1. Introduction
Iron-based powder metallurgy products, commonly called sintered steel, are extensively utilized in the automotive, aerospace, engineering machinery, home appliance, and medical industries due to their superior dimensional accuracy, wear resistance, and high material utilization efficiency. However, conventional iron-based powder metallurgy products typically exhibit 10–15% porosity, which poses a significant challenge to achieving full densification and directly affects the material’s dynamic mechanical properties, particularly its fatigue performance [
1,
2,
3]. To mitigate residual porosity in sintered steel, researchers have developed several methods, including copper infiltration, hot repressing, thermal pressure treatment, and powder hot forging. Among these techniques, copper infiltration technology is notable for its comprehensive performance and cost-effectiveness, yielding substantial improvements in the density, strength, wear resistance, and thermal conductivity of sintered steel. It is particularly effective in enhancing dynamic mechanical properties, such as impact toughness and fatigue strength, and has been widely adopted in the automotive, hydraulic systems, and electric tool industries [
4,
5,
6,
7]. This efficacy originates from the melt-infiltration-solidification sequence, during which molten copper, driven by capillary forces, permeates and fills the interconnected pore network within the sintered steel matrix. A portion of this copper dissolves into the iron matrix to form a supersaturated solid solution, imparting a significant solid solution strengthening effect and thereby enhancing both strength and toughness. Concurrently, the softer, more ductile copper phase residing within these pores facilitates a more uniform stress distribution under load. This mechanism mitigates stress concentrations and promotes greater plastic deformation prior to macroscopic fracture. Consequently, compared to their uninfiltrated porous counterparts, copper-infiltrated sintered steels exhibit substantially enhanced hardness, impact toughness, and tensile strength.
Copper-infiltrated sintered steel, a key material in powder metallurgy, exhibits performance and microstructural properties that significantly impact final product service life and functionality. The pore characteristics of the sintered steel matrix are pivotal in influencing both the copper infiltration process and the resultant properties of the infiltrated material. Multifaceted parameters of the pore structure—including morphological features, size distribution, and connectivity—not only dictate the effective infiltration pathways and kinetics for molten copper but also significantly influence the material’s ultimate load-bearing capacity [
8,
9,
10,
11,
12]. Furthermore, the overall matrix porosity determines the maximum pore volume available for the copper infiltrant. Research by Dzyachkova [
8] demonstrated that maintaining pre-sintered compact porosity within the 12–17% range yields optimal copper infiltration. In low-porosity matrices, molten copper shows a greater propensity to infiltrate along grain boundaries, which possess relatively high interfacial energy. Conversely, in high-porosity matrices, molten copper primarily permeates the interconnected pore network via bulk flow, thereby diminishing the relative contribution of grain boundary transport. These differing infiltration pathways directly impact the final material’s microstructure and mechanical properties.
Characterization of the pore structure provides a fundamental basis for understanding the relationship between material properties and microstructural evolution during copper infiltration. Conventional research methodologies primarily rely on two-dimensional (2D) morphological characterization of pores from cross-sections of polished samples, often supplemented by other measurement techniques to ascertain pore sizes. However, this limited 2D sectional perspective frequently fails to comprehensively capture the complex three-dimensional (3D) topological architecture of the pore network. Consequently, it exhibits significant limitations in characterizing critical features such as pore connectivity, spatial distribution heterogeneity, and shape anisotropy. Pore size estimation heavily depends on the cross-section location, with the apparent diameters of the same pore varying substantially across different cutting orientations, resulting in a size distribution that poorly represents the actual pore geometry. Furthermore, distinguishing between closed and open pores is challenging, which hinders the quantitative characterization of pore connectivity—a critical factor for understanding copper flow paths during infiltration. Additionally, the anisotropic nature of pore shapes poses difficulties in accurate quantification, as pores in iron-based powder compacts exhibit significant differences in long-axis characteristics between the vertical and parallel directions relative to the pressing direction.
X-ray computed tomography (CT) has emerged as a sophisticated non-destructive detection method, offering distinct advantages in the development of new materials, microstructural analysis of geotechnical materials, and non-destructive testing of complex materials. Compared to traditional methods, CT scanning maintains sample integrity. It provides high-resolution, three-dimensional visualization, rendering it particularly well-suited for the precise characterization of internal structures in low-porosity sintered steel [
13,
14,
15,
16,
17,
18]. Three-dimensional (3D) observation using CT provides a powerful means to systematically reveal in-depth structural information about internal pores in sintered steel, including their spatial coordinates, volume distribution functions, connectivity tensors, and local characteristics. These precise microstructural data quantitatively delineate the geometric features of the pore network and furnish an experimental basis for understanding the flow behavior of molten copper within such multi-scale porous architectures. However, despite this considerable potential for characterizing pore morphology, systematic 3D quantitative investigations of the internal microstructure, particularly for low-porosity sintered steels, remain relatively scarce. Furthermore, high-temperature, real-time dynamic CT characterization techniques are still nascent, complicating the capture of transient structural changes during processes such as copper infiltration. These limitations collectively constrain the in-depth understanding and precise control of crucial manufacturing processes like copper infiltration.
Based on the aforementioned research status, this study focused on an Fe–Cu–C matrix as its research subject and utilized industrial CT scanning technology for non-destructive examination of sintered and copper-infiltrated specimens. By extracting pore channels and constructing pore network models, the study quantitatively analyzed various pore parameters, including pore count, pore radius, and neighbor count, thereby precisely characterizing pore structure and topological features. Additionally, microscale simulations of the copper infiltration process in sintered steel were performed, providing significant insights that substantially support a deeper understanding of the copper infiltration mechanism.
4. Discussion
In summary, traditional metallographic analysis typically offers only localized 2D information regarding pore morphology on polished material surfaces. This approach inherently possesses significant limitations in comprehensively and precisely characterizing the complex topological structure of 3D pore networks, particularly in revealing key 3D features such as pore connectivity, spatial distribution heterogeneity, and morphological anisotropy. In contrast, 3D imaging and analysis based on X-ray CT technology can non-destructively and systematically unveil detailed 3D structural information of internal pores within materials like sintered steel. This includes, for instance, distributions of pore size and volume fraction, tortuosity, connectivity parameters, and local morphological characteristics. These precise 3D microstructural parameters not only enable the accurate quantitative description of the complex geometric properties of the pore network but, more critically, they provide an actual, digitized pore structure basis for a deeper understanding of the complex flow behavior of fluids, such as molten copper, within multi-scale porous media.
Detailed simulation analysis of the copper infiltration process reveals that the penetration process exhibits distinct heterogeneity in the initial infiltration stage, with significant differences in fluid distribution between pores. As the copper infiltration progresses, molten copper gradually expands into a more extensive pore network. The increasingly active migration behavior of copper liquid between pores forms interconnected channels that significantly enhance overall fluidity and infiltration efficiency. When copper infiltration flow reaches a relatively stable state, although most pores have been effectively filled with copper liquid, some residual pores remain concentrated in the peripheral areas of the pore network, geometric dead corners, and areas of pore throat transitions [
24]. These microscopic regions exhibit significant infiltration inhibition characteristics, with different formation mechanisms.
