
Recovery of Rare Earth Elements from Coal Fly and Bottom Ashes by Ultrasonic Roasting Followed by Microwave Leaching




Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals and Instruments
2.2. Sample Preparation and Characterization
2.3. Design of Experiments for Process Optimization
2.4. Recovery of REEs from Coal Ash Samples
2.5. Greenness Evaluation of REE Recovery
3. Results and Discussion
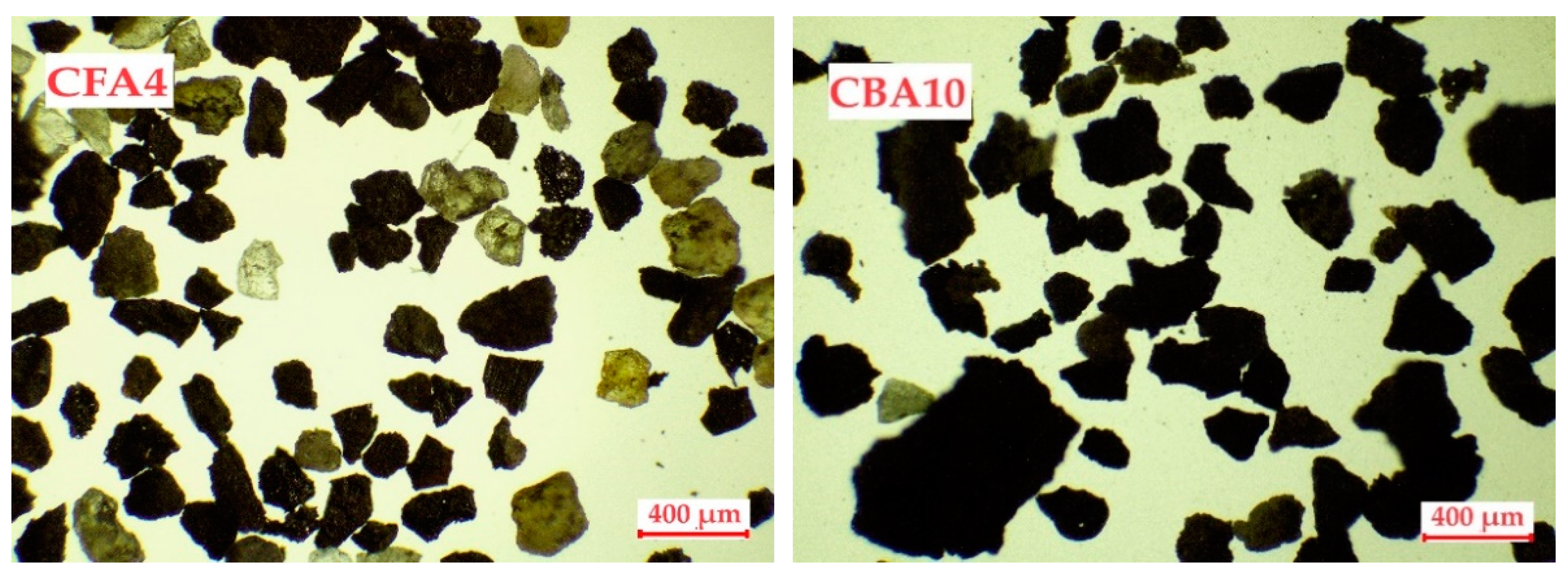
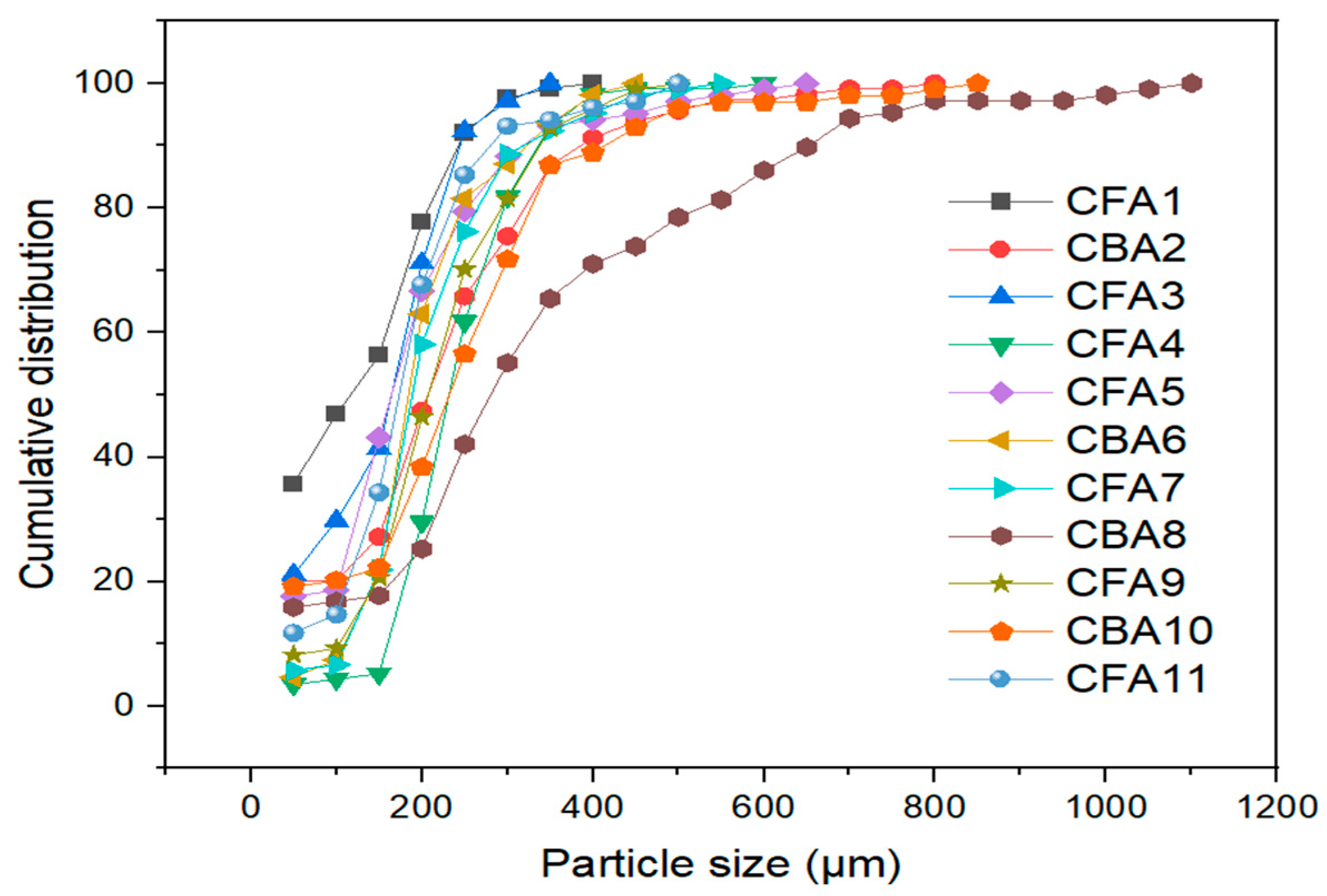
3.1. Characterization of Samples
3.2. Experimental Design Optimization of Coal Ash Roasting and REE Leaching
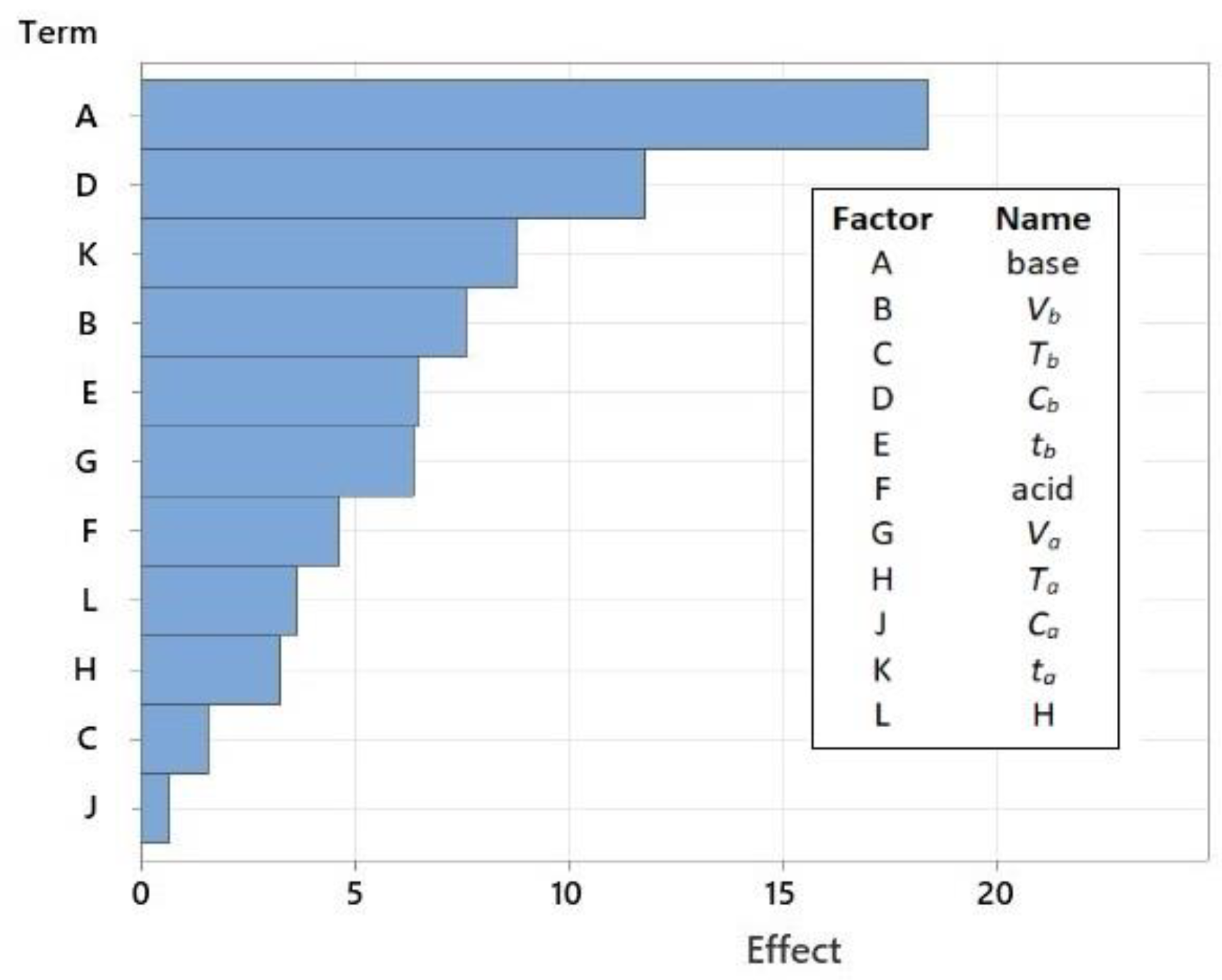
3.2.1. Screening Experiments—Plackett–Burman Design
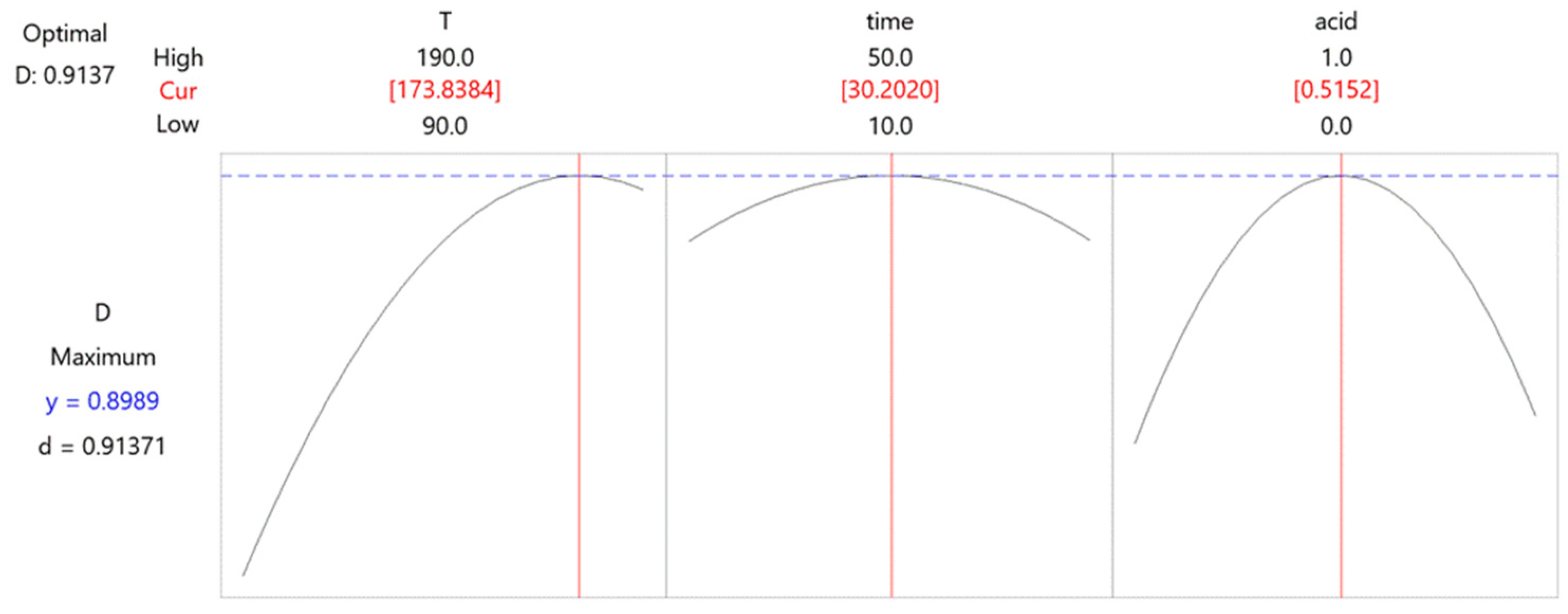
3.2.2. Response Surface Methodology—Box–Behnken Optimization
3.3. Recovery of REEs from Coal Fly and Bottom Ashes
3.4. Green Aspects: E-Factor, Atom Economy, and Energy Consumption
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Voncken, J.H.L. The Rare Earth Elements—A Special Group of Metals. In The Rare Earth Elements; SpringerBriefs in Earth Sciences: Cham, Switzerland, 2016; pp. 1–13. [Google Scholar] [CrossRef]
- Wall, F. Rare Earth Elements. In Critical Metals Handbook; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; pp. 312–339. [Google Scholar] [CrossRef]
- Rybak, A.; Rybak, A. Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes. Metals 2021, 11, 142. [Google Scholar] [CrossRef]
- Fu, B.; Hower, J.C.; Zhang, W.; Luo, G.; Hu, H.; Yao, H. A Review of Rare Earth Elements and Yttrium in Coal Ash: Content, Modes of Occurrences, Combustion Behavior, and Extraction Methods. Prog. Energy Combust. Sci. 2022, 88, 100954. [Google Scholar] [CrossRef]
