
Surface Evolution of Vermicular Cast Iron in High Frequent Cyclic Plasma and Different Facial Cooling Airflows

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of the Vermicular Cast Iron
2.2. Tests and Characterization
3. Results and Discussion
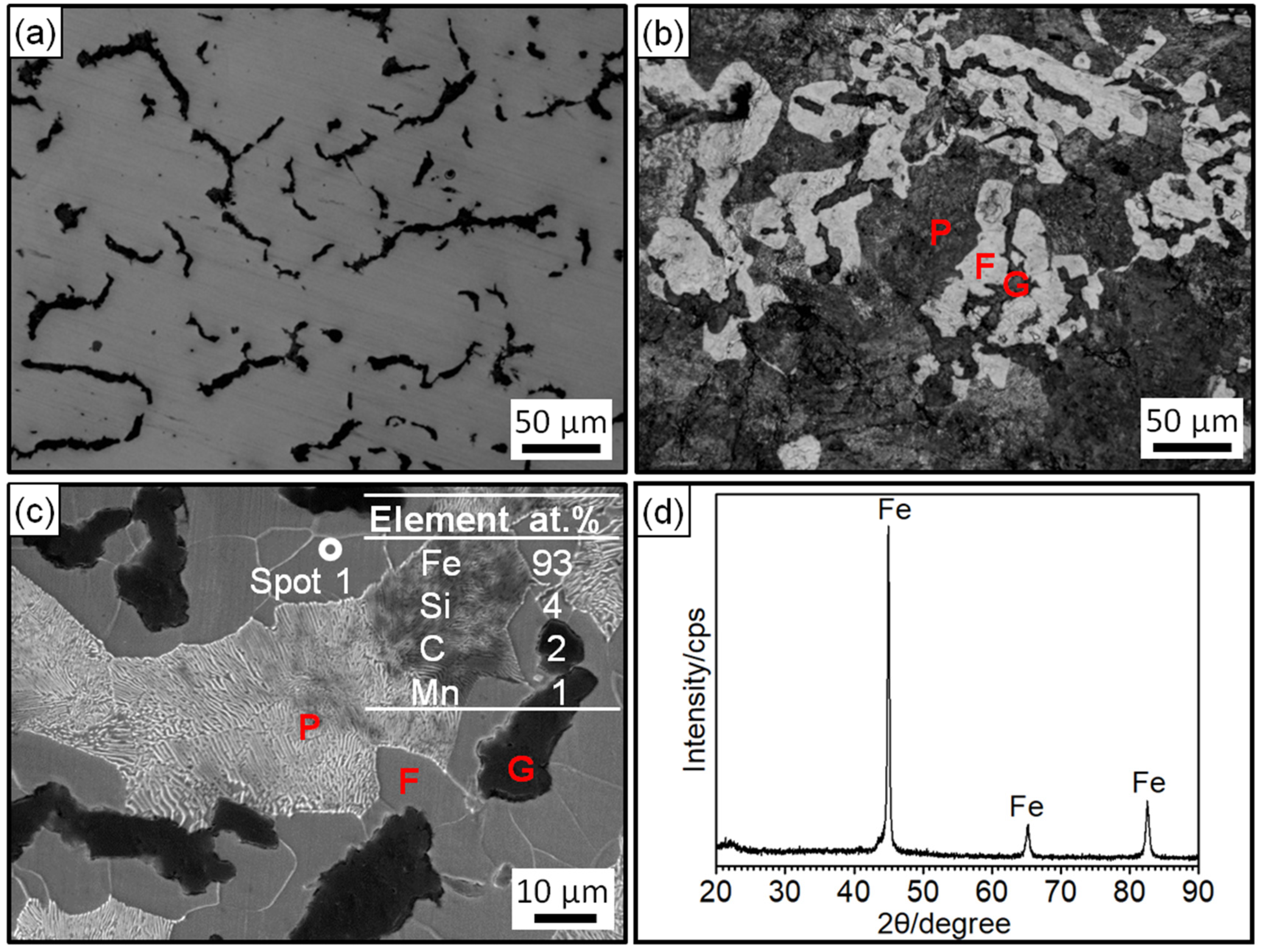
3.1. Microstructure of the Vermicular Cast Iron
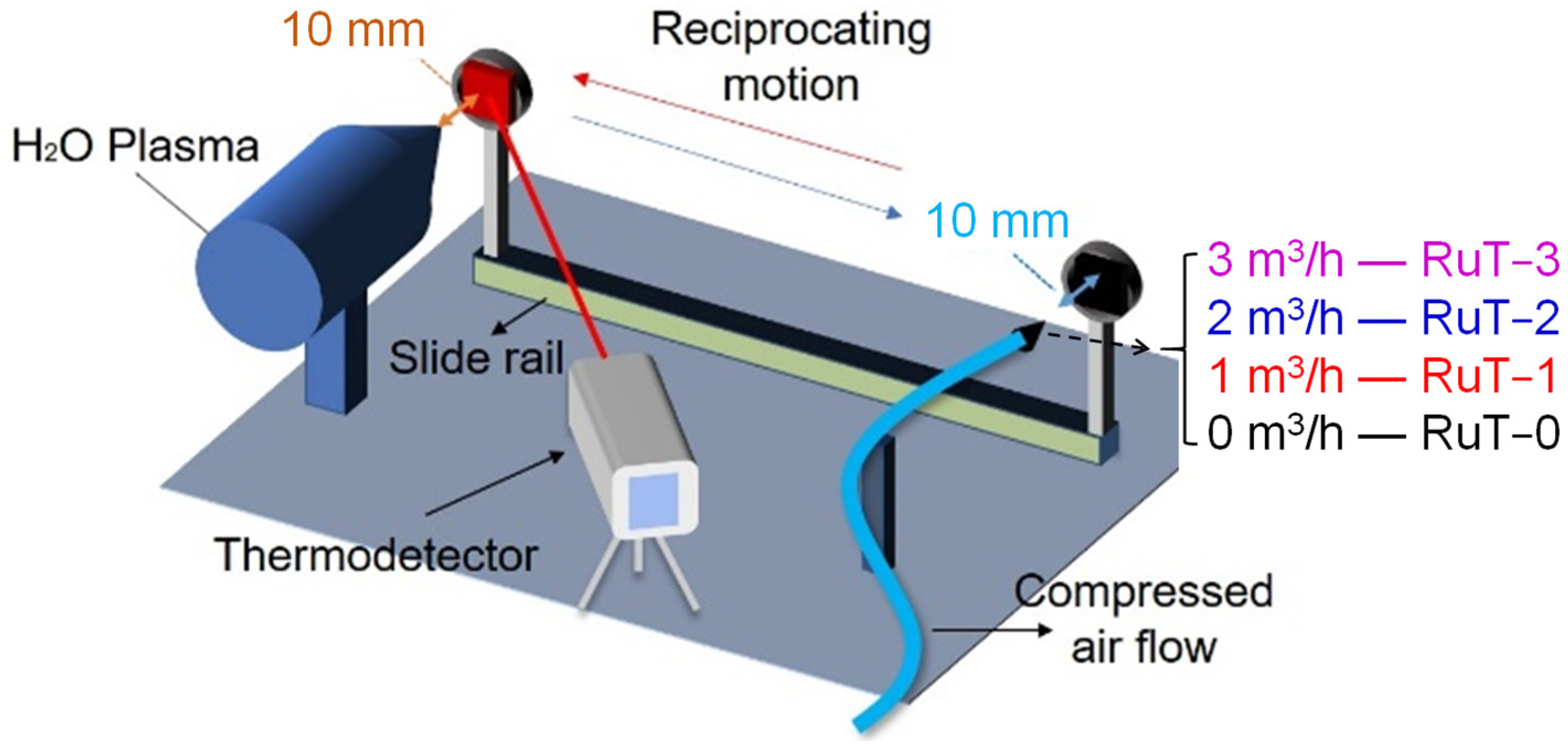
3.2. Impact in High Frequency Cyclic Plasma and Facial Cooling Airflow
3.3. Erosion Mechanism in the Thermal Shock
4. Conclusions
- (1)
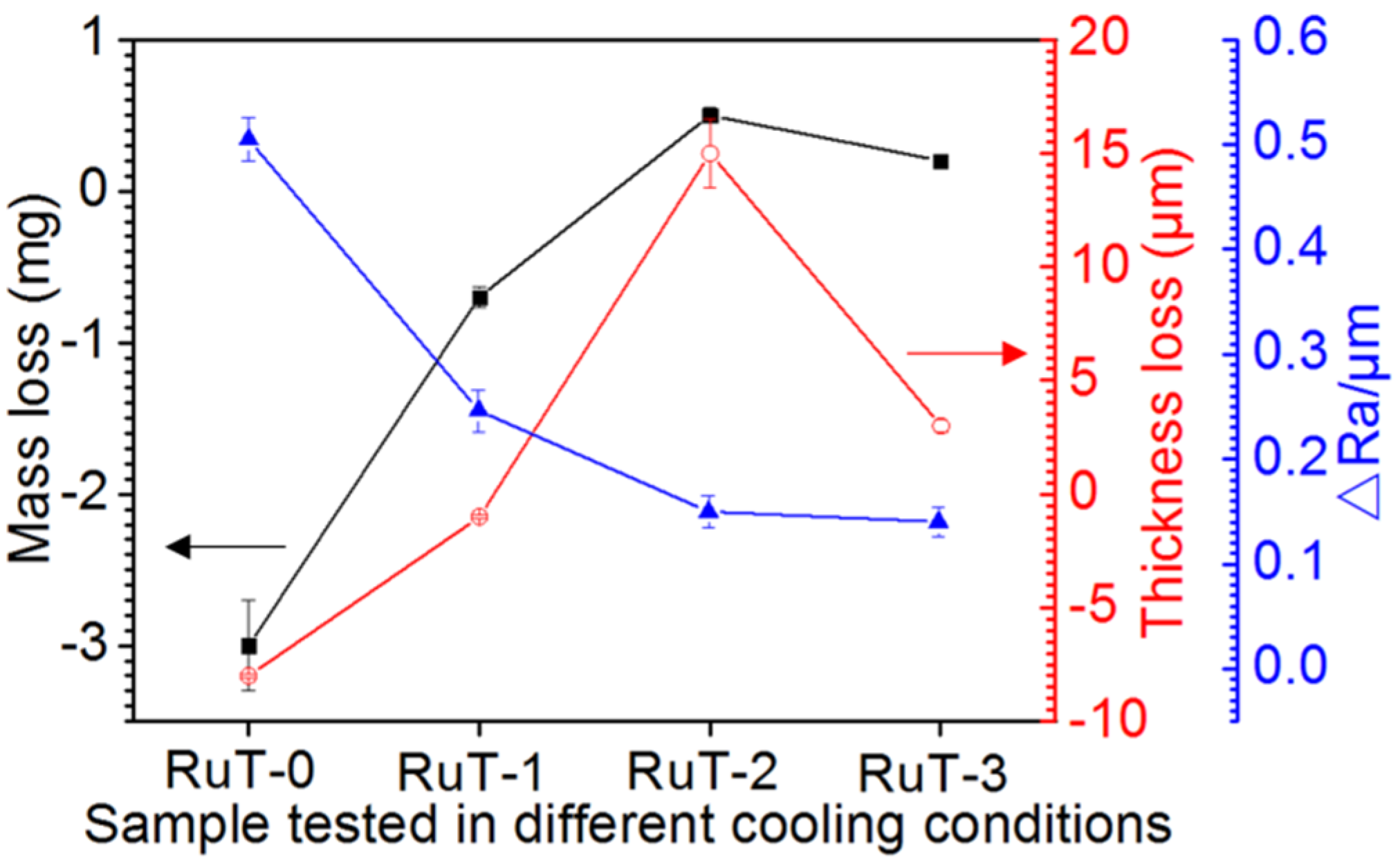
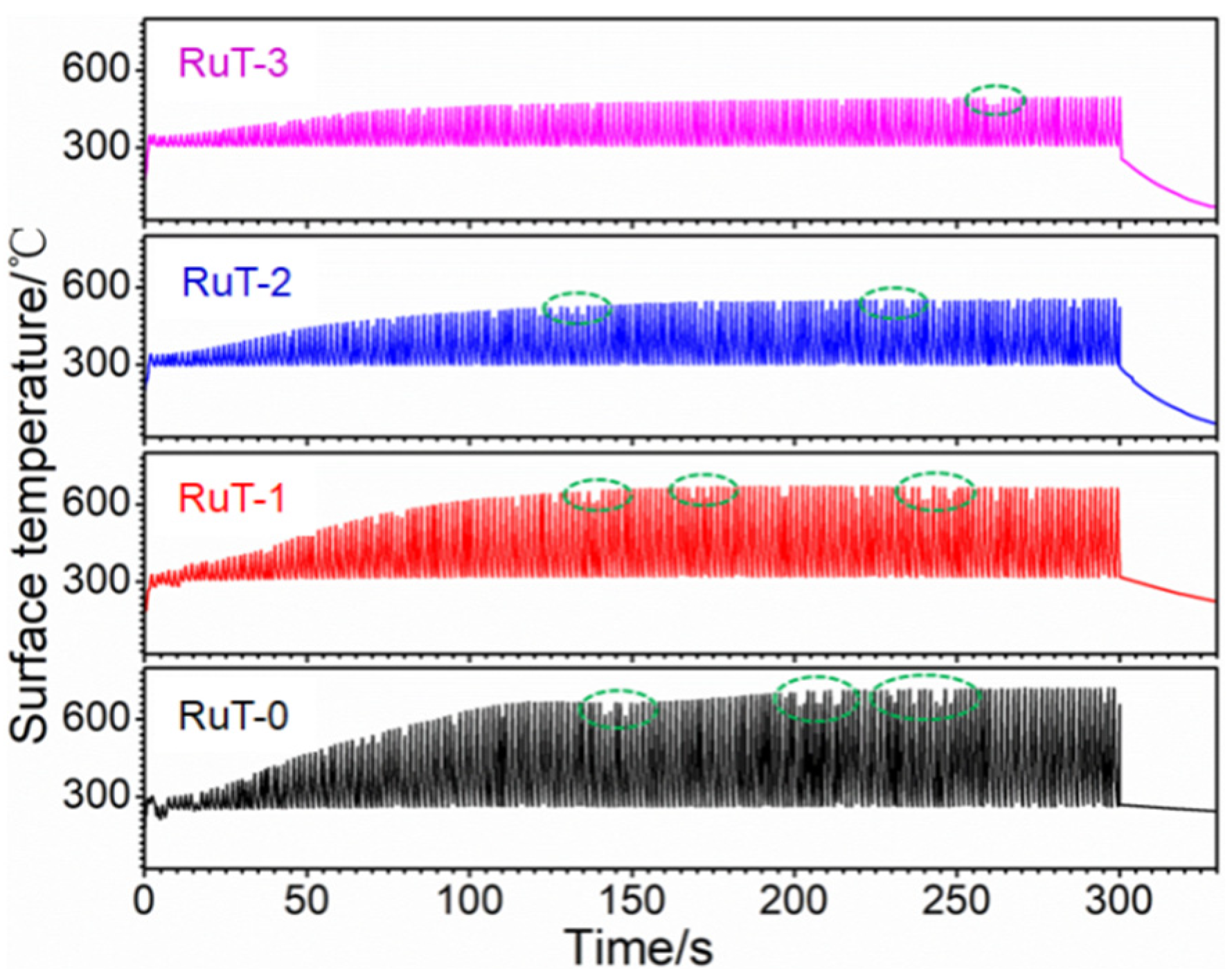
- In high frequency cyclic plasma and airflow, both the mass and linear losses of the vermicular cast iron displayed titled inverted V-shaped relationships with the strengthening of facial airflow cooling, and had negative values when the flux was zero. Meanwhile, the roughness change, area of the eroded zone, and the fluctuated surface temperature decreased continuously.
- (2)
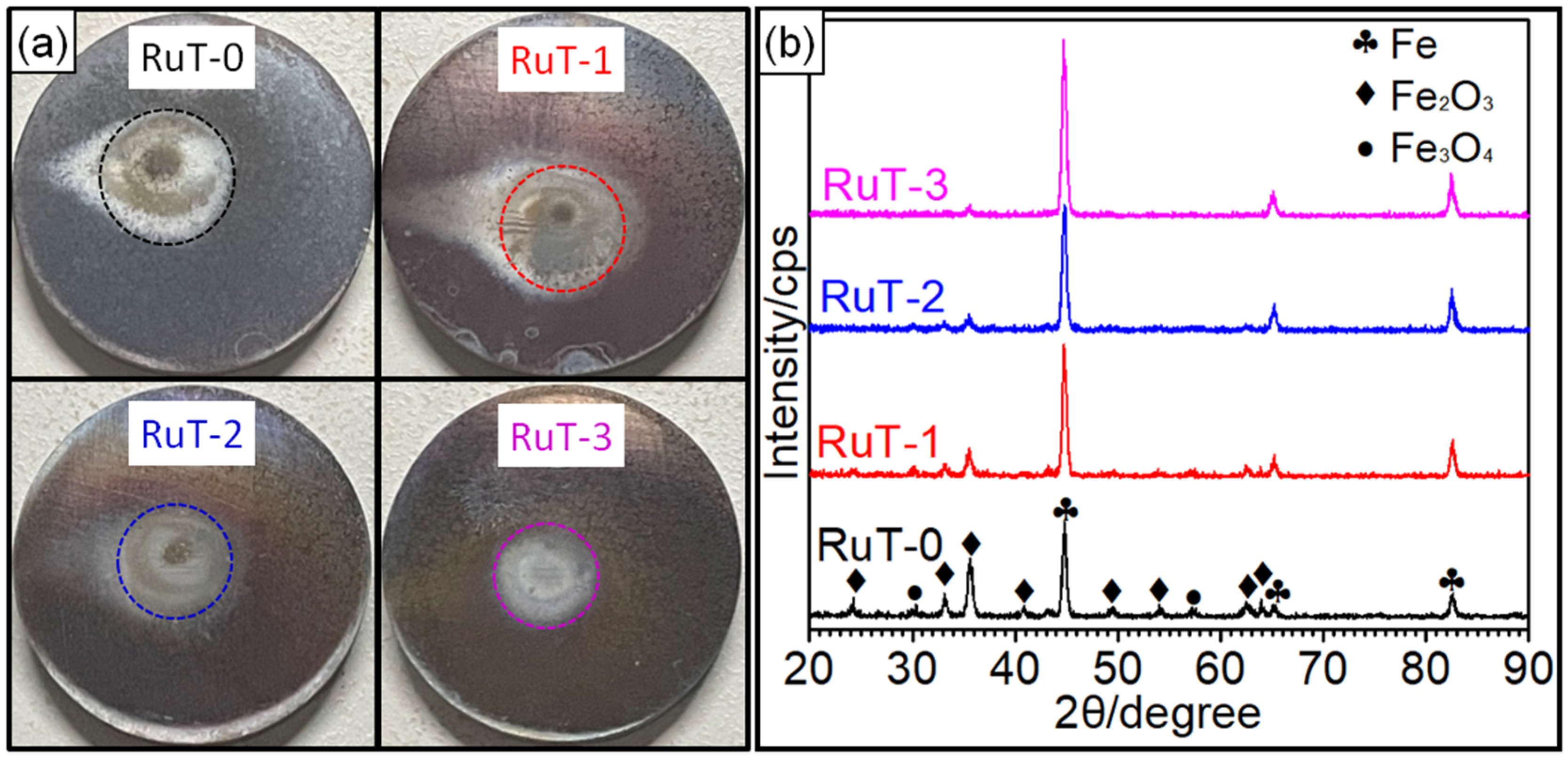
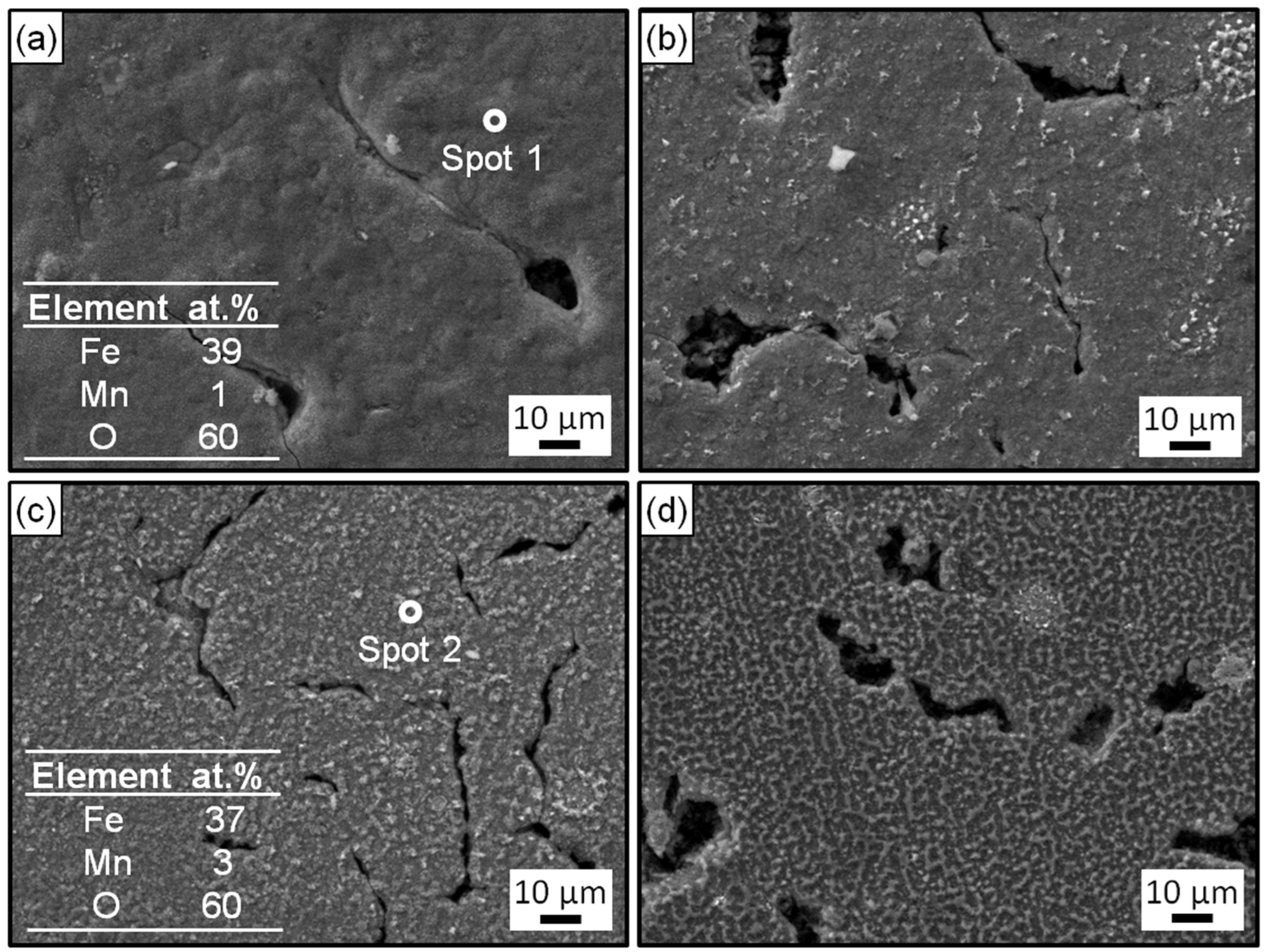
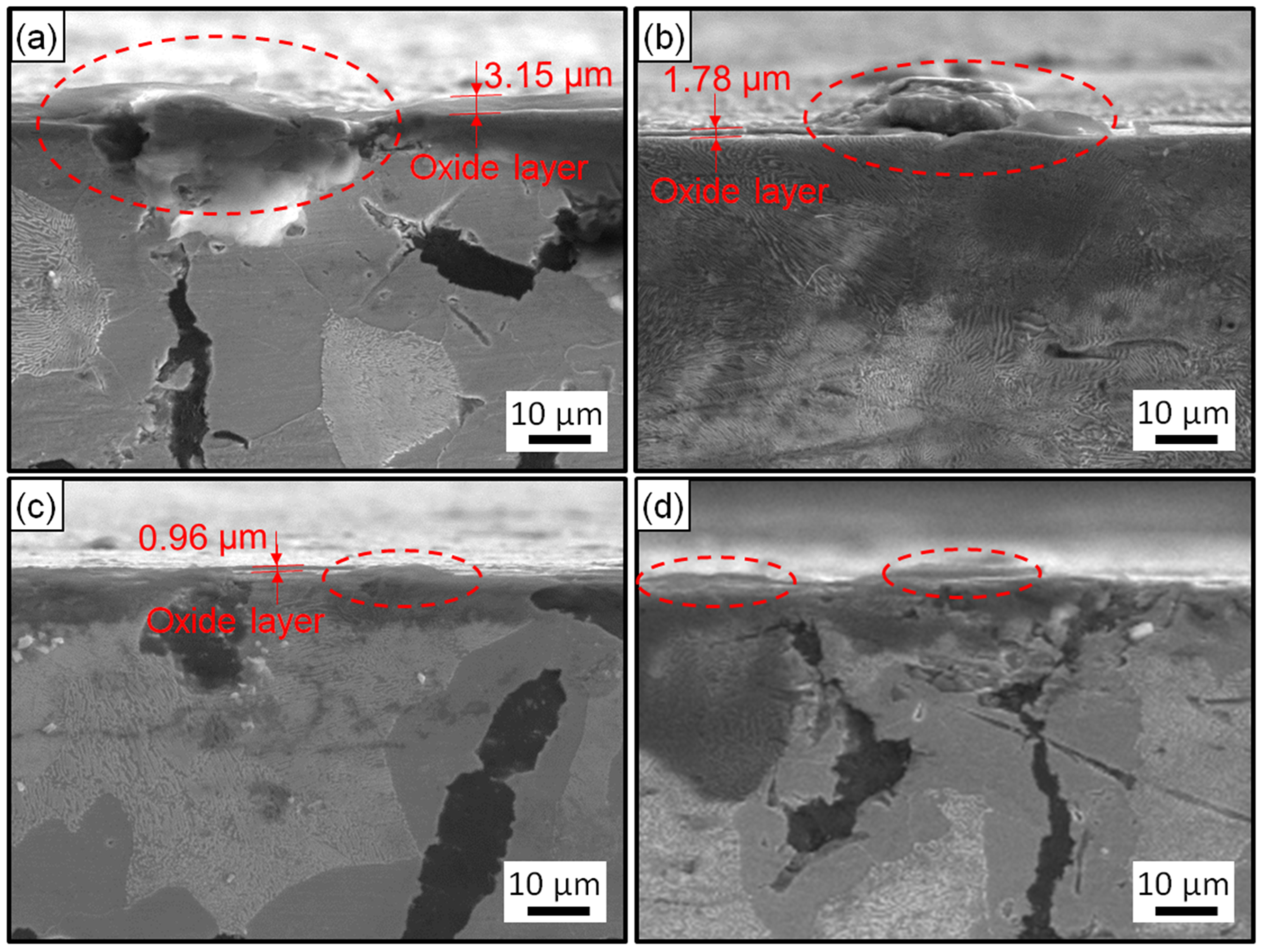
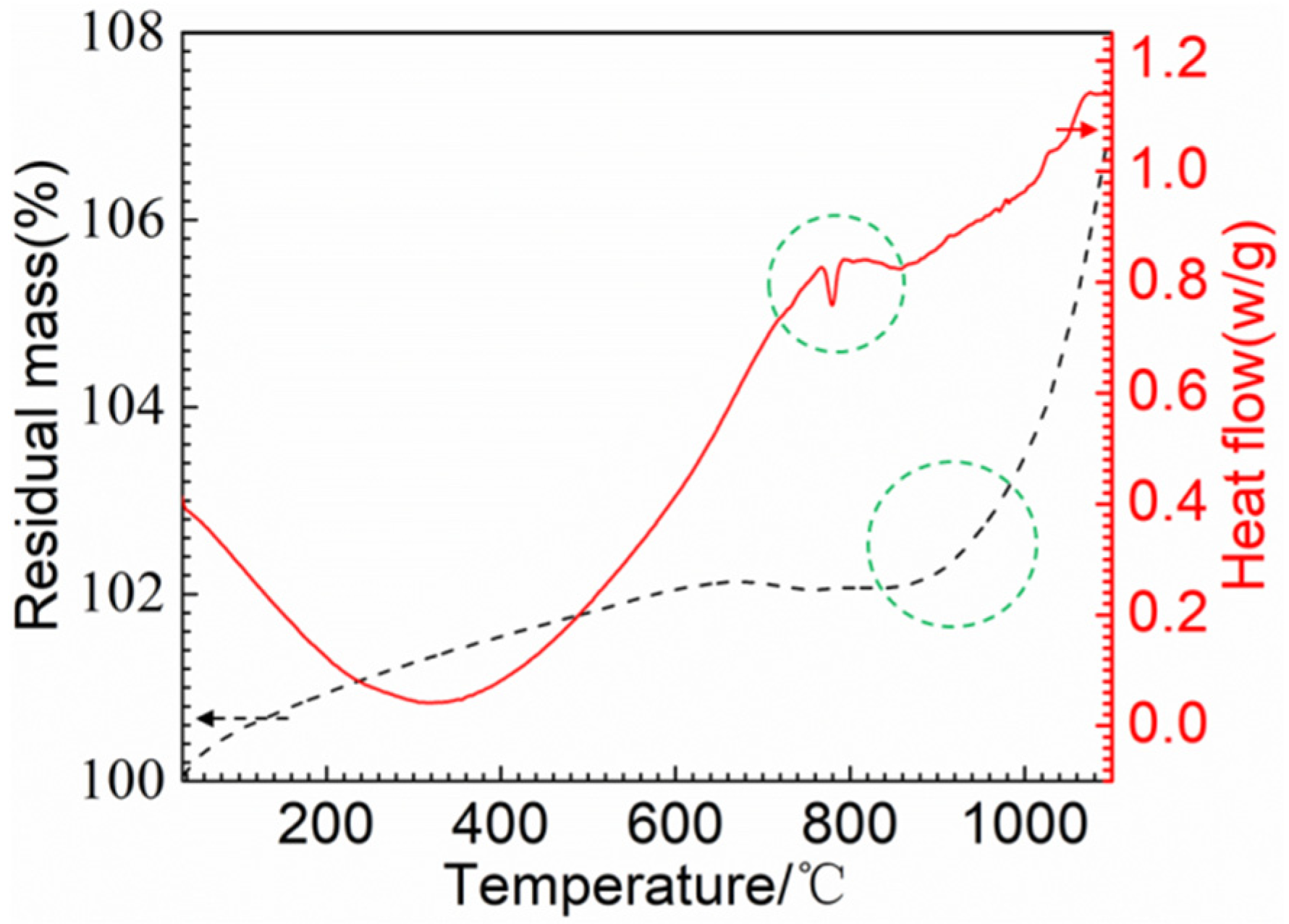
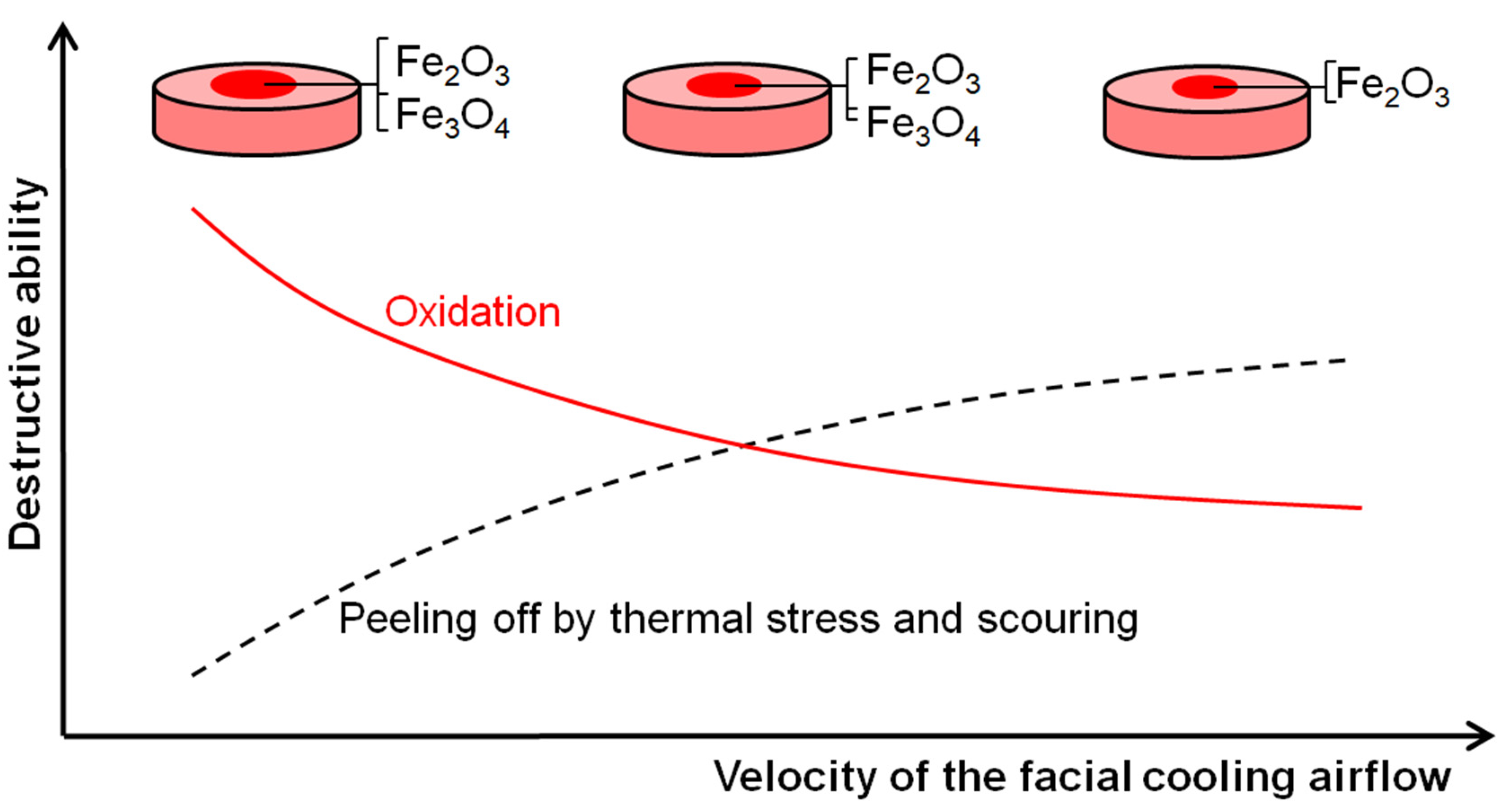
- The oxidation was weakened while the peeling off by thermal stress and cooling airflow was enhanced with the rise in the flux of the facial cooling airflow. Weight gain from oxidation dominated the erosion first, and was