
Fatigue Threshold and Microstructure Characteristic of TC4 Titanium Alloy Processed by Laser Shock


Abstract
1. Introduction
2. Models and Methods
2.1. LSP Treatment
2.2. Fatigue Test
2.3. Numerical Simulation
2.3.1. CPFE Theory
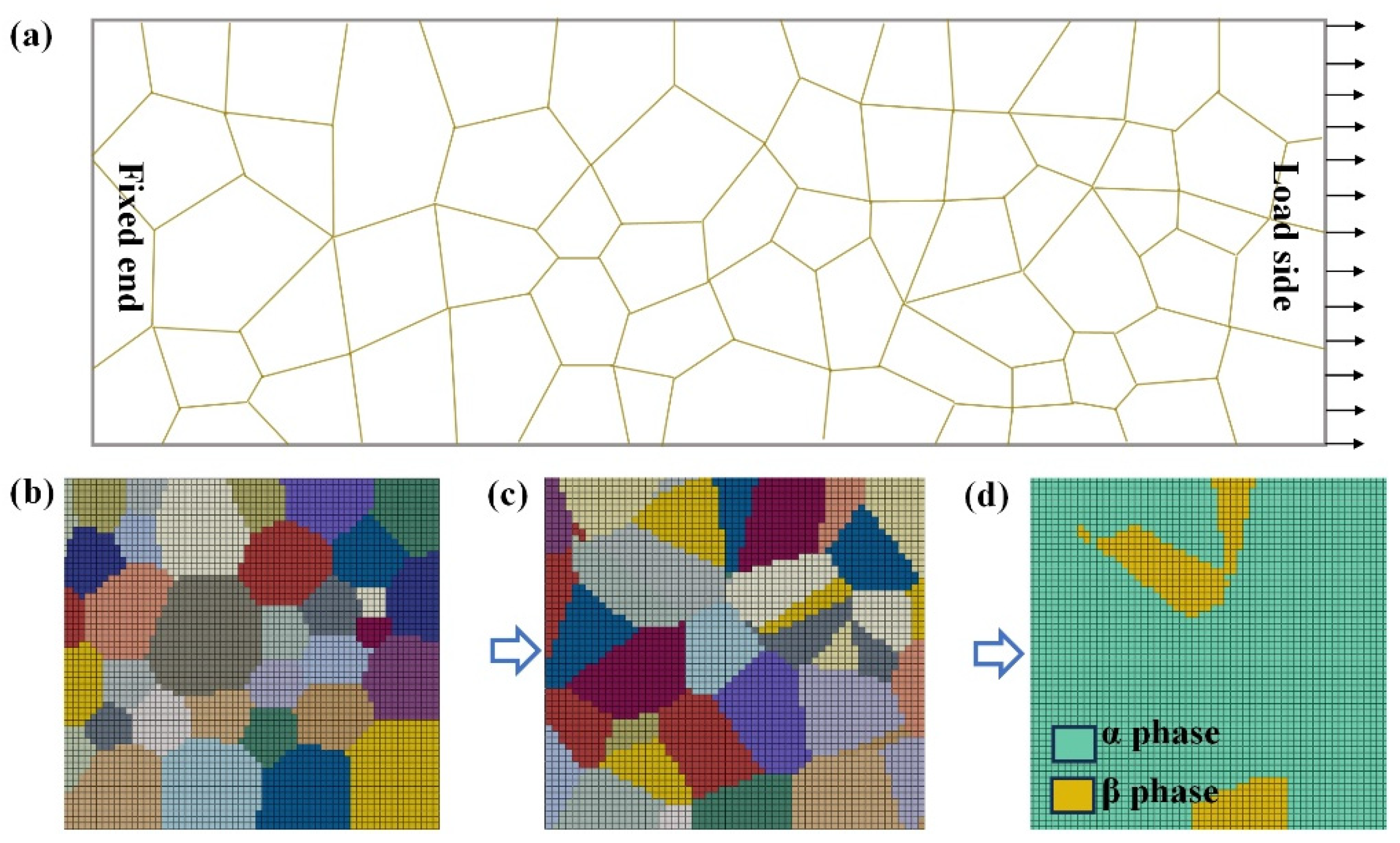
2.3.2. CPFE Modeling
3. Results
3.1. Fatigue Life and Fracture Morphology
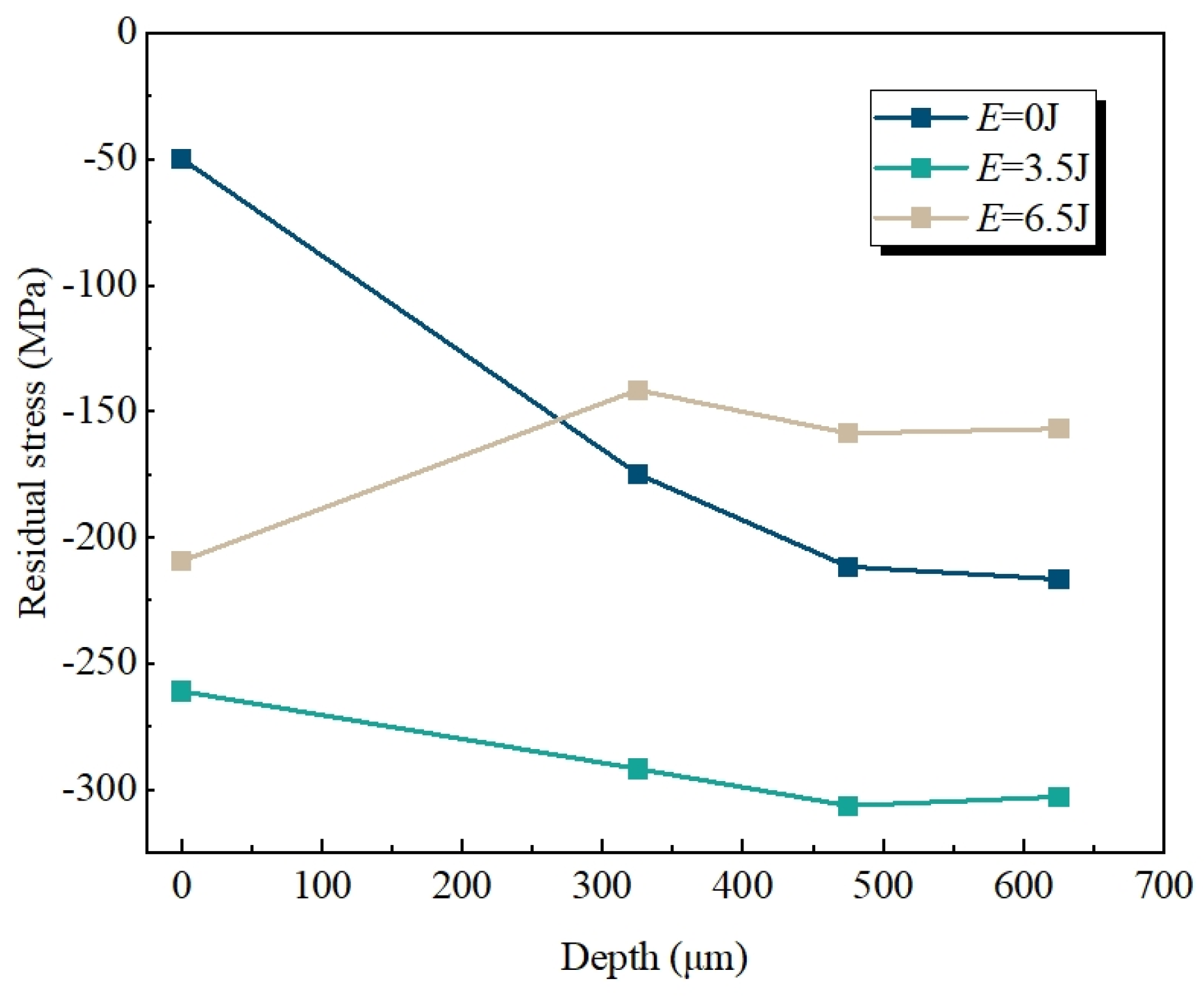
3.2. Residual Stress
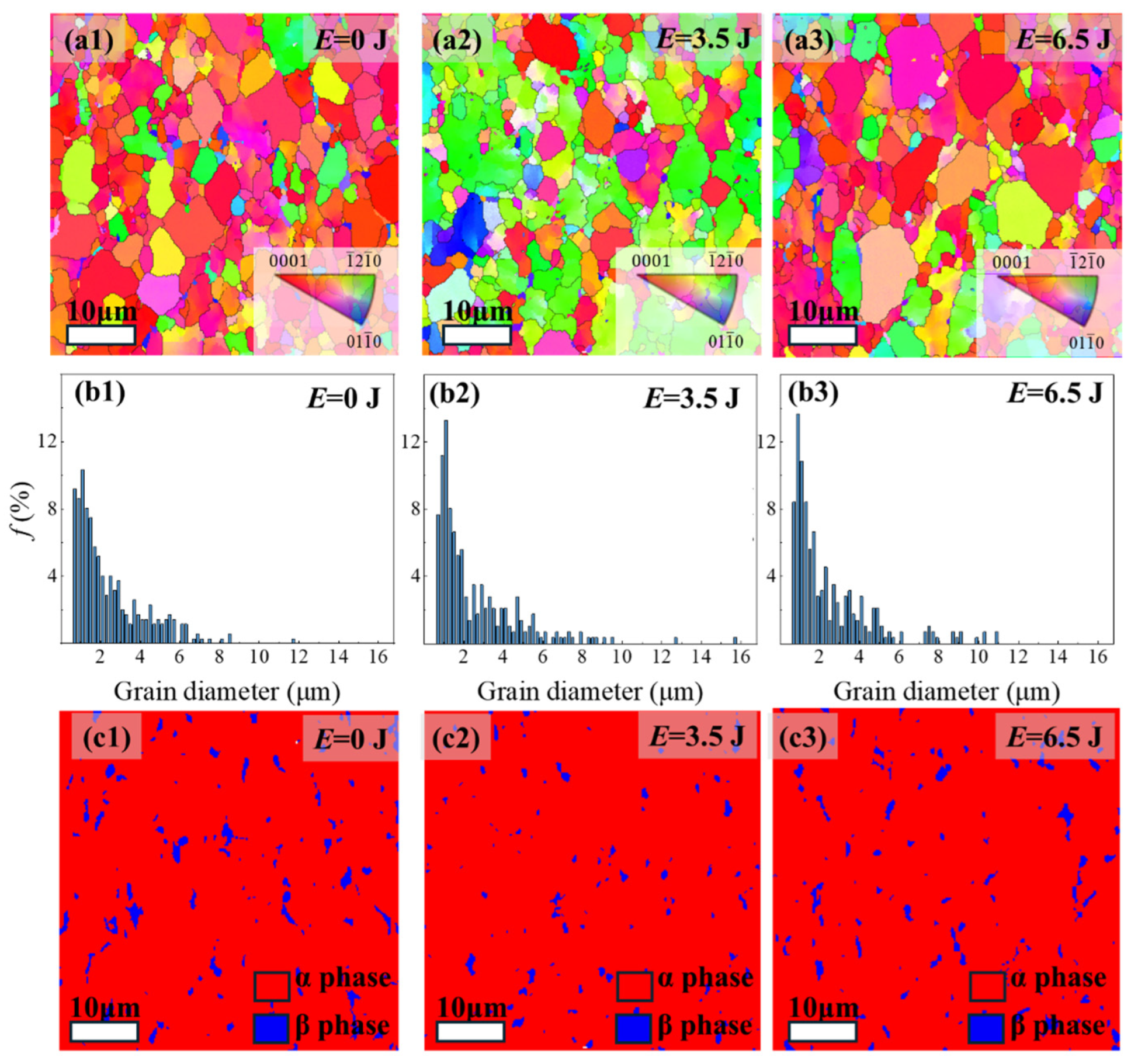
3.3. Grain Analysis
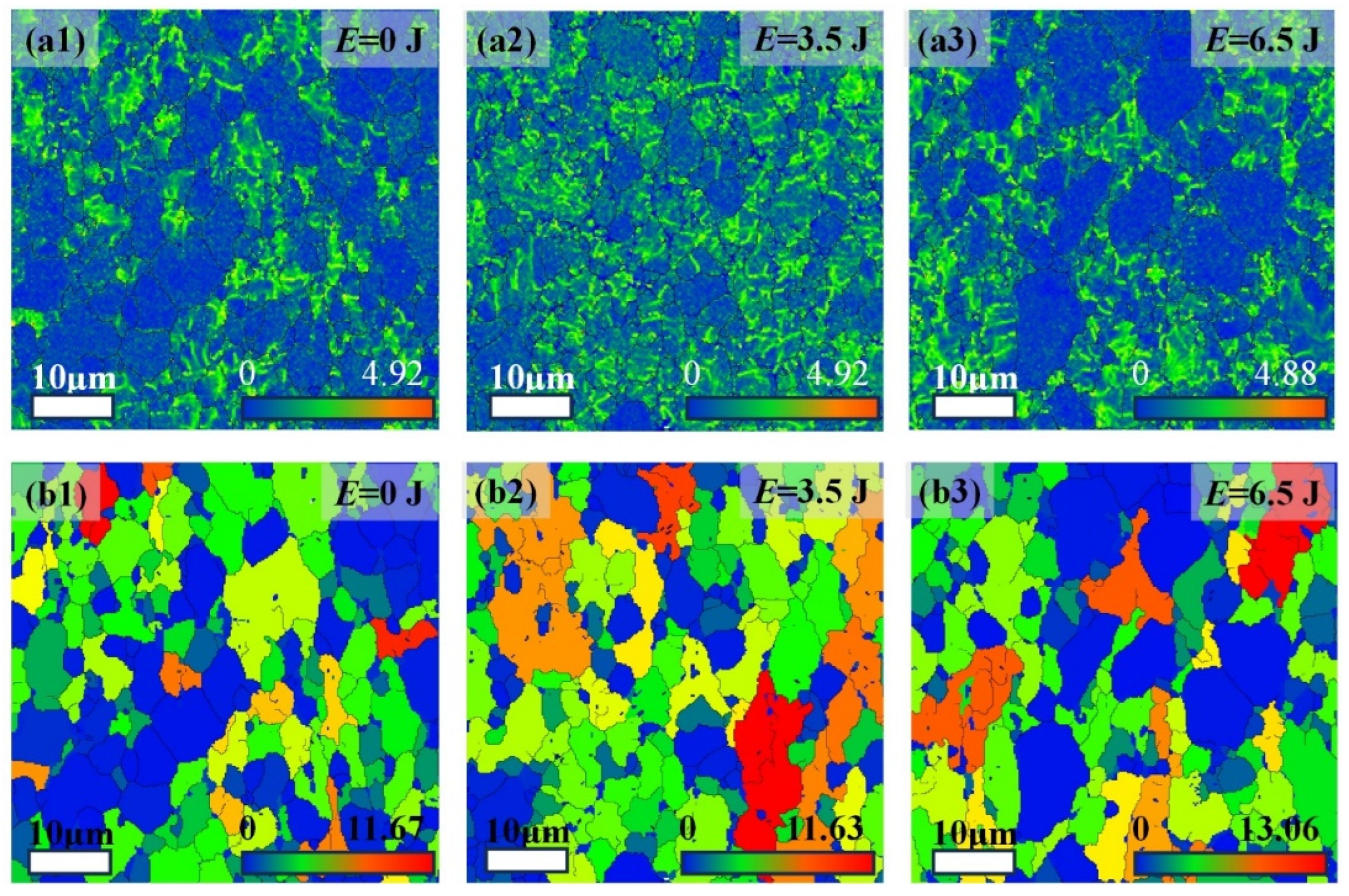
3.4. Plastic Deformation
4. Discussion
4.1. Microstructure Effect
4.2. Temperature Rise Effect
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nie, X.F.; He, W.F.; Cao, Z.Y.; Song, J.D.; Li, X.; Pang, Z.C.; Yan, X.Y. Experimental study and fatigue life prediction on high cycle fatigue performance of laser-peened TC4 titanium alloy. Mater. Sci. Eng. A 2021, 822, 141658. [Google Scholar] [CrossRef]
- Wang, C.; Liu, X.; Huang, H.; Wang, S.; Li, B.; Wang, X.; Deng, H.; Shen, G. FEM-ANN coupling dynamic prediction of residual stresses induced by laser shock peening of TC4 titanium alloy. Opt. Laser Technol. 2024, 179, 111395. [Google Scholar] [CrossRef]