In the peripheral areas of pores, fluid flow is restricted by complex geometric boundary conditions, resulting in significantly limited penetration capability; in dead corner positions, the sharp reduction in fluid turbulence characteristics further inhibits effective penetration dynamics; while at pore throat transition locations, the abrupt increase in flow resistance caused by sudden changes in structural cross-sections makes it difficult for the liquid phase to diffuse efficiently. These irregular geometric features work together, making it difficult for residual gas to be expelled entirely from the system, ultimately forming dispersed block-like closed pore structures within the material [
25,
26,
27,
28]. Notably, the morphological characteristics and residual distribution of pores are significantly influenced by matrix density. In the low-density matrix (M-1), residual pores primarily exist as larger block-like formations, mainly concentrated in irregular areas of the pore network, geometric transitions of throats, and edge positions with relatively weak pressure fields. This phenomenon indicates that, although low-density matrices have better overall connectivity, they are also more prone to leaving unfilled pores in complex geometric structures. In contrast, in high-density matrices (M-3), residual pores exist only in fine and dispersed forms with more uniform spatial distribution, clearly indicating that the infiltration efficiency of liquid copper is significantly improved, capable of effectively filling most of the fine pore network. The ultimately formed microstructure confirms that pores in low-porosity matrices are highly uniform in distribution with notably reduced connectivity, thereby achieving more ideal material densification.
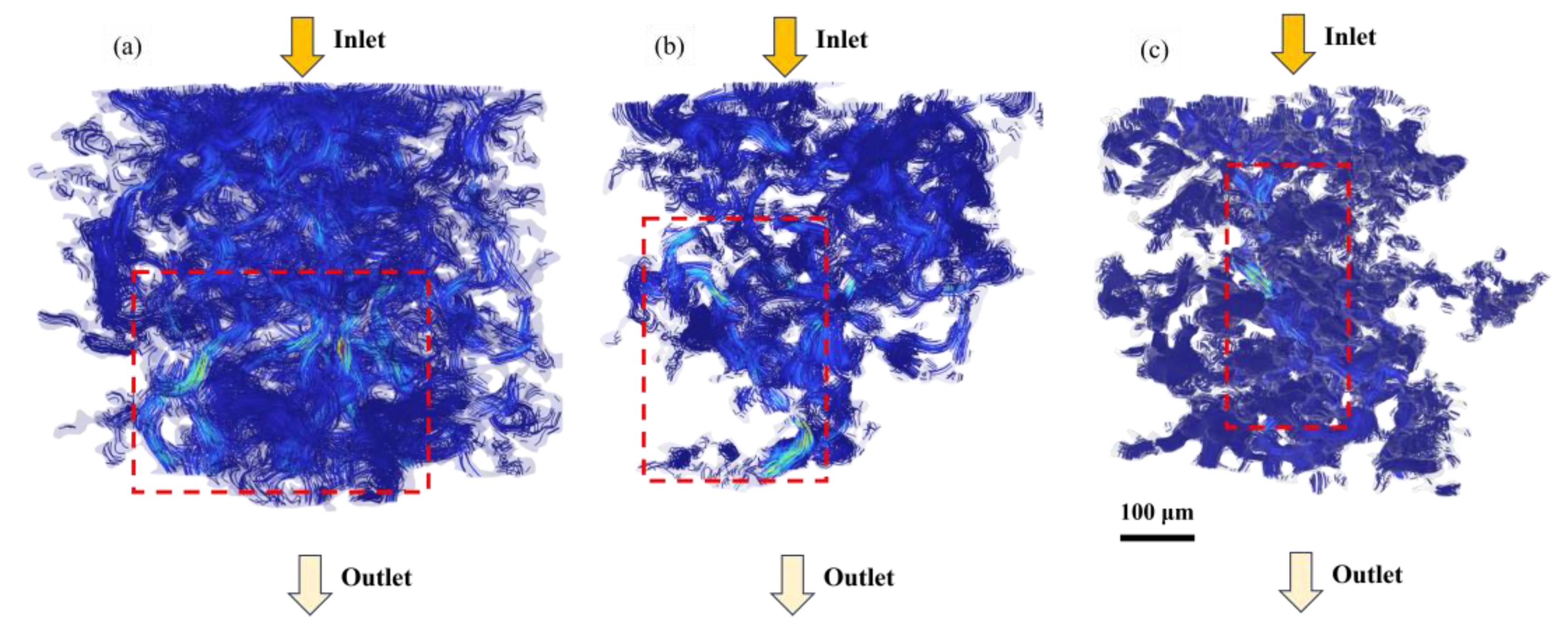
Comprehensive simulation analysis results indicate that the copper infiltration stage exhibits significant selective filling characteristics of molten copper, with the infiltration behavior of molten copper in sintered steel pores showing typical preferential flow phenomena. Further simulation analysis results of different density matrices (M-1 to M-3) reveal that the average pore diameters of preferential flow channels are 23.76 μm, 18.17 μm, and 10.52 μm, respectively, all concentrated in the medium range of 10–30 μm pore sizes. These pores generally have higher geometric connectivity (neighbor count ≥ 3) and moderate pore diameters, thus forming channels with lower flow resistance, with this flow behavior mainly controlled by the synergistic effects of pore connectivity, size effects, and capillary forces.
Although larger pores (>30 μm) theoretically have higher infiltration flux potential, their relatively lower capillary pressure results in insufficient driving force, while smaller pores (<10 μm), despite significantly enhanced capillary pressure, are limited by the multiplied viscous resistance caused by excessively narrow pore throats, actually resulting in reduced infiltration rates. Therefore, medium-sized pores of 10–30 μm, combining moderate capillary driving force with flow efficiency, become molten copper’s main preferential infiltration pathways.
Connectivity is another key factor affecting selective filling. Pore structures with neighbor counts ≥ 3 exhibit obvious preferential filling tendencies during the copper infiltration, with filling rates 43.7% higher than low-coordination pores (≤2). Even if some channels are blocked by early copper liquid filling, pore structures with high neighbor counts still have alternative pathways to ensure continuous liquid phase penetration. In contrast, isolated pores and terminal pores, due to the lack of effective liquid phase supply pathways, have significantly reduced filling rates and thus remain in higher proportions in post-infiltration samples.
Additionally, selective filling characteristics manifest in the behavioral pattern of molten copper preferentially filling the sharp corners and edges of pores. Regions with smaller radii of curvature generate more significant capillary pressure [
29], thus copper liquid preferentially penetrates the depressed areas and sharp corners of irregular pores. This selective filling behavior promotes the gradual regularization of residual pore morphology, with sphericity average values significantly increasing from 0.67–0.76 before copper infiltration to 0.78–0.84 after infiltration. Among these, the high-density sample (I-3) shows the highest probability distribution in the sphericity range of 0.7–0.9, indicating that tightly packed pore structures are more conducive to forming uniform and regular residual pore morphologies.