then replaced by the peeling off, which determined the inflexion of the mass and linear losses, and the surface oxides dominated the change in the roughness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pierce, D.; Haynes, A.; Hughes, J.; Graves, R.; Maziasz, P.; Muralidharan, G.; Shyam, A.; Wang, B.; England, R.; Daniel, C. High temperature materials for heavy duty diesel engines: Historical and future trends. Prog. Mater. Sci. 2019, 103, 109–179. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Xing, J.; Wang, S.; Zheng, B.; Tao, D.; Li, W. Effect of graphite morphology on the tensile strength and thermal conductivity of cast iron. Mater. Charact. 2018, 144, 155–165. [Google Scholar] [CrossRef]
- Prasad, N.S.; Ganesh, N.; Kumarasamy, A. Technologies for high power density diesel engines. Def. Sci. J. 2017, 67, 370–374. [Google Scholar] [CrossRef]
- Wang, B.; Qiu, F.; Zhang, Y.; Yang, J.; Cui, W.; Jin, Y.; Cai, G.; Yuan, Y.; Guo, S.; Li, H.; et al. Influences of dual-phased nanoparticles on microstructure, mechanical properties and wear resistance of vermicular graphite cast iron. Mater. Lett. 2022, 308, 131296. [Google Scholar] [CrossRef]
- Song, L.; Guo, E.J.; Wang, L.P.; Liu, D.R. Effects of silicon on mechanical properties and fracture toughness of heavy-section ductile cast iron. Metals 2015, 5, 150–161. [Google Scholar] [CrossRef]
