
Online Prediction of Deformation Resistance for Strip Tandem Cold Rolling Based on Data-Driven

Abstract
:1. Introduction
2. Data Acquisition
- (1)
- Traditional rolling force model [18]
- (2)
- Derivation of the back-calculation formula for deformation resistance.
3. Modeling
3.1. Analytical Model (AM)
3.2. MEA-BP Neural Network
- (1)
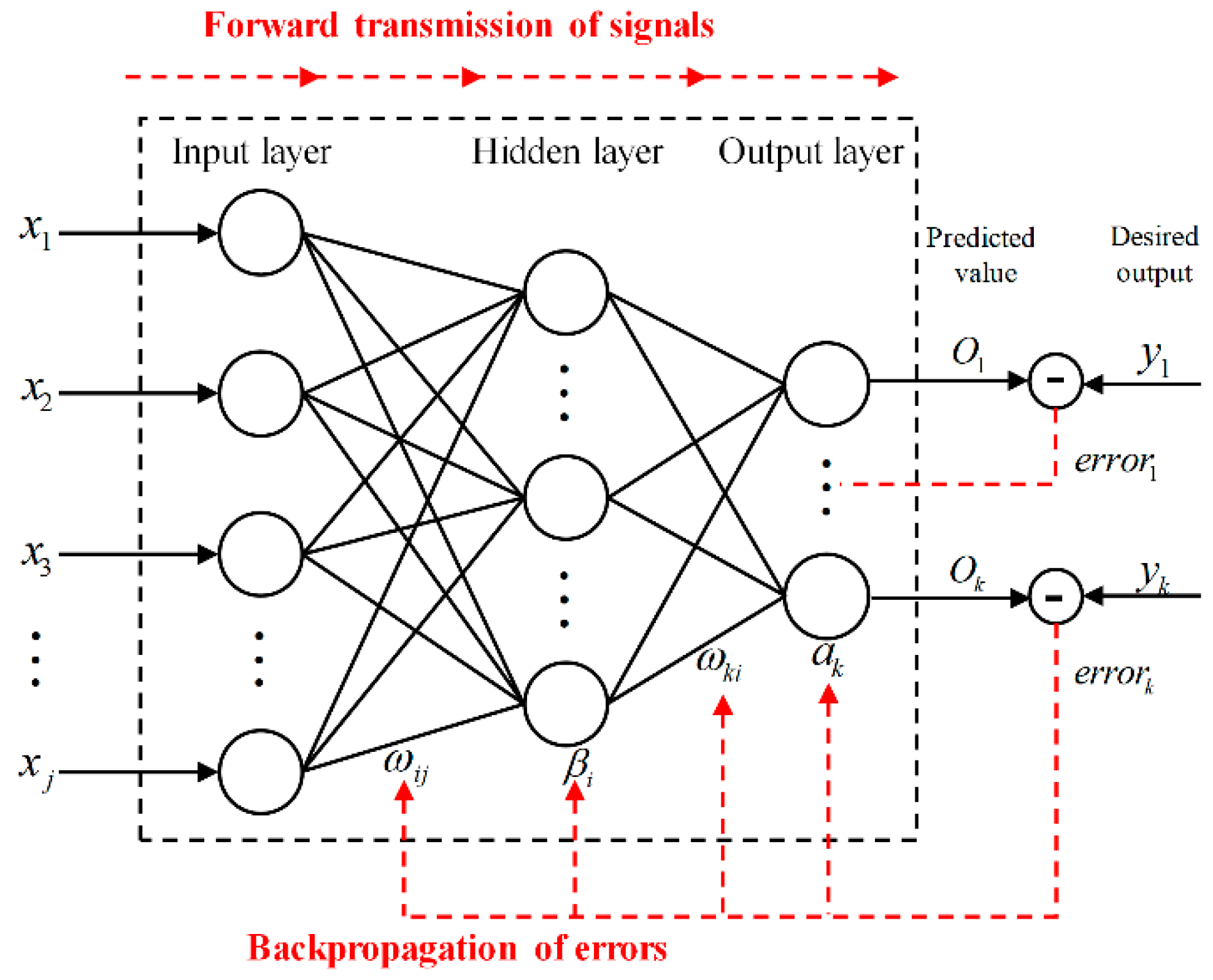
- Establishment of BP neural network
- (2)
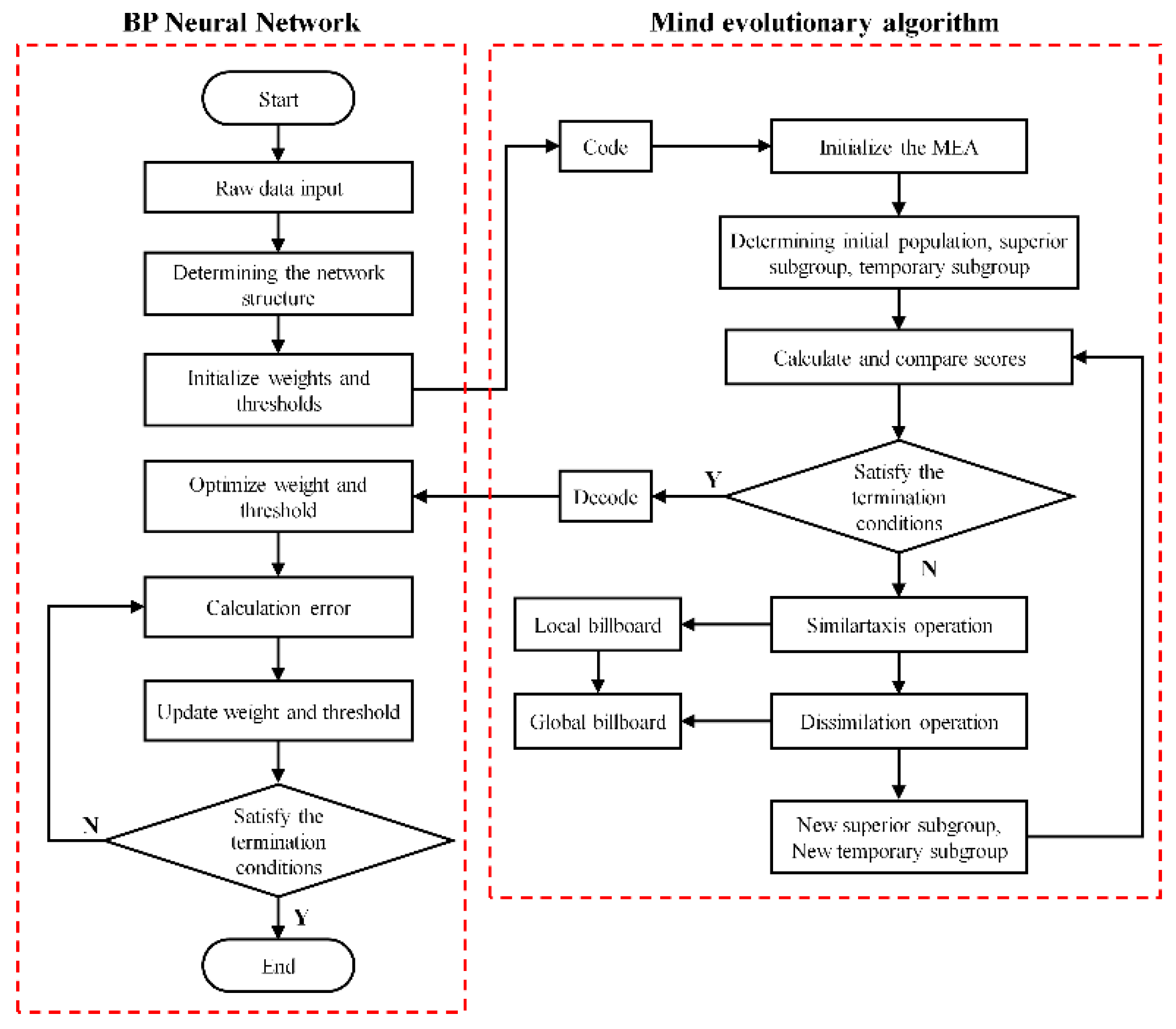
- The mind evolutionary algorithm optimizes the BP neural network (MEA-BP)
- (1)
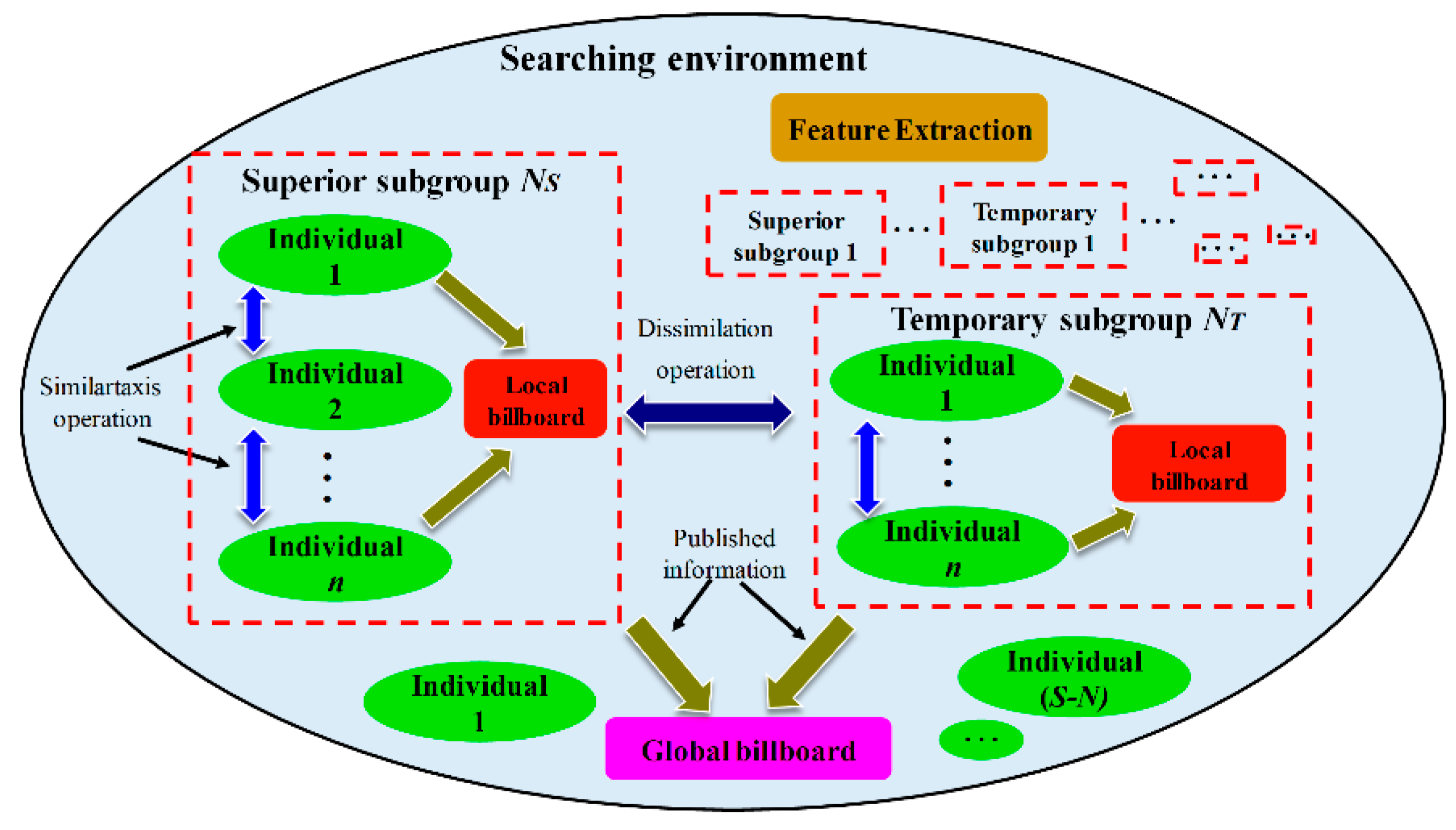
- At the beginning of “learning”, S individuals are randomly distributed in the search environment, and N (N = NS + NT) individuals are selected as the initial state by calculating and ranking the scores of each individual. The NS individuals with the highest scores are called the superior individuals, and the NT individuals with high scores are used as temporary individuals. They