


A Study of the Creep-Fatigue Damage Mechanism of a P92 Welded Joint Using Nanoindentation Characterization
 and
and
Abstract
1. Introduction
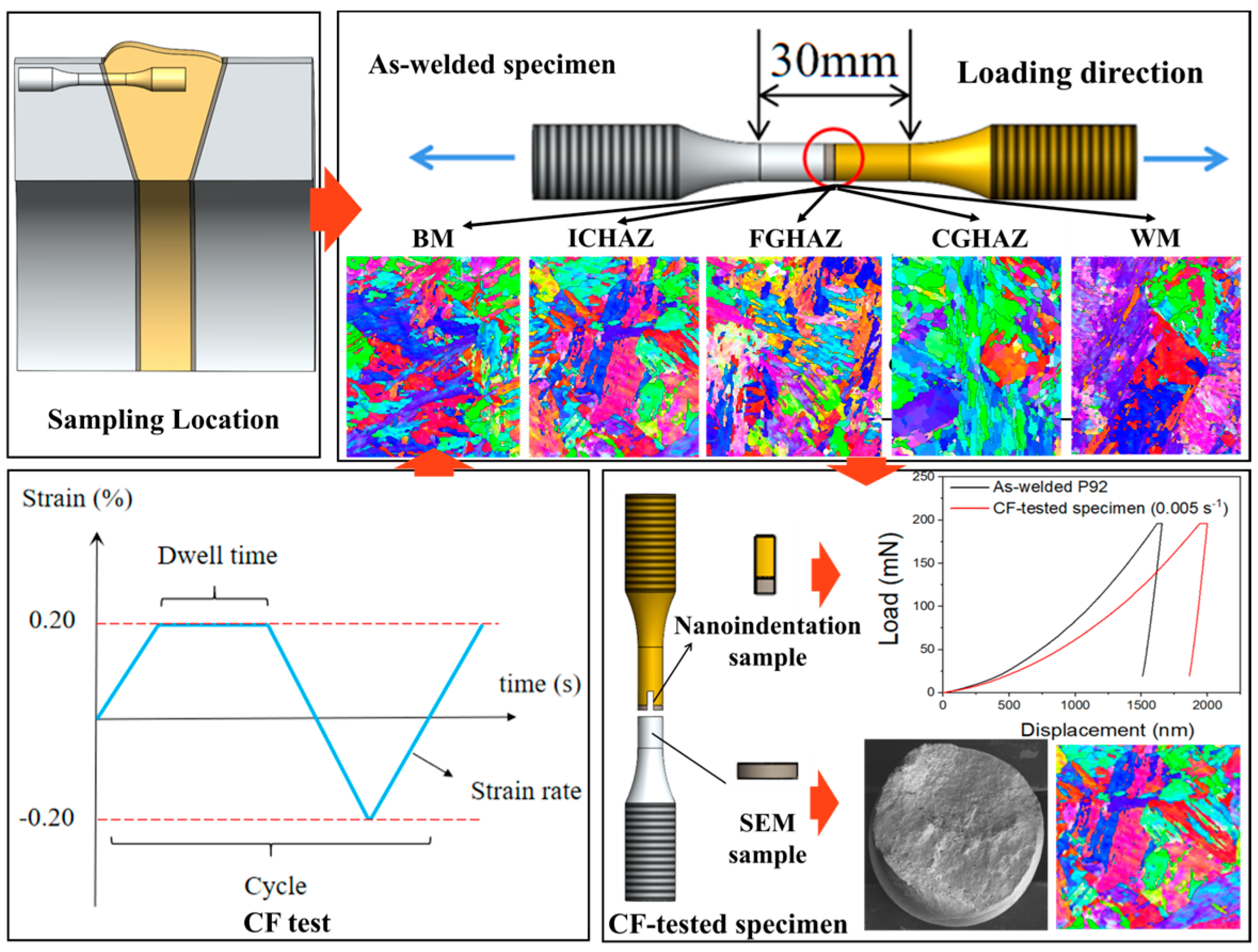
2. Materials and Experimental Procedures
2.1. Materials
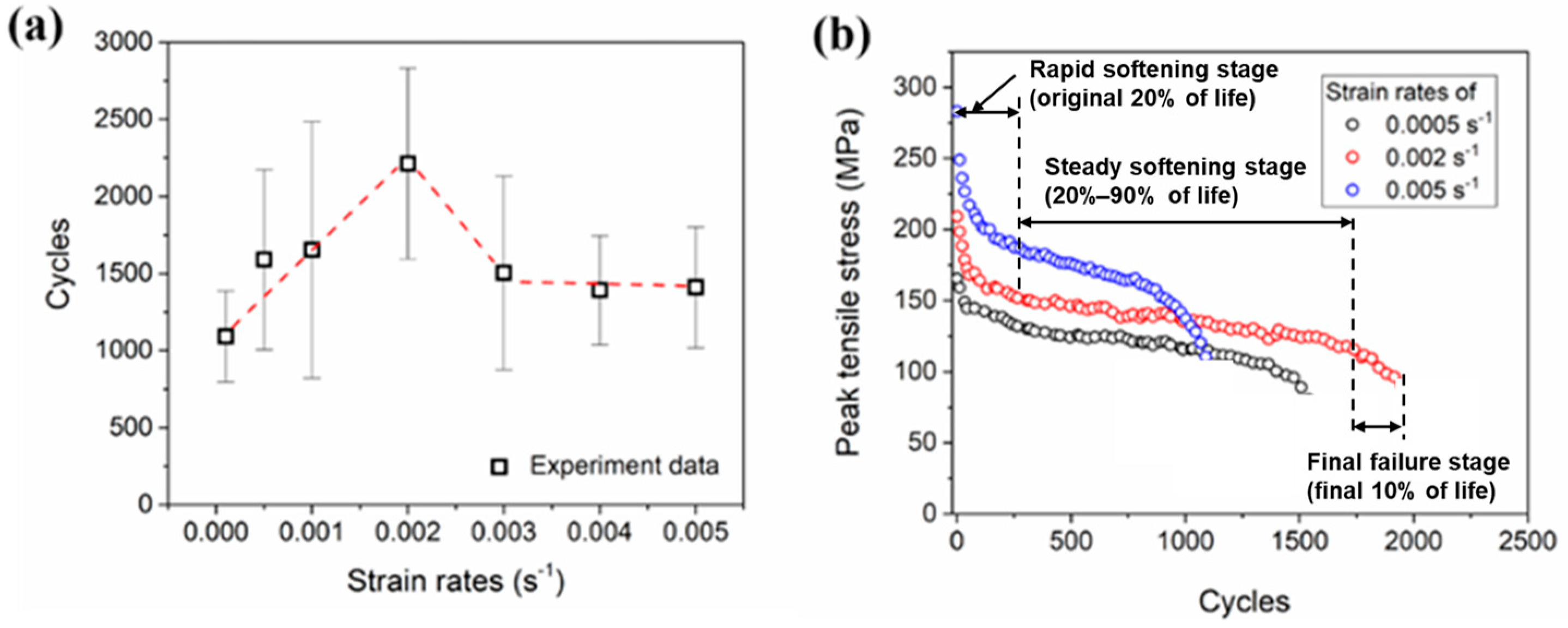
2.2. Creep-Fatigue Testing
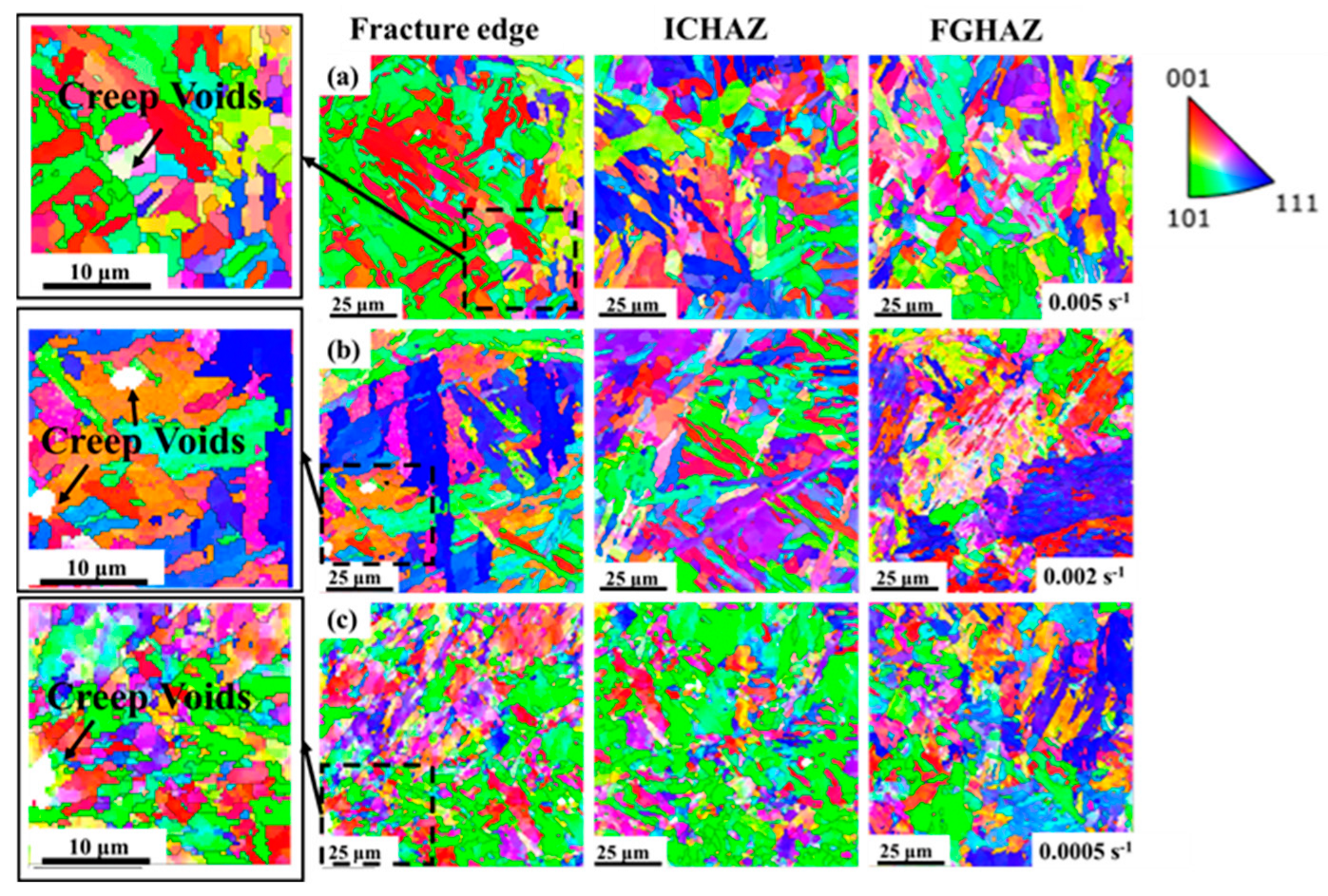
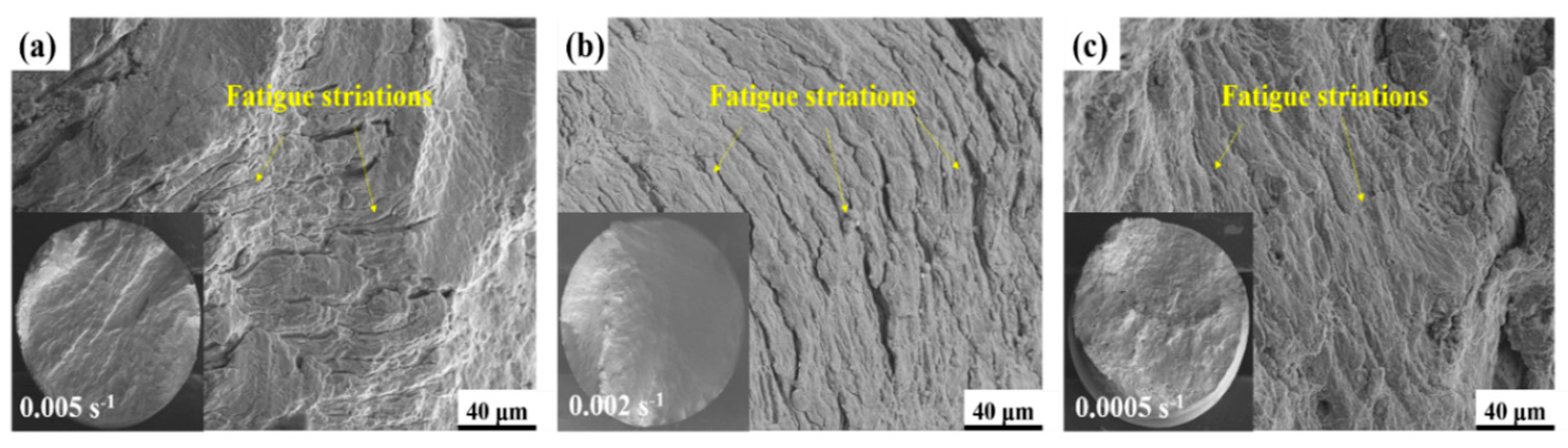
2.3. Microstructural Characterization
2.4. Nanoindentation Testing
3. Results
3.1. Microstructure Evolution Under CFI Loading
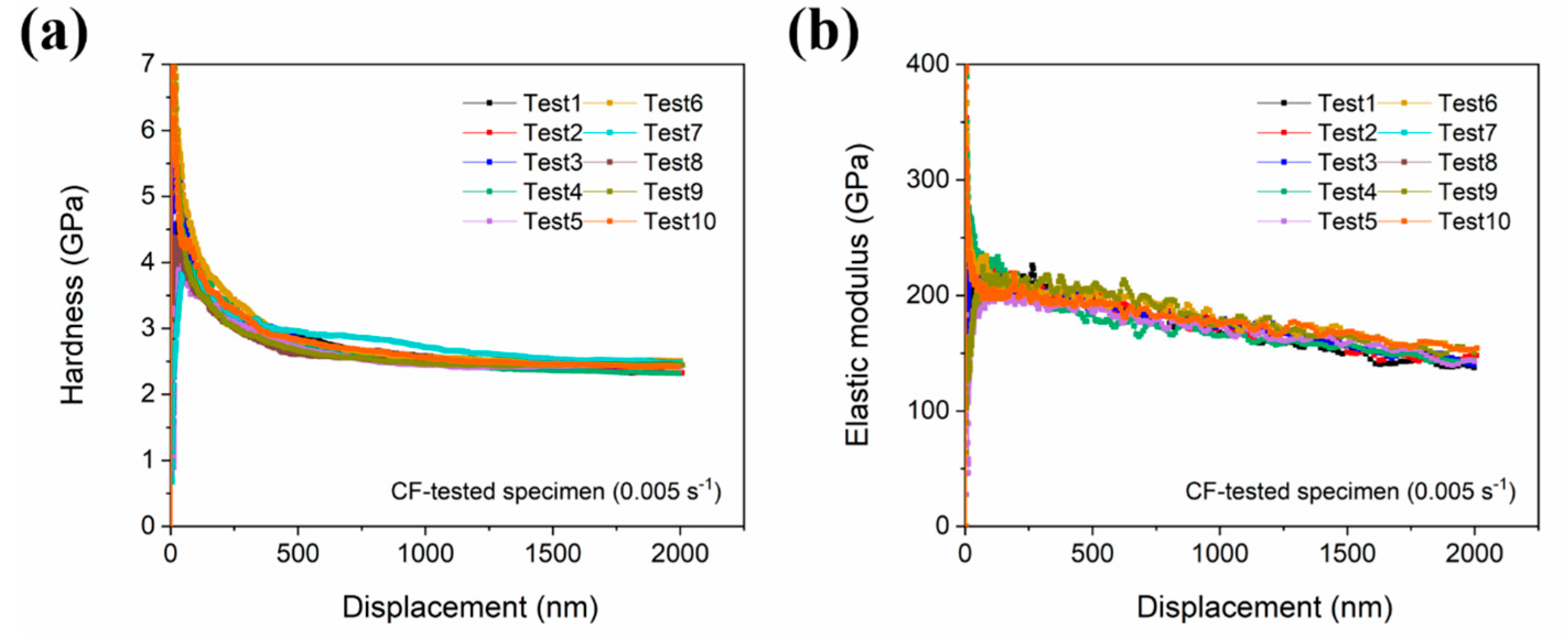
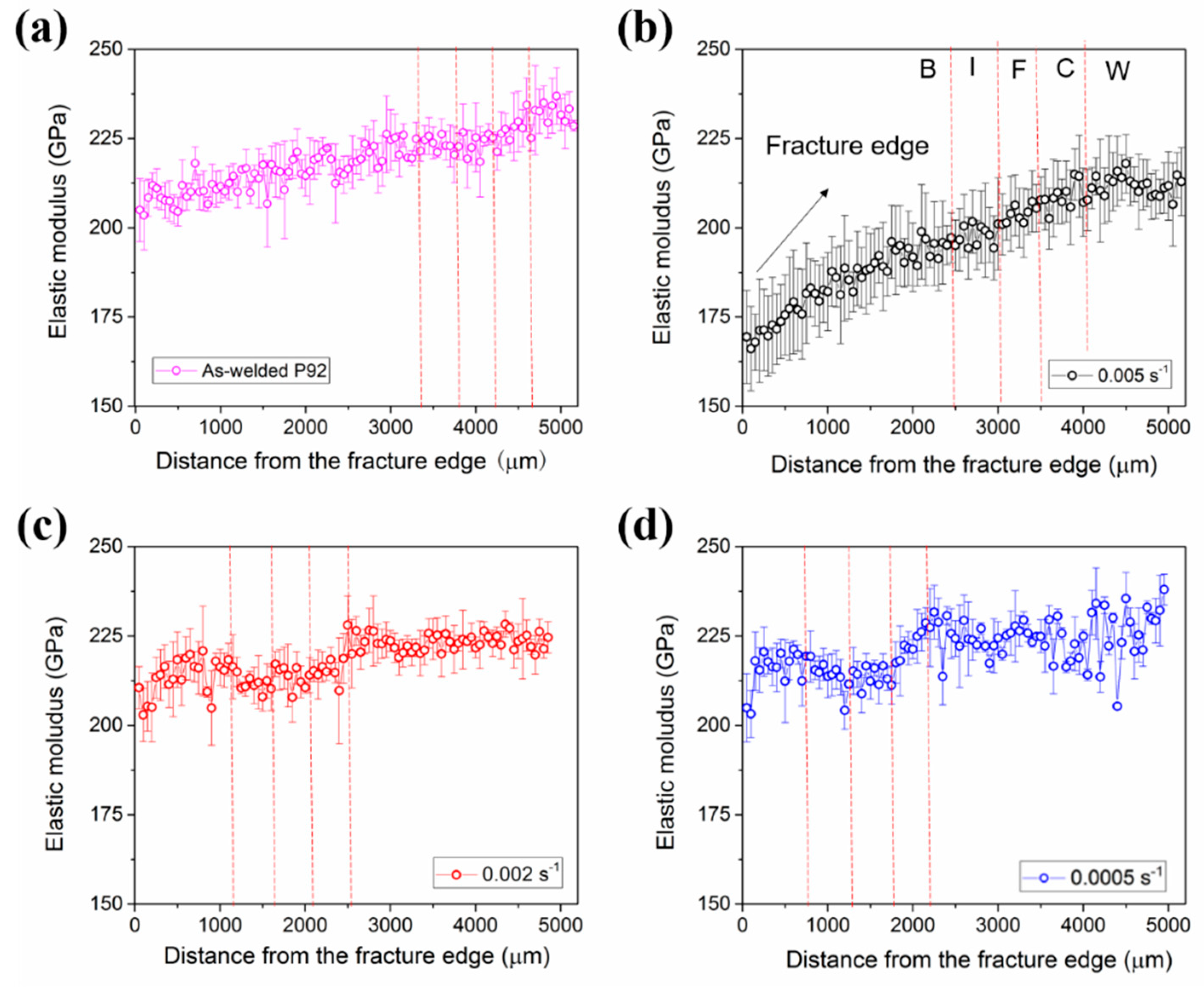
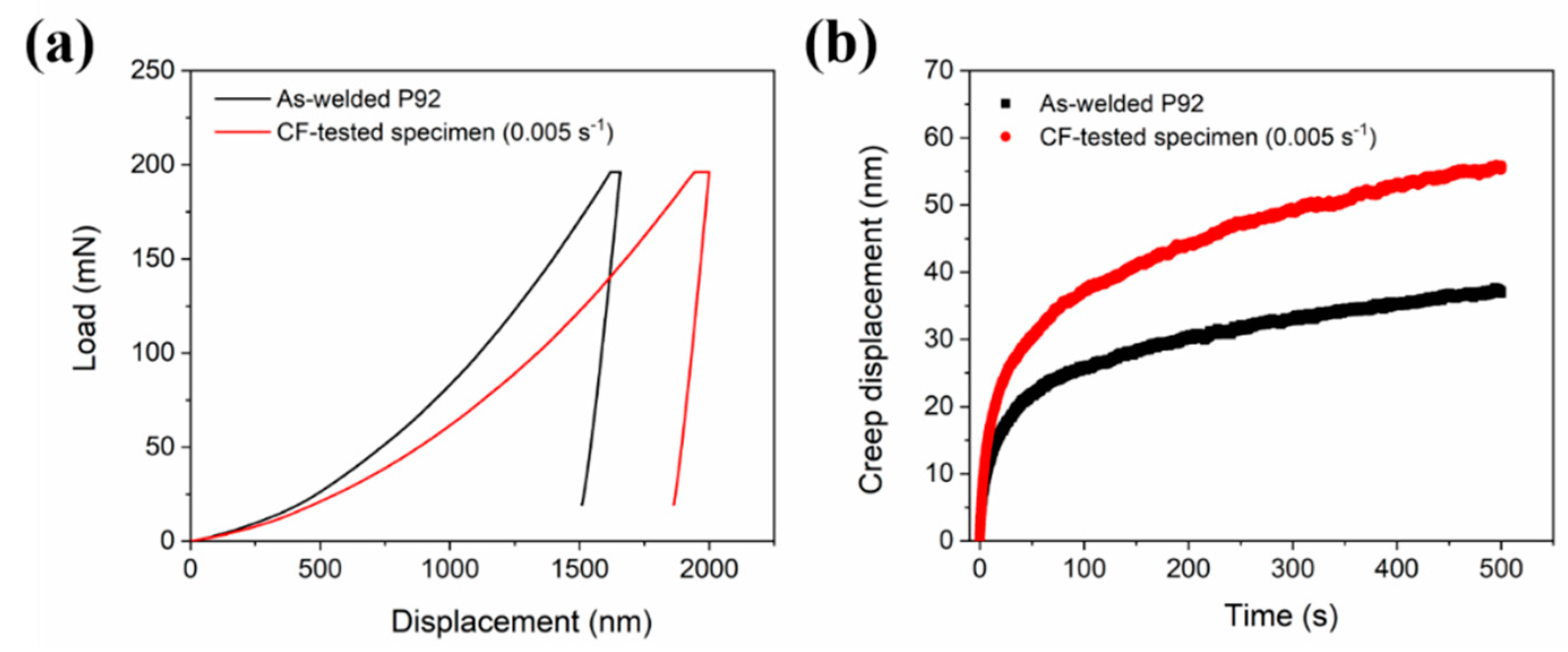
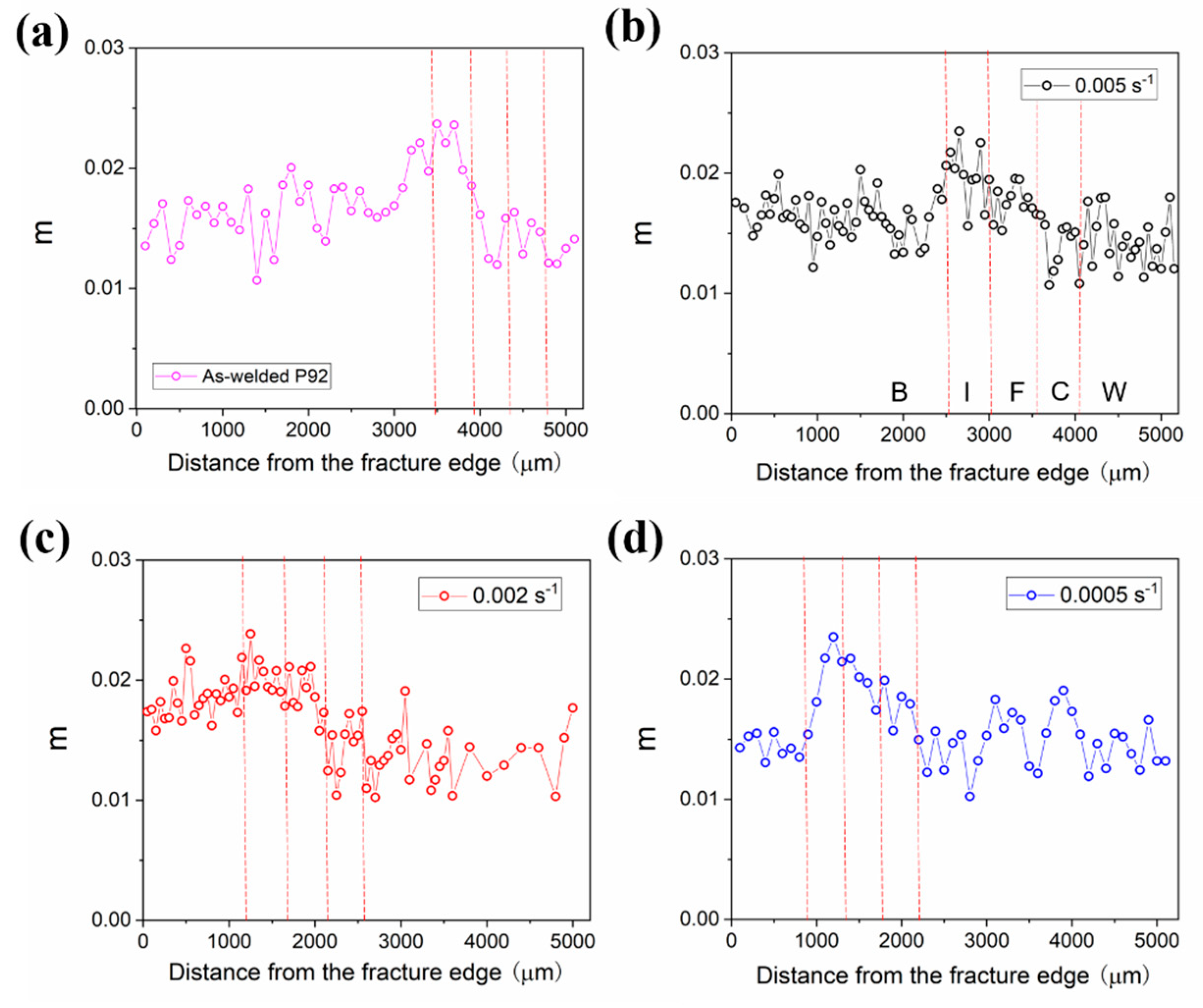
3.2. Nanoindentation Characterization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ni, J.Y.; Zhuang, X.C.; Wahab, M.A. Review on the Prediction of Residual Stress in Welded Steel Components. Comput. Mater. Contin. 2020, 62, 495–523. [Google Scholar] [CrossRef]
- Ni, J.; Vande Voorde, J.; Antonissen, J.; Wahab, M.A. Dependency of phase transformation on the prior austenite grain size and its influence on welding residual stress of S700 steel. Weld. World 2018, 62, 699–712. [Google Scholar] [CrossRef]
