

On the Extent of Feedstock–System Interaction in Determining the Efficiency of Laser Powder Directed Energy Deposition


 , ,
, ,
Abstract
1. Introduction
- -
- Material feed system: The material to be deposited, which may be in wire or powder form, is transported to the deposition nozzle. The feed can be automatic or manual, depending on the requirements of the production process.
- -
- Energy source: The energy source is critical to melting the material. Common options include high power lasers, electron beams, and electric arcs. The concentrated energy melts the material and creates a metallurgical bond between the deposited layers.
- -
- Movement system: An industrial robot or CNC system is used to position the deposition nozzle with high precision, enabling the construction of parts with complex geometries.
- -
- Monitoring and control: Advanced sensors monitor critical parameters, such as temperature, deposition speed, and fusion quality. Vision systems and automated software provide real-time control to ensure the quality of the finished part.
2. Metal Powders for LP-DED
2.1. Feedstock Properties
- Particle Size: Particle size plays a fundamental role in the additive manufacturing process. The optimal particle size varies depending on the type of process used and the specific final applications, but it generally ranges from 15 to 150 μm. Smaller particles offer a greater surface area, which increases energy absorption and radiation scattering [49], facilitating fusion between layers and thereby improving surface quality and the density of the final component. However, the use of excessively fine particles may lead to poor powder flow and promote agglomeration, causing difficulties during the deposition process. In contrast, larger particles may result in poor fusion between layers and lower density unless properly managed.
- Particle Size Distribution (PSD): A uniform particle distribution favors better cohesion between particles and more homogeneous powder deposition during the process. Additionally, a distribution that combines particles of different sizes, including both smaller and larger ones, improves flowability and reduces the risk of structural defects, such as porosity or lack of fusion. Optimizing the particle size distribution is therefore critical to achieve components with controlled density and superior quality. Significant variations in particle size distribution may require recalibration of printing parameters to prevent negative impacts on the mechanical properties of the produced components.
- Particle Shape: Spherical particles are generally preferred, as they allow for smooth flow and uniform distribution on the build platform. This morphology also promotes more efficient fusion between particles during heating. However, particles with irregular or acicular shapes, such as needle-like particles, can be used in specific applications to improve the final material’s density. While these particles may behave favorably under certain conditions, they tend to reduce powder flowability and complicate the deposition process.
- Chemical Composition: Impurities or contaminants resulting from powder production or handling can compromise the mechanical properties of the material, reducing resistance, durability, and corrosion resistance in the final component. Therefore, it is essential that metal powders are composed of pure materials and that their chemical composition is strictly controlled to meet the required standards for the final application. The choice of metal alloys should be made based on the technical specifications of the component to be produced. For example, in nickel-based superalloys, the inclusion of elements like Al, Ti, Nb, Ta, V, Cr, Fe, Co, and Mo, along with various trace elements, allows for the desired microstructure and mechanical properties to be achieved [50].
- Density: The apparent density directly influences powder flowability and deposition during the AM process. Powders with a higher apparent density tend to behave better during printing, promoting uniform deposition and reducing the formation of porosity in the final material [51,52]. Conversely, powders with low apparent density can cause fusion defects, compromising the surface quality of the component. Insufficient packing density can lead to high surface roughness and low relative density, negatively impacting the mechanical properties of the component [53]. Additionally, packing density affects the thermal conductivity of the powder bed [54] and the melt bath kinetics [55], as void formation in the powder bed alters heat flow. Therefore, controlling the apparent density is crucial to ensuring the success of the process.