- Riposan, L.; Stefan, E.; Stan, S.; Pana, N.R.; Chisamera, M. Effects of inoculation on structure characteristics of high silicon ductile cast irons in thin wall castings. Metals 2020, 10, 1091. [Google Scholar] [CrossRef]
- Chen, Y.; Pang, J.C.; Li, S.X.; Zou, C.L.; Zhang, Z.F. Damage mechanism and fatigue strength prediction of compacted graphite iron with different microstructures. Int. J. Fatigue 2022, 164, 107126. [Google Scholar] [CrossRef]
- Dawson, S. Compacted graphite iron: Mechanical and physical properties for engine design. Vdi Ber. 1999, 1472, 85–106. [Google Scholar]
- Essam, M.A.; Shash, A.Y.; Megahed, H.; El-Kashif, E. Effect of section thickness on microstructure and mechanical properties of compacted graphite iron for diesel engine applications. Heliyon 2021, 7, e5930. [Google Scholar] [CrossRef]
- Gao, P.H.; Chen, B.Y.; Zeng, S.C.; Yang, Z.; Guo, Y.C.; Liang, M.X.; Xu, T.; Li, J.P. Effect of vacuum annealing on the nickel-based coatings deposited on a CGI cast iron through atmospheric plasma spraying. Metals 2020, 10, 963. [Google Scholar] [CrossRef]
- Sun, F.Z.; Cai, K.Q.; Li, X.X.; Pang, M. Research on laser cladding Co-based alloy on the surface of vermicular graphite cast iron. Coatings 2021, 11, 1241. [Google Scholar] [CrossRef]
- Mariani, F.E.; Takeya, G.S.; Lombardi, A.N.; Picone, C.A.; Casteletti, L.C. Wear and corrosion resistance of Nb-V carbide layers produced in vermicular cast iron using TRD treatments. Surf. Coat. Technol. 2020, 397, 126050. [Google Scholar] [CrossRef]