are used as seeds to form several subgroups divided into superior and temporary subgroups [24]. The feature extraction system analyzes subgroup scores, provides contextual information, and guides the generation of subgroups.
- (2)
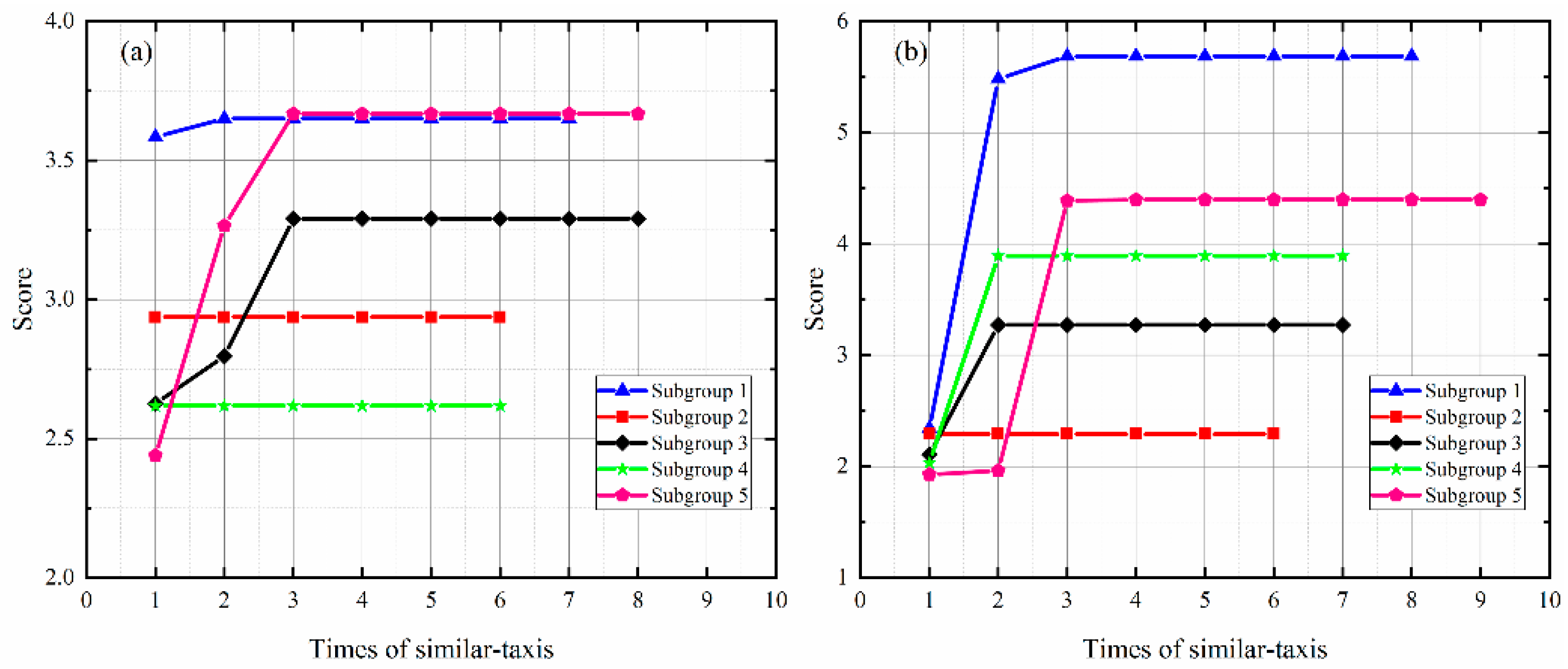
- Similar-taxis operation. The process by which individuals compete with each other to become the new superior within all subgroups, with the superior individuals of the subgroup at the center, is called similar-taxis. Until no new superior individual is produced, then the subgroup is said to be mature, the similar-taxis process of the subgroup is finished, and the latest superior individual score is defined as the subgroup score. As shown in Figure 8a,b, most subgroups keep producing new superior individuals, and their scores keep increasing until they finally stabilize, while some other subgroups have no change in their scores because they have not produced new superior individuals.
