
Simulation of Cross Wedge Rolling and Hot Extrusion-Combined Forming Process for Axle Sleeve

Abstract
1. Introduction
2. Forming Process Design for the Axle Sleeve
3. Numerical Simulation
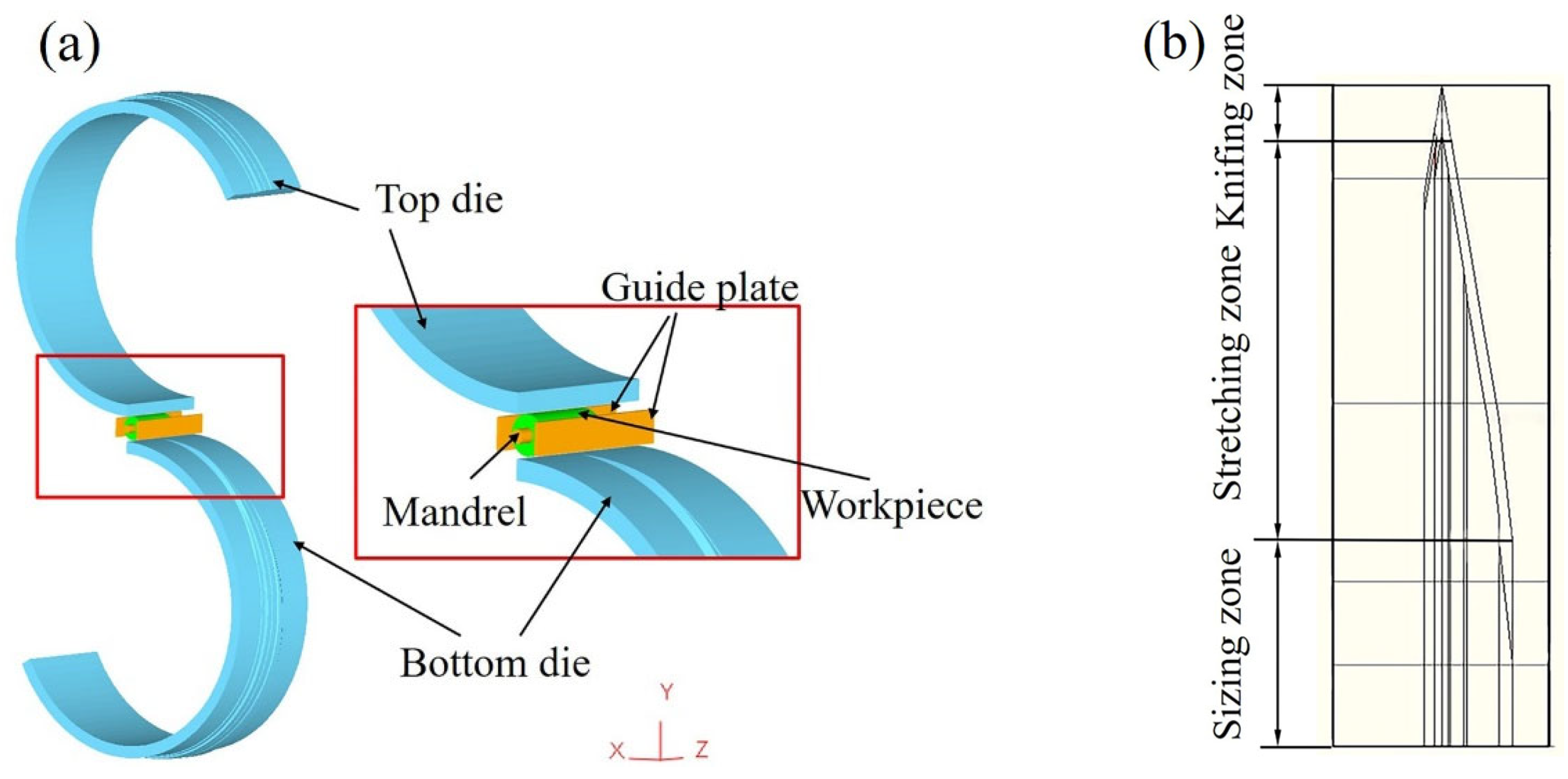
3.1. The Finite Element Model of CWR
3.2. The Finite Element Model of Hot Extrusion
4. Numerical Simulation Results
4.1. Numerical Simulation Analysis of CWR