- Flowability: Good powder flow ensures regular deposition and optimal fusion between layers, reducing the risk of defects, such as porosity or lack of fusion. Powder flowability is closely related to its particle shape, size, and surface, making it essential to manage these properties to achieve high-quality results in the AM process. Powders with poor flowability tend to agglomerate due to high resistance to movement, leading to the formation of non-uniform powder layers and low packing density [56]. Flowability and packing density are also influenced by particle shape, with spherical and smooth powders reducing particle friction, thus improving these parameters [57,58].
- Moisture Content: Moisture content is a critical factor. The presence of moisture can lead to oxidation of the metal particles, negatively affecting the melting process and the final component’s quality. Furthermore, moisture can promote the formation of unwanted compounds that compromise the mechanical properties of the material. Therefore, it is essential to store powders in low-humidity environments and treat them adequately to remove moisture traces before use.
- Reactivity and Thermal Stability: Some metals or alloys exhibit greater reactivity at high temperatures, which can lead to undesirable chemical or physical changes during the melting process. In particular, materials like titanium or nickel-based alloys require careful evaluation of their thermal stability to avoid the formation of unwanted phases that may compromise the final product’s characteristics.
- Oxidation Resistance: This issue can compromise the quality of metal powders, especially for metals like titanium, aluminum, and stainless steel. These materials are particularly sensitive to oxidative reactions at high temperatures, resulting in damage to the quality of the powders and the final product. For this reason, it is crucial to protect powders during the AM process and carefully control the printing atmosphere to prevent oxidation. For nickel powders used in AM processes, a significant issue is the oxygen content; the powders have a higher oxygen content than the cast ingot [59], leading to an increased risk of oxide inclusion formation [60], spattering, and balling [61] during the process. Excessive oxygen content can also reduce the ductility of nickel-based superalloy components produced via AM [62].
2.2. Recycling of Metal Powders
- Single Batch and Collective Aging: The single Batch method involves reusing a batch of powder in multiple processing cycles until an insufficient amount of powder remains to complete a print; sieving is performed between cycles to remove larger particles or agglomerates, but no virgin powder is added. The collective aging method is similar to the single batch method but on a larger scale; multiple powder batches are used to print with powder of the same age mixed for subsequent prints.
- Top up: This method involves placing virgin or sieved powder on top of the remaining powder in the chamber to maintain the necessary powder level for the subsequent print; this powder is not mixed with the powder already in the machine, resulting in a layered batch with sections with different processing histories.
- Refreshing: After printing, the unused powder is sieved and mixed with virgin powder, creating a homogeneous blend. This process can be performed after each print or after a certain number of prints, ensuring that there is always enough powder for subsequent prints.
3. Laser–Powder Interaction
3.1. Powder Injection
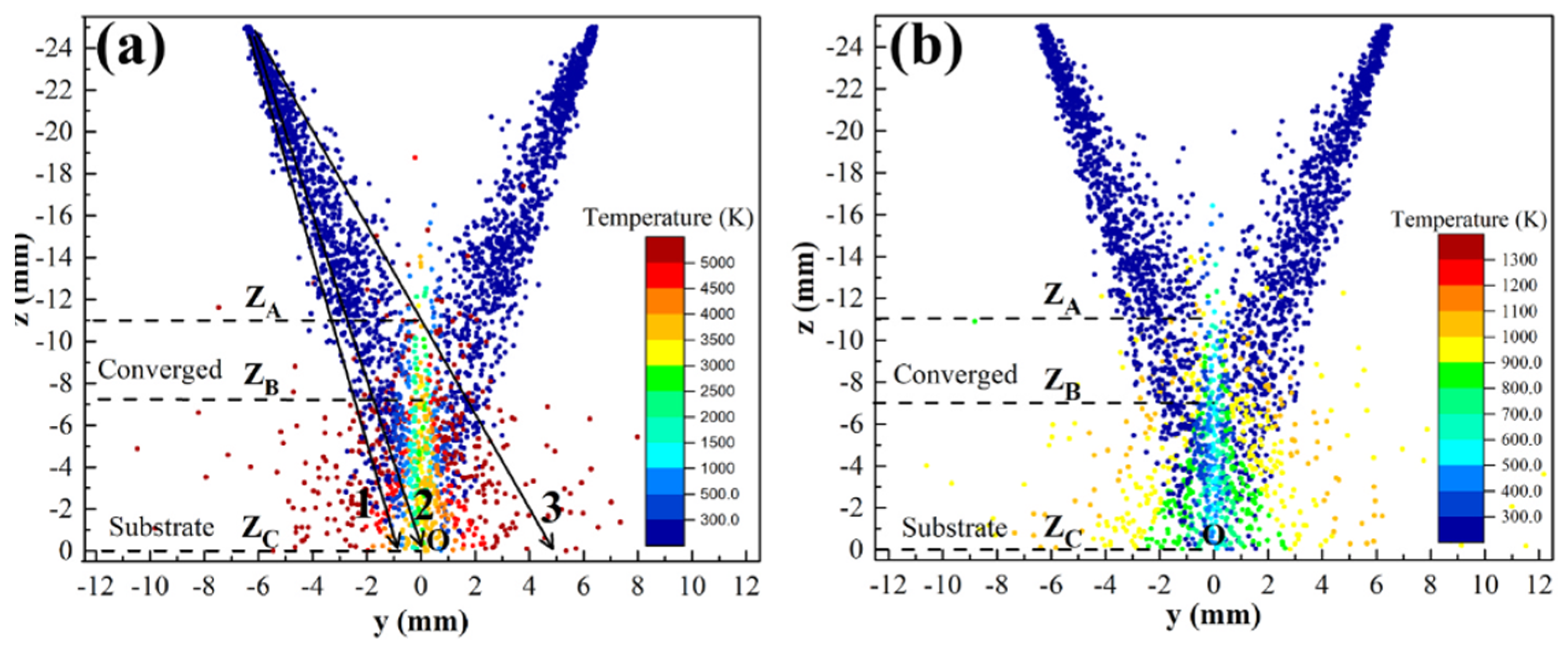
3.2. Particle Incorporation
3.3. Laser Attenuation
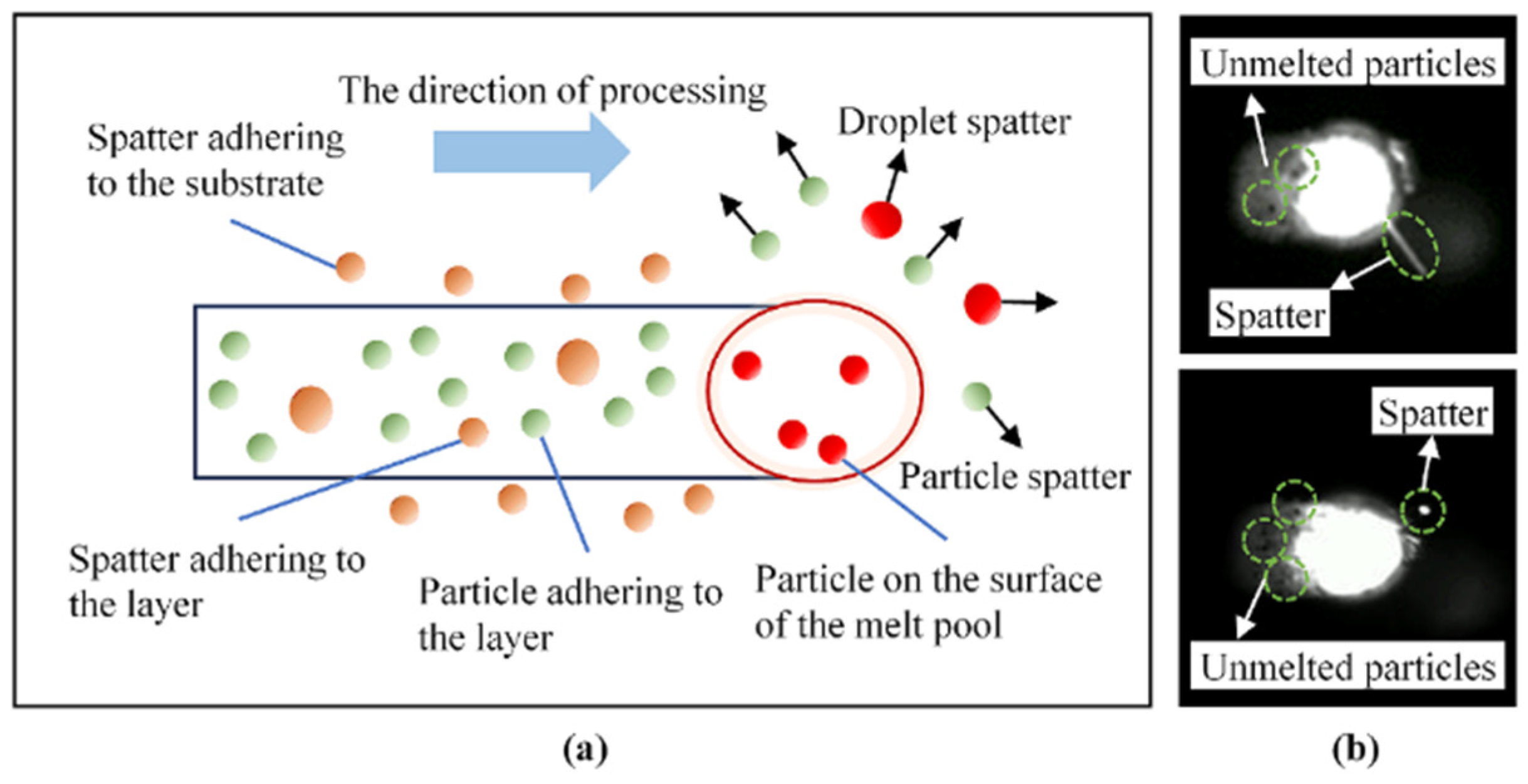
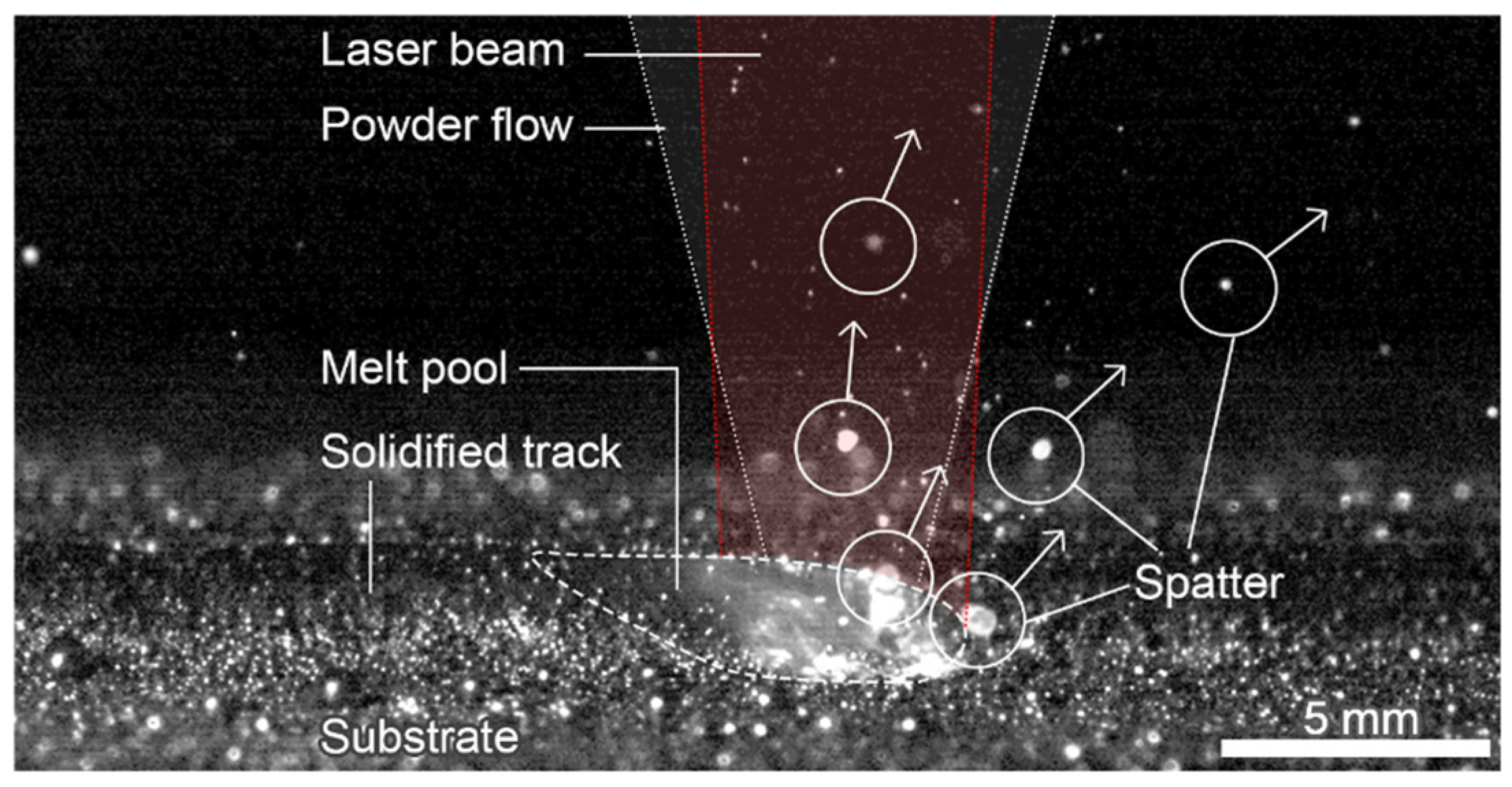
3.4. Spatter Formation
3.5. Effects of the Carrier/Shielding Gas Flow
4. Nozzle Configurations in LP-DED
4.1. Coaxial Nozzles: Design and Performance
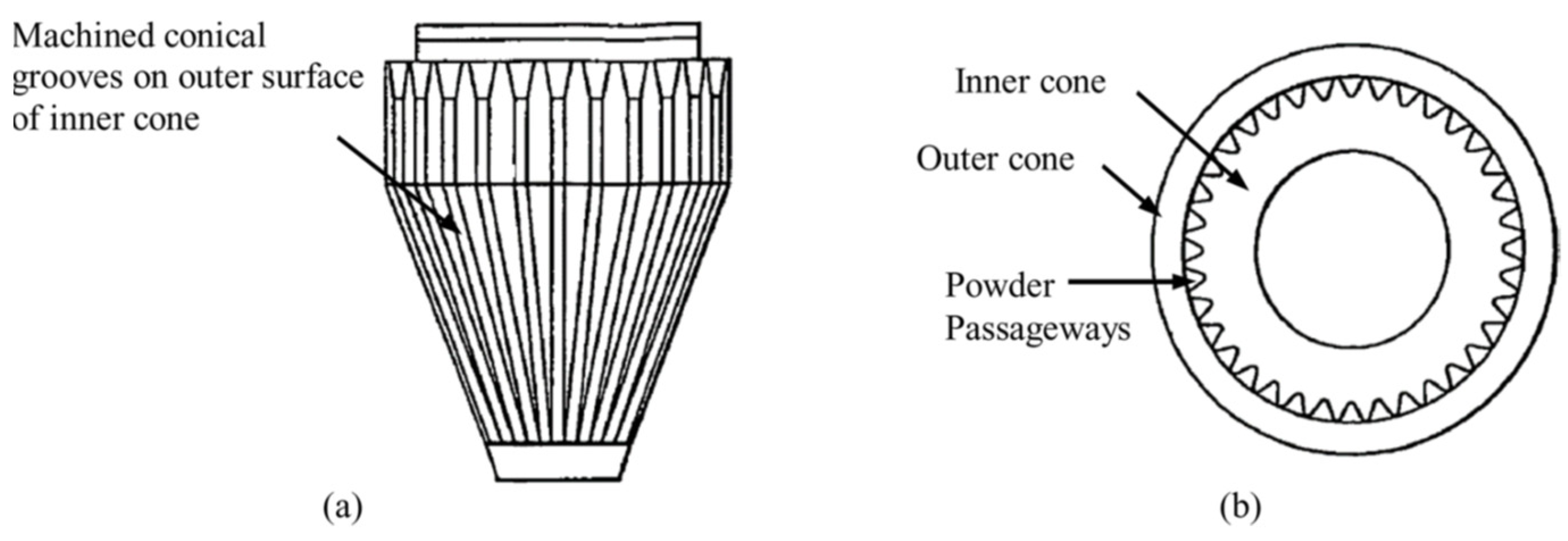
4.1.1. Continuous Coaxial Nozzles
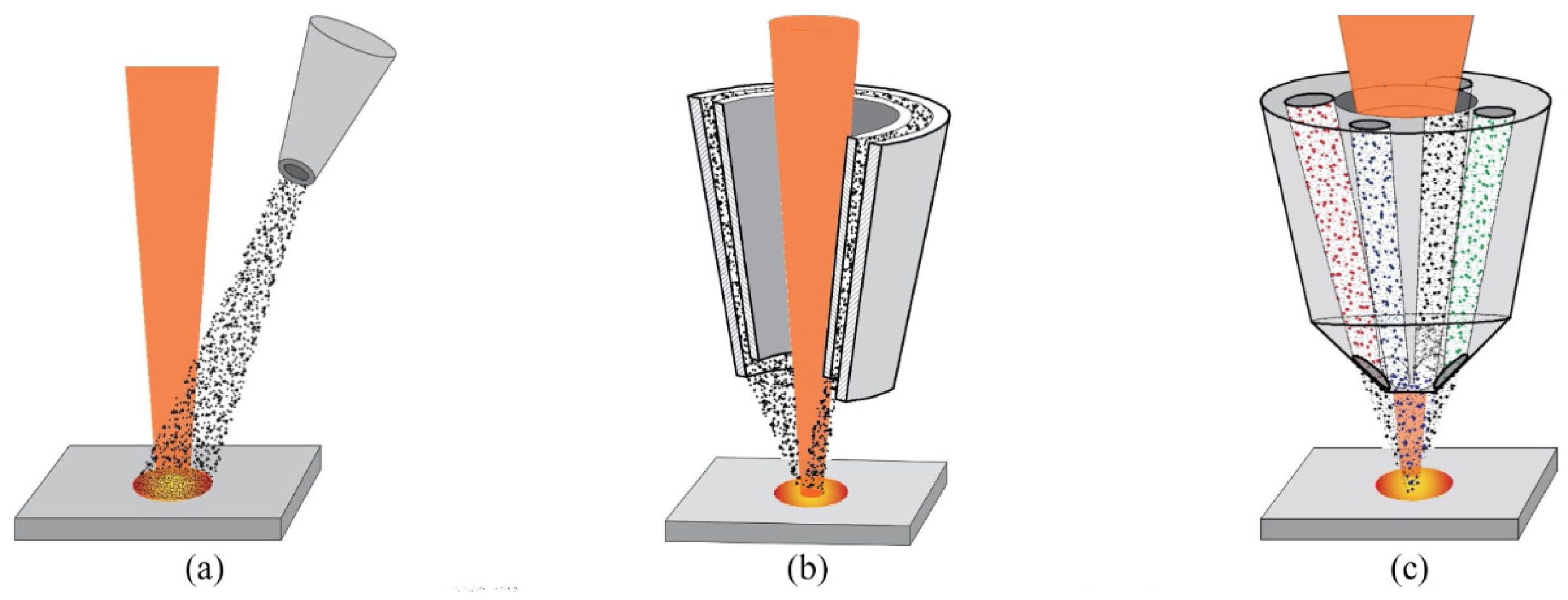
- Inward designs ensure powder convergence by bouncing particles off of the extended nozzle walls, enhancing focus at the melt pool. This configuration minimizes the ejecting effects of shielding gases, promoting stable powder distribution.