- Verezub, O.; Kálazi, Z.; Buza, G.; Verezub, N.V.; Kaptay, G. In-situ synthesis of a carbide reinforced steel matrix surface nanocomposite by laser melt injection technology and subsequent heat treatment. Surf. Coat. Technol. 2009, 203, 3049–3057. [Google Scholar] [CrossRef]
- Chen, B.; Gao, P.; Zhang, B.; Zhao, D.; Wang, W.; Jin, C.; Yang, Z.; Guo, Y.; Liang, M.; Li, J.; et al. Wear properties of iron-based alloy coatings prepared by plasma transfer arc cladding. Coatings 2022, 12, 243. [Google Scholar] [CrossRef]
- Qiu, Y.; Pang, J.C.; Li, S.X.; Yang, E.N.; Fu, W.Q.; Liang, M.X.; Zhang, Z.F. Influence of thermal exposure on microstructure evolution and tensile fracture behaviors of compacted graphite iron. Mat. Sci. Eng. A-Struct. 2016, 664, 75–85. [Google Scholar] [CrossRef]
- Guo, Q.Q.; Yang, Z.; Tao, D.; Gao, P.H.; Guo, Y.C.; Li, J.P. Effects of vermicular graphite rate on the oxidation resistance and mechanical properties of vermicular graphite iron. J. Alloy. Compd. 2018, 765, 213–220. [Google Scholar] [CrossRef]
- Guo, Q.Q.; Yang, Z.; Guo, D.; Tao, D.; Guo, Y.C.; Li, J.P.; Bai, Y.P. Research on the oxidation mechanism of vermicular graphite cast iron. Materials 2019, 12, 3130. [Google Scholar] [CrossRef]