- (3)
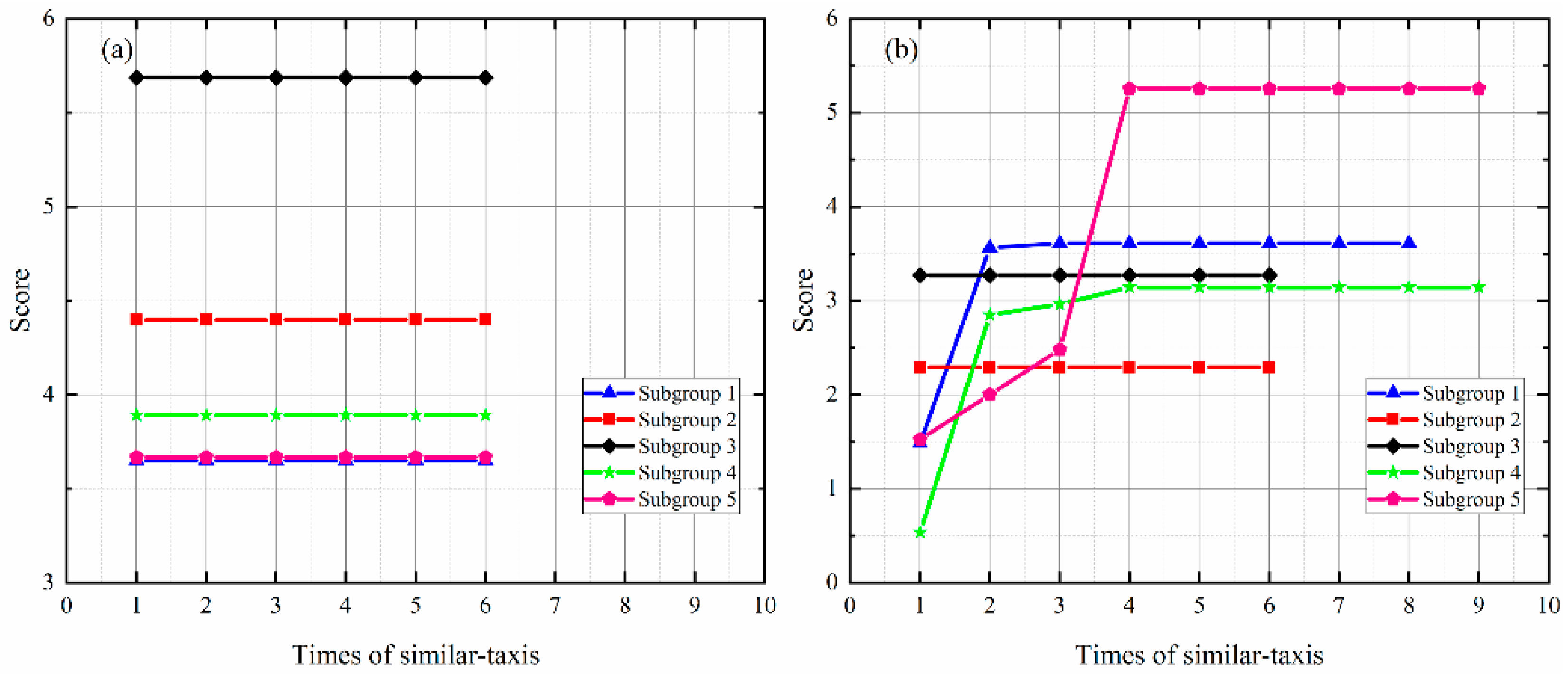
- Dissimilation operation. In the whole search environment, if a temporary subgroup score is higher than that of a mature superior subgroup, the latter is replaced by the former, and the individuals in the original superior subgroup are released; The released individuals have searched globally again and formed a new temporary subgroup to continue steps (2). As the score of subgroup 1 in Figure 8b is higher than that of subgroup 5 in Figure 8a, the former replaces the latter as the new superior subgroup, and the replaced subgroup releases all the individuals who continue to perform the similar-taxis operation. Other subgroups perform the same process. Finally, they are forming a new superior subgroup group and a temporary subgroup group, as shown in Figure 9a,b.
- (4)
- Repeat steps (2) (3) until met the termination condition.
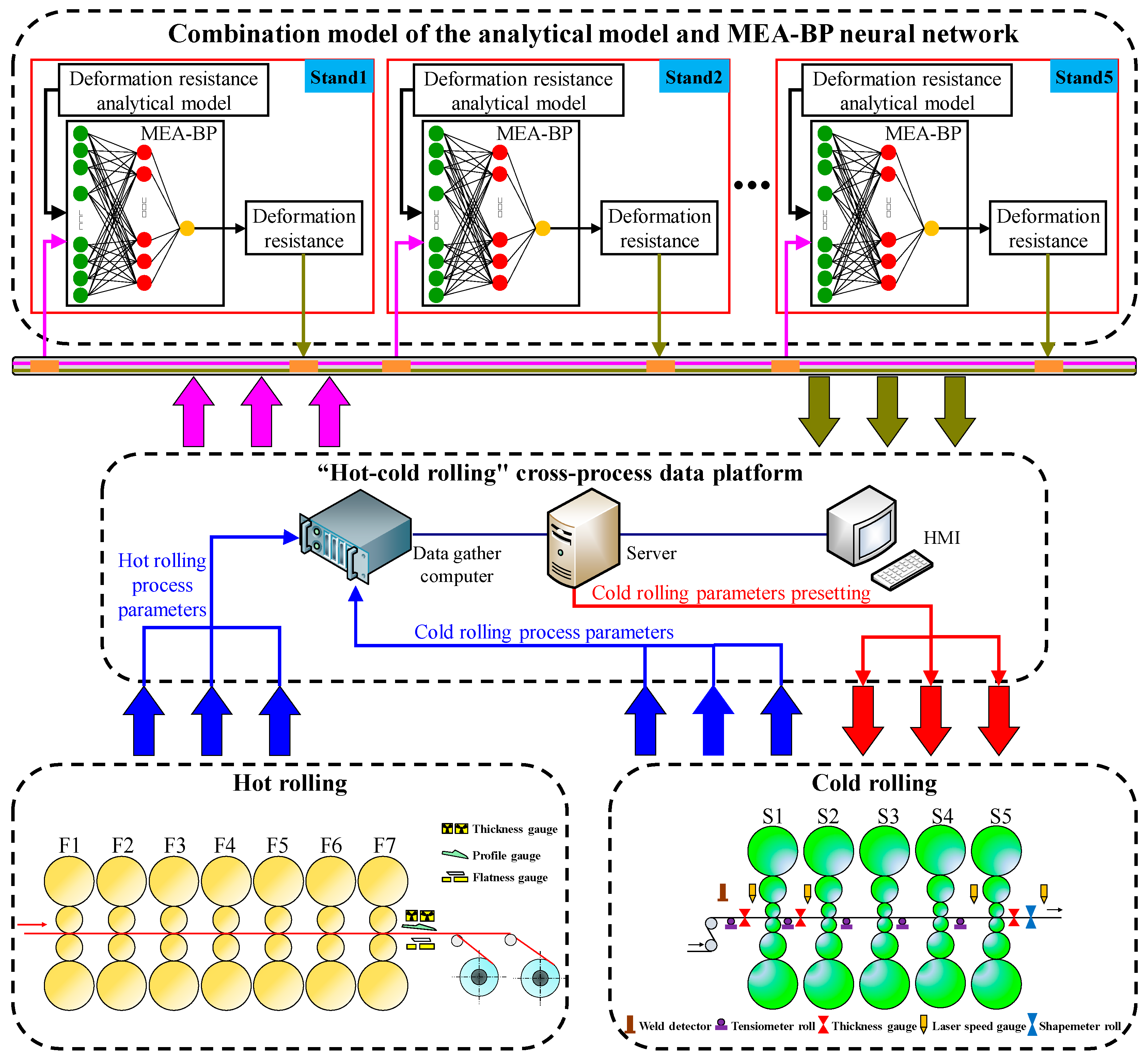
3.3. Combination Model of AM and MEA-BP
- (1)
- Establishment of BP neural network