- Hoshino, M.; Sanematsu, K.; Watanabe, Y. REE Mineralogy and Resources. Handb. Phys. Chem. Rare Earths 2016, 49, 129–291. [Google Scholar] [CrossRef]
- Seredin, V.V.; Dai, S.; Sun, Y.; Chekryzhov, I.Y. Coal Deposits as Promising Sources of Rare Metals for Alternative Power and Energy-Efficient Technologies. Appl. Geochem. 2013, 31, 1–11. [Google Scholar] [CrossRef]
- München, D.D.; Veit, H.M. Neodymium as the Main Feature of Permanent Magnets from Hard Disk Drives (HDDs). Waste Manag. 2017, 61, 372–376. [Google Scholar] [CrossRef] [PubMed]
- Cun, Z.; Xing, P.; Wang, C.; Li, H.; Ma, S.; Sun, Z.; Wang, Q.; Guan, X. Stepwise Recovery of Critical Metals from Spent NCM Lithium-Ion Battery via Calcium Hydroxide Assisted Pyrolysis and Leaching. Resour. Conserv. Recycl. 2024, 202, 107390. [Google Scholar] [CrossRef]
- Weshahy, A.R.; Gouda, A.A.; Atia, B.M.; Sakr, A.K.; Al-Otaibi, J.S.; Almuqrin, A.; Hanfi, M.Y.; Sayyed, M.I.; El Sheikh, R.; Radwan, H.A.; et al. Efficient Recovery of Rare Earth Elements and Zinc from Spent Ni–Metal Hydride Batteries: Statistical Studies. Nanomaterials 2022, 12, 2305. [Google Scholar] [CrossRef] [PubMed]
- Balaram, V. Rare Earth Elements: A Review of Applications, Occurrence, Exploration, Analysis, Recycling, and Environmental Impact. Geosci. Front. 2019, 10, 1285–1303. [Google Scholar] [CrossRef]
- Bispo, F.H.A.; de Menezes, M.D.; Fontana, A.; Sarkis, J.E.d.S.; Gonçalves, C.M.; de Carvalho, T.S.; Curi, N.; Guilherme, L.R.G. Rare Earth Elements (REEs): Geochemical Patterns and Contamination Aspects in Brazilian Benchmark Soils. Environ. Pollut. Barking Essex 1987 2021, 289, 117972. [Google Scholar] [CrossRef] [PubMed]
