
Impact of Melt Refining on Secondary Al-Si Alloys’ Microstructure and Tensile Mechanical Performance

Abstract
1. Introduction
2. Experimental
2.1. Materials
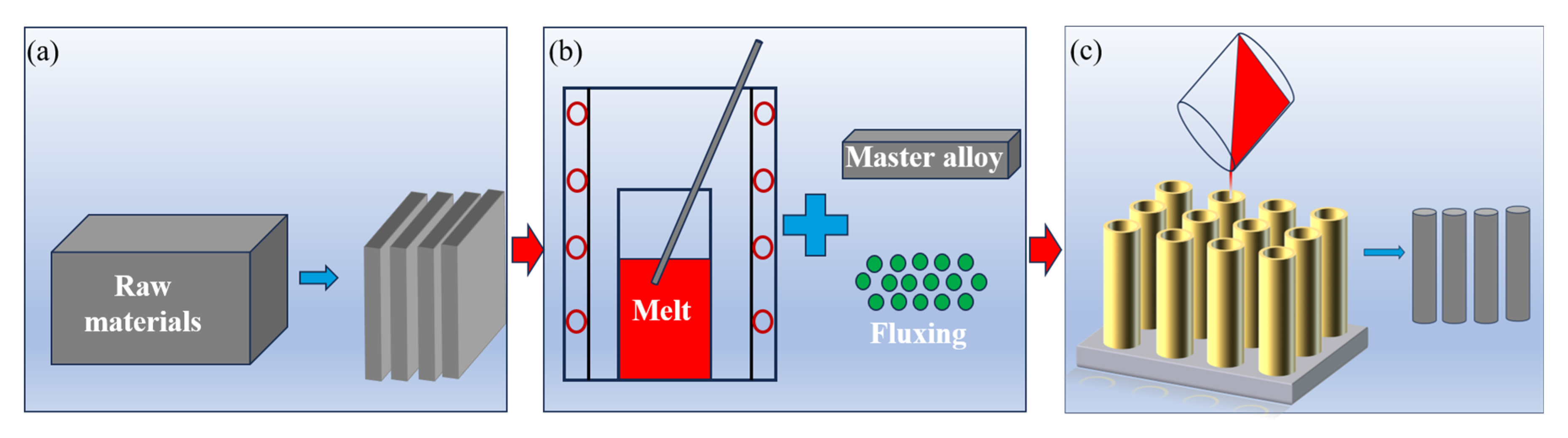
2.2. Experimental Procedure
2.3. Characterization Devices
3. Results and Discussion
3.1. Melt Refining
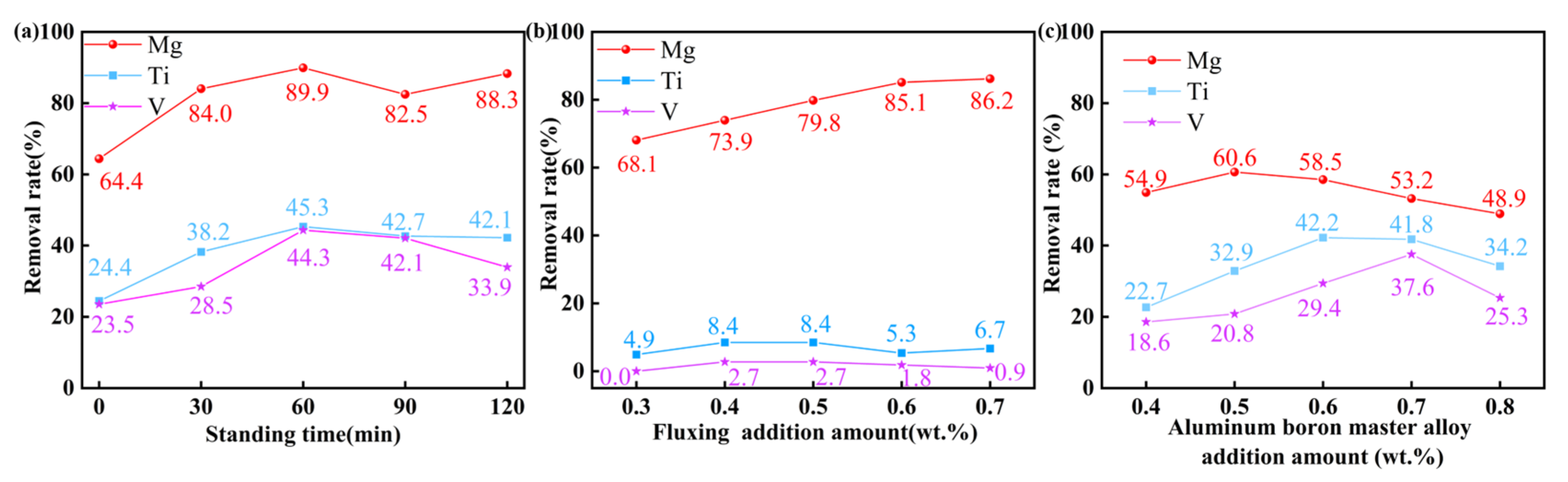
3.1.1. The Effect of Standing Time and a Single Additive
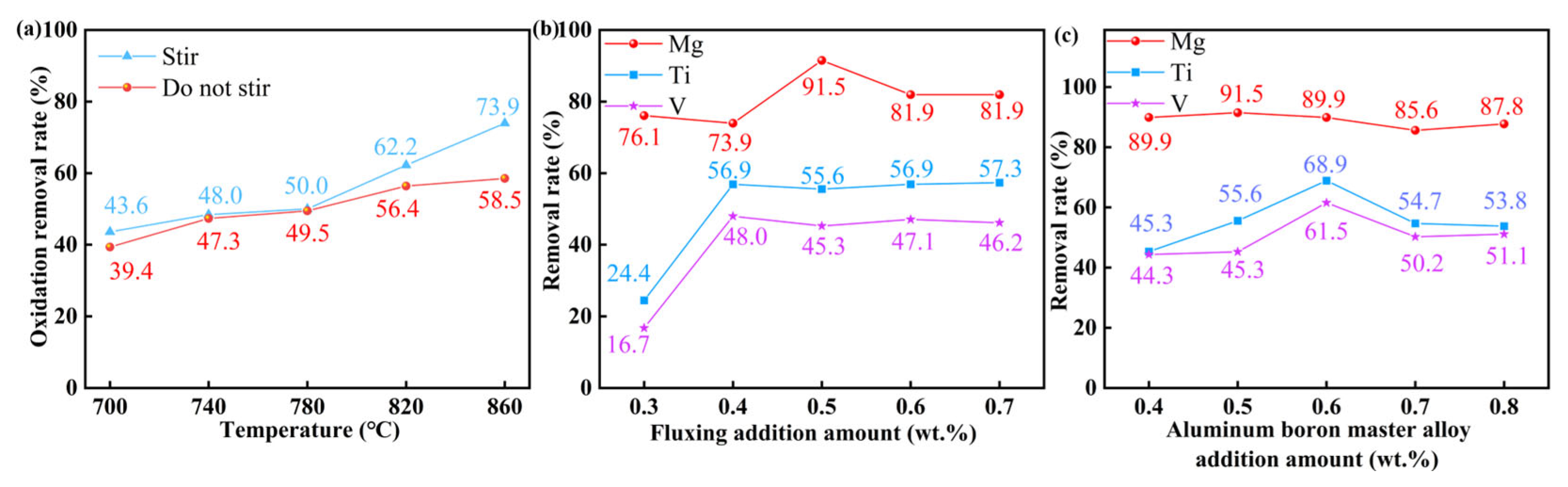
3.1.2. Oxidative Removal of Mg and the Effect of Composite Addition
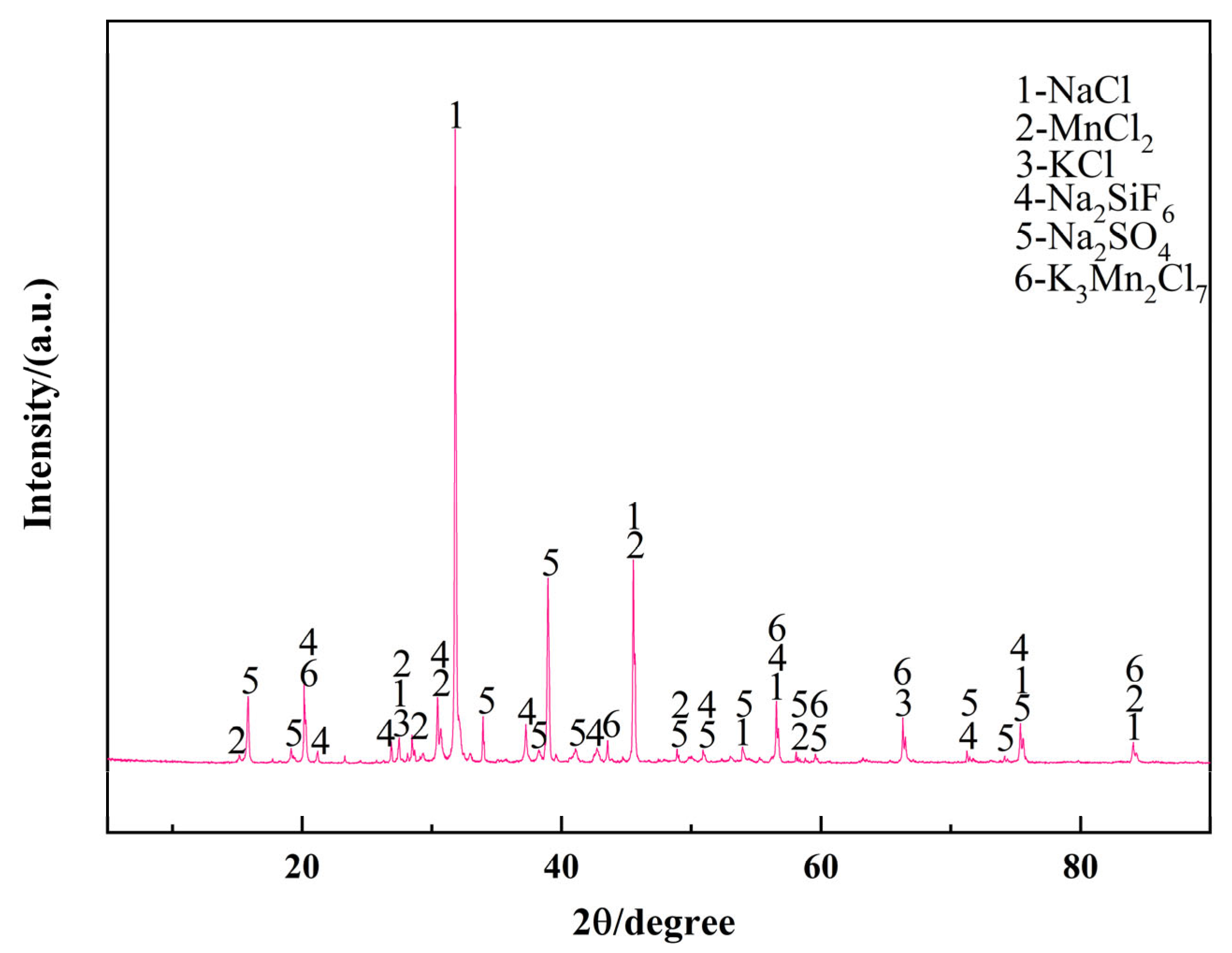
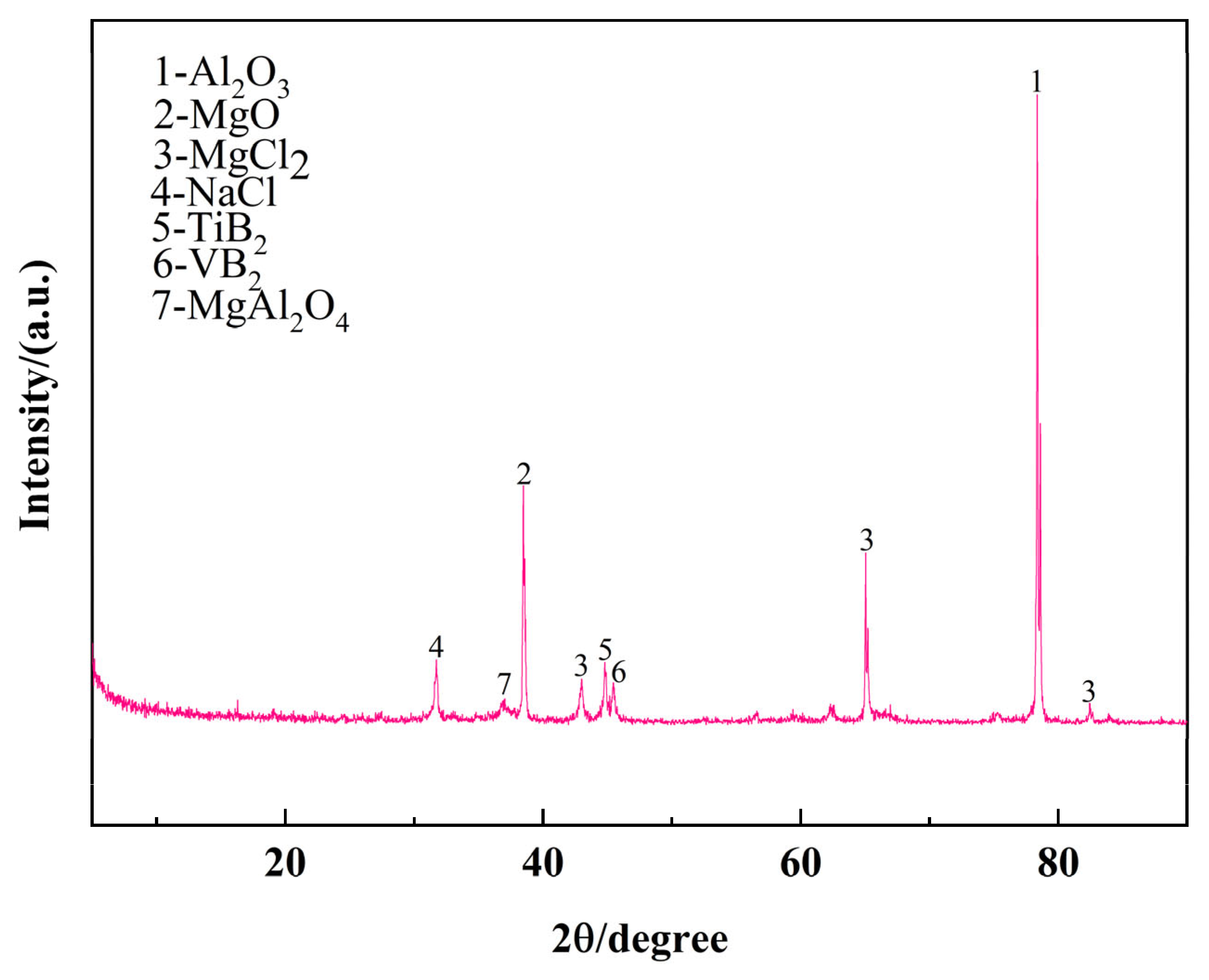
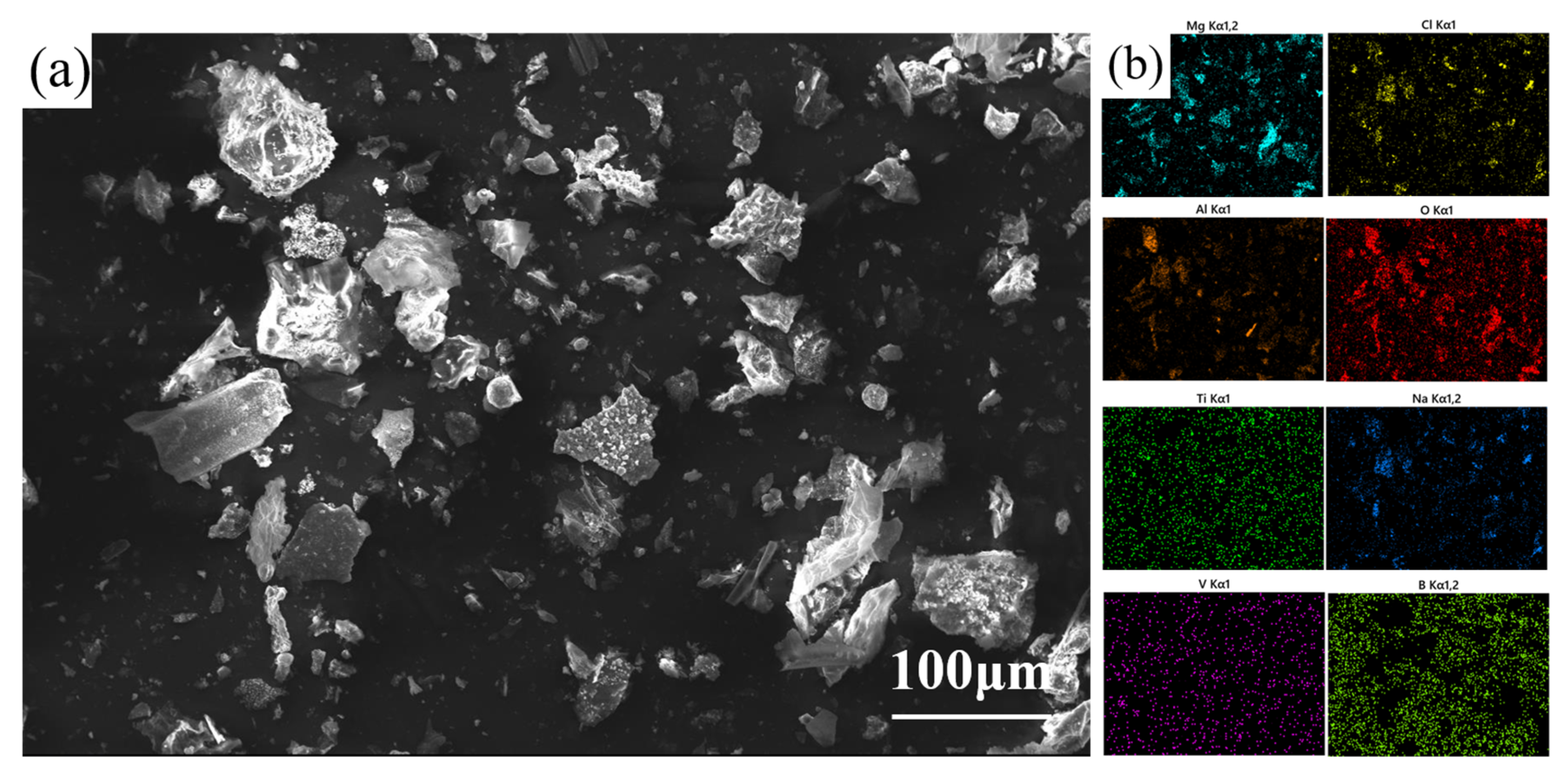
3.2. Analysis of Secondary Al-Si Alloy Slag
3.3. Characterization
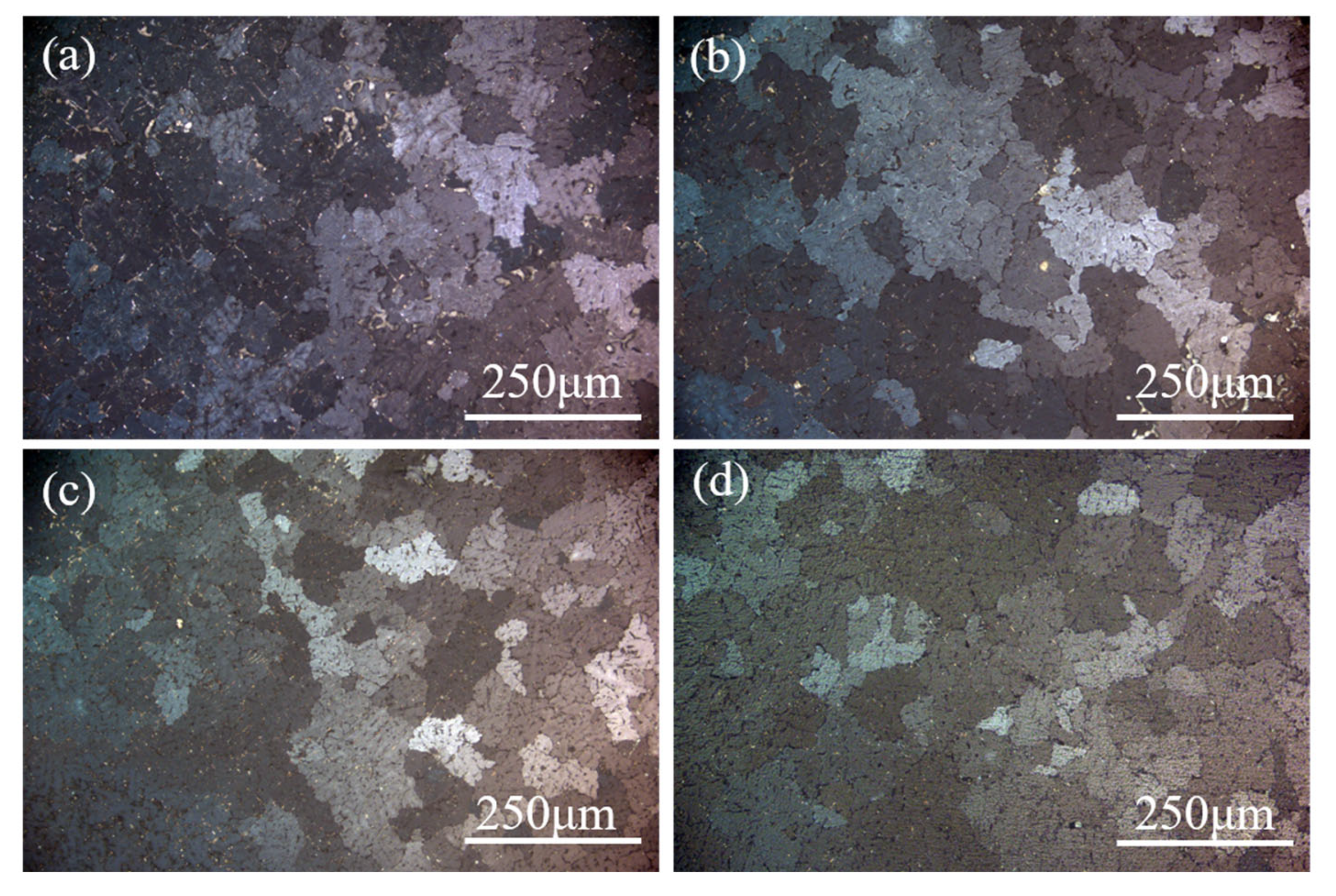
3.3.1. OM Analysis
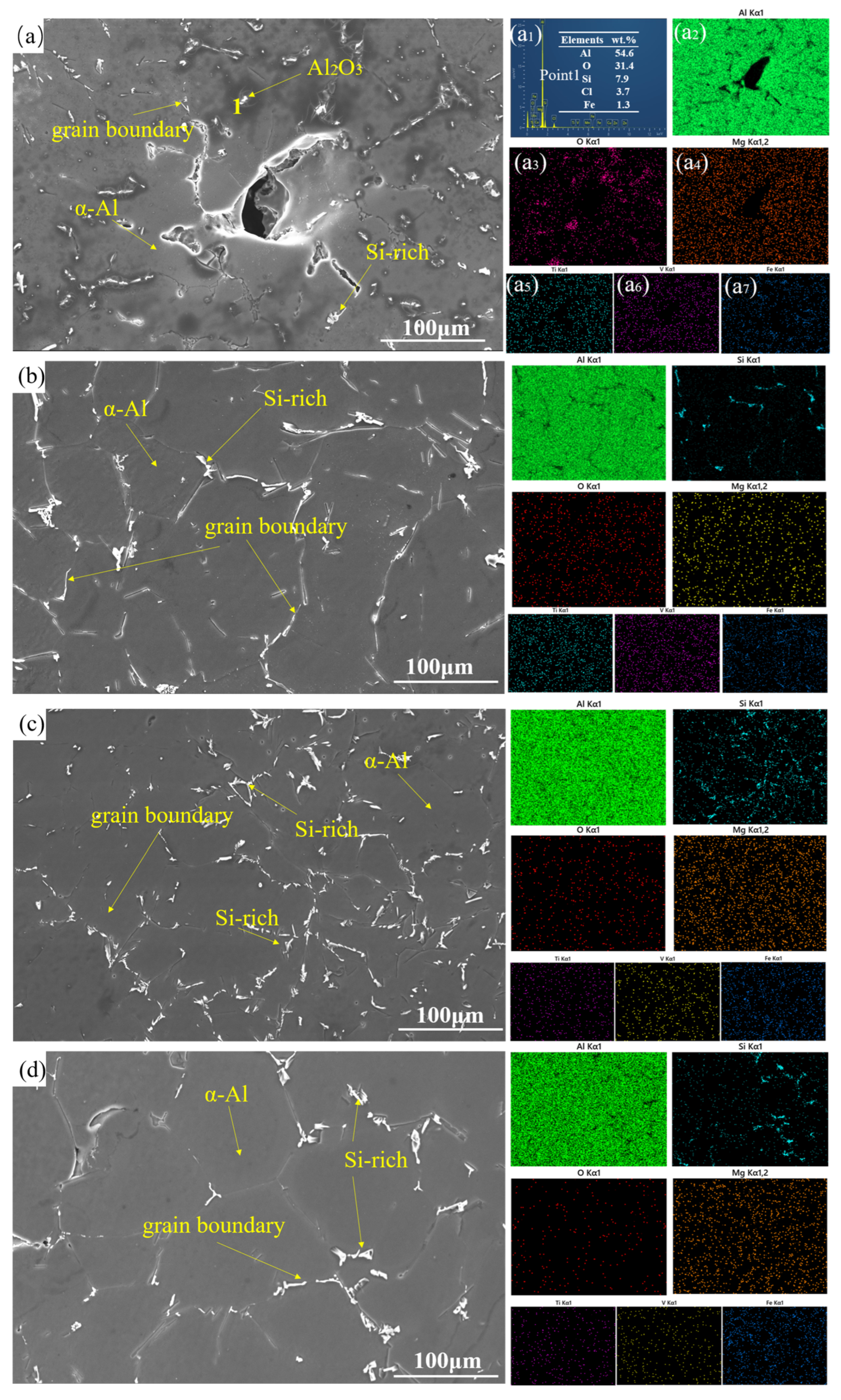
3.3.2. SEM-EDS Analysis
3.3.3. Mechanical Performance
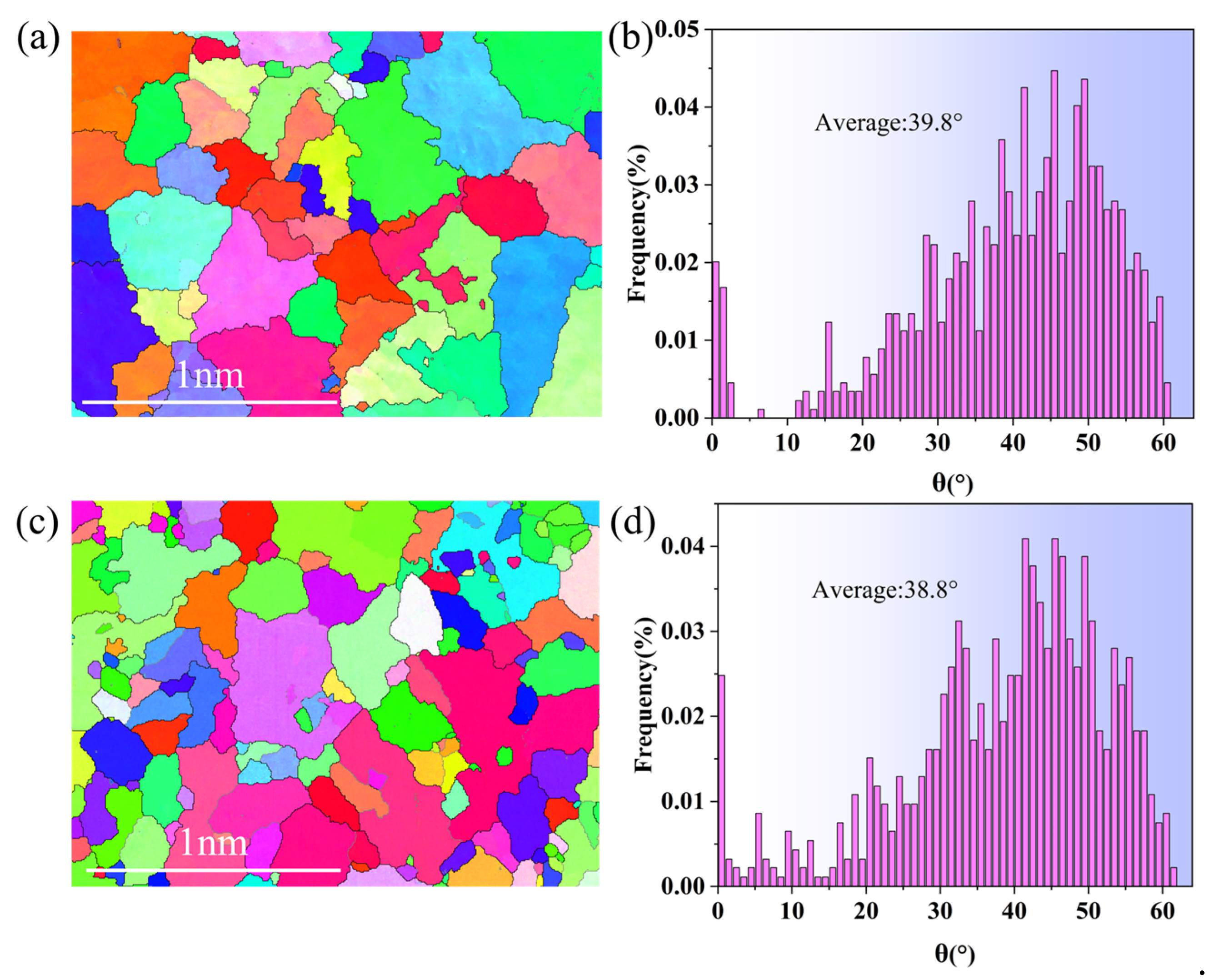
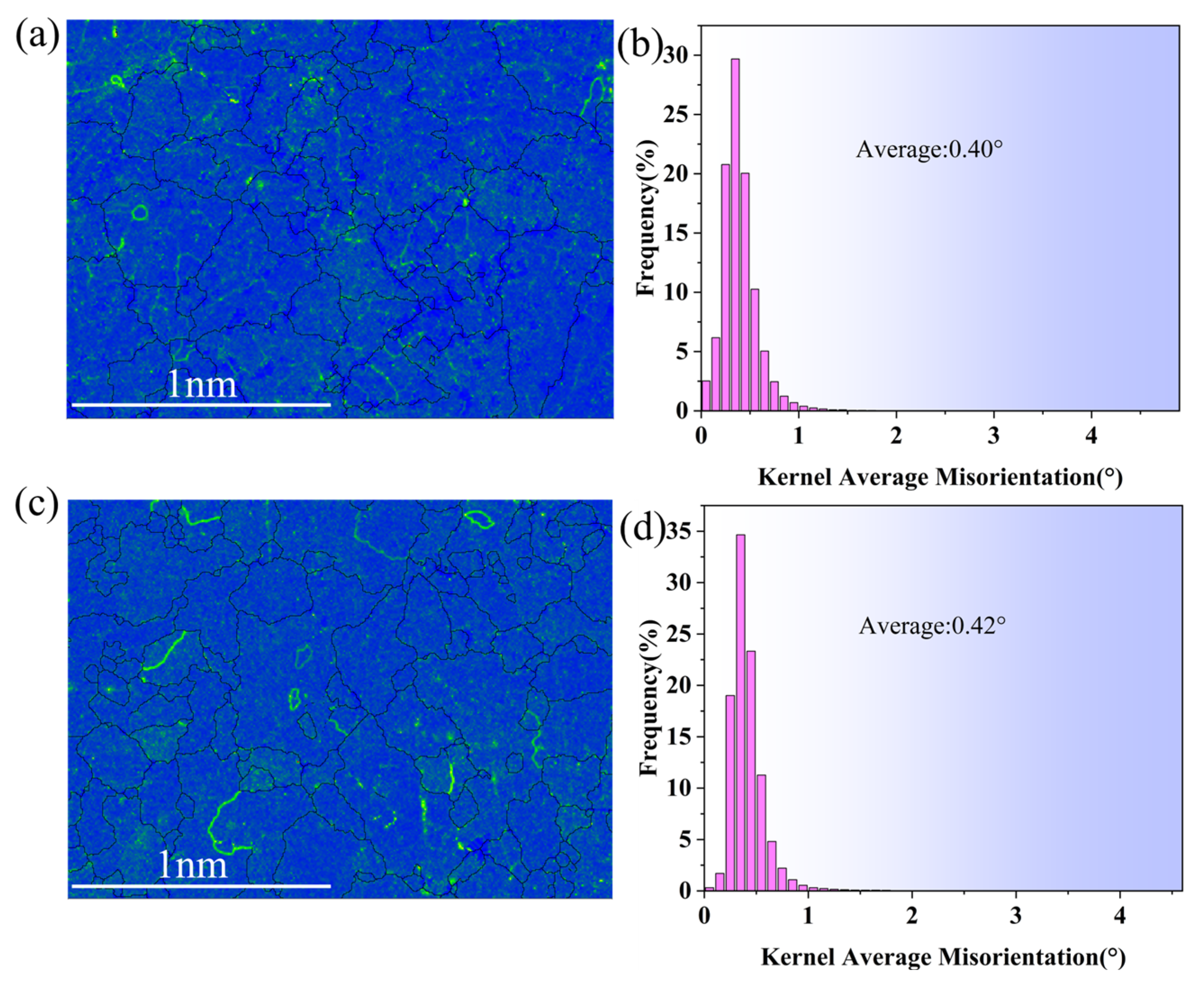
3.3.4. EBSD Analysis
3.3.5. Fracture Analysis
3.4. Exploration of Refining Principles
4. Conclusions
- (1)
