
Structure and Mechanical Properties of Ti-Al-Ta-N Coatings Deposited by Direct Current and Middle-Frequency Magnetron Sputtering



Abstract
1. Introduction
2. Materials and Methods
3. Results
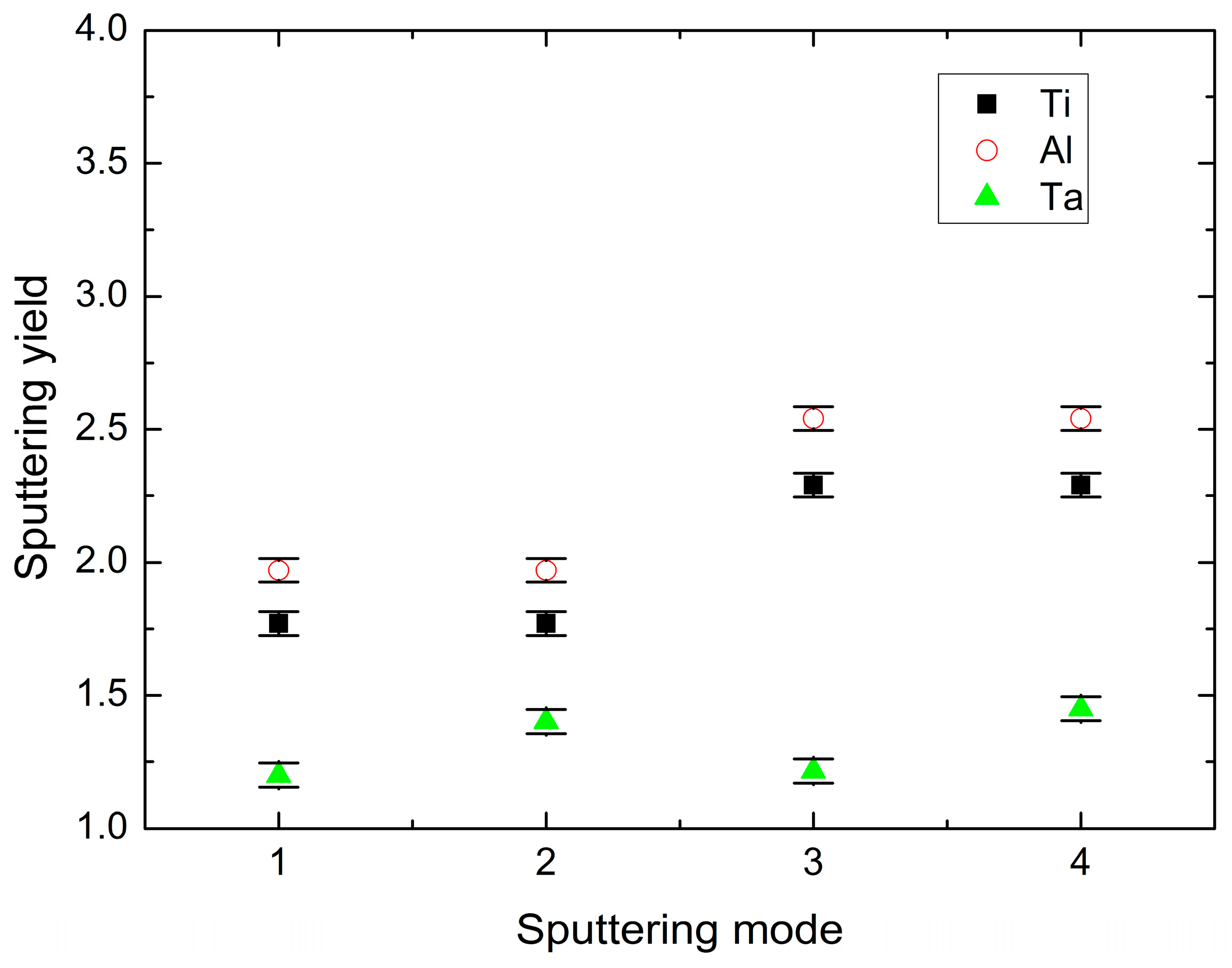
3.1. Chemical Composition
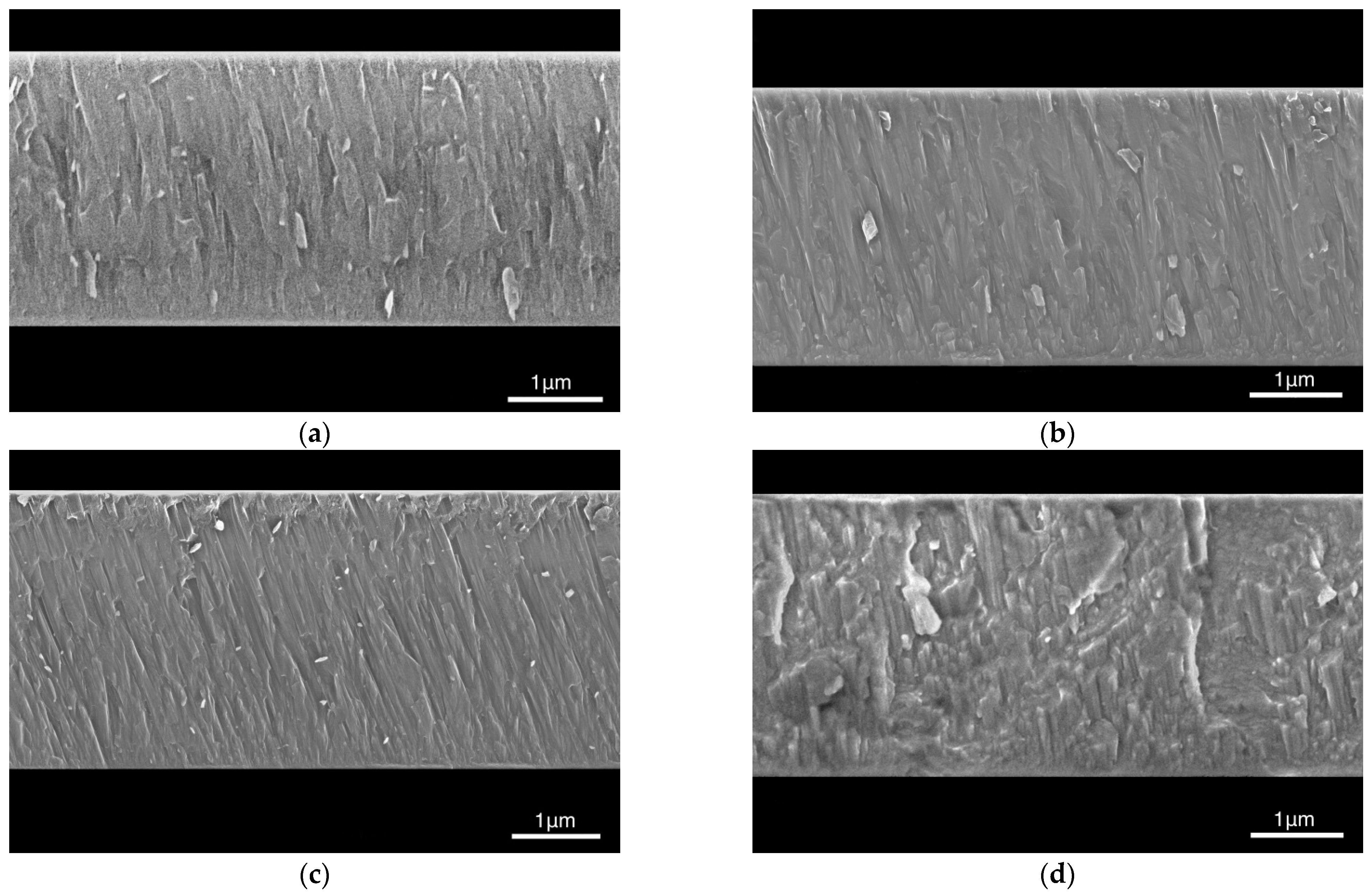
3.2. Structure
3.3. Mechanical Properties
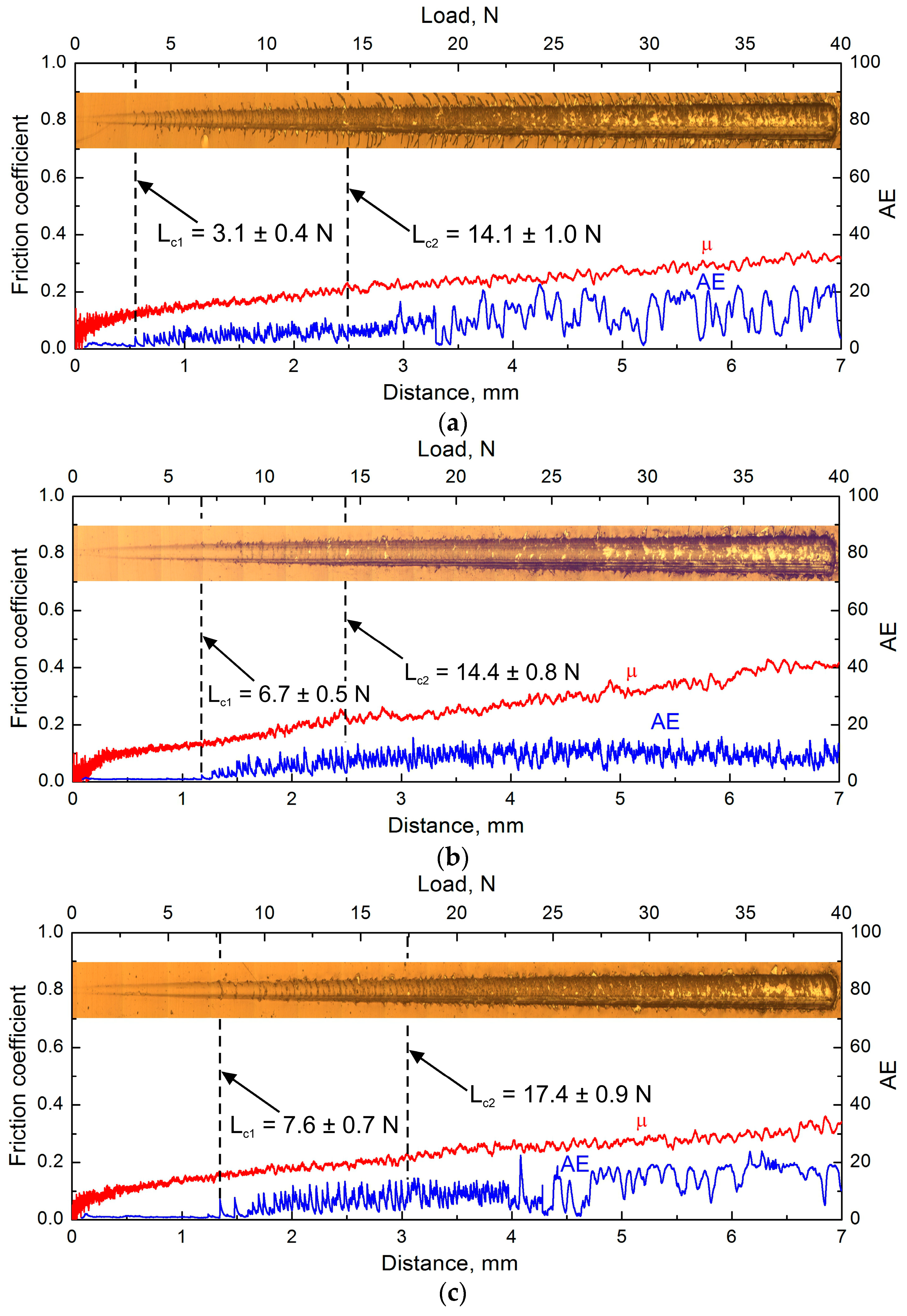
3.4. Scratch Behavior
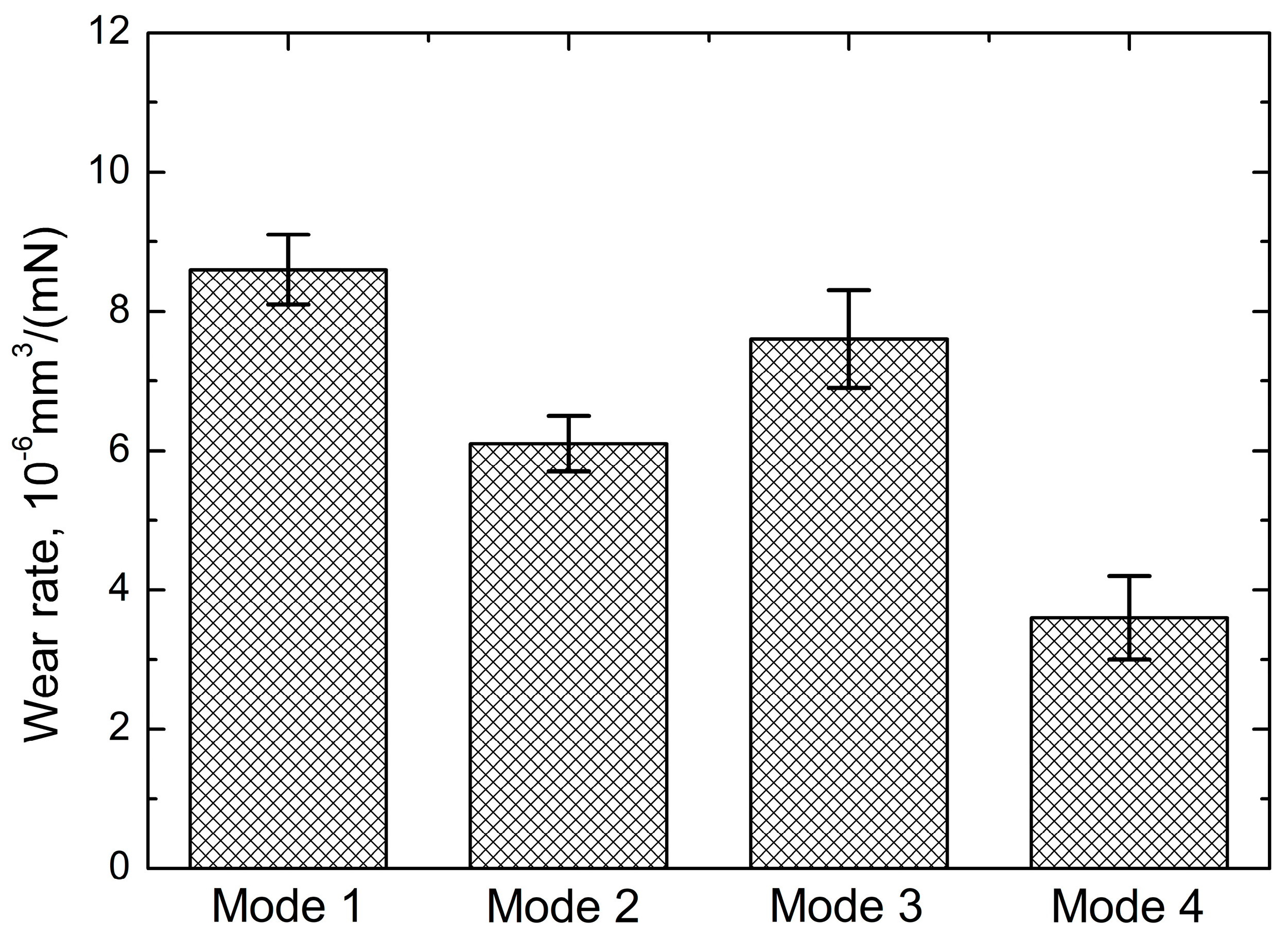
3.5. Wear
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Asadi, M.M.; Al-Tameemi, H.A. A Review of Tribological Properties and Deposition Methods for Selected Hard Protective Coatings. Tribol. Int. 2022, 176, 107919. [Google Scholar] [CrossRef]
- Arun, K.L.; Udhayakumar, M.; Radhika, N. A Comprehensive Review on Various Ceramic Nanomaterial Coatings Over Metallic Substrates: Applications, Challenges and Future Trends. J. Bio. Tribocorros. 2022, 9, 11. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; He, G.; Liao, B.; Zhang, H.; Chen, J.; Lv, C. Sand Erosion Resistance Improvement and Damage Mechanism of TiAlN Coating via the Bias-Graded Voltage in FCVA Deposition. Surf. Coat. Technol. 2019, 378, 125009. [Google Scholar] [CrossRef]
- Tillmann, W.; Grisales, D.; Stangier, D.; Butzke, T. Tribomechanical Behaviour of TiAlN and CrAlN Coatings Deposited onto AISI H11 with Different Pre-Treatments. Coatings 2019, 9, 519. [Google Scholar] [CrossRef]
- Zhang, M.; Cheng, Y.; Xin, L.; Su, J.; Li, Y.; Zhu, S.; Wang, F. Cyclic Oxidation Behaviour of Ti/TiAlN Composite Multilayer Coatings Deposited on Titanium Alloy. Corros. Sci. 2020, 166, 108476. [Google Scholar] [CrossRef]
- PalDey, S.; Deevi, S.C. Single Layer and Multilayer Wear Resistant Coatings of (Ti,Al)N: A Review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; da Silva, F.J.G.; Pinto, G.F.; Baptista, A.; Alexandre, R. Characteristics and Wear Mechanisms of TiAlN-Based Coatings for Machining Applications: A Comprehensive Review. Metals 2021, 11, 260. [Google Scholar] [CrossRef]
- Jing, L.; Chen, M.; An, Q. Study on Performance of PVD AlTiN Coatings and AlTiN-Based Composite Coatings in Dry End Milling of Hardened Steel SKD11. Metals 2021, 11, 2019. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Panin, A.V.; Dmitriev, A.I.; Nikonov, A.Y. Multiscale Fracture of Ti-Al-N Coatings under Uniaxial Tension. Phys. Mesomech. 2021, 24, 185–195. [Google Scholar] [CrossRef]
- Sangiovanni, D.G.; Chirita, V.; Hultman, L. Toughness Enhancement in TiAlN-Based Quarternary Alloys. Thin Solid Films 2012, 520, 4080–4088. [Google Scholar] [CrossRef]