- Khan, M.S.; Lin, Z.H.; Lin, L.R.; Abid, M.; Ali, H.M.; Chen, C. Techno-economic analysis of solar-driven co-electrolysis for renewable methanol production using SOEC. Energ. Convers. Manag. 2024, 302, 118129. [Google Scholar] [CrossRef]
- Brinkman, C.; Alexander, D.; Maziasz, P. Modified 9Cr-1Mo Steel for Advanced Steam Generator Applications; Oak Ridge National Lab.(ORNL): Oak Ridge, TN, USA, 1990. [Google Scholar]
- Matsui, M.; Tabuchi, M.; Watanabe, T.; Kubo, K.; Kinugawa, J.; Abe, F. Degradation of creep strength in welded joint of 9% Cr steel. ISIJ Int. 2001, 41, S126–S130. [Google Scholar] [CrossRef]
- Albert, S.K.; Matsui, M.; Watanabe, T.; Hongo, H.; Kubo, K.; Tabuchi, M. Variation in the Type IV cracking behaviour of a high Cr steel weld with post weld heat treatment. Int. J. Pres. Ves. Pip. 2003, 80, 405–413. [Google Scholar] [CrossRef]
- Shang, C.; Wang, M.; Zhou, Z.; Yagi, K.; Lu, Y. The microstructure evolution and its effect on creep behaviors in P92 steel under different stresses. Mater. Charact. 2023, 198, 112744. [Google Scholar] [CrossRef]
- Veerababu, J.; Goyal, S.; Nagesha, A. Studies on creep-fatigue interaction behavior of Grade 92 steel and its weld joints. Int. J. Fatigue 2021, 149, 106307. [Google Scholar] [CrossRef]
- Liu, Z.; Gong, J.-G.; Zhao, P.; Zhang, X.-C.; Xuan, F.-Z. Creep-fatigue interaction and damage behavior in 9-12% Cr steel under stress-controlled cycling at elevated temperature: Effects of holding time and loading rate. Int. J. Fatigue 2022, 156, 106684. [Google Scholar] [CrossRef]