- Wu, Y.; Li, J.P.; Yang, Z.; Guo, Y.C.; Ma, Z.J.; Liang, M.X.; Yang, T.; Tao, D. Creep behavior accompanying oxidation of compacted graphite cast iron. Mat. Sci. Eng. A-Struct. 2018, 723, 174–181. [Google Scholar] [CrossRef]
- Jing, G.X.; Li, S.B.; Chen, G.; Wei, J.C.; Sun, S.; Zhang, J.H. Research on creep test of compacted graphite cast iron and parameter identification of constitutive model under wide range of temperature and stress. Appl. Sci. 2022, 12, 5032. [Google Scholar] [CrossRef]
- Wang, X.S.; Zhang, W.Z. Oxidation and thermal cracking behavior of compacted graphite iron under high temperature and thermal shock. Oxid. Met. 2017, 87, 179–188. [Google Scholar] [CrossRef]
- Tong, X.; Zhou, H.; Ren, L.Q.; Zhang, Z.H.; Zhang, W.; Cui, R.D. Effects of graphite shape on thermal fatigue resistance of cast iron with biomimetic non-smooth surface. Int. J. Fatigue 2009, 31, 668–677. [Google Scholar] [CrossRef]
- Zhang, M.X.; Pang, J.C.; Meng, L.J.; Li, S.X.; Liu, Q.Y.; Jiang, A.L.; Zhang, Z.F. Study on thermal fatigue behaviors of two kinds of vermicular graphite cast irons. Mat. Sci. Eng. A-Struct. 2021, 814, 141212. [Google Scholar] [CrossRef]
- Kihlberg, E.; Norman, V.; Skoglund, P.; Schmidt, P.; Moverare, J. On the correlation between microstructural parameters and the thermo-mechanical fatigue performance of cast iron. Int. J. Fatigue 2021, 145, 106112. [Google Scholar] [CrossRef]
