
Effect of Wear on Vibration Amplitude and Chip Shape Characteristics during Machining of Eco-Friendly and Leaded Brass Alloys


 ,
,  and
and 
Abstract
1. Introduction
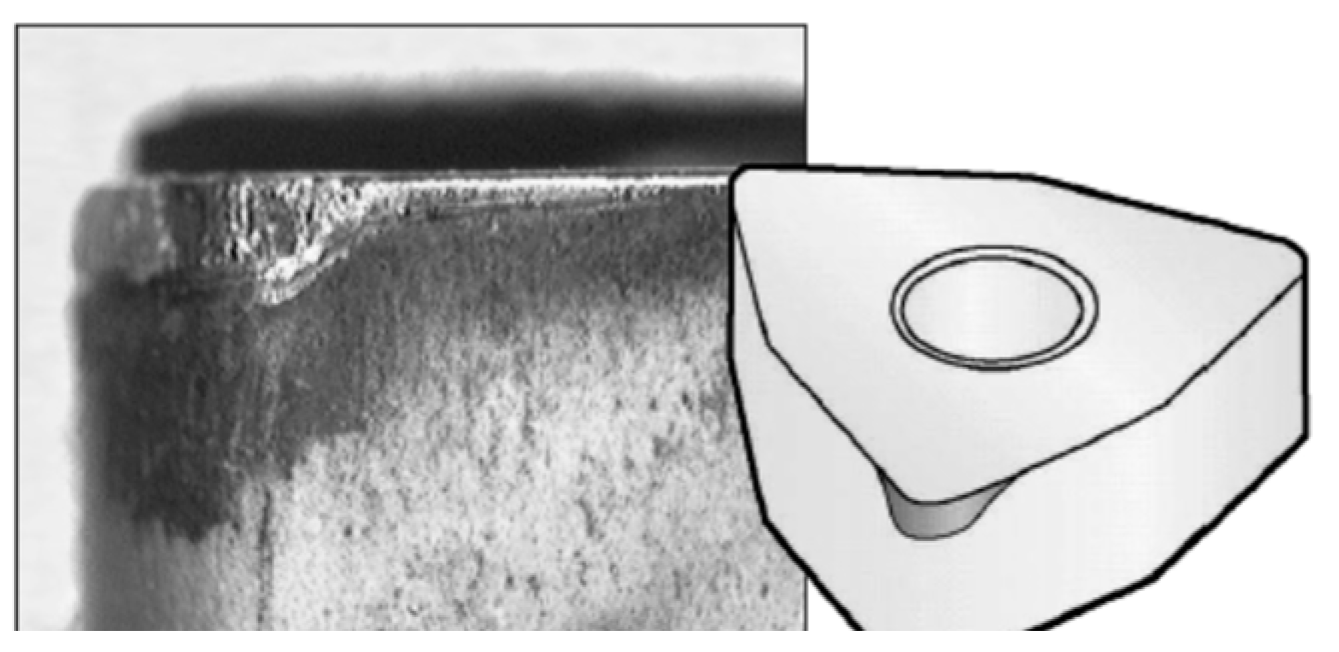
- VB—width of the wear area on the flank;
- KT—depth of wear groove on the face;
- KVs—wear of the tool corner by wear.
2. Materials and Methods
2.1. Machined Materials
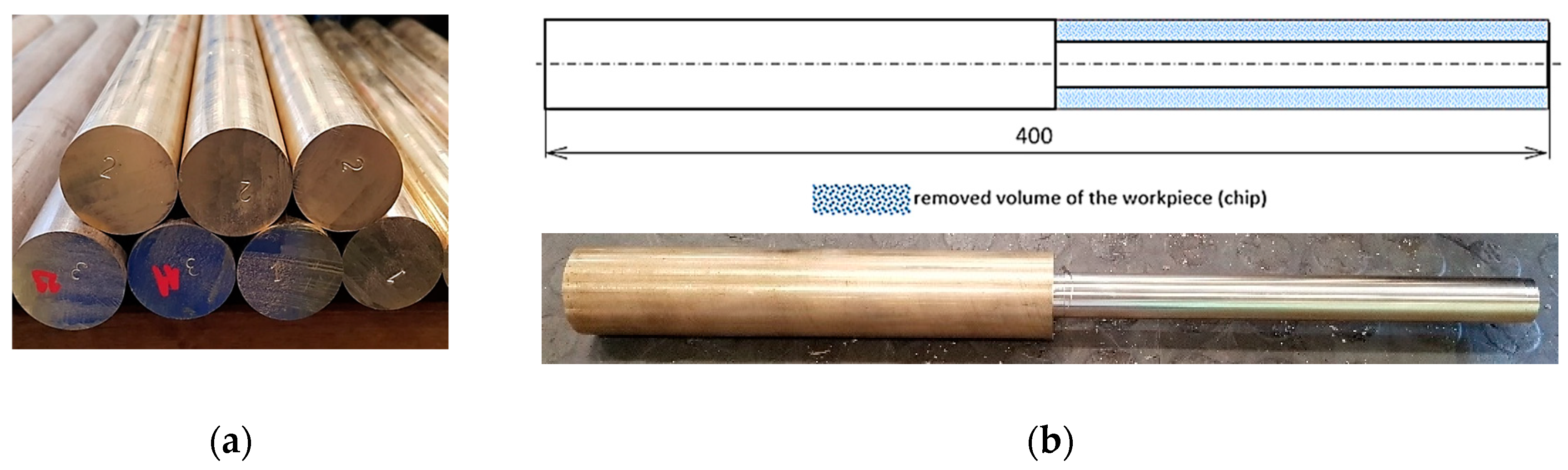
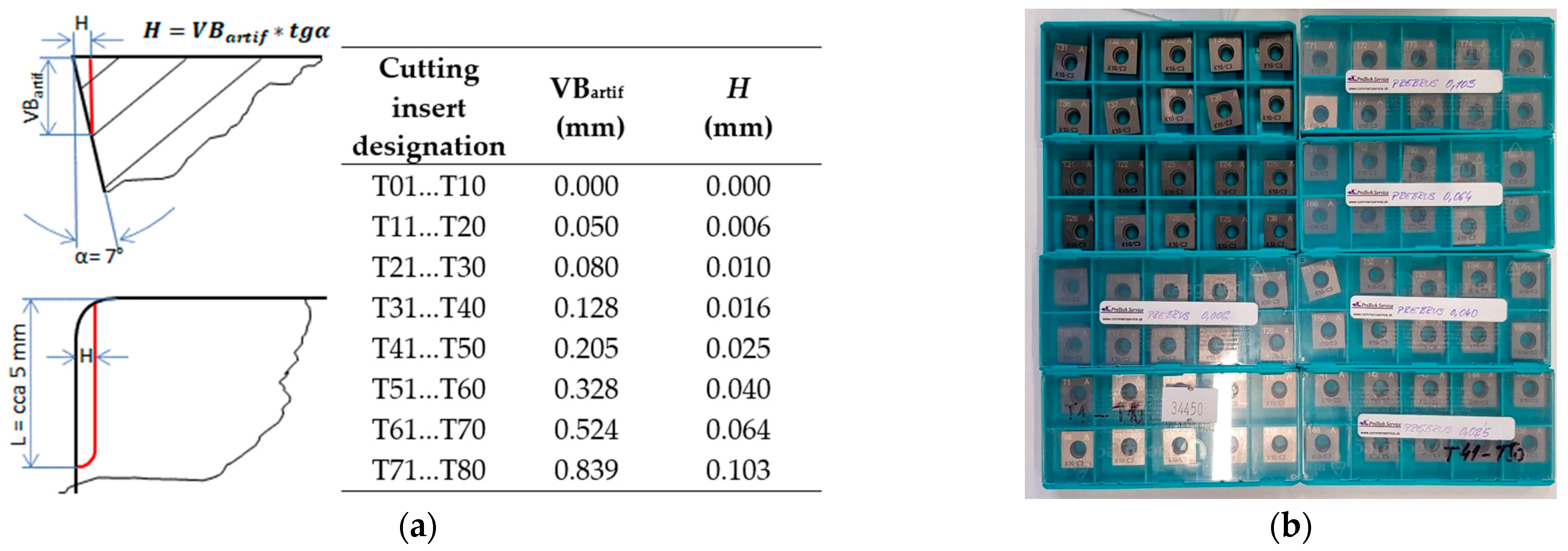
2.2. Machining Process Using the Newly Designed Artificial Wear Methodology
2.3. Measurement and Evaluation of Vibration Intensity
- Exclusion of outliers through the Grubbs test;
- Computing the regression coefficients bi for a linear model with independent variables VBartif and vc and their mutual interaction;
- Diagnosis of outliers using residuals;
- Determination of significance of linear regression relationships;
- Generation of graphical representation of statistically processed data.