4. Results and Discussions
4.1. Execution of Model
4.2. Prediction Results
4.3. Performance Criteria
4.4. Field Test
5. Conclusions
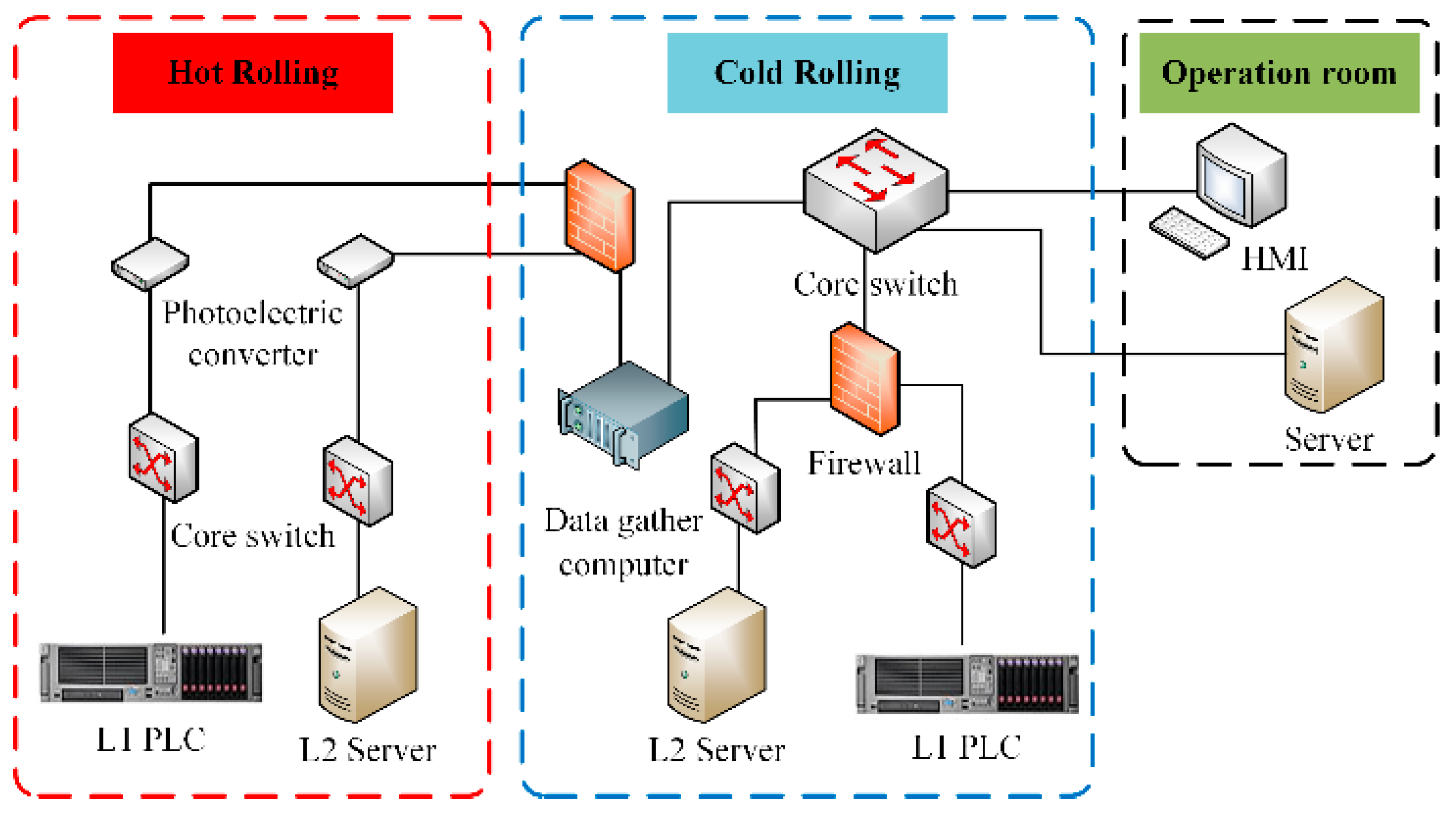
- By setting up the “hot-cold rolling” cross-process data platform at the industrial site, the cold rolling and hot rolling processes are unified into an organic whole, which enables online real-time access to the historical production data of hot and cold rolling, and lays a solid data foundation for modeling the deformation resistance of cold rolling based on the hot rolling process data.
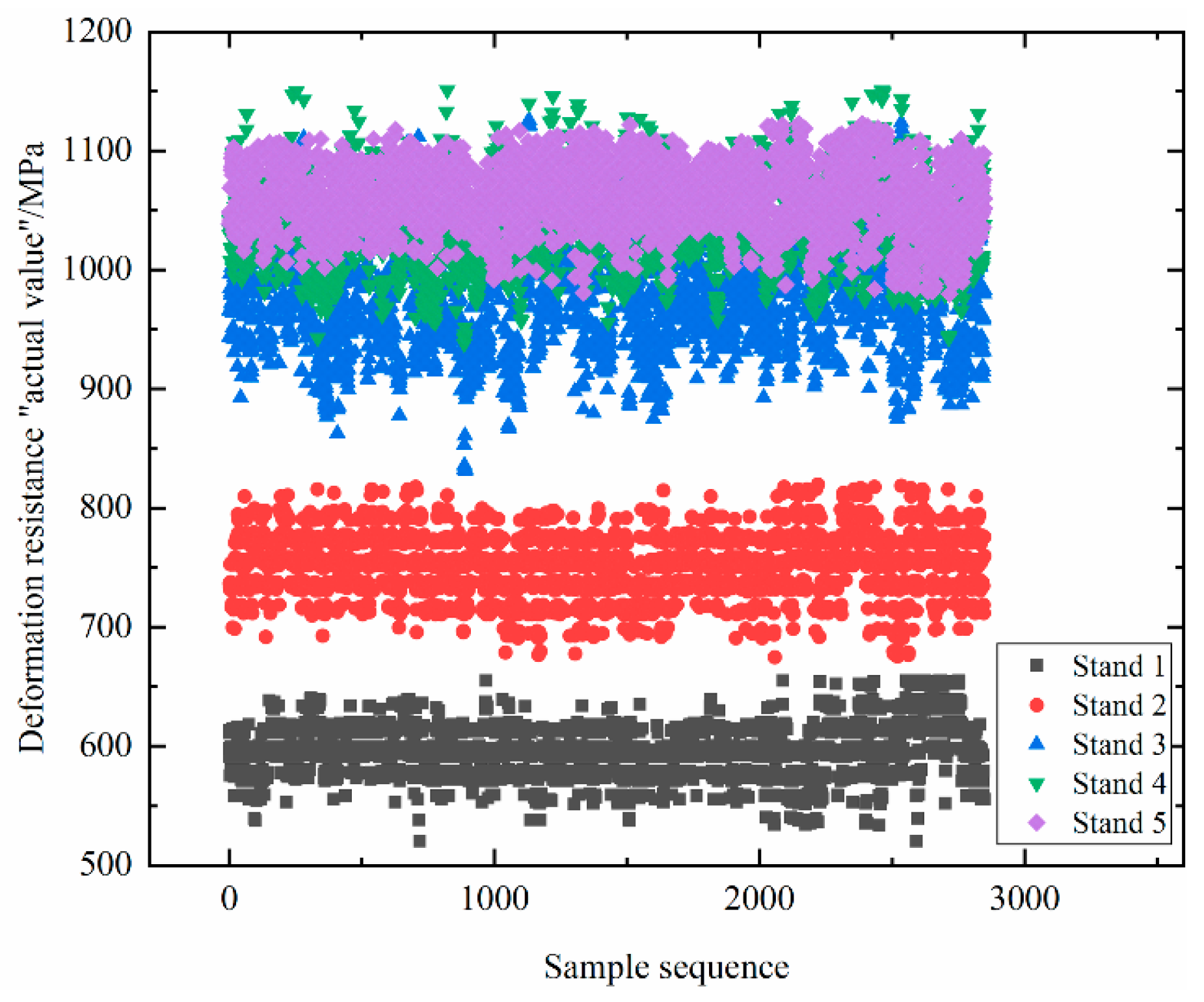
- The back-calculation formula of deformation resistance is derived based on the traditional rolling force model. The measured rolling data of cold rolling is substituted to back-calculate the result of deformation resistance closer to the actual deformation resistance of each stand in the cold rolling process, as the output of the model training and the evaluation criteria of optimization in this paper.
