
Use of Sn60Pb40 Solder in Resistance Element Soldering Technology


Abstract
:1. Introduction
2. Materials and Methods
- -
- Metallurgical joint with the lower sheet;
- -
- Creation of conditions for a form-fit effect between the element and the upper material of the lap joint.
- -
- Amount of heat on the volume of melted solder in the bimetallic elements;
- -
- Amount of heat on the deformation of elements;
- -
- Amount of heat on the thermal influence of the materials being joined;
- -
- Process parameters on the strength of the joint.
- -
- Structure of soldered joints (SEM and EDS);
- -
- Fracture surface morphology (SEM).
- (a)
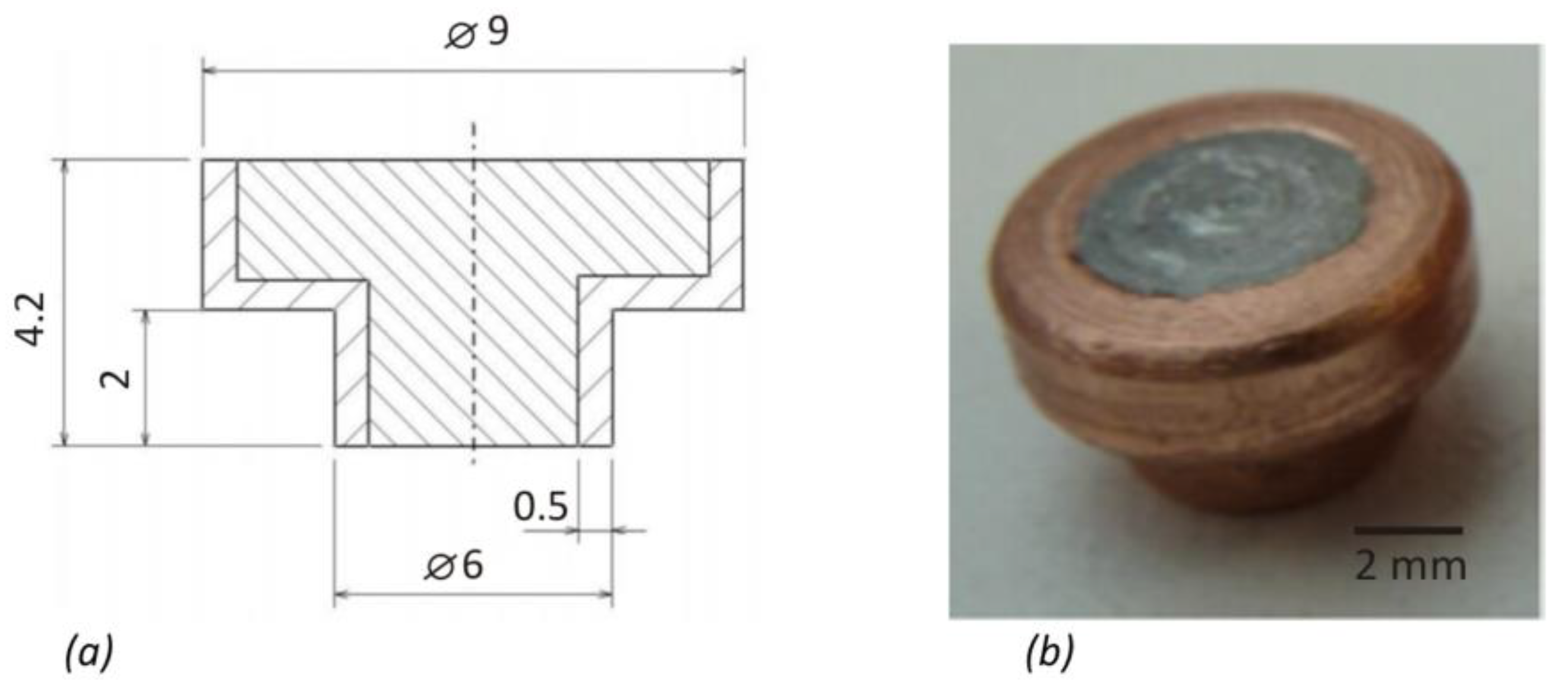
- Melting the required amount of solder in the core of the bimetallic element;
- (b)
- Heating the galvanized steel sheet to the soldering (working) temperature;
- (c)
- Sufficient plastic deformation of the element.
- Q—heat input (J);
- U—voltage (V);
- I—current (A);
- t—heating (soldering) time (s).
3. Results and Discussion
- (a)
- Different volumes of the molten metal of the solder in the bimetallic element;
- (b)
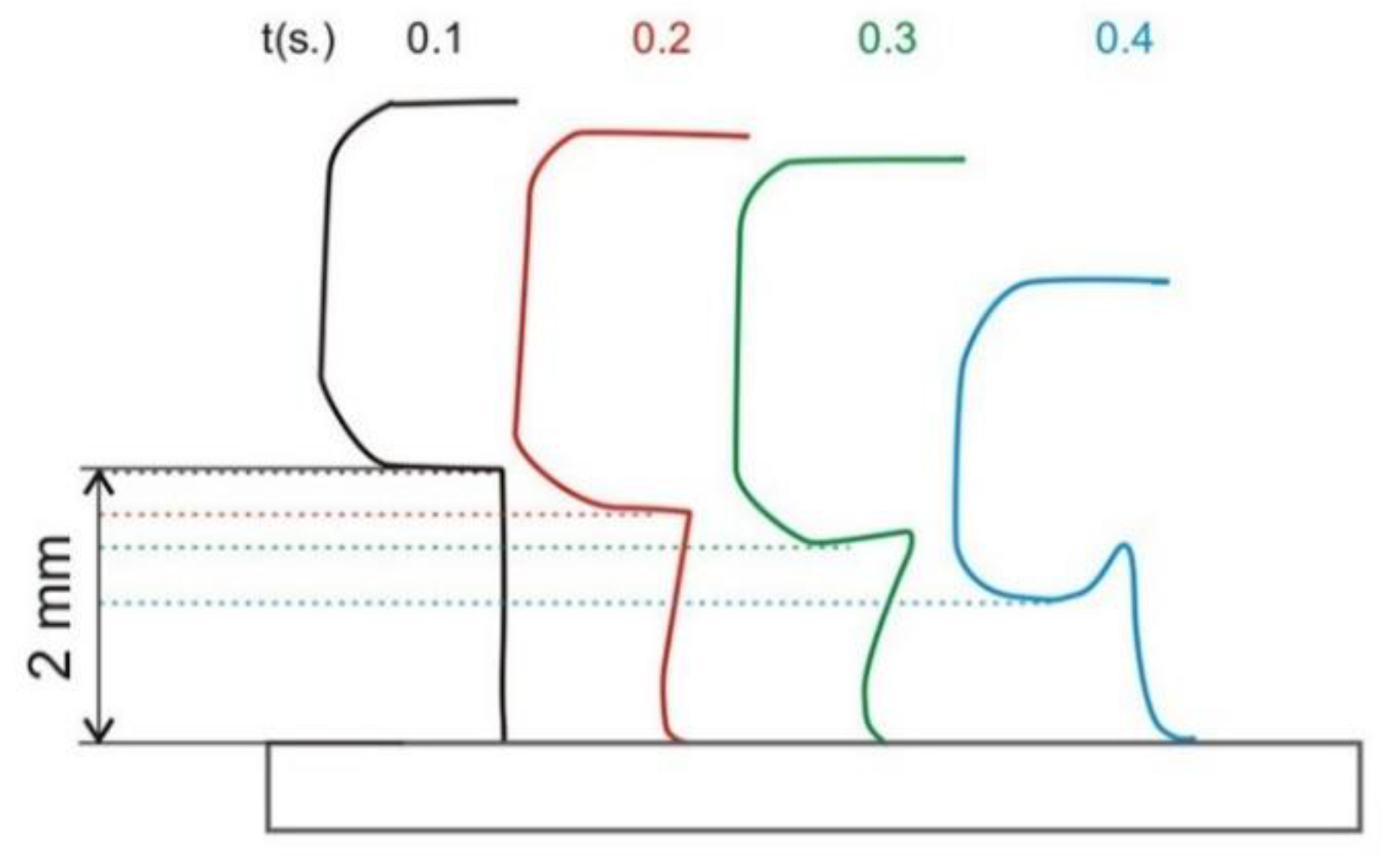
- Different deformations of the bimetallic element.