2.4. Chip Form Evaluation
- The quality of the process—e.g., long-length chips can attack finished surfaces;
- The stability of the process—e.g., long-length chips do not leave the machine, fill the working space of the machine, and can be wound on a tool or workpiece, and they harm the cutting process itself;
- The environmental effect of the production—e.g., small, broken chips are far easier to handle, store, transport and recycle.
- The first aspect of chip classification consists of the basic characteristics of the chip form:
- (a)
- Shape characteristic (represented by the first number in the classification, e.g., 1—Ribbon, 6—Arc, 7—Elementary);
- (b)
- Chip form extended characteristics (represented by the second number in the classification, e.g., 1—Long, or 2—Short, etc.);
- The second aspect is the direction of chip movement (represented by the third number within the classification; these can be numbers from 1 to 4, e.g., 1—from the workpiece in the feed direction; etc.).
- The third aspect is the area on which the chip breaks (represented by the third number within the classification; there can be used numbers from 5 to 8; e.g., 7—broken against the workpiece surface).
- Secure required quality characteristics of machined surface;
- Safety automatic chip removal from the machine tool working area;
- Efficient chip handling, storage and removal, etc.
- -
- Favorable
- -
- Unfavorable.
3. Results and Discussion
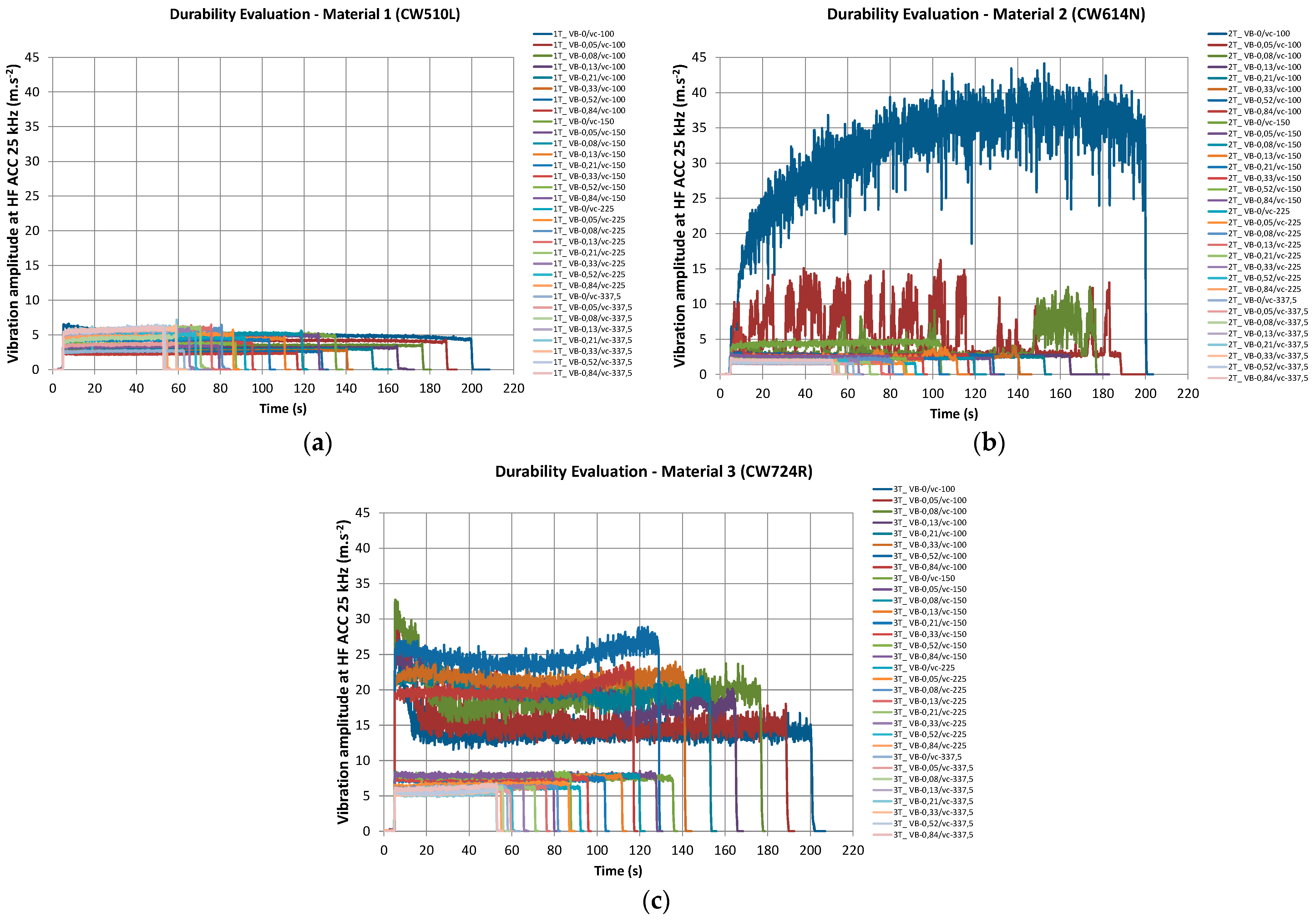
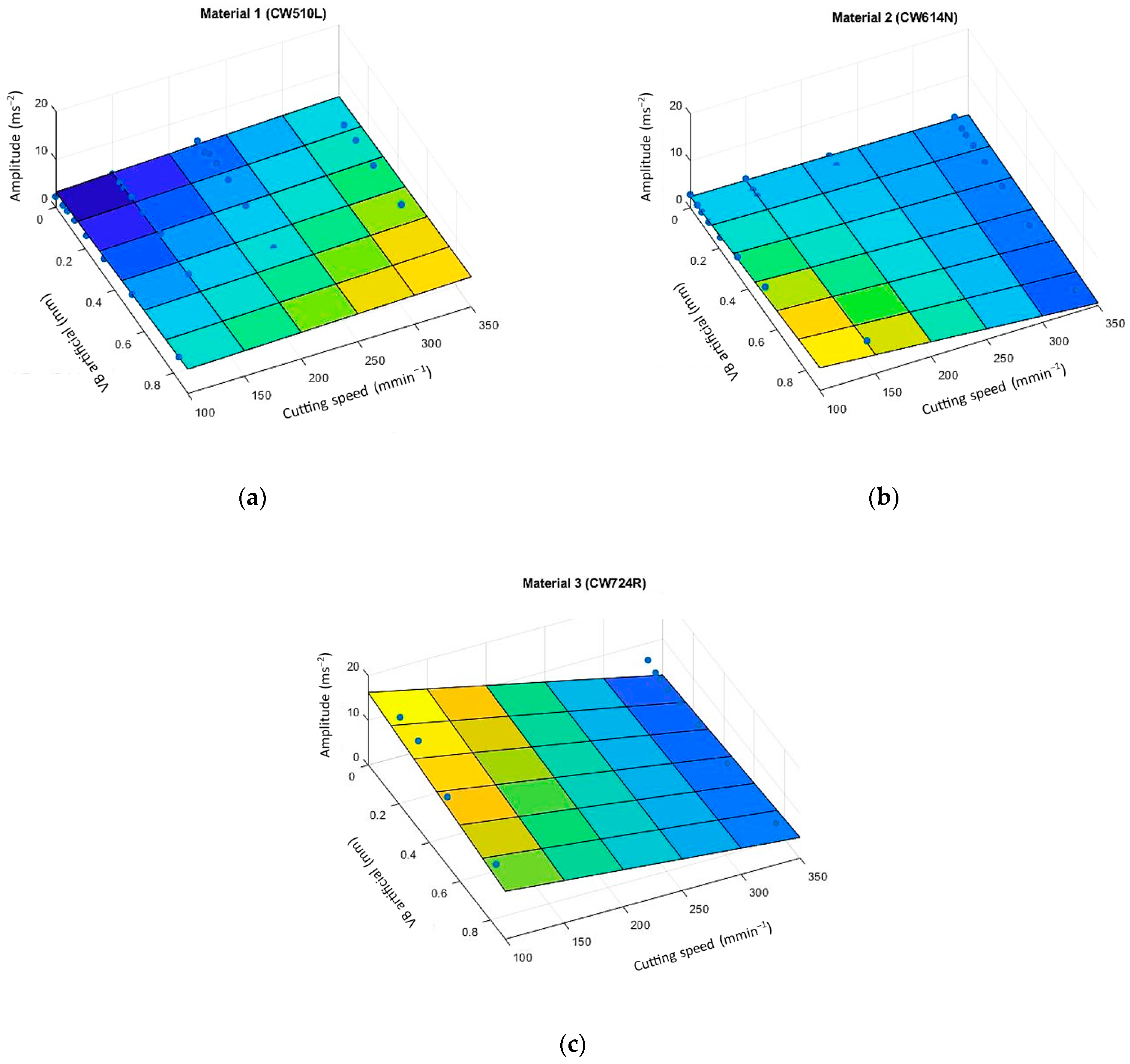
3.1. The Influence of Tool Wear and Cutting Speed on the Intensity of Tool Vibrations
- Material 1 (CW510L) and Material 2 (CW614N) show relatively low sensitivity for generating vibrations through tool wear;
- Material 3 (CW724R) shows the higher vibration intensity generated by tool wear at lower cutting speeds.