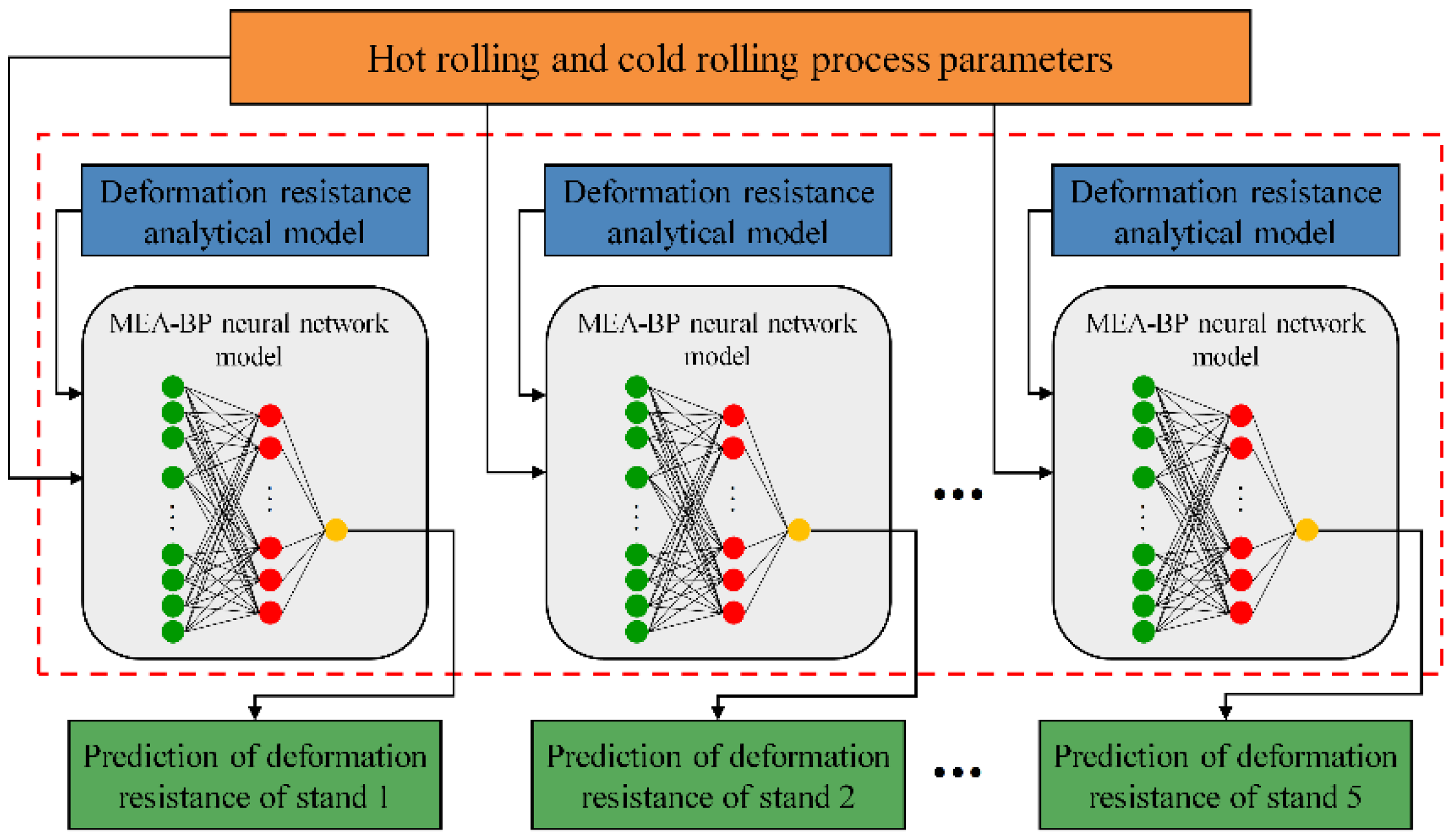
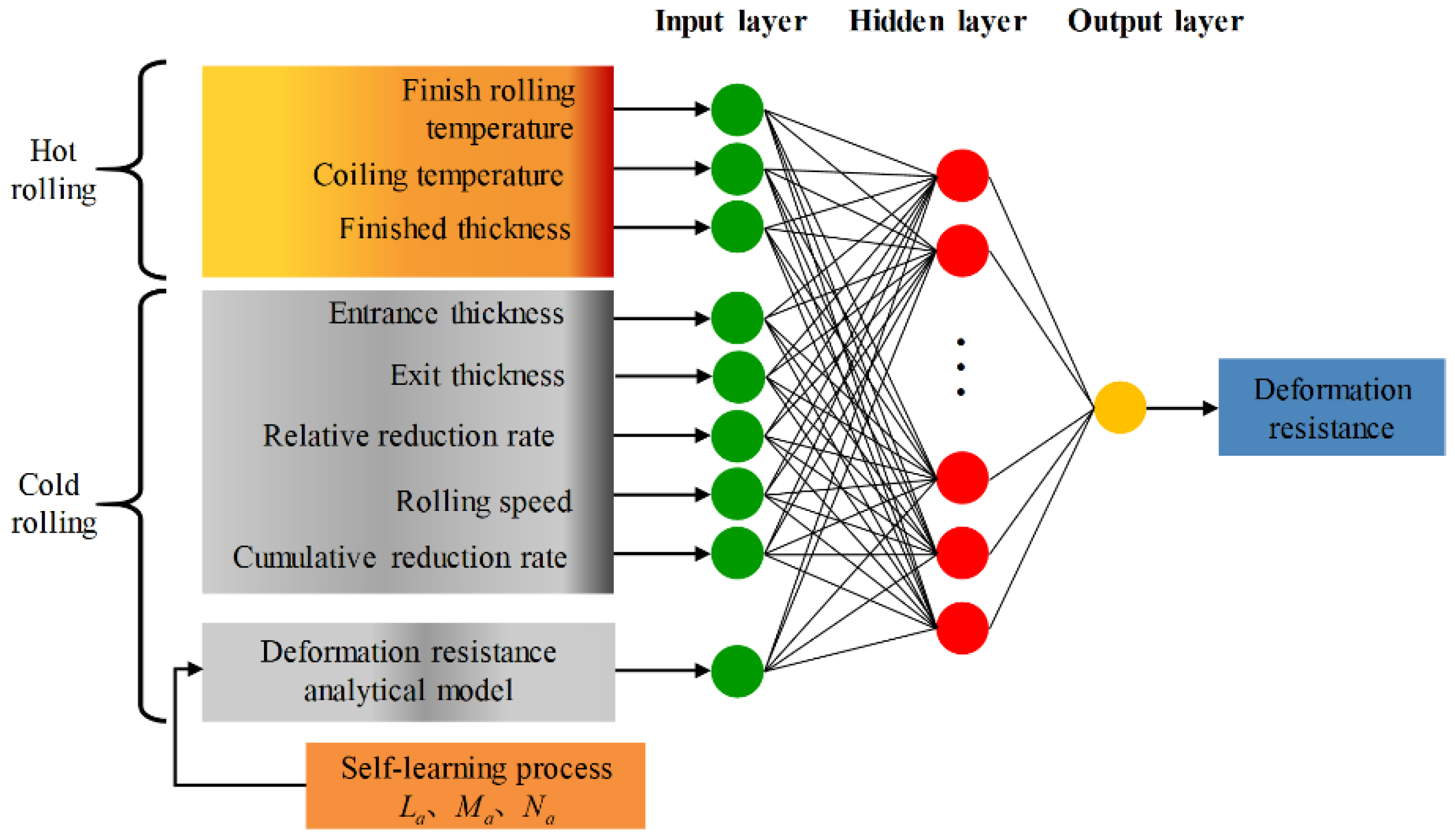
- A combination model of the analytical model and MEA-BP is established by taking the calculated value of the analytical model directly as an input item of MEA-BP. A small network with the same structure is established for each rack separately so that it learns the hot and cold rolling influencing factors with nonlinear deformation resistance.