- (a)
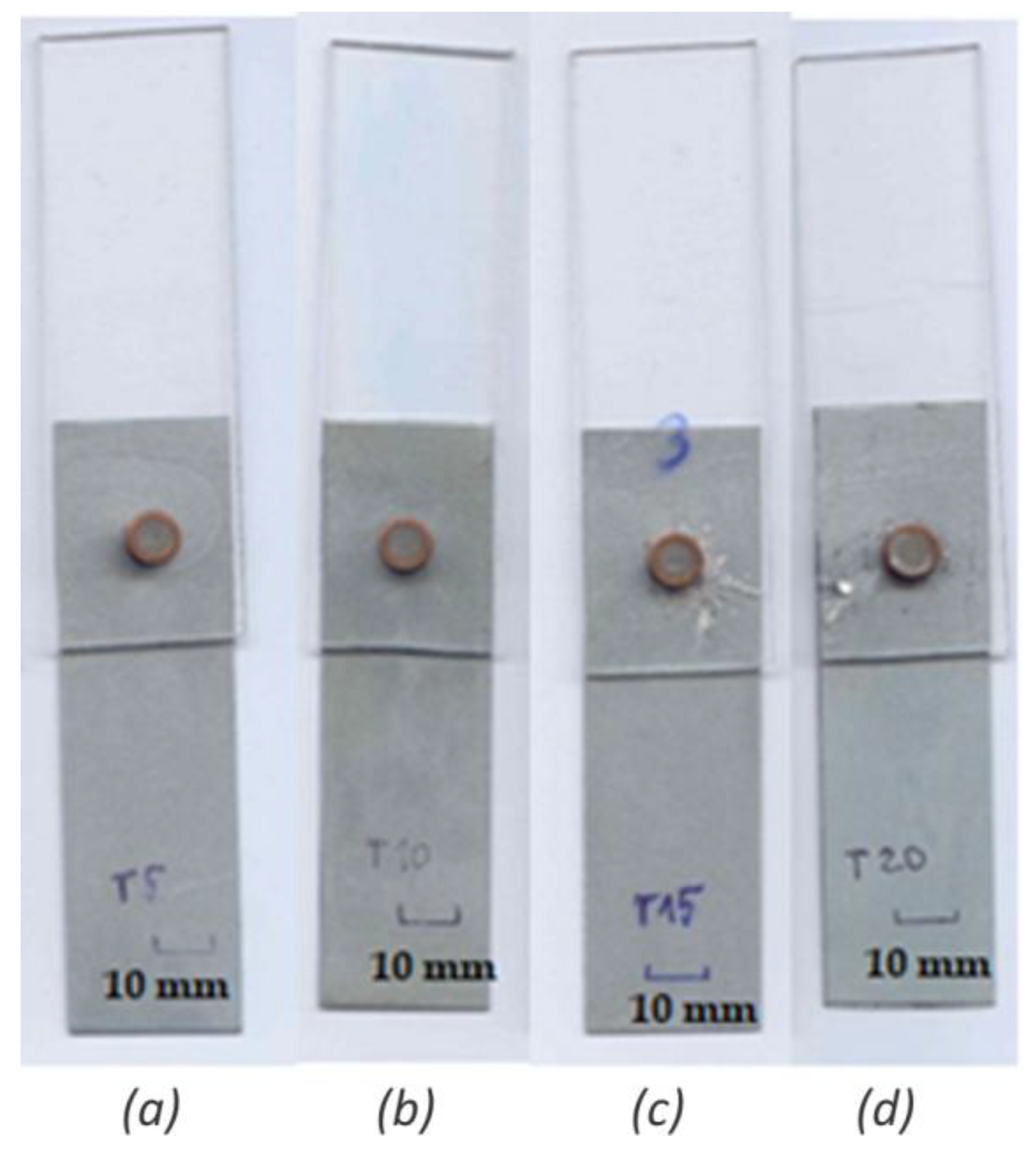
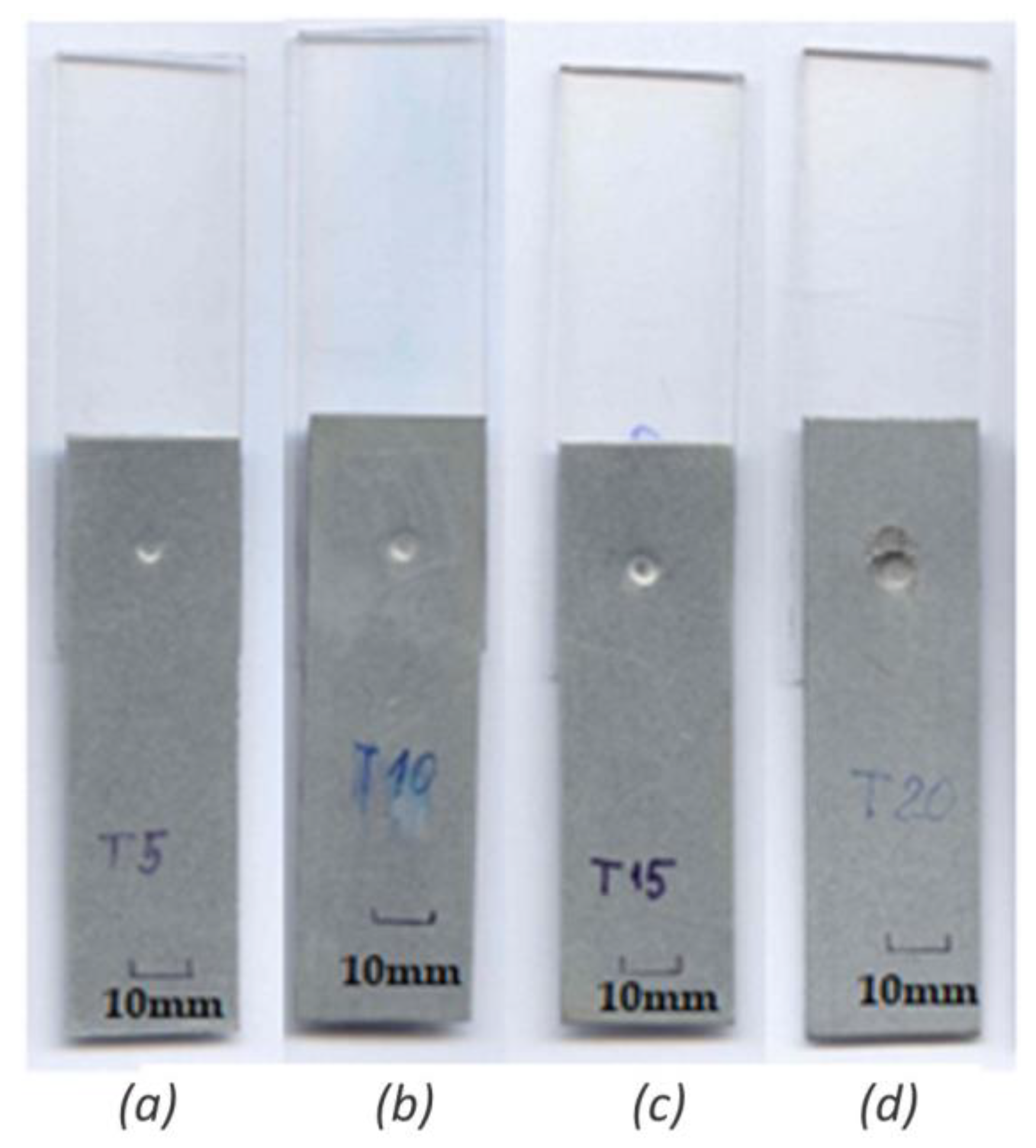
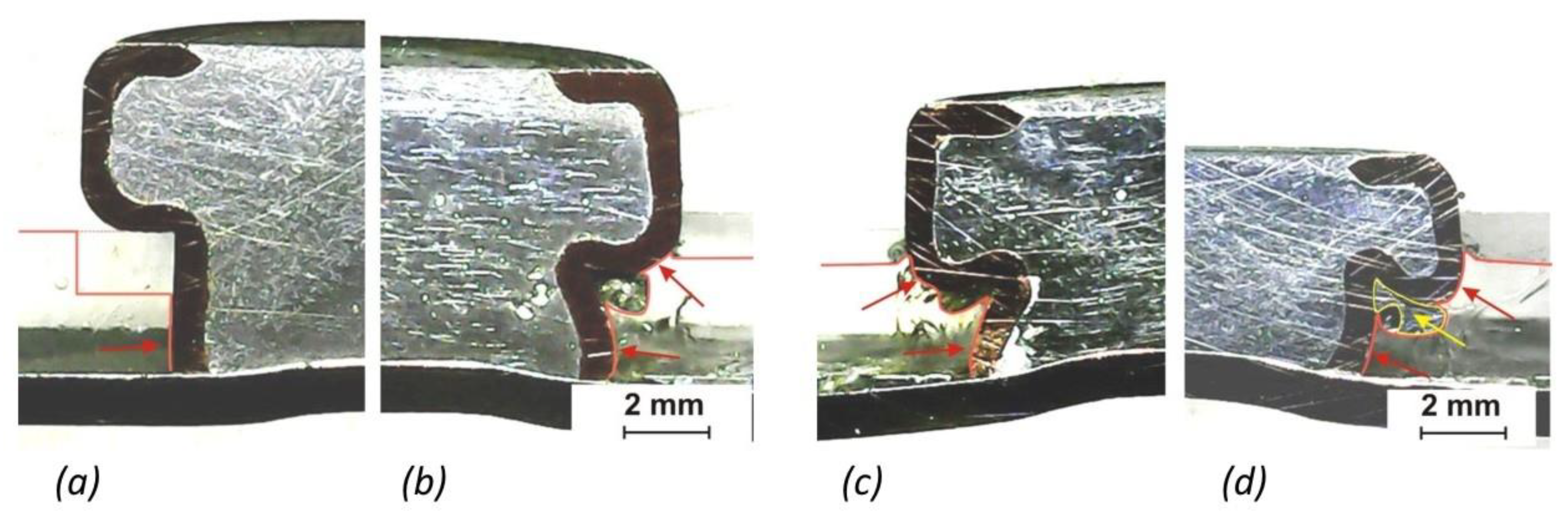
- The amount of remelted solder in the core of the bimetallic element is shown in Table 8. The measurement was carried out through the method of image analysis on the cross-sections. The increase in the volume of the molten metal from 28% at a heating time of 0.1 s up to 80% at a heating time of 0.3 s corresponds to an increase in the heat input to the soldered joint (Table 5). At a heating time of 0.4 s, almost the entire volume of solder in the bimetallic element was already remelted. This state is already undesirable due to
- The spattering of molten metal between the head of the element and the front surface of the electrode of the spot welding gun;
- The possibility of creating a metallurgical joint between the element and the electrode.
- (b)
- The cross-sections of soldered joints made at different heating times with highlighted areas showing the force action between the element and the PMMA are shown in Figure 7.
4. Conclusions
- 1.
- The heat input in the range of 352 to 1375 J (regulated by the heating time of 0.1 to 0.4 s) had a significant effect on the volume of the remelted solder in the core of the bimetallic element as well as on its total deformation:
- a.