- Outward designs, often referred to as Extreme High-Speed Laser Material Deposition (EHLA) nozzles, melt the powder above the substrate, allowing for the deposition of liquid metal into the melt pool. This approach significantly increases feed rates, reduces heat input, minimizes distortions, and ensures a reduced heat-affected zone (HAZ). However, EHLA nozzles are less suitable for non-rotational parts and reflective materials like pure copper [135].
4.1.2. Discrete Coaxial Nozzles
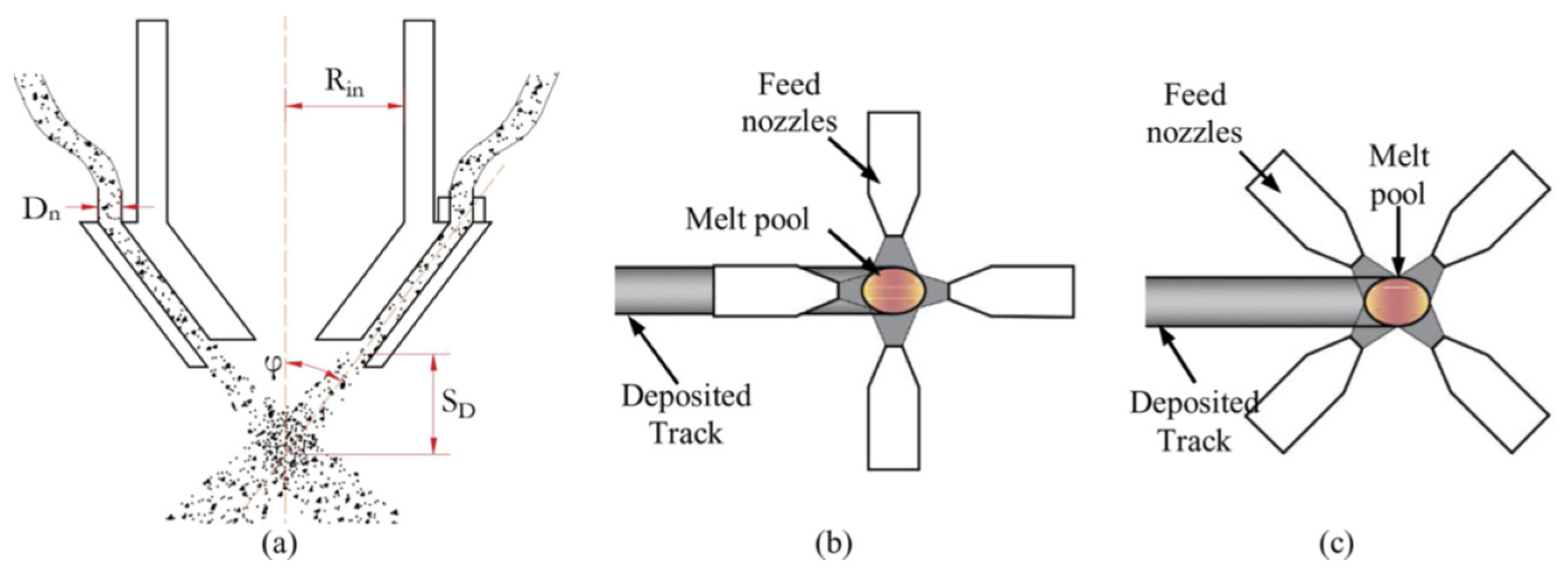
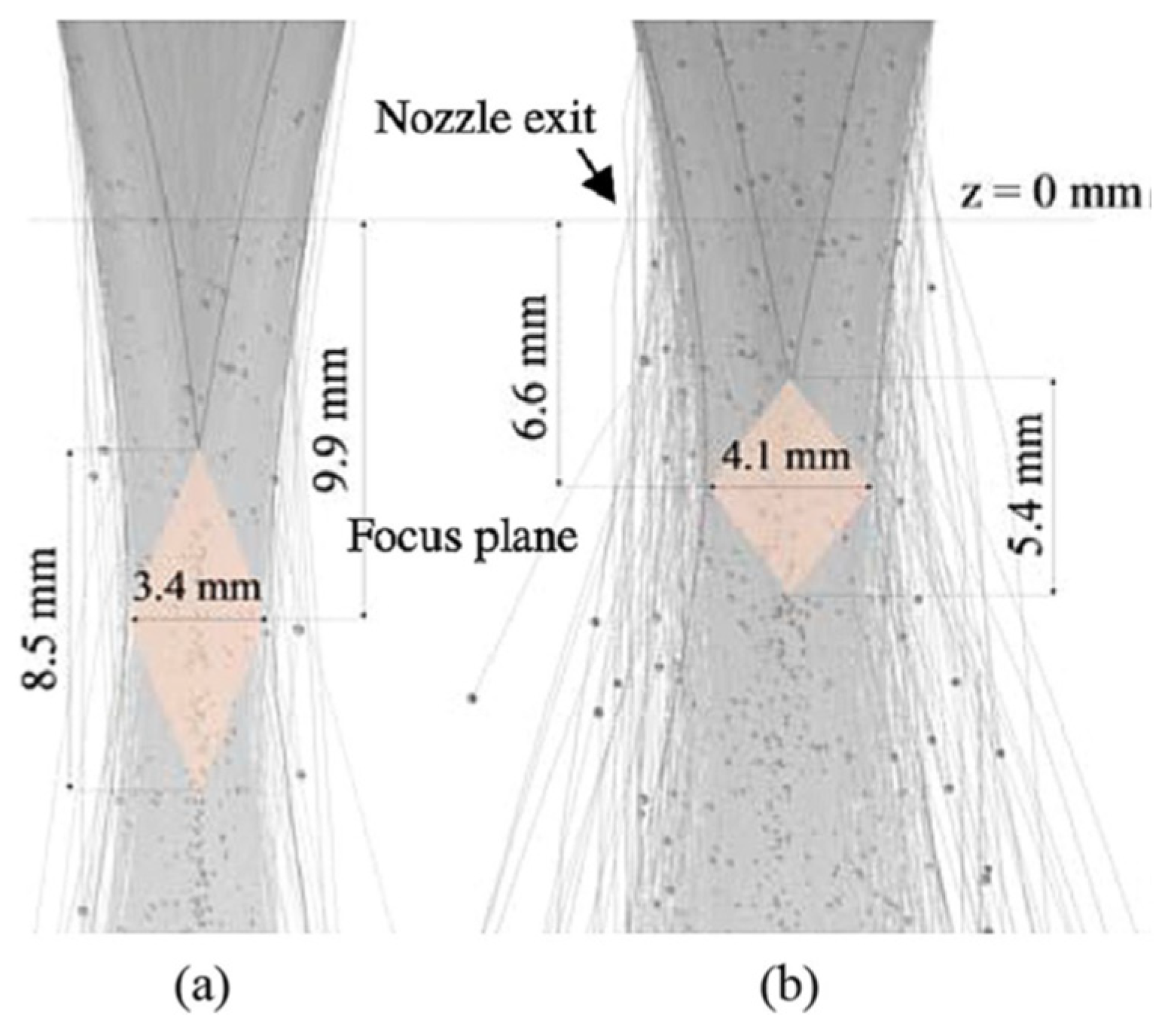
- Powder Mass Concentration: The concentration of powder particles at the focal spot is inversely related to the nozzle exit diameter and injection radius. Larger values for these parameters increase the focal spot size, reducing powder concentration.
- Standoff Distance: This parameter negatively correlates with the injection angle and the nozzle exit’s diameter, meaning that an increase in these values shortens the standoff distance and shifts the focal plane closer to the nozzle exit [19].
- Particle Velocity and Catchment Efficiency: The catchment efficiency of discrete coaxial nozzles is generally lower than that of continuous nozzles due to the bouncing effect of powder particles. The lower velocity of powder streams in discrete nozzles (3.76 m/s) compared to continuous nozzles (11.28 m/s) further contributes to this inefficiency [141].
- Deposition Rate and Dilution: Discrete coaxial nozzles have a lower deposition rate (2.173 kg/h) compared to continuous coaxial nozzles (2.485 kg/h). However, they exhibit significantly reduced dilution, with a maximum of 129 μm compared to 506 μm in continuous nozzles [141].
- Multi-Material Capability: One of the primary advantages of discrete coaxial nozzles is their suitability for Functionally Graded Materials (FGMs). The independent control of multiple powder streams allows for localized material composition variations, a capability that is difficult to achieve with continuous nozzles [19].
- Non-Uniform Powder Flow: Unlike continuous coaxial nozzles, discrete designs do not ensure even powder distribution, potentially leading to inconsistencies in the deposited track geometry.
- Lower Catchment Efficiency: Due to the discrete nature of the powder streams, some powder particles fail to enter the melt pool, increasing material waste.