- Wu, L.; Ma, L.; Huang, G.; Li, J.; Xu, H. Distribution and Speciation of Rare Earth Elements in Coal Fly Ash from the Qianxi Power Plant, Guizhou Province, Southwest China. Minerals 2022, 12, 1089. [Google Scholar] [CrossRef]
- Dai, S.; Finkelman, R.B. Coal as a Promising Source of Critical Elements: Progress and Future Prospects. Int. J. Coal Geol. 2018, 186, 155–164. [Google Scholar] [CrossRef]
- Seredin, V.V.; Dai, S. Coal Deposits as Potential Alternative Sources for Lanthanides and Yttrium. Int. J. Coal Geol. 2012, 94, 67–93. [Google Scholar] [CrossRef]
- Jankovic, A.; Cujic, M.; Stojkovic, M.; Djolic, M.; Zivojinovic, D.; Onjia, A.; Ristic, M.; Peric-Grujic, A. Impact of Leaching Procedure on Heavy Metals Removal from Coal Fly Ash. Hem. Ind. 2024, 1–12. [Google Scholar] [CrossRef]
- Slavković-Beškoski, L.; Ignjatović, L.; Ćujić, M.; Vesković, J.; Trivunac, K.; Stojaković, J.; Perić-Grujić, A.; Onjia, A. Ecological and Health Risks Attributed to Rare Earth Elements in Coal Fly Ash. Toxics 2024, 12, 71. [Google Scholar] [CrossRef] [PubMed]
- Wang, N.; Sun, X.; Zhao, Q.; Yang, Y.; Wang, P. Leachability and Adverse Effects of Coal Fly Ash: A Review. J. Hazard. Mater. 2020, 396, 122725. [Google Scholar] [CrossRef] [PubMed]
- Pires, A.; Martinho, G. Waste Hierarchy Index for Circular Economy in Waste Management. Waste Manag. 2019, 95, 298–305. [Google Scholar] [CrossRef] [PubMed]
- Balangao, J.K.; Caingles, V.K.; Baguhin, I. Morphological and environmental characterization of lime sludge/fly ash stabilized sub-base materials. Sci. Int. 2023, 35, 283–290. [Google Scholar]
- Li, G.; Zhou, C.; Ahmad, W.; Usanova, K.I.; Karelina, M.; Mohamed, A.M.; Khallaf, R. Fly Ash Application as Supplementary Cementitious Material: A Review. Materials 2022, 15, 2664. [Google Scholar] [CrossRef]
