1. Introduction
In recent years, SiC/BN/SiC Ceramic Matrix Composites (CMCs) have started to be used as replacements for Ni-based superalloys in commercial aero-engines for the design and manufacturing of high-pressure turbine seal segments, also called shrouds [
1,
2,
3]. The seal segment controls the gap between the tip of the blade and the casing, and therefore has an influence on the turbomachinery performance and local temperature [
4]. CMCs can work at higher temperatures than their metallic counterparts and they are lighter (approximately one third of the density of Nickel alloys). In addition, CMC components do not require internal cooling, adding further simplification and weight reduction to the air system. However, at temperatures higher than 1200 degrees Celsius, CMCs tend to embrittle in oxygen and/or water-rich environments [
5]. They also tend to have defects (lack of slurry infiltration, porosity, debonding), making the material/strength properties subject to a higher scatter compared to their metallic counterparts [
6,
7]. CMC surfaces exposed to high temperatures therefore have to be protected by an environmental barrier coating (EBC) system. Several coating systems have been used through the years of development of CMC materials, from mullite and BSAS to Rare Earth silicates [
4,
8]. To date, multi-layer coatings have become the standard for CMCs in aero-engine applications, as described in [
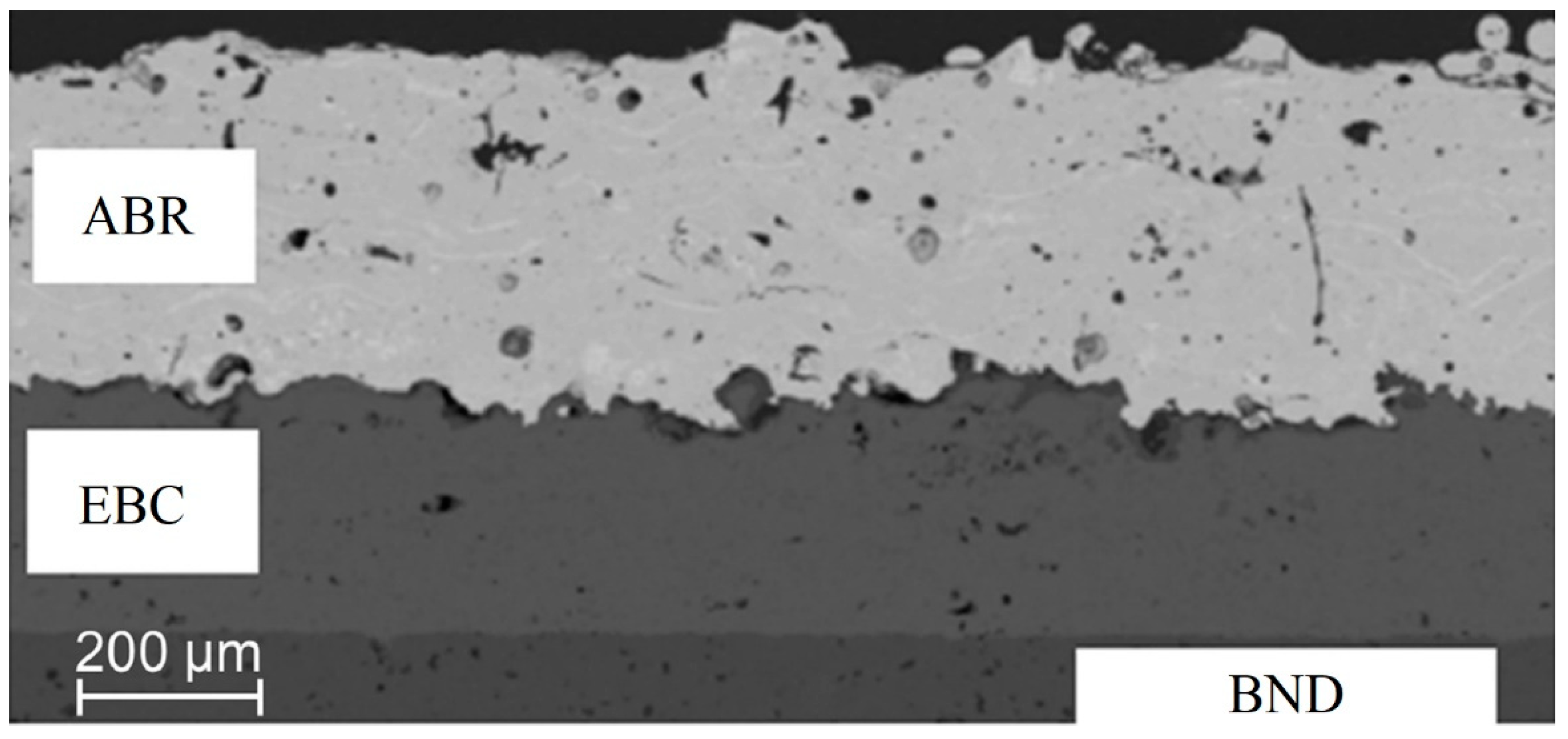
9]. A silicon layer exists directly in contact with the CMC substrate, and it is denoted as a bond line (BND). Then, an ytterbium disilicate environmental barrier coating (EBC) is deposited above the BND. Lastly, directly on the flow path (annulus line) exposed surface, an abradable layer (ABR) mainly made of ytterbium disilicate is placed. The ABR is a sacrificial layer to control the passage of the tip of the turbine blade and maximize aerodynamic efficiency [
10]. The ABR is less stiff than the EBC since controlled porosity is induced [
10]. The three-layer coating used in this work is shown in
Figure 1 [
9].