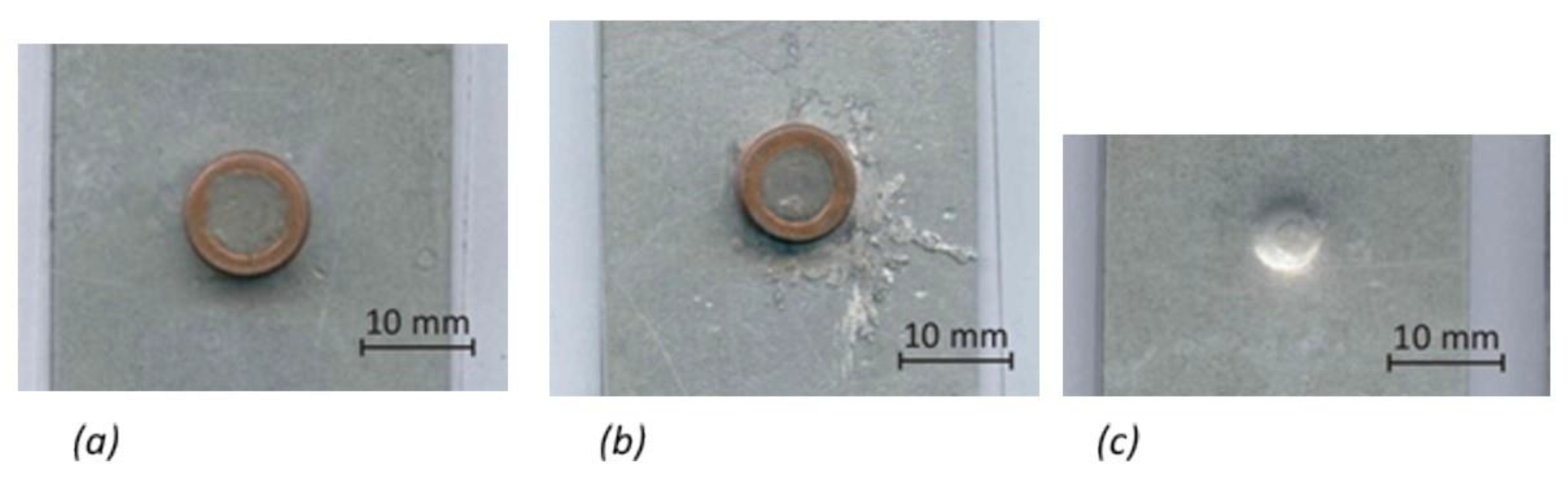
- At the lowest heat input, the volume of the remelted solder represented only 28% (of the total volume of the core of the bimetallic element); at the highest heat input it was 95%. With a volume of the remelted solder greater than 80% (heat input of above 952 J), a spattering of Sn60Pb40 solder was observed at the joint location, which can negatively affect the overall properties of the joint.
- b.
- At a heat input of 352 J (heating time of 0.1 s), the required deformation of the bimetallic element did not occur for the creation of a form-fit connection with the PMMA. The fixation of the thermoplastic to the galvanized steel sheet at the joint was insufficient. The