- Zhang, S.; Jiang, R.; Wang, R.; Qin, X.; Zhang, Y.; Zhang, W. Mechanical behaviour and subsurface characteristics of Ti-6Al-4V subjected to electropulsing-assisted multiple laser shock processing impacts. Mater. Sci. Eng. A 2025, 920, 147553. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.P.; Khairallah, S.A.; Forien, J.B.; Balogh, L.; Cunningham, R.W.; Rollett, A.D.; Wang, Y.M. Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater. Des. 2018, 158, 113–126. [Google Scholar] [CrossRef]
- Li, Z.C.; Affolter, C. High-cycle fatigue performance of laser powder bed fusion Ti-6Al-4V alloy with Inherent internal defects: A critical literature review. Metals 2024, 14, 972. [Google Scholar] [CrossRef]
- Tang, W.; Su, S.; Sun, S.; Liu, S.; Yi, M. Phase-field modeling for predicting three-dimensional fatigue crack initiation and growth under laser shock peening induced residual stress. Int. J. Fatigue 2025, 193, 108786. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Guo, W.; Shi, J.X.; Chi, J.X.; Chen, G.X.; Han, G.F.; Zhang, H.Q. Improved rotating bending fatigue performance of laser directed energy deposited Ti6Al4V alloys by laser shock peening. J. Alloys Compd. 2024, 980, 173664. [Google Scholar] [CrossRef]