- Dependency on Process Parameters: Achieving optimal deposition quality requires fine-tuning of standoff distance, injection angle, and nozzle orientation
4.2. Off-Axis/Lateral Feed Nozzles: Design and Performance
5. Powder Distribution Behavior and Influence of Process Parameters on Nozzle Performance in LP-DED
5.1. Numerical and Experimental Investigation of Gas-Powder Flow
5.1.1. Simulation Approaches and Findings
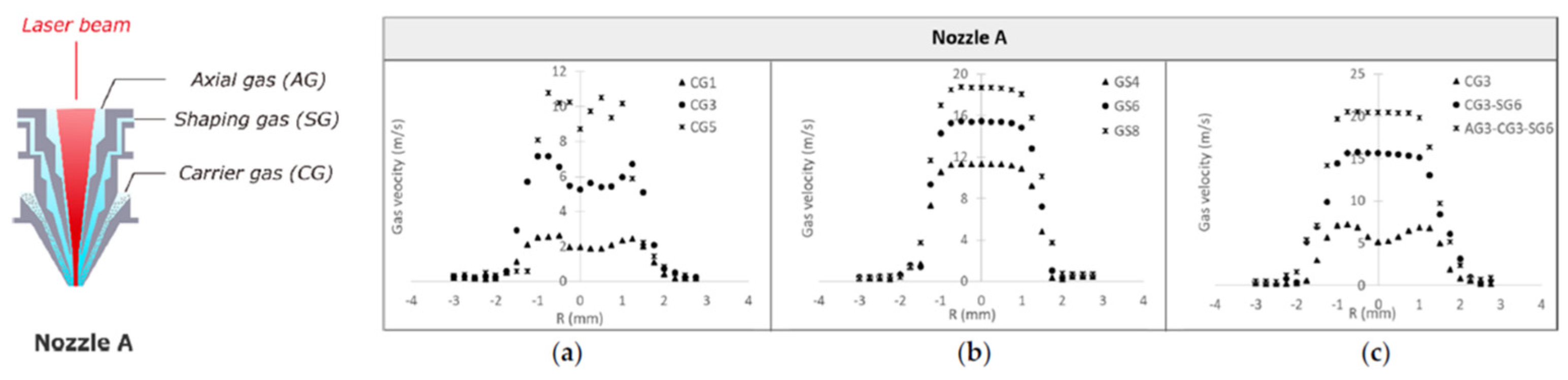
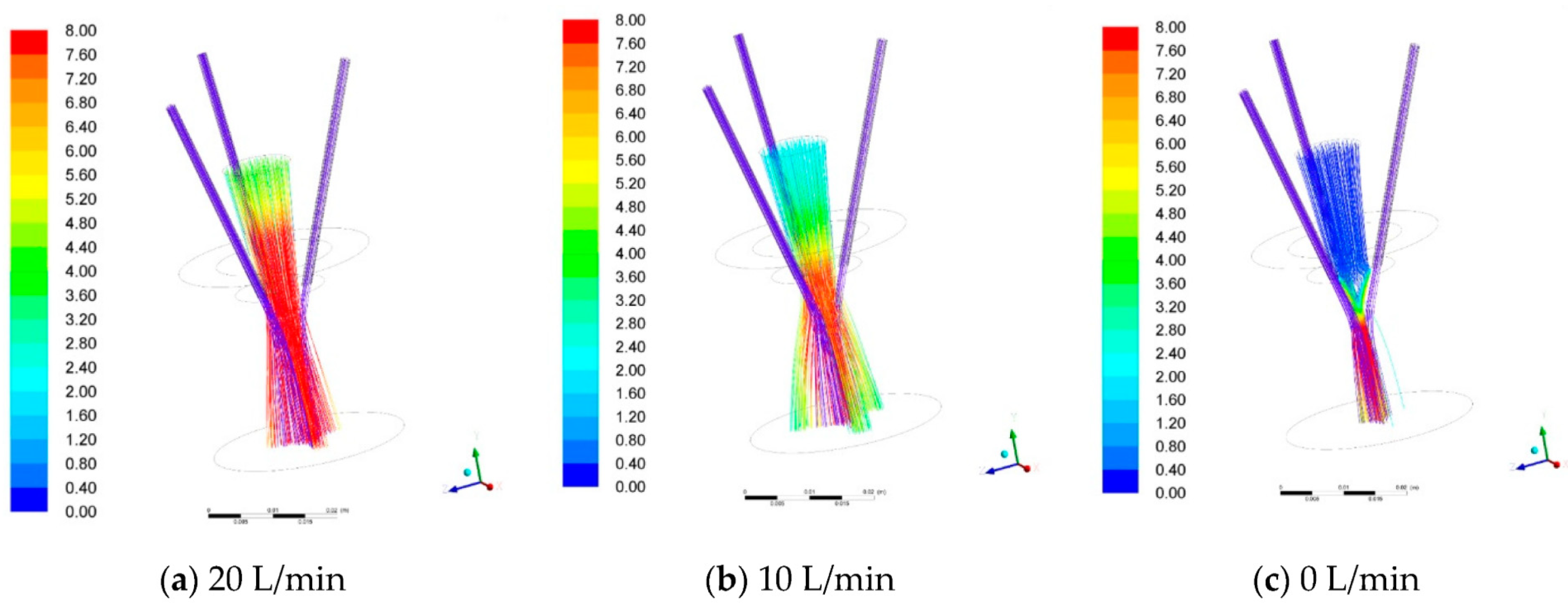
- Nozzle A: A highly collimated gas jet was observed, reaching velocities of up to 55 m/s.
- Nozzle B: A broader gas jet with a peak velocity of 9 m/s was reported.
- Nozzle C: The gas jet showed a more diffuse profile with peak velocities of approximately 4.2 m/s.
5.1.2. Experimental Validation
6. Conclusions
- ▪
- Powder characteristics must be consistent, and powder reuse strategies can be successfully implemented in LP-DED processes, thus leveraging the sustainability of the overall process.
- ▪
- The efficiency of molten metal deposition is governed by process parameters, as well as the localized interactions among powder particles, carrier and shielding gas flows, and the laser beam. Consequently, real-time monitoring and control of these interactions are essential for optimizing process performance and achieving high-quality deposits.
- ▪
- Optimized internal geometries improve powder convergence and enhance deposition precision.
- ▪
- Surface treatments and material selection significantly influence powder jet stability, with smoother surfaces yielding better focusing.
- ▪
- Gas flow control strategies offer potential for enhanced powder delivery efficiency and material utilization.
- ▪
- Advanced turbulence modeling enables better predictive control of powder transport, contributing to refined nozzle configurations for industrial applications.
- ▪
- These findings provide a robust foundation for continued advancements in LP-DED nozzle designs, paving the way for improved process control, reduced material waste, and enhanced build quality in metal additive manufacturing.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: New York, NY, USA, 2010. [Google Scholar]
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer: New York, NY, USA, 2015. [Google Scholar]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An Overview of Direct Laser Deposition for Additive Manufacturing; Part I: Transport Phenomena, Modeling, and Diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An Overview of Direct Laser Deposition for Additive Manufacturing; Part II: Mechanical Behavior, Process Parameter Optimization and Control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Shao, S.; Khonsari, M.M.; Guo, S.; Meng, W.J.; Li, N. Overview: Additive Manufacturing Enabled Accelerated Design of Ni-Based Alloys for Improved Fatigue Life. Addit. Manuf. 2019, 29, 100779. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D.; Lang, M.; Juhasz, M.; Eliaz, N.; Bose, S. Alloy Design via Additive Manufacturing: Advantages, Challenges, Applications and Perspectives. Mater. Today 2022, 52, 207–224. [Google Scholar] [CrossRef]
- Chandra, S.; Radhakrishnan, J.; Huang, S.; Wei, S.; Ramamurty, U. Solidification in Metal Additive Manufacturing: Challenges, Solutions, and Opportunities. Prog. Mater. Sci. 2025, 148, 101361. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021(en). Additive Manufacturing—General Principles—Fundamentals and Vocabulary. Available online: https://www.iso.org/obp/ui/#iso:std:iso-astm:52900:ed-2:v1:en (accessed on 20 March 2025).
- Wang, K.; Zhang, Z.; Xiang, D.; Ju, J. Research and Progress of Laser Cladding: Process, Materials and Applications. Coatings 2022, 12, 1382. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and Progress of Laser Cladding on Engineering Alloys: A Review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W. Laser Surface Cladding: The State of the Art and Challenges. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2009, 224, 1041–1060. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding, 1st ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Khot, S.; Gujar, K.; Singh, R. A Review on Powder Bed Fusion Technology of Metal Additive Manufacturing. In Additive Manufacturing Handbook: Product Development for the Defense Industry; CRC Press: Boca Raton, FL, USA, 2017; pp. 251–261. [Google Scholar]
- Wolff, S.J.; Lin, S.; Faierson, E.J.; Liu, W.K.; Wagner, G.J.; Cao, J. A Framework to Link Localized Cooling and Properties of Directed Energy Deposition (DED)-Processed Ti-6Al-4V. Acta Mater. 2017, 132, 106–117. [Google Scholar] [CrossRef]
- Sturm, L.D.; Albakri, M.I.; Tarazaga, P.A.; Williams, C.B. In Situ Monitoring of Material Jetting Additive Manufacturing Process via Impedance-Based Measurements. Addit. Manuf. 2019, 28, 456–463. [Google Scholar] [CrossRef]
- Selcuk, C. Laser Metal Deposition for Powder Metallurgy Parts. Powder Metall. 2011, 9, 54–94. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Singh, A.; Kapil, S.; Das, M. A Comprehensive Review of the Methods and Mechanism for Powder Feedstock Handling in Direct Energy Deposition. Addit. Manuf. 2020, 35, 101388. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Ertugrul, G.; Emdadi, A.; Jedynak, A.; Weiß, S.; Härtel, S. Hot Forming Behavior of Tungsten Carbide Reinforced Ni-Based Superalloy 625 Additively Manufactured by Laser Directed Energy Deposition. Addit. Manuf. Lett. 2025, 13, 100267. [Google Scholar] [CrossRef]
- Farias, F.W.C.; dos Santos, T.J.G.; Oliveira, J.P. Directed Energy Deposition + Mechanical Interlayer Deformation Additive Manufacturing: A State-of-the-Art Literature Review. Int. J. Adv. Manuf. Technol. 2024, 131, 999–1038. [Google Scholar] [CrossRef]
- Juhasz, M.; Tiedemann, R.; Dumstorff, G.; Conner, B.; Lang, W.; MacDonald, E. Hybrid Directed Energy Deposition for Fabricating Metal Structures with Embedded Sensors for the Oil and Gas Industry. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 4–7 May 2020. [Google Scholar] [CrossRef]
- Tinker, D.; Fedotowsky, T.; Bardsley, R.A.; Gradl, P.R. Development of Large-Scale Thrust Chambers Using Laser Powder Directed Energy Deposition. In Proceedings of the AIAA SciTech Forum and Exposition, Orlando, FL, USA, 8–12 January 2024. [Google Scholar]
- Kerstens, F.; Cervone, A.; Gradl, P.R. End to End Process Evaluation for Additively Manufactured Liquid Rocket Engine Thrust Chambers. Acta Astronaut. 2021, 182, 454–465. [Google Scholar] [CrossRef]
- Gradl, P.R.; Protz, C.; Wammen, T. Additive Manufacturing Development and Hot-Fire Testing of Liquid Rocket Channel Wall Nozzles Using Blown Powder Directed Energy Deposition Inconel 625 and JBK-75 Alloys. In Proceedings of the 55th AIAA/SAE/ASEE Joint Propulsion Conference, Indianapolis, IN, USA, 19–21 August 2019. [Google Scholar]
- Gradl, P.R.; Brandsmeier, W.; Greene, S.E. Channel Wall Nozzle Manufacturing and Hot-Fire Testing Using a Laser Wire Direct Closeout Technique for Liquid Rocket Engines. In Proceedings of the 54th AIAA/SAE/ASEE Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar]
- Gradl, P.; Tinker, D.C.; Park, A.; Mireles, O.R.; Garcia, M.; Wilkerson, R.; Mckinney, C. Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components. J. Mater. Eng. Perform. 2022, 31, 6013–6044. [Google Scholar] [CrossRef]