- Ge, J.C.; Yoon, S.K.; Choi, N.J. Application of Fly Ash as an Adsorbent for Removal of Air and Water Pollutants. Appl. Sci. 2018, 8, 1116. [Google Scholar] [CrossRef]
- Ghosh, A.K.; Kumar, D. Use of Fly ash in Agriculture: A Way to Improve Soil Fertility and Its Productivity. Asian J. Agric. Res. 2010, 4, 1–14. [Google Scholar] [CrossRef]
- Zhang, W.; Noble, A.; Yang, X.; Honaker, R. A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials. Minerals 2020, 10, 451. [Google Scholar] [CrossRef]
- Pan, J.; Zhou, C.; Liu, C.; Tang, M.; Cao, S.; Hu, T.; Ji, W.; Luo, Y.; Wen, M.; Zhang, N. Modes of Occurrence of Rare Earth Elements in Coal Fly Ash: A Case Study. Energy Fuels 2018, 32, 9738–9743. [Google Scholar] [CrossRef]
- Kashiwakura, S.; Kumagai, Y.; Kubo, H.; Wagatsuma, K.; Kashiwakura, S.; Kumagai, Y.; Kubo, H.; Wagatsuma, K. Dissolution of Rare Earth Elements from Coal Fly Ash Particles in a Dilute H2SO4 Solvent. Open J. Phys. Chem. 2013, 3, 69–75. [Google Scholar] [CrossRef]
- Pan, J.; Hassas, B.V.; Rezaee, M.; Zhou, C.; Pisupati, S.V. Recovery of Rare Earth Elements from Coal Fly Ash through Sequential Chemical Roasting, Water Leaching, and Acid Leaching Processes. J. Clean. Prod. 2021, 284, 124725. [Google Scholar] [CrossRef]
- Stopic, S.; Friedrich, B. Advances in Understanding of the Application of Unit Operations in Metallurgy of Rare Earth Elements. Metals 2021, 11, 978. [Google Scholar] [CrossRef]
- Liu, P.; Huang, R.; Tang, Y. Comprehensive Understandings of Rare Earth Element (REE) Speciation in Coal Fly Ashes and Implication for REE Extractability. Environ. Sci. Technol. 2019, 53, 5369–5377. [Google Scholar] [CrossRef] [PubMed]