- Goswami, T. Low cycle fatigue—Dwell effects and damage mechanisms. Int. J. Fatigue 1999, 21, 55–76. [Google Scholar] [CrossRef]
- Zhang, X.C.; Tu, S.T.; Xuan, F.Z. Creep-fatigue endurance of 304 stainless steels. Theor. Appl. Fract. Mech. 2014, 71, 51–66. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W.; Zhang, T. A new empirical life prediction model for 9-12% Cr steels under low cycle fatigue and creep fatigue interaction loadings. Metals 2019, 9, 183. [Google Scholar] [CrossRef]
- Wang, X.W.; Zhang, W.; Gong, J.M.; Wahab, M.A. Low cycle fatigue and creep fatigue interaction behavior of 9Cr-0.5Mo-1.8W-V-Nb heat-resistant steel at high temperature. J. Nucl. Mater. 2018, 505, 73–84. [Google Scholar] [CrossRef]
- Mariappan, K.; Shankar, V.; Sandhya, R.; Bhaduri, A.K.; Laha, K. Comparative assessment of remnant tensile properties of modified 9Cr-1Mo steel under prior low cycle fatigue and creep-fatigue interaction loading. Int. J. Fatigue 2017, 103, 342–352. [Google Scholar] [CrossRef]
- Fischer, T.; Kuhn, B. Impact of frequency, hold time and atmosphere on creep-fatigue of a 9–12% Cr steel from 300° C–600° C. Int. J. Fatigue 2019, 124, 288–302. [Google Scholar] [CrossRef]
