
Investigation of Microstructure and Properties of Ultra-High Strength Steel in Aero-Engine Components following Heat Treatment and Deformation Processes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Procedures
2.1.1. Materials
2.1.2. Instruments
2.2. Heat Treatment
2.3. Effect of Experimental Temperature and Service Year on Impact Toughness of C250 Steel
3. Experimental Results and Discussion
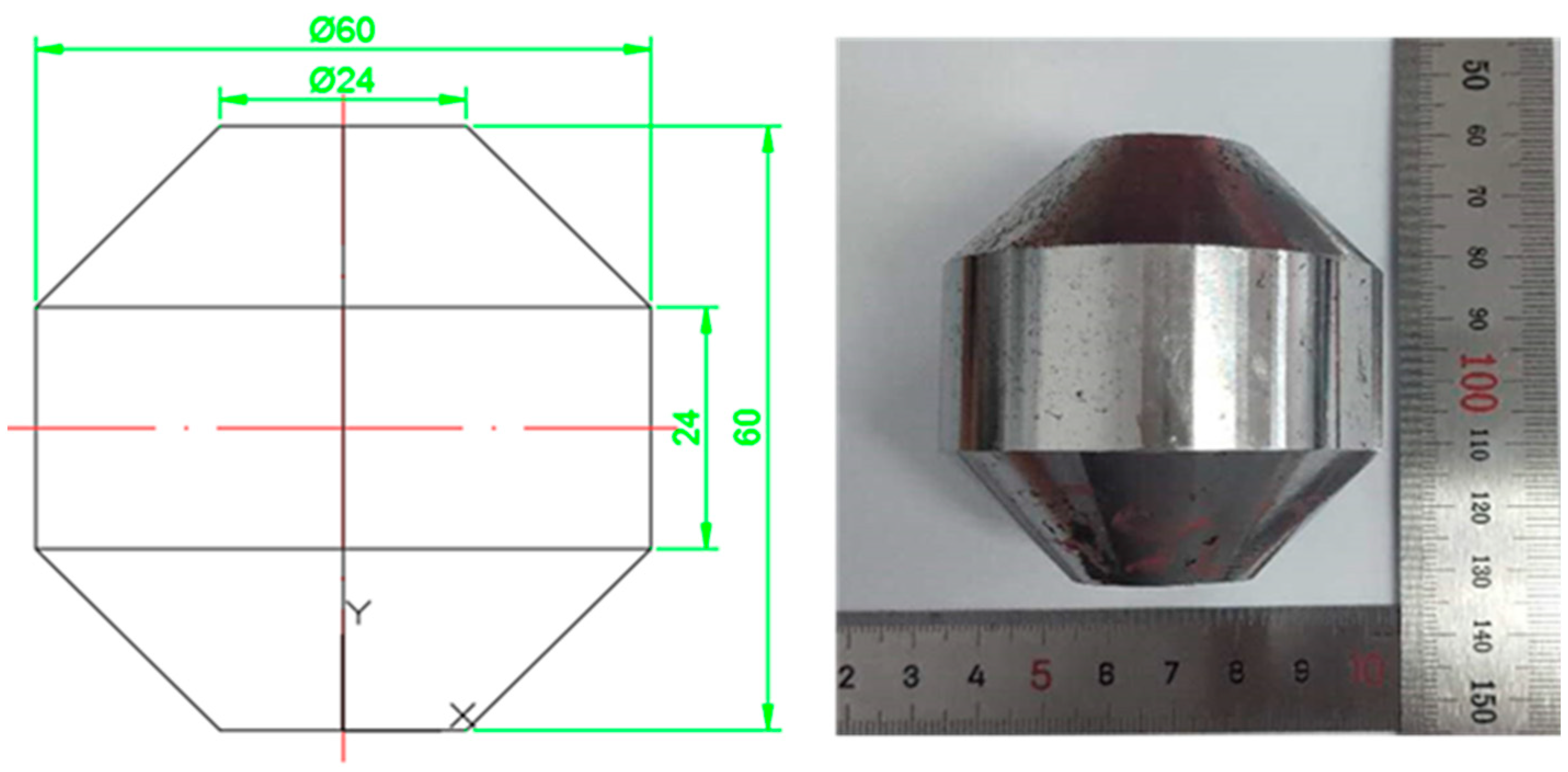
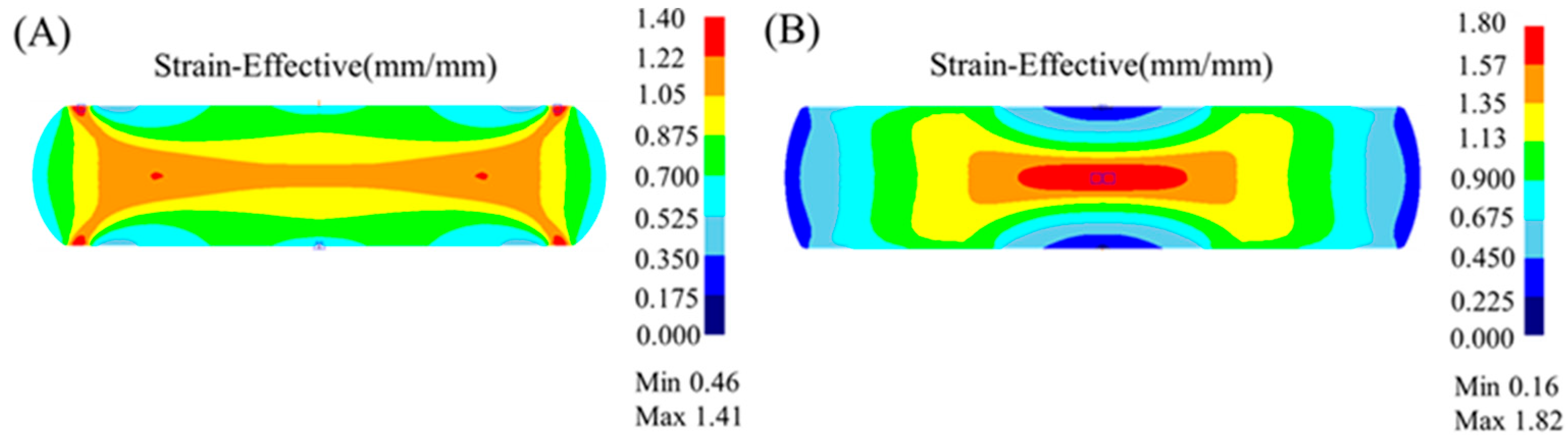
3.1. Selection of Double Cone Specimen