- Lopez, C.E.; Ghodrat, S.; Kestens, L.A. Semi in-situ observation of crack initiation in compacted graphite iron during thermos mechanical fatigue. Int. J. Fatigue 2020, 137, 105648. [Google Scholar] [CrossRef]
- Norman, V.; Skoglund, P.; Moverare, J. Damage evolution in compacted graphite iron during thermo-mechanical fatigue testing. Int. J. Cast. Met. Res. 2015, 29, 26–33. [Google Scholar] [CrossRef]
- Jing, G.X.; Zhang, M.X.; Qu, S.; Pang, J.C.; Fu, C.M.; Dong, C.; Li, S.X.; Xu, C.G.; Zhang, Z.F. Investigation into diesel engine cylinder head failure. Eng. Fail. Anal. 2018, 90, 36–46. [Google Scholar] [CrossRef]
- Palkanoglou, E.N.; Baxevanakis, K.P.; Silberschmidt, V.V. Thermal debonding of inclusions in compacted graphite iron: Effect of matrix phases. Eng. Fail. Anal. 2022, 139, 106476. [Google Scholar] [CrossRef]
- Ragav, P.; Panakaraju, P.; Farhan, M.; Joseph, E.R. Solid particle erosion behavior of melt-infiltrated SiC/SiC ceramic matrix composites (CMCs) in a simulated turbine engine environment. Compos. Part B-Eng. 2021, 216, 108860. [Google Scholar]
- Guo, J.; Fu, S.; Deng, Y.P.; Xu, X.; Laima, S.; Liu, D.Z.; Zhang, P.Y. Hypocrystalline ceramic aerogels for thermal insulation at extreme conditions. Nature 2022, 606, 909–916. [Google Scholar] [CrossRef]
- Yan, M.; Hu, C.; Li, J.; Zhao, R.D.; Pang, S.Y.; Liang, B.; Tang, S.F.; Liu, G.; Cheng, H.M. An unusual carbon–ceramic composite with gradients in composition and porosity delivering outstanding thermal protection performance up to 1900 °C. Adv. Funct. Mater. 2022, 32, 2204133. [Google Scholar] [CrossRef]