- Gao, Z.L.; Lu, C.Y.; He, Y.M.; Liu, R.; He, H.M.; Wang, W.Z.; Zheng, W.J.; Yang, J.G. Influence of phase transformation on the creep deformation mechanism of SA508 Gr.3 steel for nuclear reactor pressure vessels. J. Nucl. Mater. 2019, 519, 292–301. [Google Scholar] [CrossRef]
- Chen, X.; Yang, Z.Q.; Sokolov, M.A.; Erdman, D.L.; Mo, K.; Stubbins, J.F. Low cycle fatigue and creep-fatigue behavior of Ni-based alloy 230 at 850 °C. Mater. Sci. Eng. A 2013, 563, 152–162. [Google Scholar] [CrossRef]
- Wang, C.; Luo, T.J.; Yang, Y.S. Low cycle fatigue behavior of the extruded AZ80 magnesium alloy under different strain amplitudes and strain rates. J. Magnes. Alloy 2016, 4, 181–187. [Google Scholar] [CrossRef]
- Alsmadi, Z.Y.; Alomari, A.; Kumar, N.; Murty, K.L. Effect of hold time on high temperature creep-fatigue behavior of Fe-25Ni-20Cr (wt.%) austenitic stainless steel (Alloy 709). Mater. Sci. Eng. A 2020, 771, 138591. [Google Scholar] [CrossRef]
- Ma, Y.; Ye, J.H.; Peng, G.J.; Wen, D.H.; Zhang, T.H. Loading rate effect on the creep behavior of metallic glassy films and its correlation with the shear transformation zone. Mat. Sci. Eng. A 2015, 622, 76–81. [Google Scholar] [CrossRef]
- Zhang, T.H.; Ye, J.H.; Feng, Y.H.; Ma, Y. On the spherical nanoindentation creep of metallic glassy thin films at room temperature. Mater. Sci. Eng. A 2017, 685, 294–299. [Google Scholar] [CrossRef]