The seal segment (or shroud) is subjected to thermal gradients as the gas flow is at a high temperature on one side of the component and cool air (cooling system) flows on the other side. Consequently, the coating is subjected to thermal gradients, both in plane and through the thickness. There are four main failure mechanisms of this kind of coating for this specific component: (i) vertical cracking, (ii) thermally grown oxide (TGO), (iii) steam degradation and consequent thickness reduction, and (iv) calcium–magnesium–alumina silicate (CMAS) attacks [
11,
12].
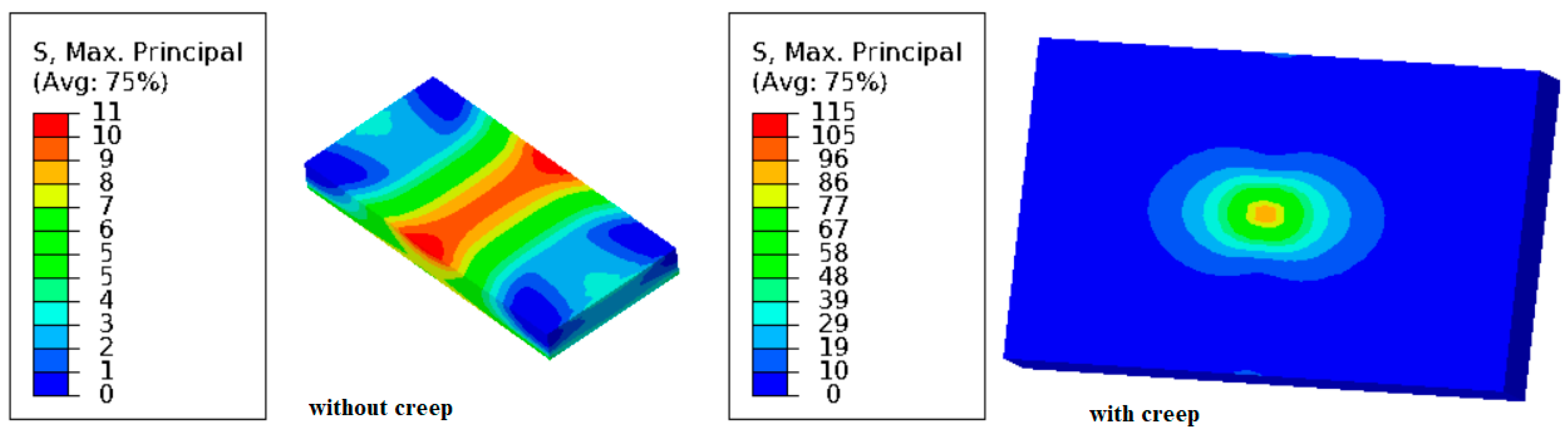
Vertical cracking (also known as “mud” cracking) of ytterbium disilicate (ABR and, potentially, EBC layers) is caused by in-plane and through-the-thickness thermal gradients, residual stresses, and creep. These cracks can be seen after coating deposition with a plasma spray due to the change in the composition of the materials caused by the manufacturing processes, as detailed in [
13], or simply during the thermal transients. Vertical cracks arise in the ABR (and, eventually, in the EBC) to relieve the stress that is caused by a different expansion coefficient of the constituents when subjected to elevated temperatures. These vertical cracks are equally spaced in a uniform-porosity material and uniform thermal gradient. The stress field may be affected by the presence of residual stress, caused by the coating deposition and consequent cooling [
14]. Zhao et al. [
14] measured the residual stresses by a photoluminescence technique and observed that the stresses arise from the mismatch between the substrate and coating and change when moving from the interface to the top of the coating, leading to a variation in the mechanical properties of the coating. That said, residual stress maps (initial strains) should be added as input to a Finite Element model when lifing the coating. Crack formation is affected by creep; therefore, it is also fundamental to include creep deformation as a part of the analysis.