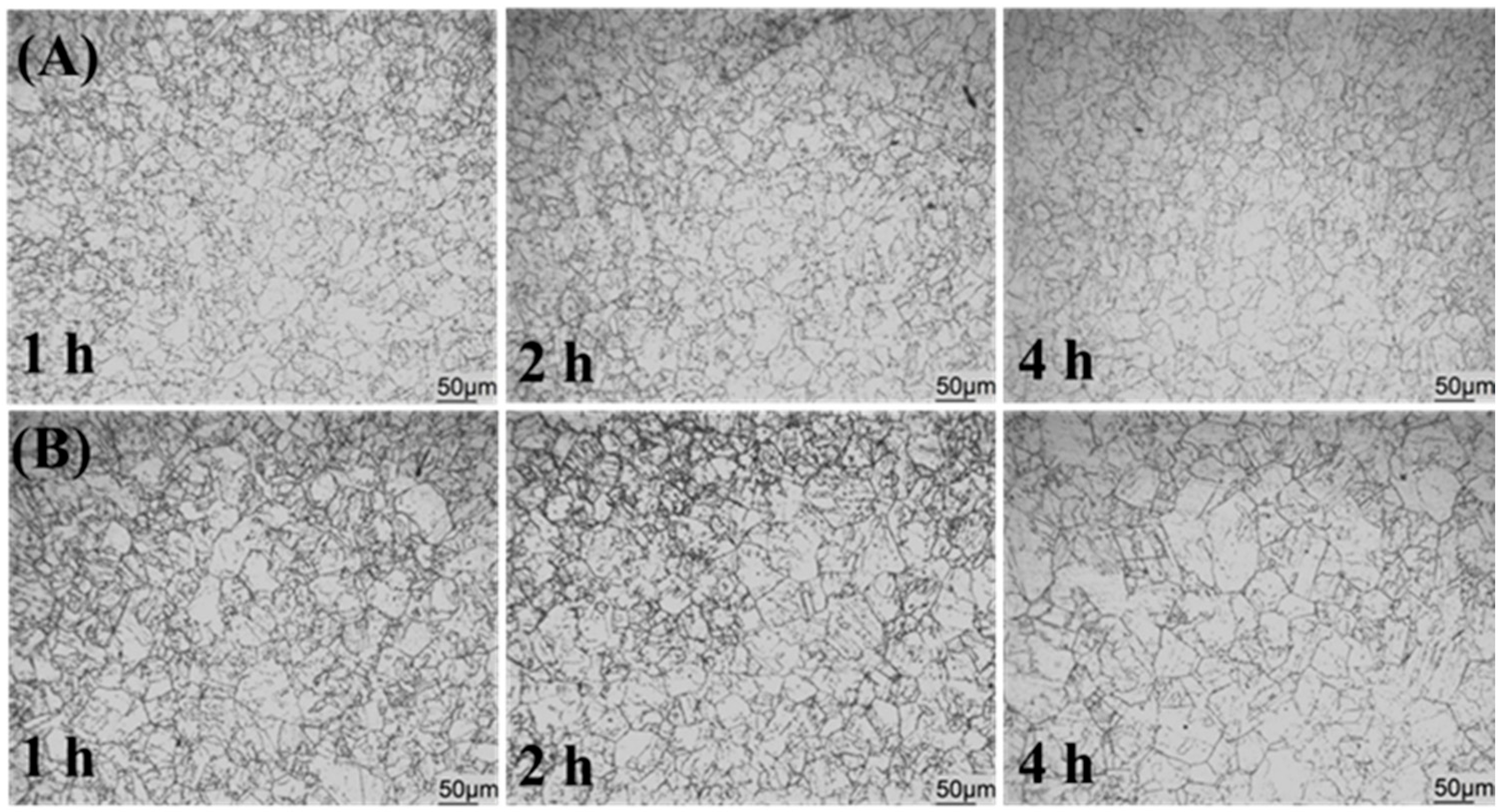
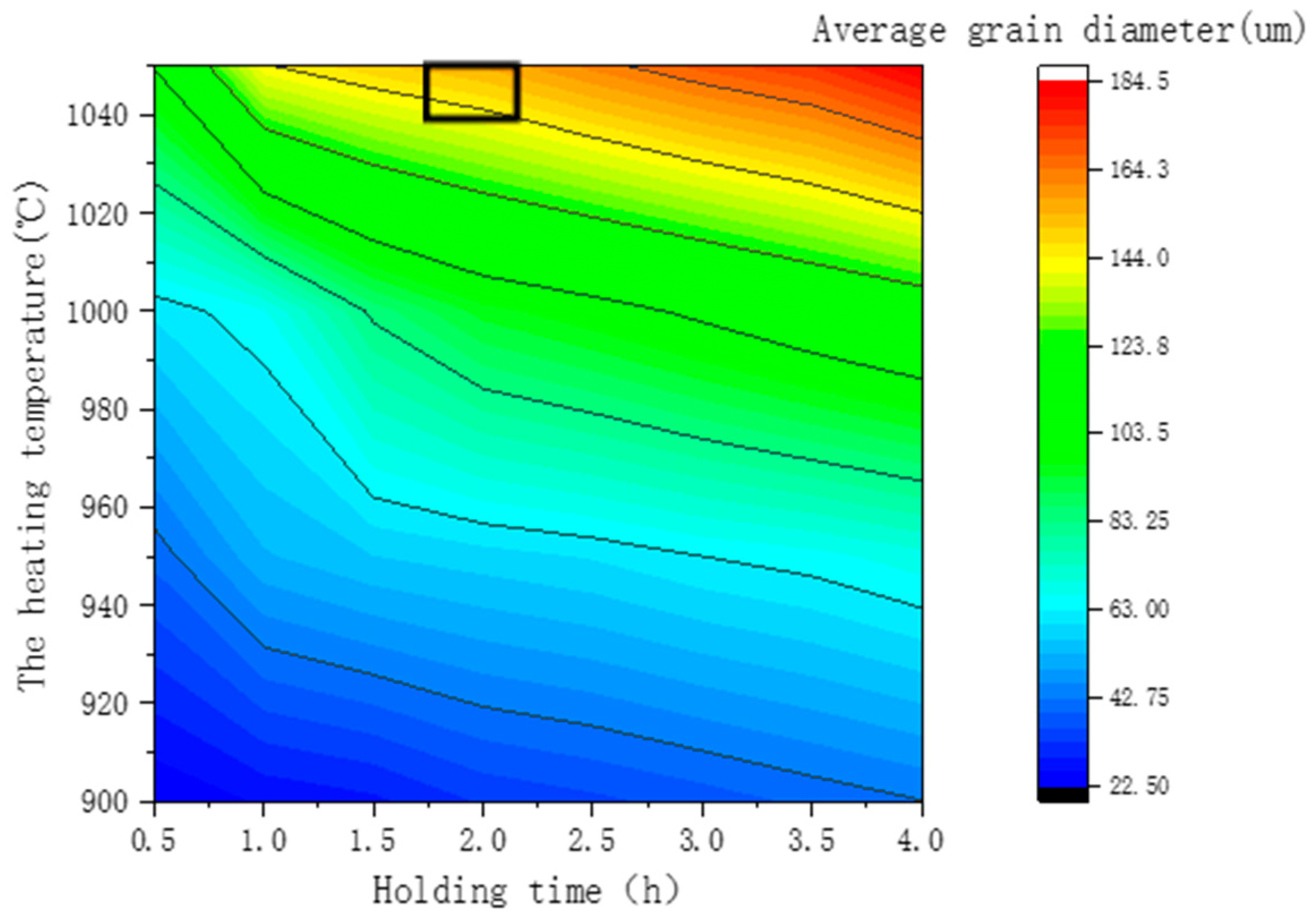
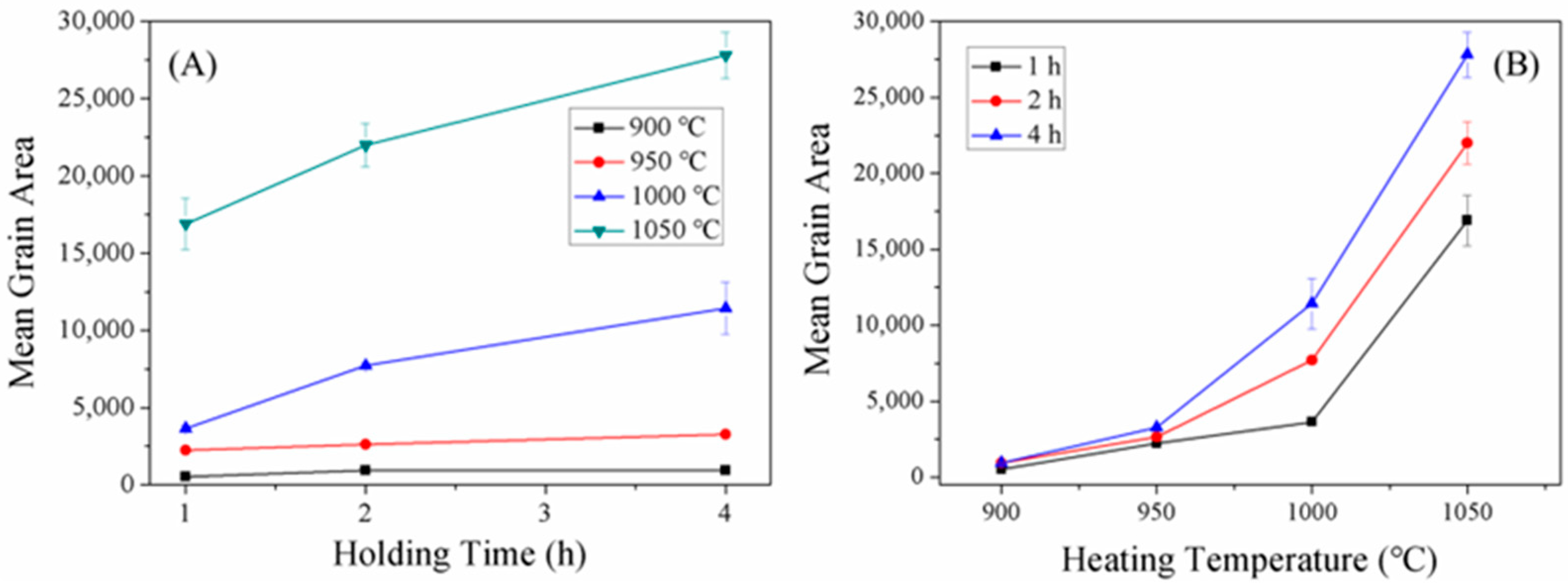
3.2. Effect of Heated Several Times Free from Forging Experiment on Average Grain Size
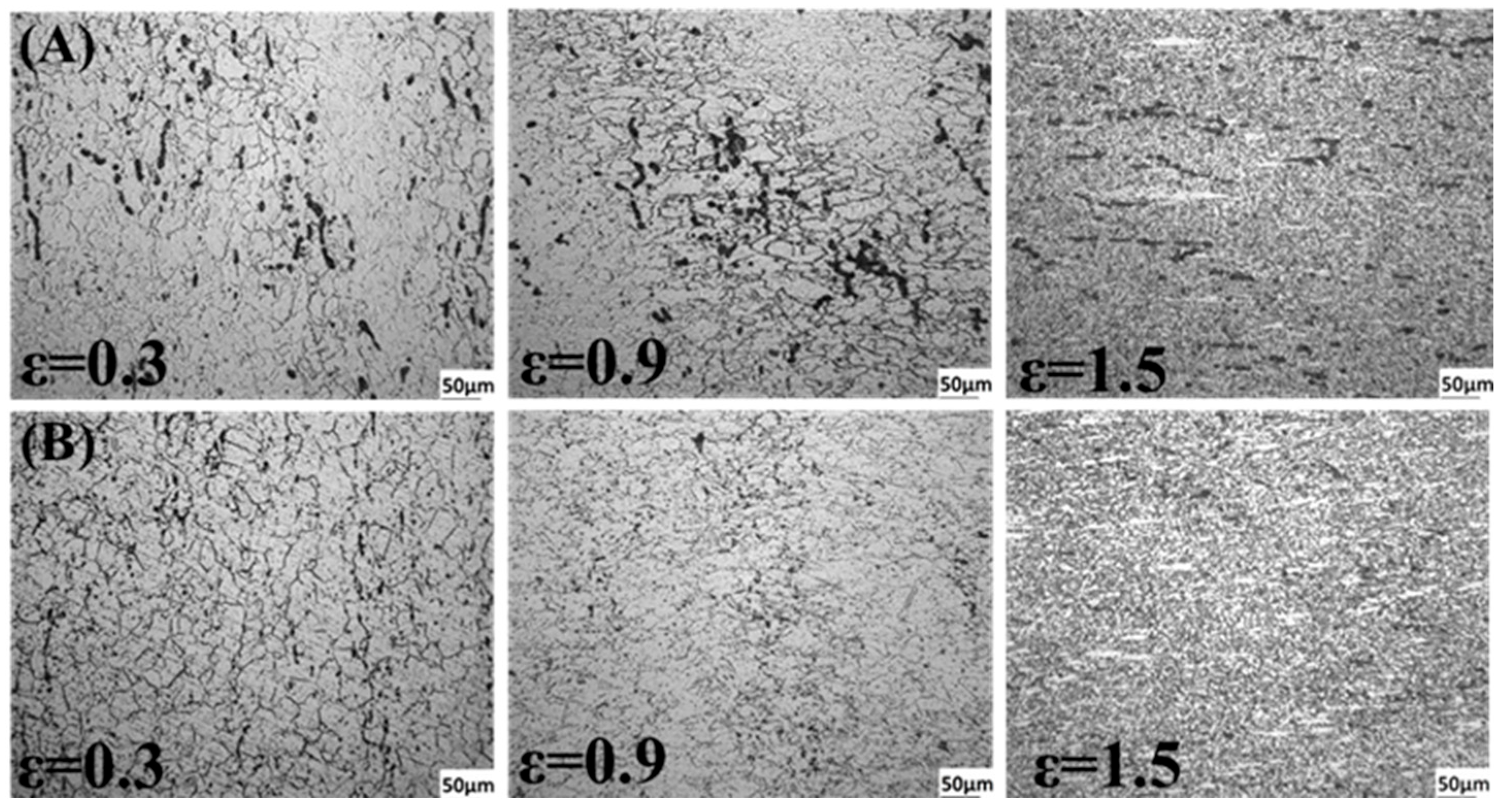
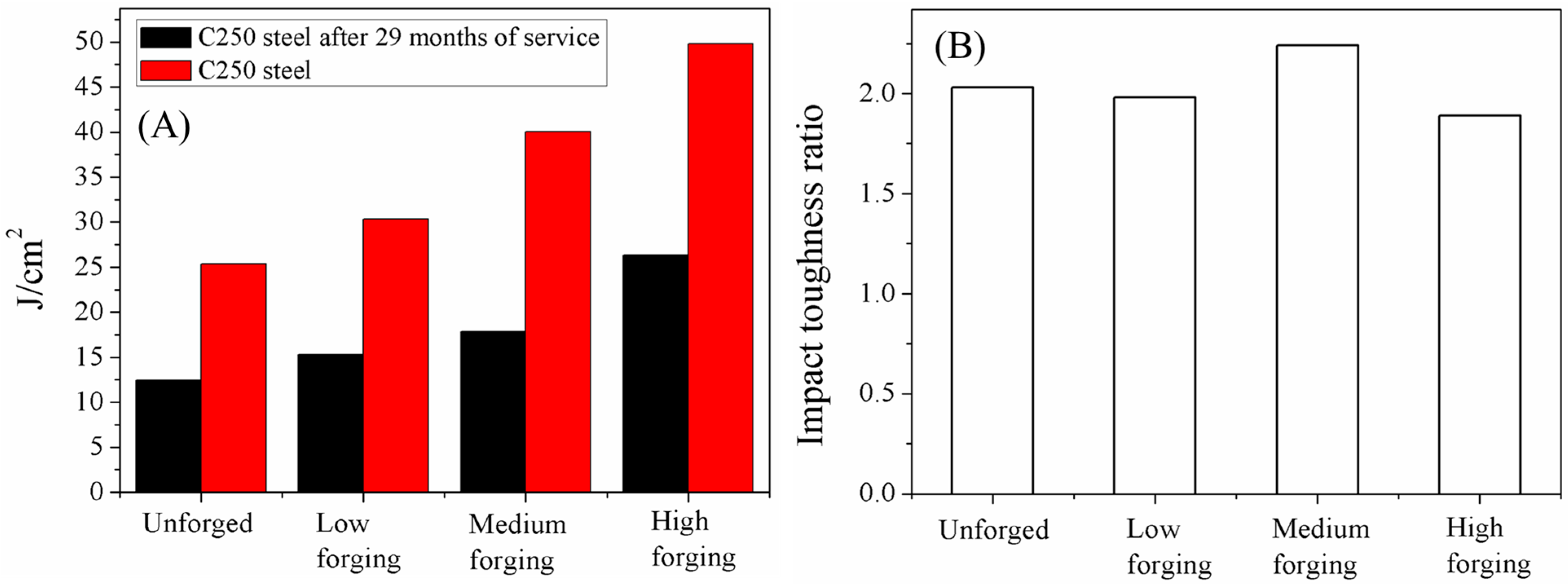
3.3. Influence of Forging Treatment on Microstructure and Properties of Maraging C250 Steel
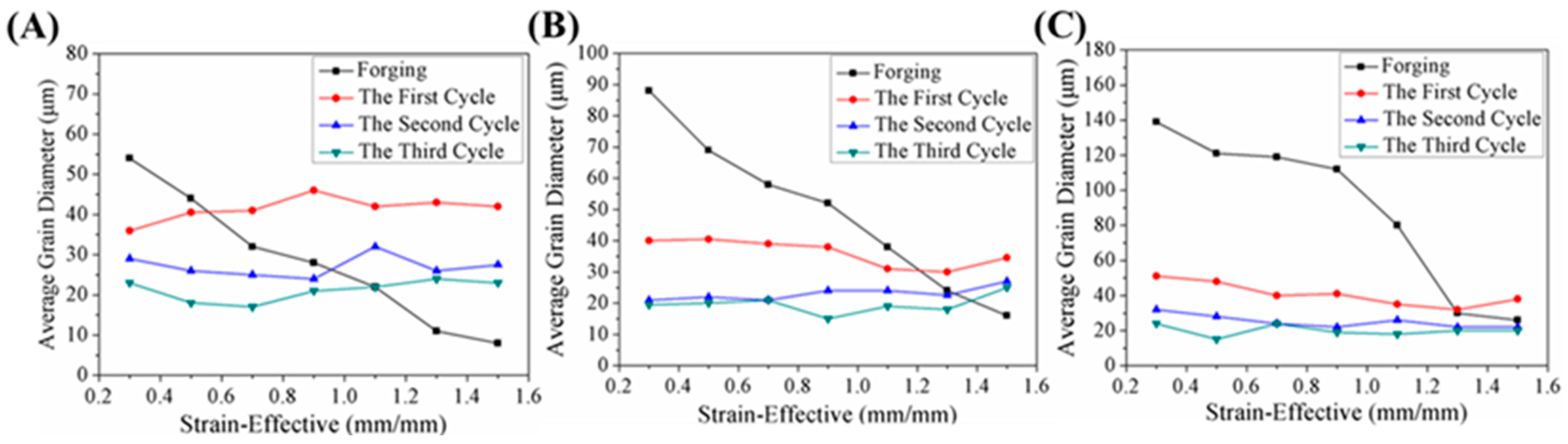
3.4. Effect of Cycle Heat Treatment on Microstructure and Properties of Maraging C250 Steel
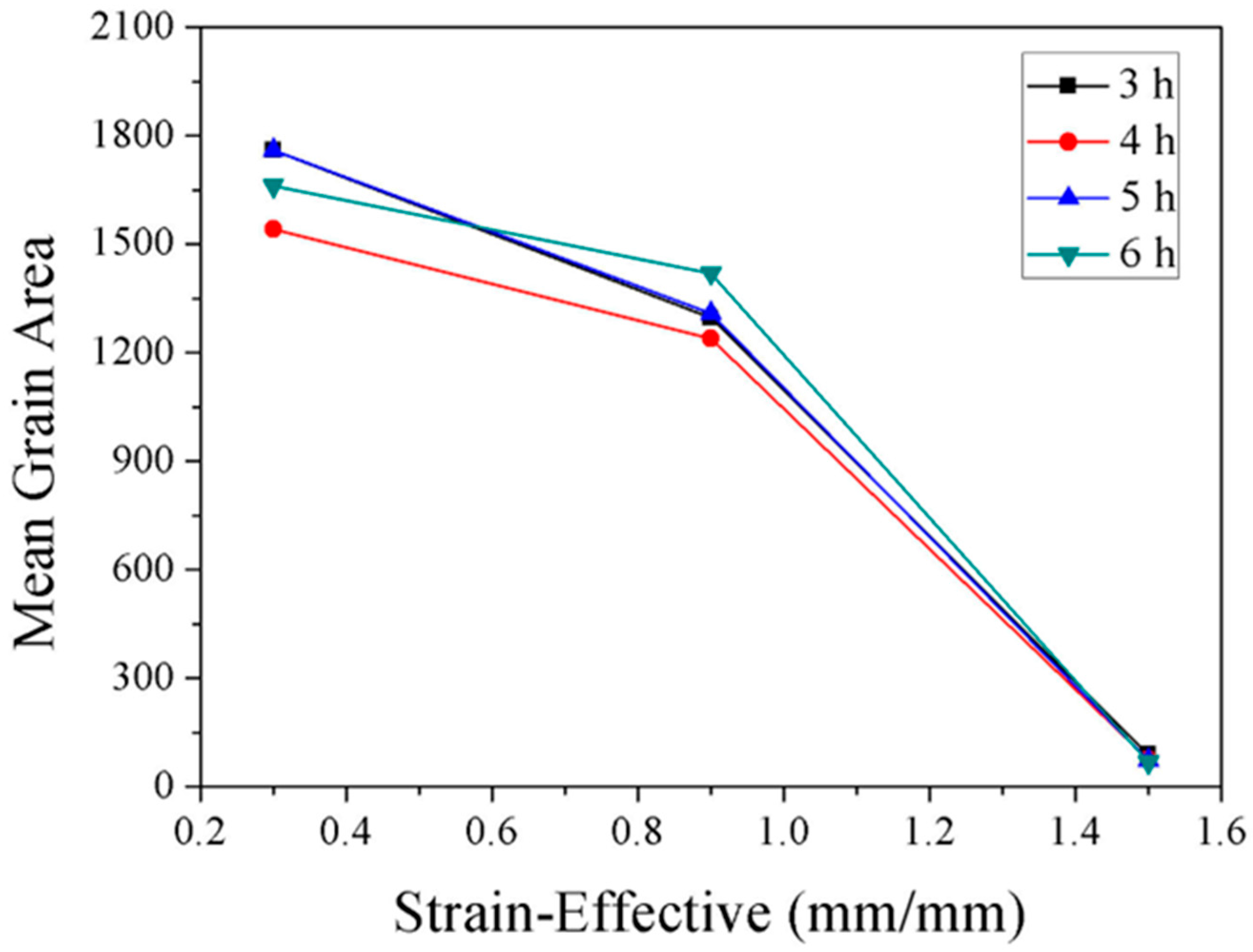