necessary deformation of the shaft of the bimetallic element only occurred when the heat input exceeded 700 J (heating time of 0.2 s). At the highest heat input of 1375 J (heating time of 0.4 s), the significant deformation of the head of the bimetallic element was observed.
- 2.
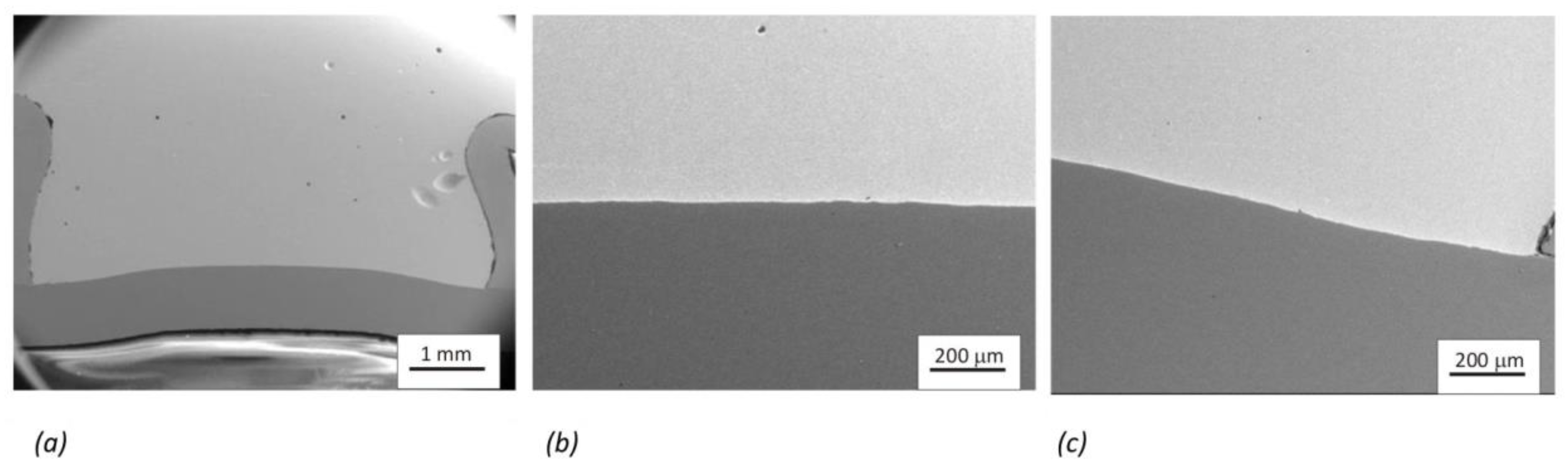
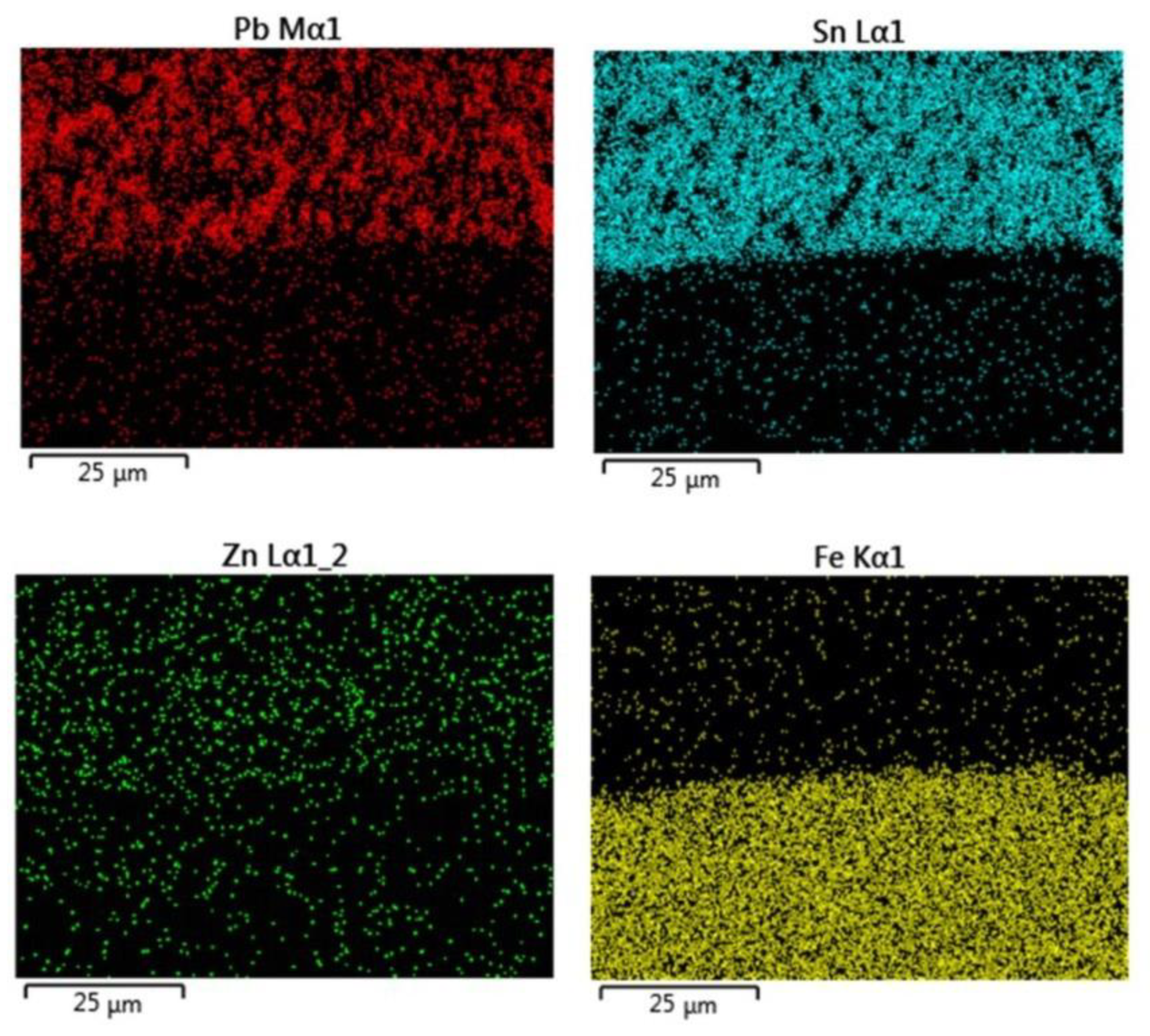
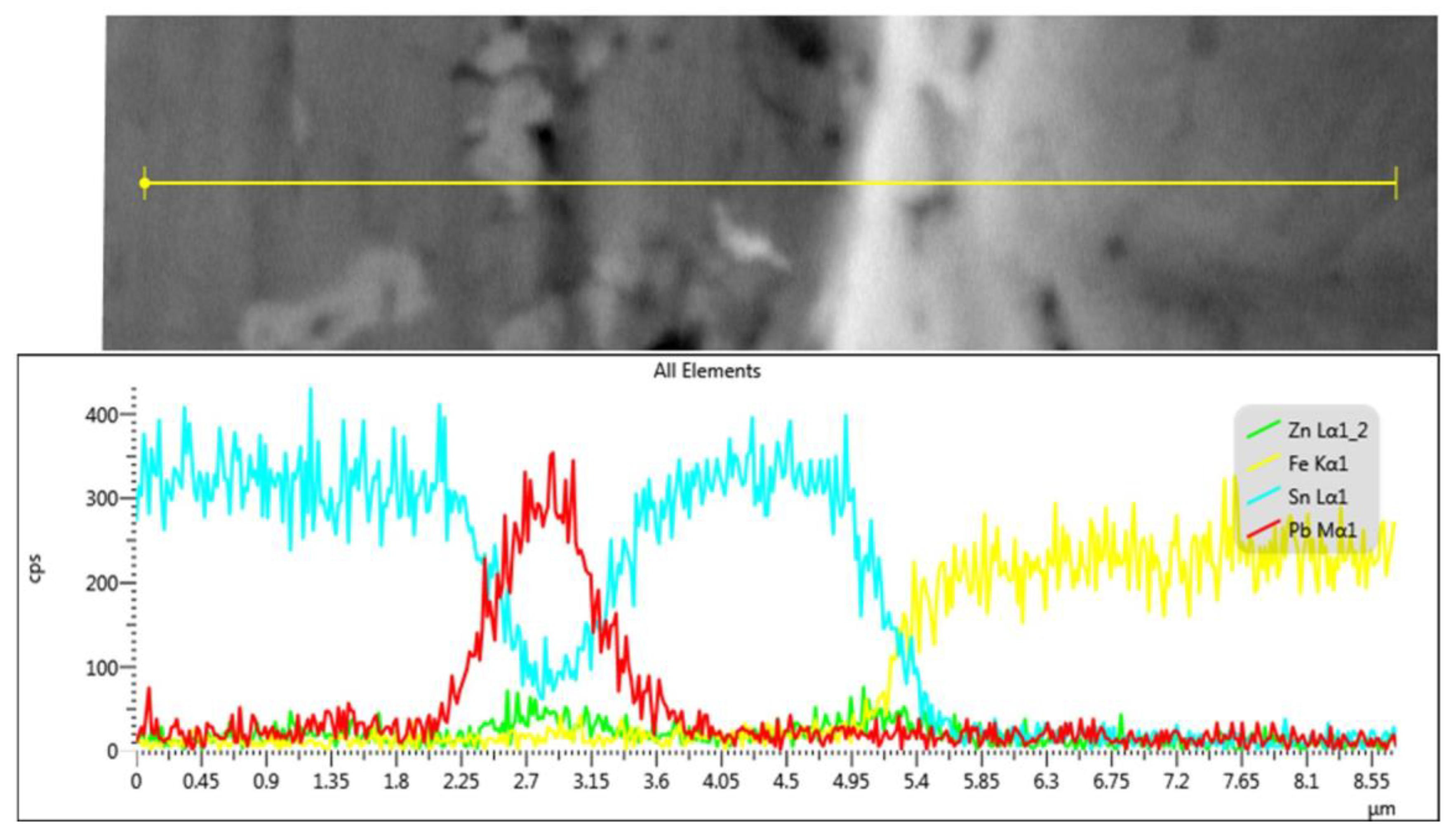
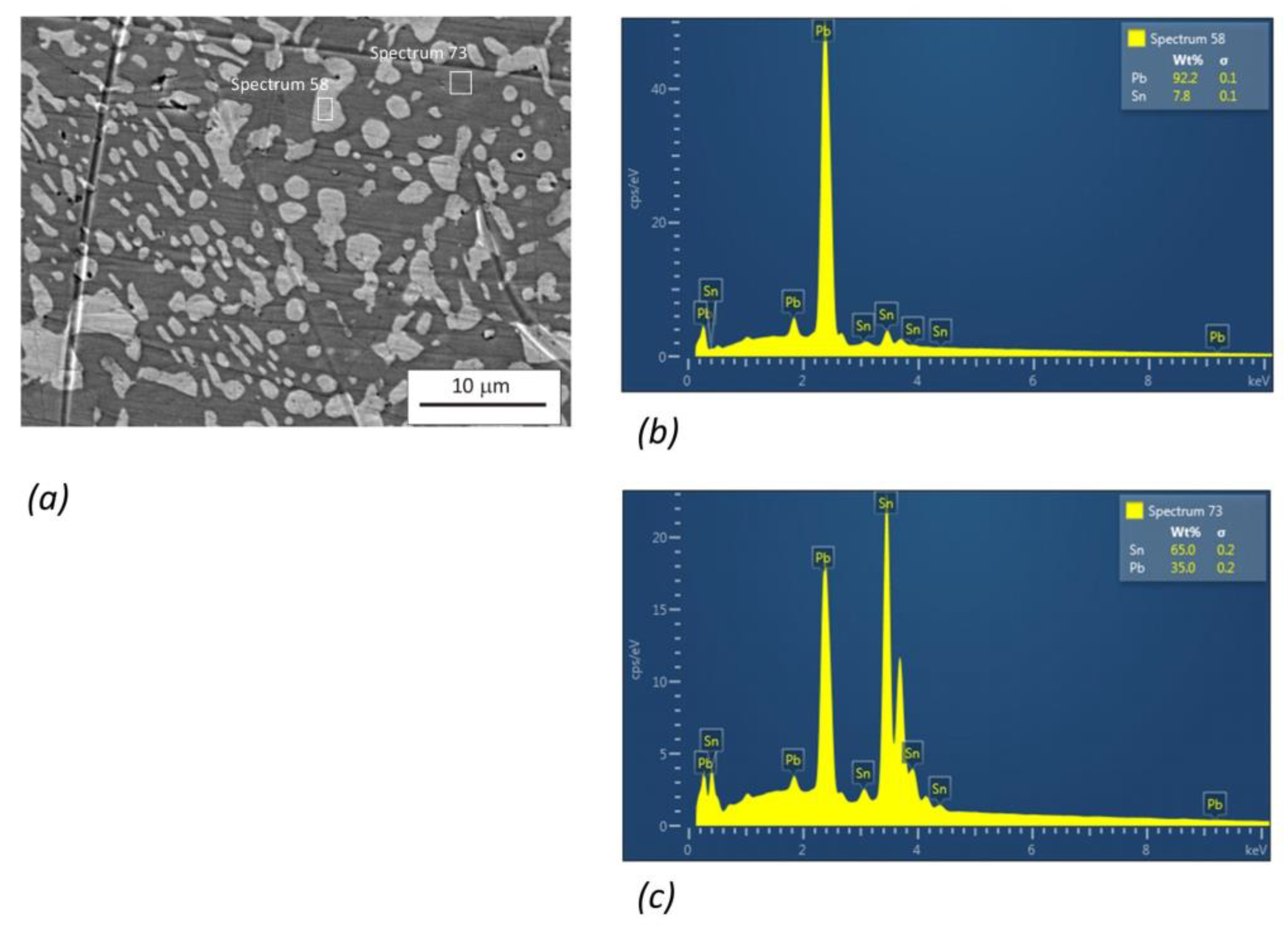
- At a heat input of above 700 J (heating time of 0.2 s), a good wetting of the galvanized steel sheet with Sn60Pb40 solder was found, without thermal damage to the joined materials (the destruction of the protective Zn layer on the galvanized steel sheet or the thermal decomposition of the PMMA). Despite the rapid heating and short cooling time during resistance soldering, the dissolution of the Zn layer on the galvanized steel sheet by the solder and the diffusion of Sn from the solder into the Zn coating were observed. The thickness of the diffusion area from the side of the steel sheet reached a value of 1.5 μm. The solder structure formed by primarily created Pb grains and eutectic corresponds to the Sn-Pb binary diagram. A more significant increase in Zn in the Sn60Pb40 solder structure was observed in the area of primarily created grains rich in Pb. The appearance of pores in the structure of the solder arose because of its insufficient degassing during the cooling phase.
- 3.