- Tang, M.; Zhou, C.; Pan, J.; Zhang, N.; Liu, C.; Cao, S.; Hu, T.; Ji, W. Study on Extraction of Rare Earth Elements from Coal Fly Ash through Alkali Fusion—Acid Leaching. Miner. Eng. 2019, 136, 36–42. [Google Scholar] [CrossRef]
- Taggart, R.K.; Hower, J.C.; Hsu-Kim, H. Effects of Roasting Additives and Leaching Parameters on the Extraction of Rare Earth Elements from Coal Fly Ash. Int. J. Coal Geol. 2018, 196, 106–114. [Google Scholar] [CrossRef]
- Wen, Z.; Zhou, C.; Pan, J.; Cao, S.; Hu, T.; Ji, W.; Nie, T. Recovery of Rare-Earth Elements from Coal Fly Ash via Enhanced Leaching. Int. J. Coal Prep. Util. 2020, 27, 2–3. [Google Scholar] [CrossRef]
- Slavković-Beškoski, L.; Ignjatović, L.; Bolognesi, G.; Maksin, D.; Savić, A.; Vladisavljević, G.; Onjia, A. Dispersive Solid–Liquid Microextraction Based on the Poly(HDDA)/Graphene Sorbent Followed by ICP-MS for the Determination of Rare Earth Elements in Coal Fly Ash Leachate. Metals 2022, 12, 791. [Google Scholar] [CrossRef]
- Nascimento, M.; Lemos, F.; Guimarães, R.; Sousa, C.; Soares, P. Modeling of REE and Fe Extraction from a Concentrate from Araxá (Brazil). Minerals 2019, 9, 451. [Google Scholar] [CrossRef]
- Pan, J.; Nie, T.; Vaziri Hassas, B.; Rezaee, M.; Wen, Z.; Zhou, C. Recovery of Rare Earth Elements from Coal Fly Ash by Integrated Physical Separation and Acid Leaching. Chemosphere 2020, 248, 126112. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Napol’skikh, J.; Loginova, I.; Pan, J.; Chen, H.; Zhang, L. Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4. Materials 2023, 16, 6. [Google Scholar] [CrossRef]