- Yan, J.H. Study on structure and ablation resistance of ceramic coating on the top of engine piston. Intern. Combust. Eng. Parts 2016, 6, 8–11. [Google Scholar]
- Qin, Z.J.; Jia, C.F.; Zhang, W.Z.; Wang, L.J. Investigations on ablation for highly-intensified diesel engine piston material. Case Stud. Therm. Eng. 2019, 13, 100371. [Google Scholar]
- Reghu, V.; Lobo, R.; Basha, K.A.; Tilleti, P.; Shankar, V.; Ramaswamy, P. Protection offered by thermal barrier coatings to Al-Si alloys at high temperatures—A microstructural investigation. Mater. Today Proc. 2019, 19, 676–681. [Google Scholar] [CrossRef]
- De Goes, W.U.; Markocsan, N.; Gupta, M.; Vaßen, R.; Matsushita, T.; Illkova, K. Thermal barrier coatings with novel architectures for diesel engine applications. Surf. Coat. Technol. 2020, 396, 125950. [Google Scholar] [CrossRef]
- Tang, C.W.; Liu, L.; Yang, Z.; Tao, D.; Li, J.P.; Guo, Q.Q.; Zhen, J.R.; He, Y.L.; He, H.X. Surface evolution of vermicular cast iron in ultra-high temperature combustion with different single-pulsing duration. Eng. Fail. Anal. 2022, 141, 106679. [Google Scholar] [CrossRef]
- Liu, L.; Tang, C.W.; Li, B.Y.; Li, J.P.; Bao, T.; Yang, Z.; Guo, Y.C.; Feng, W.; Lei, Z.; Li, H.Y. Surface evolution of Al-Si-Cu alloy in a high frequent pulsing oxyacetylene combustion. Case Stud. Therm. Eng. 2022, 31, 101854. [Google Scholar] [CrossRef]
