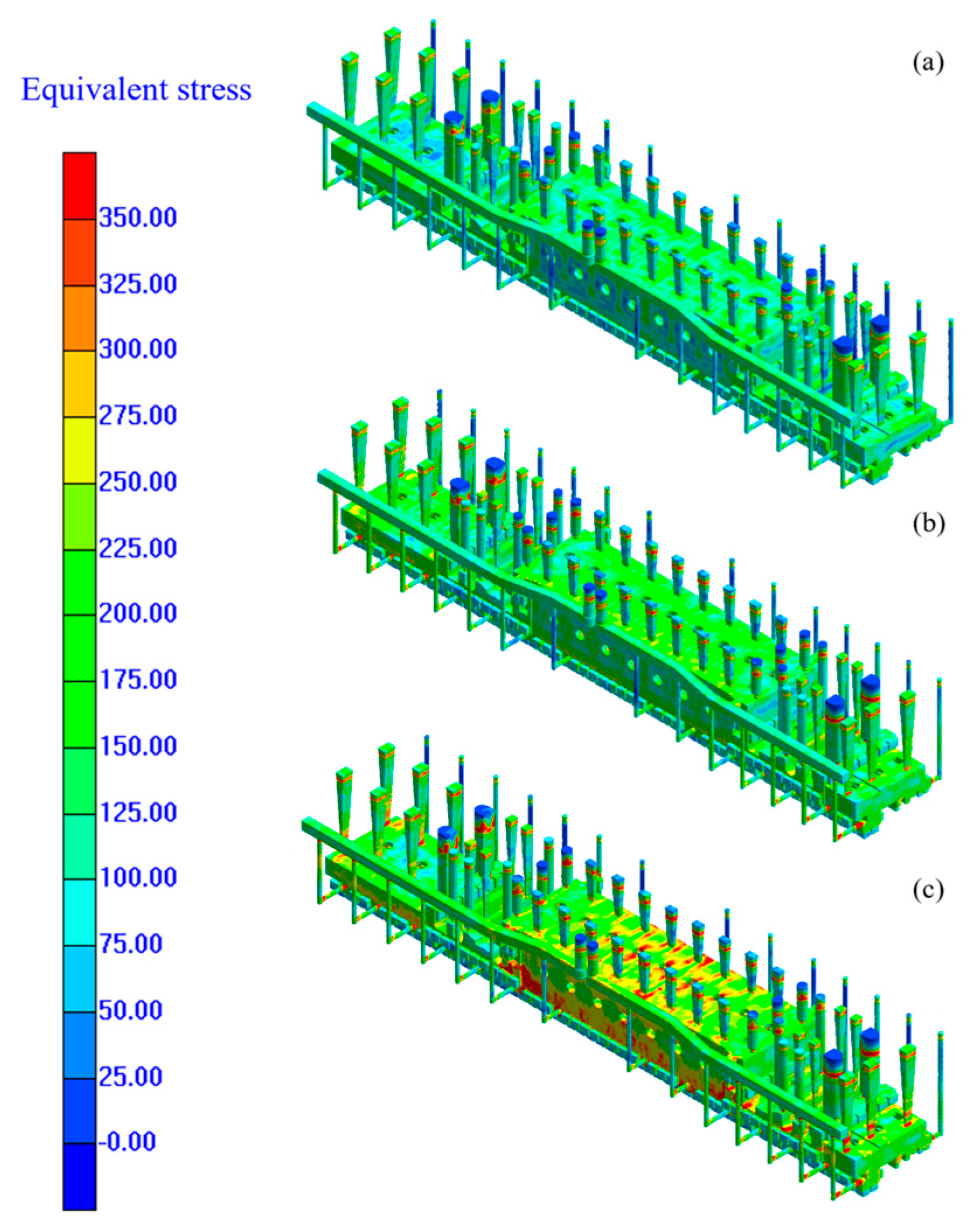
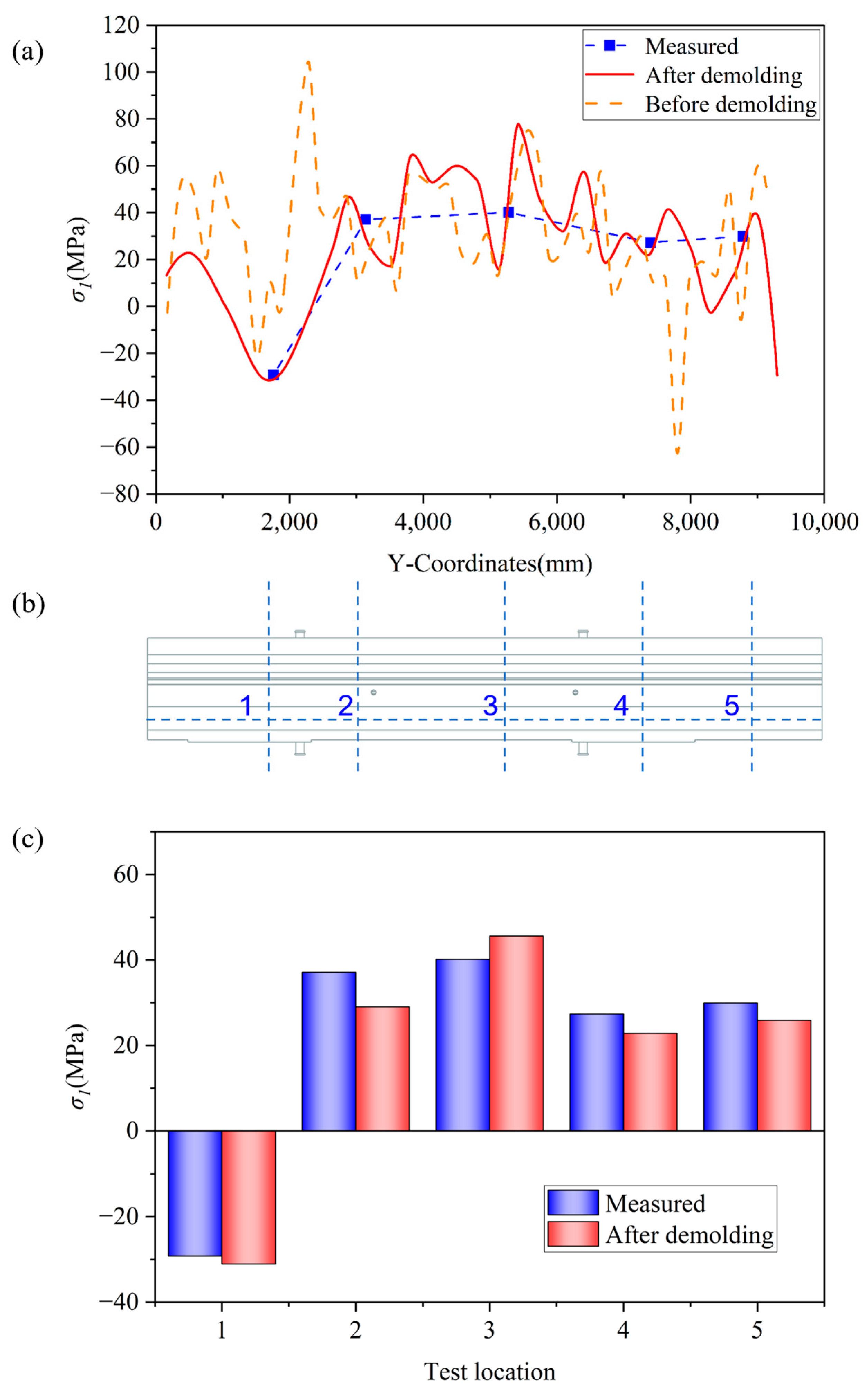
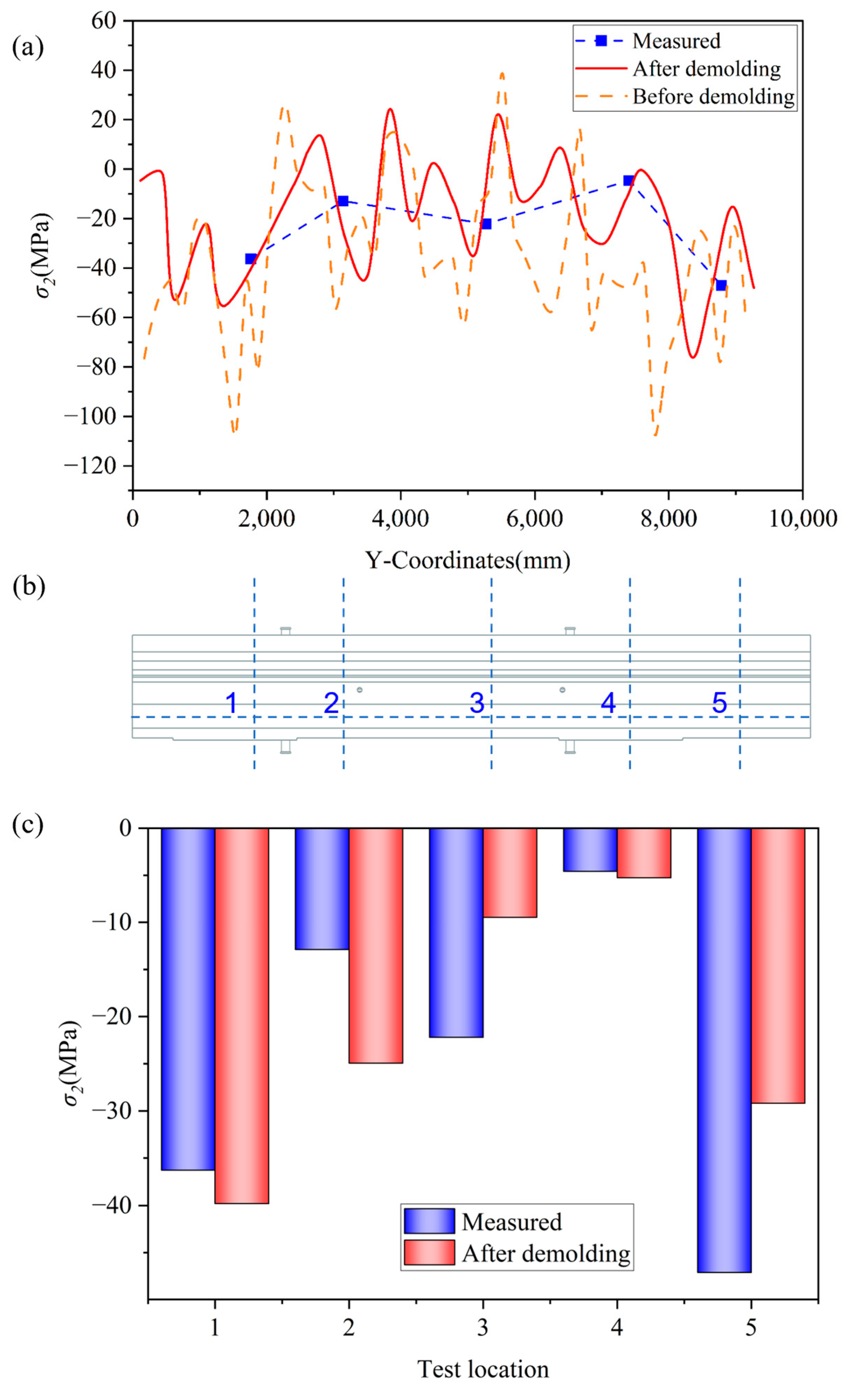
4.2. Stress Simulation Analysis and Verification
5. Heavy Machine Tool Beam Casting Process Optimization
6. Conclusions
- Numerical Simulation Model Construction: This study uses a hybrid FEM/FDM algorithm to construct a numerical model for the solidification and demolding processes that couples heat conduction, melt flow, and structural mechanics multiphysical fields. A self-developed casting CAE software for the numerical simulation of residual stress in heavy machine tool beam castings is developed, which solves the defects of traditional models that do not consider the residual stress simulation model triggered by mechanical constraint release and improves the prediction accuracy of stress.
- Model Effectiveness Verification: The comparison between the data measured with the self-developed CAE software and that from the blind-hole method shows that the absolute error between the simulated value and the experimental value of the maximum principal stress on the guide rail installation surface is less than 10 MPa, and the relative error is 11.8%. The simulation results successfully capture the stress concentration areas at the edges of the rib plates and the edges of the structural holes, which have spatial consistency with the service failure positions of the casting. This model has been applied to actual production by cooperative enterprises, verifying its industrial applicability.