- Gopinath, K.; Gupta, R.K.; Sahu, J.K.; Ray, P.K.; Ghosh, R.N. Designing P92 grade martensitic steel header pipes against creep-fatigue interaction loading condition: Damage micromechanisms. Mater. Des. 2015, 86, 411–420. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Vidyrathy, R.S.; Srivastava, A. Microstructure-based assessment of creep rupture behaviour of cast-forged P91 steel. Mater. Sci. Eng. A 2017, 695, 291–301. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W.; Gong, J.; Jiang, Y. Experimental and numerical characterization of low cycle fatigue and creep fatigue behaviour of P92 steel welded joint. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 611–624. [Google Scholar] [CrossRef]
- Song, Y.X.; Dai, Y.L.; Gao, Z.L.; Huang, H.D.; Chen, H.Y.; Ma, Y. Probing strain rate effect on the creep-fatigue fracture mechanism of 9%Cr steel-welded joint via nanoindentation characterization. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 3320–3333. [Google Scholar] [CrossRef]
- Elmustafa, A.A.; Stone, D.S. Nanoindentation and the indentation size effect: Kinetics of deformation and strain gradient plasticity. J. Mech. Phys. Solids 2003, 51, 357–381. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987. [Google Scholar]
- Li, W.-B.; Henshall, J.; Hooper, R.; Easterling, K. The mechanisms of indentation creep. Acta Metall. Et Mater. 1991, 39, 3099–3110. [Google Scholar] [CrossRef]
- Alkorta, J.; Martínez-Esnaola, J.M.; Sevillano, J.G. Critical examination of strain-rate sensitivity measurement by nanoindentation methods: Application to severely deformed niobium. Acta Mater. 2008, 56, 884–893. [Google Scholar] [CrossRef]
- Wei, Q.; Cheng, S.; Ramesh, K.T.; Ma, E. Effect of nanocrystalline and ultrafine grain sizes on the strain rate sensitivity and activation volume: Fcc versus bcc metals. Mater. Sci. Eng. A 2004, 381, 71–79. [Google Scholar] [CrossRef]
- Song, Y.X.; Pan, Z.X.; Chen, J.N.; Qin, F.R.; Gao, Z.L.; Zhang, T.H.; Ma, Y. The effects of prior creep-fatigue on the strain rate sensitivity of a P92 welded joint. J. Mater. Sci. 2021, 56, 7111–7128. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, X.; Kang, Z.; Zhang, T.; Jiang, Y.; Zhang, X.; Gong, J. Damage behaviour in different micro-regions of P92 steel weldment under sequential low cycle fatigue and creep loading. Eng. Fract. Mech. 2021, 254, 107935. [Google Scholar] [CrossRef]