- Sun, J.; Shang, H.; Zhang, Q.; Liu, X.; Cai, L.; Wen, J.; Yang, H. A Novel Two-Stage Method of Co-Leaching of Manganese–Silver Ore and Silver-Bearing Pyrite Based on Successive Chemical and Bio Treatments: Optimization and Mechanism Study. Metals 2023, 13, 438. [Google Scholar] [CrossRef]
- Wang, Z.; Dai, S.; Zou, J.; French, D.; Graham, I.T. Rare Earth Elements and Yttrium in Coal Ash from the Luzhou Power Plant in Sichuan, Southwest China: Concentration, Characterization and Optimized Extraction. Int. J. Coal Geol. 2019, 203, 1–14. [Google Scholar] [CrossRef]
- Tadić, T.; Marković, B.; Radulović, J.; Lukić, J.; Suručić, L.; Nastasović, A.; Onjia, A. A Core-Shell Amino-Functionalized Magnetic Molecularly Imprinted Polymer Based on Glycidyl Methacrylate for Dispersive Solid-Phase Microextraction of Aniline. Sustainablity 2022, 14, 9222. [Google Scholar] [CrossRef]
- Chang, J.; Srinivasakannan, C.; Sun, X.; Jia, F. Optimization of Microwave-Assisted Manganese Leaching from Electrolyte Manganese Residue. Green Process. Synth. 2020, 9, 1–11. [Google Scholar] [CrossRef]
- Costa, N.R.; Lourenço, J.; Pereira, Z.L. Desirability Function Approach: A Review and Performance Evaluation in Adverse Conditions. Chemom. Intell. Lab. Syst. 2011, 107, 234–244. [Google Scholar] [CrossRef]
- Lučić, M.; Potkonjak, N.; Sredović Ignjatović, I.; Lević, S.; Dajić-Stevanović, Z.; Kolašinac, S.; Belović, M.; Torbica, A.; Zlatanović, I.; Pavlović, V.; et al. Influence of Ultrasonic and Chemical Pretreatments on Quality Attributes of Dried Pepper (Capsicum annuum). Foods 2023, 12, 2468. [Google Scholar] [CrossRef] [PubMed]
- Kuhn, M. The Desirability Package. 2016. Available online: https://cran.r-project.org/web/packages/desirability/vignettes/desirability.pdf (accessed on 12 March 2024).