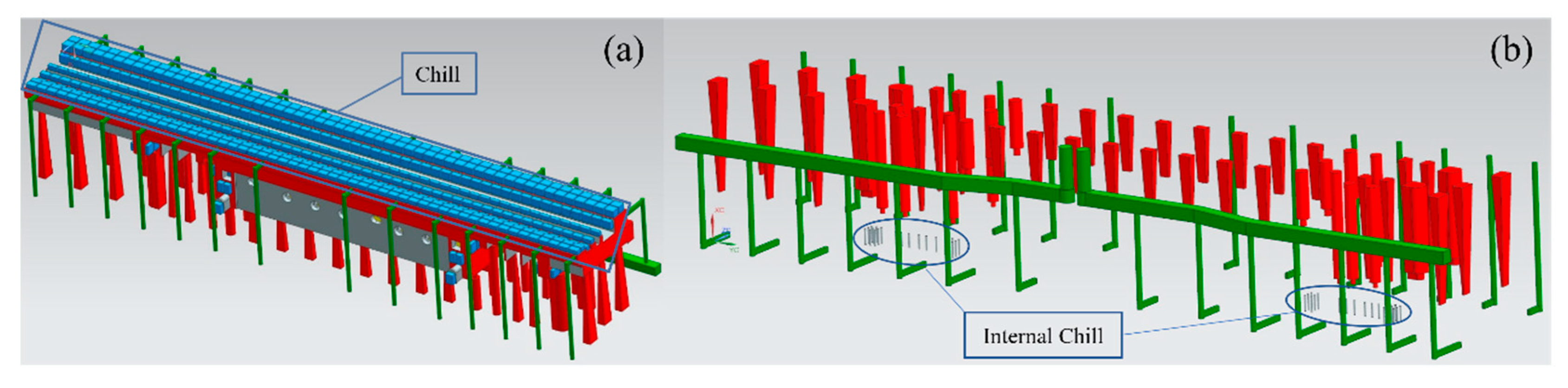
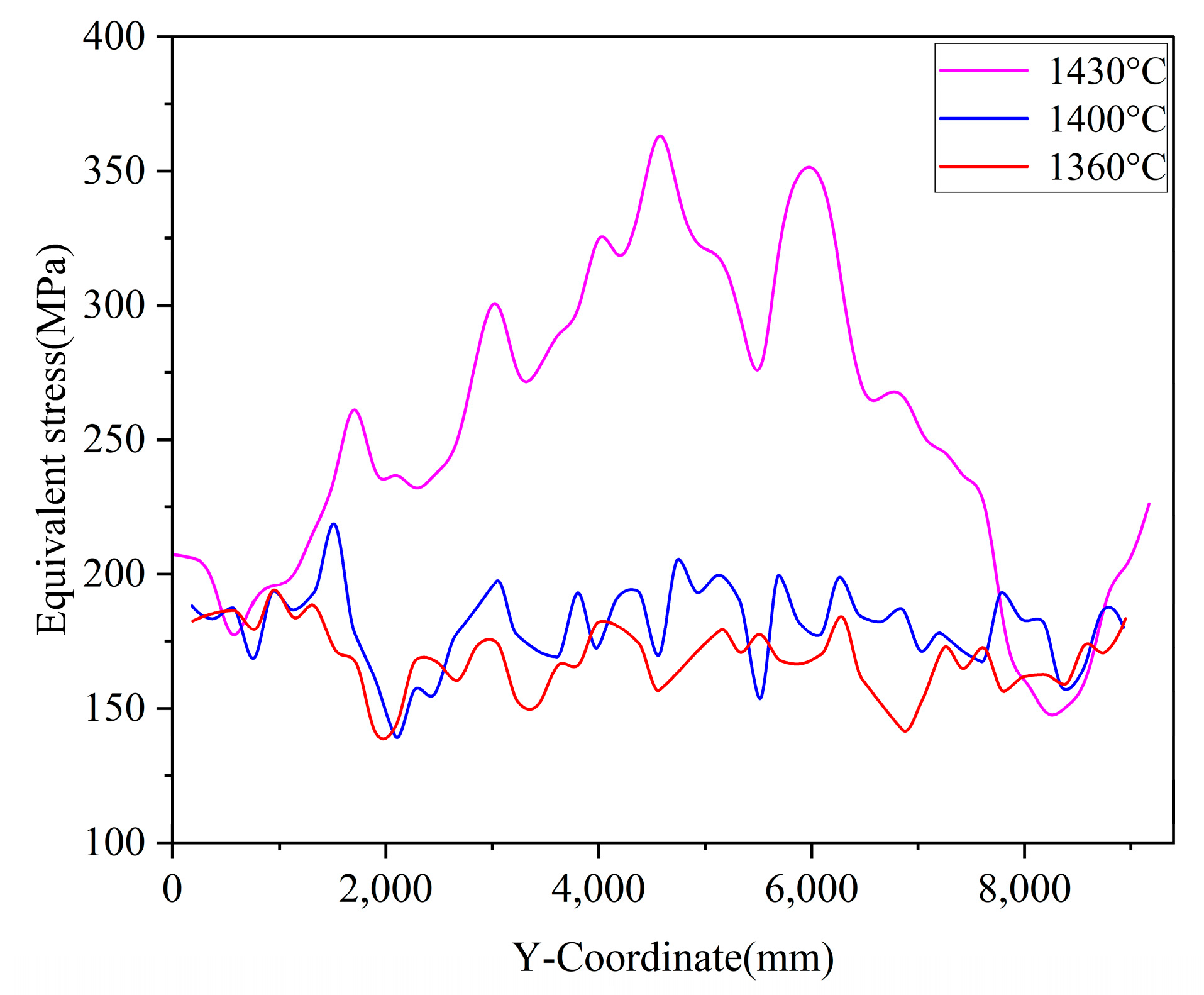
- Process Parameter Optimization: The numerical simulation experiment of pouring temperature regulation shows that under the 1360 °C working condition, the overall equivalent stress of the casting is lower than that under the 1430 °C working condition, and the proportion of high-stress areas is reduced. By constructing a process scheme for heavy machine tool beam castings with a split sand core design and gradient chill layout, high-quality heavy machine tool beam castings are produced.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nemyrovskyi, Y.; Shepelenko, I.; Storchak, M. Plasticity Resource of Cast Iron at Deforming Broaching. Metals 2023, 13, 551. [Google Scholar] [CrossRef]
- Zelenova, V.D.; Butaev, É.I.; Knorozova, T.B.; Muratov, S.A.; Lushnikov, F.G. Residual-Stress Distribution and Microstructure of Fractures in Blanks of Cylinder Shells of Gray Cast Iron. Met. Sci. Heat Treat. 1982, 24, 382–386. [Google Scholar] [CrossRef]
- Yang, H.; Zhou, T.; Wang, Q.; Zhou, H. Effects of Laser Melting Distribution on Wear Resistance and Fatigue Resistance of Gray Cast Iron. Metals 2020, 10, 1257. [Google Scholar] [CrossRef]
- Motoyama, Y.; Ebihara, N.; Shiga, H.; Sato, T.; Kambe, H.; Yoshida, M. Thermal Stress Analysis of Residual Stress in a Cylindrical Aluminum Casting with Cast-in GCI Liner, Taking Recovery Behavior Effect into Account. Met. Mater. Trans. A 2018, 49, 5619–5635. [Google Scholar] [CrossRef]
- Lukoševičienė, O.; Leonavičius, M.; Lukoševičius, V.; Bazaras, Ž. Investigation of Crack Propagation in Locally Thermal-Treated Cast Iron. Materials 2025, 18, 321. [Google Scholar] [CrossRef]
- Yang, D.; Li, L.; Zhou, C.; He, Q. Research on Dynamic Evolution of Residual Stress Based on Simulation of Piston Manufacturing Process. Metals 2024, 14, 1327. [Google Scholar] [CrossRef]
- Zhang, S.; Ran, Y.; Murphy, A.; Zhang, G.; Wang, W. Residual Stress Analysis of Gray Cast Iron Manufacturing Processes. Mater. Manuf. Process. 2020, 35, 1781–1788. [Google Scholar] [CrossRef]