- Phipps, C.R., Jr.; Turner, T.P.; Harrison, R.F.; York, G.W.; Osborne, W.Z.; Anderson, G.K.; Corlis, X.F.; Haynes, L.C.; Steele, H.S.; Spicochi, K.C.; et al. Impulse coupling to targets in vacuum by KrF, HF, and CO2 single-pulse lasers. J. Appl. Phys. 1988, 64, 1083–1096. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Hu, W.; Peng, X.; Ding, Y.; Zhu, Z.; Ma, G.; Wang, J.; Ye, Z.; Li, D. The effect of laser shock processing on the microstructures and properties of 2060 Al Li alloys. Surf. Coat. Technol. 2022, 434, 128208. [Google Scholar] [CrossRef]
- Attolico, M.A.; Barile, C.; Casavola, C.; Moramarco, V.; Furfari, D.; Busse, D.O. Effects of laser shock peening on surface roughness and residual stress of AA 7050-T7451. J. Mater. Eng. Perform. 2022, 31, 7973–7988. [Google Scholar] [CrossRef]
- Hu, X.; Yang, Y.; Zhao, J.; Lu, Y.; Wu, J.; Qiao, H. Surface integrity evolution of a Ni-based single crystal superalloy by laser shock peening. Appl. Surf. Sci. 2021, 6, 100183. [Google Scholar] [CrossRef]
- Luo, X.; Xu, Z.; Tian, K.; Wang, Y.; Wang, X.; Wang, K.; Yu, Y.; Ye, C.; Dang, N. Effect of overlap pattern on the residual stress, surface morphology and fatigue properties of Ti-6Al-4V alloy by multiple laser shock peening. Opt. Laser Technol. 2025, 180, 111486. [Google Scholar] [CrossRef]