The second mechanism is the TGO. The presence of mud cracks through the ABR and EBC layers could provide a preferential transport path, oxidizing species with a gas phase to the BND, resulting in the rapid growth of an ab-cristobalite (SiO
2) phase on the outer silicon surface. The same mechanism is also seen at the edge of the coating [
11], directly exposed to external elements. The thermally grown oxide (TGO) is subjected to a significant reduction in volume (~4.5%) during its cubic-to-tetragonal (inversion type)
β/
α phase transformation when cooled down, resulting in severe TGO microcracking and delamination (spallation) of the EBC [
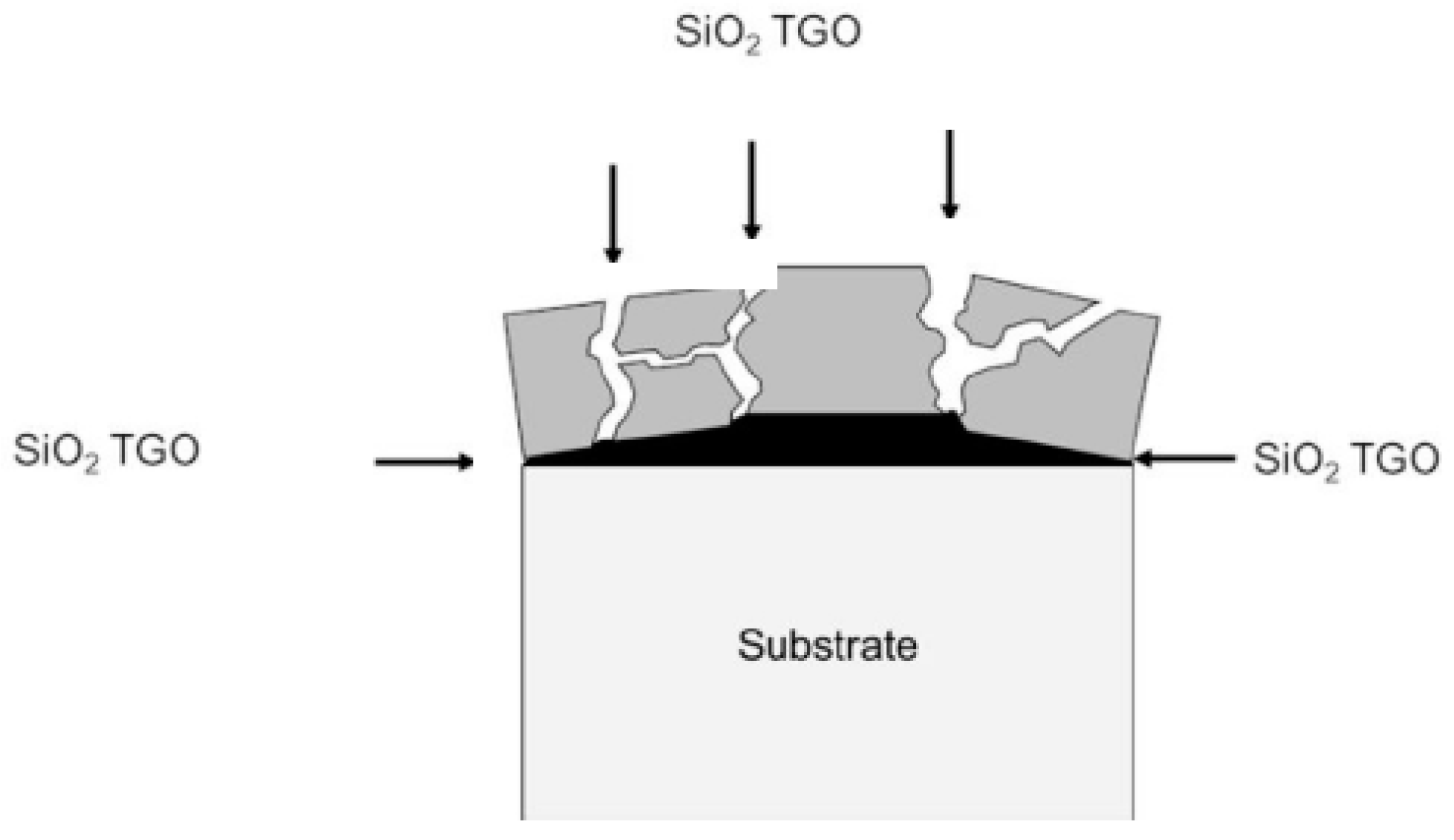
15]. A visual example of TGO formation (and therefore of BND degradation and progressive failure) is shown in
Figure 2. Sullivan [
15] developed a model to predict the oxidation of silicon particles when they are exposed to oxygen at an elevated temperature and simulate the oxidation and the oxidation rate progressions as a function of the morphology of the coating and influenced by the type of oxidant (dry oxygen or vapor, for example). From the outcomes of this study, it can be argued that, in terms of structural mechanics and damage progression, the delamination can therefore start at the edge of the coating, or underneath a vertical crack that progressed from the top (ABR, EBC), although no experimental evidence exists of this potential path to TGO formation.