- Costa, L.; Vilar, R. Laser Powder Deposition. Rapid Prototyp. J. 2009, 15, 264–279. [Google Scholar] [CrossRef]
- Leino, M.; Pekkarinen, J.; Soukka, R. The Role of Laser Additive Manufacturing Methods of Metals in Repair, Refurbishment, and Remanufacturing—Enabling Circular Economy. Phys. Procedia 2016, 83, 752–760. [Google Scholar] [CrossRef]
- Ünal-Saewe, T.; Gahn, L.; Kittel, J.; Gasser, A.; Schleifenbaum, J.H. Process Development for Tip Repair of Complex Shaped Turbine Blades with IN718. Procedia Manuf. 2020, 47, 1050–1057. [Google Scholar] [CrossRef]
- Raj, D.; Maity, S.R.; Das, B. State-of-the-Art Review on Laser Cladding Process as an In-Situ Repair Technique. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 236, 1194–1215. [Google Scholar] [CrossRef]
- Zhang, X.; Cui, W.; Li, W.; Liou, F. A Hybrid Process Integrating Reverse Engineering, Pre-Repair Processing, Additive Manufacturing, and Material Testing for Component Remanufacturing. Materials 2019, 12, 1961. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- Hamilton, J.D.; Trauernicht, D.; Cormier, D.; Rivero, I.V. Laser-Based Directed Energy Deposition Remanufacturing of Gray Cast Iron Using Stainless Steel 316L and Inconel 625 Filler Materials. Adv. Eng. Mater. 2023, 25, 2301212. [Google Scholar] [CrossRef]
- Bakhtari, A.R.; Sezer, H.K.; Canyurt, O.E.; Eren, O.; Shah, M.; Marimuthu, S. A Review on Laser Beam Shaping Application in Laser-Powder Bed Fusion. Adv. Eng. Mater. 2024, 26, 2302013. [Google Scholar] [CrossRef]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material Reuse in Laser Powder Bed Fusion: Side Effects of the Laser—Metal Powder Interaction. Metals 2020, 10, 341. [Google Scholar] [CrossRef]
- Bouabbou, A.; Vaudreuil, S. Understanding Laser-Metal Interaction in Selective Laser Melting Additive Manufacturing through Numerical Modelling and Simulation: A Review. Virtual Phys. Prototyping 2022, 17, 543–562. [Google Scholar] [CrossRef]
- Meier, C.; Penny, R.W.; Zou, Y.; Gibbs, J.S.; Hart, A.J. Thermophysical Phenomena in Metal Additive Manufacturing by Selective Laser Melting: Fundamentals, Modeling, Simulation, and Experimentation. Annu. Rev. Heat Transf. 2017, 20, 241–316. [Google Scholar] [CrossRef]
- Moges, T.; Ameta, G.; Witherell, P. A Review of Model Inaccuracy and Parameter Uncertainty in Laser Powder Bed Fusion Models and Simulations. J. Manuf. Sci. Eng. 2019, 141, 040801. [Google Scholar] [CrossRef] [PubMed]
- Lanzutti, A.; Marin, E. The Challenges and Advances in Recycling/Re-Using Powder for Metal 3D Printing: A Comprehensive Review. Metals 2024, 14, 886. [Google Scholar] [CrossRef]
- Guan, X.; Zhao, Y.F. Modeling of the Laser Powder–Based Directed Energy Deposition Process for Additive Manufacturing: A Review. Int. J. Adv. Manuf. Technol. 2020, 107, 1959–1982. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent Research and Development Status of Laser Cladding: A Review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Zhao, P.; Shi, Z.; Wang, X.; Li, Y.; Cao, Z.; Zhao, M.; Liang, J. A Review of the Laser Cladding of Metal-Based Alloys, Ceramic-Reinforced Composites, Amorphous Alloys, and High-Entropy Alloys on Aluminum Alloys. Lubricants 2023, 11, 482. [Google Scholar] [CrossRef]
- Ghasempour-Mouziraji, M.; Lagarinhos, J.; Afonso, D.; Alves de Sousa, R. A Review Study on Metal Powder Materials and Processing Parameters in Laser Metal Deposition. Opt. Laser Technol. 2024, 170, 110226. [Google Scholar] [CrossRef]
- Jiang, H.; Su, H.; Yu, M.; Yao, J.; Chen, Q.; Shen, Z.; Li, X.; Dong, D.; Guo, M.; Zhang, Z. Insights into the Influence of Powder Particle Shape on Forming Process and Mechanical Properties of Al2O3 Ceramic Fabricated by Laser Directed Energy Deposition. Addit. Manuf. 2024, 81, 103984. [Google Scholar] [CrossRef]
- Li, W.; Yang, H.; Liu, Y.; Li, F.; Yi, J.; Eckert, J. Effect of Laser Power on Microstructure and Properties of WC-12Co Composite Coatings Deposited by Laser-Based Directed Energy Deposition. Materials 2024, 17, 4215. [Google Scholar] [CrossRef] [PubMed]
- Xue, P.; Liu, D.; Gao, Z.; Wen, G.; Ren, Y.; Cao, X. Effect of Deposit Scale on Mechanical Properties of In-Situ Alloyed CrCoNi Medium Entropy Alloys Formed by Directed Energy Deposition. Materials 2024, 17, 4795. [Google Scholar] [CrossRef]
- Boley, C.D.; Khairallah, S.A.; Rubenchik, A.M. Calculation of Laser Absorption by Metal Powders in Additive Manufacturing. Appl. Opt. 2015, 54, 2477–2482. [Google Scholar] [CrossRef]
- Holt, R.T.; Wallace, W. Impurities and Trace Elements in Nickel-Base Superalloys. Int. Met. Rev. 1976, 21, 1–24. [Google Scholar] [CrossRef]
- Dutta, B.; Babu, B.; Jared, B.H. Science, Technology and Applications of Metals in Additive Manufacturing; Elsevier Science: Amsterdam, Netherlands, 2019. [Google Scholar]
- Ardila, L.C.; Garciandia, F.; Gonzalez-Díaz, J.B.; Alvarez, P.; Echeverria, A.; Petite, M.M.; Deffley, R.; Ochoa, J. Effect of IN718 Recycled Powder Reuse on Properties of Parts Manufactured by Means of Selective Laser Melting. Phys. Procedia 2014, 56, 99–107. [Google Scholar] [CrossRef]
- Liu, B.; Wildman, R.; Tuck, C.; Ashcroft, I.; Hague, R. Investigation the Effect of Particle Size Distribution on Processing Parameters Optimisation in Selective Laser Melting Process. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 8–10 August 2011; pp. 227–238. [Google Scholar]
- Rombouts, M.; Froyen, L.; Gusarov, A.V.; Bentefour, E.H.; Glorieux, C. Photopyroelectric measurement of thermal conductivity of metallic powders. J. Appl. Phys. 2005, 97, 043534. [Google Scholar] [CrossRef]
- Lee, Y.; Zhang, W. Mesoscopic simulation of heat transfer and fluid flow in laser powder bed additive manufacturing. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by selective laser melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Zhao, Y.; Aoyagi, K.; Daino, Y.; Yamanaka, K.; Chiba, A. Significance of powder feedstock characteristics in defect suppression of additively manufactured Inconel 718. Addit. Manuf. 2020, 34, 101277. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, W.; Li, H.; Xie, Y.; Shi, J.; Liang, Z.; Han, P.; Li, S.; Zhang, H. Nano-Scale Microstructural Evolution and Mechanical Property Enhancement Mechanism During Crack Inhibition in Nickel-Based Superalloys Fabricated by Laser Powder Bed Fusion. Addit. Manuf. 2025, 100, 104685. [Google Scholar] [CrossRef]
- Rao, G.A.; Srinivas, M.; Sarma, D.S. Effect of oxygen content of powder on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718. Mater. Sci. Eng. A 2006, 435–436, 84–99. [Google Scholar] [CrossRef]
- Kuo, Y.-L.; Kakehi, K. Influence of powder surface contamination in the Ni-based superalloy Alloy718 fabricated by selective laser melting and hot isostatic pressing. Metals 2017, 7, 367. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- Renderos, M.; Torregaray, A.; Gutierrez-Orrantia, M.E.; Lamikiz, A.; Saintier, N.; Girot, F. Microstructure characterization of recycled IN718 powder and resulting laser clad material. Mater. Charact. 2017, 134, 103–113. [Google Scholar] [CrossRef]
- ASTM F3049-14; Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes. ASTM International: West Conshohocken, PA, USA, 2014.