- Mikula, M.; Plašienka, D.; Sangiovanni, D.G.; Sahul, M.; Roch, T.; Truchlý, M.; Gregor, M.; Čaplovič, L.; Plecenik, A.; Kúš, P. Toughness Enhancement in Highly NbN-Alloyed Ti-Al-N Hard Coatings. Acta Mater. 2016, 121, 59–67. [Google Scholar] [CrossRef]
- Chen, Y.H.; Roa, J.J.; Yu, C.H.; Johansson-Jõesaar, M.P.; Andersson, J.M.; Anglada, M.J.; Odén, M.; Rogström, L. Enhanced Thermal Stability and Fracture Toughness of TiAlN Coatings by Cr, Nb and V-Alloying. Surf. Coat. Technol. 2018, 342, 85–93. [Google Scholar] [CrossRef]
- Eremeev, S.V.; Shugurov, A.R. Chemical Bonding Analysis in Ti1-x-yAlxTayN Solid Solutions. Surf. Coat. Technol. 2020, 395, 125803. [Google Scholar] [CrossRef]
- Shuai, J.; Zuo, X.; Wang, Z.; Guo, P.; Xu, B.; Zhou, J.; Wang, A.; Ke, P. Comparative Study on Crack Resistance of TiAlN Monolithic and Ti/TiAlN Multilayer Coatings. Ceram. Int. 2020, 46, 6672–6681. [Google Scholar] [CrossRef]
- Tillmann, W.; Grisales, D.; Stangier, D.; Thomann, C.A.; Debus, J.; Nienhaus, A.; Apel, D. Residual Stresses and Tribomechanical Behaviour of TiAlN and TiAlCN Monolayer and Multilayer Coatings by DCMS and HiPIMS. Surf. Coat. Technol. 2021, 406, 126664. [Google Scholar] [CrossRef]
- Kameda, J.; Bloomer, I.E.; Sugita, Y.; Ito, A.; Sakurai, S. High Temperature Environmental Attack and Mechanical Degradation of Coatings in Gas Turbine Blades. Mater. Sci. Eng. A 1997, 229, 42–54. [Google Scholar] [CrossRef]
- Liew, W.Y.H.; Lim, H.P.; Melvin, G.J.H.; Dayou, J.; Jiang, Z.-T. Thermal Stability, Mechanical Properties, and Tribological Performance of TiAlXN Coatings: Understanding the Effects of Alloying Additions. J. Mater. Res. Technol. 2022, 17, 961–1012. [Google Scholar] [CrossRef]
- Rachbauer, R.; Holec, D.; Mayrhofer, P.H. Increased Thermal Stability of Ti–Al–N Thin Films by Ta Alloying. Surf. Coat. Technol. 2012, 211, 98–103. [Google Scholar] [CrossRef]
- Hollerweger, R.; Riedl, H.; Paulitsch, J.; Arndt, M.; Rachbauer, R.; Polcik, P.; Primig, S.; Mayrhofer, P.H. Origin of High Temperature Oxidation Resistance of Ti–Al–Ta–N Coatings. Surf. Coat. Technol. 2014, 257, 78–86. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, Y.X.; Chen, L.; Mayrhofer, P.H. Improved Ti-Al-N Coatings through Ta Alloying and Multilayer Architecture. Surf. Coat. Technol. 2017, 328, 428–435. [Google Scholar] [CrossRef]