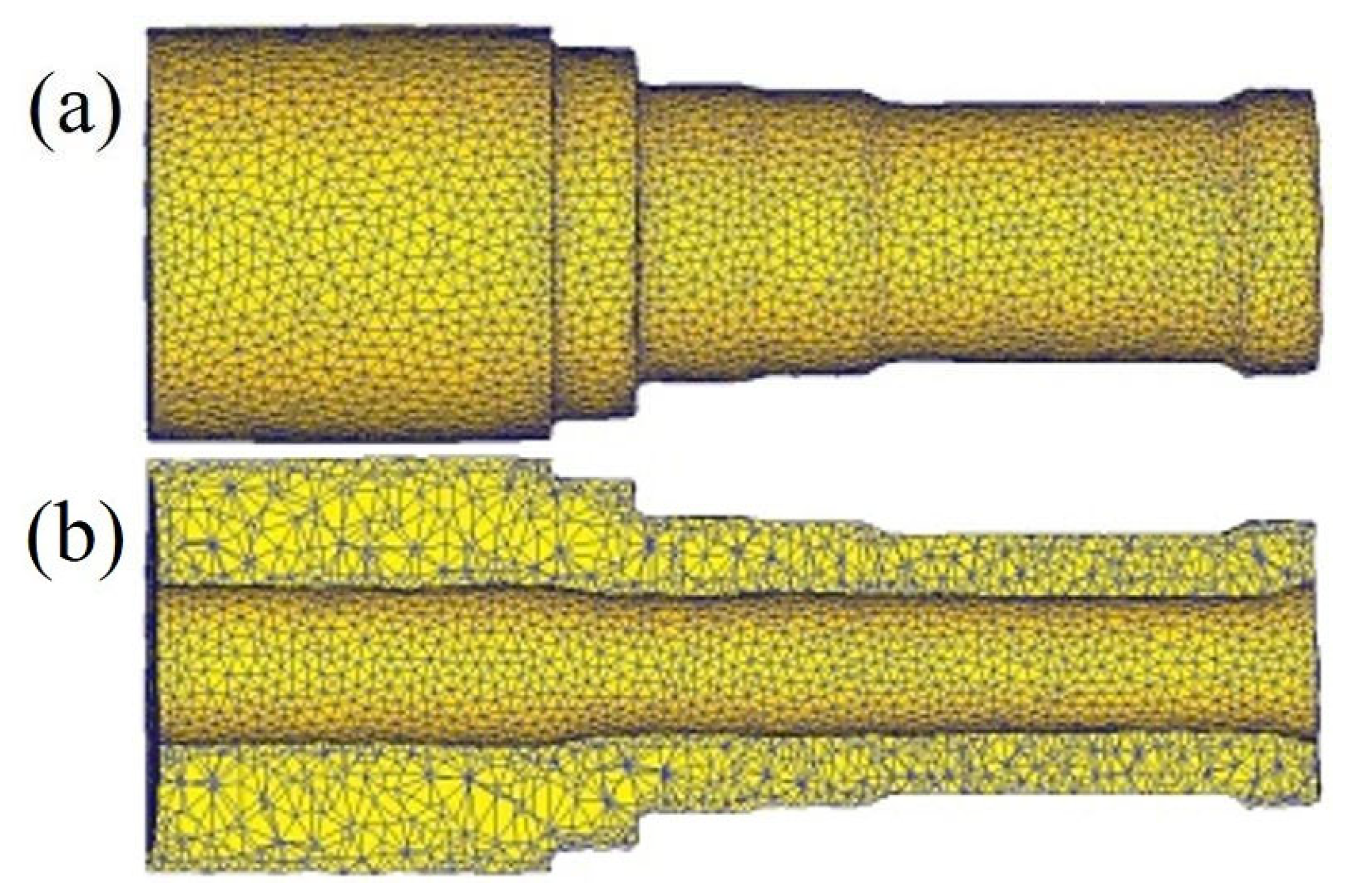
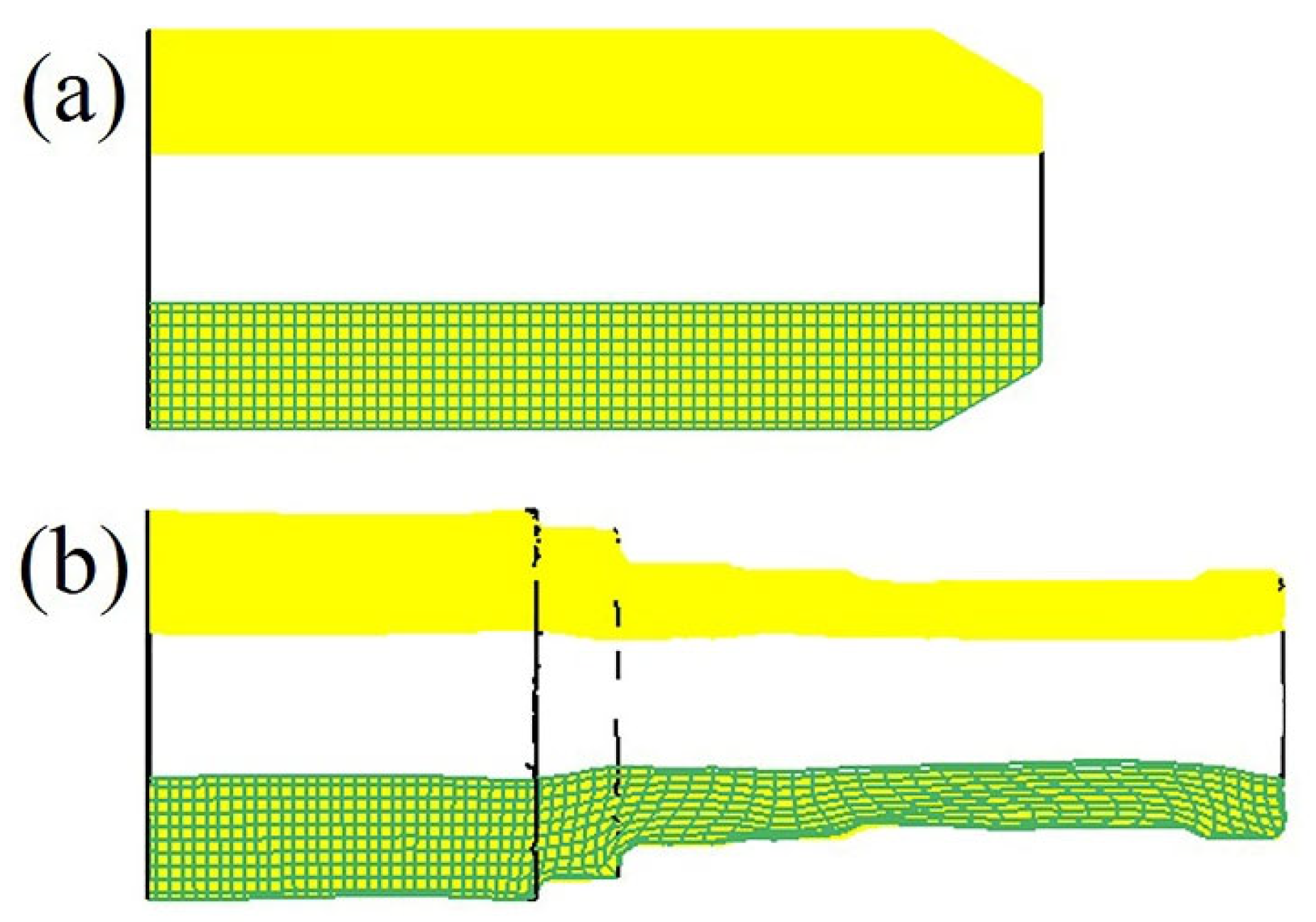
4.1.1. The Forming Results
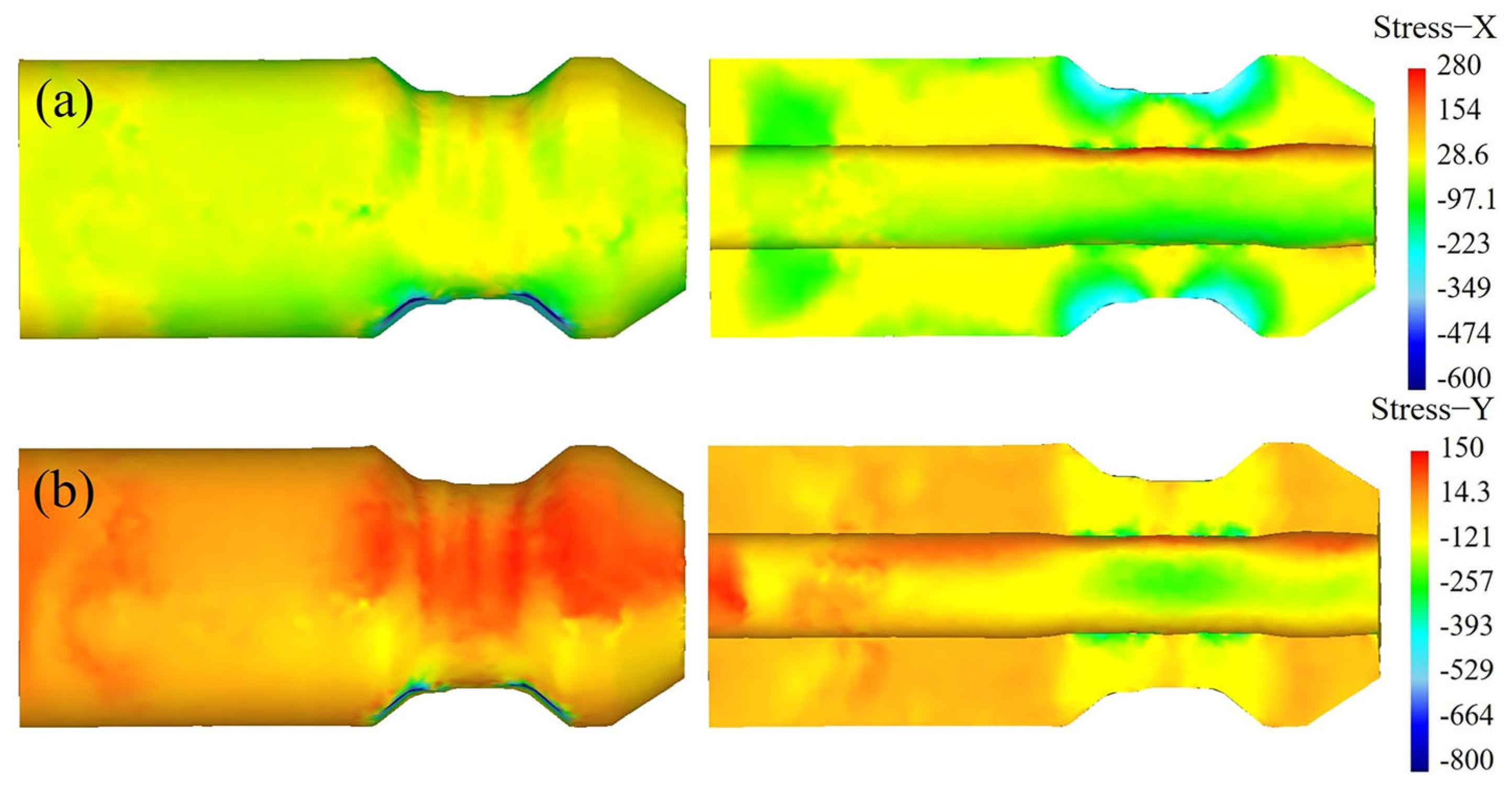
4.1.2. Analysis of Stress Distribution
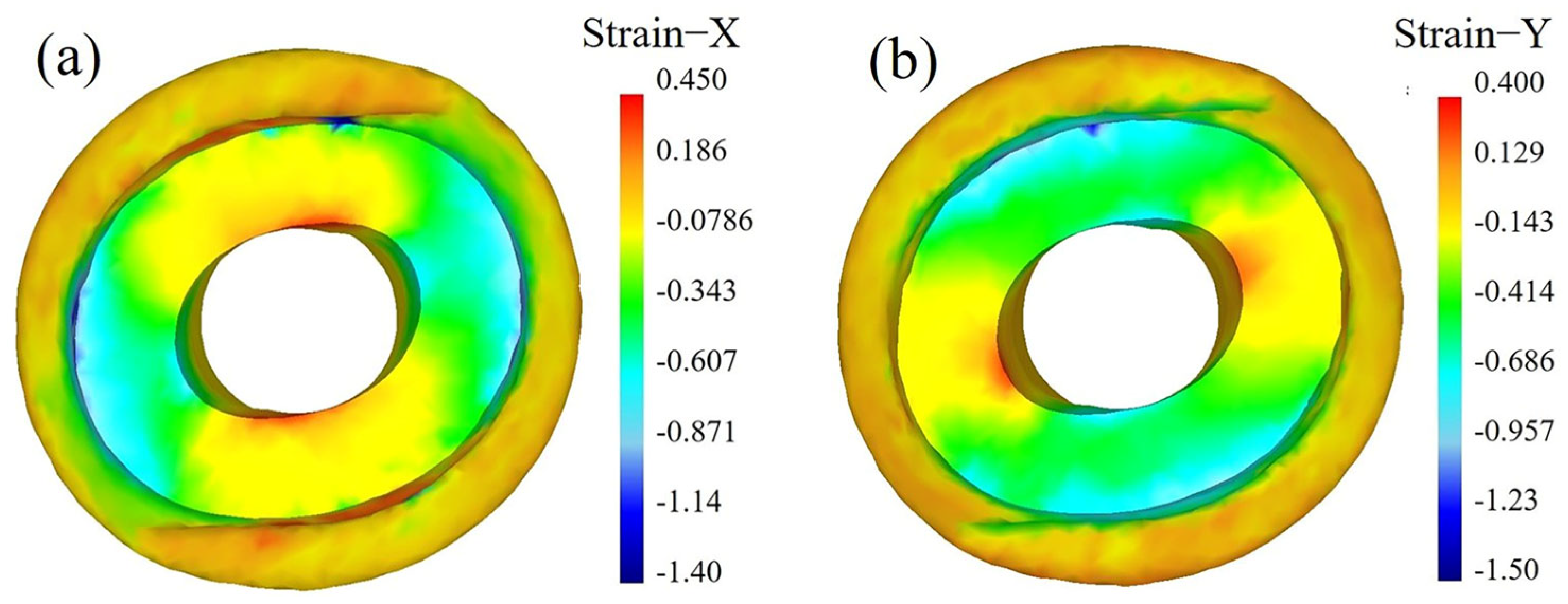
4.1.3. Analysis of Strain Distribution
4.1.4. Analysis of Axial Displacement
4.1.5. Analysis of Rolling Force