- Gasper, A.N.D.; Szost, B.; Wang, X.; Johns, D.; Sharma, S.; Clare, A.T.; Ashcroft, I.A. Spatter and oxide formation in laser powder bed fusion of Inconel 718. Addit. Manuf. 2018, 24, 446–456. [Google Scholar] [CrossRef]
- Zenou, M.; Grainger, L. Additive Manufacturing: Materials, Processes, Quantifications and Applications; Butterworth-Heinemann: Oxford, UK, 2018. [Google Scholar]
- Nezhadfar, P.D.; Soltani-Tehrani, A.; Sterling, A.; Tsolas, N.; Shamsaei, N. The effects of powder recycling on the mechanical properties of additively manufactured 17-4 PH stainless steel. In Procesedings of the Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 13–15 August 2018. [Google Scholar]
- Kiani, P.; Scipioni Bertoli, U.; Dupuy, A.D.; Ma, K.; Schoenung, J.M. A Statistical Analysis of Powder Flowability in Metal Additive Manufacturing. Adv. Eng. Mater. 2020, 22, 2000022. [Google Scholar] [CrossRef]
- Freeman, F.S.H.B.; Thomas, B.; Chechik, L.; Todd, I. Multi-faceted monitoring of powder flow rate variability in directed energy deposition. Addit. Manuf. Lett. 2022, 2, 100024. [Google Scholar] [CrossRef]
- Kiani, P.; Dupuy, A.D.; Ma, K.; Schoenung, J.M. The Reusability of AlSi10Mg Powder in Directed Energy Deposition. Powders 2024, 3, 28–43. [Google Scholar] [CrossRef]
- Carrion, P.E.; Soltani-Tehrani, A.; Phan, N.; Shamsaei, N. Powder recycling effects on the tensile and fatigue behaviour of additively manufactured Ti-6Al-4V parts. J. Manuf. Sci. Eng. 2019, 141, 041013. [Google Scholar] [CrossRef]
- Warner, J.H.; Ringer, S.P.; Proust, G. Strategies for metallic powder reuse in powder bed fusion: A review. J. Manuf. Process. 2024, 110, 263–290. [Google Scholar] [CrossRef]
- Rousseau, J.N.; Bois-Brochu, A.; Blais, C. Effect of oxygen content in new and reused powder on microstructural and mechanical properties of Ti6Al4V parts produced by directed energy deposition. Addit. Manuf. 2018, 23, 197–205. [Google Scholar] [CrossRef]
- Terrassa, K.L.; Haley, J.C.; MacDonald, B.E.; Schoenung, J.M. Reuse of powder feedstock for directed energy deposition. Powder Technol. 2018, 338, 819–829. [Google Scholar] [CrossRef]
- Soltani-Tehrani, A.; Chen, P.; Katsarelis, C.; Gradl, P.; Shao, S.; Shamsaei, N. Mechanical properties of laser powder directed energy deposited NASA HR-1 superalloy: Effects of powder reuse and part orientation. Thin-Walled Struct. 2023, 185, 110636. [Google Scholar] [CrossRef]
- Shalnova, S.A.; Kuzminova, Y.O.; Evlashin, S.A.; Klimova-Korsmik, O.G.; Vildanov, A.M.; Shibalova, A.A.; Turichin, G.A. Effect of recycled powder content on the structure and mechanical properties of Ti-6Al-4V alloy produced by direct energy deposition. J. Alloys Compd. 2022, 893, 162264. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An Investigation on the Effect of Powder Recycling on the Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition. Materials Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Pereira, J.C.; Irastorza, U.; Solana, A.; Soriano, C.; García, D.; Ruiz, J.E.; Lamikiz, A. Effect of Powder Reuse on Powder Characteristics and Properties of DED Laser Beam Metal Additive Manufacturing Process with Stellite® 21 and UNS S32750. Metals 2024, 14, 1031. [Google Scholar] [CrossRef]
- Joju, J.; Verdi, D.; Han, W.S.; Hang, L.Y.; Soh, N.; Hampo, C.C.; Liu, N.; Yang, S.S. Sustainability assessment ìof feedstock powder reuse for directed laser deposition. J. Clean. Prod. 2023, 388, 136005. [Google Scholar] [CrossRef]
- Iquebal, A.S.; Yadav, A.; Botcha, B.; Gorthi, R.K.; Bukkapatnam, S. Tracking and quantifying spatter characteristics in a laser directed energy deposition process using Kalman filter. Manuf. Lett. 2022, 33, 692–700. [Google Scholar] [CrossRef]
- Alcisto, J.O.J.; Enriquez, A.; Garcia, H.; Hinkson, S.; Steelman, T.; Silverman, E.; Valdovino, P.; Gigerenzer, H.; Foyos, J.; Dorey, J.; et al. Tensile properties and microstructures of laser-formed Ti-6Al-4V. J. Mater. Eng. Perform. 2011, 20, 203–212. [Google Scholar] [CrossRef]
- Wu, J.; Liu, T.; Chen, H.; Li, F.; Wei, H.; Zhang, Y. Simulation of laser attenuation and heat transport during direct metal deposition considering beam profile. J. Mater. Process. Technol. 2019, 270, 92–105. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Li, L. Modelling powder concentration distribution from a coaxial deposition nozzle for laser-based rapid tooling. J. Manuf. Sci. Eng. 2004, 126, 33–41. [Google Scholar] [CrossRef]
- Liu, J.; Li, L. Effects of powder concentration distribution on fabrication of thin-wall parts in coaxial laser cladding. Opt. Laser Technol. 2005, 37, 287–292. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, H.-C.; Peng, S.; Kim, H.; Du, D.; Cong, W. Analytical modeling and experimental validation of powder stream distribution during direct energy deposition. Addit. Manuf. 2019, 30, 100848. [Google Scholar] [CrossRef]
- Zekovic, S.; Dwivedi, R.; Kovacevic, R. Numerical simulation and experimental investigation of gas–powder flow from radially symmetrical nozzles in laser-based direct metal deposition. Int. J. Mach. Tools Manuf. 2007, 47, 112–123. [Google Scholar] [CrossRef]
- Wen, S.Y.; Shin, Y.C.; Murthy, J.Y.; Sojka, P.E. Modeling of coaxial powder flow for the laser direct deposition process. Int. J. Heat Mass Transf. 2009, 52, 5867–5877. [Google Scholar] [CrossRef]
- Guan, X.; Zhao, Y.F. Numerical modeling of coaxial powder stream in laser-powder-based Directed Energy Deposition process. Addit. Manuf. 2020, 36, 101226. [Google Scholar] [CrossRef]
- Han, L.; Phatak, K.M.; Liou, F.W. Modeling of laser cladding with powder injection. Metall. Mater. Trans. B 2004, 35, 113–120. [Google Scholar] [CrossRef]
- Choi, J.; Han, L.; Hua, Y. Modeling and experiments of laser cladding with droplet injection. J. Heat Transf. 2005, 127, 1005–1014. [Google Scholar] [CrossRef]
- Chouhan, A.; Aggarwal, A.; Kumar, A. Microscale analysis of melt pool dynamics due to particle impingement and laser-matter interaction in the spot laser metal deposition process. JOM 2020, 72, 1624–1635. [Google Scholar] [CrossRef]
- Sun, Z.; Guo, W.; Li, L. Numerical modelling of heat transfer, mass transport and microstructure formation in a high deposition rate laser directed energy deposition process. Addit. Manuf. 2020, 34, 101175. [Google Scholar] [CrossRef]
- Ge, P.; Zhang, Z.; Tan, Z.J.; Hu, C.P.; Zhao, G.Z.; Guo, X. An integrated modeling of process-structure-property relationship in laser additive manufacturing of duplex titanium alloy. Int. J. Therm. Sci. 2019, 140, 183–193. [Google Scholar] [CrossRef]
- Lee, Y.; Nordin, M.; Babu, S.S.; Farson, D.F. Effect of fluid convection on dendrite arm spacing in laser deposition. Metall. Mater. Trans. B 2014, 45, 1771–1781. [Google Scholar] [CrossRef]
- Qi, H.; Mazumder, J.; Ki, H. Numerical simulation of heat transfer and fluid flow in coaxial laser cladding process for direct metal deposition. J. Appl. Phys. 2006, 100, 024903. [Google Scholar] [CrossRef]
- Aggarwal, A.; Patel, S.; Vinod, A.R.; Kumar, A. An integrated Eulerian-Lagrangian-Eulerian investigation of coaxial gas-powder flow and intensified particle-melt interaction in directed energy deposition process. Int. J. Therm. Sci. 2021, 166, 106963. [Google Scholar] [CrossRef]
- Lia, F.; Park, J.; Tressler, J.; Martukanitz, R. Partitioning of laser energy during directed energy deposition. Addit. Manuf. 2017, 18, 31–39. [Google Scholar] [CrossRef]
- Prasad, H.S.; Brueckner, F.; Kaplan, A.F.H. Powder incorporation and spatter formation in high deposition rate blown powder directed energy deposition. Addit. Manuf. 2020, 35, 101413. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Chin, E.B.; Juhasz, M.J.; Dayton, A.L.; Capps, A.; Tsuji, P.H.; Bertsch, K.M.; Perron, A.; McCall, S.K.; McKeown, J.T. High fidelity model of directed energy deposition: Laser-powder-melt pool interaction and effect of laser beam profile on solidification microstructure. Addit. Manuf. 2023, 73, 103684. [Google Scholar] [CrossRef]
- Zhao, T.; Wang, Y.H.; Xu, T.S.; Bakir, M.; Cai, W.C.; Wang, M.J.; Dahmen, M.; Zheng, Q.H.; Wei, X.K.; Hong, C.; et al. Some factors affecting porosity in directed energy deposition of AlMgScZr-alloys. Opt. Laser Technol. 2021, 143, 107338. [Google Scholar] [CrossRef]
- Monti, R.; Savino, R.; Lappa, M.; Tempesta, S. Behavior of drops in contact with pool surfaces of different liquids. Phys. Fluids 1998, 10, 2786–2796. [Google Scholar] [CrossRef]
- Haley, J.C.; Schoenung, J.M.; Lavernia, E.J. Observations of particle-melt pool impact events in directed energy deposition. Addit. Manuf. 2018, 22, 368–374. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; López de Lacalle, L.N. Modelling of energy attenuation due to powder flow–laser beam interaction during laser cladding process. J. Mater. Process. Technol. 2012, 212, 516–522. [Google Scholar] [CrossRef]
- Vetter, P.-A.; Fontaine, J.; Engel, T.; Lagrange, L.; Marchione, T. Characterization of laser-material interaction during laser cladding process. Trans. Eng. Sci. 1993, 2, 185–194. [Google Scholar]
- Picasso, M.; Rappaz, M. Laser-powder-material interactions in the laser cladding process. J. Phys. IV 1994, 4, 27–33. [Google Scholar] [CrossRef]
- Huang, Y.-L.; Liang, G.-Y.; Su, J.-Y. Interaction between laser beam and powder stream in the process of laser cladding with powder feeding. Model. Simul. Mater. Sci. Eng. 2005, 13, 47–56. [Google Scholar] [CrossRef]
- Fu, Y.; Loredo, A.; Martin, B.; Vannes, A.B. A theoretical model for laser and powder particles interaction during laser cladding. J. Mater. Process. Technol. 2002, 128, 106–112. [Google Scholar] [CrossRef]
- Huang, Y.; Khamesee, M.B.; Toyserkani, E. A comprehensive analytical model for laser powder-fed additive manufacturing. Addit. Manuf. 2016, 12, 90–99. [Google Scholar] [CrossRef]
- Pustovalov, V.K.; Bobuchenko, D.S. Thermal processes in gas-powder laser cladding of metal materials. Int. J. Heat Mass Transf. 1993, 36, 2449–2456. [Google Scholar] [CrossRef]
- Li, W.-B.; Engström, H.; Powell, J.; Tan, Z.; Magnusson, C. Modelling of the laser cladding process—Preheating of the blown powder material. Lasers Eng. 1995, 4, 329–334. [Google Scholar]