- Seidl, W.M.; Bartosik, M.; Kolozsvári, S.; Bolvardi, H.; Mayrhofer, P.H. Improved Mechanical Properties, Thermal Stabilities, and Oxidation Resistance of Arc Evaporated Ti-Al-N Coatings through Alloying with Ta. Surf. Coat. Technol. 2018, 344, 244–249. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kuzminov, E.D.; Kasterov, A.M.; Panin, A.V.; Dmitriev, A.I. Tuning of Mechanical Properties of Ti1-xAlxN Coatings through Ta Alloying. Surf. Coat. Technol. 2020, 382, 125219. [Google Scholar] [CrossRef]
- Shugurov, A.; Panin, A.; Kasterov, A. Effect of Ta Alloying on Isothermal Oxidation Behavior of DC Magnetron Sputtered Ti1-xAlxN Coatings on Titanium Substrate. Surf. Coat. Technol. 2021, 421, 127488. [Google Scholar] [CrossRef]
- Hemmati, A.; Abdoos, M.; Veldhuis, S.C. Developing Ti-Al-Ta-N Based Coatings: Thermal Stability, Oxidation Resistance, Machining Performance and Adaptive Behavior under Extreme Tribological Conditions. Mater. Today Commun. 2022, 31, 103373. [Google Scholar] [CrossRef]
- Pfeiler, M.; Fontalvo, G.A.; Wagner, J.; Kutschej, K.; Penoy, M.; Michotte, C.; Mitterer, C.; Kathrein, M. Arc Evaporation of Ti-Al-Ta-N Coatings: The Effect of Bias Voltage and Ta on High-Temperature Tribological Properties. Tribol. Lett. 2008, 30, 91–97. [Google Scholar] [CrossRef]
- Grossmann, B.; Tkadletz, M.; Schalk, N.; Czettl, C.; Pohler, M.; Mitterer, C. High-Temperature Tribology and Oxidation of Ti1-x-yAlxTayN Hard Coatings. Surf. Coat. Technol. 2018, 342, 190–197. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kuzminov, E.D.; Kasterov, A.M.; Akulinkin, A.A. The Effect of Ta Alloying on Mechanical and Tribological Properties of Ti-Al-N Coatings. AIP Conf. Proc. 2020, 2310, 020314. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Menezes, I.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. EIS Investigation of the Corrosion Behavior of Steel Bars Embedded into Modified Concretes with Eggshell Contents. Metals 2022, 12, 417. [Google Scholar] [CrossRef]
- Keerthiga, G.; Vijayshankar, D.; Prasad, M.; Peron, M.; Albinmousa, J.; Singh Raman, R.K. Electrochemical Corrosion Resistance of Mg Alloy ZK60 in Different Planes with Respect to Extrusion Direction. Metals 2022, 12, 782. [Google Scholar] [CrossRef]
- Satizabal, L.M.; Costa, D.; Moraes, P.B.; Bortolozo, A.D.; Osório, W.R. Microstructural Array and Solute Content Affecting Electrochemical Behavior of SnAg and SnBi Alloys Compared with a Traditional SnPb Alloy. Mater. Chem. Phys. 2019, 223, 410–425. [Google Scholar] [CrossRef]
- Donelan, P. Modelling Microstructural and Mechanical Properties of Ferritic Ductile Cast Iron. Mater. Sci. Technol. 2000, 16, 261–269. [Google Scholar] [CrossRef]