Author Contributions
Investigation, P.L. and S.L.; writing—original draft, P.L.; visualization, P.L.; methodology, L.W. (Linshan Wang), S.L., X.L., Q.H., L.W. (Limin Wang) and X.Q.; project administration, L.W. (Linshan Wang) and L.W. (Limin Wang); writing—review and editing, L.W. (Linshan Wang), S.L., X.L., Q.H., L.W. (Limin Wang) and X.Q. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
Authors Linshan Wang, Xuebing Liang and Qiang Hu were employed by GRIPM Advanced Materials Co., Ltd. and GRINM Additive Manufacturing Technology Co., Ltd. Author Pengcheng Lin and Limin Wang were employed by GRIPM Advanced Materials Co., Ltd. The remaining author declares that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Yang, F.; Guo, L.; Li, P.; Guo, Z. The Effect of FeS film on the surface of iron powder particles on mechanical properties and fracture of Fe-Cu-C alloys. Powder Metall. 2016, 59, 376–383. [Google Scholar] [CrossRef]
- Taub, A.; Moor, E.D.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for automotive lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Akhtar, S.; Saad, M.; Misbah, M.R.; Sati, M.C. Recent advancements in powder metallurgy: A review. Mater. Today Proc. 2018, 9, 18649–18655. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, K.; Zhou, J.; Chen, R.; Zhang, N.; Lian, G. Numerical investigation into the densification of ferrous powder in high velocity compaction. Phys. Scr. 2020, 6, 65704. [Google Scholar] [CrossRef]
- Sundaram, M.V.; Surreddi, K.B.; Hryha, E.; Veiga, A.; Berg, S.; Castro, F.; Nyborg, L. Enhanced densification of PM steels by liquid phase sintering with boron-containing master alloy. Metall. Mater. Trans. A 2018, 49, 255–263. [Google Scholar] [CrossRef]
- Campos, M.; Torralba, J.M.; Oro, R.D.; Bernardo, E.; Galán-Salazar, A. New Opportunities for Low Alloy Steels—Master Alloys for Liquid Phase Sintering. Metals 2021, 11, 176. [Google Scholar] [CrossRef]
- Kulkarni, H.; Dabhade, V.V. Green Machining of powder-metallurgy-steels (pms): An overview. J. Manuf. Process. 2019, 44, 176. [Google Scholar] [CrossRef]
- Dyachkova, L.; Vityaz, P. The structure and properties formation in iron–carbon powder composite materials during infiltration. Met. Powder Rep. 2019, 74, 90–94. [Google Scholar] [CrossRef]
- Campos, M.; Torralba, J.M.; Menapace, C.; Molinari, A. Effect of copper infiltration on fracture mode in sintered steels. Powder Metall. 2008, 51, 176–181. [Google Scholar] [CrossRef]
- Oro, R.; Campos, M.; Gierl-mayer, C.; Danninger, H.; Torralba, J.M. New alloying systems for sintered steels: Critical aspects of sintering behavior. Metall. Mater. Trans. A 2015, 46, 1349–1359. [Google Scholar] [CrossRef]
- Geykhman, L.K.; Larinin, D.M.; Shatsov, A.A. Structurally unstable pseudoalloys powder nickel-molybdenum steel-copper. J. Alloys Compd. 2018, 767, 894–898. [Google Scholar] [CrossRef]
- Lin, P.; Wang, L.; Liang, X.; Hu, Q.; Wang, L.; Qu, X. Effect of pore structure on the impact toughness of copper-infiltrated sintered steel. Mater. Res. Express. 2024, 11, 036502. [Google Scholar] [CrossRef]
- Guo, X.; Liu, R.; Wang, J.; Shuai, S.; Xiong, D.; Bai, S.; Zhang, N.; Gong, X.; Wang, X. 3D actual microstructure-based modeling of non-isothermal infiltration behavior and void formation in liquid composite molding. Appl. Math. Model. 2021, 94, 388–402. [Google Scholar] [CrossRef]