- The composite additive achieved removal efficiencies of 89.9% Mg, 68.9% Ti, and 61.5% V. The effect of aluminum–boron master alloy on the elimination of impurity elements Ti and V can be improved by the use of fluxing. Grain refinement and organization flaws can be improved by adding aluminum boron master alloy and fluxing;
- (2)
- The amalgamation of fluxing and aluminum–boron master alloy can modify the grain orientation distribution of secondary Al-Si alloys and augment their geometrical dislocation density, thus improving their mechanical properties;
- (3)
- The tensile properties were considerably enhanced by the use of 0.6 wt.% aluminum–boron master alloy and 0.5 wt.% fluxing. The yield strength was 87.5 MPa, the elongation at break was 10.6%, and the tensile strength was 140.4 MPa, which was 28.7% greater than the raw material.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Mg | Magnesium |
| Ti | Titanium |
| V | Vanadium |
| IPF | Inverse Pole Figure |
| KAM | Kernel Average Misorientation |
| GND | Geometrically Necessary Dislocation |
References
- Hu, K.; Chen, W.; Geng, J.G. Effect of pulsed electric field on the microstructure and mechanical properties of a recycled ADC 12 aluminum alloy. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2024, 238, 430–445. [Google Scholar] [CrossRef]
- Xiang, K.; Qin, L.; Zhao, Y.; Huang, S.; Du, W.; Boller, E.; Rack, A.; Li, M.; Mi, J. Operando study of the dynamic evolution of multiple Fe-rich intermetallics of an Al recycled alloy in solidification by synchrotron X-ray and machine learning. Acta Mater. 2024, 279, 120267. [Google Scholar] [CrossRef]
- Guo, B.; Wang, Y.; Huang, Y.; Peng, J.; Di, Y.; Wang, C.; Wang, K. Upcycling of scrap aluminum to pure aluminum through molten salt electrolysis. Process Saf. Environ. 2024, 191, 94–101. [Google Scholar] [CrossRef]
- Al-Alimi, S.; Yusuf, N.K.; Ghaleb, A.M.; Lajis, M.A.; Shamsudin, S.; Zhou, W.; Altharan, Y.M.; Abdulwahab, H.S.; Saif, Y.; Didane, D.H.; et al. Recycling aluminium for sustainable development: A review of different processing technologies in green manufacturing. Results Eng. 2024, 23, 102566. [Google Scholar] [CrossRef]
- Zhou, B.; Liu, B.; Zhang, S.; Lin, R.; Jiang, Y.; Lan, X. Microstructure evolution of recycled 7075 aluminum alloy and its mechanical and corrosion properties. J. Alloys Compd. 2021, 879, 160407. [Google Scholar] [CrossRef]
- Mantelli, A.; Arcaleni, R.; Girelli, L.; Tonelli, L.; Montesano, L.; Pola, A. Preliminary Investigation on the Use of Recycled A356 Alloy for Semi-Solid Processing. SSP 2023, 347, 83–89. [Google Scholar] [CrossRef]