- Petch, N.J. The Cleavage Strength of Polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Seidl, W.M.; Bartosik, M.; Kolozsvári, S.; Bolvardi, H.; Mayrhofer, P.H. Influence of Ta on the Fracture Toughness of Arc Evaporated Ti-Al-N. Vacuum 2018, 150, 24–28. [Google Scholar] [CrossRef]
- Koller, C.M.; Glatz, S.A.; Riedl, H.; Kolozsvári, S.; Polcik, P.; Bolvardi, H.; Mayrhofer, P.H. Structure and Mechanical Properties of Architecturally Designed Ti-Al-N and Ti-Al-Ta-N-Based Multilayers. Surf. Coat. Technol. 2020, 385, 125355. [Google Scholar] [CrossRef]
- Khetan, V.; Valle, N.; Duday, D.; Michotte, C.; Delplancke-Ogletree, M.-P.; Choquet, P. Influence of Temperature on Oxidation Mechanisms of Fiber-Textured AlTiTaN Coatings. ACS Appl. Mater. Interfaces 2014, 6, 4115–4125. [Google Scholar] [CrossRef]
- Sui, X.; Li, G.; Jiang, C.; Yu, H.; Wang, K.; Wang, Q. Effect of Ta Content on Microstructure, Hardness and Oxidation Resistance of TiAlTaN Coatings. Int. J. Refract. Metals Hard Mater. 2016, 58, 152–156. [Google Scholar] [CrossRef]
- Contreras Romero, E.; Cortínez Osorio, J.; Talamantes Soto, R.; Hurtado Macías, A.; Gómez Botero, M. Microstructure, Mechanical and Tribological Performance of Nanostructured TiAlTaN-(TiAlN/TaN)n Coatings: Understanding the Effect of Quaternary/Multilayer Volume Fraction. Surf. Coat. Technol. 2019, 377, 124875. [Google Scholar] [CrossRef]
- Smidt, F.A. Use of Ion Beam Assisted Deposition to Modify the Microstructure and Properties of Thin Films. Int. Mater. Rev. 1990, 35, 61–128. [Google Scholar] [CrossRef]
- Petrov, I.; Barna, P.B.; Hultman, L.; Greene, J.E. Microstructural Evolution during Film Growth. J. Vac. Sci. Technol. A 2003, 21, 117–128. [Google Scholar] [CrossRef]
- Kelly, P.J.; Beevers, C.F.; Henderson, P.S.; Arnell, R.D.; Bradley, J.W.; Bäcker, H. A Comparison of the Properties of Titanium-Based Films Produced by Pulsed and Continuous DC Magnetron Sputtering. Surf. Coat. Technol. 2003, 174–175, 795–800. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Sproul, W.D.; Mishra, B.; Wu, Z.; Wang, J. The Structure and Properties of Chromium Nitride Coatings Deposited Using DC, Pulsed DC and Modulated Pulse Power Magnetron Sputtering. Surf. Coat. Technol. 2010, 204, 2230–2239. [Google Scholar] [CrossRef]
- Fager, H.; Howe, B.M.; Greczynski, G.; Jensen, J.; Mei, A.B.; Lu, J.; Hultman, L.; Greene, J.E.; Petrov, I. Novel Hard, Tough HfAlSiN Multilayers, Defined by Alternating Si Bond Structure, Deposited Using Modulated High-Flux, Low-Energy Ion Irradiation of the Growing Film. J. Vac. Sci. Technol. A 2015, 33, 05E103. [Google Scholar] [CrossRef]