- Wang, Q.; Cai, Y.; Liu, M.; Li, Q.; Pei, Y.; Zhang, H.; Wang, Q. The cyclic response behavior, failure mechanism, and life prediction model of 9% Cr-based steel under different strain ratios in the low cyclic fatigue regime at 430 °C. Fatigue Fract. Eng. Mater. Struct. 2023, 46, 4239–4253. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, X.; Chen, H.; Zhang, T.; Gong, J. Evaluation of the effect of various prior creep-fatigue interaction damages on subsequent tensile and creep properties of 9% Cr steel. Int. J. Fatigue 2019, 125, 440–453. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, T.; Wang, X.; Chen, H.; Gong, J. Remaining creep properties and fracture behaviour of P92 steel welded joint under prior low cycle fatigue loading. J. Mater. Res. Technol. 2020, 9, 7887–7899. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Ni | Cr | Mo | P | S | N | V |
|---|---|---|---|---|---|---|---|---|---|---|
| P92 | 0.106 | 0.235 | 0.361 | 0.108 | 9.220 | 0.374 | 0.017 | 0.008 | 0.061 | 0.182 |
| P92 wire | 0.095 | 0.150 | 0.610 | 0.680 | 8.360 | 0.940 | 0.011 | 0.007 | 0.041 | 0.020 |
| Specimens | Strain Rate (s− 1) | Strain Amplitude (%) | Holding Time (s) | Life (Cycles) |
|---|---|---|---|---|
| HBI118 | 0.0001 | 0.20 | 300 | 1160 |
| HBI121 | 803 | |||
| HBI122 | 1431 | |||
| HBI218 | 0.0005 | 0.20 | 300 | 1669 |
| HBI209 | 962 | |||
| HBI220 | 2068 | |||
| HBI318 | 0.001 | 0.20 | 300 | 1701 |