4.2. Numerical Simulation Analysis of Hot Extrusion
4.2.1. Analysis of the Workpiece Temperature
4.2.2. Analysis of Metal Flow Velocity
4.2.3. Analysis of the Effective Stress
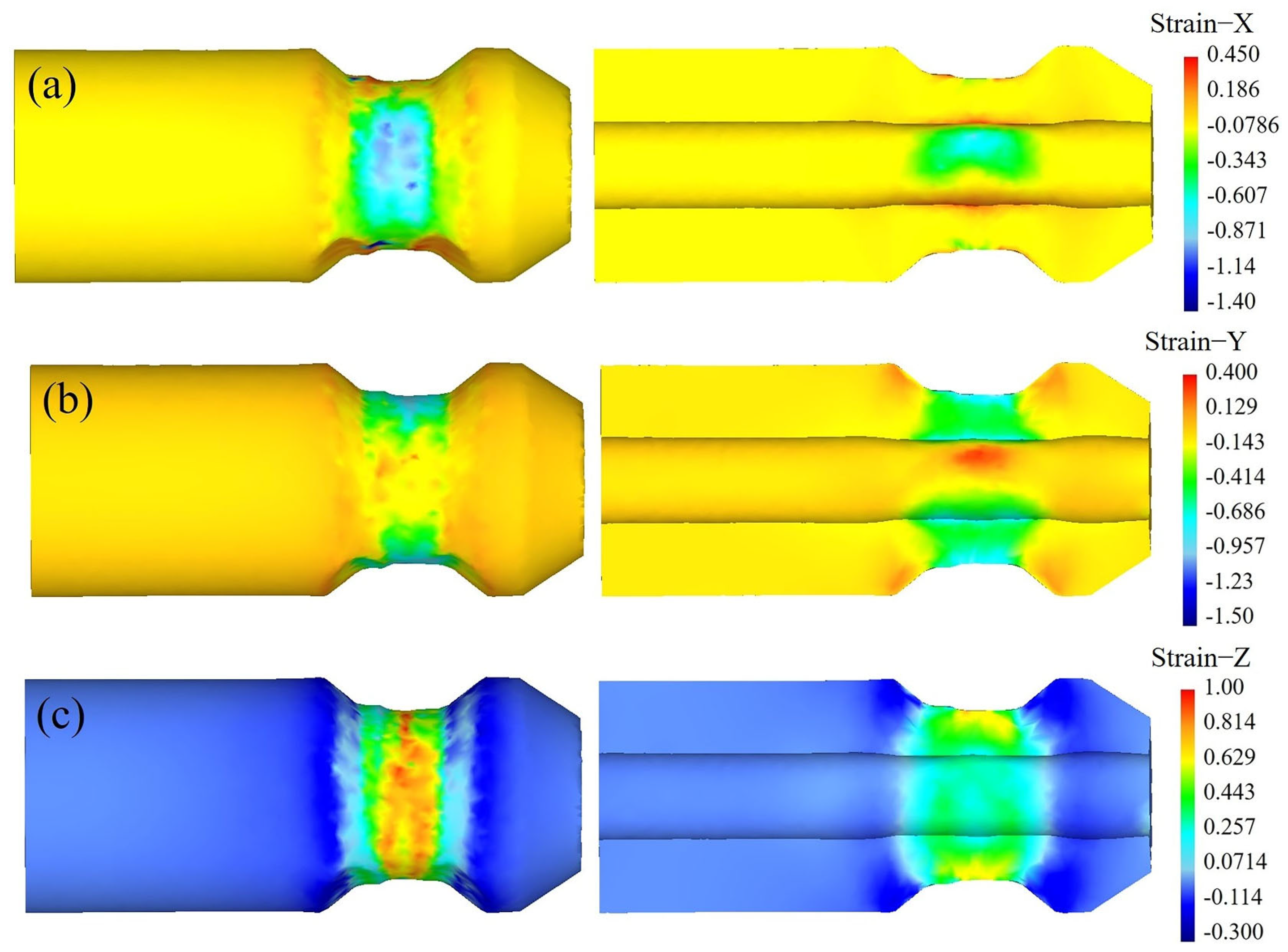
4.2.4. Analysis of the Effective Strain and Extrusion Force
5. Experimental Verification
6. Conclusions
- The process of forming the axle sleeve via CWR and hot extrusion is simulated using the finite element method. The change rule of stress and strain of the billet during the forming process is shown, and the forming mechanism of the axle sleeve is revealed. The workpiece can achieve diameter compression and wall thickness reduction through high compressive stress between the die and mandrel, which is beneficial to improve the quality performance of the rolled piece.
- Through the analysis of finite element numerical simulation results combined with experimental verification, the results show the feasibility of the combined CWR and hot extrusion process for producing an axle sleeve.
- In the process of hot extrusion, the temperature of the main deformation parts of the workpiece is within the temperature range of good forming, the metal streamline is continuous and uniform, the effective stress and effective strain are not large and evenly distributed and high-quality parts can be obtained.
- The rolling force of CWR is one order of magnitude lower than the extrusion force of hot extrusion. The use of the CWR process can effectively reduce the load and weight of equipment.