The third mechanism is silica volatilization, caused by an elevated-temperature steam environment [
16]. This phenomenon is faster with the increase in temperature, especially around 1400 degrees Celsius. The top layers of the coating, made of ytterbium disilicate, when exposed to hot stream [
17], were found to be depleted of silica, leaving ytterbium mono-silicate. The chemical reaction is given in Equation (1) [
17]:
From the structural integrity point of view, silica volatilization has multiple effects, the most crucial one being the reduction in coating thickness. This affects the thermal field (a thinner coating has a different behavior in terms of being a thermal barrier), the stiffness, and the strength of the coating. The thermal stress field of the coating and the substrate thus can lead to potential cracking. Golden and Opila [
18] experimentally investigated the volatilization kinetics of silicon, titanium, and ytterbium oxides by subjecting the materials to a steam jet furnace to simulate the real turbine engine environment and evaluated the speed of recession. The authors observed a recession rate of 4.1 µm/h and 0.92 µm/h for SiO
2 and TiO
2, respectively, while the Ytterbium oxide (Y
2O
3) showed a higher stability, registering a recession rate of less than 0.01 µm/h at the test temperature of 1500 °C. Richards [
19] investigated the failure mechanisms of different EBCs applied by an atmospheric plasma spray (APS) process, with particular attention to ytterbium monosilicate (Yb
2SiO
5) and disilicate (Yb
2Si
2O
7), evaluating the influence of the spray conditions. Under optimized deposition conditions, the ytterbium-based EBC, manufactured by the author and tested in his steam furnace cyclic test, registered a remarkable value of 44.65 nm/h. This value is an indication of the speed of the process. The number, however, needs to be scaled with an Arrhenius-type equation to take into account the temperature, flow speed, and steam partial pressure during the flight profile. The work of Richards [
15] paved the way for further works, explicitly indicating the critical aspects that need to be addressed, namely, the influence of the bond coat on the stress between the EBC and substrate, the presence of multiple layers (environmental and thermal barrier layers), and the design constraint in EBCs (CTE, elastic modulus, strength, toughness, and creep).
The fourth damage mechanism is CMAS degradation. Under the presence of steam (a naturally occurring combustion product) or corrosive species, CMC coatings can show accelerated corrosion. The presence of corrosive species is caused by the ingestion of debris during take-off and landing, when flying over arid environments, or due to the presence of airborne volcanic ash. Due to the varied nature and composition of these corrosive species, generally containing CaO, MgO, Al2O3, and SiO2 in different proportions, the term CMAS (calcium–magnesium–alumina silicates) was coined as an umbrella designation for these corrosive species. Such external agents can penetrate the ytterbium disilicate, affecting the thermal and mechanical properties of the coating. Cracking and coating loss are facilitated as a function of time.
In this work, a computational framework is proposed to assess two categories of coating damage: vertical cracks (mud cracking) caused by thermal stress and TGO damage. Concerning mud cracking, several analyses have been already proposed in the open literature [
12,
20,
21,
22]. In [
20], the authors developed a numerical model to analyze the influence of the roughness interface on the thermal stresses arising between the EBC and substrate induced by the mismatch in the thermal expansion. The authors developed a micromechanical FE model to account for the curvatures of the rough interface at the microscale level. The outcomes of the work highlighted the influence of roughness (i.e., peaks and valley on the surface) on the intensity and distribution of thermal residual stresses, which caused the occurrence of vertical cracks in the EBC and delamination cracks at the interface. Arthur et al. [
21] proposed FE models to predict thermal residual stresses within the multi-layer EBC (consisting of a bond coat, interlayer, and topcoat) during specific service conditions. The authors observed that the intensity of the thermal residual stress in the coating is affected by the thickness of each layer (in particular, the topcoat); the thicker the layers, the lower the residual stress field. Wang et al. proposed a numerical model to investigate the thermal and mechanical behavior of a composite coating, evaluating the influence of the content percentage, aspect ratio, and orientation of mullite whiskers in silicon-oxide- and alumina-based coatings. The authors observed that the addition of a second phase within the thermal barrier coating can mitigate the mismatch in thermal expansion, reducing the stress variation between the substrate and ceramic coating and thus improving the thermal stability. In the contributions mentioned, the properties of the materials, once defined, were considered constant during the analysis. In the present work, on the other hand, the authors propose a different approach which considers the total stiffness degradation of the coating. Indeed, the approach, described in
Section 2, aims to assess the damage evolution of the coating by considering the evaluation of the global damage extent, defined as the volume of coating with cracks related to the total coating volume, instead of the crack propagation inside the coating. The approach will be able to deal with large component models.
TGO FE modeling has been recently proposed in [
23,
24,
25]. Li et al. [
24] developed a model to analyze the influence of the thickness and composition of TGO on the stress field at the interface between the topcoat and bond coat in a thermal barrier coating (TBC). The authors observed that the type of oxide layer can significantly influence the behavior of the TBC and, under specific circumstances, can even improve the service life of the TBCs. Alumina-based TGO, for example, can act as an oxygen barrier, slowing down the oxidation rate and improving the thermal resistance as its thickness increases. In [
25], the model developed by the authors served to analyze the crack evolution by accounting for crack size, morphology, and the composition of the composite coating, and thermal exposure conditions. Summarizing the outcomes of the devoted literature, two main categories of models can be found: coupled diffusion–stress simulation and stress simulations only [
23]. The former is based on the diffusion analysis of oxidizing elements, which can be used to predict TGO formation, its location, and its thickness as a function of time, coupled with a prediction of the stress field induced by different material properties in the TGO region. The latter focuses on describing the final stress and strain state after the growth of a specific TGO rather than the complete growth processes of TGO. The TGO mechanical properties are affected in two different ways. The first change in TGO layer material properties is given by the swelling of the BND (crystal phase change). The second change is driven by the chemical composition of the TGO, different from the original silicon bond line. The model proposed in this work is described in
Section 2. The TGO formation is considered with time-dependent stiffness and strength of the BND line as a function of time and as a function of the crack front.