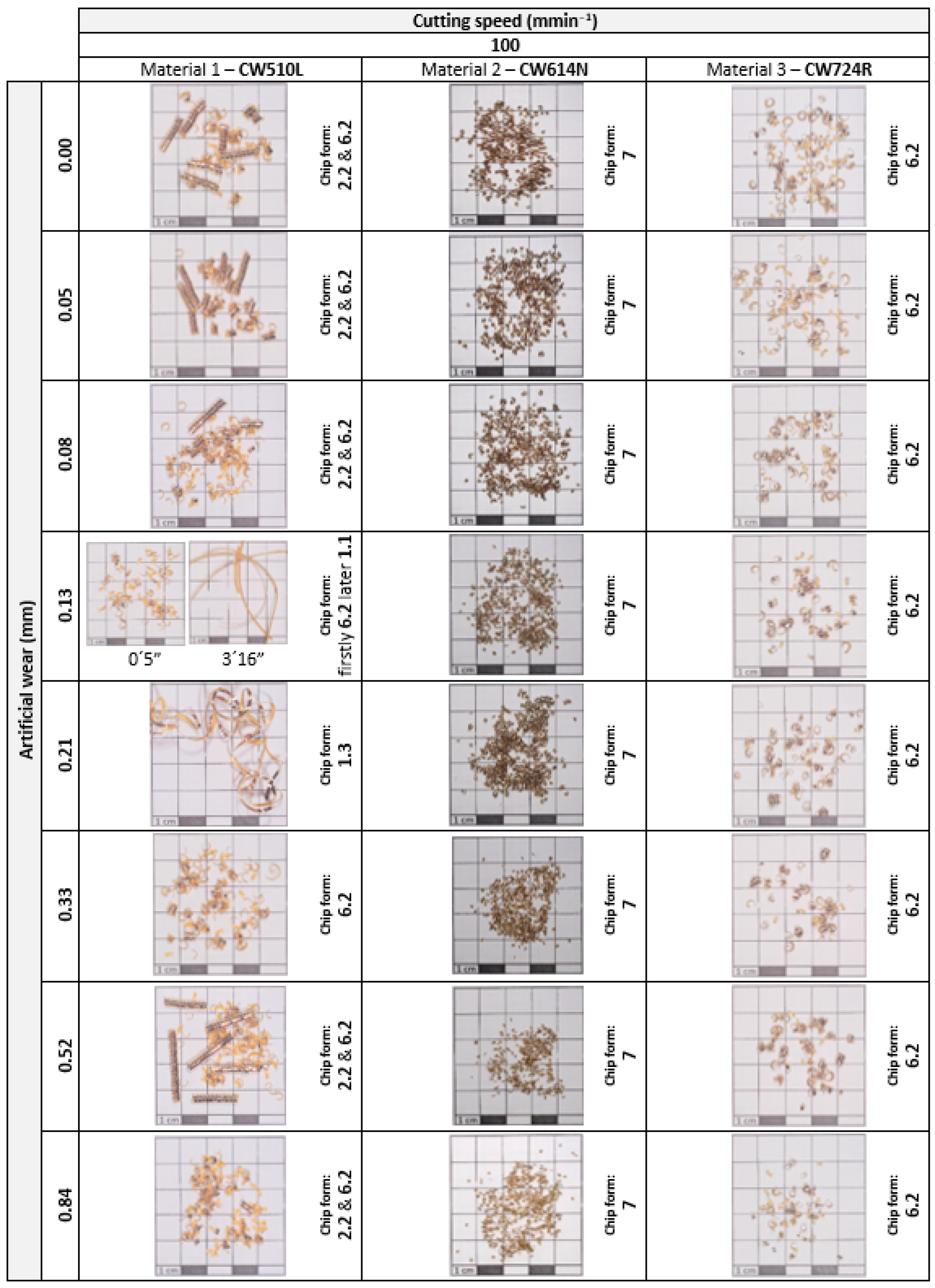
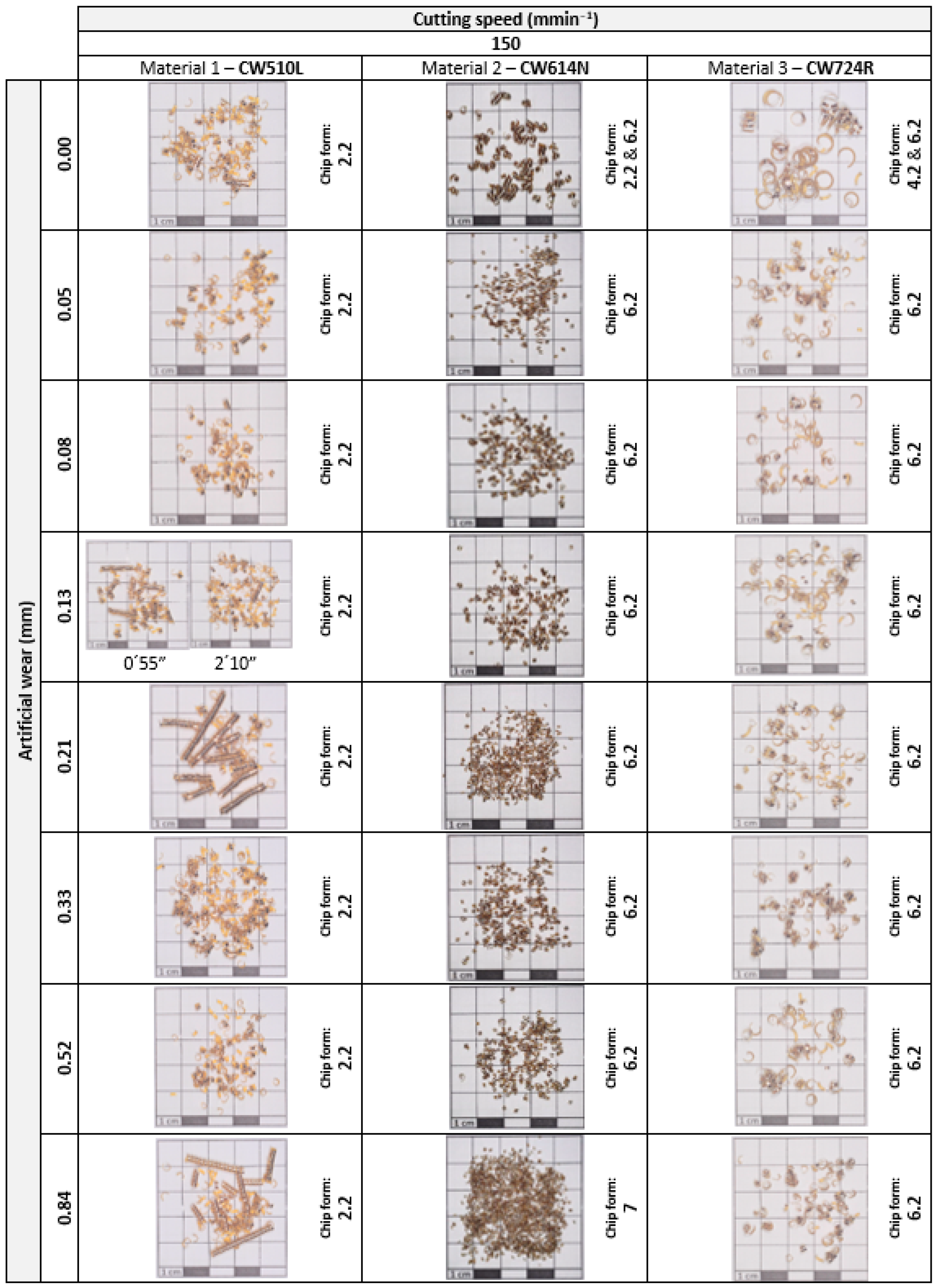
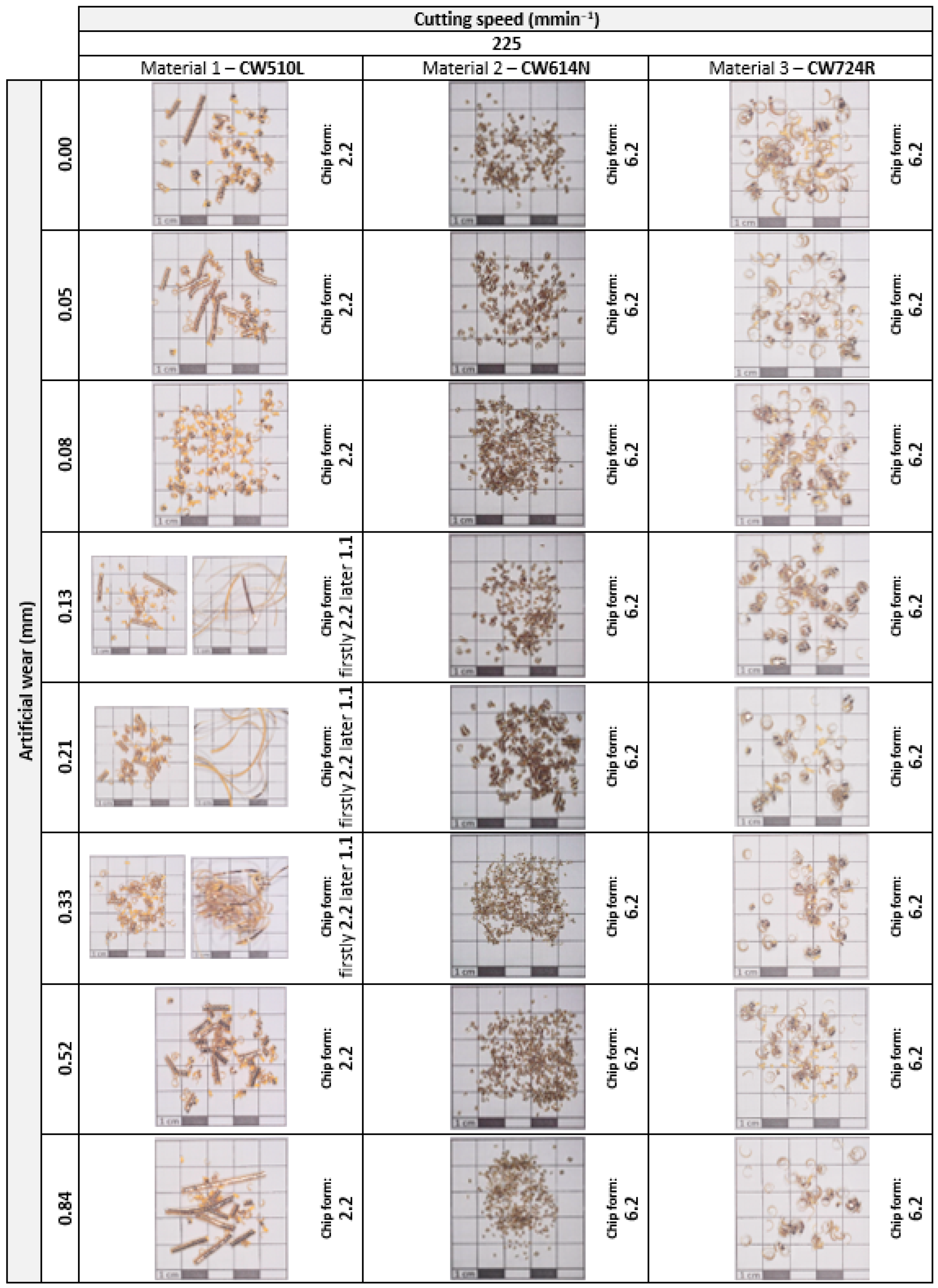
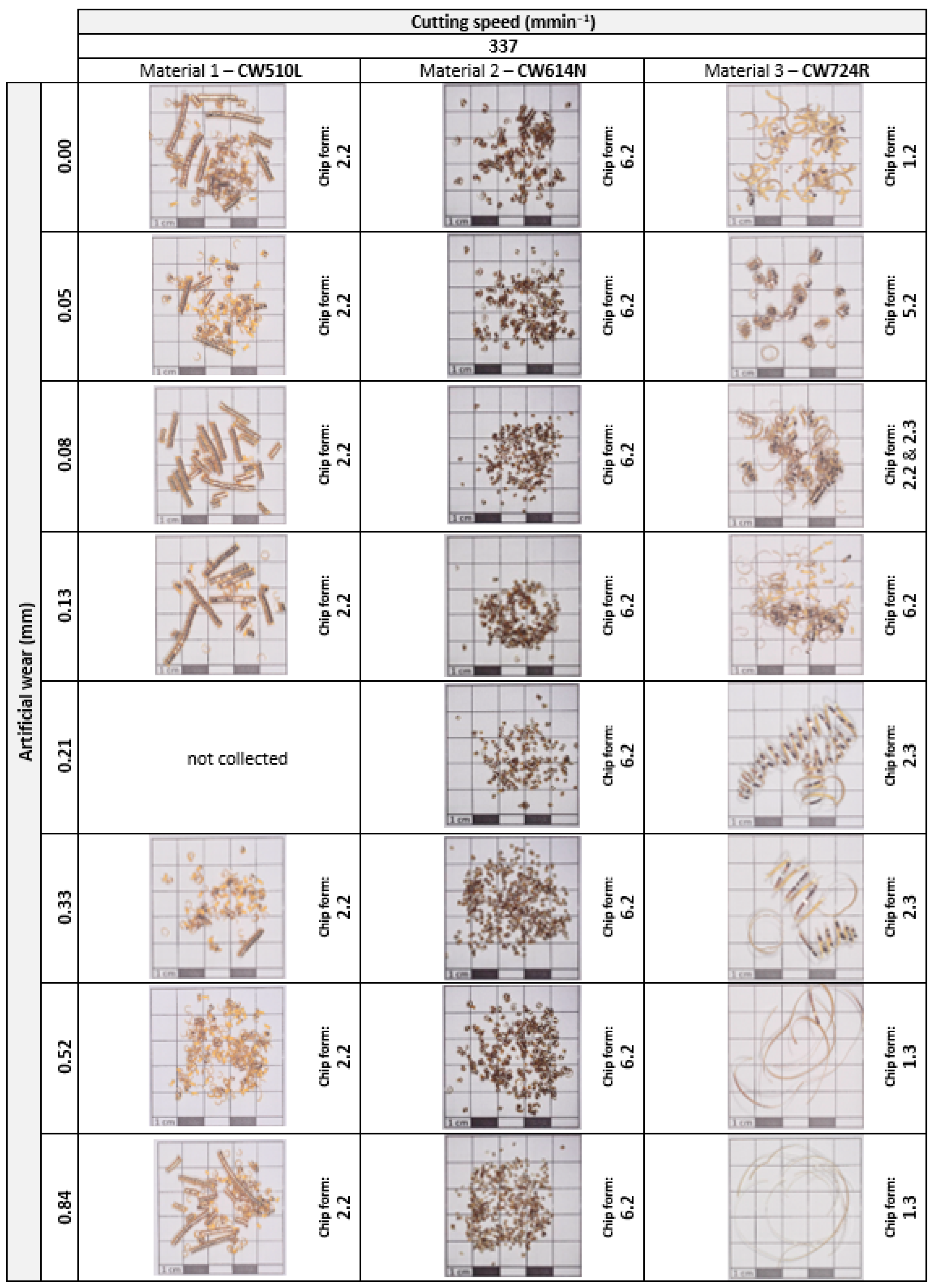
3.2. Evaluation of Chip Form
4. Conclusions
- The collection and processing of the experimentally obtained data were carried out using the standard steps of the multiple linear regression methodology to evaluate the dependence parameters (vibration characteristic and chip shape characteristic) on the experimental factors (cutting speed and artificial wear VBartif).
- Based on the measured data, the statistical dependences of the acceleration amplitude (A) as a vibration characteristic on the experimental factors (vc, VBartif) were determined—all at the required level of statistical reliability.
- CW510L and CW614N brass alloys were found to exhibit an average of three times lower vibration damping compared to CW724R alloy.
- The CW724R brass alloy showed significantly steeper dependences of vibration generation in terms of changes in cutting speed and VBartif wear compared to the other two materials.
- Differences in susceptibility to the generation of vibration manifestations are probably caused by the structure of the evaluated materials.
- The evaluated material production conditions significantly affect the vibro-diagnostic characteristics of the machining process, while for CW510L the slope of the dependence of the amplitude on the cutting speed is opposite to that for the other two materials (with increasing speed, the amplitude grew).
- The experiments showed relatively good chip formation in the evaluated machining conditions even without the use of a chip breaker.
- The problematic chip shape occurred only in some cases with material 1 (CW510L) and material 3 (CW724R), which cannot be generally determined.
- From the point of view of suitable chip formation, the production conditions were very little affected by the type of alloy.
- Undesirable areas of inappropriate chip shape can be easily adjusted in practical applications by changing the feed, cutting speed, or—the best practical solution—by using a cutting tool with a chip stiffener optimized for the given process.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grzesik, W. Advanced Machining Processes of Metallic Materials—Theory, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-0-444-63711-6. [Google Scholar]
- Trent, E.M.; Wright, P.K. Metal Cutting: Theory and Application; Butterwort Heinemann: Auckland, New Zealand, 2000; ISBN 0-7506-7069-X. [Google Scholar]
- Jurko, J.; Panda, A.; Behun, M. Prediction of a new form of the cutting tool according to achieve the desired surface quality. Appl. Mech. Mater. 2013, 268–270, 473–476. [Google Scholar] [CrossRef]
- Suh, C.S.; Liu, M.-K. Control of Cutting Vibration and Machining Instability: A Time-Frequency Approach for Precision, Micro and Nano Machining; John Wiley & Sons: Chichester, UK, 2013; ISBN 978-1-118-37182-4. [Google Scholar]