3.5. Effect of Solid Solution Heat Treatment on Microstructure and Properties of Maraging C250 Steel
3.6. Establishment of a Hot Working Process Window for the Percentage of Recrystallized Grains
3.7. Establishment of a Thermal Processing Window for Grain Range after Cyclic Heat Treatment
4. Conclusions
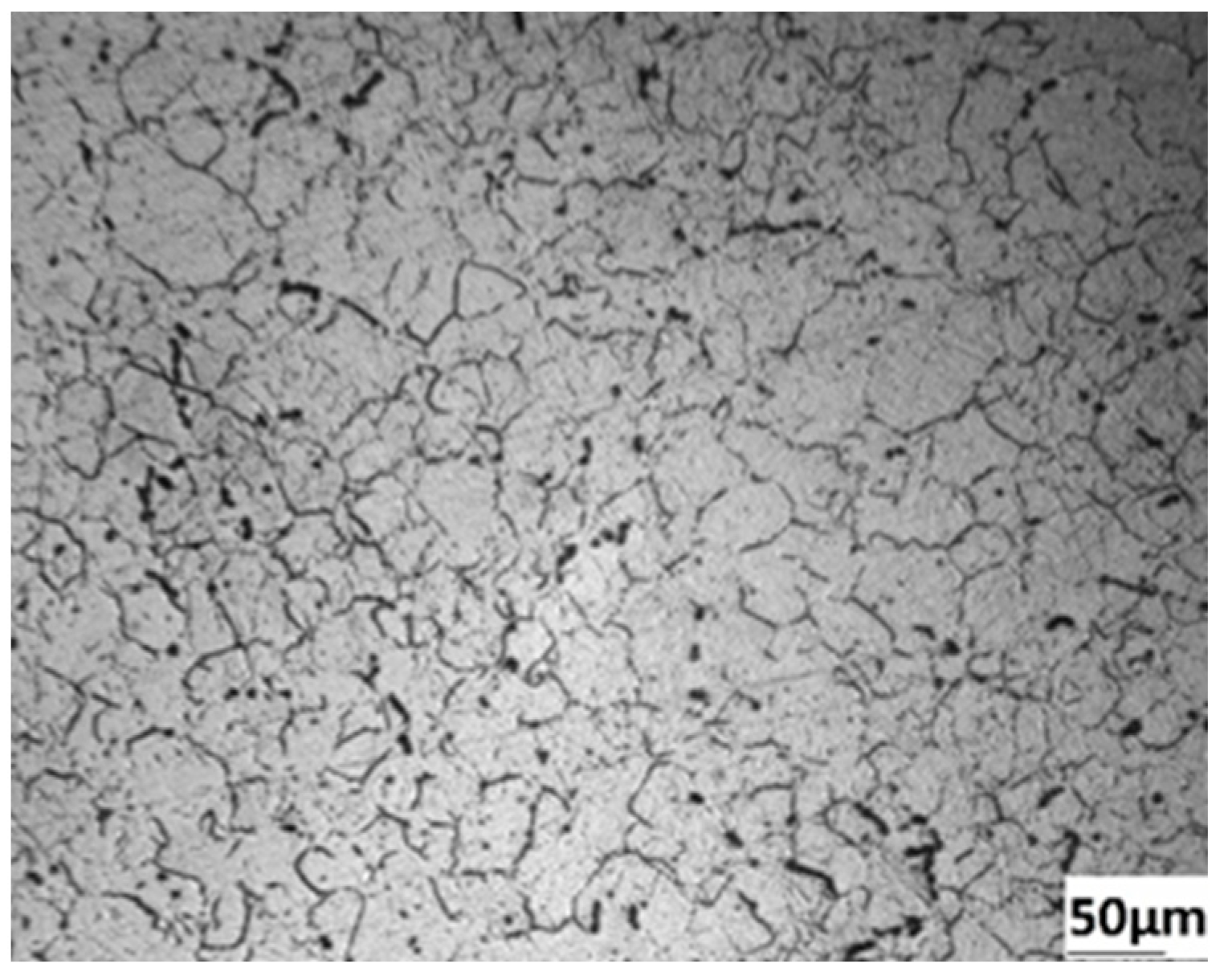
- Increasing the heating temperature and prolonging the holding time led to increases in the average grain size. The effect of holding time on grain size is smaller