The proposed modeling framework is suitable for designers and stress integrity engineers in the turbine system industry. The proposed models are suitable for monitoring the damage progression in models of an industrial scale.
2. Modeling the Vertical Cracks and TGO Progressive Damage
Vertical cracks are mainly observed during thermal transients, during the heating up of the component from ambient temperature to operational temperature and during cooling down. There are three proposed strategies to model this vertical cracking and its consequence in the EBC softening:
Brittle failure. Once the element’s centroid worst principal stress reaches a critical value σu, the element is deleted and the stress re-calculated. This approach can give information on the final stress re-distribution and potential final extension of the damage. The parameter σu is the only calibration variable when tailoring the model with experimental data.
Pseudo-cohesive behavior. The damage initiates at a level of worst principal total strain εi. After the damage initiates, the EBC stiffness is linearly decreased until a worst principal strain εu is reached. At this level of strain, the element affected will keep an elastic module Ef, a fraction of the original Young’s modulus. The calibration parameters of the model are εi, εu, Ef. The damage is cumulative, and it is stored in a damage variable Dt for each element, which is updated at each step of the simulation. Once the damage starts, it cannot decrease in value.
Full cohesive behavior. A series of standard cohesive element layers [
26] are inserted to mimic the potential vertical crack paths. Damage progression can be followed in this way. This approach is not new and is computationally expensive, and it will not be used in the present work.
TGO FE modeling has been recently proposed in [
21,
22,