- Shang, Z.; Li, T.; Yang, S.; Yan, J.; Guo, H. Three-dimensional characterization of typical inclusions in steel by X-ray Micro-CT. J. Mater. Res. Technol. 2020, 9, 3686–3698. [Google Scholar] [CrossRef]
- Yan, K.; Yin, T.; Sun, J.; Hong, J.; Zhu, Y. Flow mechanism characterization of porous oil-containing material base on micro-scale pore modeling. Materials 2021, 14, 3896. [Google Scholar] [CrossRef]
- Cai, P.; Que, Y.; Jiang, Z.; Li, X. 3D quantitative characterization and flow simulation of granite residual soil based on CT scanning. Sci. Sin. Technol. 2022, 52, 1065–1082. [Google Scholar] [CrossRef]
- Shigeta, Y.; Nomura, N.; Kondoh, K.; Uesugi, K.; Hoshino, M.; Aramaki, M.; Ozaki, Y. Use of X-ray CT imaging to quantitatively analyze the effects of the pore morphology on the tensile properties of CP-Ti L-PBF materials. ISIJ Int. 2024, 64, 1162–1171. [Google Scholar] [CrossRef]
- Li, L.; Wang, S.; Jia, W.; Luo, J.; Meng, Z.; Gou, J.; Zhou, H.; Zhong, D.; Xiu, W.; Bai, X. Mathematical model of shale oil seepage at micro-nano pore scale. Energies 2022, 15, 8041. [Google Scholar] [CrossRef]
- MPIF STANDARD 35-SP; Materials Standards for PM Structural Parts. Metal Powder Industries Federation: Princeton, NJ, USA, 2020.
- ISO 2738:1999; Sintered Metal Materials, Excluding Hardmetals—Permeable Sintered Metal Materials—Determination of Density, Oil Content and Open Porosity. ISO (International Organization for Standardization): Geneva, Switzerland, 1999.
- Wong-Ángel, W.D.; Téllez-Jurado, L.; Chávez-Alcalá, J.F.; Chavira-Martínez, E.; Verduzco-Cedeño, V.F. Effect of copper on the mechanical properties of alloys formed by powder metallurgy. Mater. Des. 2014, 58, 12–18. [Google Scholar] [CrossRef]
- Uhlmann, D.; Chalmers, B.; Jackson, K. Interaction between particles and a solid-liquid interface. J. Appl. Phys. 1964, 35, 2986–2993. [Google Scholar] [CrossRef]
- Zhang, C.; Oostrom, M.; Wietsma, T.W.; Grate, J.W.; Warner, M.G. Influence of viscous and capillary forces on immiscible fluid displacement: Pore-scale experimental study in a water-wet micromodel demonstrating viscous and capillary fingering. Acta Ophthalmol. 2011, 25, 3493–3505. [Google Scholar] [CrossRef]
- Roland, L.; Eric, T.; Cesar, Z. Numerical models and experiments on immiscible displacements in porous media. J. Fluid Mech. 1988, 189, 165–187. [Google Scholar]
- Molina-Jorda, J.-M.; Schneider, G.; Mortensen, A. Surface energy contributions to the work of infiltration in metal matrix composite processing. Scr. Mater. 2022, 206, 114223. [Google Scholar] [CrossRef]
- Varnavides, G.; Mortensen, A.; Carter, W. Simulating infiltration as a sequence of pinning and de-pinning processes. Acta Mater. 2021, 210, 116831. [Google Scholar] [CrossRef]
- Otaru, A.J. The permeability of replicated microcellular structures in the Darcy regime. AIChE J. 2020, 66, 16915. [Google Scholar] [CrossRef]
- Rathore, S.S.; Dabhade, V.V. Dimensional Change During Sintering of Fe–Cu–C Alloys: A Comparative Study. Trans. Indian. Inst. Met. 2016, 69, 991–998. [Google Scholar] [CrossRef]
- Shangguan, D.; Ahuja, S.; Stefanescu, D.M. An analytical model for the interaction between an insoluble particle and an advancing solid/liquid interface. Metall. Mater. Trans. A 1992, 23, 669–680. [Google Scholar] [CrossRef]
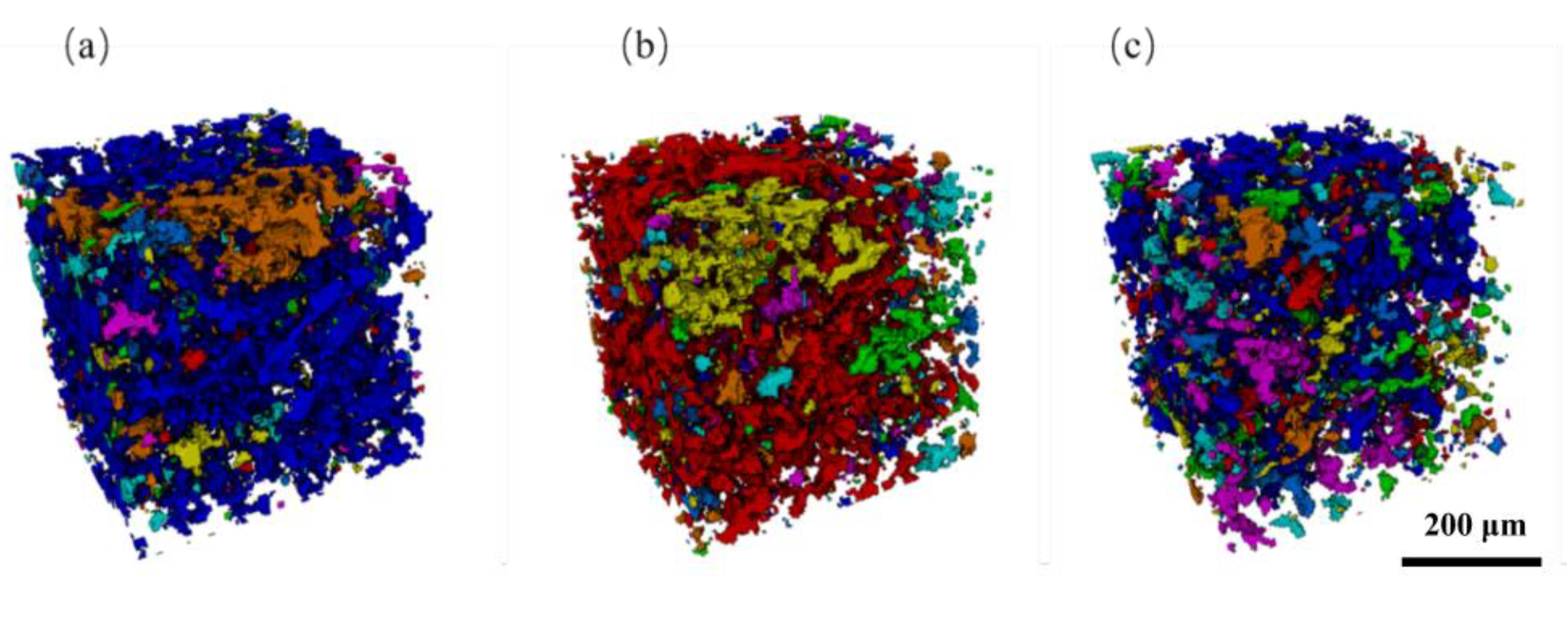
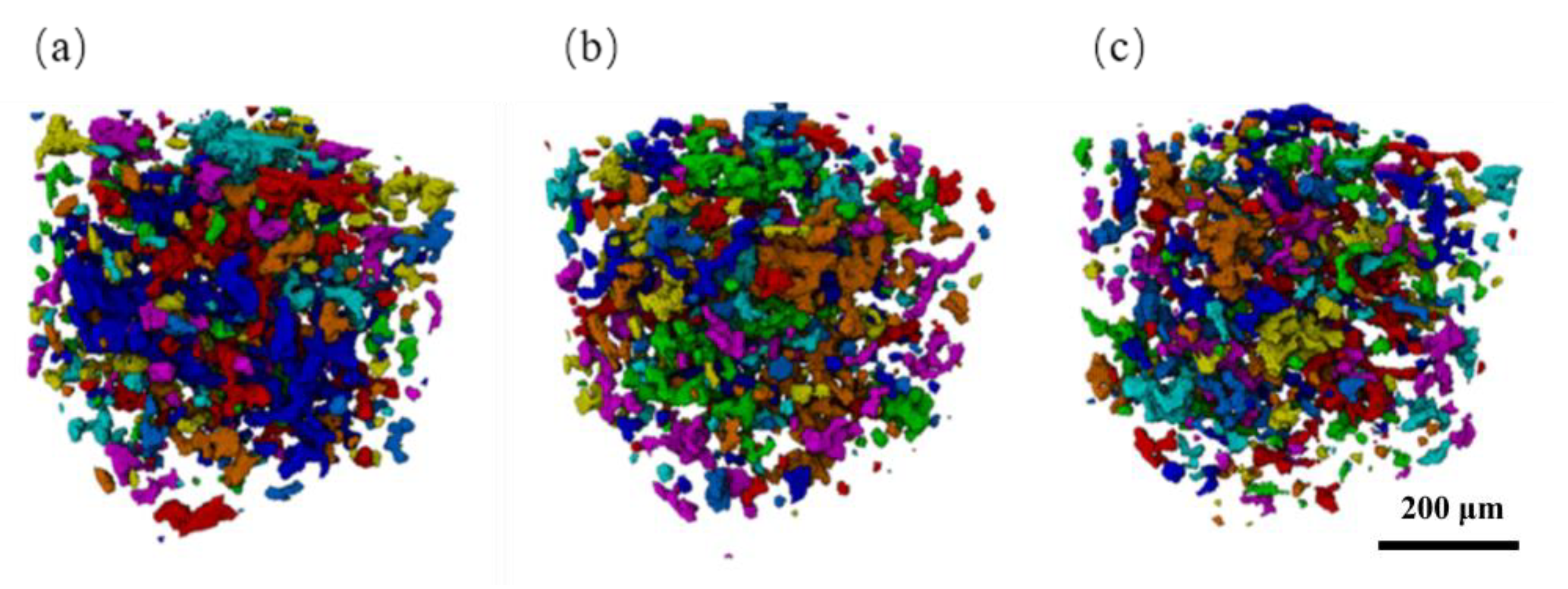
Figure 1.
Three-dimensional actual shape of pores: (a) M-1, (b) M-2, (c) M-3.