- Zhang, P.; Cai, Z.; Xiong, W. Influence of Si Content and Growth Condition on the Microstructure and Mechanical Properties of Ti–Si–N Nanocomposite Films. Surf. Coat. Technol. 2007, 201, 6819–6823. [Google Scholar] [CrossRef]
- Adibi, F.; Petrov, I.; Greene, J.E.; Hultman, L.; Sundgren, J.-E. Effects of High-flux Low-energy (20–100 eV) Ion Irradiation during Deposition on the Microstructure and Preferred Orientation of Ti0.5Al0.5N Alloys Grown by Ultra-high-vacuum Reactive Magnetron Sputtering. J. Appl. Phys. 1993, 73, 8580–8589. [Google Scholar] [CrossRef]
- Windischmann, H. Intrinsic Stress in Sputter-Deposited Thin Films. Crit. Rev. Solid State Mater. Sci. 1992, 17, 547–596. [Google Scholar] [CrossRef]
- Greczynski, G.; Lu, J.; Jensen, J.; Petrov, I.; Greene, J.E.; Bolz, S.; Kölker, W.; Schiffers, C.; Lemmer, O.; Hultman, L. Metal versus Rare-Gas Ion Irradiation during Ti1-xAlxN Film Growth by Hybrid High Power Pulsed Magnetron/DC Magnetron Co-Sputtering Using Synchronized Pulsed Substrate Bias. J. Vac. Sci. Technol. A 2012, 30, 061504. [Google Scholar] [CrossRef]
- Hultman, L.; Håkansson, G.; Wahlström, U.; Sundgren, J.E.; Petrov, I.; Adibi, F.; Greene, J.E. Transmission Electron Microscopy Studies of Microstructural Evolution, Defect Structure, and Phase Transitions in Polycrystalline and Epitaxial Ti1-xAlxN and TiN Films Grown by Reactive Magnetron Sputter Deposition. Thin Solid Films 1991, 205, 153–164. [Google Scholar] [CrossRef]
- Petrov, I.; Hultman, L.; Helmersson, U.; Sundgren, J.E.; Greene, J.E. Microstructure Modification of TiN by Ion Bombardment during Reactive Sputter Deposition. Thin Solid Films 1989, 169, 299–314. [Google Scholar] [CrossRef]
- Greene, J.E. Review Article: Tracing the Recorded History of Thin-Film Sputter Deposition: From the 1800s to 2017. J. Vac. Sci. Technol. A 2017, 35, 05C204. [Google Scholar] [CrossRef]
- Fager, H.; Tengstrand, O.; Lu, J.; Bolz, S.; Mesic, B.; Kölker, W.; Schiffers, C.; Lemmer, O.; Greene, J.E.; Hultman, L.; et al. Low-Temperature Growth of Dense and Hard Ti0.41Al0.51Ta0.08N Films via Hybrid HIPIMS/DC Magnetron Co-Sputtering with Synchronized Metal-Ion Irradiation. J. Appl. Phys. 2017, 121, 171902. [Google Scholar] [CrossRef]