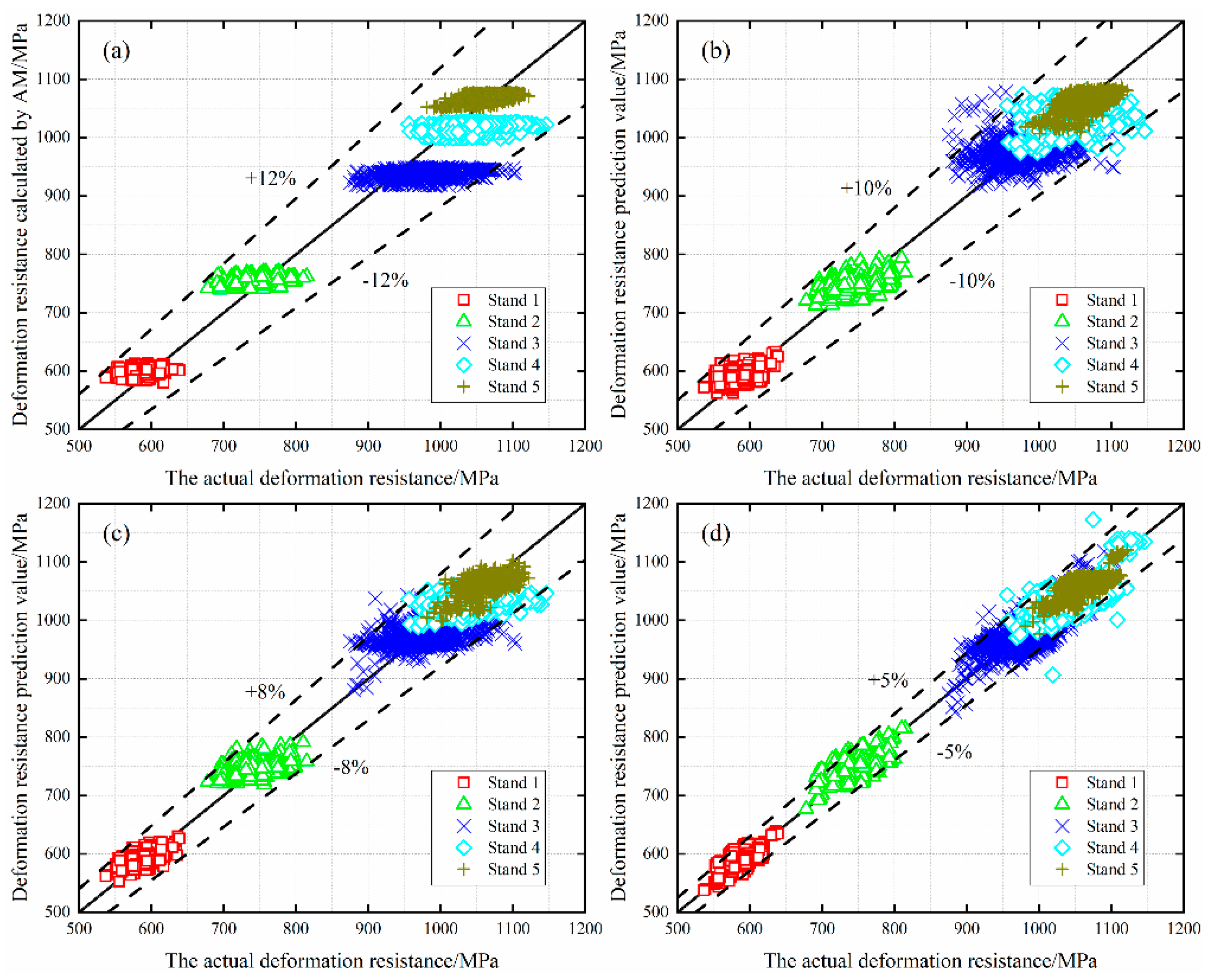
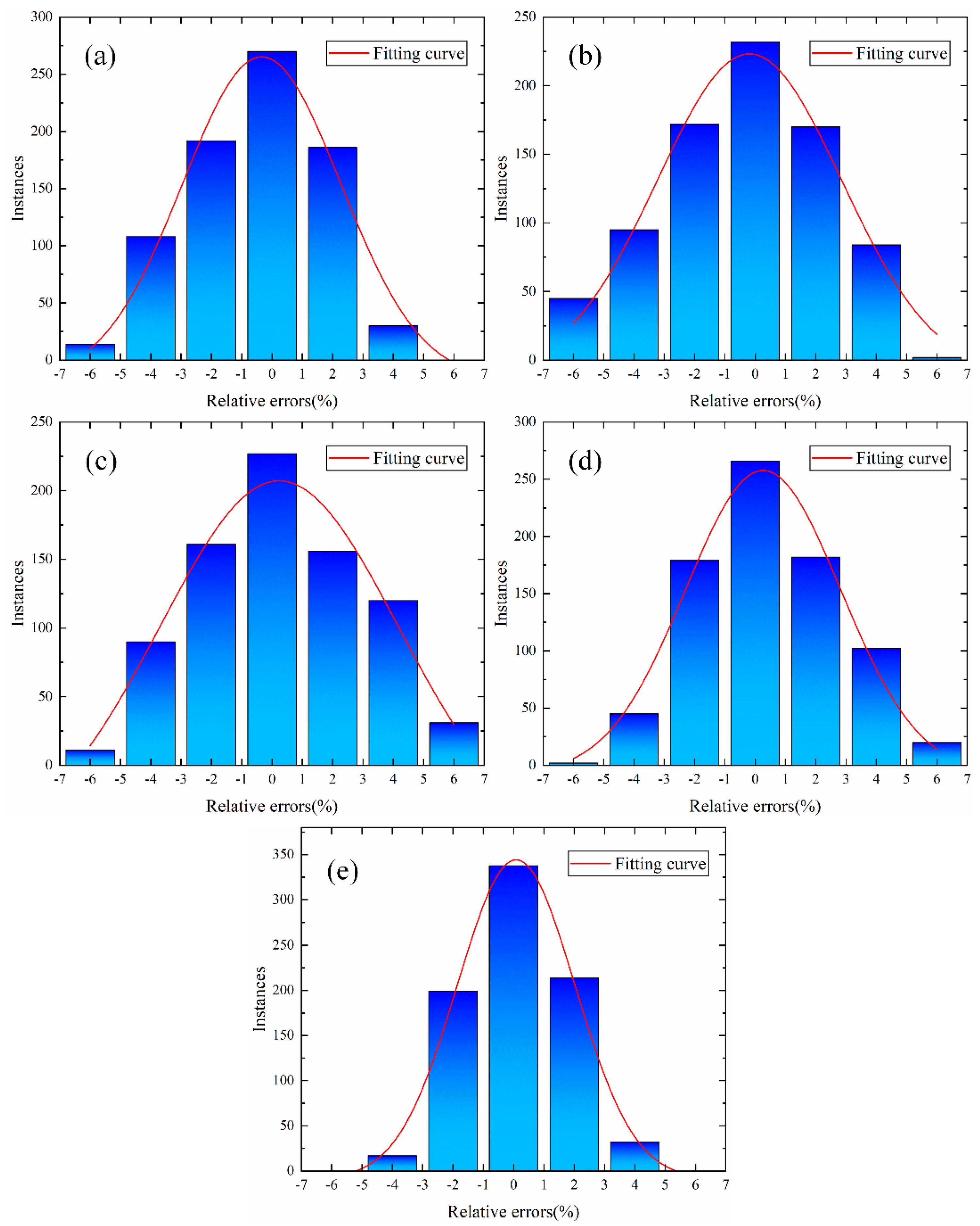
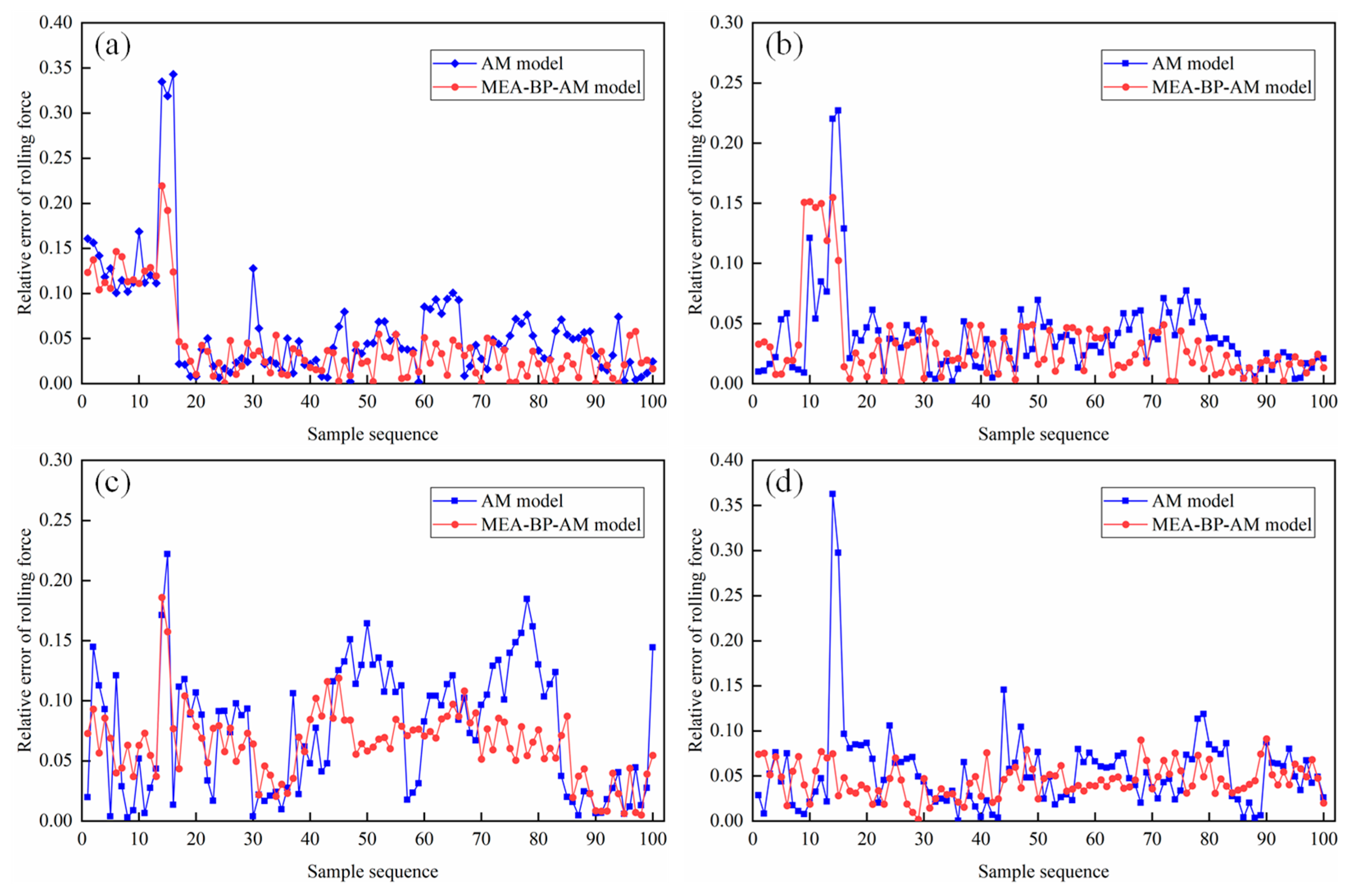
- The prediction accuracies of the analytical model, BP neural network model, and GA-BP neural network model for deformation resistance were near ±12%, ±10%, and ±8%, respectively. The prediction model established by combining the analytical model and MEA-BP reduced the error of deformation resistance calculated for each stand to about ±5%. The comparison results show that combining the analytical model and MEA-BP gives full play to both advantages.
- Comparing the deformation resistance prediction results of MEA-BP, GA-BP, and BP models, we found that MEA and GA effectively optimize the BP neural network. Still, the unique “similar-taxis” and “dissimilation” operations of MEA can effectively eliminate the problem of new gene defects caused by gene variants in the GA, so the performance of the MEA-BP neural network is better than GA-BP neural network, and the prediction accuracy of deformation resistance is also higher.
- The experiment verified the non-negligible influence of the hot rolling process parameters on the cold rolling deformation resistance. The results show that the prediction accuracy of each model for deformation resistance is improved to different degrees when considering the hot rolling parameters as the model input compared to the modeling relying on the single process of cold rolling.
- In this work, the prediction method proposed by employing both cold and hot rolling data has a more robust prediction capability for cold rolling deformation resistance. More factors, such as the chemical composition, the accelerated cooling parameters after hot rolling and the parameters of thermomechanical hot rolling, may be considered in the following work to further improve the prediction accuracy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Paul, S.K.; Ahmed, U.; Megahed, G.M. Effect of hot rolling process on microstructure and properties of low-carbon Al-killed steels produced through TSCR technology. J. Mater. Eng. Perform. 2011, 20, 1163–1170. [Google Scholar] [CrossRef]
- Wang, J.S.; Zhao, Q.L.; Jiao, Z.J.; Liu, X.H. Adaptive learning of the model of deformation resistance model for tandem cold rolling process control. J. Northeastern. Univ. 2004, 25, 973–976. [Google Scholar]
- Guo, L.W.; Yang, Q.; Guo, L. Comprehensive parameters self-adapting for a rolling force model of tandem cold rolling process control. J. Univ. Sci. Technol. Beijing 2007, 29, 413–416. [Google Scholar]
- Bu, H.N.; Ji, X.Y.; Yan, Z.W. Research on online mathematical models of tandem cold Rolling. IOP Conf. Ser.: Earth Environ. Sci. 2020, 512, 012169. [Google Scholar] [CrossRef]
- Liu, H.G.; Tang, D.; Yang, Q.; Guo, L.W. Rolling force prediction model of a multi roll cold tandem mill by fuzzy cerebellum model articulation controller. J. Univ. Sci. Technol. Beijing 2006, 28, 969–972. [Google Scholar]
- Wu, J.G.; Li, Q.; Yan, Y. Emulation and prediction of the cold roll forming force. Adv. Mater. Res. 2012, 206, 472–475. [Google Scholar]
- Lin, J.C. Prediction of rolling force and deformation in three-dimensional cold rolling by using the finite-element method and a neural network. Int. J. Adv. Manuf. Technol. 2002, 20, 799–806. [Google Scholar] [CrossRef]
- Xie, H.B.; Jiang, Z.Y.; Tieu, A.K.; Liu, X.H.; Wang, G.D. Prediction of Rolling Force Using an Adaptive Neural Network Model during Cold Rolling of Thin Strip. Int. J. Mod. Phys. B 2014, 22, 5723–5727. [Google Scholar] [CrossRef]