- Deng, X.L.; Fu, J.Z.; He, Y.; Chen, Z.C.; Jiao, H.F. An Analysis of Thermal-Structural Characteristics for Precision Linear Rolling Guide CNC Grinding Machine Tool’s Bed. Appl. Mech. Mater. 2010, 37–38, 86–89. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.; Huang, J.; Hu, T.; Li, X.; Li, C.; Xian, G.; Zhou, C.; Fan, H. Research on Key Casting Process of High-Grade CNC Machine Tool Bed Nodular Cast Iron. Rev. Adv. Mater. Sci. 2023, 62, 20230164. [Google Scholar] [CrossRef]
- Zhang, L.H.; Liu, X.G.; Kang, J.W.; Huang, T.Y.; Bian, D.T. Numerical Simulation of the Solidification Process of a Heavy Roll Stand for Temperature Field and Thermal Stress Field. Zhuzao (Foundry) 2006, 55, 922–926. [Google Scholar]
- Key, S.W.; Krieg, R.D. Comparison of Finite-Element and Finite-Difference Methods. In Numerical and Computer Methods in Structural Mechanics; Fenves, S.J., Perrone, N., Robinson, A.R., Schnobrich, W.C., Eds.; Academic Press: Cambridge, MA, USA, 1973; pp. 337–352. ISBN 978-0-12-253250-4. [Google Scholar]
- Xue, X.; Wang, Y.P.; Zhang, Y.B. Numerical Simulation of Thermal Stress and Deformation in a Casting Using Finite Difference Method. Mater. Sci. Forum 2013, 762, 218–223. [Google Scholar] [CrossRef]
- Futas, P.; Pástor, M.; Pribulova, A. Analysis of the Possibilities of Reducing the Levels of Residual Stresses in Casting Produced from Synthetic Cast Iron. Heliyon 2024, 10, e33623. [Google Scholar] [CrossRef]
- Motoyama, Y.; Inukai, D.; Okane, T.; Yoshida, M. Verification of the Simulated Residual Stress in the Cross Section of Gray Cast Iron Stress Lattice Shape Casting via Thermal Stress Analysis. Metall. Mater. Trans. A 2014, 45, 2315–2325. [Google Scholar] [CrossRef]
- Motoyama, Y.; Takahashi, H.; Okane, T.; Fukuda, Y.; Yoshida, M. Numerical and Experimental Study on Residual Stress in Gray Cast Iron Stress Lattice Shape Casting. Metall. Mater. Trans. A 2013, 44, 3261–3270. [Google Scholar] [CrossRef]
- Guterres, N.; Rusnaldy, R.; Widodo, A. Effect of Chill Plate Thickness on Surface Hardening and Dimensional Accuracy of Nodular Cast Iron Gears Manufactured by the Chill Casting Method. Designs 2023, 7, 56. [Google Scholar] [CrossRef]