compared to the effect of the temperature. At lower temperatures, the change in grain size with holding time is less severe compared to higher temperatures. Grain growth is more prominent in the first half of the holding time and milder in the second half.
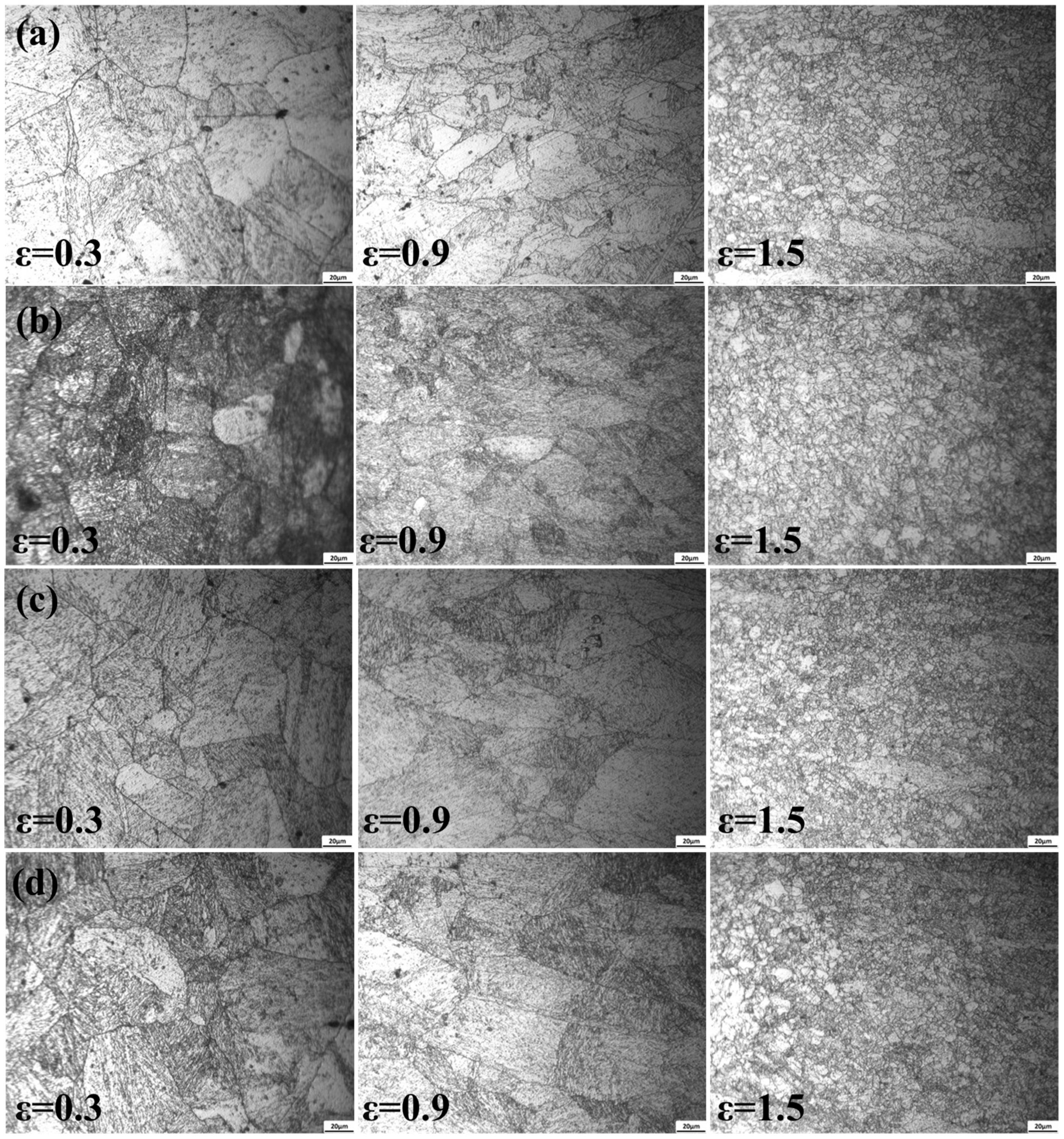
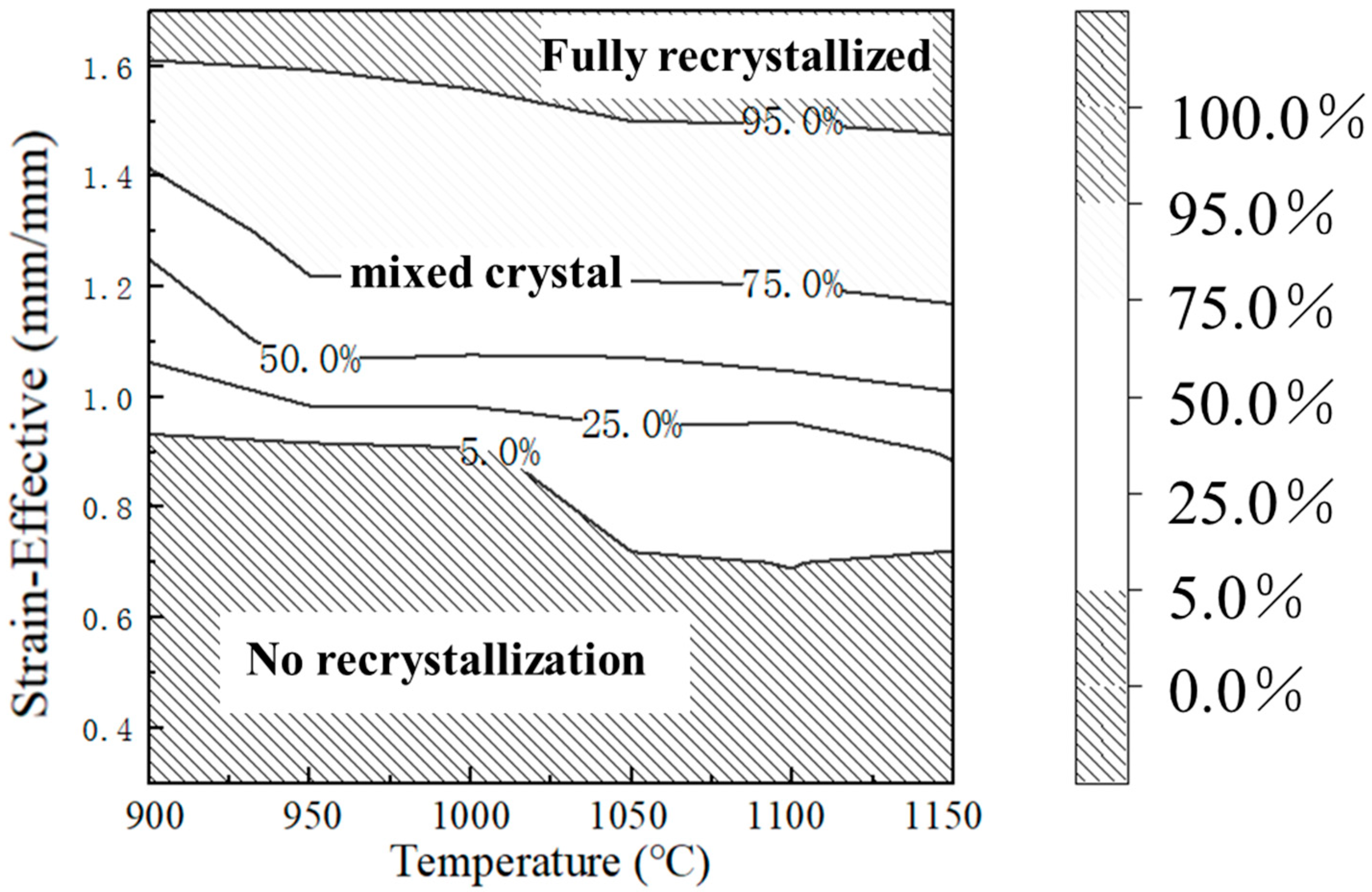
- During the hot working of 18Ni maraging steel, it was observed that when the temperature is between 900 and 1150 °C and the equivalent strain is below 1.5, the recrystallization percentage