
Influence of Cold-Rolling Processes on the Dimensional Accuracy and Roughness of Small-Diameter Thick-Walled Seamless Tubes

 , ,
, , 
Abstract
1. Introduction
2. Experimental Section
2.1. Experimental Materials
2.2. Cold-Rolling Experiments
2.3. Heat Treatment Experiment Before and After Pilgering
3. Results and Discussion
3.1. The Effects of Feed Rate
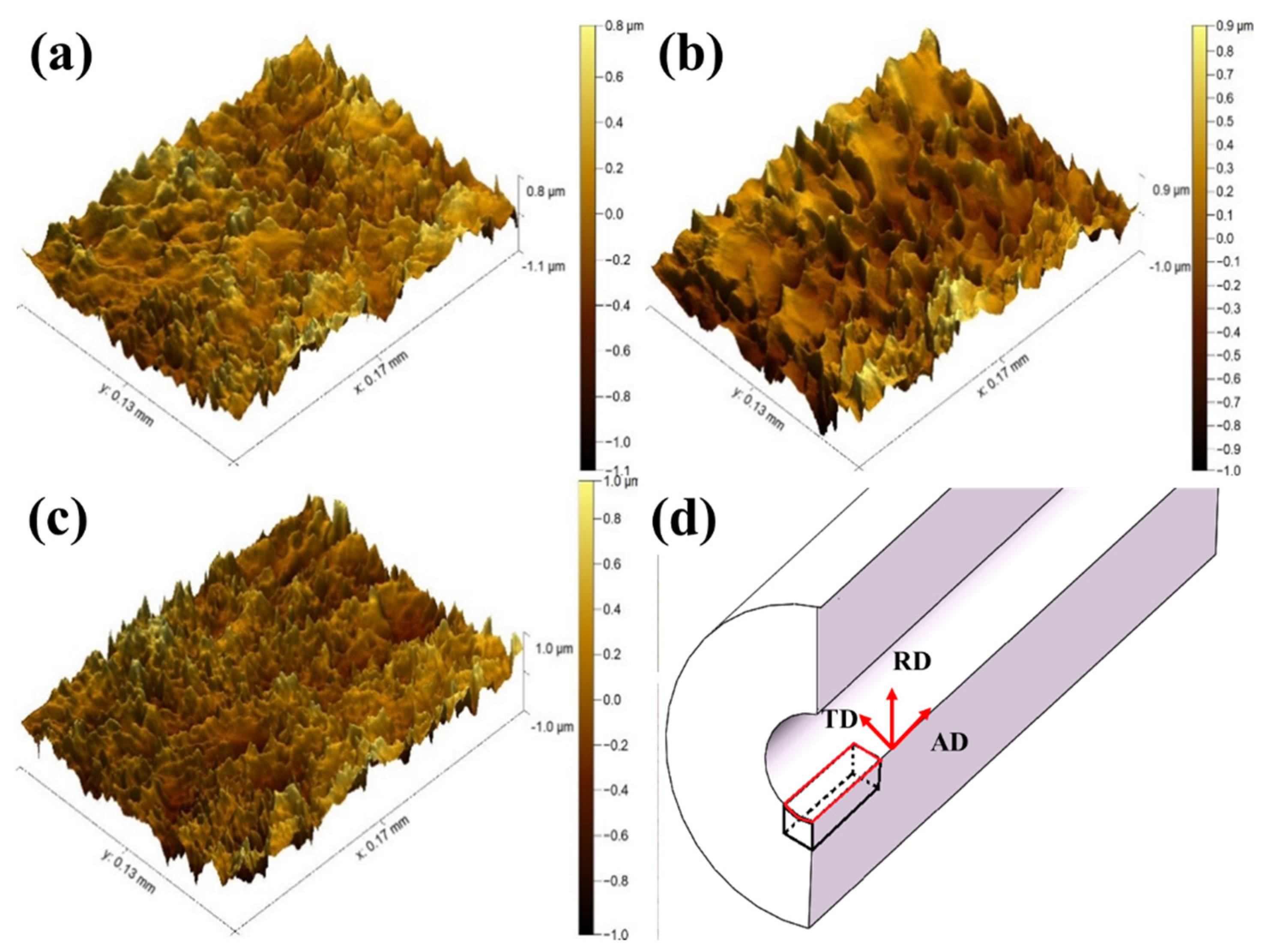