- Greczynski, G.; Mráz, S.; Schneider, J.M.; Hultman, L. Metal-Ion Subplantation: A Game Changer for Controlling Nanostructure and Phase Formation during Film Growth by Physical Vapor Deposition. J. Appl. Phys. 2020, 127, 180901. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Prakash, M.S.; Sridhara Rao, D.V.; Rajam, K.S. Superhard Nanocomposite Coatings of TiN/a-C Prepared by Reactive DC Magnetron Sputtering. Surf. Coat. Technol. 2005, 195, 147–153. [Google Scholar] [CrossRef]
- AL-Rjoub, A.; Yaqub, T.B.; Cavaleiro, A.; Fernandes, F. The Influence of V Addition on the Structure, Mechanical Properties, and Oxidation Behaviour of TiAlSiN Coatings Deposited by DC Magnetron Sputtering. J. Mater. Res. Technol. 2022, 20, 2444–2453. [Google Scholar] [CrossRef]
- Shugurov, A.R.; Kuzminov, E.D. Mechanical and Tribological Properties of Ti-Al-Ta-N/TiAl and Ti-Al-Ta-N/Ta Multilayer Coatings Deposited by DC Magnetron Sputtering. Surf. Coat. Technol. 2022, 441, 128582. [Google Scholar] [CrossRef]
- Konstantinidis, S.; Ricard, A.; Ganciu, M.; Dauchot, J.P.; Ranea, C.; Hecq, M. Measurement of Ionic and Neutral Densities in Amplified Magnetron Discharges by Pulsed Absorption Spectroscopy. J. Appl. Phys. 2004, 95, 2900–2905. [Google Scholar] [CrossRef]
- Petrov, I.; Myers, A.; Greene, J.E.; Abelson, J.R. Mass and Energy Resolved Detection of Ions and Neutral Sputtered Species Incident at the Substrate during Reactive Magnetron Sputtering of Ti in Mixed Ar+N2 Mixtures. J. Vac. Sci. Technol. A 1994, 12, 2846–2854. [Google Scholar] [CrossRef]
- Kouznetsov, V.; MacÁk, K.; Schneider, J.M.; Helmersson, U.; Petrov, I. A Novel Pulsed Magnetron Sputter Technique Utilizing Very High Target Power Densities. Surf. Coat. Technol. 1999, 122, 290–293. [Google Scholar] [CrossRef]
- Bohlmark, J.; Alami, J.; Christou, C.; Ehiasarian, A.P.; Helmersson, U. Ionization of Sputtered Metals in High Power Pulsed Magnetron Sputtering. J. Vac. Sci. Technol. A 2004, 23, 18–22. [Google Scholar] [CrossRef]
- Kelly, P.J.; vom Braucke, T.; Liu, Z.; Arnell, R.D.; Doyle, E.D. Pulsed DC Titanium Nitride Coatings for Improved Tribological Performance and Tool Life. Surf. Coat. Technol. 2007, 202, 774–780. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Stangier, D.; Tolan, M.; Paulus, M. Structure and Mechanical Properties of Hafnium Nitride Films Deposited by Direct Current, Mid-Frequency, and High-Power Impulse Magnetron Sputtering. Thin Solid Films 2019, 669, 65–71. [Google Scholar] [CrossRef]
- Gudmundsson, J.T.; Alami, J.; Helmersson, U. Spatial and Temporal Behavior of the Plasma Parameters in a Pulsed Magnetron Discharge. Surf. Coat. Technol. 2002, 161, 249–256. [Google Scholar] [CrossRef]