does not reach 100%, and there is a significant presence of mixed crystals in the small strain region. Therefore, optimization of process parameters is recommended in practical production to avoid the strain dead zones. According to the results of the heating without forging experiment and the double-cone experiment, an extrusion temperature of approximately 1050 °C is suggested in actual production.
- After one cycle of heat treatment, the grain size in the small strain region can be refined from grade 3 to 6. After three cycles of heat treatment, further refinement to grade 8 is achieved. The effect of refinement is not significantly different between the second and third cycles. Therefore, it is recommended to subject the forged specimens to no more than two cycles of heat treatment, considering the magnitude of the strain.
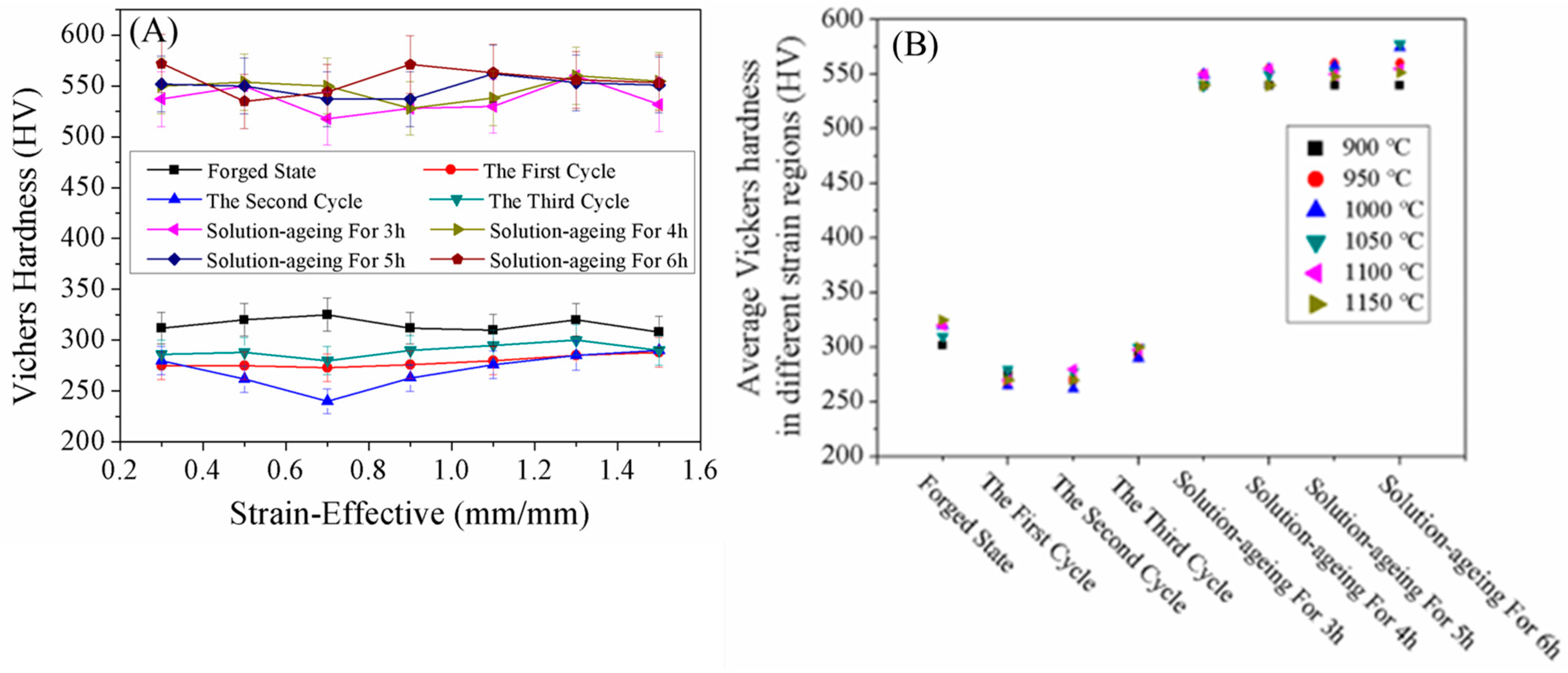
- After the solution aging treatment, there is a slight increase in grain size, while the hardness increases by over 70%. The hardness value gradually increases with the aging time.