- Kuyucak, S.; Sahoo, M. A review of the machinability of copper-base alloys. Can. Metall. Q. 1996, 35, 1–15. [Google Scholar] [CrossRef]
- Jerzy, J.; Kuric, I.; Grozav, S.; Ceclan, V. Diagnostics of CNC machine tool with R-Test system. Acad. J. Manuf. Eng. 2014, 12, 56–60. [Google Scholar]
- Pitel, J.; Matiskova, D.; Marasova, D. A new approach to evaluation of the material cutting using the artificial neural networks. TEM J. 2019, 8, 325–332. [Google Scholar]
- Markopoulos, A.P.; Pressas, I.S.; Papantoniou, I.G.; Karkalos, N.E.; Davim, J.P. Machining and machining modeling of metal matrix composites—A review. In Modern Manufacturing Engineering; Springer: Cham, Switzerland, 2015; pp. 99–141. [Google Scholar]
- Twardowski, P.; Legutko, S.; Krolczyk, G.M.; Hloch, S. Investigation of wear and tool life of coated carbide and cubic boron nitride cutting tools in high speed milling. Adv. Mech. Eng. 2015, 7, 1687814015590216. [Google Scholar] [CrossRef]
- Petru, J.; Schiffner, J.; Zlamal, T.; Cep, R.; Kratochvil, J.; Stancekova, D. Wear progress of exchangeable cutting inserts during Ti (6) Al (4) V alloy machining. In Proceedings of the 24th International Conference on Metallurgy and Materials, Brno, Czech Republic, 3–5 June 2015; pp. 1147–1155. [Google Scholar]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi-sensorial data. Int. J. Adv. Manuf. Technol. 2016, 82, 509–521. [Google Scholar] [CrossRef]
- Zetek, M.; Zetkova, I. Increasing of the cutting tool efficiency from tool steel by using fluidization method. Procedia Eng. 2015, 100, 912–917. [Google Scholar] [CrossRef]
- Bakša, T.; Kroupa, T.; Hanzl, P.; Zetek, M. Durability of cutting tools during machining of very hard and solid materials. Procedia Eng. 2015, 100, 1414–1423. [Google Scholar] [CrossRef]
- Dimla, D.E. The Correlation of Vibration Signal Features to Cutting Tool Wear in a Metal Turning Operation. Int. J. Adv. Manuf. Technol. 2002, 19, 705–713. [Google Scholar] [CrossRef]
- Xu, C.; Jianming, D.; Yuzhen, C.; Huaiyuan, L.; Zhicheng, S.; Jing, X. The relationships between cutting parameters, tool wear, cutting force and vibration. Adv. Mech. Eng. 2018, 10, 1687814017750434. [Google Scholar] [CrossRef]
- Bouhalais, M.L.; Nouioua, M. The analysis of tool vibration signals by spectral kurtosis and ICEEMDAN modes energy for insert wear monitoring in turning operation. Int. J. Adv. Manuf. Technol. 2021, 115, 2989–3001. [Google Scholar] [CrossRef]
- Sridhar, A.V.; Prasad, B.S.; Mouli, K.V. Evaluation of tool performance and wear through vibration signature analysis in drilling of IS3048 steel. J. Eng. Appl. Sci. 2021, 68, 27. [Google Scholar] [CrossRef]
- Babu, M.S.; Rao, T.B. Real-time cutting tool condition assessment and stochastic tool life predictive models for tool reliability estimation by in-process cutting tool vibration monitoring. Int. J. Interact. Des. Manuf. 2022, 1–17. [Google Scholar] [CrossRef]
- Antić, A.; Šimunović, G.; Šarić, T.; Milošević, M.; Ficko, M. A model of tool wear monitoring system for turning. Tech. Gaz. 2013, 20, 247–254. [Google Scholar]