- Churyumov, A.; Kazakova, A.; Churyumova, T. Modelling of the steel high-temperature deformation behaviour using artificial neural network. Metals 2022, 12, 447. [Google Scholar] [CrossRef]
- Churyumov, A.; Kazakova, A. Prediction of true stress at hot deformation of high manganese steel by artificial neural network Modeling. Materials 2023, 16, 1083. [Google Scholar] [CrossRef]
- Jin, X.; Li, C.S.; Wang, Y.; Li, X.G.; Xiang, Y.G.; Gu, T. Investigation and optimization of load distribution for tandem cold steel strip rolling process. Metals 2020, 10, 677. [Google Scholar] [CrossRef]
- Wu, Z.; Wang, X.; Yang, Q.; Xu, D.; Zhao, J.; Li, J. Deformation resistance prediction of tandem cold rolling based on grey wolf optimization and support vector regression. J. Iron Steel Res. Int. 2023, 1–18. [Google Scholar] [CrossRef]
- Zhang, Q.D.; Xu, X.G.; Yu, M.; Qu, B.; Li, S. Cold rolling force model based on GA and ANN for stainless steel strip. Iron and Steel 2008, 43, 46. [Google Scholar] [CrossRef]
- Sun, Y.K.; Zhang, D.Z.; Wang, Y.P.; Cai, H.J. Mended genetic BP network and application to rolling force prediction of 4-stand tandem cold strip mill. Chin. J. Mech. Eng. 2004, 17, 297–300. [Google Scholar]
- Sun, C.Y.; Xie, K.M.; Cheng, M.Q. Mind-evolution-based machine learning framework and new development. J. Taiyuan Univ. Technol. 1999, 30, 453–457. [Google Scholar]
- Wang, F.; Liu, J.; Xie, K.M. Mind evolutionary algorithm design based on group migration. J. North Univ. China 2011, 32, 303–308. [Google Scholar]
- Sun, C.Y.; Sun, Y.; Xie, K.M. Mind-evolution-based machine learning: An efficient approach of evolution computation. In Proceedings of the 3rd World Congress on Intelligent Control and Automation, Hefei, China, 26 June–2 July 2000; Volume 1, pp. 118–121. [Google Scholar]
- Jiang, Z.Y.; Wei, D.; Tieu, A.K. Analysis of cold rolling of ultra thin strip. J. Mater. Process. Technol. 2009, 209, 4584. [Google Scholar] [CrossRef]
- Jiang, Z.Y.; Zhu, H.T.; Tieu, A.K. Effect of rolling parameters on cold rolling of thin strip during work roll edge contact. J. Mater. Process. Technol. 2003, 140, 535. [Google Scholar] [CrossRef]
- He, F.; Zhang, L.Y. Mold breakout prediction in slab continuous casting based on combined method of GA-BP neural network and logic rules. Int. J. Adv. Manuf. Technol. 2018, 95, 4081. [Google Scholar] [CrossRef]
- Deng, J.; Gu, D.S.; Li, X.B.; Yue, Z.Q. Structural reliability analysis for implicit performance functions using artificial neural network. Struct. Saf. 2005, 27, 25. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Iqbal, A. Prediction of mechanical properties of hot rolled, low-carbon steel strips using artificial neural Network. Mater. Manuf. Process. 2005, 20, 793. [Google Scholar] [CrossRef]
- Liu, H.; Tian, H.Q.; Liang, X.F.; Li, Y.F. New wind speed forecasting approaches using fast ensemble empirical model decomposition, genetic algorithm, mind evolutionary algorithm and artificial neural networks. Renew. Energ. 2015, 83, 1066. [Google Scholar] [CrossRef]
- Wang, J.Z.; Wang, S.T.; Liu, N.; Shang, F.K. A detection method of two carbamate pesticides residues on tomatoes utilizing excitation-emission matrix fluorescence technique. Microchem. J. 2021, 164, 105920. [Google Scholar] [CrossRef]
- Sun, J.; Deng, J.F.; Peng, W.; Zhang, D.H. Strip crown prediction in hot rolling process using random forest. Int. J. Precis Eng. Man. 2021, 22, 301–311. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Stand 1 | Stand 2 | Stand 3 | Stand 4 | Stand 5 |
|---|---|---|---|---|---|