3.2. The Effects of Wall Thickness Reduction
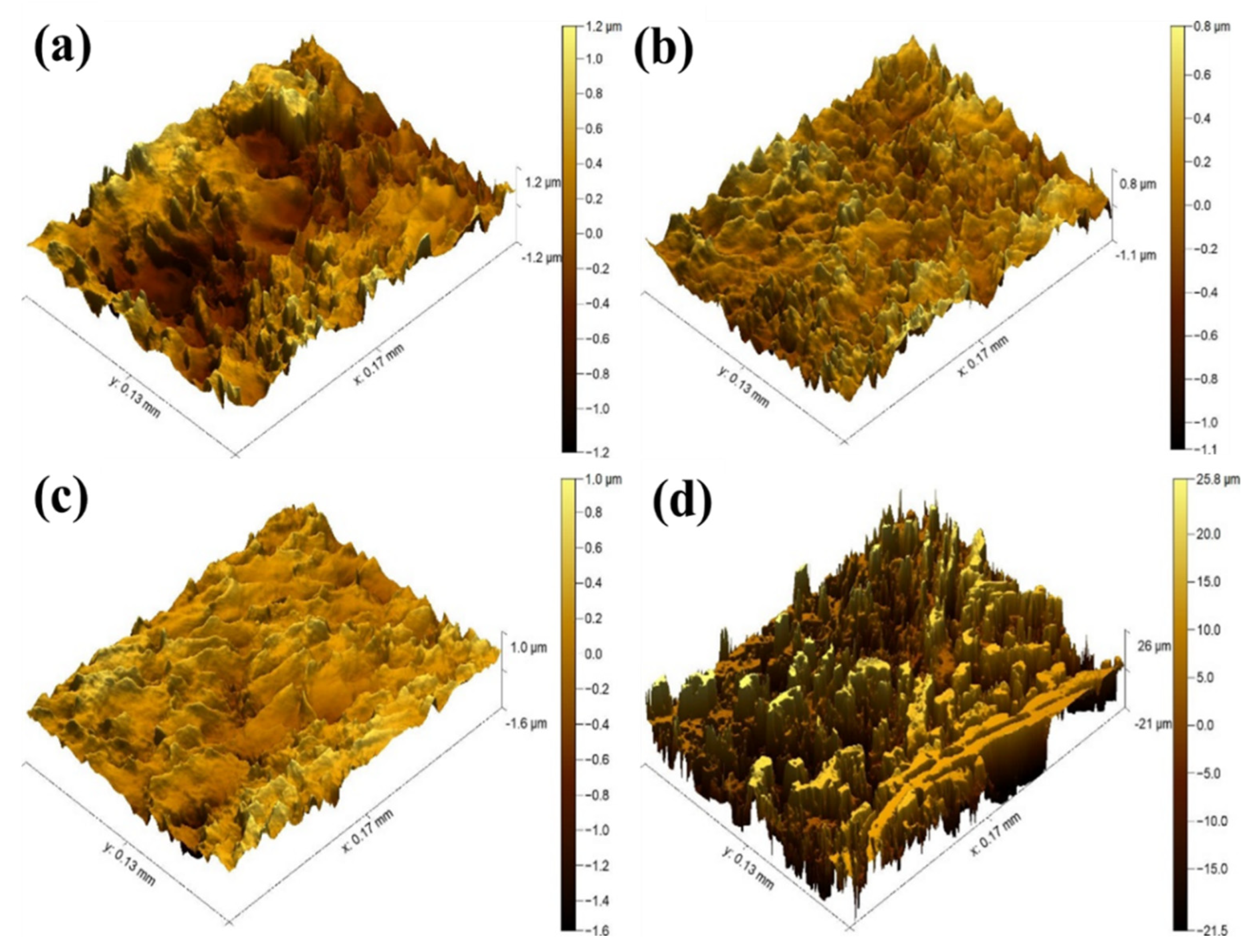
3.3. The Effect of Initial Inner Surface Roughness
3.4. Mechanical Properties
3.5. Microstructures of the Cold-Pilgered Tubes
4. Conclusions
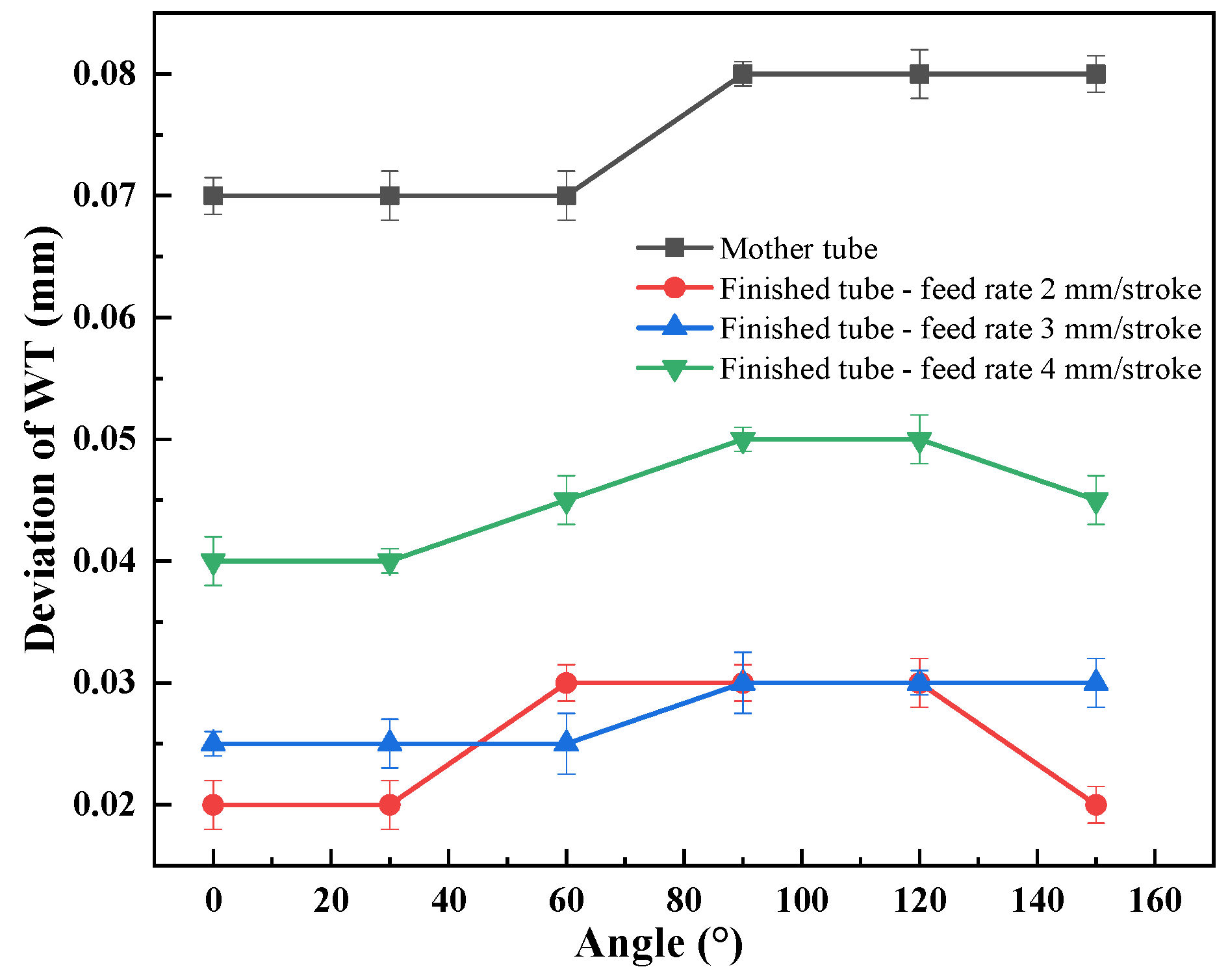
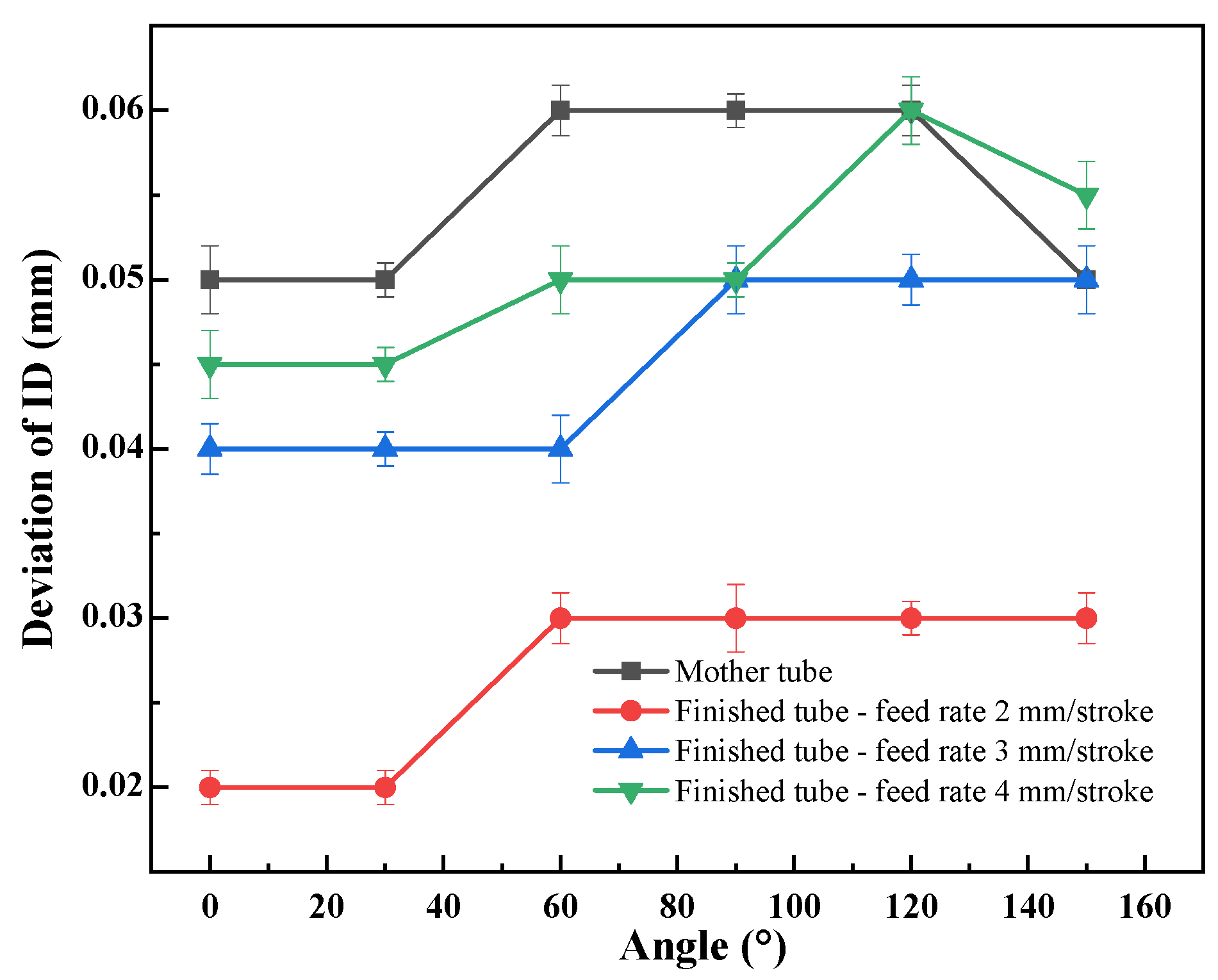
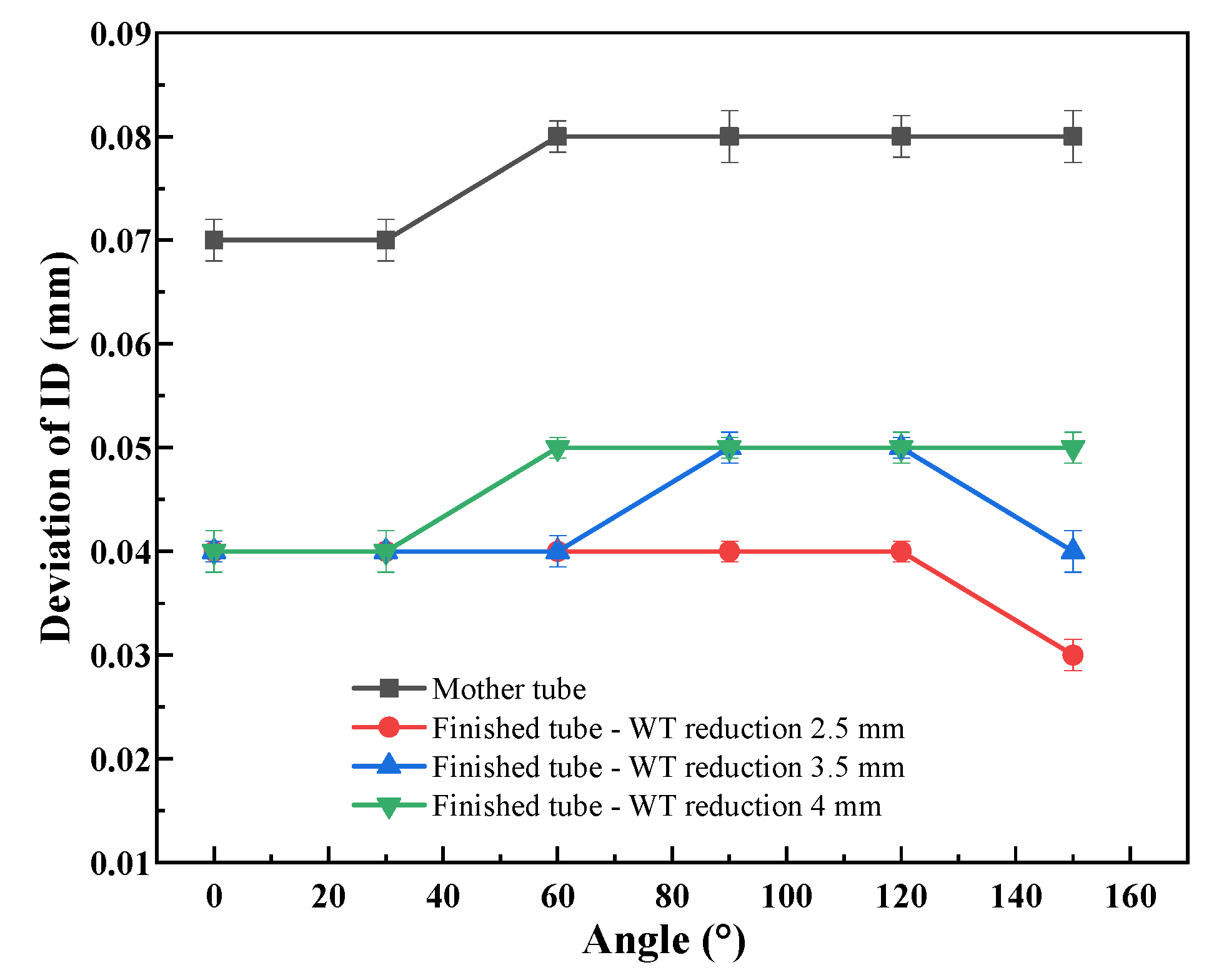