- CWR can effectively improve the eccentricity of the inner hole of the billet. The internal and external steps of the axle sleeve obtained through the combination of CWR and hot extrusion are formed well. The flange is well formed, and the metal streamline is continuous. The axis of the inner hole does not easily deviate, and the wall thickness is symmetrically distributed along the axis. The product quality is good, and the production efficiency is high.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hansson, S.; Jansson, T. Sensitivity analysis of a finite element model for the simulation of stainless steel tube extrusion. J. Mater. Process. Technol. 2010, 210, 1386–1396. [Google Scholar] [CrossRef]
- Zhou, J.K.; Xue, K.M.; Xv, Y.Q.; Li, P. Numerical simulation and experimental study on hot extrusion forming of half shaft bushing. J. Plast. Eng. 2011, 18, 15–21. [Google Scholar] [CrossRef]
- Xv, Y.Q.; Xue, K.M.; Zhou, J.K.; Li, P.; Qian, C.H. The influencing factors of forming force in hot extrusion process of half shaft bushing. Die. Mould. Technol. 2011, 5, 11–16. [Google Scholar] [CrossRef]
- Zhang, C.S.; Zhao, G.Q.; Chen, H.; Guan, Y.J.; Kou, F.J. Numerical simulation and metal flow analysis of hot extrusion process for a complex hollow aluminum profile. Int. J. Adv. Manuf. Technol. 2012, 60, 101–110. [Google Scholar] [CrossRef]
- Negendank, M.; Müller, S.; Reimers, W. Extrusion of Aluminum Tubes with Axially Graded Wall Thickness and Mechanical Characterization. Procedia CIRP 2014, 18, 3–8. [Google Scholar] [CrossRef]
- Gattmah, J.; Ozturk, F.; Orhan, S. Effects of Process Parameters on Hot Extrusion of Hollow Tube. Arab. J. Sci. Eng. 2017, 42, 2021–2030. [Google Scholar] [CrossRef]
- Li, P.; Luo, J.G.; Zhu, X.K.; Zhao, W.L.; Jin, H.; Zhou, L. Parameters optimization of precise extrusion forming process for half axle shaft tubes of heavy trucks. J. Plast. Eng. 2020, 27, 79–85. [Google Scholar] [CrossRef]
- Yang, C.P.; Zhang, K.S.; Hu, Z.H. Numerical simulation study on the cause of ellipse generation in two-roll cross wedge rolling the hollow parts with uniform inner diameter. Chin. J. Eng. 2012, 34, 1426–1431. [Google Scholar] [CrossRef]
- Yang, C.P.; Hu, Z.H. Research on the ovality of hollow shafts in cross wedge rolling with mandrel. Int. J. Adv. Manuf. Technol. 2016, 83, 67–76. [Google Scholar] [CrossRef]
- Ma, J.W.; Yang, C.P.; Zheng, Z.H.; Zhang, K.S.; Ma, W.Y. Influence of process parameters on the microstructural evolution of a rear axle tube during cross wedge rolling. Int. J. Miner. Metall. Mater. 2016, 23, 1302–1314. [Google Scholar] [CrossRef]
- Yang, C.P.; Ma, J.W.; Hu, Z.H. Analysis and design of cross wedge rolling hollow axle sleeve with mandrel. J. Mater. Process. Technol. 2016, 239, 346–358. [Google Scholar] [CrossRef]
- Huo, Y.M.; Lin, J.G.; Bai, Q.; Wang, B.Y.; Tang, X.F.; Ji, H.C. Prediction of microstructure and ductile damage of a high-speed railway axle steel during cross wedge rolling. J. Mater. Process. Technol. 2016, 239, 359–369. [Google Scholar] [CrossRef]
- Huang, X.; Wang, B.Y.; Mu, Y.H.; Shen, J.X.; Li, J.L.; Zhou, J. Investigation on the effect of mandrels on hollow shafts in cross-wedge rolling. Int. J. Adv. Manuf. Technol. 2019, 102, 443–455. [Google Scholar] [CrossRef]