23]. Two main categories of models can be found: coupled diffusion–stress simulation and stress simulations only. The former is based on the diffusion analysis of oxidizing elements, which can be used to predict TGO formation, its location, and its thickness as a function of time, coupled with a prediction of the stress field induced by different material properties in the TGO region. The latter focuses on describing the final stress and strain state after the growth of a specific TGO rather than the complete growth processes of TGO. The TGO mechanical properties are affected in two different ways: The first change in TGO layer material properties is given by the swelling of the BND (crystal phase change). The second change is driven by the chemical composition of the TGO, different from the original silicon bond line. The TGO formation is considered with the time-dependent stiffness and strength of the BND as a function of time and as a function of the crack front.
Iterative progressive damage is also proposed. TGO formation as a function of time, temperature, and activation energy has the form given in Equation (2) [
23].
The TGO thickness h is given by the following:
where
h is the thickness of the TGO. In other words, the thickness of the BND starts to degrade into a TGO layer;
A0 is the proportionality constant;
n is the material constant;
ΔG is the activation energy;
t is the running time;
T is the temperature;
T0 is the temperature constant value.
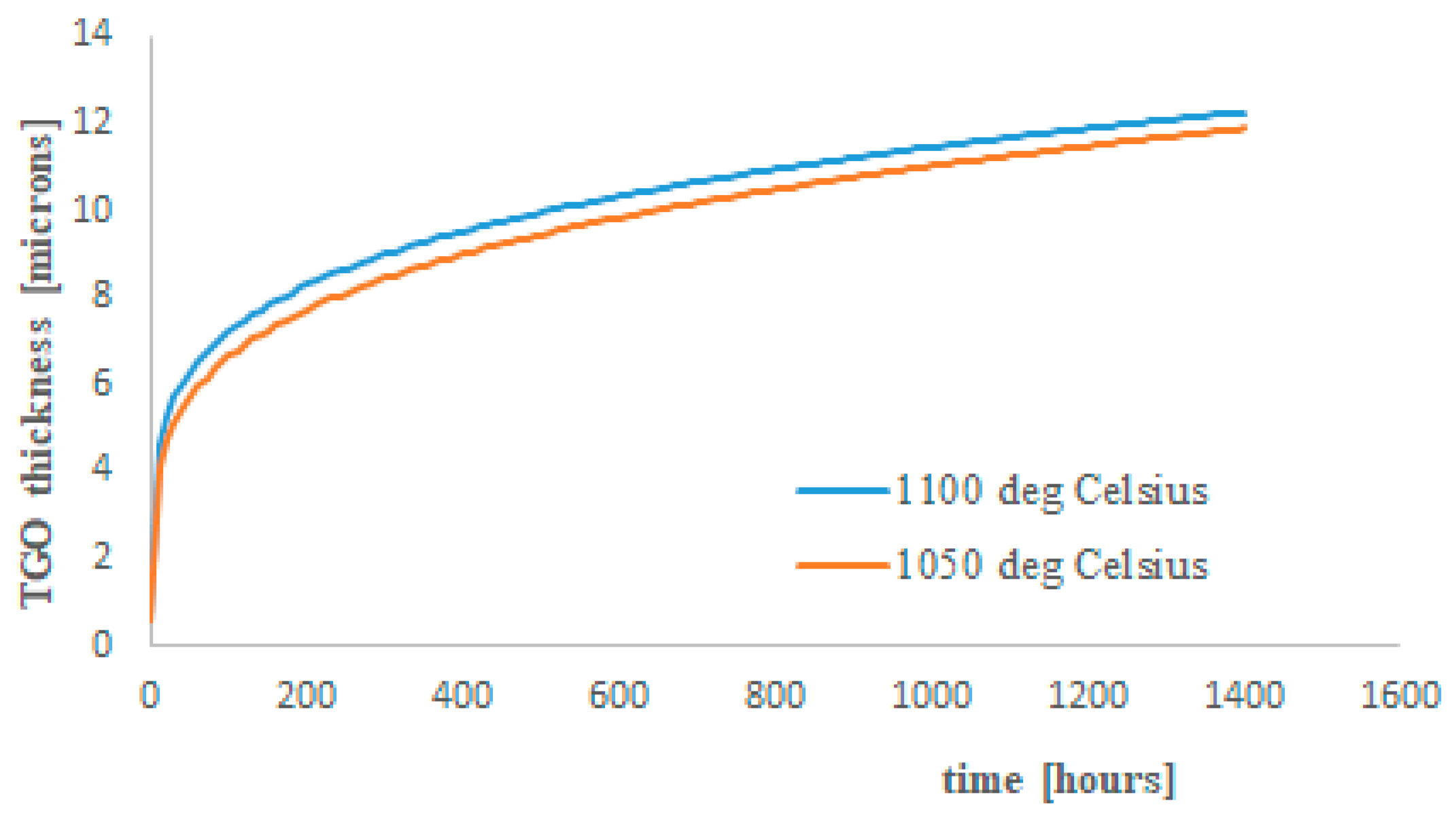
Equation (2) is fitted at a constant temperature into a simplified set of equations (Equations (3) and (4)) that is provided in [
27]. These equations can be used with linear interpolation for temperatures close to the ones at which they are evaluated (1100 and 1050 degrees Celsius).
In Equations (3) and (4), the TGO thickness is expressed in microns and the time in hours. A graphic representation of Equations (3) and (4) is shown in
Figure 3. The fitting curves are valid only in the close range of the two temperatures.
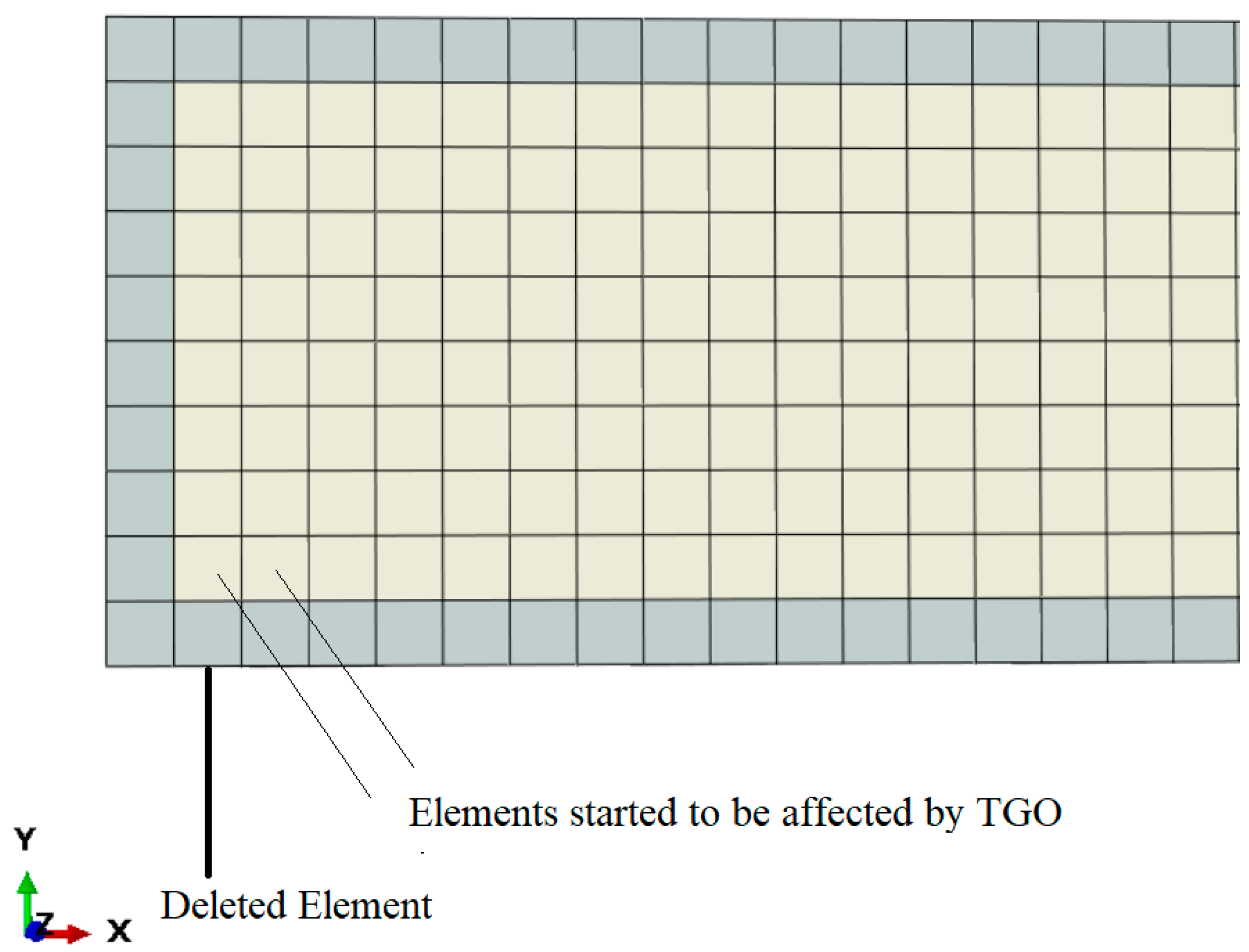
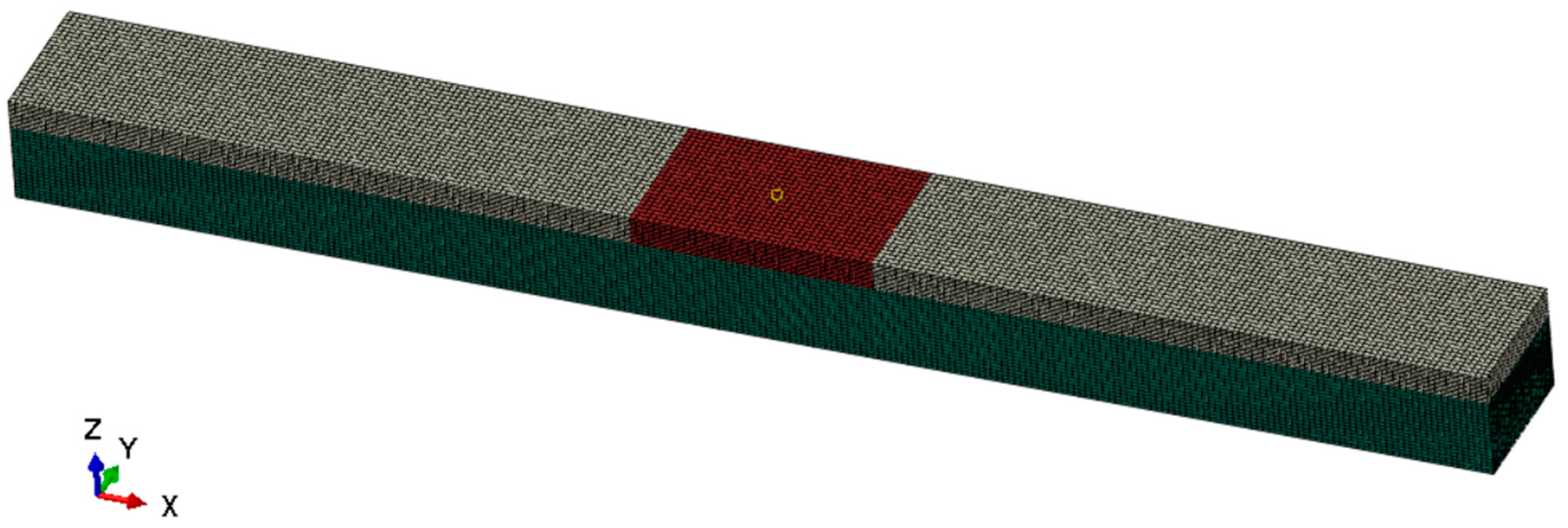