- Zhelnin, M.; Kostina, A.; Vshivkov, A.; Gachegova, E.; Plekhov, O.; Swaroop, S. Fatigue life investigation of notched TC4 specimens subjected to different patterns of laser shock peening. Frat. Integr Strut. 2023, 17, 100–111. [Google Scholar]
- Wang, B.; Cheng, L.; Wu, Y.; Ding, J.; Zhang, X. Research on ultra-high cycle fatigue performance and reliability life analysis of TC4 by laser shock peening. J. Phys. Conf. Ser. 2022, 2174, 012037. [Google Scholar] [CrossRef]
- Wang, M.Y.; Chen, X.Z.; Dai, F.Z.; Siddiquee, A.N.; Konovalov, S. Effects of different laser shock processes on the surface morphology and roughness of TC4 titanium alloy. J Mater Process Tech. 2024, 325, 118301. [Google Scholar] [CrossRef]
- Jiang, Y.; Liu, X.; Wang, Y.; Cui, L.; Ji, G.; Liu, W.; Wang, S. Investigation of residual stress distribution and fatigue of 7050-T7451 alloy hole components with laser shock and ultrasonic extrusion. Metals 2024, 14, 597. [Google Scholar] [CrossRef]
- Liu, Q.; Chu, S.; Zhang, X.; Wang, Y.; Zhao, H.; Zhou, B.; Wang, H.; Wu, G.; Mao, B. Laser shock processing of titanium alloys: A critical review on the microstructure evolution and enhanced engineering performance. J. Mater. Sci. Technol. 2025, 209, 262–291. [Google Scholar] [CrossRef]