- Huang, X.; Wang, B.Y.; Lin, J.G.; Zhu, C.B. Effect of mandrel diameter on non-circularity of hollow shafts in cross wedge rolling. Procedia Eng. 2017, 207, 2376–2381. [Google Scholar] [CrossRef]
- Shen, J.X.; Wang, B.Y.; Yang, C.P.; Zhou, J.; Cao, X.Q. Theoretical study and prediction of the inner hole reduction and critical mandrel diameter in cross wedge rolling of hollow shaft. J. Mater. Process. Technol. 2021, 294, 117140. [Google Scholar] [CrossRef]
- Lin, L.F.; Wang, B.Y.; Shen, J.X.; Liu, T. Producing hollow shafts in a new horizontal mill by novel flat-knifing cross-wedge rolling with single guide. Int. J. Adv. Manuf. Technol. 2021, 118, 2685–2700. [Google Scholar] [CrossRef]
- Feng, P.N.; Yang, C.P.; Wang, B.Y.; Li, J.L.; Liu, R.E. Microstructure and mechanical properties of TC4 titanium alloy hollow shaft formed by cross wedge rolling. Arch. Civ. Mech. Eng. 2021, 21, 129. [Google Scholar] [CrossRef]
- Feng, P.N.; Yang, C.P.; Wang, B.Y.; Li, J.L.; Shen, J.X.; Yang, X.M. Formability and microstructure of TC4 titanium alloy hollow shafts formed by cross-wedge rolling with a mandrel. Int. J. Adv. Manuf. Technol. 2021, 114, 365–377. [Google Scholar] [CrossRef]
- Feng, P.N.; Wang, B.Y.; Yang, C.P.; Ju, Z.D.; Zhang, H.B. The Formability, Microstructure, and Mechanical Properties of Powder-Sintered TC4 Alloy Hollow Shafts Formed by Cross-Wedge Rolling. J. Mater. Eng. Perform. 2022, 31, 8989–9000. [Google Scholar] [CrossRef]
- Shi, J.A.; Liu, J.P.; Wang, B.Y.; Shen, J.X. Numerical and experimental research on warm cross wedge rolling of hollow shafts with corrugated surface. Int. J. Adv. Manuf. Technol. 2022, 122, 243–262. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FE Parameter (Unit) | Value |
|---|---|
| Speed of roller (rpm) | 10 |
| Initial temperature of workpiece (°C) | 1100 |
| Initial temperature of tool (°C) | 20 |
| Environment reference temperature (°C) | 20 |
| Heat convection coefficient with air (N/s/mm/°C) | 0.02 |
| Contact heat transfer coefficient (N/s/mm/°C) | 11 |
| Emissivity | 0.8 |
| Friction factor (workpiece and die) | 1 |
| Friction factor (workpiece and guide plate) | 0.2 |
| Initial element number of workpiece | 1.1 × 105 |
| FE Parameter (Unit) | Value |
|---|---|
| Speed of the top die (mm/s) | 30 |
| Initial temperature of workpiece (°C) | 1050 |
| Initial temperature of the top die (°C) | 300 |
| Initial temperature of the bottom die (°C) | 400 |
| Environment reference temperature (°C) | 20 |
| Heat convection coefficient with air (N/s/mm/°C) | 0.02 |
| Contact heat transfer coefficient (N/s/mm/°C) | 5 |
| Emissivity | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, W.; Yang, C. Simulation of Cross Wedge Rolling and Hot Extrusion-Combined Forming Process for Axle Sleeve. Metals 2023, 13, 1017. https://doi.org/10.3390/met13061017
Sun W, Yang C. Simulation of Cross Wedge Rolling and Hot Extrusion-Combined Forming Process for Axle Sleeve. Metals. 2023; 13(6):1017. https://doi.org/10.3390/met13061017
Chicago/Turabian StyleSun, Wenhui, and Cuiping Yang. 2023. "Simulation of Cross Wedge Rolling and Hot Extrusion-Combined Forming Process for Axle Sleeve" Metals 13, no. 6: 1017. https://doi.org/10.3390/met13061017
APA StyleSun, W., & Yang, C. (2023). Simulation of Cross Wedge Rolling and Hot Extrusion-Combined Forming Process for Axle Sleeve. Metals, 13(6), 1017. https://doi.org/10.3390/met13061017