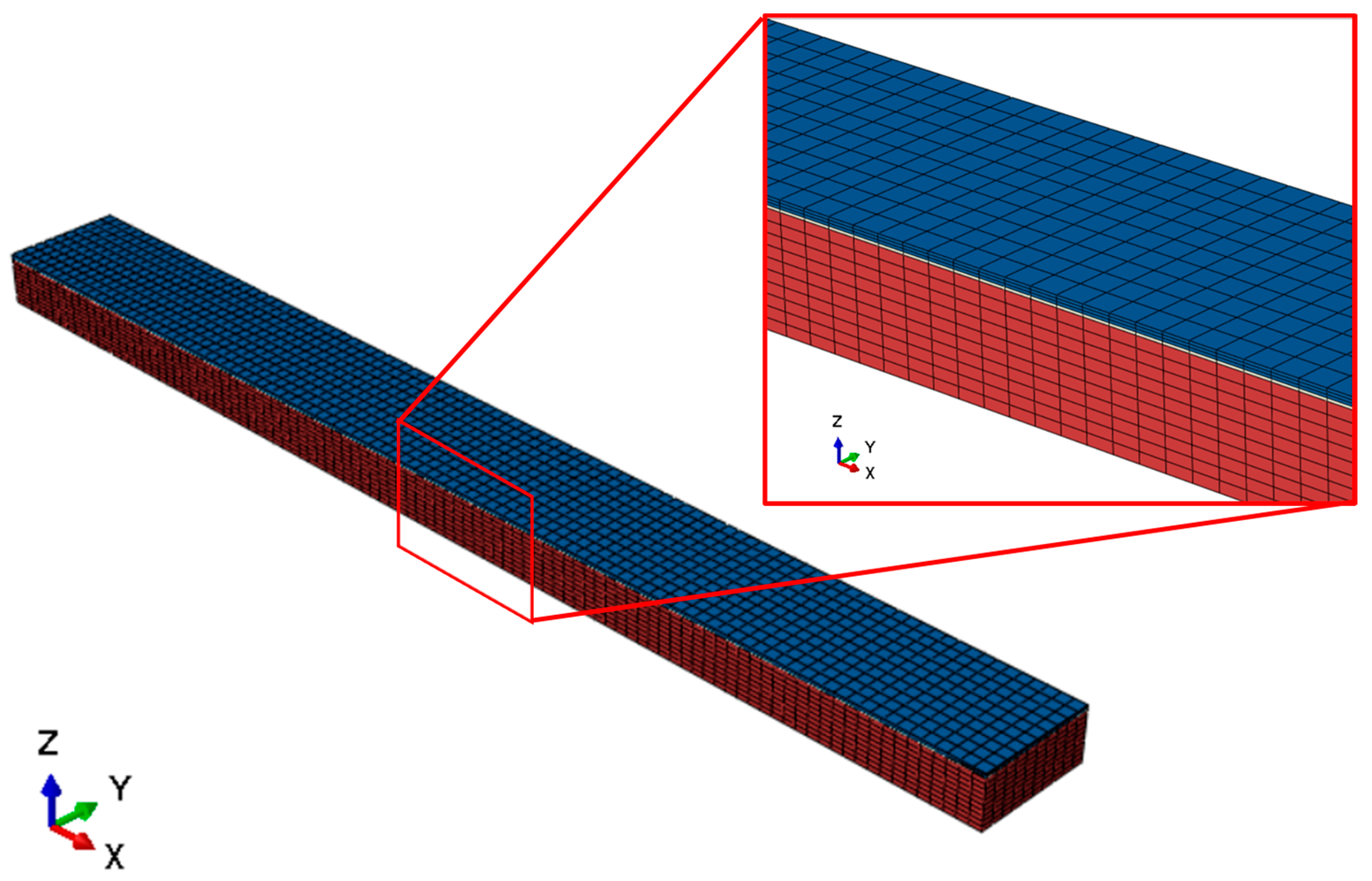
The TGO formation starts at the elements at the edge of the BND, as shown in
Figure 4 in a three-point bending specimen example. Only one through-the-thickness element is used to model the thickness of the edge, balancing the need for an adequate representation of the system and the computational cost.
As the running time of the simulation progresses, the TGO thickness increases at the edge elements of the BND. The TGO growth will increase as the local temperature increases. As the TGO thickness increases, the material properties of the BND elements affected are changed according to the rule of mixture. Let the stiffness and coefficient of thermal expansions be denoted as follows:
EBND is the Young’s modulus of the BND;
ETGO is the Young’s modulus of the TGO;
αBND is the coefficient of thermal expansion (CTE) of the BND;
αTGO is the CTE of the TGO.
As a function of the increasing TGO thickness, the CTE and E of the BND elements will be evaluated as follows (Equation (5)):
where
αt is the CTE to be applied to the BND element affected by TGO as a function of time;
Et is the elasticity modulus to be applied to the BND element affected by TGO as a function of time;
A is the fraction of BND element thickness unaffected by TGO (value equals 1 when the element is unaffected);
B is the fraction of BND element thickness affected by TGO. It must be noted that A + B = 1.
The element is failed once the TGO thickness reaches 0.02 mm [
28]. This means that the element will be deleted by the simulation. When an element of the edge is deleted, meaning that delamination has started occurring, the neighbor elements of the failed elements start to be affected by TGO formation in the simulation. For this reason, the proposed modeling technique needs the implementation of a neighboring algorithm in which each element will establish the element number of the adjacent. An example is shown in
Figure 5.