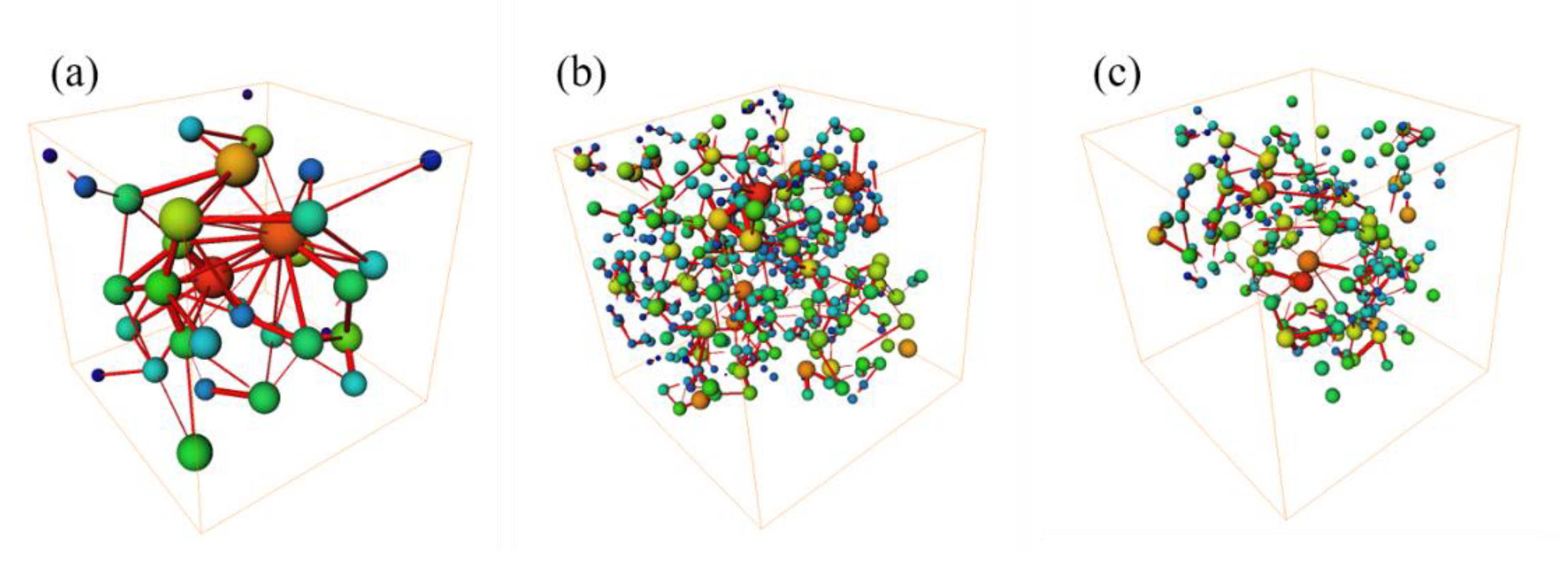
Figure 2.
Pore ball-and-stick model of the samples: (a) M-1; (b) M-2; (c) M-3.
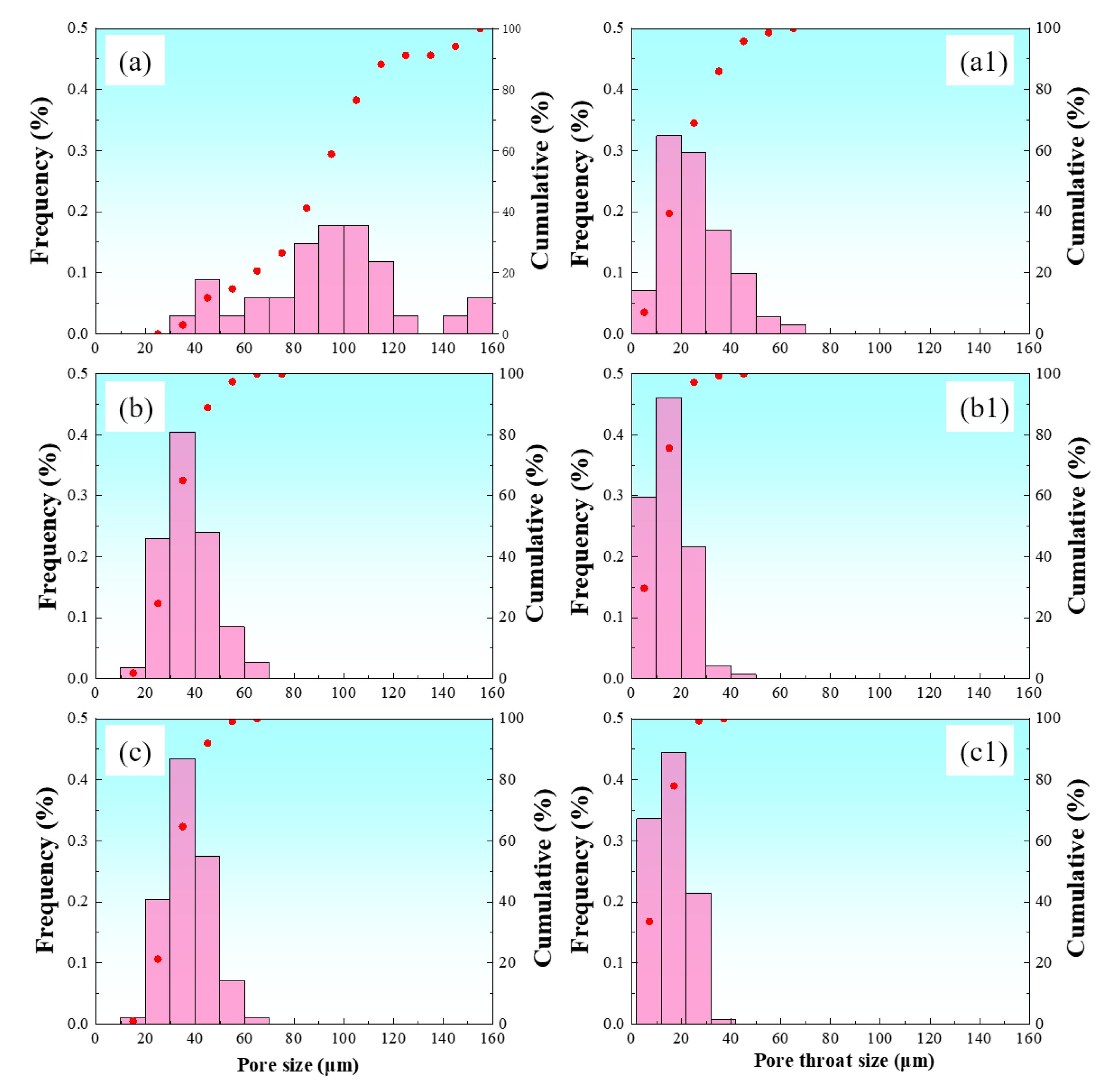
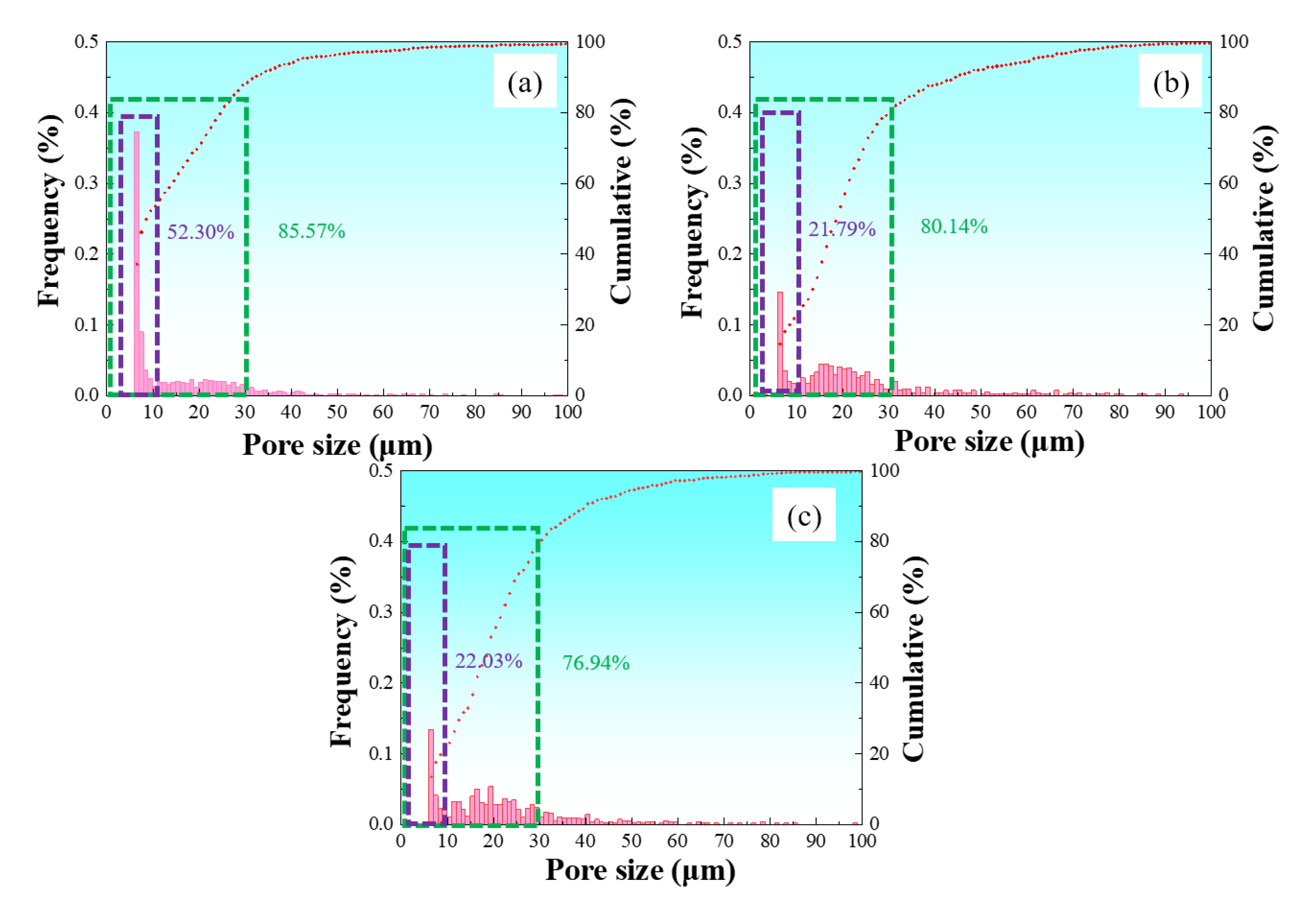
Figure 3.
Pore and throat size distribution: (a) M-1 pore size distribution, (a1) M-1 pore throat size distribution, (b) M-2 