| HBI319 | 954 | |||
| HBI314 | 1415 | |||
| HBI418 | 0.002 | 0.20 | 300 | 2601 |
| HBI422 | 2904 | |||
| HBI428 | 1654 | |||
| HBI518 | 0.005 | 0.20 | 300 | 1463 |
| HBI509 | 1813 | |||
| HBI511 | 1002 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Z.; Cai, Z.; Gu, X.; Wang, Z.; Han, Y.; Yu, T.; Song, Y.; Gao, Z.; Zheng, Z. A Study of the Creep-Fatigue Damage Mechanism of a P92 Welded Joint Using Nanoindentation Characterization. Metals 2025, 15, 53. https://doi.org/10.3390/met15010053
Jin Z, Cai Z, Gu X, Wang Z, Han Y, Yu T, Song Y, Gao Z, Zheng Z. A Study of the Creep-Fatigue Damage Mechanism of a P92 Welded Joint Using Nanoindentation Characterization. Metals. 2025; 15(1):53. https://doi.org/10.3390/met15010053
Chicago/Turabian StyleJin, Zhangmin, Zhihui Cai, Xuecheng Gu, Zhiqiang Wang, Yiwen Han, Ting Yu, Yuxuan Song, Zengliang Gao, and Zhongrui Zheng. 2025. "A Study of the Creep-Fatigue Damage Mechanism of a P92 Welded Joint Using Nanoindentation Characterization" Metals 15, no. 1: 53. https://doi.org/10.3390/met15010053
APA StyleJin, Z., Cai, Z., Gu, X., Wang, Z., Han, Y., Yu, T., Song, Y., Gao, Z., & Zheng, Z. (2025). A Study of the Creep-Fatigue Damage Mechanism of a P92 Welded Joint Using Nanoindentation Characterization. Metals, 15(1), 53. https://doi.org/10.3390/met15010053