- Zhang, H.P.; Cai, Z.Y.; Guo, W.; Zhang, H.Q.; Yan, J.F.; He, G.Z.; Zhang, Y.X.; Sun, R.J.; Che, Z.G. Experimental and numerical studies of fatigue behavior of Ti6Al4V alloy treated by laser shock peening. Surf. Coat. Technol. 2022, 441, 128524. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, L.; Liu, L.; He, W.; Pan, X.; Nie, X.; Luo, S. Fatigue strength improvement in Ti-6Al-4V subjected to foreign object damage by combined treatment of laser shock peening and shot peening. Int. J. Fatigue 2022, 155, 106581. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, Y.; Fu, X.; Liu, M.; Cao, Z.; Gai, P.; Zhou, W. Numerical simulation study of combined shot peening and laser shock peening on surface integrity of Ti-6Al-4V titanium alloy. Surf. Coat. Technol. 2024, 487, 130997. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L.; Na, S. Effect of manganese on grain morphology and microstructure of Ti-6Al-4V alloy by laser wire deposition. J. Mater. Res. Technol. 2024, 32, 1141–1151. [Google Scholar] [CrossRef]
- Hu, W.; Yi, M. Predicting tensile behavior and fatigue life of laser shock peened titanium alloy by crystal plasticity model. Int. J. Fatigue 2024, 187, 108476. [Google Scholar] [CrossRef]