- As the feed rate increases from 2 mm/stroke to 4 mm/stroke, the wall thickness deviation of the cold-rolled tube rises from 0.02 mm to 0.04 mm, indicating a 100% increase. The inner diameter deviation increases from 0.02 mm to 0.045 mm, reflecting a 125% increase; however, there is no significant effect on the inner wall roughness. When the wall thickness reduction escalates from 2.5 mm to 4 mm, the wall thickness deviation of the cold-rolled tube grows from 0.03 mm to 0.05 mm, corresponding to a 66.7% increase. The inner wall roughness, quantified as Sa, decreases from 0.299 μm to 0.174 μm; however, the effect on inner diameter deviation is not significant. Furthermore, as the initial inner wall Sa reduces from 1.483 μm to 0.772 μm prior to rolling, the inner wall roughness of the cold-rolled tube decreases from 0.451 μm to 0.189 μm.
- Under the following rolling processing conditions: a wall thickness reduction of 3.5 mm, feed rate of 3 mm/stroke, and initial average inner wall roughness of ≤0.8 μm, high-precision small-diameter thick-walled seamless tubes with an inner diameter deviation of ≤0.05 mm, wall thickness deviation of ≤0.03 mm, and inner average wall roughness Sa of ≤0.2 μm can be obtained.