- Pustovalov, V.K.; Romanov, G.S. The theory of heating and evaporation of a spherical particle exposed to optical radiation. Int. J. Heat Mass Transf. 1985, 28, 277–289. [Google Scholar] [CrossRef]
- Lin, J. Temperature analysis of the powder streams in coaxial laser cladding. Opt. Laser Technol. 1999, 31, 565–570. [Google Scholar] [CrossRef]
- Zhang, Z.; Ge, P.; Li, J.Y.; Wang, Y.F.; Gao, X.; Yao, X.X. Laser–particle interaction-based analysis of powder particle effects on temperatures and distortions in directed energy deposition additive manufacturing. J. Therm. Stresses 2021, 44, 1068–1095. [Google Scholar] [CrossRef]
- Tan, H.; Fang, Y.; Zhong, C.; Yuan, Z.; Fan, W.; Li, Z.; Chen, J.; Lin, X. Investigation of heating behavior of laser beam on powder stream in directed energy deposition. Surf. Coat. Technol. 2020, 397, 126061. [Google Scholar] [CrossRef]
- Wang, G.; Qin, Y.; Yang, S. Characterization of laser–powder interaction and particle transport phenomena during laser direct deposition of W–Cu composite. Addit. Manuf. 2021, 37, 101722. [Google Scholar] [CrossRef]
- Liu, J.; Li, L.; Zhang, Y.; Xie, X. Attenuation of laser power of a focused Gaussian beam during interaction between a laser and powder in coaxial laser cladding. J. Phys. D: Appl. Phys. 2005, 38, 1546–1550. [Google Scholar] [CrossRef]
- Kaplan, A.F.H.; Powell, J. Spatter in laser welding. J. Laser Appl. 2011, 23, 032005. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W.; Brown, B. Characterization of laser spatter and condensate generated during the selective laser melting of 304L stainless steel powder. Addit. Manuf. 2020, 31, 100904. [Google Scholar] [CrossRef]
- Liebl, S.; Wiedenmann, R.; Ganser, A.; Schmitz, P.; Zaeh, M.F. Laser welding of copper using multi-mode fiber lasers at near infrared wavelength. Phys. Procedia 2014, 56, 591–600. [Google Scholar] [CrossRef]
- Naesstroem, H.; Brueckner, F.; Kaplan, A.F.H. Blown powder directed energy deposition on various substrate conditions. J. Manuf. Process. 2022, 73, 660–667. [Google Scholar] [CrossRef]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed]
- Wolff, S.J.; Wu, H.; Parab, N.; Zhao, C.; Ehmann, K.F.; Sun, T.; Cao, J. In-situ high-speed X-ray imaging of piezo-driven directed energy deposition additive manufacturing. Sci. Rep. 2019, 9, 962. [Google Scholar] [CrossRef] [PubMed]
- Niu, J.; Li, Y.; Qi, X.; Fan, W.; Hou, S.; Li, F. A novel multi-feature fusion model for localized surface roughness prediction in laser directed energy deposition. Opt. Laser Technol. 2025, 186, 112761. [Google Scholar] [CrossRef]
- Karlsson, J.; Norman, P.; Kaplan, A.F.H.; Rubin, P.; Lamas, J.; Yanez, A. Observation of the mechanisms causing two kinds of undercut during laser hybrid arc welding. Appl. Surf. Sci. 2011, 257, 7501–7506. [Google Scholar] [CrossRef]
- Eisenbarth, D.; Esteves, P.M.B.; Wirth, F.; Wegener, K. Spatial powder flow measurement and efficiency prediction for laser direct metal deposition. Surf. Coat. Technol. 2019, 362, 397–408. [Google Scholar] [CrossRef]
- Ferreira, E.; Dal, M.; Colin, C.; Marion, G.; Gorny, C.; Courapied, D.; Guy, J.; Peyre, P. Experimental and Numerical Analysis of Gas/Powder Flow for Different LMD Nozzles. Metals 2020, 10, 667. [Google Scholar] [CrossRef]
- Balu, P.; Leggett, P.; Kovacevic, R. Parametric study on a coaxial multi-material powder flow in laser-based powder deposition process. J. Mater. Process. Technol. 2012, 212, 1598–1610. [Google Scholar] [CrossRef]
- Jayanth, N.; Ravi, K.R. Modeling of laser based direct metal deposition process. Int. J. Eng. Technol. Sci. 2015, 2, 2349–3968. [Google Scholar]
- Guner, A.; Bidare, P.; Jiménez, A.; Dimov, S.; Essa, K. Nozzle designs in powder-based direct laser deposition: A review. Int. J. Precis. Eng. Manuf. 2022, 23, 1077–1094. [Google Scholar] [CrossRef]
- Syed, W.U.H.; Pinkerton, A.J.; Li, L. Combining wire and coaxial powder feeding in laser direct metal deposition for rapid prototyping. Appl. Surf. Sci. 2006, 252, 4803–4808. [Google Scholar] [CrossRef]
- Kumar, S.P.; Elangovan, S.; Mohanraj, R.; Srihari, B. Critical review of off-axial nozzle and coaxial nozzle for powder metal deposition. Mater. Today Proc. 2021, 46, 8066–8079. [Google Scholar] [CrossRef]
- Nam, S.; Cho, H.; Kim, C.; Kim, Y.M. Effect of process parameters on deposition properties of functionally graded STS 316/Fe manufactured by laser direct metal deposition. Metals 2018, 8, 607. [Google Scholar] [CrossRef]
- Nasiri, M.T.; Movahhedy, M.R. A new design of continuous coaxial nozzle for direct metal deposition process to overcome the gravity effect. Prog. Addit. Manuf. 2022, 7, 173–186. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Ruiz, J.E.; Ukar, E.; Lamikiz, A. Latest developments in industrial hybrid machine tools that combine additive and subtractive operations. Materials 2018, 11, 2583. [Google Scholar] [CrossRef]
- Lin, J. Laser attenuation of the focused powder streams in coaxial laser cladding. J. Laser Appl. 2000, 12, 28–33. [Google Scholar] [CrossRef]
- Schopphoven, T.; Pirch, N.; Mann, S.; Poprawe, R.; Häfner, C.L.; Schleifenbaum, J.H. Statistical/numerical model of the powder-gas jet for extreme high-speed laser material deposition. Coatings 2020, 10, 416. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Tabernero, I.; Ruiz, J.E.; Lamikiz, A.; Martinez, S.; Ukar, E. Continuous coaxial nozzle design for LMD based on numerical simulation. Phys. Procedia 2014, 56, 429–438. [Google Scholar] [CrossRef]
- Akio, S.; Yoshinori, I.; Steffen, N.; Siegfried, S. Powder Metal Cladding Nozzle. U.S. Patent 7626136 B2, 1 December 2009. [Google Scholar]
- Ju, H.; Zhang, Z.J.; Lin, C.X.; Liu, Z.J.; Jiang, H.L. Design optimization and experimental study of coaxial powder-feeding nozzle in the laser cladding process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 474, 012027. [Google Scholar] [CrossRef]
- Wu, J.; Zhao, P.; Wei, H.; Lin, Q.; Zhang, Y. Development of powder distribution model of discontinuous coaxial powder stream in laser direct metal deposition. Powder Technol. 2018, 340, 449–458. [Google Scholar] [CrossRef]
- El Cheikh, H.; Courant, B.; Branchu, S.; Hascoët, J.Y.; Guillén, R. Analysis and prediction of single laser tracks geometrical characteristics in coaxial laser cladding process. Opt. Lasers Eng. 2012, 50, 413–422. [Google Scholar] [CrossRef]
- Zhong, C.; Pirch, N.; Gasser, A.; Poprawe, R.; Schleifenbaum, J.H. The influence of the powder stream on high-deposition-rate laser metal deposition with inconel 718. Metals 2017, 7, 443. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Ilavarasan, P.M.; Molian, P.A. Design, fabrication and testing of an off-axial gas jet nozzle for enhanced laser cutting. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 24–28 October 1993; Volume 1993, pp. 350–360. [Google Scholar]
- da Silva, M.D.; Partes, K.; Seefeld, T.; Vollertsen, F. Comparison of coaxial and off-axis nozzle configurations in one-step process laser cladding on aluminum substrate. J. Mater. Process. Technol. 2012, 212, 2514–2519. [Google Scholar] [CrossRef]
- Li, Y.; Yang, H.; Lin, X.; Huang, W.; Li, J.; Zhou, Y. The influences of processing parameters on forming characterizations during laser rapid forming. Mater. Sci. Eng. A 2003, 360, 18–25. [Google Scholar] [CrossRef]
- Kapil, S.; Kulkarni, P.; Joshi, P.; Negi, S.; Karunakaran, K.P. Retrofitment of a CNC machine for omni-directional tungsten inert gas cladding. Virtual Phys. Prototyping 2019, 14, 293–306. [Google Scholar] [CrossRef]
- Zhu, G.; Shi, S.; Fu, G.; Shi, J.; Yang, S.; Meng, W.; Jiang, F. The influence of the substrate-inclined angle on the section size of laser cladding layers based on robot with the inside-beam powder feeding. Int. J. Adv. Manuf. Technol. 2017, 93, 3415–3422. [Google Scholar] [CrossRef]
- Ya, W.; Hernández-Sánchez, J.F.; Pathiraj, B.; Veld, A.J.H.I.t. A study on attenuation of a Nd:YAG laser power by co-axial and off-axial nozzle powder stream during cladding. In Proceedings of the Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6–10 October 2013; Volume 453, pp. 453–462. [Google Scholar]
- Smurov, I.; Doubenskaia, M.; Zaitsev, A. Complex analysis of laser cladding based on comprehensive optical diagnostics and numerical simulation. Phys. Procedia 2012, 39, 743–752. [Google Scholar] [CrossRef]
- Li, L.; Huang, Y. Numerical and experimental study on powder stream characteristics in coaxial laser cladding process. In Proceedings of the 6th International Conference on Welding Science and Engineering, Beijing, China, 21 September 2015; pp. 13–15. [Google Scholar]
- Pan, H.; Liou, F. Numerical simulation of metallic powder flow in a coaxial nozzle for the laser aided deposition process. J. Mater. Process. Technol. 2005, 168, 230–244. [Google Scholar] [CrossRef]
- Liu, H.; He, X.; Yu, G.; Wang, Z.; Li, S.; Zheng, C.; Ning, W. Numerical simulation of powder transport behavior in laser cladding with coaxial powder feeding. Sci. China Phys. Mech. Astron. 2015, 58, 104701. [Google Scholar] [CrossRef]
- Morville, S.; Carin, M.; Carron, D.; Le Masson, P.; Gharbi, M.; Peyre, P.; Fabbro, R. Numerical modeling of powder flow during coaxial laser direct metal deposition–comparison between Ti-6Al-4V alloy and stainless steel 316L. In Proceedings of the International Conference on Laser Additive Manufacturing, COMSOL Conference, Milan, Italiy, 10–12 October 2012. [Google Scholar]
- Takemura, S.; Koike, R.; Kakinuma, Y.; Sato, Y.; Oda, Y. Design of powder nozzle for high resource efficiency in directed energy deposition based on computational fluid dynamics simulation. Int. J. Adv. Manuf. Technol. 2019, 101, 763–772. [Google Scholar] [CrossRef]
- Yang, N. Concentration model based on movement model of powder flow in coaxial laser cladding. Opt. Laser Technol. 2009, 41, 94–98. [Google Scholar] [CrossRef]
- Pinkerton, A.J. An analytical model of beam attenuation and powder heating during coaxial laser direct metal deposition. J. Phys. D Appl. Phys. 2007, 40, 7323–7332. [Google Scholar] [CrossRef]
- Lin, J. Numerical simulation of the focused powder streams in coaxial laser cladding. J. Mater. Process. Technol. 2000, 105, 17–23. [Google Scholar] [CrossRef]