- Anastas, P.; Eghbali, N. Green Chemistry: Principles and Practice. Chem. Soc. Rev. 2009, 39, 301–312. [Google Scholar] [CrossRef]
- Sheldon, R.A. The E Factor 25 Years on: The Rise of Green Chemistry and Sustainability. Green Chem. 2017, 19, 18–43. [Google Scholar] [CrossRef]
- Trost, B.M. On Inventing Reactions for Atom Economy. Acc. Chem. Res. 2002, 35, 695–705. [Google Scholar] [CrossRef]
- Adamczyk, Z.; Komorek, J.; Kokowska-Pawłowska, M.; Nowak, J. Distribution of Rare-Earth Elements in Ashes Produced in the Coal Combustion Process from Power Boilers. Energy 2023, 16, 2696. [Google Scholar] [CrossRef]
- Strzałkowska, E. Ashes Qualified as a Source of Selected Critical Elements (REY, Co, Ga, V). Energy 2023, 16, 3331. [Google Scholar] [CrossRef]
- Tsachouridis, A.; Pavloudakis, F.; Kiratzis, N. Development of Rare Earth Elements Separation Processes from Coal Fly Ash. Mater. Proc. 2021, 5, 69. [Google Scholar] [CrossRef]
- Wu, G.; Wang, T.; Chen, G.; Shen, Z.; Pan, W.P. Coal Fly Ash Activated by NaOH Roasting: Rare Earth Elements Recovery and Harmful Trace Elements Migration. Fuel 2022, 324, 124515. [Google Scholar] [CrossRef]
- Puri, S.; Beg, Q.K.; Gupta, R. Optimization of Alkaline Protease Production from Bacillus Sp. By Response Surface Methodology. Curr. Microbiol. 2002, 44, 286–290. [Google Scholar] [CrossRef] [PubMed]
- Jiang, P.; Chen, J.; Li, Y.; Li, X.; Qi, X.; Wang, J.; Chen, P.; Liu, W.; Wang, R. Partitioning and Migration of Trace Elements during Coal Combustion in Two Coal-Fired Power Plants in Hefei City, Anhui Province, Eastern China. Minerals 2023, 13, 152. [Google Scholar] [CrossRef]
- Vesković, J.; Lučić, M.; Ristić, M.; Perić-Grujić, A.; Onjia, A. Spatial Variability of Rare Earth Elements in Groundwater in the Vicinity of a Coal-Fired Power Plant and Associated Health Risk. Toxics 2024, 12, 62. [Google Scholar] [CrossRef]
- Dahle, J.T.; Arai, Y. Environmental Geochemistry of Cerium: Applications and Toxicology of Cerium Oxide Nanoparticles. Int. J. Environ. Res. Public Health 2015, 12, 1253–1278. [Google Scholar] [CrossRef] [PubMed]
- Xie, F.; Zhang, T.A.; Dreisinger, D.; Doyle, F. A Critical Review on Solvent Extraction of Rare Earths from Aqueous Solutions. Miner. Eng. 2014, 56, 10–28. [Google Scholar] [CrossRef]
- Behera, S.; Kumari, U.; Meikap, B. A Review of Chemical Leaching of Coal by Acid and Alkali Solution. J. Min. Metall. Min. 2018, 54, 1–24. [Google Scholar] [CrossRef]
- Mineral Commodity Summaries 2024; U.S. Geological Survey: Reston, VA, USA, 2024. [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Symbol | Level | |
|---|---|---|---|
| Low | High | ||
| Chemical agent for roasting | base | NaOH | CaO |
| Volume of roasting agent (mL) | Vb | 1 | 5 |
| Concentration of roasting agent (M) | Cb | 1 | 10 |
| Roasting temperature (°C) | Tb | 25 | 95 |
| Roasting time (min) | tb | 10 | 60 |
| Acid for leaching | acid | HCl | HNO3 |
| Acid volume (mL) | Va | 10 | 30 |
| Acid concentration (M) | Ca | 1 | 10 |
| Leaching temperature (°C) | Ta | 25 | 95 |
| Leaching time (min) | ta | 10 | 60 |
| Heating method for roasting | H | US | MW |
| No. | SiO2 | Al2O3 | Fe2O3 | K2O | CaO | MgO | TiO2 | Na2O | LOI |
|---|---|---|---|---|---|---|---|---|---|
| CFA1 | 46.4 | 22.9 | 10.4 | 3.1 | 5.3 | 2.4 | 0.6 | 1.4 | 6.6 |
| CBA2 | 18.1 | 11.5 | 3.4 | 1.2 | 2.3 | 0.9 | 0.3 | 0.6 | 59.1 |
| CFA3 | 46.6 | 25.0 | 7.4 | 3.8 | 4.5 | 2.6 | 1.0 | 1.3 | 6.9 |