- Lin, J.; Wu, Z.L.; Zhang, X.H.; Mishra, B.; Moore, J.J.; Sproul, W.D. A Comparative Study of CrNx Coatings Synthesized by DC and Pulsed DC Magnetron Sputtering. Thin Solid Films 2009, 517, 1887–1894. [Google Scholar] [CrossRef]
- Khamseh, S.; Nose, M.; Kawabata, T.; Nagae, T.; Matsuda, K.; Ikeno, S. A Comparative Study of CrAlN Films Synthesized by DC and Pulsed DC Reactive Magnetron Facing Target Sputtering System with Different Pulse Frequencies. J. Alloys. Compd. 2010, 508, 191–195. [Google Scholar] [CrossRef]
- Bagcivan, N.; Bobzin, K.; Ludwig, A.; Grochla, D.; Brugnara, R.H. CrN/AlN Nanolaminate Coatings Deposited via High Power Pulsed and Middle Frequency Pulsed Magnetron Sputtering. Thin Solid Films 2014, 572, 153–160. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Mechanically Robust TiAlSiN Coatings Prepared by Pulsed-DC Magnetron Sputtering System: Scratch Response and Tribological Performance. Thin Solid Films 2018, 645, 222–230. [Google Scholar] [CrossRef]
- Ma, S.; Procházka, J.; Karvánková, P.; Ma, Q.; Niu, X.; Wang, X.; Ma, D.; Xu, K.; Vepřek, S. Comparative Study of the Tribological Behaviour of Superhard Nanocomposite Coatings nc-TiN/a-Si3N4 with TiN. Surf. Coat. Technol. 2005, 194, 143–148. [Google Scholar] [CrossRef]
- Francis, L.F. Vapor Processes; Academic Press is an Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780123851321. [Google Scholar]
- Shew, B.Y.; Huang, J.L. The Effects of Nitrogen Flow on Reactively Sputtered Ti-Al-N Films. Surf. Coat. Technol. 1995, 71, 30–36. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Filip, P.; Debessai, M. Characterization of Tantalum Zirconium Nitride Sputter-Deposited Nanocrystalline Coatings. Surf. Coat. Technol. 2004, 187, 177–184. [Google Scholar] [CrossRef]
- Chen, L.; Moser, M.; Du, Y.; Mayrhofer, P.H. Compositional and Structural Evolution of Sputtered Ti-Al-N. Thin Solid Films 2009, 517, 6635–6641. [Google Scholar] [CrossRef]
- Scherrer, P. Bestimmung der Inneren Struktur und der Größe von Kolloidteilchen Mittels Röntgenstrahlen. In Kolloidchemie ein Lehrbuch; Zsigmondy, R., Ed.; Springer: Berlin/Heidelberg, Germany, 1912; pp. 387–409. ISBN 978-3-662-33915-2. [Google Scholar]
- Ungár, T.; Tichy, G.; Gubicza, J.; Hellmig, R.J. Correlation between Subgrains and Coherently Scattering Domains. Powder Diffr. 2005, 20, 366–375. [Google Scholar] [CrossRef]
- Pande, C.S.; Cooper, K.P. Nanomechanics of Hall–Petch Relationship in Nanocrystalline Materials. Prog. Mater. Sci. 2009, 54, 689–706. [Google Scholar] [CrossRef]