- Farhang Mehr, F.; Cockcroft, S.; Reilly, C.; Maijer, D. Investigation of the Efficacy of a Water-Cooled Chill on Enhancing Heat Transfer at the Casting-Chill Interface in a Sand-Cast A319 Engine Block. J. Mater. Process. Technol. 2020, 286, 116789. [Google Scholar] [CrossRef]
- Gafur, M.A.; Haque, M.N.; Prabhu, K.N. Effect of Chill Thickness and Superheat on Casting/Chill Interfacial Heat Transfer during Solidication of Commercially Pure Aluminium. J. Mech. Work. Technol. 2003, 133, 257–265. [Google Scholar]
- Pan, M.; Yang, Z.M.; He, C.; Yang, H. Effect of Graphite on Tensile Strength and Elastic Modulus of Gray Cast Iron Machine Tool Beam Castings. Foundry Eng. 2023, 47, 34–37. [Google Scholar]
- Cao, Z.; Dong, M.; Liu, K.; Fu, H. Temperature Field in the Heat Transfer Process of PEEK Thermoplastic Composite Fiber Placement. Materials 2020, 13, 4417. [Google Scholar] [CrossRef]
- Cui, Z.; Hu, X.; Dong, S.; Yan, S.; Zhao, X. Numerical Simulation and Experimental Study on Residual Stress in the Curved Surface Forming of 12CrNi2 Alloy Steel by Laser Melting Deposition. Materials 2020, 13, 4316. [Google Scholar] [CrossRef]
- Kurosawa, E.; Nakagawa, T. High-Efficiency Coupled Solidification-Thermal Stress Simulation of Casting Based on Explicit Finite Element Method. Trans. JSME 2015, 81, 15–00192. [Google Scholar]
- Chang, A.; Dantzig, J. Improved Sand Surface Element for Residual Stress Determination. Appl. Math. Model. 2004, 28, 533–546. [Google Scholar] [CrossRef]
- Zhao, Q.; Chen, K.; Chen, M.; Briseghella, B.; Guo, Z.; Yang, G. Use of Plastic Correction Formula to Improve Accuracy of Welding Residual Stress Test with Blind-Hole Method. Trans. Tianjin Univ. 2018, 24, 480–488. [Google Scholar] [CrossRef]
- He, Q.; Zhou, C.; Jing, X.; Jiang, Y.; Zhou, H. Research on Residual Stress Evolution of Diesel Engine Piston Manufacturing Based on Finite Element Method. J Braz. Soc. Mech. Sci. Eng. 2022, 44, 522. [Google Scholar] [CrossRef]
- Maj, M. The Formation of the Strength of Castings Including Stress and Strain Analysis. Materials 2024, 17, 2484. [Google Scholar] [CrossRef]