| CFA4 | 58.6 | 19.0 | 6.3 | 4.5 | 4.6 | 1.6 | 0.6 | 0.9 | 2.0 |
| CFA5 | 51.9 | 24.1 | 6.1 | 4.0 | 5.6 | 1.5 | 0.6 | 2.0 | 2.6 |
| CBA6 | 19.1 | 10.0 | 3.1 | 1.2 | 1.3 | 0.8 | 0.3 | 0.4 | 62.4 |
| CFA7 | 49.1 | 26.1 | 2.4 | 6.3 | 7.2 | 4.6 | 0.8 | 0.7 | 1.6 |
| CBA8 | 33.3 | 23.6 | 3.8 | 4.2 | 4.9 | 2.4 | 0.7 | 0.7 | 24.9 |
| CFA9 | 54.0 | 24.8 | 5.4 | 4.1 | 4.0 | 2.1 | 0.8 | 0.7 | 1.9 |
| CBA10 | 27.7 | 15.7 | 4.2 | 2.5 | 1.4 | 1.0 | 0.5 | 0.4 | 43.3 |
| CFA11 | 49.9 | 28.2 | 7.5 | 4.5 | 2.5 | 1.7 | 0.8 | 0.8 | 1.1 |
| SRM | 46.8 | 27.6 | 10.4 | 6.4 | 1.3 | 0.8 | 1.2 | 1.0 | 3.3 |
| No. of Exp. | REE Recovered (mg kg−1) | Outlook Coefficient | E-Factor | Atom Economy (%) | Energy Consumption (Wh) |
|---|---|---|---|---|---|
| 1 | 45.4 | 1.01 | 54.9 | 1.82 | 785 |
| 2 | 20.5 | 1.08 | 594 | 0.17 | 625 |
| 3 | 2.04 | 10.3 | 2398 | 0.04 | 25 |
| 4 | 42.5 | 0.98 | 72.7 | 1.37 | 1800 |
| 5 | 20.7 | 1.07 | 92.6 | 1.08 | 468 |
| 6 | 30.3 | 1.14 | 254 | 0.39 | 325 |
| 7 | 37.0 | 1.01 | 131 | 0.76 | 1825 |
| 8 | 39.3 | 0.99 | 508 | 0.20 | 385 |
| 9 | 24.6 | 1.21 | 892 | 0.11 | 118 |
| 10 | 30.7 | 1.08 | 48.1 | 2.18 | 85 |
| 11 | 4.37 | 3.44 | 1707 | 0.06 | 435 |
| 12 | 11.8 | 1.08 | 18,553 | 0.54 | 325 |
| No. of Sample | Total REE (mg kg−1) | Total REE Recovered (mg kg−1) | R (%) | Outlook | Critical | Non-Critical | Excessive | Light | Medium | Heavy |
|---|---|---|---|---|---|---|---|---|---|---|
| CFA1 | 152 | 115 | 76 | 0.88 | 34.6 | 26.6 | 39.5 | 91.3 | 20.7 | 3.4 |
| CBA2 | 107 | 62.4 | 58 | 0.92 | 19.4 | 14.3 | 21.1 | 48.5 | 12.0 | 2.0 |
| CFA3 | 83.6 | 73.7 | 88 | 0.79 | 21.7 | 19.1 | 27.4 | 59.6 | 12.4 | 1.7 |
| CFA4 | 300 | 267 | 89 | 0.74 | 75.2 | 71.0 | 102 | 221 | 40.8 | 5.6 |
| CFA5 | 190 | 154 | 81 | 0.77 | 44.0 | 39.2 | 57.5 | 127 | 24.0 | 3.4 |
| CBA6 | 161 | 117 | 73 | 0.75 | 32.6 | 29.7 | 43.3 | 96.4 | 17.9 | 2.6 |
| CFA7 | 282 | 254 | 90 | 0.72 | 70.4 | 66.7 | 97.3 | 212 | 37.3 | 5.2 |
| CBA8 | 138 | 116 | 84 | 0.79 | 34.1 | 30.0 | 43.0 | 93.5 | 19.5 | 2.9 |
| CFA9 | 262 | 209 | 80 | 0.80 | 61.4 | 54.0 | 77.2 | 170 | 34.5 | 5.0 |
| CBA10 | 156 | 116 | 74 | 0.72 | 31.6 | 31.2 | 44.2 | 96.4 | 17.2 | 2.4 |
| CFA11 | 206 | 178 | 86 | 0.77 | 51.0 | 46.4 | 66.2 | 146 | 28.2 | 3.9 |
| SRM | 448 | 378 | 84 | 1.06 | 137 | 88.6 | 130 | 277 | 88.4 | 12.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stojković, M.; Ristić, M.; Đolić, M.; Perić Grujić, A.; Onjia, A. Recovery of Rare Earth Elements from Coal Fly and Bottom Ashes by Ultrasonic Roasting Followed by Microwave Leaching. Metals 2024, 14, 371. https://doi.org/10.3390/met14040371
Stojković M, Ristić M, Đolić M, Perić Grujić A, Onjia A. Recovery of Rare Earth Elements from Coal Fly and Bottom Ashes by Ultrasonic Roasting Followed by Microwave Leaching. Metals. 2024; 14(4):371. https://doi.org/10.3390/met14040371
Chicago/Turabian StyleStojković, Milica, Mirjana Ristić, Maja Đolić, Aleksandra Perić Grujić, and Antonije Onjia. 2024. "Recovery of Rare Earth Elements from Coal Fly and Bottom Ashes by Ultrasonic Roasting Followed by Microwave Leaching" Metals 14, no. 4: 371. https://doi.org/10.3390/met14040371
APA StyleStojković, M., Ristić, M., Đolić, M., Perić Grujić, A., & Onjia, A. (2024). Recovery of Rare Earth Elements from Coal Fly and Bottom Ashes by Ultrasonic Roasting Followed by Microwave Leaching. Metals, 14(4), 371. https://doi.org/10.3390/met14040371