- Du, S.; Zhang, S.; Wang, J.; Wang, M.; Lv, Z.; Xu, Z.; Ma, L.; Liu, C.; Wang, J.; Liu, J.; et al. Sustainable recycling of aluminum scraps to recycled aerospace-grade 7075 aluminum alloy sheets. Sustain. Mater. Techno 2024, 41, e01100. [Google Scholar] [CrossRef]
- Sarkar, A.; Aktunali, M.; Marthe Arbo, S.; Holmestad, J.; Mario Viespoli, L.; Nyhus, B.; Ringen, G.; Razavi, N. A study on the influence of impurity content on fatigue endurance in a 6082 Al-alloy. Int. J. Fatigue 2024, 186, 108406. [Google Scholar] [CrossRef]
- Srinath, P.; Bhagyanathan, C. Effective reduction of iron impurities in recycled aluminium-silicon alloy type LM-6 through sedimentation and filtration with synthesized Mn, Cr and Zr transition metal powders. Mater. Res. Express 2024, 11, 106508. [Google Scholar] [CrossRef]
- Huang, Y.; Gao, X.; Liu, Y.; Sheng, Z.; Fan, X. A qualitative and quantitative investigation of nonmetallic inclusions in molten Al–Mg, Al–Cu, and Al–Zn–Mg–Cu alloys. J. Mater. Res. Technol. 2024, 28, 87–96. [Google Scholar] [CrossRef]