- Miletić, A.; Panjan, P.; Škorić, B.; Čekada, M.; Dražič, G.; Kovač, J. Microstructure and Mechanical Properties of Nanostructured Ti–Al–Si–N Coatings Deposited by Magnetron Sputtering. Surf. Coat. Technol. 2014, 241, 105–111. [Google Scholar] [CrossRef]
- Liu, A.; Deng, J.; Cui, H.; Chen, Y.; Zhao, J. Friction and Wear Properties of TiN, TiAlN, AlTiN and CrAlN PVD Nitride Coatings. Int. J. Refract. Metals Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Çalişkan, H.; Panjan, P.; Paskvale, S. Monitoring of Wear Characteristics of TiN and TiAlN Coatings at Long Sliding Distances. Tribol. Transac. 2014, 57, 496–502. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Gao, H.; Martini, A.; Scharf, T.W.; Muratore, C. Lubricious Oxide Coatings for Extreme Temperature Applications: A Review. Surf. Coat. Technol. 2014, 257, 266–277. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sputtering Mode | Sputtering Mode of Ti-Al Target | Sputtering Mode of Ta Target | Ti, at.% | Al, at.% | Ta, at. % | a, nm | d, nm | σ, GPa |
|---|---|---|---|---|---|---|---|---|
| 1 | DCMS | DCMS | 39.3 ± 0.9 | 45.5 ± 0.9 | 15.2 ± 0.6 | 0.425 ± 0.001 | 22 ± 2 | −4.2 ± 0.3 |
| 2 | DCMS | MFMS | 42.8 ± 1.1 | 38.2 ± 1.1 | 19.0 ± 0.9 | 0.429 ± 0.002 | 9 ± 1 | −4.1 ± 0.2 |
| 3 | MFMS | DCMS | 43.7 ± 1.0 | 44.7 ± 1.0 | 11.6 ± 0.5 | 0.424 ± 0.001 | 9 ± 1 | −3.8 ± 0.2 |
| 4 | MFMS | MFMS | 46.5 ± 0.9 | 37.0 ± 0.9 | 16.5 ± 0.7 | 0.426 ± 0.001 | 8 ± 1 | −3.1 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shugurov, A.R.; Kuzminov, E.D.; Garanin, Y.A. Structure and Mechanical Properties of Ti-Al-Ta-N Coatings Deposited by Direct Current and Middle-Frequency Magnetron Sputtering. Metals 2023, 13, 512. https://doi.org/10.3390/met13030512
Shugurov AR, Kuzminov ED, Garanin YA. Structure and Mechanical Properties of Ti-Al-Ta-N Coatings Deposited by Direct Current and Middle-Frequency Magnetron Sputtering. Metals. 2023; 13(3):512. https://doi.org/10.3390/met13030512
Chicago/Turabian StyleShugurov, Artur R., Evgenii D. Kuzminov, and Yuriy A. Garanin. 2023. "Structure and Mechanical Properties of Ti-Al-Ta-N Coatings Deposited by Direct Current and Middle-Frequency Magnetron Sputtering" Metals 13, no. 3: 512. https://doi.org/10.3390/met13030512
APA StyleShugurov, A. R., Kuzminov, E. D., & Garanin, Y. A. (2023). Structure and Mechanical Properties of Ti-Al-Ta-N Coatings Deposited by Direct Current and Middle-Frequency Magnetron Sputtering. Metals, 13(3), 512. https://doi.org/10.3390/met13030512