- From the results published so far, the type of coating on the joined material has a significant effect on the strength of the joints made with Sn-based solders [34,35,36]. The strength of the soldered joints between the galvanized steel sheet and PMMA using bimetallic elements, Cu/Sn60Pb40, exceeded the strength of the thermoplastic. The replacement test joints between the galvanized steel sheet and the aluminum were broken in the solder joint. Depending on the heat input during resistance soldering, the average strength varied from 34 MPa at 352 J (heating time of 0.1 s) to 53 MPa at 952 J (heating time of 0.3 s). The results showed that the heating time and thus the heat input have a significant effect on the strength of the joint using the bimetallic element, Cu/Sn60Pb40. Compared to the strength of the solder itself (61.5 MPa), the average value of the strength of the soldered joint was somewhat lower, which was probably caused by the sensitivity of the mechanical properties of the joints to local solder spatter and the occurrence of areas where the conditions for wetting the galvanized steel sheet with Sn60Pb40 solder were not met.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meschut, G.; Hahn, O.; Janzen, V.; Olfermann, T. Innovative joining technologies for multi-material structures. Weld. World 2014, 58, 65–75. [Google Scholar] [CrossRef]
- Baek, S.; Song, J.; Lee, H.-C.; Park, S.-Y.; Song, K.-H.; Lee, S.; Lee, S.-J.; Chen, C.; Kim, D. Robust bonding and microstructure behavior of aluminum/high-strength steel lap joints using resistance element welding process for lightweight vehicles: Experimental and numerical investigation. Mater. Sci. Eng. A 2022, 833, 142378. [Google Scholar] [CrossRef]
- Sun, Y.; Huang, R.; Zhao, H.; Chen, X.; Jiang, M.; Wu, L.; Chen, B.; Tan, C. Enhancement of resistance element welding of AA6061 to DP600 steel by using external magnetic field. J. Manuf. Process. 2022, 80, 347–358. [Google Scholar] [CrossRef]
- Niu, S.; Lou, M.; Ma, Y.; Li, Y. Study on the microstructure and mechanical performance for integrated resistance element welded aluminum alloy/press hardened steel joints. Mater. Sci. Eng. A 2021, 800, 140329. [Google Scholar] [CrossRef]
- Ling, Z.; Li, Y.; Luo, Z.; Feng, Y.; Wang, Z. Resistance Element Welding of 6061 Aluminum Alloy to Uncoated 22MnMoB Boron Steel. Mater. Manuf. Process. 2016, 31, 2174–2180. [Google Scholar] [CrossRef]
- Baek, S.; Go, G.Y.; Park, J.-W.; Song, J.; Lee, H.-C.; Lee, S.-J.; Lee, S.; Chen, C.; Kim, M.-S.; Kim, D. Microstructural and interface geometrical influence on the mechanical fatigue property of aluminum/high-strength steel lap joints using resistance element welding for lightweight vehicles: Experimental and computational investigation. J. Mater. Res. Technol. 2022, 17, 658–678. [Google Scholar] [CrossRef]
- Niu, S.; Lou, M.; Ma, Y.; Yang, B.; Shan, H.; Li, Y. Resistance rivet welding of magnesium/steel dissimilar materials. Mater. Lett. 2021, 282, 128876. [Google Scholar] [CrossRef]
- Manladan, S.; Yusof, F.; Ramesh, S.; Zhang, Y.; Luo, Z.; Ling, Z. Microstructure and mechanical properties of resistance spot welded in welding-brazing mode and resistance element welded magnesium alloy/austenitic stainless steel joints. J. Mater. Process. Technol. 2017, 250, 45–54. [Google Scholar] [CrossRef]
- Manladan, S.M.; Yusof, F.; Ramesh, S.; Zhang, Y.; Luo, Z.; Ling, Z. Resistance Element Welding of Magnesium Alloy/austenitic Stainless Steel. IOP Conf. Series Mater. Sci. Eng. 2017, 238, 012004. [Google Scholar] [CrossRef]
- Manladan, S.M.; Yusof, F.; Ramesh, S.; Fadzil, M. A review on resistance spot welding of magnesium alloys. Int. J. Adv. Manuf. Technol. 2016, 86, 1805–1825. [Google Scholar] [CrossRef]
- Ling, Z.; Li, Y.; Luo, Z.; Ao, S.; Yin, Z.; Gu, Y.; Chen, Q. Microstructure and fatigue behavior of resistance element welded dissimilar joints of DP780 dual-phase steel to 6061-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2017, 92, 1923–1931. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Yang, Y.; Manladan, S.M.; Luo, Z. Resistance element welding of 7075 aluminum alloy to Ti6Al4V titanium alloy. J. Manuf. Process. 2021, 70, 300–306. [Google Scholar] [CrossRef]
- Troschitz, J.; Vorderbrüggen, J.; Kupfer, R.; Gude, M.; Meschut, G. Joining of Thermoplastic Composites with Metals using Resistance Element Welding. Appl. Sci. 2020, 10, 7251. [Google Scholar] [CrossRef]
- Schmal, C.; Meschut, G. Process characteristics and influences of production-related disturbances in resistance element welding of hybrid materials with steel cover sheets and polymer core. Weld. World 2020, 64, 437–448. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, Y.; Hu, J.; Luo, Z.; Bi, J.; Li, Y.; Su, J. Microstructure and joining mechanism of Al/CFRTP resistance element welded joints. J. Manuf. Process. 2022, 84, 251–259. [Google Scholar] [CrossRef]
- Manladan, S.; Zhang, Y.; Ramesh, S.; Cai, Y.; Luo, Z.; Ao, S.; Arslan, A. Resistance element weld-bonding and resistance spot weld-bonding of Mg alloy/austenitic stainless steel. J. Manuf. Process. 2019, 48, 12–30. [Google Scholar] [CrossRef]
- Holtschke, N.; Jüttner, S. Joining lightweight components by short-time resistance spot welding. Weld. World 2017, 61, 413–421. [Google Scholar] [CrossRef]
- Meinhardt, M.; Endres, M.; Graf, M.; Lechner, M.; Merklein, M. Analysing resistance element welding with upset auxiliary joining steel-elements under shear load. Procedia Manuf. 2019, 29, 329–336. [Google Scholar] [CrossRef]
- Suzuki, R.; Ryo, C. Aluminum-steel dissimilar robotic arc spot welding with auxiliary insert. Weld. World 2019, 63, 1733–1746. [Google Scholar] [CrossRef]
- Sejč, P.; Vanko, B.; Gábrišová, Z. REW Application Possibilities for the Production of Combined Metal—Plastic Joints. Manuf. Technol. 2021, 21, 682–690. [Google Scholar] [CrossRef]
- Modi, S.; Stevens, M.; Chess, M. Mixed Material Joining Advancements and Challenges. Cent. Automot. Res. 2017. Available online: http://www.cargroup.org/wp-content/uploads/2017/05/Joining-Whitepaper-Final_May16.pdf (accessed on 1 April 2023).
- Amancio-Filho, S.T.; Blaga, L.A. Joining of Polymer-Metal Hybrid Structures: Principles and Applications, 1st ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2018; ISBN 9781118177631. [Google Scholar]
- Huang, Y.; Gao, X.; Ma, B.; Zhang, Y. Interface Formation and Bonding Mechanisms of Laser Welding of PMMA Plastic and 304 Austenitic Stainless Steel. Metals 2021, 11, 1495. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- Vianco, P. T: Solders Materials. Chapter 2. In Soldering Handbook, 3rd ed.; AWS: Seattle, DC, USA, 1999; ISBN 0-87171-618-6. [Google Scholar]
- Schrek, A.; Brusilová, A.; Sejč, P.; Vanko, B. Forming process simulation of bimetallic billet by extrusion for rew method. Acta Met. Slovaca 2021, 27, 210–213. [Google Scholar] [CrossRef]
- Schrek, A.; Vanko, B.; Sejč, P. Forming of a bimetallic element for the resistance element soldering method. J. Met. Mater. 2022, 74, 8–20. [Google Scholar] [CrossRef]
- Available online: https://www.kovot.sk/uploads/fck/file/Sn60Pb40_300.pdf (accessed on 15 March 2023).