- Du, S.; Zhang, S.; Wang, M.; Wang, J.; Lv, Z.; Xu, Z.; Liu, C.; Wang, J.; Liu, J.; Liu, B. High-temperature heat treatment attenuating the influence of micron-sized inclusions on the microstructure and properties of recycled Al-Zn-Mg-Cu alloy sheet. J. Mater. Res. Technol. 2024, 30, 4147–4158. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, X.; Wiredu, D.L.N.; And Bai, C. Mathematical Modeling on the Removal of Impurity Elements from Molten Aluminum. Miner. Process. Extr. Met. Rev. 2012, 33, 1–54. [Google Scholar] [CrossRef]
- Chen, G.; Huang, S.; Fu, G.; Wu, J.; Chen, R.; Zheng, X. Optimization of impurity removal and purification flux components and their application in the production of A356 aluminum alloy. J. Phys. Conf. Ser. 2024, 2845, 012008. [Google Scholar] [CrossRef]
- Gudmundsson, S.H.; Matthiasson, J.; Björnsson, B.M.; Gudmundsson, H.; Leosson, K. Quantitative in-situ analysis of impurity elements in primary aluminum processing using laser-induced breakdown spectroscopy. Spectrochim. Acta B 2019, 158, 105646. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, X.; Torgerson, A.T.; And Long, M. Removal of Impurity Elements from Molten Aluminum: A Review. Min. Proc. Ext. Met. Rev. 2011, 32, 150–228. [Google Scholar] [CrossRef]