| Work roll diameter (mm) | 385~425 | 385~425 | 385~425 | 385~425 | 385~425 |
| Work roll width (mm) | 1420 | 1420 | 1420 | 1420 | 1420 |
| Intermediate roll diameter (mm) | 440~490 | 440~490 | 440~490 | 440~490 | 440~490 |
| Intermediate roll width (mm) | 1410 | 1410 | 1410 | 1410 | 1410 |
| Back-up roll diameter (mm) | 1150~1300 | 1150~1300 | 1150~1300 | 1150~1300 | 1150~1300 |
| Back-up roll width (mm) | 1420 | 1420 | 1420 | 1420 | 1420 |
| Maximum rolling force (kN) | 20,000 | 20,000 | 20,000 | 20,000 | 20,000 |
| Rated power of motor (kW) | 3000 | 4200 | 4200 | 4200 | 4200 |
| Motor speed (rpm) | 300~900 | 400~1200 | 400~1200 | 400~1200 | 400~1200 |
| No. | Symbol | Physical Interpretation | Range | Unit |
|---|---|---|---|---|
| 1 | H | Entrance thickness | 0.29~2.29 | mm |
| 2 | h | Exit thickness | 0.19~1.41 | mm |
| 3 | ε | Relative reduction rate | 0.25~0.45 | - |
| 4 | ζ | Cumulative reduction rate | 0.35~0.89 | - |
| 5 | v | Rolling speed | 156~1627 | m/min |
| 6 | FDT | Finish rolling temperature | 846~882 | °C |
| 7 | CT | Coiling temperature | 555~580 | °C |
| 8 | H0 | Hot rolling finished thickness | 1.89~2.29 | mm |
| 9 | KM | Deformation resistance analytical model | 710~1081 | MPa |
| Model | Parameter and Value |
|---|---|
| BP | c = 0.001; γ = 0.01 |
| GA-BP | c = 0.001; γ = 0.01; S = 40; Pm = 0.05; Pc = 0.07; i = 50 |
| MEA-BP, MEA-BP-AM | c = 0.001; γ = 0.01; S = 100; NS = 5; NT = 5; i = 50 |
| Stand | BP | GA-BP | MEA-BP | MEA-BP-AM | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | |
| 1 | 12.49 | 2.13 | 15.39 | 11.79 | 2.01 | 14.35 | 11.53 | 1.96 | 14.03 | 11.06 | 1.88 | 13.41 |
| 2 | 17.35 | 2.34 | 21.47 | 17.18 | 2.32 | 21.21 | 16.97 | 2.29 | 21.00 | 15.92 | 2.15 | 19.60 |
| 3 | 31.07 | 3.18 | 40.65 | 29.06 | 2.97 | 37.67 | 28.32 | 2.89 | 35.95 | 25.40 | 2.59 | 32.09 |
| 4 | 23.99 | 2.28 | 31.56 | 23.33 | 2.21 | 30.84 | 22.26 | 2.12 | 28.59 | 20.24 | 1.93 | 25.84 |
| 5 | 16.59 | 1.56 | 19.92 | 16.11 | 1.51 | 19.92 | 15.70 | 1.48 | 18.86 | 14.71 | 1.38 | 17.99 |
| Stand | BP | GA-BP | MEA-BP | MEA-BP-AM | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | MAE | MAPE (%) | RMSE | |
| 1 | 13.73 | 2.34 | 16.83 | 12.90 | 2.19 | 15.78 | 13.29 | 2.26 | 16.18 | 12.92 | 2.19 | 15.48 |
| 2 | 18.73 | 2.54 | 23.26 | 18.62 | 2.52 | 23.34 | 18.15 | 2.46 | 22.41 | 17.48 | 2.36 | 21.23 |
| 3 | 31.74 | 3.26 | 43.17 | 31.85 | 3.26 | 42.73 | 30.30 | 3.09 | 38.61 | 27.64 | 2.84 | 34.39 |
| 4 | 25.03 | 2.37 | 32.50 | 23.20 | 2.22 | 30.58 | 22.67 | 2.15 | 29.77 | 21.50 | 2.04 | 28.00 |
| 5 | 17.41 | 1.64 | 20.93 | 17.26 | 1.62 | 20.75 | 16.81 | 1.58 | 20.19 | 16.44 | 1.54 | 19.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Li, J.; Qie, H.; Shao, J.; Wang, X.; Yang, Q. Online Prediction of Deformation Resistance for Strip Tandem Cold Rolling Based on Data-Driven. Metals 2023, 13, 737. https://doi.org/10.3390/met13040737
Zhao J, Li J, Qie H, Shao J, Wang X, Yang Q. Online Prediction of Deformation Resistance for Strip Tandem Cold Rolling Based on Data-Driven. Metals. 2023; 13(4):737. https://doi.org/10.3390/met13040737
Chicago/Turabian StyleZhao, Jianwei, Jingdong Li, Haotang Qie, Jian Shao, Xiaochen Wang, and Quan Yang. 2023. "Online Prediction of Deformation Resistance for Strip Tandem Cold Rolling Based on Data-Driven" Metals 13, no. 4: 737. https://doi.org/10.3390/met13040737
APA StyleZhao, J., Li, J., Qie, H., Shao, J., Wang, X., & Yang, Q. (2023). Online Prediction of Deformation Resistance for Strip Tandem Cold Rolling Based on Data-Driven. Metals, 13(4), 737. https://doi.org/10.3390/met13040737