- As the wall thickness reduction increases from 2 mm to 3.5 mm, the working hardening degree of the cold-pilgered tubes gradually increases, enhancing the tensile strength and the yield strength to 1181 MPa and 1137 MPa, with increases of 3.87% and 12.35%, respectively. The elongation and impact energy decreases to 12% and 52 J, respectively. After tempering at 600 °C, the tensile strength and yield strength of the tube reach 1092 MPa and 947 MPa, respectively, while the elongation and impact energy elevate to 20.4% and 61.5 J, respectively.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kharitonov, V.V.; Bogatov, A.A. Efficient Technology for Making Ultra-Thick-Walled Small-Diameter Tubes of Bearing Steel. Metallurgist 2004, 48, 328–334. [Google Scholar] [CrossRef]
- Sun, X.; Smith, L.M. External Heating Closed-Volume Thermally Activated Tube Forming: A Fundamentally New Approach for Hydroforming Thick-Walled Tubes. J. Manuf. Process. 2010, 12, 63–66. [Google Scholar] [CrossRef]
- Zhao, X.; Deng, Z.; Yu, Z.; Li, T.; Song, X. Magnetic Permeability Perturbation Testing for Internal Axial Cracks in Small-Diameter Thick-Walled Steel Pipes. Appl. Sci. 2023, 13, 7107. [Google Scholar] [CrossRef]
- Yuan, G.; Zhang, R.; Zhang, Y.; Kang, J.; Li, Z.; Liu, X.; Wang, J. Heat Transfer Characteristics of a Hot-Rolled Seamless Steel Tube During a Controlled Cooling Process. Steel Res. Int. 2023, 94, 2200150. [Google Scholar] [CrossRef]
- Li, B.; Huang, C.; Tang, Z.; Chen, Z.; Liu, H.; Chen, Z.; Niu, J.; Wang, Z. Effect of Drilling Parameters on the Hole Surface Integrity of Low Alloy Steel for Nuclear Power during BTA Deep Hole Drilling. Int. J. Adv. Manuf. Technol. 2023, 127, 565–577. [Google Scholar] [CrossRef]
- Musazadeh, M.H.; Vafaei, R.; Mohammad Sharifi, E.; Farmanesh, K. Mechanical Properties, Microstructural Evolution, and the Effect of Friction on the Plastic Flow of the AISI 321 Austenitic Stainless Steel Tube During Cold Pilgering: An Experimental and Simulation Analysis. Met. Mater. Trans. B 2018, 49, 3030–3042. [Google Scholar] [CrossRef]
- Zhang, H.Q.; Wang, X.F.; Wei, B.L.; Li, H. Effect of Tooling Design on the Cold Pilgering Behavior of Zircaloy Tube. Int. J. Adv. Manuf. Technol. 2017, 92, 2169–2183. [Google Scholar] [CrossRef]
- Abe, H.; Nomura, T.; Kubota, Y. Lubrication of Tube in Cold Pilgering. J. Mater. Process. Technol. 2014, 214, 1627–1637. [Google Scholar] [CrossRef]
- Ragger, K.S.; Primig, S.; Daniel, R.; Kaiser, R.; Paal, J.; Mitterer, C.; Buchmayr, B. Cold Pilgering of Duplex Steel Tubes: The Response of Austenite and Ferrite to Excessive Cold Deformation up to High Strains. Mater. Charact. 2017, 128, 257–268. [Google Scholar] [CrossRef]
- Azizoğlu, Y.; Sjöberg, B.; Lindgren, L.-E. Modeling of Cold Pilgering of Stainless-Steel Tubes. J. Manuf. Process. 2024, 112, 112–125. [Google Scholar] [CrossRef]
- Li, H.; Wei, D.; Zhang, H.; Yang, H.; Liu, H.; Liu, S.; Chu, Z.; Zhang, D. Texture Evolution and Controlling of High-Strength Titanium Alloy Tube in Cold Pilgering for Properties Tailoring. J. Mater. Process. Technol. 2020, 279, 116520. [Google Scholar] [CrossRef]
- Deng, S.; Wang, S.; Chen, S.; Zheng, C.; Song, H.; Zhang, S. Texture Evolution of Zircaloy-4 Tube during Cold Pilgering: Operating Mechanism of Q Factor. J. Nucl. Mater. 2024, 589, 154846. [Google Scholar] [CrossRef]
- Chu, Z.; Xue, Z.; Zhang, D.; Wang, H.; Li, W.; Liu, R.; Huang, Q. Parameters of Cold Pilgering of Seamless Steel Tube. J. Iron Steel Res. Int. 2019, 26, 593–601. [Google Scholar] [CrossRef]