- Ren, J.; Wang, Q.; Zhang, B.; Yang, D.; Lu, X.; Zhang, X.; Zhang, X.; Hu, J. Influence of microstructure on fatigue crack growth behavior of Ti-6Al-3Nb-2Zr-1Mo alloy: Bimodal vs. lamellar structures. Intermetallics 2021, 130, 107058. [Google Scholar] [CrossRef]
- Ouyang, W.; Zhang, L.; Wu, H.C.; Wu, D.; Zhang, S.W.; Qin, X.; Jiang, S.L.; Li, S.J.; Zhang, W.W.; Sheng, L.Y. Optimized mechanical properties of the hot forged Ti-6Al-4V alloy by regulating multiscale microstructure via laser shock peening. Int. J. Mach. Tools Manuf. 2024, 201, 104192. [Google Scholar] [CrossRef]
- Zeng, L.; Lei, L.; Yang, J.; Luo, X.; Zhang, G. Microstructure-dependent local fatigue cracking resistance of bimodal Ti-6Al-4V alloys. Adv. Eng. Mater. 2018, 20, 1700702. [Google Scholar] [CrossRef]
- Guo, P.; Zhao, Y.; Zeng, W.; Liu, J. Effect of microstructure on the fatigue crack propagation behavior of TC4-DT titanium alloy. J. Mater. Eng. Perform. 2015, 24, 1865–1870. [Google Scholar] [CrossRef]
- Wu, D.; Liu, L.; Zhang, L.; Wang, W.; Zhou, K. Tensile deformation mechanism and micro-void nucleation of Ti-55531 alloy with bimodal microstructure. J. Mater. Res. Technol. 2020, 9, 15442–15453. [Google Scholar] [CrossRef]
- ASTM E466-21; Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2021.