- Available online: https://cdn1.idek.cz/dek/document/207270681-montazni-navody-plexiskla (accessed on 15 March 2023).
- Available online: http://www.steelnumber.com/en/steel_composition_eu.php?name_id=614 (accessed on 30 April 2023).
- Available online: https://www.vuz.sk/uploads/wysiwyg/katal%C3%B3gy/08_Spajky_ataviva_na_spajkovanie.pdf (accessed on 1 May 2023).
- Available online: https://www.alumeco.com/aluminium/plates/raw/en-aw-1050a/05-x-1000-x-2000-mm/p/390/3714 (accessed on 1 May 2023).
- Zhang, H.; Senkara, J. Resisitance Welding. Fundamentals and Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2012; ISBN 978-1-4398-5371-9. [Google Scholar]
- Bi, X.; Hu, X.; Li, Q. Effect of Co addition into Ni film on shear strength of solder/Ni/Cu system: Experimental and theoretical investigations. Mater. Sci. Eng. A 2020, 788, 139589. [Google Scholar] [CrossRef]
- Wang, H.; Hu, X.; Jiang, X. Effects of Ni modified MWCNTs on the microstructural evolution and shear strength of Sn-3.0Ag-0.5Cu composite solder joints. Mater. Charact. 2020, 163, 110287. [Google Scholar] [CrossRef]
- Li, Y.; Xu, L.; Jing, H.; Zhao, L.; Hao, K.; Han, Y. Study on the floating kinetics of graphene in molten Sn-based alloy based on in-situ observation of X-ray radiography. Compos. Part B 2022, 238, 109909. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Sn | Pb | Cu | Zn | Ag | Sb | Bi | Cd | Solidus/Liquidus |
|---|---|---|---|---|---|---|---|---|---|
| (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | (°C) | |
| Sn60Pb40 | 59.5 | 40 | 0.08 | 0.001 | 0.1 | 0.2 | 0.1 | 0.002 | 183/190 |
| Material | Density (g·cm−3) | Yield Strength Re (MPa) | Ultimate Tensile Strength Rm (MPa) | Elongation at Break A (%) |
|---|---|---|---|---|
| Cu | 8.96 | 55.5 | 238 | 43.7 |
| Sn60Pb40 | 8.50 | 40.2 | 61.5 | 10.8 |
| Material | C (%) | Si (%) | Mn (%) | P (%) | S (%) | Nb (%) | Ti (%) | Al (%) |
|---|---|---|---|---|---|---|---|---|
| HX220BD-100MBO | 0.1 | 0.5 | 0.7 | 0.08 | 0.025 | 0.09 | 0.12 | 0.1 |
| Material | Yield Strength RP0.2 (MPa) | Ultimate Tensile Strength Rm (MPa) | Elongation at Break A80 (%) |
|---|---|---|---|
| HX220BD-100MBO | 220–280 | 320–400 | 32 |
| Sample | Joining Parameters | Note | ||||
|---|---|---|---|---|---|---|
| F (N) | I (kA) | U (V) | t (s) | Q (J) | ||
| T5 | 623 | 6.18 | 0.57 | 0.1 | 352 | Insufficient form-fit effect |
| T10 | 623 | 6.14 | 0.57 | 0.2 | 700 | None |
| T15 | 623 | 6.22 | 0.51 | 0.3 | 952 | Spatter of the solder |
| T20 | 623 | 6.14 | 0.56 | 0.4 | 1375 | Spatter of the solder |
| Material | Al (%) | Si (%) | Fe (%) | Cu (%) | Mn (%) | Cr (%) | Zn (%) | Ti (%) |
|---|---|---|---|---|---|---|---|---|
| AW-1050A | rest | 0.25 | 0.40 | 0.05 | 0.01 | 0.01 | 0.07 | 0.05 |
| Material | Yield Strength Rp0.2 (MPa) | Ultimate Tensile Strength Rm (MPa) | Elongation at Break A (%) |
|---|---|---|---|
| AW-1050A | 75 ÷ 85 | 105 ÷ 145 | 20 |
| Heating Timet (s) | Volume of Remelted Solder (%) |
|---|---|
| 0.1 | 28 |
| 0.2 | 46 |
| 0.3 | 80 |
| 0.4 | 95 |
| Sample Number | Heating Timet (s) | Loading Force Fmax (N) | Ultimate Tensile Strength Rm (MPa) | Average Value of Tensile Strength Rm (MPa) | Standard Deviation of Tensile Strength Rm (MPa) |
|---|---|---|---|---|---|
| 1 | 0.1 | 840 | 42.80 | 34.03 | 8.10 |
| 2 | 730 | 37.20 | |||
| 3 | 630 | 32.10 | |||
| 4 | 490 | 24.97 | |||
| 5 | 650 | 33.12 | |||
| 1 | 0.2 | 890 | 45.35 | 43.21 | 6.68 |
| 2 | 1000 | 50.96 | |||
| 3 | 640 | 32.61 | |||
| 4 | 840 | 42.80 | |||
| 5 | 870 | 44.33 | |||
| 1 | 0.3 | 1220 | 62.17 | 53.40 | 9.58 |
| 2 | 1200 | 61.15 | |||
| 3 | 900 | 45.86 | |||
| 4 | 800 | 40.76 | |||
| 5 | 1120 | 57.07 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sejč, P.; Vanko, B.; Schrek, A.; Gábrišová, Z. Use of Sn60Pb40 Solder in Resistance Element Soldering Technology. Metals 2023, 13, 1313. https://doi.org/10.3390/met13071313
Sejč P, Vanko B, Schrek A, Gábrišová Z. Use of Sn60Pb40 Solder in Resistance Element Soldering Technology. Metals. 2023; 13(7):1313. https://doi.org/10.3390/met13071313
Chicago/Turabian StyleSejč, Pavol, Branislav Vanko, Alexander Schrek, and Zuzana Gábrišová. 2023. "Use of Sn60Pb40 Solder in Resistance Element Soldering Technology" Metals 13, no. 7: 1313. https://doi.org/10.3390/met13071313
APA StyleSejč, P., Vanko, B., Schrek, A., & Gábrišová, Z. (2023). Use of Sn60Pb40 Solder in Resistance Element Soldering Technology. Metals, 13(7), 1313. https://doi.org/10.3390/met13071313