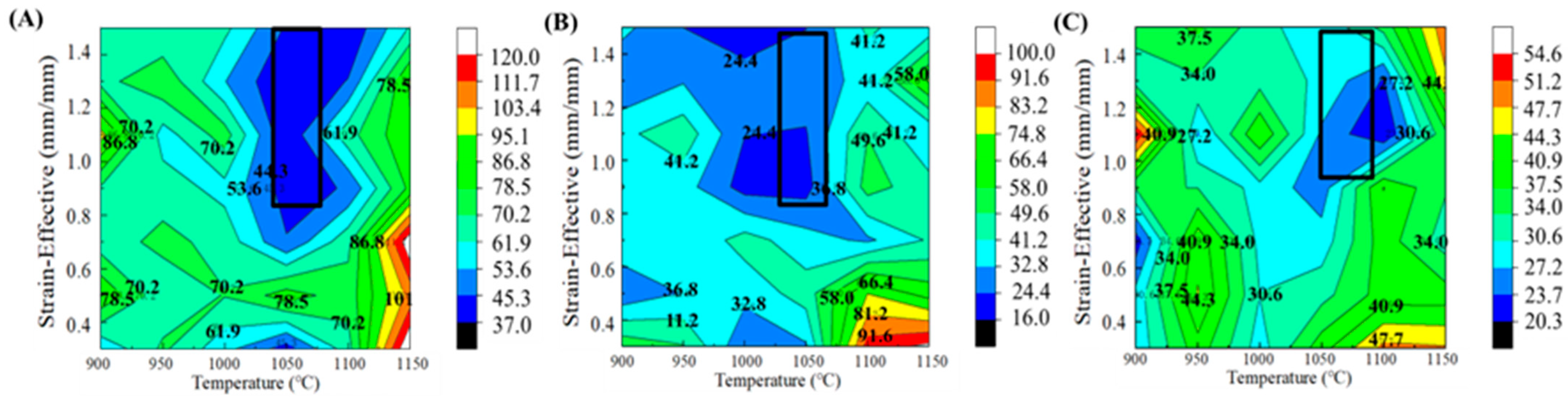
- Analysis of the grain range window after one cycle of heat treatment indicates that the smallest grain size range is observed at approximately 1050 °C for strain values above 0.7, with a range of about 45 μm. The grain range after the second cycle of heat treatment shows that when the temperature is between 1000 and 1050 °C, the range for strain value above 0.8 is approximately 30 μm, which meets the requirements for a homogenous crystal state. After three cycles of heat treatment, the overall grain size range is significantly reduced. However, the grain size range in the small strain region at high temperatures remains relatively high. Based on the grain range window analysis, it is recommended to select a temperature around 1050 °C during the forging process to achieve a fine and uniform structure, while ensuring an equivalent strain value above 1.0.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | C | Co | Mo | Ti | Al | Mn | P | Si | S |
|---|---|---|---|---|---|---|---|---|---|
| 17.97 | 0.004 | 8.02 | 5.01 | 0.41 | 0.1 | 0.01 | 0.003 | 0.01 | 0.001 |
References
- Xu, D.; Chen, Y.; Xu, H.; Xu, C.; Bu, C.; Zheng, G. Research progress of ultra-high strength martensitic aging steel. Precis. Form. Eng. 2021, 13, 100–108. [Google Scholar]
- Pugacheva, N.B.; Orishich, A.M.; Volkova, E.G.; Makarov, A.V.; Senaeva, E.I.; Malikov, A.G. Role of ultra-fine intermetallic particles and martensite in strengthening of AISI 321/Cu/Ti laser welded joint. Mater. Charact. 2022, 185, 111702. [Google Scholar] [CrossRef]
- Ji, X.; Fu, L.; Zheng, H.; Wang, J.; Lu, H.; Wang, W.; Wen, M.; Dong, H.; Shan, A. Strengthening of Ultrafine Lamellar-Structured Martensite Steel via Tempering-Induced Nanoprecipitation. Acta Metall. Sin. 2022, 35, 1812–1824. [Google Scholar] [CrossRef]
- Varghese, V.; Ramesh, M.R.; Chakradhar, D. Experimental investigation of cryogenic end milling on maraging steel using cryogenically treated tungsten carbide-cobalt inserts. Int. J. Adv. Manuf. Technol. 2019, 105, 2001–2019. [Google Scholar] [CrossRef]
- Huang, L.; Maugis, P. Effect of substitutional Ni atoms on the Snoek relaxation in ferrite and martensite Fe-C alloys: An atomisitic investigation. Comput. Mater. Sci. 2022, 203, 111083. [Google Scholar] [CrossRef]
- Dong, W. Research on dynamic test method of angular stiffness of combined flexible joint. J. Harbin Inst. Technol. 2015. [Google Scholar] [CrossRef]
- Liu, Q.; Geng, D.; Sun, G.; Geng, D. Optimizing of Pneumatic Flexible Joint Skeleton Parameters Based on Orthogonal Experiment. Clausius Sci. Press 2018, 7, 129–133. [Google Scholar] [CrossRef]
- Garrison, W.M. Ultrahigh-strength steels for aerospace applications. JOM 1990, 42, 20–24. [Google Scholar] [CrossRef]
- Wang, C.; Shang, L.; Han, S.; Li, Y.; Liu, D.; Wang, J.; Yang, C. Hot extrusion forming numerical simulation and microstructure and properties of Maraging250 steel for aviation shaft forging. Trans. Mater. Heat Treat. 2021, 42, 181–187. [Google Scholar]
- Rajesh, S.; Suresh, G.; Mohan, R.C. A Review on Material Selection and Fabrication of Composite Solid Rocket Motor (SRM) Casing. Int. J. Mech. Solids 2017, 12, 125–138. [Google Scholar]
- Young, D.W. Aircraft Landing Gears—The Past, Present and Future. Proc. Inst. Mech. Eng. Part D Transp. Eng. 1986, 200, 75–92. [Google Scholar] [CrossRef]
- Li, S.; Dong, L.; Zheng, H.; Wu, C.; Wang, H.; Ling, D.; Wang, Q. Research Progress of Stress Corrosion Cracking of Ultra-High Strength Steels for Aircraft Landing Gear. J. Chin. Soc. Corros. Prot. 2023, 1005, 1–20. [Google Scholar]
- Chentouf, S.M.; Jahazi, M.; Fortin, R. Influence of the Quench Process on Microstructure Evolution in a Landing Gear Steel. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2014. [Google Scholar] [CrossRef]
- Niu, M.; Zhou, G.; Wang, W.; Shahzad, M.B.; Shan, Y.; Yang, K. Precipitate evolution and strengthening behavior during aging process in a 2.5 GPa grade maraging steel. Acta Mater. 2019, 179, 296–307. [Google Scholar] [CrossRef]
- Bayata, F.; Alpas, A.T. The high temperature wear mechanisms of iron-nickel steel (NCF 3015) and nickel based superalloy (inconel 751) engine valves. Wear 2021, 480–481, 203943. [Google Scholar] [CrossRef]
- Behera, A.; Sahoo, A.K. Wear behaviour of Ni based superalloy: A review. Mater. Proc. 2020, 33, 5638–5642. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I.; Agarwal, H.; Abdul-latif, A. Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int. J. Adv. Manuf. Technol. 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Wang, H.; Cao, X.; Li, D.; Fang, X.; Cai, Z. Impact Abrasive Wear of CoCrWSi Coating at High Temperature. China Surf. Eng. 2023, 36, 193–204. [Google Scholar]
- Singh, K.S.; Op, P. Effect of multipass cold plastic deformation and heat treatment on the mechanical properties of C250 marageing steel for aerospace applications. Proc. Inst. Mech. Eng. 2021, 235, 1551–1566. [Google Scholar] [CrossRef]
- Kokkonidis, P.; Papadopoulou, E.; Rizos, A.; Koutsoukis, T.; Fourlaris, G. Microstructure-Mechanical Property Relationships in a Maraging 250 Steel; Materials Science: Tsukuba, Japan, 2008. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, X.; Dai, F.; Li, N.; Zhao, F. Study on the constitutive relationship of high temperature deformation of 18Ni martensitic aging steel. Hot Work. Technol. 2016, 45, 153–155. [Google Scholar] [CrossRef]