- Taylor, G.I. Plastic Deformation of Metals. J. Inst. Met. 1938, 62, 307–324. [Google Scholar]
- Kapoor, K.; Ravi, P.; Noraas, R.; Park, J.; Venkatesh, V.; Sangid, M. Modeling Ti-6Al-4V using crystal plasticity, calibrated with multi-scale experiments, tounderstand the effect of the orientation and morphology of the alpha and beta phases on time dependent cyclic loading. J. Mech. Phys. Solids. 2021, 146, 104192. [Google Scholar] [CrossRef]
- Wang, B.; Cheng, L.; Li, D.C. Study on very high cycle fatigue properties of forged TC4 titanium alloy treated by laser shock peening under three-point bending. Int. J. Fatigue 2022, 156, 106668. [Google Scholar] [CrossRef]
- Ermakova, A.; Razavi, N.; Cabeza, S.; Gadalinska, E.; Reid, M.; Paradowska, A.; Ganguly, S.; Berto, F.; Mehmanparast, A. The effect of surface treatment and orientation on fatigue crack growth rate and residual stress distribution of wire arc additively manufactured low carbon steel components. J. Mater. Res. Technol. 2023, 24, 2988–3004. [Google Scholar] [CrossRef]
- Luo, J.; Tang, W.; Cui, S. The effect of laser shock peening on the microstructure and wear resistance of micro-arc oxidation coatings on TC4 alloy. J. Mater. Res. Technol. 2023, 26, 5851–5859. [Google Scholar] [CrossRef]
- Xiao, J.F.; Jing, Y.D.; Esmaeilzadeh, R.; Cayron, C.; Logé, R.E. Microstructure and texture evolution in laser shock peened martensitic NiTi shape memory alloy. Mater. Des. 2025, 249, 113555. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhou, W.F.; Liu, F.F.; Ren, Y.P.; Yuan, S.Q.; Ren, N.F.; Xu, S.D.; Yang, T. Microstructure evolution and grain refinement of Ti-6Al-4V alloy by laser shock processing. Appl. Surf. Sci. 2016, 363, 44–49. [Google Scholar] [CrossRef]
- Matsumoto, H.; Yoneda, H.; Sato, K.; Kurosu, S.; Maire, E.; Fabregue, D.; Konno, T.J.; Chiba, A. Room-temperature ductility of Ti-6Al-4V alloy with α′ martensite microstructure. Mater. Sci. Eng. A 2011, 28, 1512–1520. [Google Scholar] [CrossRef]
- Ye, C.; Telang, A.; Gill, A.; Suslov, S.; Yaakov, I.; Zweiacher, K.; Wiezorek, M.K.; Zhou, Z.; Qian, D.; Mannava, S.R.; et al. Gradient nanostructure and residual stresses induced by Ultrasonic Nano-crystal Surface Modification in 304 austenitic stainless steel for high strength and high ductility. Mater. Sci. Eng. A 2014, 613, 274–288. [Google Scholar] [CrossRef]
- Li, N.; Wang, Y.D.; Lin, R.P.; Sun, X.; Liaw, P.K.; Wu, G.L.; Wang, L.; Cai, H.N. Localized amorphism after high-strain-rate deformation in TWIP steel. Acta Mater. 2011, 59, 6369–6377. [Google Scholar] [CrossRef]