pore size distribution, (b1) M-2 pore throat size distribution, (c) M-3 pore size distribution, (c1) M-3 pore throat size distribution.
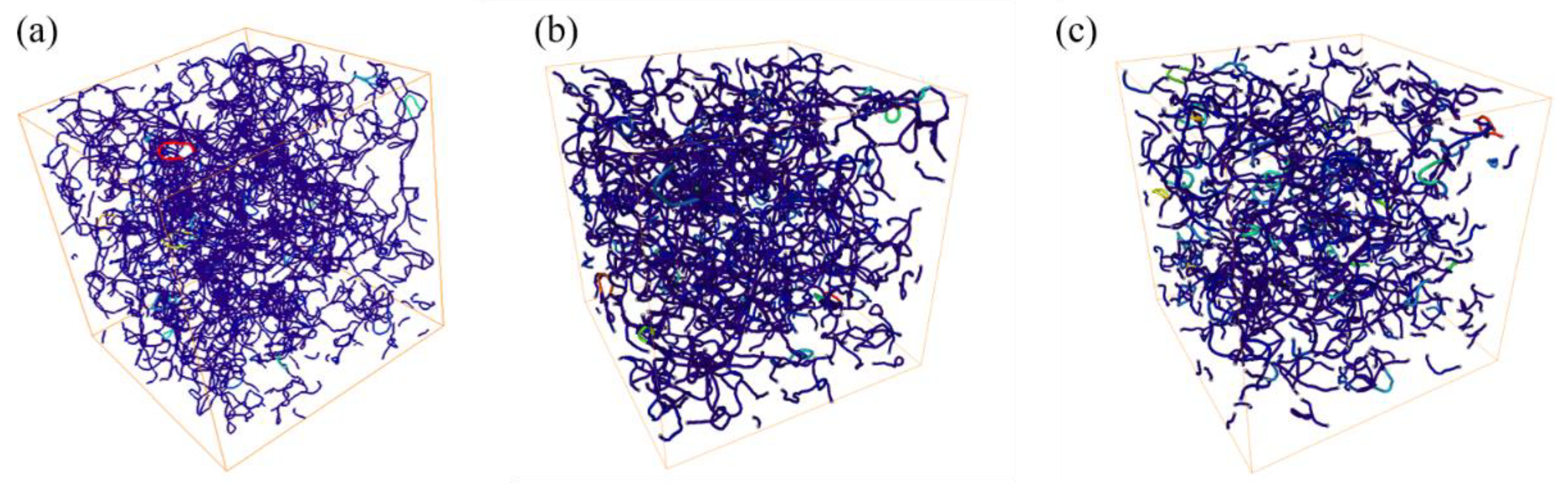
Figure 4.
Schematic representation of tortuosity skeletonization (a) M-1; (b) M-2; (c) M-3.
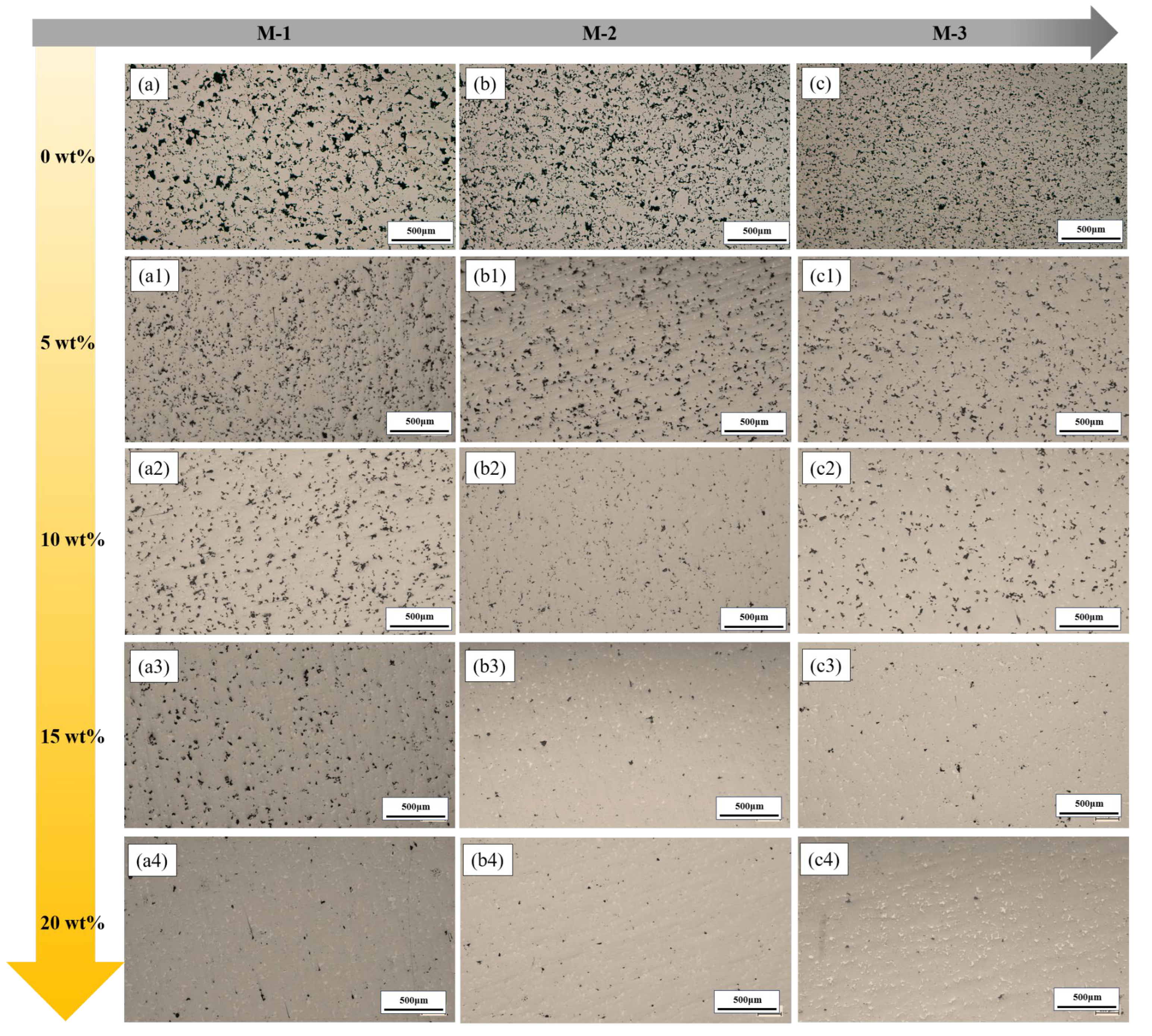
Figure 5.