- Childs, T.; Maekawa, K.; Obikawa, T. Metal Machining: Theory and Applications; Butterworth-Heinemann: London, UK, 2000; ISBN 0-340-69159-X. [Google Scholar]
- Pastucha, P.; Majstorovic, V.; Kučera, M.; Beno, P.; Krile, S. Study of Cutting Tool Durability at a Short-Term Discontinuous Turning Test. In Proceedings of the International Conference on Manufacturing Engineering and Materials (ICMEM 2018), Novy Smokovec, Slovakia, 18–22 June 2018; pp. 493–501. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; David, C.N.; Sagris, D.S.; Paipetis, A.S. Machinability of eco-friendly lead-free brass alloys: Cutting-force and surface-roughness optimization. Metals 2018, 8, 250. [Google Scholar] [CrossRef]
- Pantazopoulos, G. Leaded brass rods C38500 for automatic machining operations. J. Mater. Eng. Perform. 2002, 11, 402–407. [Google Scholar] [CrossRef]
- Gane, N. The effect of lead on the friction and machining of brass. Philos. Mag. 1981, 43, 545–566. [Google Scholar] [CrossRef]
- Nobel, C.; Klocke, F.; Lung, D.; Wolf, S. Machinability Enhancement of Lead-free Brass Alloys. Procedia CIRP 2014, 14, 95–100. [Google Scholar] [CrossRef]
- Stavroulakis, P.; Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Machinable Leaded and Eco-Friendly Brass Alloys for High Performance Manufacturing Processes: A Critical Review. Metals 2022, 12, 246. [Google Scholar] [CrossRef]
- Toulfatzis, A.; Pantazopoulos, G.; Paipetis, A. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Johansson, J.; Alm, P.; M’Saoubi, R.; Malmberg, P.; Ståhl, J.-E.; Bushlya, V. On the Function of Lead (Pb) in Machining Brass Alloys. Res. Sq. 2022, 120, 7263–7275. [Google Scholar] [CrossRef]
- Company Sarbak Materials Data Sheets. Available online: www.sarbak.com.tr (accessed on 19 June 2022).
- EN 1982; Copper and Copper Alloys—Ingots and Castings. CEN: Brussels, Belgium, 2017.
- EN 12164; Copper and Copper Alloys—Rod for Free Machining Purposes. CEN: Brussels, Belgium, 2016.
- Pantazopoulos, G.; Vazdirvanidis, A. Characterization of the microstructural aspects of machinable? Phase brass. Microsc. Anal. 2008, 22, 13–16. [Google Scholar]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture mechanics properties and failure mechanisms of environmental-friendly brass alloys under impact, cyclic and monotonic loading conditions. Eng. Fail. Anal. 2018, 90, 497–517. [Google Scholar] [CrossRef]
- Garcia, P.; Rivera, S.; Palacios, M.; Belzunce, J. Comparative study of the parameters influencing the machinability of leaded brasses. Eng. Fail. Anal. 2010, 17, 771–776. [Google Scholar] [CrossRef]
- Filippov, A.V.; Filippova, E.O. Determination of cutting forces in oblique cutting. Appl. Mech. Mater. 2015, 756, 659–664. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing automation: Metal cutting mechanics, machine tool vibrations, and CNC design. Appl. Mech. Rev. 2012, 54, B84. [Google Scholar]
- Vazdirvanidis, A.; Rikos, A.; Toulfatzis, A.I.; Pantazopoulos, G.A. Electron Backscatter Diffraction (EBSD) Analysis of Machinable Lead-Free Brass Alloys: Connecting Texture with Fracture. Metals 2022, 12, 569. [Google Scholar] [CrossRef]