- Liu, L.; Li, B.Y.; Feng, W.; Tang, C.W.; Zhang, J.P.; Yao, X.Y.; Yang, Z.; Guo, Y.C.; Wang, P.; Zhang, Y. Effect of loading spectrum with different single pulsing time on the cyclic ablation of C/C-SiC-ZrB2-ZrC composites in plasma. Corros. Sci. 2021, 192, 109817. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Zhao, K.; Zhang, H.; Tang, C.; Han, Q.; Chen, J.; Tao, D.; Yang, Z. Surface Evolution of Vermicular Cast Iron in High Frequent Cyclic Plasma and Different Facial Cooling Airflows. Metals 2023, 13, 577. https://doi.org/10.3390/met13030577
Liu L, Zhao K, Zhang H, Tang C, Han Q, Chen J, Tao D, Yang Z. Surface Evolution of Vermicular Cast Iron in High Frequent Cyclic Plasma and Different Facial Cooling Airflows. Metals. 2023; 13(3):577. https://doi.org/10.3390/met13030577
Chicago/Turabian StyleLiu, Lei, Ke Zhao, Haijun Zhang, Chengwei Tang, Qinxin Han, Jiajia Chen, Dong Tao, and Zhong Yang. 2023. "Surface Evolution of Vermicular Cast Iron in High Frequent Cyclic Plasma and Different Facial Cooling Airflows" Metals 13, no. 3: 577. https://doi.org/10.3390/met13030577
APA StyleLiu, L., Zhao, K., Zhang, H., Tang, C., Han, Q., Chen, J., Tao, D., & Yang, Z. (2023). Surface Evolution of Vermicular Cast Iron in High Frequent Cyclic Plasma and Different Facial Cooling Airflows. Metals, 13(3), 577. https://doi.org/10.3390/met13030577