Characteristics of the microstructure evolution of the matrix with increasing copper infiltration.
Figure 6.
Three-dimensional actual shape of pores after copper infiltration: (a) I-1, (b) I-2, (c) I-3.
Figure 7.
Pore size distribution of samples after copper infiltration: (a) I-1, (b) I-2, (c) I-3.
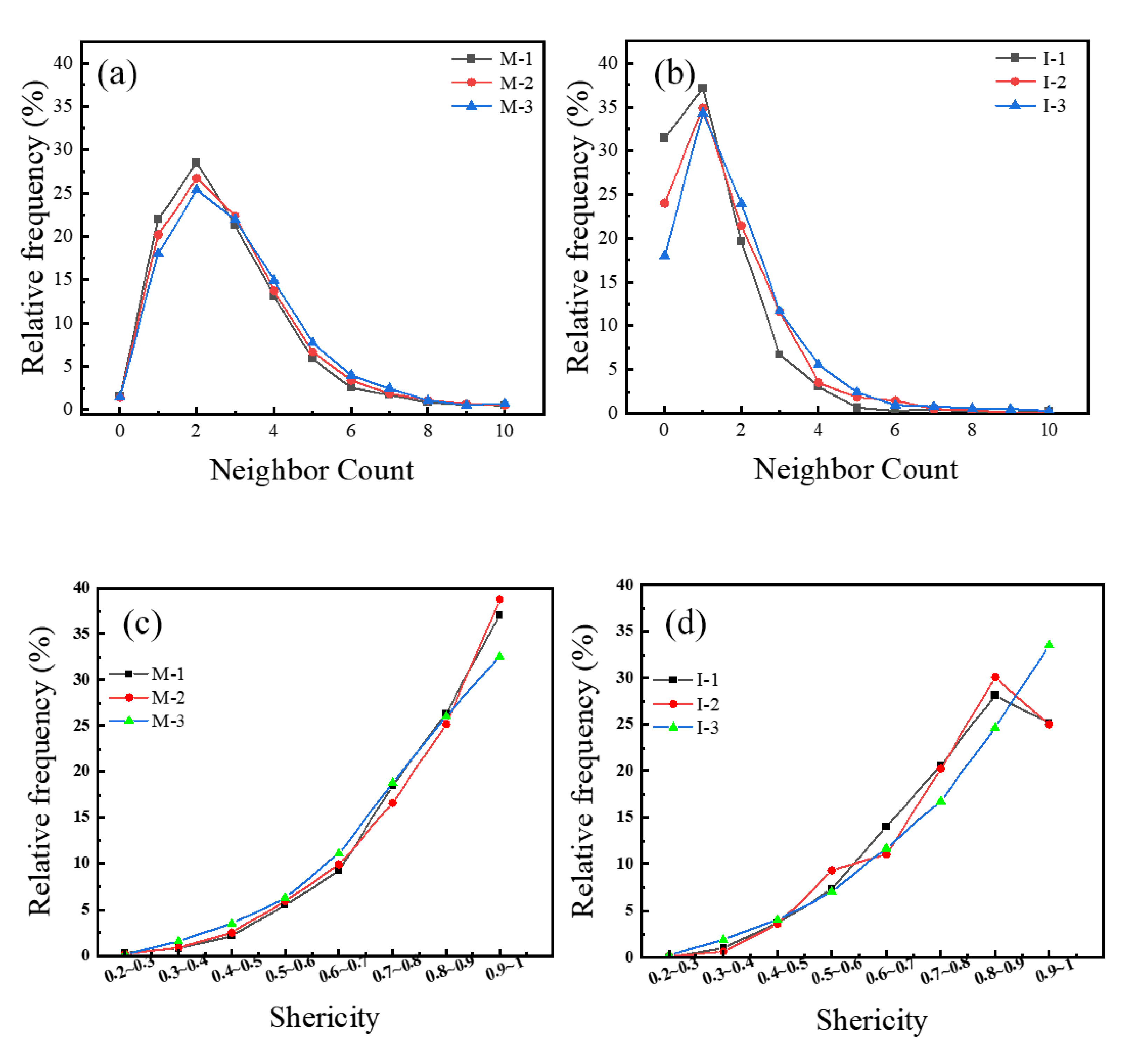
Figure 8.
Neighbor count probability distribution: (a) Matrix samples; (b) Copper-infiltrated samples; Sphericity probability distribution: (c) Matrix samples; (d) Copper-infiltrated samples.