- Ren, Y.; Zhao, F.; Yan, Y.; Zhang, Z. Thermal deformation behavior of 18Ni martensitic aging steel. Ordnance Mater. Sci. Eng. 2013, 36, 4–7. [Google Scholar]
- Castro Güiza, G.M.; Oliveira, C.A.S. Microstructural changes produced by hot forging in a C300 Maraging Steel. Mater. Sci. Eng. A 2016, 655, 142–151. [Google Scholar] [CrossRef]
- Figueiredo, N.C.; Oliveira, C.A.S.d.; Masoumi, M.; Abreu, H.F.G.d. Microstructural variations at different distance from the surface in forged 18 Ni C300 maraging steel. J. Mater. Res. Technol. 2019, 8, 284–291. [Google Scholar] [CrossRef]
- Hou, H.; Qi, L.; Zhao, Y. Effect of austenitizing temperature on the mechanical properties of high-strength maraging steel. Mater. Sci. Eng. A 2013, 587, 209–212. [Google Scholar] [CrossRef]
- Hou, H.; Li, H.; Jin, Y.; Wang, X.; Wen, Z. Effect of heat treatment temperature on the mechanical properties of low-temperature high strength maraging steel. Mater. Sci. Eng. A 2014, 601, 1–6. [Google Scholar] [CrossRef]
- Panin, S.V.; Maruschak, P.O.; Vlasov, I.V.; Syromyatnikova, A.S.; Bolshakov, A.M.; Berto, F.; Prentkovskis, O.; Ovechkin, B.B. Effect of Operating Degradation in Arctic Conditions on Physical and Mechanical Properties of 09Mn2Si Pipeline Steel. Procedia Eng. 2017, 178, 597–603. [Google Scholar] [CrossRef]
- Han, S.; Wang, C.; Li, Y.; Lv, Z.; Wan, Q.; Yang, C. Effect of forging ratio on microstructure and properties of 18Ni(250) Maraging steel. Forg. Stamp. Technol. 2020, 45, 192–197. [Google Scholar]
- Gao, X.; Ren, W.; Zhao, J.; Zhao, G. Effect of Solution Temperature on Mechanical Properties of 18NiC250 Material. Hot Work. Technol. 2018, 47, 198–200. [Google Scholar]
- Yasnii, P.V.; Marushchak, P.O.; Hlad’o, V.B.; Baran, D.Y. Correlation of the microdislocation parameters with the hardness of plastically deformed heat-resistant steels. Mater. Sci. 2008, 44, 194. [Google Scholar] [CrossRef]



| Strain-Effective (mm/mm) | Hardness (Microhardness) | ||
|---|---|---|---|
| H | ΔH | ||
| Forged State | 0.3 | 312 | −3.9 |
| 0.5 | 320 | 4.1 | |
| 0.7 | 325 | 9.1 | |
| 0.9 | 312 | −3.9 | |
| 1.1 | 310 | −5.9 | |
| 1.3 | 320 | 4.1 | |
| 1.5 | 308 | −7.9 | |
| The First Cycle | 0.3 | 275 | −40.9 |
| 0.5 | 275 | −40.9 | |
| 0.7 | 273 | −42.9 | |
| 0.9 | 276 | −39.9 | |
| 1.1 | 280 | −35.9 | |
| 1.3 | 285 | −30.9 | |
| 1.5 | 288 | −27.9 | |
| The Second Cycle | 0.3 | 280 | −35.9 |
| 0.5 | 262 | −53.9 | |
| 0.7 | 240 | −75.9 | |
| 0.9 | 263 | −52.9 | |
| 1.1 | 276 | −39.9 | |
| 1.3 | 285 | −30.9 | |
| 1.5 | 290 | −25.9 | |
| The Third Cycle | 0.3 | 286 | −29.9 |
| 0.5 | 288 | −27.9 | |
| 0.7 | 280 | −35.9 | |
| 0.9 | 290 | −25.9 | |
| 1.1 | 295 | −20.9 | |
| 1.3 | 300 | −15.9 | |
| 1.5 | 290 | −25.9 | |
| Solution-aging for 3 h | 0.3 | 537 | 221.1 |
| 0.5 | 550 | 234.1 | |
| 0.7 | 518 | 202.1 | |
| 0.9 | 528 | 212.1 | |
| 1.1 | 530 | 214.1 | |
| 1.3 | 560 | 244.1 | |
| 1.5 | 532 | 216.1 | |
| Solution-aging for 4 h | 0.3 | 550 | 234.1 |
| 0.5 | 554 | 238.1 | |
| 0.7 | 550 | 234.1 | |
| 0.9 | 528 | 212.1 | |
| 1.1 | 538 | 222.1 | |
| 1.3 | 560 | 244.1 | |
| 1.5 | 555 | 239.1 | |
| Solution-aging for 5 h | 0.3 | 552 | 236.1 |
| 0.5 | 550 | 234.1 | |
| 0.7 | 537 | 221.1 | |
| 0.9 | 537 | 221.1 | |
| 1.1 | 562 | 246.1 | |
| 1.3 | 553 | 237.1 | |
| 1.5 | 551 | 235.1 | |
| Solution-aging for 6 h | 0.3 | 572 | 256.1 |
| 0.5 | 535 | 219.1 | |
| 0.7 | 544 | 228.1 | |
| 0.9 | 571 | 255.1 | |
| 1.1 | 563 | 247.1 | |
| 1.3 | 556 | 240.1 | |
| 1.5 | 553 | 237.1 | |
| Equivalent Strain | Temperature (°C) | |||||
|---|---|---|---|---|---|---|
| 900 | 950 | 1000 | 1050 | 1100 | 1150 | |
| 0.3 | 0 | 0 | 0 | 0 | 0 | 0 |
| 0.5 | 0 | 0 | 0 | 0 | 0.016 | 0.001 |
| 0.7 | 0 | 0 | 0 | 0.039 | 0.052 | 0.024 |
| 0.9 | 0 | 0 | 0.028 | 0.153 | 0.107 | 0.269 |
| 1.1 | 0.306 | 0.598 | 0.564 | 0.555 | 0.643 | 0.688 |
| 1.3 | 0.564 | 0.851 | 0.907 | 0.909 | 0.852 | 0.868 |
| 1.5 | 0.888 | 0.906 | 0.929 | 0.950 | 0.952 | 0.961 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, R.; Liu, D.; Chen, J.; Wang, J. Investigation of Microstructure and Properties of Ultra-High Strength Steel in Aero-Engine Components following Heat Treatment and Deformation Processes. Metals 2023, 13, 1353. https://doi.org/10.3390/met13081353
Yin R, Liu D, Chen J, Wang J. Investigation of Microstructure and Properties of Ultra-High Strength Steel in Aero-Engine Components following Heat Treatment and Deformation Processes. Metals. 2023; 13(8):1353. https://doi.org/10.3390/met13081353
Chicago/Turabian StyleYin, Ranhao, Dong Liu, Jingqing Chen, and Jianguo Wang. 2023. "Investigation of Microstructure and Properties of Ultra-High Strength Steel in Aero-Engine Components following Heat Treatment and Deformation Processes" Metals 13, no. 8: 1353. https://doi.org/10.3390/met13081353
APA StyleYin, R., Liu, D., Chen, J., & Wang, J. (2023). Investigation of Microstructure and Properties of Ultra-High Strength Steel in Aero-Engine Components following Heat Treatment and Deformation Processes. Metals, 13(8), 1353. https://doi.org/10.3390/met13081353