- Hagarová, M.; Peterka, P.; Mantič, M.; Vojtko, M.; Baranová, G.; Matvija, M. Failure analysis of leaded brass bolt. Eng. Fail. Anal. 2023, 143, 106899. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Besseris, G.J.; Pantazopoulos, G.A.; Stergiou, C. Characterization and comparative machinability investigation of extruded and drawn copper alloys using non-parametric multi-response optimization and orthogonal arrays. Int. J. Adv. Manuf. Technol. 2011, 57, 811–826. [Google Scholar] [CrossRef]
- Yaqoob, K.; Hashmi, F.; Hassan Tanvir, W. Failure Analysis of Cartridge Brass Shell. Eng. Fail. Anal. 2022, 138, 106325. [Google Scholar] [CrossRef]
- Baron, P.; Dobransky, J.; Pollak, M.; Kocisko, M.; Cmorej, T. The parameter correlation of acoustic emission and high-frequency vibrations in the assessment process of the operating state of the technical system. Acta Mech. Autom. 2016, 10, 112–116. [Google Scholar] [CrossRef]
- Filippov, A.V.; Nikonov, A.Y.; Rubtsov, V.E.; Dmitriev, A.I.; Tarasov, S.Y. Vibration and acoustic emission monitoring the stability of peakless tool turning: Experiment and modeling. J. Mater. Process. Technol. 2017, 246, 224–234. [Google Scholar] [CrossRef]
- Chen, J.; Feng, J.; Wang, F.; Peng, Q.; Lan, G.; Zhao, L.; Wu, L. Cracking Analysis of a Brass Clamp Mounted on the Main Transformer in the Power Grid System. Energies 2023, 16, 3460. [Google Scholar] [CrossRef]
- Monka, P.P.; Monkova, K.; Pantazopoulos, G.; Toulfatzis, A.I. Effect of Wear on the Vibrating Behaviour of the Tool at Turning CW724R Alloy. In Proceedings of the 13th International Conference on Mechanical and Aerospace Engineering (ICMAE), Bratislava, Slovakia, 20–22 July 2022; pp. 51–55. [Google Scholar] [CrossRef]
- Panda, A.; Dobránsky, J.; Jančík, M.; Pandova, I.; Kačalová, M. Advantages and effectiveness of the powder metallurgy in manufacturing technologies. Metalurgija 2018, 57, 353–356. [Google Scholar]
- Obeng, D.P.; Morrell, S.; Napier-Munn, T.J. Application of central composite rotatable design to modeling the effect of some operating variables on the performance of the three-product cyclone. Int. J. Miner. Process. 2005, 76, 181–192. [Google Scholar] [CrossRef]
- Malotova, S.; Cep, R.; Cepova, L.; Petru, J.; Stancekova, D.; Kyncl, L.; Hatala, M. Roughness Evaluation of the Machined Surface at Interrupted Cutting Process. Manuf. Technol. 2016, 16, 168–173. [Google Scholar] [CrossRef]
- Kouadri, S.; Necib, K.; Atlati, S.; Haddag, B.; Nouari, M. Quantification of the chip segmentation in metal machining: Application to machining the aeronautical aluminum alloy AA2024-T351 with cemented carbide tools WC-Co. Int. J. Mach. Tools Manuf. 2013, 64, 102–113. [Google Scholar] [CrossRef]
- ISO 3685: 1993(E); International Standard, Tool Testing with Single Point Turning Tools. ISO: Geneva, Switzerland, 1993.