- Pan, X.; Wang, X.; Tian, Z.; He, W.; Shi, X.; Chen, P.; Zhou, L. Effect of dynamic recrystallization on texture orientation and grain refinement of Ti6Al4V titanium alloy subjected to laser shock peening. J. Alloys Compd. 2021, 850, 156672. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Cui, C.Y.; Sun, G.F.; Zhou, J.Z.; Zhang, L.; You, J.; Chen, K.M.; Zhong, J.W. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, H.; Qiao, H.C. Microstructure characteristics and formation mechanism of TC17 titanium alloy induced by laser shock processing. J. Alloys Compd. 2017, 722, 509–516. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Branner, G. Investigations on residual stresses and deformations in selective laser melting. Prod. Eng. Res. Devel. 2010, 4, 35–45. [Google Scholar] [CrossRef]
- Wu, J.; Wang, L.; An, X. Numerical analysis of residual stress evolution of AlSi10Mg manufactured by selective laser melting. Optik 2017, 137, 65–78. [Google Scholar] [CrossRef]
- Zhang, X.; Kang, J.; Rong, Y.; Wu, P.; Feng, T. Effect of scanning routes on the stress and deformation of overhang structures fabricated by SLM. Materials 2018, 12, 47. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of aluminium alloys: Additive manufacturing of aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Guo, W.; Sun, R.; Song, B.; Zhu, Y.; Li, F.; Che, Z.; Li, B.; Guo, C.; Liu, L.; Peng, P. Laser shock peening of laser additive manufactured Ti6Al4V titanium alloy. Surf. Coat. Technol. 2018, 349, 503–510. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, Y.; Huang, Z. Microstructure evolution and strengthening mechanisms of pure titanium with nano-structured surface obtained by high energy shot peening. Vacuum 2016, 125, 215–221. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | α Phase | β Phase | |
|---|---|---|---|
| C11/MPa | 162,400 | 13,500 | |
| C12/MPa | 9200 | 11,300 | |
| C44/MPa | 6900 | 54,900 | |
| C13/MPa | 180,700 | ||
| C33/MPa | 49,700 | ||
| τ0/MPa | Basal | 420 | 333 |
| Prism | 420 | ||
| Pyramidal | 490 | ||
| τs/MPa | Basal | 462 | 366 |
| Prism | 407 | ||
| Pyramidal | 539 | ||
| h0/MPa | Basal | 631.2 | 100 |
| Prism | 436.2 | ||
| Pyramidal | 436.2 | ||
| γ | 0.001 | 0.001 | |
| n | 15 | 15 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zha, S.; Zhang, H.; Yang, J.; Zhang, Z.; Qi, X.; Zu, Q. Fatigue Threshold and Microstructure Characteristic of TC4 Titanium Alloy Processed by Laser Shock. Metals 2025, 15, 453. https://doi.org/10.3390/met15040453
Zha S, Zhang H, Yang J, Zhang Z, Qi X, Zu Q. Fatigue Threshold and Microstructure Characteristic of TC4 Titanium Alloy Processed by Laser Shock. Metals. 2025; 15(4):453. https://doi.org/10.3390/met15040453
Chicago/Turabian StyleZha, Sixin, Heng Zhang, Jiong Yang, Zhen Zhang, Xinxin Qi, and Qun Zu. 2025. "Fatigue Threshold and Microstructure Characteristic of TC4 Titanium Alloy Processed by Laser Shock" Metals 15, no. 4: 453. https://doi.org/10.3390/met15040453
APA StyleZha, S., Zhang, H., Yang, J., Zhang, Z., Qi, X., & Zu, Q. (2025). Fatigue Threshold and Microstructure Characteristic of TC4 Titanium Alloy Processed by Laser Shock. Metals, 15(4), 453. https://doi.org/10.3390/met15040453