- Mulot, S.; Hacquin, A.; Montmitonnet, P.; Aubin, J.-L. A Fully 3D Finite Element Simulation of Cold Pilgering. J. Mater. Process. Technol. 1996, 60, 505–512. [Google Scholar] [CrossRef]
- Musazadeh, M.H.; Mohammad Sharifi, E.; Vafaei, R.; Farmanesh, K. An Experimentally Validated Computational Model of Damage Buildup in the Pilgering of AISI 321 Steel: Influence of Process Parameters. Trans. Indian. Inst. Met. 2020, 73, 1843–1851. [Google Scholar] [CrossRef]
- Cheng, H.; Zhao, T.; Hao, J.; Ji, S.; Zhan, J.; Zhang, J. Simulative Computation of Rolling Force in Cold Pilgering Process of High-Accuracy Stainless Steel Pipe. Heavy Mach. 2012, 2, 49–52+61. [Google Scholar]
- Lodej, B.; Niang, K.; Montmitonnet, P.; Aubin, J.-L. Accelerated 3D FEM Computation of the Mechanical History of the Metal Deformation in Cold Pilgering of Tubes. J. Mater. Process. Technol. 2006, 177, 188–191. [Google Scholar] [CrossRef]
- Li, R.; Zhang, X.; Zhang, C.; Wang, J.; Huang, J. Preparation of high-precision dimension seamless thick-walled pipe by new cold rolling process. Metals 2022, 12, 1761. [Google Scholar] [CrossRef]
- Li, R.; Jin, P.; Wang, W.; Zhang, C.; Du, X.; Huang, J. Inner Surface Morphology and Roughness Evolution of Pilgering Thick-Walled Tubes. Materials 2023, 16, 7618. [Google Scholar] [CrossRef]
- Deng, S.; Song, H.; Zheng, C.; Zhao, T.; Zhang, S.; Nielsen, K.B. Selection of Deformation Modes and Related Texture Evolution in Zircaloy-4 during One Pass Cold Pilgering. Mater. Sci. Eng. A 2019, 764, 138280. [Google Scholar] [CrossRef]
- Zheng, C.; Song, H.; Deng, S.; Zhang, S. Shear Cracks of Zircaloy Tube during Cold Pilgering: Experimental Investigation and Numerical Modeling. Int. J. Mater. Form. 2021, 14, 533–545. [Google Scholar] [CrossRef]
- Azizoğlu, Y.; Gärdsback, M.; Sjöberg, B.; Lindgren, L.-E. Finite Element Analysis of Cold Pilgering Using Elastic Roll Dies. Procedia Eng. 2017, 207, 2370–2375. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J.; Wang, Z.; Zhang, W.; Sun, W. Effect of Cold Rolling Degree on Texture Evolution, Eccentricity, and Yielding Anisotropy of GH4145 Alloy Tubes. Mater. Sci. Eng. A 2022, 832, 142464. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, W.; Zhang, A.; Li, S.; Liu, Y.; Sun, W. Effect of Annealing Temperature on the Texture Evolution and Ovality of GH4145 Alloy Tubes with Various Numbers of Rolling Passes. J. Alloys Compd. 2022, 910, 164874. [Google Scholar] [CrossRef]
- Abe, H.; Iwamoto, T.; Yamamoto, Y.; Nishida, S.; Komatsu, R. Dimensional Accuracy of Tubes in Cold Pilgering. J. Mater. Process. Technol. 2016, 231, 277–287. [Google Scholar] [CrossRef]
- GB/T 10610-2009 English Version; GB/T 10610-2009: Geometrical Product Specifications(GPS)-Surface texture: Profile Method-Rules and Procedures for the Assessment of Surface Texture. ISO: Geneva, Switzerland, 1996. (In Chinese)
- GB/T228-2021 English Version; GB/T228-2021: Method for Tensile Testing of Metallic Materials at Room Temperature. ISO: Geneva, Switzerland, 2019. (In Chinese)
- Chu, Z.; Wei, D.; Jiang, L.; Zhang, D.; Huang, Q.; Li, Y. Numerical Model Establishment and Verification of Cold Pilgering on Cycle Feed Rate. J. Iron Steel Res. Int. 2018, 25, 398–408. [Google Scholar] [CrossRef]
- Guo, W.; Li, G.; Han, F.; Zhang, Y.; Ali, M.; Ren, J.; Wang, Q.; Yuan, F. Effect of Cold Pilger Rolling Followed by Annealing on Fatigue Crack Initiation in Zircaloy-4 Alloy Cladding Tube. Int. J. Fatigue 2022, 163, 107046. [Google Scholar] [CrossRef]