- Wu, J.; Djavanroodi, F.; Gode, C.; Attarilar, S.; Ebrahimi, M. Melt refining and purification processes in Al alloys: A comprehensive study. Mater. Res. Express 2022, 9, 032001. [Google Scholar] [CrossRef]
- Chen, W.; Liu, Y.; Peng, H.; Wang, J.; Su, X. Effect of strontium and melt purification on the solidification microstructure of hypereutectic Al-Si alloys. Mater. Today Commun. 2023, 34, 105310. [Google Scholar] [CrossRef]
- Liu, G.; Ren, Y.; Ma, W.; Morita, K.; Lei, Y.; Zhan, S.; Lv, G.; Li, S.; Wang, Z.; Li, R. Recent advances and future trend of aluminum alloy melt purification: A review. J. Mater. Res. Technol. 2024, 28, 4647–4662. [Google Scholar] [CrossRef]
- Al Mahmood, A.; Kader, M.A.; Islam, M.B.; Hossain, R. Sustainable transformation of waste Aluminium into high-performance composites: A review. Int. J. Light. Mater. Manuf. 2025, 8, 194–204. [Google Scholar] [CrossRef]
- Gaustad, G.; Olivetti, E.; Kirchain, R. Improving aluminum recycling: A survey of sorting and impurity removal technologies. Resour. Conserv. Recycl. 2012, 58, 79–87. [Google Scholar] [CrossRef]