The aim of the simulation is to provide damage progression and stress re-distribution as a function of time. The simulation stops when the surface extension of the BND spallation (delamination) reaches a critical value, which is not necessarily an unstable delamination and fracture but a design criterion (even visual damage acceptance). BND elements (either unaffected or affected by TGO) must also have the worst principal stress and an out-of-plane shear stress below the failure threshold in order not to be deleted. The vertical crack and TGO proposed FE procedures will be illustrated with numerical examples in
Section 3.
Concerning silica depletion and CMAS, no FE procedure is implemented as a part of this work. ABR thickness reduction could be modeled by simply changing the nodal coordinates of the top surface nodes to take into account a small thickness reduction (mesh morphing). With the same rule for a mixture implemented for TGO, the existing mixing between YDS and YMS can be modeled in terms of the averaged Young’s modulus and CTE. The temperature increase due to an increased tip clearance should be considered. Thermic and structural simulations should be iteratively performed to re-calculate the temperature and stress field as the silica depletion advances as a function of time. Silica depletion is a function of temperature, flow speed, and activation energy [
29].
Material properties used for the simulations are reported in the Section Material Properties.
Material Properties
The material properties of the CMC substrate [
9] at different temperatures are given in
Table 1.
The material properties of the EBC [
9] at different temperatures are given in
Table 2 and
Table 3 (creep).
The material properties of the BND [
9] at different temperatures are given in
Table 4 and
Table 5.
The material properties of the TGO layer [
28] at different temperatures are given in
Table 6. No creep deformation is assumed for the TGO layer [
28].







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}