- Ding, M.; Song, J.; Honghui, L. Effect of Pouring Temperature on Typical Structure of Thin-Walled ZL105A Alloy Casting. Mater. Manuf. Process. 2014, 29, 853–863. [Google Scholar] [CrossRef]
- Yang, S.H.; Du, X.M. The Lost Foam Casting Simulation of the Gray Cast Iron Linner. Adv. Mater. Res. 2014, 834, 1580–1583. [Google Scholar] [CrossRef]
- Zeng, Y.D.; He, L.T.; Zhang, J. Numerical Simulation of Casting Deformation and Stress of A356 Aluminum Alloy Thin-Walled Frame Casting. Mater. Sci. Forum 2021, 1033, 24–30. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Casting–Air | Casting–Mold Wall | Mold Wall–Air | Casting–Chill | Chill–Mold Wall |
|---|---|---|---|---|---|
| h/W·m2·K−1 | 20 | 500 | 5 | 2000 | 500 |
| Nodes | Surface of Parting | Side of Parting Surface | Guide Rail Surface | ||
|---|---|---|---|---|---|
| A | B | A | B | ||
| 1 | / | / | / | 146 | 156 |
| 2 | 139 | 98 | 107 | 145 | 160 |
| 3 | 147 | 95 | 108 | 150 | 151 |
| 4 | 140 | 94 | 110 | 147 | 148 |
| 5 | 124 | 92 | 106 | 148 | 157 |
| 6 | 135 | 90 | 100 | 140 | 154 |
| 7 | / | / | / | 142 | 153 |
| Average temperature/°C | 137 | 94 | 106 | 145 | 154 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, J.; Zhang, Y.; Liao, D. Numerical Simulation and Experimental Validation of Residual Stress in Heavy Machine Tool Crossbeam Casting During Demolding. Metals 2025, 15, 687. https://doi.org/10.3390/met15070687
Cheng J, Zhang Y, Liao D. Numerical Simulation and Experimental Validation of Residual Stress in Heavy Machine Tool Crossbeam Casting During Demolding. Metals. 2025; 15(7):687. https://doi.org/10.3390/met15070687
Chicago/Turabian StyleCheng, Jingfan, Yiqi Zhang, and Dunming Liao. 2025. "Numerical Simulation and Experimental Validation of Residual Stress in Heavy Machine Tool Crossbeam Casting During Demolding" Metals 15, no. 7: 687. https://doi.org/10.3390/met15070687
APA StyleCheng, J., Zhang, Y., & Liao, D. (2025). Numerical Simulation and Experimental Validation of Residual Stress in Heavy Machine Tool Crossbeam Casting During Demolding. Metals, 15(7), 687. https://doi.org/10.3390/met15070687