- Barrera-Méndez, F.; Escobedo-Bocardo, J.C.; Cortés-Hernández, D.A.; Almanza-Robles, J.M.; Muñoz-Arroyo, R.; And Hernández-García, H.M. Magnesium Removal from Molten Al-Si Alloys Using Zeolite. Can. Metall. Q. 2010, 49, 163–170. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, L.; Niu, G.; Mao, J. Conductive Al Alloys: The Contradiction between Strength and Electrical Conductivity. Adv. Eng. Mater. 2021, 23, 2001249. [Google Scholar] [CrossRef]
- Cui, X.; Wu, Y.; Zhang, G.; Liu, Y.; Liu, X. Study on the improvement of electrical conductivity and mechanical properties of low alloying electrical aluminum alloys. Compos. Part B Eng. 2017, 110, 381–387. [Google Scholar] [CrossRef]
- Cui, X.; Ye, H.; Liu, H.; Li, X.; Man, Q.; Li, H.; Cui, H.; Feng, R.; Pan, Y. The improvement mechanism of good matching between electrical conductivity and mechanical properties for Al-4Si-0.8Mg-0.6Fe alloy. J. Alloys Compd. 2023, 938, 168275. [Google Scholar] [CrossRef]
- Ludwig, T.H.; Schaffer, P.L.; Arnberg, L. Influence of Vanadium on the Microstructure of A356 Foundry Alloy. Light. Met. 2016, 64, 1023–1028. [Google Scholar] [CrossRef]
- GB/T228-2002; Metallic Materials Tensile Test at Room Temperature. China Standard Press: Beijing, China, 2002.