- Kovalev, O.B.; Bedenko, D.V.; Gurin, A.M.; Sergachev, D.V. Study of optimization features of gas-powder jets created by a coaxial nozzle with divided powder supply during direct laser deposition of materials. Opt. Laser Technol. 2025, 181, 106220. [Google Scholar] [CrossRef]
- Li, L.; Huang, Y.; Zou, C.; Tao, W. Numerical study on powder stream characteristics of coaxial laser metal deposition nozzle. Crystals 2021, 11, 282. [Google Scholar] [CrossRef]
- Ferreira, E.; Dal, M.; Peyre, P.; Colin, C.; Marion, G.; Courapied, D.; Macquaire, B. Numerical and experimental investigation of gas powder flow from coaxial nozzles in Laser Metal Deposition. In Excerpt from the Proceedings of the 2018 COMSOL; COMSOL: Burlington, MA, USA, 2018. [Google Scholar]
- Yao, X.X.; Li, J.Y.; Wang, Y.F.; Gao, X.; Li, T.; Zhang, Z. Experimental and numerical studies of nozzle effect on powder flow behaviors in directed energy deposition additive manufacturing. Int. J. Mech. Sci. 2021, 210, 106768. [Google Scholar] [CrossRef]
- Pant, P.; Chatterjee, D.; Samanta, S.K.; Lohar, A.K. Experimental and numerical analysis of the powder flow in a multi-channel coaxial nozzle of a direct metal deposition system. J. Manuf. Sci. Eng. 2021, 143, 071003. [Google Scholar] [CrossRef]
- Kovalev, O.B.; Zaitsev, A.V.; Novichencki, D.; Smurov, I. Theoretical and experimental investigation of gas flows, powder transport and heating in coaxial laser direct metal deposition (DMD) process. J. Therm. Spray Technol. 2011, 20, 465–475. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, K.; Yang, L.; Zhang, J.; Ding, H.; Pan, Z. Coupling characteristics of powder and laser of coaxial cone nozzle for laser direct metal deposition: Numerical simulation and experimental study. Materials 2023, 16, 3403. [Google Scholar] [CrossRef]
- Sinclair, L.; Hatt, O.; Clark, S.J.; Marussi, S.; Ruckh, E.; Atwood, R.C.; Jones, M.; Baxter, G.J.; Leung, C.L.A.; Todd, I.; et al. An in situ imaging investigation of the effect of gas flow rates on directed energy deposition. Mater. Des. 2024, 244, 113183. [Google Scholar] [CrossRef]
- Lv, C.; Wang, J.; Li, H.; Yin, Q.; Liu, W.; Shen, S. Dynamics of the laser–powder interaction in the Ti6Al4V powder feeding process of laser-directed energy deposition additive manufacturing. J. Mater. Res. Technol. 2023, 27, 6376–6385. [Google Scholar] [CrossRef]
- Mede, T.; Godec, M. Relevance of inter-particle interaction in directed energy deposition powder stream. Powder Technol. 2024, 435, 119393. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | N° of Reuses | Sieving | Mixed with Fresh Powder | Yield Strength (MPa) | UTS (MPa) | Elongation (%) | Ref. |
|---|---|---|---|---|---|---|---|
| 316L SS | 9 | yes | no | R0: 425 ± 6 | R0: 602 ± 2 | R0: 55 ± 7 | [73] |
| R9: 445 ± 4 | R9: 612 ± 2 | R9: 44 ± 2 | |||||
| NASA HR-1 | 6 | yes | no | R1: 455 ± 20 | R1: 925 ± 24 | R1: 34 ± 1 | [74] |
| R2: 459 ± 27 | R2 961 ± 26 | R2: 34 ± 2 | |||||
| R3: 455 ± 33 | R3: 942 ± 37 | R3: 35 ± 2 | |||||
| R4: 470 ± 26 | R4 971 ± 25 | R4: 34 ± 2 | |||||
| R5: 479 ± 27 | R5: 994 ± 16 | R5: 35 ± 2 | |||||
| R6: 470 ± 27 | R6: 983 ± 24 | R6: 35 ± 0 | |||||
| Ti-6Al-4V ELI | 3 | yes | no | NA | NA | NA | [75] |
| Ti-6Al-4V | 10 | yes | yes | R0 *: 839 ± 3 | R0 *: 975 ± 4 | R0 *: 22.0 ± 0.8 | [72] |
| R10 *: 934 ± 6 | R10 *: 1054 ± 5 | R10 *: 20.9 ± 0.5 | |||||
| 316L SS | NA | yes | yes | R0: 469.6 ± 3.4 628.2 ± 6.6 R# **: 458.4 ± 29.9 | R0: 628.2 ± 6.6 R# **: 651.6 ± 43.9 | R0: 31.2 ± 2.2 R# **: 16.2 ± 2.1 | [76] |
| AlSi10Mg *** | Up to 4 | yes | no | R0: 180 ± 23 | R0: 281 ± 15 | R0: 9 ± 1 | [69] |
| R1: 174 ± 13 | R1: 149 ± 50 | R1: 5.0 ± 0.8 | |||||
| R2: 189 ± 17 | R2: 63 ± 25 | R2: 6 ± 1 | |||||
| R3: 195 ± 12 | R3: 168 ± 16 | R3: 5.7 ± 0.8 | |||||
| R4: 193 ± 12 | R4: 102 ± 43 | R4: 6.0 ± 0.5 | |||||
| UNS S32750 (SAF 2507) | Up to 3 | yes | no | NA | NA | NA | [77] |
| Stellite 21 | Up to 3 | yes | no | NA | NA | NA | [77] |
| Feedstock | Laser Beam Shape | Nozzle Type | Equipment Configuration | FEM Approach | Numerical Results | Experimental Results | Ref. |
|---|---|---|---|---|---|---|---|
| Stellite 6 | NA | Coaxial | Precitec YC50 |
| Y | Y | [86] |
| 316L SS | Top-hat | Coaxial discrete | Optomec 750 LENS | N | Y | [101] | |
| NA | Gaussian | Coaxial | NA |
| Y | Y | [115] * |
| 316L SS | NA | Coaxial | HCX60 five-axis hybrid machine | NA | Y | Y | [139] |
| IN718 | NA | Continuous coaxial | NA | 2D axisymmetric Euler–Lagrange model in COMSOL 5.3a; two-phase flow (gas + particles); simulated velocity, density, diameter, focal position | Y | Y | [125] |
| 316L SS | NA | NA | LENS 500 MTS HM | N | Y | [79] | |
| IN718 | NA | Coaxial | RFL-6000 fiber mounted on a KR50-R2100 six-axis robot—LCD-Z12-CW laser deposition head | Modified convolutional neural network (CNN)–long short-term memory (LSTM) model to extract spatio-temporal features like morphology fluctuations and spatter | Y | Y | [122] |
| Metco 42C SS | NA | Coaxial | Trumpf DMD505 | Axisymmetric Navier–Stokes + discrete-trajectory model; WENO scheme on refined nonuniform mesh; simulates gas–particle flow and wall collisions in triple coaxial nozzle | Y | Y | [163] |
| Ti–6Al–4V | NA | Coaxial | 1000 W laser (900–1070 nm) | Coupled electromagnetic wave heating (EWH) model used to simulate laser–particle interactions; laser modeled as high-frequency EM wave, powder heating computed via Maxwell’s equations and transient heat conduction; output used to modify a double-ellipsoid heat source in ABAQUS for thermal–mechanical analysis of residual distortion | Y | Y | [111] ** |
| IN718 | NA | Off-axis | IPG YLS-3000-CL laser (1070 nm) | NA | N | Y | [113] |
| Steel 24 | NA | Coaxial | A 500 W CO2 laser on a CNC machine | NA | Y | Y | [83] |
| IN718 | NA | NA | NA | NA | Y | Y | [93] *** |
| IN625 | Gaussian | Coaxial | DMD—105D, DM3D, 1 kW diode laser | Coupled Eulerian–Lagrangian + VOF models; RANS k-ε for gas flow, discrete phase model for powder dynamics, OpenFOAM melt pool thermo-hydrodynamics using tracked particle data | Y | Y | [95] |
| NA | Gaussian | Off-axis + coaxial | NA | Analytical model to study the temperature distribution of the powder particles and their attenuation on the laser energy distribution | Y | N | [106] ** |
| IN625 | Gaussian | Off-axis | In-house developed LPF-AM setup |
| Y | Y | [107] ** |
| 316L SS | From Super-Gaussian to top-hat (numerical) | Coaxial discrete | YLS-5000-S4 (5 kW) laser |
| Y | Y | [81] |
| IN718 | NA | Coaxial discrete | Optomec LENS 450 Workstation | Analytical model developed in MATLAB to predict powder stream distribution beneath four-jet LP-DED nozzles
| Y | Y | [84] |
| Ti-6Al-4V | Gaussian/Ring (numerical) | Coaxial | NA | High-fidelity model based on the multiphysics ALE3D code, coupled with Cellular Automata Finite Element (CAFE) model for grain growth and DEM for powder flow | Y | Y | [98] |
| Steel | Top-hat | Coaxial continuous | NA | NA | N | Y | [97] |
| Ni60A | NA | Coaxial | Rofin-FL060 laser, V cladding head, ABB IRB4600 robotic arm |
| Y | Y | [164] |
| 316L SS | NA | Coaxial | BAMPR + Magic 800 BeAM | NA | N | Y | [165] |
| Ti-6Al-4V | Gaussian | Coaxial | NA |
| Y | Y | [166] |
| NA | NA | Coaxial discrete | NA |
| Y | N | [167] |
| H13 tool steel (atomized powder) | NA | Radially symmetrical nozzles (discrete coaxial + central coaxial for shielding gas) | MultiFab system with four radially symmetrical powder nozzles and a central coaxial shielding nozzle | 3D CFD using FLUENT (discrete phase model), k-ε turbulence model, Lagrangian particle tracking | Y | Y | [85] |
| NA | NA | Coaxial nozzle (various outlet geometries) | Custom coaxial nozzles (Nozzle I–V); no carrier gas; FDM-fabricated ABS nozzles used for testing | 3D stochastic Lagrangian model considering non-spherical particle–wall collisions | Y | Y | [151] |
| Technoclad 40 s-400 (Ni-Cr-based + WC), Hoganas 1540–00 (Ni-Cr-based), and 316l 20–53 (stainless steel) | NA | Coaxial nozzle with divided powder supply | DLD system with coaxial nozzle featuring separate powder feeding channels | 3D CFD model using OpenFOAM; Eulerian–Lagrangian approach for powder particle tracking | Y | Y | [158] |
| NA | NA | Continuous coaxial nozzle with a novel design to mitigate gravity effects | Direct Metal Deposition (DMD) system utilizing the newly designed continuous coaxial nozzle | Computational Fluid Dynamics (CFD) simulations to analyze gas–powder flow dynamics and assess the impact of gravity on powder stream behavior
| Y | Y | [132] |
| NA | NA | Coaxial nozzle | Coaxial powder feeding system with internal carrier and shielding gas; laser cladding setup |
| Y | Y | [159] |
| Inconel 718 | Gaussian | Continuous coaxial nozzle | Coaxial LMD system | CFD Model | Y | N | [136] |
| NA | NA | Coaxial nozzles | NA |
| Y | Y | [160] |
| NA | NA | Multi-channel coaxial nozzle | NA |
| Y | Y | [161] |
| SS316L | NA | Coaxial nozzle with multi-channels for powder delivery | In-house developed DMD system with a 1.2 kW continuous diode laser; Oerlikon Metco Twin 150 powder feeder used to deliver the powder using argon as an assist gas and helium as the inert (nozzle) gas |
| Y | Y | [162] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santoni, A.; Santecchia, E.; Schiavone, A.M.; Latini, V.; Lascu, B.D.; Stoica, C.R. On the Extent of Feedstock–System Interaction in Determining the Efficiency of Laser Powder Directed Energy Deposition. Metals 2025, 15, 599. https://doi.org/10.3390/met15060599
Santoni A, Santecchia E, Schiavone AM, Latini V, Lascu BD, Stoica CR. On the Extent of Feedstock–System Interaction in Determining the Efficiency of Laser Powder Directed Energy Deposition. Metals. 2025; 15(6):599. https://doi.org/10.3390/met15060599
Chicago/Turabian StyleSantoni, Alberto, Eleonora Santecchia, Anna Maria Schiavone, Valentina Latini, Bogdan Daniel Lascu, and Constantin Romica Stoica. 2025. "On the Extent of Feedstock–System Interaction in Determining the Efficiency of Laser Powder Directed Energy Deposition" Metals 15, no. 6: 599. https://doi.org/10.3390/met15060599
APA StyleSantoni, A., Santecchia, E., Schiavone, A. M., Latini, V., Lascu, B. D., & Stoica, C. R. (2025). On the Extent of Feedstock–System Interaction in Determining the Efficiency of Laser Powder Directed Energy Deposition. Metals, 15(6), 599. https://doi.org/10.3390/met15060599