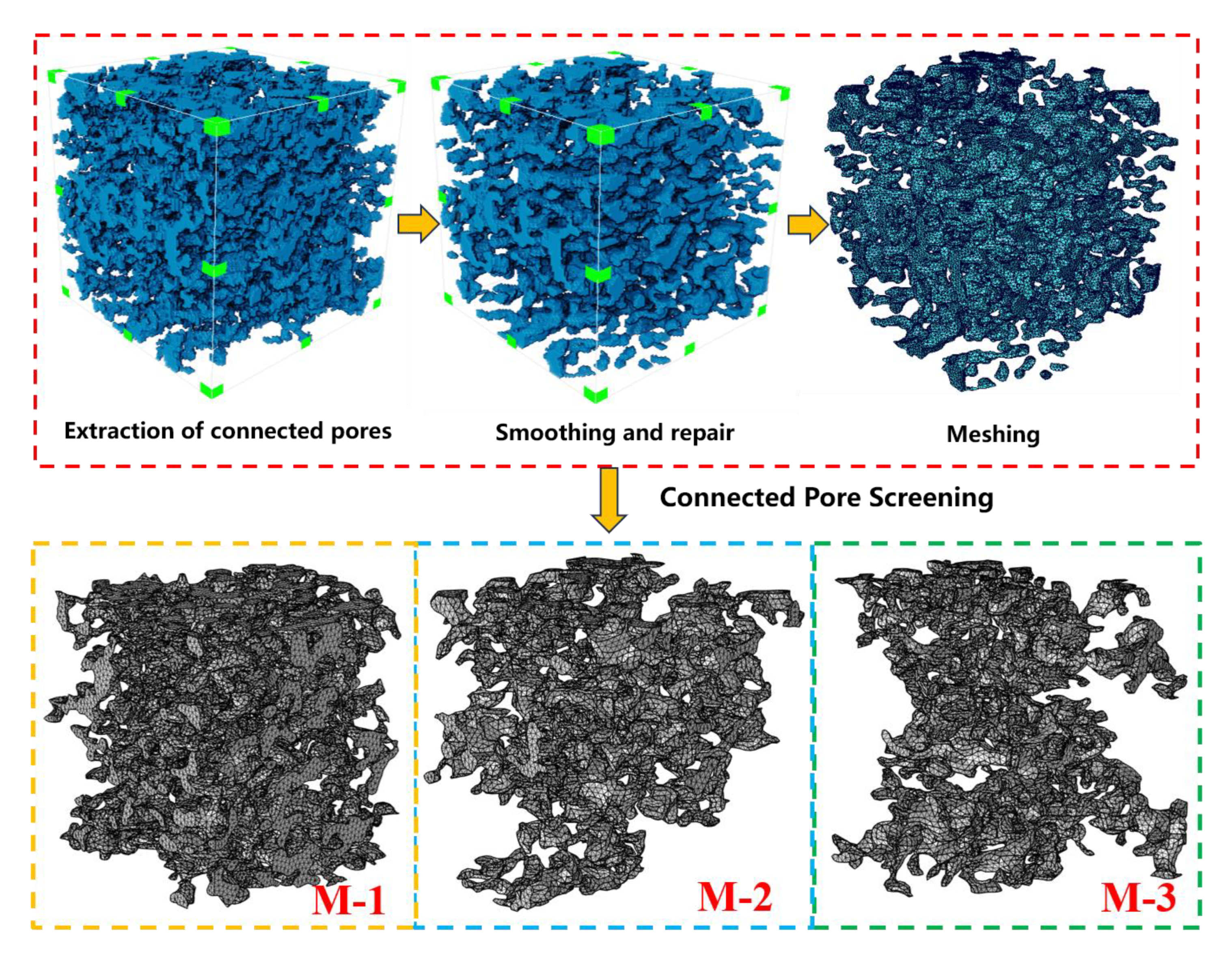
Figure 9.
Connecting hole mesh processing flow.
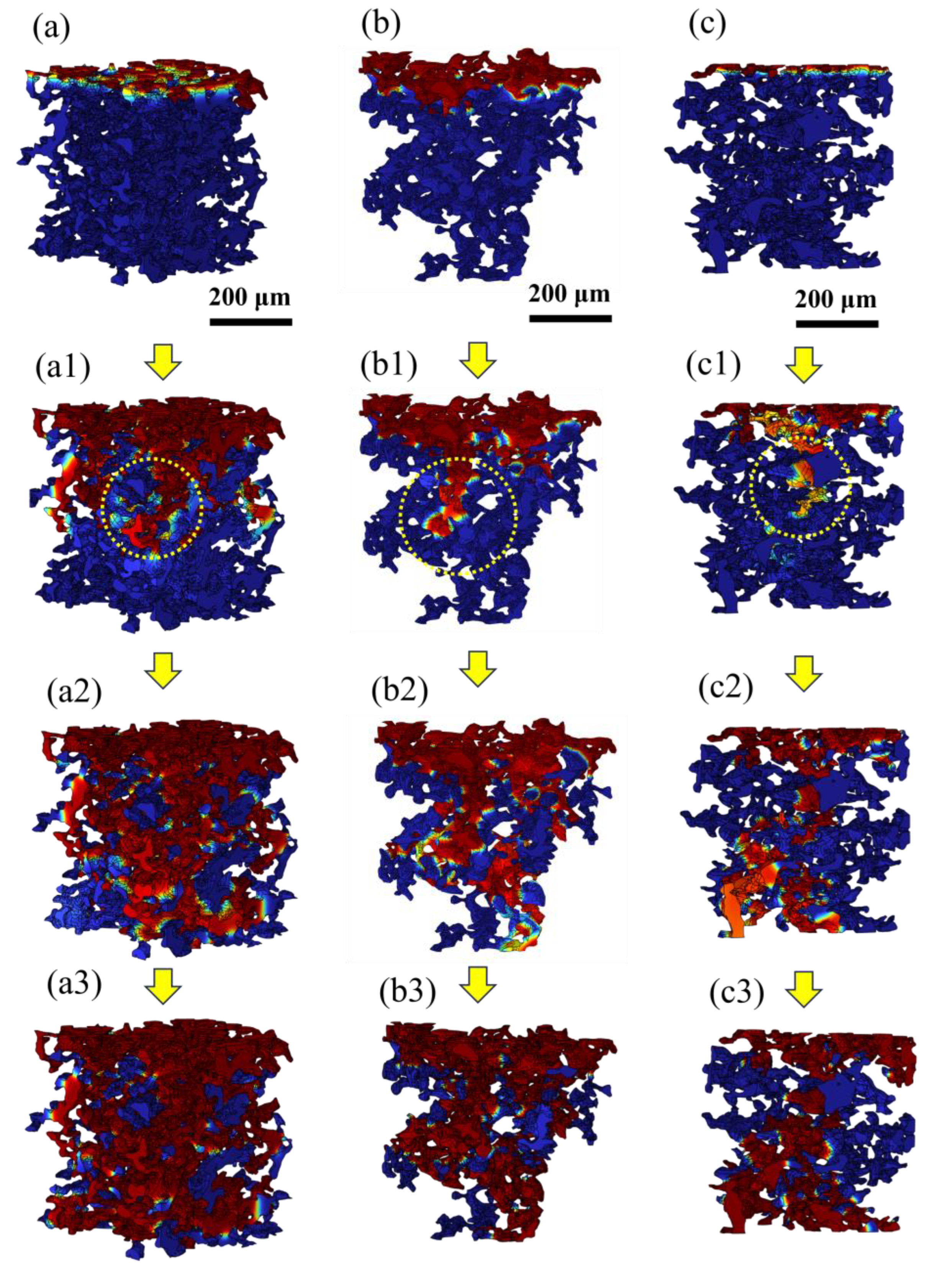
Figure 10.
Schematic of two-phase flow simulation with pore network models: (a–a3) M-1; (b–b3) M-2; (c–c3) M-3.
Figure 11.
Molten copper velocity streamlines: (a) M-1; (b) M-2; (c) M-3.
Table 1.
Sample designations, preparation conditions, and measured densities.
| Description | Sample Designation | Density (g/cm3) |
|---|
| Sintered Fe-2Cu-0.8C | M-1 | 6.55 |
| M-2 | 6.75 |
| M-3 | 6.95 |
| Sintered Fe-2Cu-0.8C + 10 wt.% Cu Infiltration | I-1 | 7.15 |
| I-2 | 7.30 |
| I-3 | 7.45 |
Table 2.
Matrix tortuosity data.
| Sample | M-1 | M-2 | M-3 |
|---|
| Minimum tortuosity | 1 | 1 | 1 |
| Maximum tortuosity | 5.10 | 6.44 | 3.67 |
| Average tortuosity | 1.38 | 1.08 | 2.26 |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}