- Sahraoui, Z.; Mehdi, K.; Jaber, M.B. Analytical and experimental stability analysis of AU4G1 thin-walled tubular workpieces in turning process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 1007–1018. [Google Scholar] [CrossRef]
- Glaa, N.; Mehdi, K.; Moussaoui, K.; Zitoune, R. Numerical and experimental study of the drilling of multi-stacks made of titanium alloy Ti-6Al-4V: Interface and burr behaviour. Int. J. Adv. Manuf. Technol. 2020, 107, 1153–1162. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Unit | CW510L (Material 1) | CW614N (Material 2) | CW724R (Material 3) |
|---|---|---|---|---|
| Tensile strength Rm | (MPa) | 478–484 [25] 220–500 [28] * | 456 [25] 360–500 [28] * | 654 [25] 500–670 [28] * |
| Yield strength Rp0.2 | (MPa) | 310–315 [25] | 324 [25] | 400 [25] |
| Hardness | HB | 134–157 [25] 90–160 [28] * | 154 [25] 90–160 [10] * | 210 [25] 130–220 [28] * |
| Elongation to break A | (%) | 25–29 [25] 5–20 [28] * | 26 [25] 5–20 [28] * | 21 [25] 10–15 [28] * |
| Thermal conductivity λ | (W/mK) | 113–139 [25] 139 [28] | 123 [25] 113 [28] | 35 [25] 35 [28] |
| Cu | Zn | Pb | Si | As | P | |
|---|---|---|---|---|---|---|
| CW510L (Material 1) | 57.38 | 42 | 0.07 | - | - | - |
| CW614N (Material 2) | 57.61 | 39 | 3.32 | - | - | - |
| CW724R (Material 3) | 75.86 | 21 | 0.02 | 3.4 | - | 0.05 |
| Range of the Workpiece Diameters (mm) | VBartif (mm) |
|---|---|
| 34.6–32.6 | 0.84 |
| 32.6–30.6 | 0.52 |
| 30.6–28.6 | 0.33 |
| 28.6–26.6 | 0.21 |
| 26.6–24.6 | 0.13 |
| 24.6–22.6 | 0.08 |
| 22.6–20.6 | 0.05 |
| 20.6–18.6 | 0.00 |
| Geometrical and Dimensional Characteristic | Value |
|---|---|
| Cutting insert | |
| Rake angle γ | 0° |
| Clearance angle α | 7° |
| Cutting edge inclination angle λs | 0° |
| Tool cutting edge angle κr | 75° |
| Tool included angle εr | 90° |
| Corner radius rε | 0.4 mm |
| Tool holder | |
| Tool cross-section | 25 × 25 mm |
| Insert shape | Square |
| Insert size | 12.7 mm |
| Insert thickness | 3.18 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monka, P.P.; Monkova, K.; Pantazopoulos, G.A.; Toulfatzis, A.I. Effect of Wear on Vibration Amplitude and Chip Shape Characteristics during Machining of Eco-Friendly and Leaded Brass Alloys. Metals 2023, 13, 828. https://doi.org/10.3390/met13050828
Monka PP, Monkova K, Pantazopoulos GA, Toulfatzis AI. Effect of Wear on Vibration Amplitude and Chip Shape Characteristics during Machining of Eco-Friendly and Leaded Brass Alloys. Metals. 2023; 13(5):828. https://doi.org/10.3390/met13050828
Chicago/Turabian StyleMonka, Peter Pavol, Katarina Monkova, George A. Pantazopoulos, and Anagnostis I. Toulfatzis. 2023. "Effect of Wear on Vibration Amplitude and Chip Shape Characteristics during Machining of Eco-Friendly and Leaded Brass Alloys" Metals 13, no. 5: 828. https://doi.org/10.3390/met13050828
APA StyleMonka, P. P., Monkova, K., Pantazopoulos, G. A., & Toulfatzis, A. I. (2023). Effect of Wear on Vibration Amplitude and Chip Shape Characteristics during Machining of Eco-Friendly and Leaded Brass Alloys. Metals, 13(5), 828. https://doi.org/10.3390/met13050828