- Akhiani, H.; Szpunar, J.A. Effect of Surface Roughness on the Texture and Oxidation Behavior of Zircaloy-4 Cladding Tube. Appl. Surf. Sci. 2013, 285, 832–839. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, C.; Miao, L.; Guo, X.; Ding, J.; Zhang, H. The Evolution of Complex Carbide Precipitates in a Low Alloy Cr–Mo–V Steel after Long-Term Aging Treatment. Materials 2019, 12, 1724. [Google Scholar] [CrossRef]
- Wu, D.; Wang, F.; Cheng, J.; Li, C. Effects of Nb and Tempering Time on Carbide Precipitation Behavior and Mechanical Properties of Cr–Mo–V Steel for Brake Discs. Steel Res. Int. 2018, 89, 1700491. [Google Scholar] [CrossRef]
- Trillo, E.A.; Murr, L.E. A TEM Investigation of M23C6 Carbide Precipitation Behaviour on Varying Grain Boundary Misorientations in 304 Stainless Steels. J. Mater. Sci. 1998, 33, 1263–1271. [Google Scholar] [CrossRef]
- Li, S.-X.; He, Y.-N.; Yu, S.-R.; Zhang, P.-Y. Evaluation of the Effect of Grain Size on Chromium Carbide Precipitation and Intergranular Corrosion of 316L Stainless Steel. Corros. Sci. 2013, 66, 211–216. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni + Cr + Mo | W | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.29 | 0.19 | 0.14 | ≤0.015 | ≤0.015 | 5.0 | 0.37 | 0.63 | Bal |
| Roughness | Feed Rate (mm/Stoke) | ||
|---|---|---|---|
| 2 | 3 | 4 | |
| Sa/μm | 0.177 | 0.189 | 0.210 |
| Sq/μm | 0.221 | 0.238 | 0.266 |
| Sz/μm | 1.949 | 1.902 | 2.006 |
| Roughness | Wall Thickness Reduction (mm) | |||
|---|---|---|---|---|
| 2 | 3.5 | 4 | Worn Regions of 4 | |
| Sa/μm | 0.299 ± 0.032 | 0.177 ± 0.021 | 0.174 ± 0.022 | 7.847 ± 0.921 |
| Sq/μm | 0.368 ± 0.092 | 0.221 ± 0.076 | 0.209 ± 0.075 | 9.666 ± 1.225 |
| Sz/μm | 2.434 ± 0.581 | 1.949 ± 0.423 | 2.560 ± 0.419 | 47.25 ± 5.216 |
| State | Roughness | Tube 1 | Tube 2 | Tube 3 |
|---|---|---|---|---|
| Before rolling | Sa/μm | 0.772 ± 0.113 | 1.151 ± 0.281 | 1.483 ± 0.209 |
| Sq/μm | 0.865 ± 0.152 | 1.391 ± 0.206 | 1.729 ± 0.277 | |
| Sz/μm | 2.901 ± 1.272 | 4.095 ± 1.820 | 6.072 ± 1.885 | |
| After rolling | Sa/μm | 0.189 ± 0.021 | 0.337 ± 0.033 | 0.451 ± 0.055 |
| Sq/μm | 0.238 ± 0.076 | 0.417 ± 0.097 | 0.557 ± 0.088 | |
| Sz/μm | 1.902 ± 0.423 | 3.616 ± 0.501 | 3.925 ± 0.528 |
| Wall Thickness Reduction (mm) | Tensile Strength Rm (MPa) | Yield Strength Rp0.2 (MPa) | Elongation A (%) | RT Impact Energy AKU (J) |
|---|---|---|---|---|
| 0 | 1093 ± 14 | 955 ± 9 | 16 ± 1.7 | 58 ± 2.5 |
| 2.0 | 1137 ± 19 | 1012 ± 8 | 14 ± 2.1 | 55 ± 1.5 |
| 2.5 | 1154 ± 10 | 1057 ± 12 | 13 ± 1.5 | 54.5 ± 1 |
| 3.0 | 1173 ± 14 | 1105 ± 7 | 13 ± 1.2 | 52 ± 0.5 |
| 3.5 | 1181 ± 11 | 1137 ± 12 | 12 ± 1.8 | 52 ± 2.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; Li, R.; Jin, P.; Wang, W.; Zhang, C.; Ma, M.; Huang, J. Influence of Cold-Rolling Processes on the Dimensional Accuracy and Roughness of Small-Diameter Thick-Walled Seamless Tubes. Metals 2024, 14, 1297. https://doi.org/10.3390/met14111297
Ding X, Li R, Jin P, Wang W, Zhang C, Ma M, Huang J. Influence of Cold-Rolling Processes on the Dimensional Accuracy and Roughness of Small-Diameter Thick-Walled Seamless Tubes. Metals. 2024; 14(11):1297. https://doi.org/10.3390/met14111297
Chicago/Turabian StyleDing, Xiuping, Ran Li, Pengfei Jin, Weijie Wang, Cheng Zhang, Minyu Ma, and Jinfeng Huang. 2024. "Influence of Cold-Rolling Processes on the Dimensional Accuracy and Roughness of Small-Diameter Thick-Walled Seamless Tubes" Metals 14, no. 11: 1297. https://doi.org/10.3390/met14111297
APA StyleDing, X., Li, R., Jin, P., Wang, W., Zhang, C., Ma, M., & Huang, J. (2024). Influence of Cold-Rolling Processes on the Dimensional Accuracy and Roughness of Small-Diameter Thick-Walled Seamless Tubes. Metals, 14(11), 1297. https://doi.org/10.3390/met14111297