- Tan, Q.; Yin, Y.; Prasad, A.; Li, G.; Zhu, Q.; StJohn, D.H.; Zhang, M. Demonstrating the roles of solute and nucleant in grain refinement of additively manufactured aluminium alloys. Addit. Manuf. 2022, 49, 102516. [Google Scholar] [CrossRef]
- Yang, J.; Xu, Y.; Bao, S.; Akhtar, S.; Tundal, U.; Tjøtta, S.; Li, Y. Effect of Inclusion and Filtration on Grain Refinement Efficiency of Aluminum Alloy. Met. Mater. Trans. A 2022, 53, 1000–1012. [Google Scholar] [CrossRef]
- Zhao, Y.; He, W.; Song, D.; Shen, F.; Li, X.; Sun, Z.; Wang, Y.; Liu, S.; Du, Y.; Fernández, R. Effect of ultrasonic melt processing and Al-Ti-B on the microstructural refinement of recycled Al alloys. Ultrason. Sonochem. 2022, 89, 106139. [Google Scholar] [CrossRef]
- Zhang, L.; Jiang, H.; He, J.; Zhao, J. Improved grain refinement in aluminium alloys by re-precipitated TiB2 particles. Mater. Lett. 2022, 312, 131657. [Google Scholar] [CrossRef]
- Liu, X.; Wang, B.; Li, Q.; Wang, J.; Zhang, C.; Xue, C.; Yang, X.; Tian, G.; Liu, X.; Tang, H. Quantifying the Effects of Grain Refiners Al-Ti-B and La on the Microstructure and Mechanical Properties of W319 Alloy. Metals 2022, 12, 627. [Google Scholar] [CrossRef]
- Zhang, X.; Le, Q.; Zhao, D.; Jiang, Y.; Wang, Y.; Wang, T.; Liao, Q. Research status and prospect of grain refinement in aluminum alloy. J. Mater. Res. Technol. 2025, 34, 1880–1893. [Google Scholar] [CrossRef]
- Song, D.; Zhao, Y.; Jia, Y.; Li, X.; Fu, Y.; Zhang, W. Synergistic effects of Mn and B on iron-rich intermetallic modification of recycled Al alloy. J. Mater. Res. Technol. 2023, 24, 527–541. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, X.; Fan, P.; Zhu, L.; Wang, K.; Wang, L.; Zhao, C. Characterization of geometrically necessary dislocation evolution during creep of P91 steel using electron backscatter diffraction. Mater. Charact. 2023, 195, 112501. [Google Scholar] [CrossRef]
- Khaliq, A.; Alghamdi, A.S.; Rajhi, W.; Subhani, T.; Ramadan, M.; Halim, K.S.A.; Qian, M. Thermodynamic and Kinetic Analyses of the Removal of Impurity Titanium and Vanadium from Molten Aluminum for Electrical Conductor Applications. Met. Mater. Trans. B 2021, 52, 3130–3141. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Fe | Cu | Mn | Mg | Ti | V |
|---|---|---|---|---|---|---|---|---|
| Content wt.% | 96.8 | 1.94 | 0.736 | 0.212 | 0.0516 | 0.0188 | 0.0225 | 0.0221 |
| Element | Al | Si | Fe | Cu | Mn | Mg | Ti | V |
|---|---|---|---|---|---|---|---|---|
| Content wt.% | 96.9 | 1.93 | 0.723 | 0.209 | 0.0508 | 0.0019 | 0.0070 | 0.0085 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, W.; Jin, H.; Wang, X.; Jiang, J. Impact of Melt Refining on Secondary Al-Si Alloys’ Microstructure and Tensile Mechanical Performance. Metals 2025, 15, 556. https://doi.org/10.3390/met15050556
Gu W, Jin H, Wang X, Jiang J. Impact of Melt Refining on Secondary Al-Si Alloys’ Microstructure and Tensile Mechanical Performance. Metals. 2025; 15(5):556. https://doi.org/10.3390/met15050556
Chicago/Turabian StyleGu, Wei, Huixin Jin, Xue Wang, and Jiajun Jiang. 2025. "Impact of Melt Refining on Secondary Al-Si Alloys’ Microstructure and Tensile Mechanical Performance" Metals 15, no. 5: 556. https://doi.org/10.3390/met15050556
APA StyleGu, W., Jin, H., Wang, X., & Jiang, J. (2025). Impact of Melt Refining on Secondary Al-Si Alloys’ Microstructure and Tensile Mechanical Performance. Metals, 15(5), 556. https://doi.org/10.3390/met15050556